Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Study Area and Raw Materials
2.2. Chipping Operation Using a Drum Chipper
2.3. Chipping Operation Method
2.4. Sampling and Physical Properties’ Methods of the Wood Chips
2.5. Statistical Analysis
3. Results and Discussions
3.1. Analysis of Productivity and Fuel Consumption of the Chipping Operation by Screen Size
3.2. Analysis of Productivity and Fuel Consumption of the Chipping Operation by the Number of Feedings and Screen Size
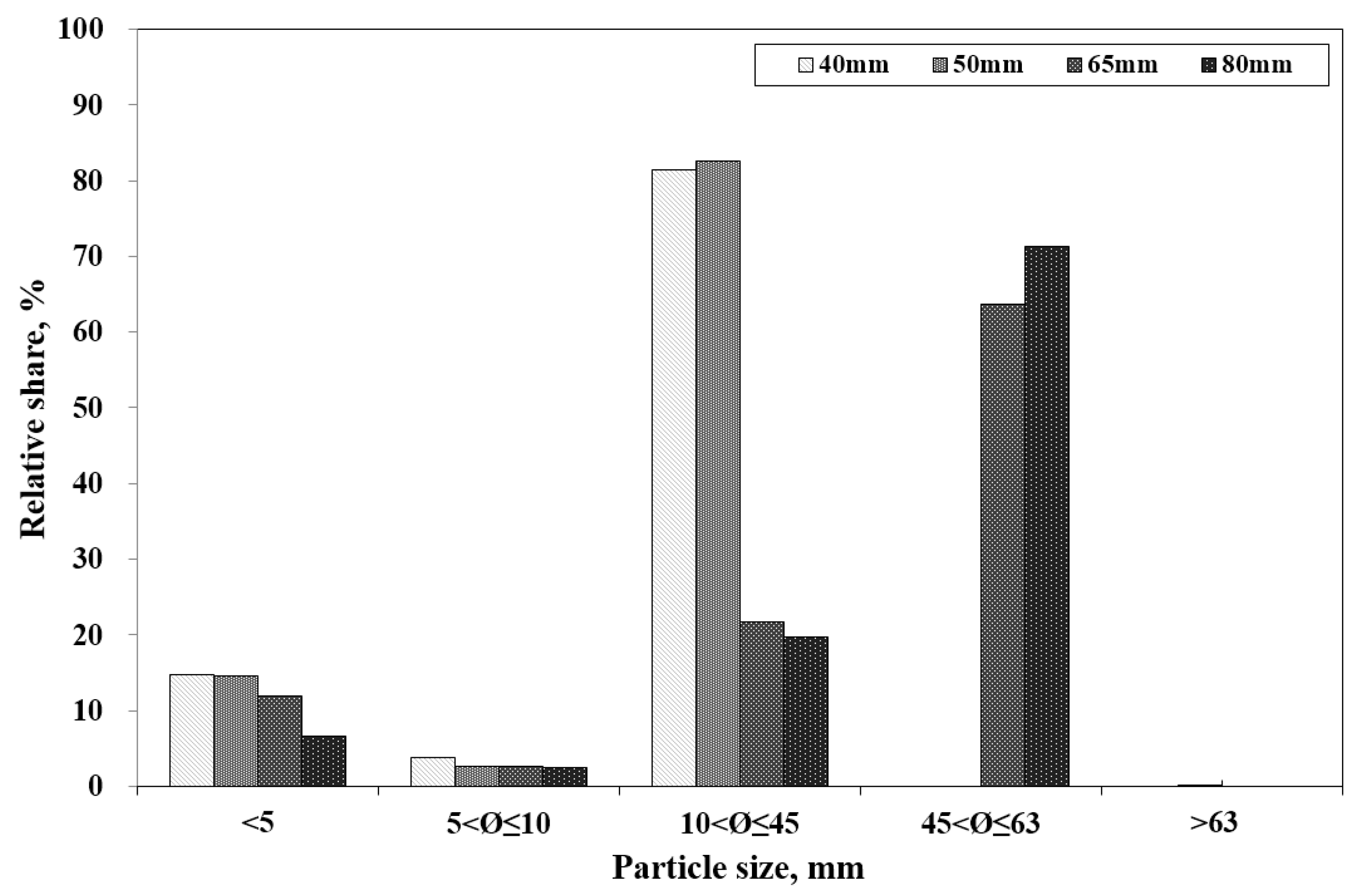
3.3. Analysis of the Particle Size Distribution of Wood Chips by Screen Size
3.4. Improvement of Wood Chips’ Quality by Screen Size
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Korea Forest Service. Statistical Yearbook of Forestry; Korea Forest Service: Daejeon, Korea, 2018; pp. 39, 286.
- Oh, J.H.; Choi, Y.S.; Kim, D.H.; Paik, S.H.; Mun, H.S.; Cho, M.J.; Jung, M.S.; Jung, D.H.; Ji, B.Y. Cost-Effective Production and Utilization of Residual Forest Biomass for Small Scaled Residential Heating; National Institute of Forest Science: Seoul, Korea, 2017; p. 150.
- Cho, M.J.; Cho, K.H.; Choi, B.K.; Cha, D.S. Yarding productivity of tree-length harvesting using a small cable-yarder in steep slope. For. Sci. Technol. 2018, 14, 132–137. [Google Scholar] [CrossRef]
- Lee, C.G.; Choi, Y.S.; Ju, Y.M.; Lee, S.Y.; Nam, Y.S.; Cho, L.H.; Kim, J.M.; Oh, K.C.; Cho, M.J.; Lee, E.J.; et al. A study on the productivity and cost analysis of the timber and logging residue in CTL system of excavator yarding for using the woody resources. New Renene 2016, 12, 51–58. [Google Scholar]
- Korea Forest Service. Provision of Promoting the Use and Promotion of Forest Biomass Energy; Korea Forest Service: Daejeon, Korea, 2018.
- Korea Forest Service. Wood Utilization Survey Report; Korea Forest Service: Daejeon, Korea, 2017; p. 298.
- Nati, C.; Eliasson, L.; Spinelli, R. Effect of chip type, biomass type and blade wear on productivity, fuel consumption and product quality. Croat. J. For. Eng. 2014, 35, 1–7. [Google Scholar]
- Nati, C.; Spinelli, R.; Fabbri, P. Wood chip size distribution in relation to blasé wear and screen use. Biomass Bioenergy 2010, 34, 583–587. [Google Scholar] [CrossRef]
- Eliasson, L.; Hofsten, H.V.; Johannesson, T.; Spinelli, R.; Thierfelder, T. Effects of sieve size on chipper productivity, fuel consumption and chip size distribution for open drum chippers. Croat. J. For. Eng. 2015, 36, 11–17. [Google Scholar]
- Spinelli, R.; Hartsough, B. A survey of Italian chipping operations. Biomass Bioenergy 2001, 21, 433–444. [Google Scholar] [CrossRef]
- Spinelli, R.; Visser, R.K.M. Analyzing and estimation delays in wood chipping operations. Biomass Bioenergy 2009, 33, 429–433. [Google Scholar] [CrossRef]
- Yoshida, M.; Berg, S.; Sakurai, R.; Sakai, H. Evaluation of chipping productivity with five different mobile chippers at different forest sites by a stochastic model. Croat. J. For. Eng. 2016, 37, 309–318. [Google Scholar]
- Hwang, J.S. Study on Utilization of the Forest Biomass for Small Scaled Heating Energy. Master′s Thesis, Kangwon National University, Chun-cheon, Korea, 2009. [Google Scholar]
- Cha, D.S.; Hwang, J.S.; Oh, J.H. Power requirement and particle size distribution characteristic by crush condition of wood crusher. In Proceedings of the 2011 Winter Meeting of the Korean Forest Society, Gueongju, Korea, 2011; pp. 851–853. [Google Scholar]
- Mun, H.S. An analysis on Productivity and Cost of the Logging Operation for Utilization of the Forest-Biomass. Master′s Thesis, Kyunpook National University, Daegu, Korea, 2014. [Google Scholar]
- Roser, D.; Mala-Yuego, B.; Prinz, R.; Emer, B.; Sikanen, L. Chipping operations and efficiency in different operational environments. Silva Fenn. 2012, 46, 275–286. [Google Scholar] [CrossRef]
- National Institute of Forest Science. Standards and Quality Standards of Wood Products; National Institute of Forest Science: Seoul, Korea, 2018; p. 14.
- Korea Forest Service. Development of Low Cost Production and Supply Technology for Increasing Logging Residue and Non-Commercial Thinning Log Utilization; Forest Science Technology R&D report; Korea Forest Service: Daejeon, Korea, 2017; p. 17.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Screen Sizes (mm) | Fines (%) | Productivity a (odt/h) | Fuel Consumption a (liters/odt) | Number of Feedings per hour a (turns/h) | Weight of Turn a (odt/turn) | Operation Cost ($/odt) |
|---|---|---|---|---|---|---|
| 40 | 14.8 | 7.7 ± 1.06 | 3.7 ± 0.12 | 166.3 ± 20.65 | 0.047 ± 0.01 | 28.5 |
| 50 | 14.6 | 8.6 ± 0.86 | 3.5 ± 0.43 | 163.9 ± 12.12 | 0.053 ± 0.01 | 25.7 |
| 65 | 11.9 | 11.3 ± 0.90 | 2.6 ± 0.14 | 213.5 ± 11.59 | 0.053 ± 0.00 | 19.4 |
| 80 | 6.6 | 10.9 ± 1.13 | 2.6 ± 0.19 | 184.9 ± 15.21 | 0.059 ± 0.00 | 20.1 |
| Source | DF | Sum of Squares | Mean Squared | F-Value | Prob > F |
|---|---|---|---|---|---|
| Productivity | 3 | 26.7 | 8.9 | 9.0 | 0.006 |
| Fuel consumption | 3 | 3.1 | 1.1 | 16.2 | 0.001 |
| Number of feedings per hour | 3 | 4724.5 | 1574.8 | 6.7 | 0.014 |
| Weight of turn | 3 | 0.000 | 0.000 | 2.4 | 0.144 |
| Screen Sizes | N | Productivity | Screen Sizes | N | Fuel Consumption | |||
|---|---|---|---|---|---|---|---|---|
| Duncan (Uses harmonic mean sample size = 3.000) | 40 | 3 | 7.7 a | - | 80 | 3 | 2.6 a | - |
| 50 | 3 | 8.6 a | - | 65 | 3 | 2.6 a | - | |
| 80 | 3 | - | 10.9 b | 50 | 3 | - | 3.5 b | |
| 65 | 3 | - | 11.3 b | 40 | 3 | - | 3.7 b | |
| Significant | - | 0.299 | 0.607 | Significant | - | 0.757 | 0.446 | |
| Source | DF | Sum of Squares | Mean Squared | F-Value | Prob > F |
|---|---|---|---|---|---|
| Number of feedings per hour | 3 | 4724.5 | 1574.8 | 6.7 | 0.014 |
| Screen Sizes | N | Number of Feedings | ||
|---|---|---|---|---|
| Duncan (Uses harmonic mean sample size = 3.000) | 50 | 3 | 163.8 a | - |
| 40 | 3 | 166.3 a | - | |
| 80 | 3 | 184.7 a | 184.9 b | |
| 65 | 3 | - | 213.5 b | |
| Significant | - | 0.146 | 0.052 | |
| Source | DF | Sum of Squares | Mean Squared | F-Value | Prob > F |
|---|---|---|---|---|---|
| Weight of turn | 3 | 0.000 | 0.000 | 2.4 | 0.144 |
| Screen Size (mm) | Productivity (odt/h) | Chipping Cost ($/odt) | Screening Cost ($/odt) | Total Cost ($/odt) |
|---|---|---|---|---|
| 40 | 7.2 | 30.2 | 13.7 | 43.9 |
| 50 | 8.5 | 26.0 | 13.5 | 39.6 |
| 65 | 10.6 | 20.4 | 13.9 | 34.3 |
| 80 | 10.8 | 20.0 | 14.4 | 34.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, Y.-S.; Cho, M.-J.; Paik, S.-H.; Mun, H.-S.; Kim, D.-H.; Han, S.-K.; Oh, J.-H. Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper. Forests 2019, 10, 1029. https://doi.org/10.3390/f10111029
Choi Y-S, Cho M-J, Paik S-H, Mun H-S, Kim D-H, Han S-K, Oh J-H. Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper. Forests. 2019; 10(11):1029. https://doi.org/10.3390/f10111029
Chicago/Turabian StyleChoi, Yun-Sung, Min-Jae Cho, Seung-Ho Paik, Ho-Seong Mun, Dae-Hyun Kim, Sang-Kyun Han, and Jae-Heun Oh. 2019. "Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper" Forests 10, no. 11: 1029. https://doi.org/10.3390/f10111029
APA StyleChoi, Y.-S., Cho, M.-J., Paik, S.-H., Mun, H.-S., Kim, D.-H., Han, S.-K., & Oh, J.-H. (2019). Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper. Forests, 10(11), 1029. https://doi.org/10.3390/f10111029