
Investigation on Elastic Constants of Microfibril Reinforced Poly Vinyl Chloride Composites Using Impulsive Excitation of Vibration

Abstract
1. Introduction
2. Materials and Methodology
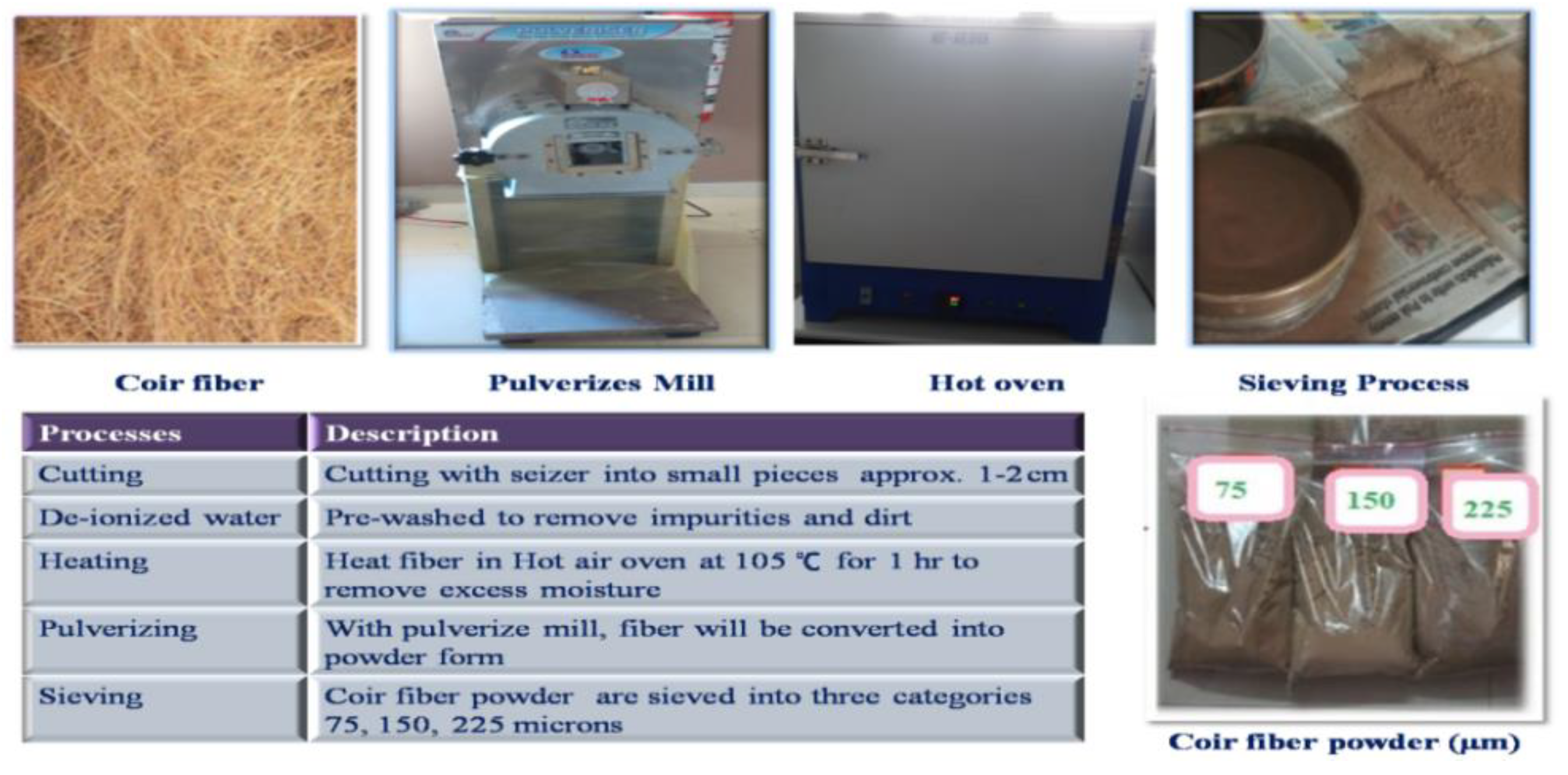
2.1. Raw Materials
2.2. Experimental Design by Response Surface Methodology (RSM)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Variables | Coded Levels of Variables | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| A | Fiber content (wt.%) | A1 (2) | A2 (4) | A3 (6) |
| B | Fiber size (μm) | B1(75) | B2(150) | B3(225) |
| C | Chemical treatments | C1 (1) | C2 (2) | C3 (3) |
| Run No. | Variables (Coded Values) | Variables (Actual Values) | ||||
|---|---|---|---|---|---|---|
| Fiber Content (wt.%) | Fiber Size (μm) | Chemical Treatments | Fiber Content (wt.%) | Fiber Size (μm) | Chemical Treatments | |
| 1 | +1 | 0 | +1 | 6 | 150 | 3 |
| 2 | −1 | 0 | −1 | 2 | 150 | 1 |
| 3 | 0 | 0 | 0 | 4 | 150 | 2 |
| 4 | −1 | −1 | 0 | 2 | 75 | 2 |
| 5 | +1 | +1 | 0 | 6 | 225 | 2 |
| 6 | 0 | +1 | −1 | 4 | 225 | 1 |
| 7 | 0 | +1 | +1 | 4 | 225 | 3 |
| 8 | 0 | 0 | 0 | 4 | 150 | 2 |
| 9 | 0 | −1 | −1 | 4 | 75 | 1 |
| 10 | 0 | −1 | +1 | 4 | 75 | 3 |
| 11 | −1 | 0 | +1 | 2 | 150 | 3 |
| 12 | +1 | 0 | −1 | 6 | 150 | 1 |
| 13 | 0 | 0 | 0 | 4 | 150 | 2 |
| 14 | +1 | −1 | 0 | 6 | 75 | 2 |
| 15 | −1 | +1 | 0 | 2 | 225 | 2 |
2.3. Chemical Treatment for Fibers
2.4. Injection Moulding Process
2.5. Impulsive Excitation of Vibration
2.6. Data Analysis
3. Result and Discussion
3.1. Morphology of Microfibrils
3.2. Analysis of Impulse Excitation of Vibration
3.3. Model Selection and ANOVA Analysis for Elastic Constants
4. Effect of Parameter for Elastic Constants
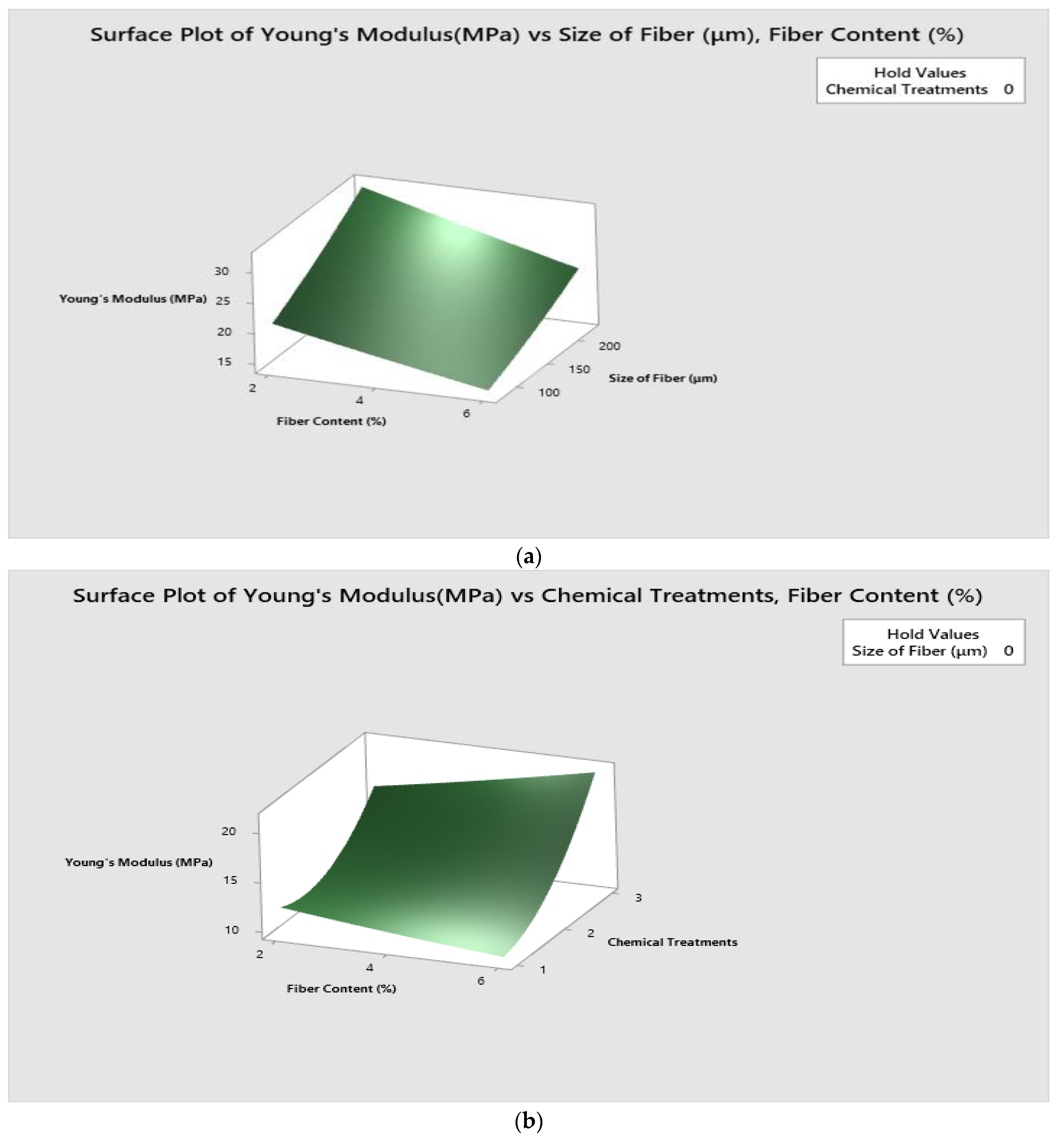
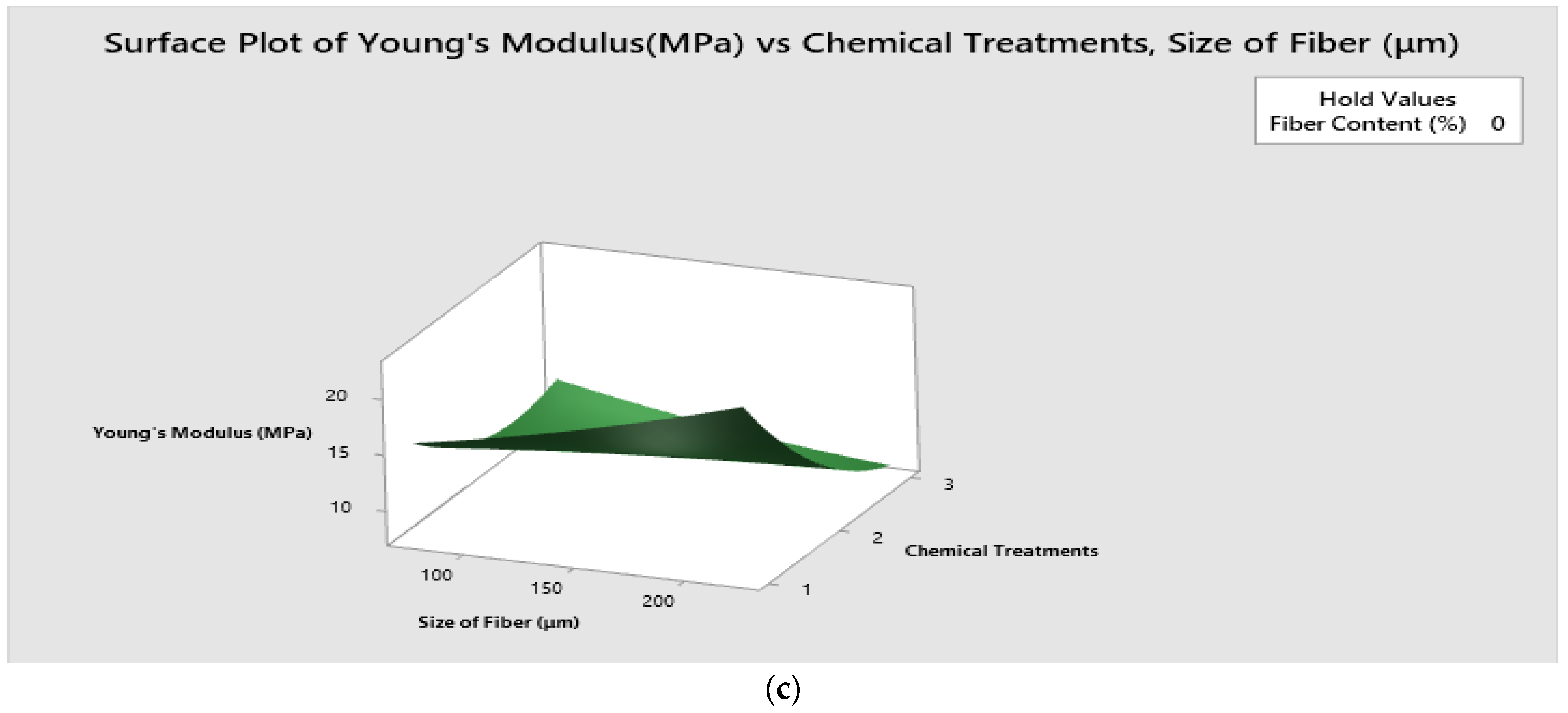
4.1. Response Surface 3D Interaction
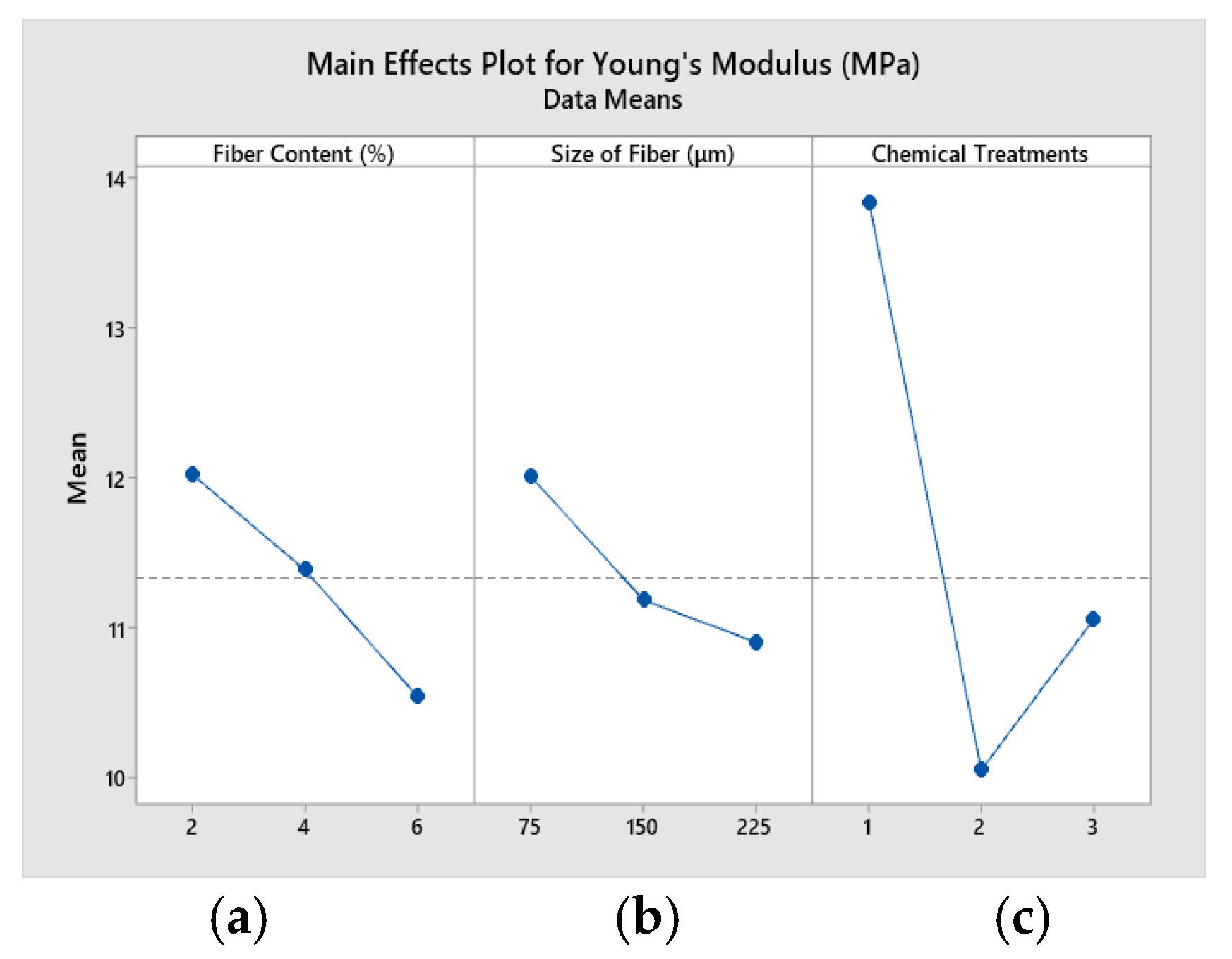
4.2. Main Effects Plots
4.3. Optimization and Verification of the Model
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jariwala, H.; Jain, P. A review on mechanical behavior of natural fiber reinforced polymer composites and its applications. J. Reinf. Plast. Compos. 2019, 38, 441–453. [Google Scholar] [CrossRef]
- Kumar, R.; Irfan UlHaq, M.; Raina, A.; Anand, A. Industrial applications of natural fibre-reinforced polymer composites–challenges and opportunities. Int. J. Sustain. Eng. 2019, 12, 212–220. [Google Scholar] [CrossRef]
- Begum, K.; Akhtarul Islam, M. Natural Fiber as a substitute to Synthetic Fiber in Polymer Composites: A Review. Res. J. Eng. Sci. 2013, 2, 246–253. [Google Scholar]
- Sanjay, M.R.; Arpitha, G.R.; Laxmana Naik, L.; Gopalakrishna, K.; Yogesha, B. Applications of Natural Fibers and Its Composites: An Overview. Nat. Resour. 2016, 7, 108–114. [Google Scholar] [CrossRef]
- Chandramohan, D.; Bharanichandar, J. Natural fiber reinforced polymer composites for automobile accessories. Am. J. Environ. Sci. 2014, 9, 494–504. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Arizaga, G.C.; Wypych, F. Biodegradable composites based on lignocellulosic fibers—An overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Khondker, O.A.; Ishiaku, U.S.; Nakai, A.; Hamada, H. Fabrication mechanical properties of unidirectional jute/PP composites using jute yarns by film stacking method. J. Polym. Environ. 2005, 13, 115–126. [Google Scholar] [CrossRef]
- Adeniyi, A.G.; Onifade, D.V.; Joshua, O.I.; Adeyo, A.S. A review of coir fiber reinforced polymer composites. Compos. B Eng. 2019, 176, 107305. [Google Scholar] [CrossRef]
- Sudhakara, P.; Jagadeesh, D.; Wang, Y.; Venkataprasad, C.; Kamaladevi, A.P.; Balakrishnan, G.; Kim, B.S.; Song, J.I. Fabrication of Borassus fruit lignocellulose fiber/PP composites and comparison with jute, sisal and coir fibers. Carbohydr. Polym. 2013, 98, 1002–1010. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization behavior of poly(ε-caprolactone)/layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar] [CrossRef]
- Faruk, O.; Andrzej, K.B.; Hans-Peter, F.; Sain, M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Wongsriraksa, P.; Togashi, K.; Nakai, A.; Hamada, H. Continuous natural fiber reinforced thermoplastic composites by fiber surface modification. Adv. Mech. Eng. 2013, 5, 1–6. [Google Scholar] [CrossRef]
- Wirawan, R.; Zainudin, E.S.; Sapuan, S.M. Mechanical properties of natural fibre reinforced PVC composites: A review. Sains. Malays. 2009, 38, 531–535. [Google Scholar]
- Abdul Khalil, H.P.S.; Tehrani, M.A.; Davoudpour, Y.; Bhat, A.H.; Jawaid, M.; Hassan, A. Natural fiber reinforced poly(vinyl chloride) composites: A review. J. Reinf. Plast. Compos. 2013, 32, 330–356. [Google Scholar] [CrossRef]
- Braun, D. Poly (vinyl chloride) on the Way from the 19th Century to the 21st Century. J. Polym. Sci. 2004, 42, 578–586. [Google Scholar] [CrossRef]
- Xu, Y.; Wu, Q.; Lei, Y.; Yao, F.; Zhang, Q. Natural fiber reinforced poly(vinyl chloride) composites: Effect of fiber type and impact modifier. J. Polym. Environ. Degrad. 2008, 16, 250–257. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Anu, G.; Kumar, A. Chemical properties of natural fiber composites and mechanisms of chemical modifications. Asian J. Chem. 2012, 24, 1831–1836. [Google Scholar]
- Tushar, S.; Shirish, P.; Vikram, D.; Acharya, R. Natural Fiber Reinforced Polymer Composite Material-A Review. IOSR J. Mech. Civ. Eng. 2015, 4, 142–147. [Google Scholar]
- Li, X.; Lope, G.; Tabil, S.P. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Sankaranarayanasamy, K.; Kumar, S. Chemical, biological, and nanoclay treatments for natural plant fiber-reinforced polymer composites: A review. Polym. Polym. Compos. 2021, 29, 1011–1038. [Google Scholar]
- Rajala, A.R.; Yoganandam, K.; Mohanavel, V. Effect of chemical treatment on natural fiber for use in fiber reinforced composites—Review. Mater. Today Proc. 2020, 33, 2996–2999. [Google Scholar]
- Jeorcla, F.N.N.; John, N.M.; Nyomboy, T.; Valery, D. Effect of Sodium Hydroxide Concentration on the Surface and Mechanical Properties of Borassus Aethiopum Mart Fibre. Int. J. Sci. Res. 2018, 7, 774–779. [Google Scholar]
- Balogun, O.P.; Omotoyinbo, J.A.; Kenneth, K.A. Structural Characteristics, Thermal Degradation Behaviour and Tensile Properties of Hand Extracted Entada mannii Fibres. J. Phys. Sci. 2016, 27, 89–102. [Google Scholar]
- Wang, Q.; Zhang, Y.; Liang, W.; Wang, J.; Chen, Y. Effect of silane treatment on mechanical properties and thermal behavior of bamboo fibers reinforced polypropylene composites. J. Eng. Fibers Fabr. 2020, 15, 1–10. [Google Scholar] [CrossRef]
- Gopalan, V.; Suthenthiraveerappa, V.; Annamalai, A.R.; Manivannan, S.; Pragasam, V.; Chinnaiyan, P.; Mannayee, G.; Jen, C.-P. Dynamic Characteristics of Woven Flax/Epoxy Laminated Composite Plate. Polymers 2021, 13, 209. [Google Scholar] [CrossRef]
- Lotfi, T.; Redouane, Z.; Francis, C.; Gleizes, N. Moisture Effects on the Material Properties of a Jute/Epoxy Laminate: Impulse Excitation Technique Contribution. J. Nat. Fibers 2018, 15, 39–52. [Google Scholar]
- Mohanty, C.M. Free Vibrational Responses of FRP Composite Plates: Experimental and Numerical Studies. J. Reinf. Plast. Compos. 2000, 19, 535–551. [Google Scholar]
- Deborah, S.S. An Experimental Study of Bamboo Fibre Coated with HDPE and Reinforced with Abs. J. Chem. Pharm. Sci. 2017, 2, 139–143. [Google Scholar]
- Rajesh, J.; Pitchaimani, J. Experimental Investigation on Buckling and Free Vibration Behavior of Woven Natural Fiber Fabric Composite Under Axial Compression. Compos. Struct. 2016, 4, 1–27. [Google Scholar] [CrossRef]
- Diana, C.P.Q.; D’almeida, J.R.M. Nondestructive characterization of epoxy matrix composites reinforced with Luffa lignocellulosic fibers. Rev. Mater. 2017, 22, 1–7. [Google Scholar]
- Arrakhiz, F.Z.; Malha, M.; Bouhfid, R.; Benmoussa, K.; Qaiss, A. Tensile, flexural and torsional properties of chemically treated alfa, coir and bagasse reinforced polypropylene. Compos. B Eng. 2013, 47, 35–41. [Google Scholar] [CrossRef]
- Arrakhiz, F.Z.; Achaby, M.E.I.; Malha, M.; Bensalah, M.O.; Fehri, O.F.; Bouhfid, R.; Benmoussa, K.; Qaoss, A. Mechanical and thermal properties of natural fibers reinforced polymer composites: Doum/low density polyethylene. Mater. Des. 2013, 43, 200–205. [Google Scholar] [CrossRef]
- Mominul, H.; Sakinul, I.; Nazrul, I. Preparation and characterization of polypropylene composites reinforced with chemically treated coir. J. Polym. Res. 2012, 19, 1–8. [Google Scholar]
- Syduzzaman, M.; Al-Faruque, M.D.; Kadir, B.; Naebe, M. Plant-based natural fibre reinforced composites: A review on fabrication, properties and applications. Coatings 2020, 10, 973. [Google Scholar] [CrossRef]
- Salit, M.S.; Jawaid, M.; Yusoff, N.B.; Hoque, M.E. Manufacturing of Natural Fibre Reinforced Polymer Composites; Springer: London, UK, 2015; pp. 1–383. [Google Scholar]
- Box, P.; Wilson, K.B. On the Experimental Attainment of Optimum Conditions. J. R. Stat. Soc. 1951, 13, 1–38. [Google Scholar] [CrossRef]
- Khairul, A.M.S.; Afizal, M.; Amin, M. Overview of Response Surface Methodology (RSM) in Extraction Process. J. Appl. Sci. Proc. Eng. 2015, 2, 279–287. [Google Scholar]
- Chainarong, S.; Thanate, R.; Salim, H. Response surface optimization and statistical analysis of composites made from calcium carbonate filler-added recycled polypropylene and rubberwood fiber. J. Thermoplast. Compos. Mater. 2022, 35, 391–415. [Google Scholar]
- Abhinay, K.; Ajay, K.S. Comparative analysis and optimization of machining parameters using central composite design and box behnken design. Int. J. Recent Innov. Trends. Comput. 2017, 2, 58–68. [Google Scholar]
- Aanchal, N.A.; Kanika, G.D. Response surface methodology for optimization of microbial cellulase production. Rom. Biotechnol. Lett. 2016, 21, 11832–11841. [Google Scholar]
- Vianney, A.Y.; Michael, L.; Pagel, S.; Olupot, P.W.; Benz, J.; Bonten, C. Optimization of tensile strength of PLA/clay/rice husk composites using Box-Behnken design. Biomass Convers. Biorefin. 2021, 4, 1–27. [Google Scholar]
- Dulina, T.; Nurul, H.J.; Duratul, A.T. Optimization of numerical simulation parameters for kenaf fiber reinforced polypropylene composite by using box-Behnken method. AIP Conf. Proc. 2021, 2339, 020161–020165. [Google Scholar]
- Venkatachalam, G.; Rahul, V.; Ishangiri, G.; Shah, A. Tensile behaviour of sugarcane fibre / fly ash / carbon nano tubes reinforced epoxy composites. UPB Sci. Bull. D Mech. Eng. 2021, 83, 181–192. [Google Scholar]
- Venkatachalam, G.; Rahul, V.; Ishangiri, G.; Shah, A.; Vignesh, P. Flexural analysis of epoxy polymer composite reinforced with sugarcane fibre/fly ash/carbon-nanotube. Int. J. Surf. Eng. Interdiscip. Mater. Sci. 2021, 9, 87–99. [Google Scholar]
- Muhammad, R.I.; Beg, H.; Forhad, M. Fibre surface modifications through different treatments with the help of design expert software for natural fibre-based biocomposites. J. Compos. Mate. 2014, 48, 1887–1899. [Google Scholar]
- Satyajit, D.; Sarojrani, P.; Mihir, K.S. Tensile properties and regression analysis of natural fiber and intralaminar mat reinforcement. Mater. Today Proc. 2021, 44, 1783–1787. [Google Scholar]
- Vignesh, P.; Mallikarjuna Reddy, D. Cellulose Microfibril Reinforced Polymer Composites. Cellul. Chem. Technol. 2020, 54, 531–544. [Google Scholar]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of Alkali and Silane Treatments on Mechanical and Fibre-matrix Bond Strength of Kenaf and Pineapple Leaf Fibres. J. Bionic. Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]
- Krishnaraj, C.; Balamurugan, M.; Ratna, P.; Ayyasamy, C. Analysing the Characterisation of Alkali Treated Coir Fibre Composites. Int. J. Innov. Res. Sci Eng. Technol. 2013, 2, 5403–5412. [Google Scholar]
- Srinivasa, C.V.; Bharath, K.N. Effect of Alkali Treatment on Impact Behavior of Areca Fibers Reinforced Polymer Composites. Int. J. Mater. Eng. 2013, 7, 240–244. [Google Scholar]
- ASTM1876-01; Standard Test Method for Dynamic Young’ s Modulus, Shear Modulus, and Poisson’ s Ratio by Impulse Excitation of Vibration. ASTM International: West Conshohocken, PA, USA, 2002; pp. 1–9.
- Lekrine, A.; Belaadi, A.; Makhlouf, A.; Amroune, S.; Bourchak, M.; Satha, H.; Jawaid, M. Structural, thermal, mechanical and physical properties of Washingtonia filifera fibres reinforced thermoplastic biocomposites. Mater. Today Commun. 2022, 31, 103574. [Google Scholar] [CrossRef]


















| Run No | Fiber Content (wt.%) | Fiber Size (μm) | Chemical Treatments | Flexural Frequency | Torsional Frequency | Young’s Modulus (E)-[MPa] | Shear Modulus (G)-[MPa] |
|---|---|---|---|---|---|---|---|
| 1 | 6 | 150 | 3 | 28.8 | 13.9 | 10.5 | 3.8 |
| 2 | 2 | 150 | 1 | 36.7 | 17.7 | 17.2 | 6.2 |
| 3 | 4 | 150 | 2 | 27.2 | 13.1 | 9.5 | 3.4 |
| 4 | 2 | 75 | 2 | 29.0 | 14.0 | 10.6 | 3.9 |
| 5 | 6 | 225 | 2 | 26.2 | 12.7 | 8.6 | 3.1 |
| 6 | 4 | 225 | 1 | 34.9 | 16.9 | 15.6 | 5.7 |
| 7 | 4 | 225 | 3 | 26.1 | 12.6 | 8.8 | 3.2 |
| 8 | 4 | 150 | 2 | 27.8 | 13.4 | 9.7 | 3.5 |
| 9 | 4 | 75 | 1 | 29.4 | 14.2 | 10.9 | 3.9 |
| 10 | 4 | 75 | 3 | 34.3 | 16.6 | 15.0 | 5.5 |
| 11 | 2 | 150 | 3 | 27.6 | 13.3 | 9.7 | 3.5 |
| 12 | 6 | 150 | 1 | 29.9 | 14.4 | 11.5 | 4.2 |
| 13 | 4 | 150 | 2 | 27.9 | 13.5 | 9.8 | 3.6 |
| 14 | 6 | 75 | 2 | 29.6 | 14.3 | 11.3 | 4.1 |
| 15 | 2 | 225 | 2 | 28.6 | 13.8 | 10.4 | 3.8 |
| Run | Young’s Modulus (MPa) | Shear Modulus (MPa) | ||||
|---|---|---|---|---|---|---|
| Experimental | Predicted | Error % | Experimental | predicted | Error % | |
| 1 | 10.5 | 11.7 | 10.1 | 3.8 | 4.2 | 9.8 |
| 2 | 17.2 | 16.0 | 7.4 | 6.2 | 5.8 | 7.5 |
| 3 | 9.5 | 9.7 | 2.1 | 3.4 | 3.5 | 2.1 |
| 4 | 10.6 | 10.9 | 2.6 | 3.9 | 4.0 | 2.4 |
| 5 | 8.6 | 8.3 | 3.4 | 3.1 | 3.0 | 3.9 |
| 6 | 15.6 | 16.2 | 3.4 | 5.7 | 5.8 | 3.1 |
| 7 | 8.8 | 7.9 | 11.4 | 3.2 | 2.8 | 11.8 |
| 8 | 9.7 | 9.7 | 0.5 | 3.5 | 3.5 | 0.9 |
| 9 | 10.9 | 11.8 | 7.6 | 3.9 | 4.3 | 7.4 |
| 10 | 15.0 | 14.5 | 3.9 | 5.5 | 5.2 | 3.8 |
| 11 | 9.7 | 9.9 | 2.5 | 3.5 | 3.6 | 2.3 |
| 12 | 11.5 | 11.3 | 2.3 | 4.2 | 4.1 | 2.6 |
| 13 | 9.8 | 9.7 | 1.7 | 3.6 | 3.5 | 2.0 |
| 14 | 11.3 | 10.7 | 5.9 | 4.1 | 3.8 | 6.0 |
| 15 | 10.4 | 11.0 | 5.7 | 3.8 | 4.0 | 5.3 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 9 | 86.6716 | 9.6302 | 7.63 | 0.019 |
| Linear | 3 | 22.4252 | 7.4751 | 5.92 | 0.042 |
| A | 1 | 4.4175 | 4.4175 | 3.50 | 0.120 |
| B | 1 | 2.4581 | 2.4581 | 1.95 | 0.222 |
| C | 1 | 15.5497 | 15.5497 | 12.32 | 0.017 |
| Square | 3 | 22.2585 | 7.4195 | 5.88 | 0.043 |
| A×A | 1 | 0.0395 | 0.0395 | 0.03 | 0.867 |
| B×B | 1 | 0.7613 | 0.7613 | 0.60 | 0.472 |
| C×C | 1 | 21.9549 | 21.9549 | 17.40 | 0.009 |
| 2-Way Interaction | 3 | 41.9879 | 13.9960 | 11.09 | 0.012 |
| A×B | 1 | 1.4591 | 1.4591 | 1.16 | 0.331 |
| A×C | 1 | 10.4499 | 10.4499 | 8.28 | 0.035 |
| B×C | 1 | 30.0790 | 30.0790 | 23.84 | 0.005 |
| Error | 5 | 6.3088 | 1.2618 | ||
| Lack-of-Fit | 3 | 6.2332 | 2.0777 | 54.98 | 0.018 |
| Pure Error | 2 | 0.0756 | 0.0378 | ||
| Total | 14 | 92.9804 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 9 | 11.5319 | 1.28133 | 7.79 | 0.018 |
| Linear | 3 | 3.0062 | 1.00207 | 6.09 | 0.040 |
| A | 1 | 0.5864 | 0.58639 | 3.57 | 0.118 |
| B | 1 | 0.3313 | 0.33126 | 2.01 | 0.215 |
| C | 1 | 2.0886 | 2.08857 | 12.70 | 0.016 |
| Square | 3 | 2.9324 | 0.97745 | 5.94 | 0.042 |
| A×A | 1 | 0.0036 | 0.00361 | 0.02 | 0.888 |
| B×B | 1 | 0.0990 | 0.09901 | 0.60 | 0.473 |
| C×C | 1 | 2.8912 | 2.89125 | 17.58 | 0.009 |
| 2-Way Interaction | 3 | 5.5934 | 1.86445 | 11.34 | 0.011 |
| A×B | 1 | 0.1911 | 0.19114 | 1.16 | 0.330 |
| A×C | 1 | 1.4078 | 1.40784 | 8.56 | 0.033 |
| B×C | 1 | 3.9944 | 3.99437 | 24.29 | 0.004 |
| Error | 5 | 0.8224 | 0.16447 | ||
| Lack-of-Fit | 3 | 0.8105 | 0.27016 | 45.52 | 0.022 |
| Pure Error | 2 | 0.0119 | 0.00594 | ||
| Total | 14 | 12.3543 |
| S.No | Fiber Content (wt.%) | Fiber Size (μm) | Chemical Treatment | Elastic Constants | Experimentation | Optimization | Error (%) |
|---|---|---|---|---|---|---|---|
| 1 | 2 | 225 | 1 | Young’s Modulus (MPa) | 18.2 | 19.2 | 5.1 |
| 2 | 2 | 225 | 1 | Shear Modulus (MPa) | 6.6 | 7.0 | 5.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aravindh, S.; Venkatachalam, G. Investigation on Elastic Constants of Microfibril Reinforced Poly Vinyl Chloride Composites Using Impulsive Excitation of Vibration. Polymers 2022, 14, 5083. https://doi.org/10.3390/polym14235083
Aravindh S, Venkatachalam G. Investigation on Elastic Constants of Microfibril Reinforced Poly Vinyl Chloride Composites Using Impulsive Excitation of Vibration. Polymers. 2022; 14(23):5083. https://doi.org/10.3390/polym14235083
Chicago/Turabian StyleAravindh, Sampath, and Gopalan Venkatachalam. 2022. "Investigation on Elastic Constants of Microfibril Reinforced Poly Vinyl Chloride Composites Using Impulsive Excitation of Vibration" Polymers 14, no. 23: 5083. https://doi.org/10.3390/polym14235083
APA StyleAravindh, S., & Venkatachalam, G. (2022). Investigation on Elastic Constants of Microfibril Reinforced Poly Vinyl Chloride Composites Using Impulsive Excitation of Vibration. Polymers, 14(23), 5083. https://doi.org/10.3390/polym14235083