
Research on the Simulation Model of Continuous Fiber-Reinforced Composites Printing Track


Abstract
:1. Introduction
2. Materials and Methods
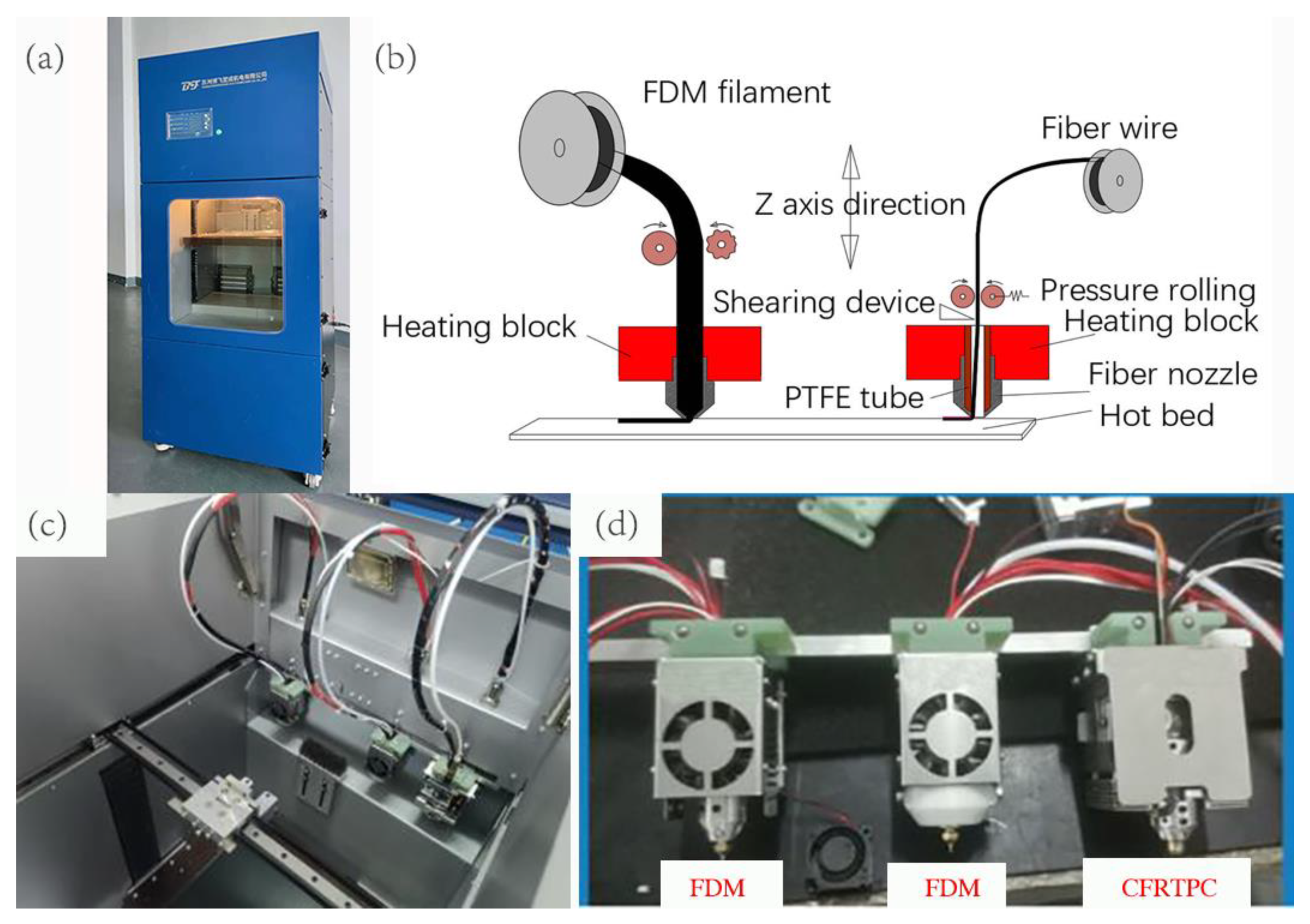
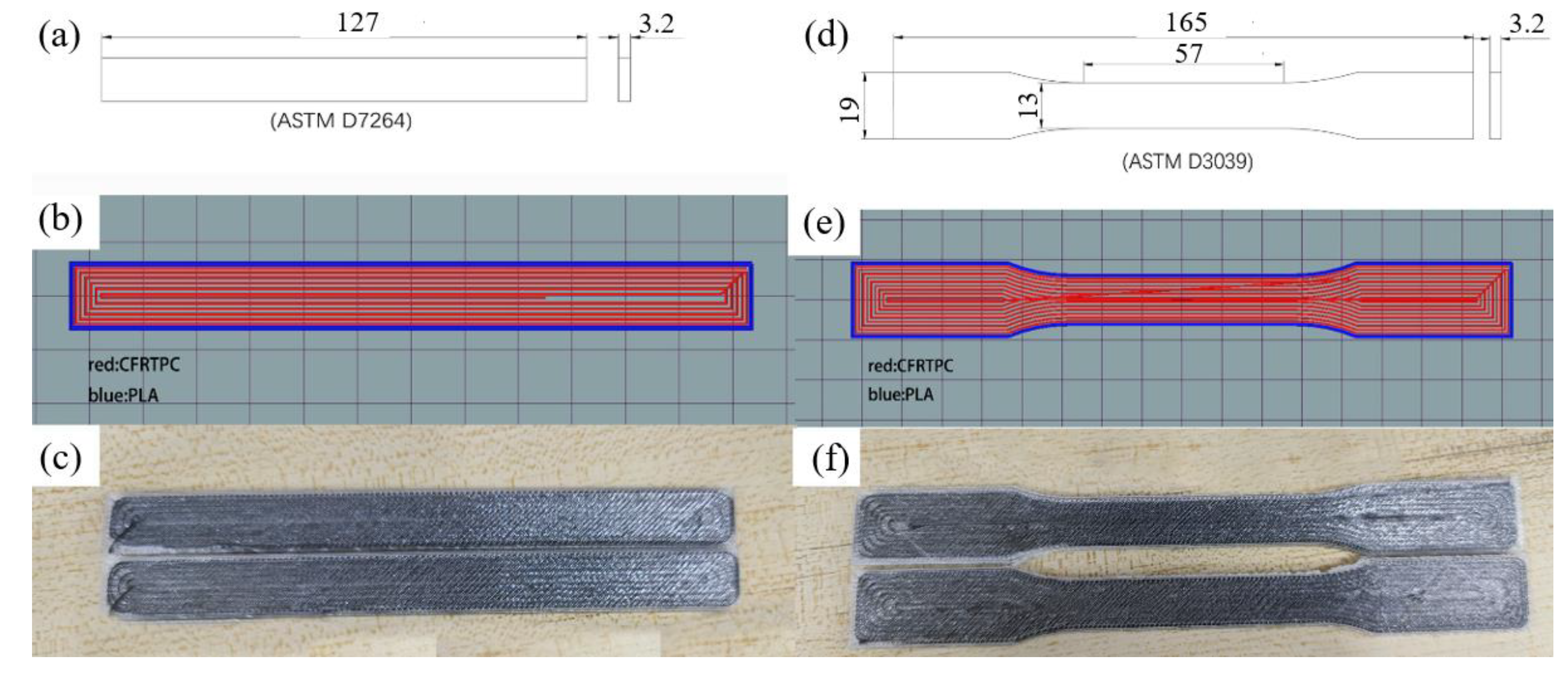
2.1. Printing Devices
2.2. Printing Materials
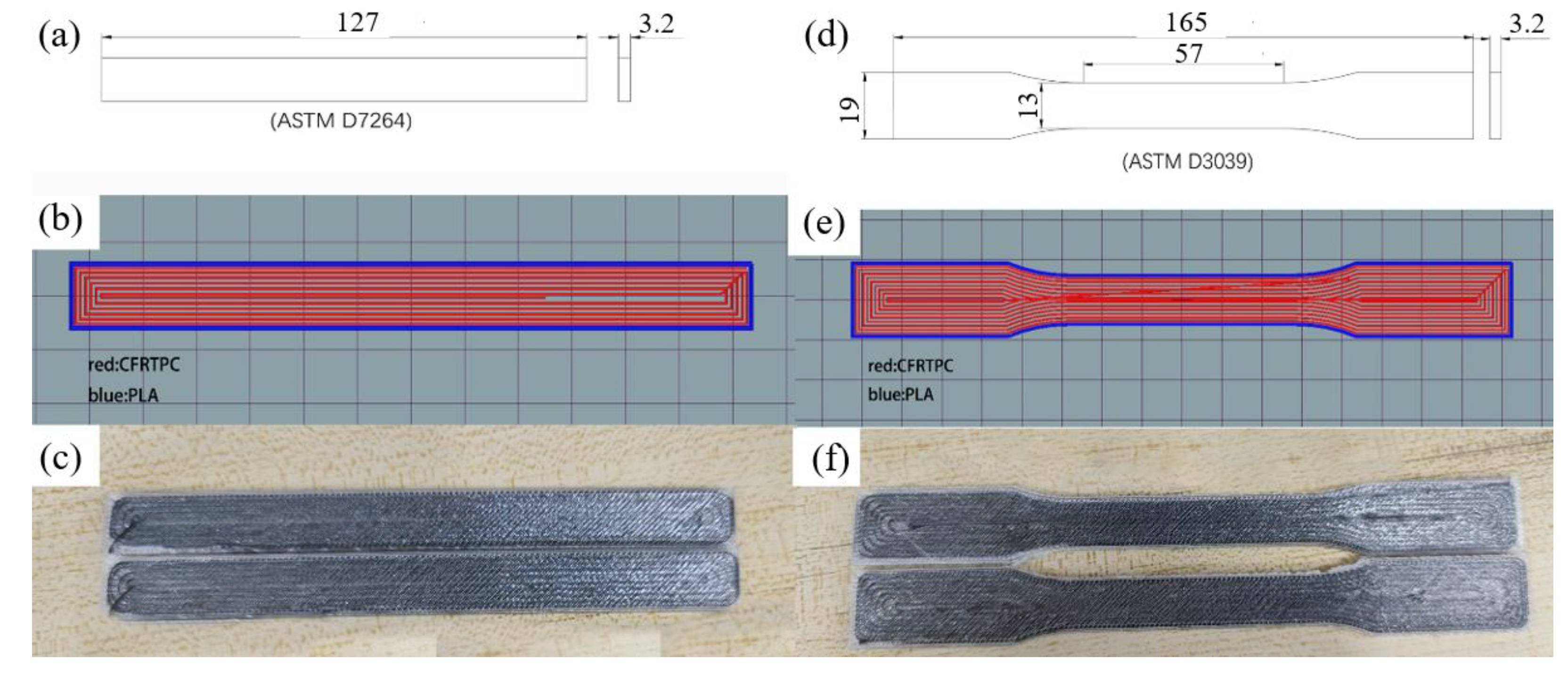
2.3. Printing Parameters
3. Print Tracks
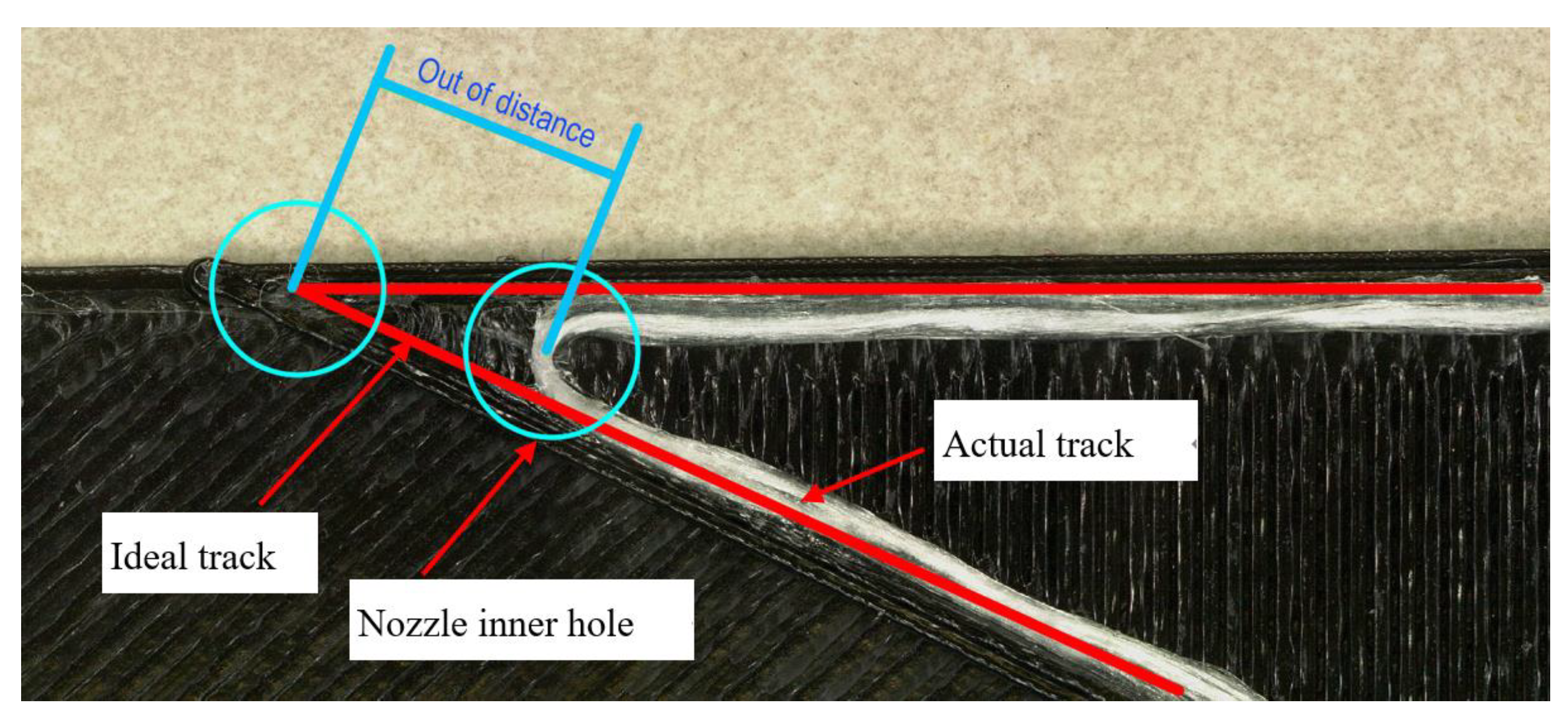
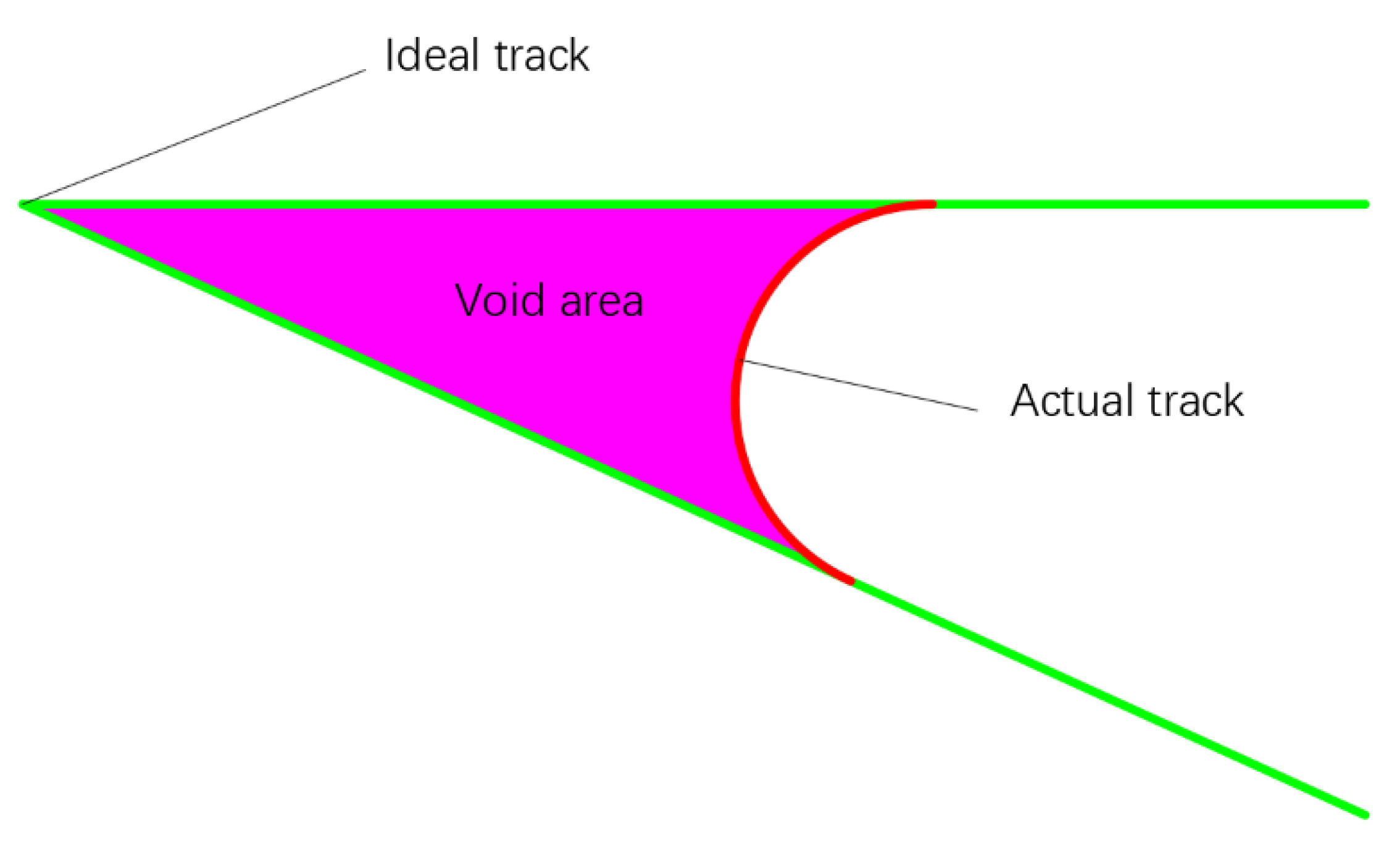
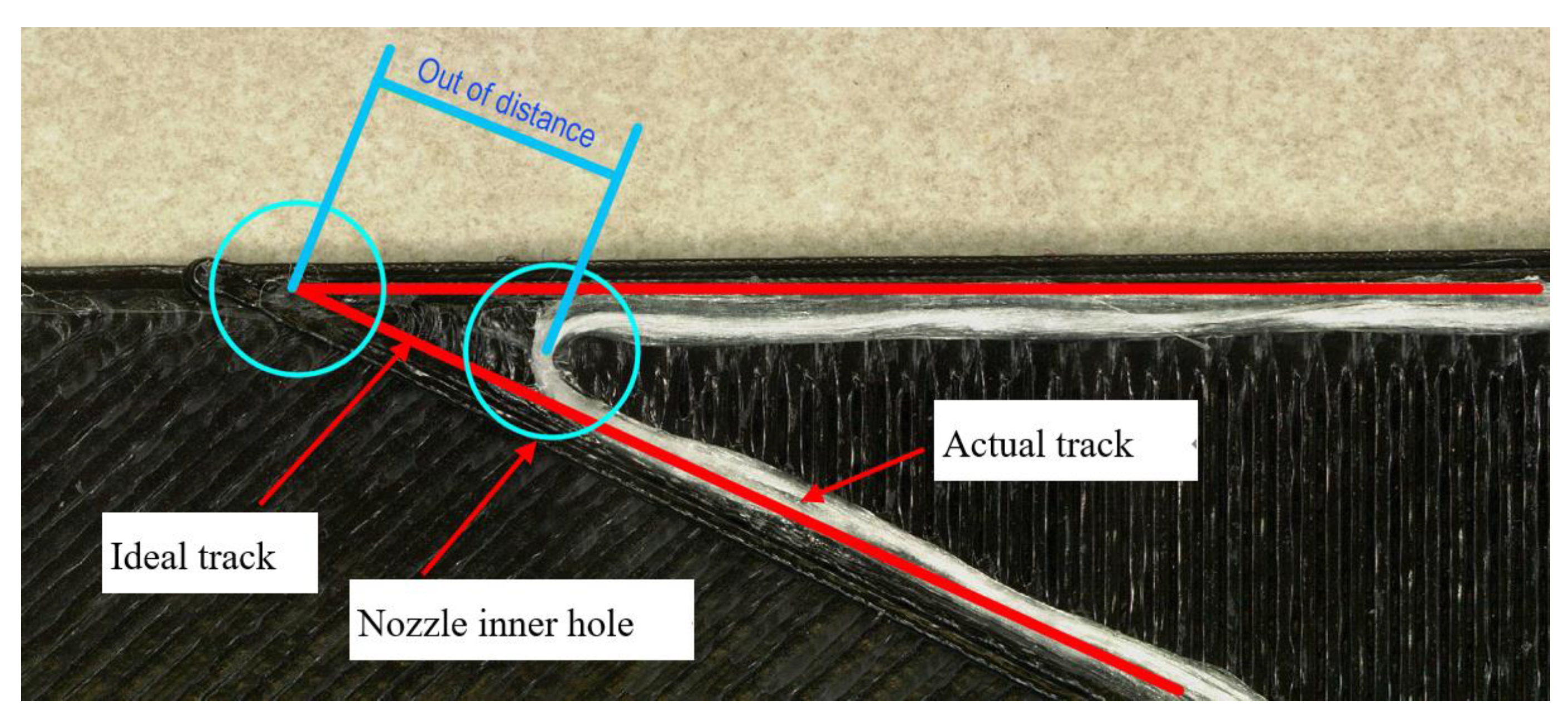
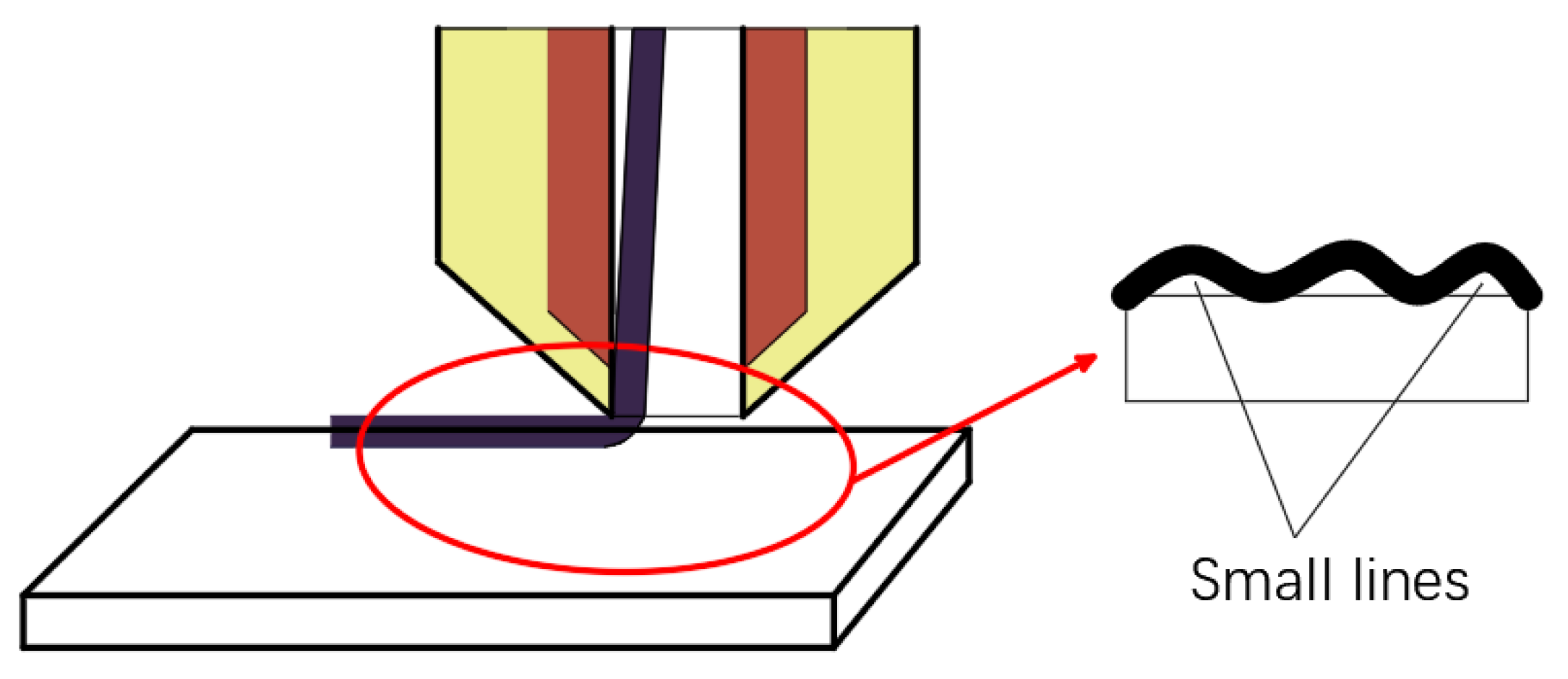
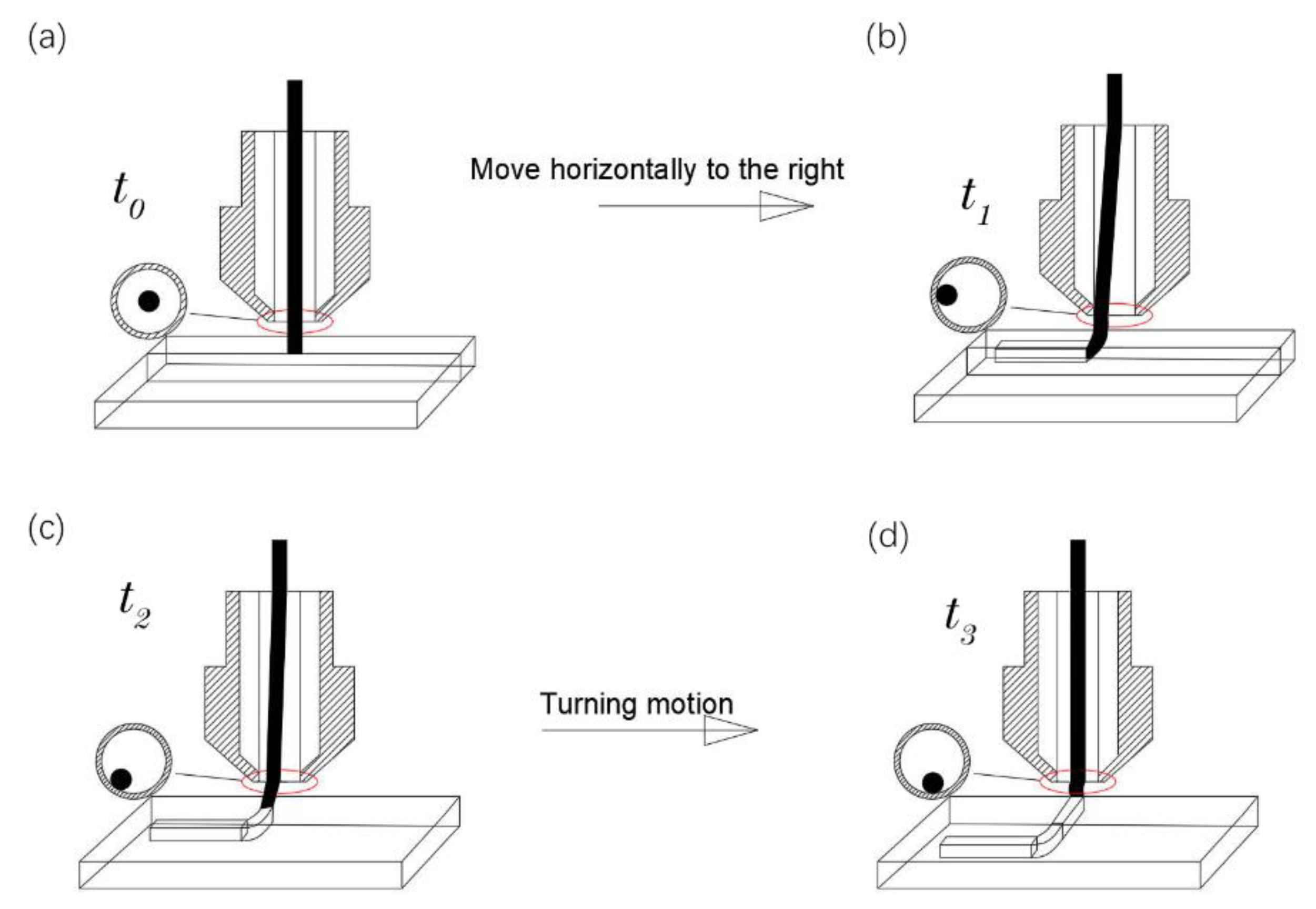
3.1. Analysis of Errors
3.2. Model Establishment
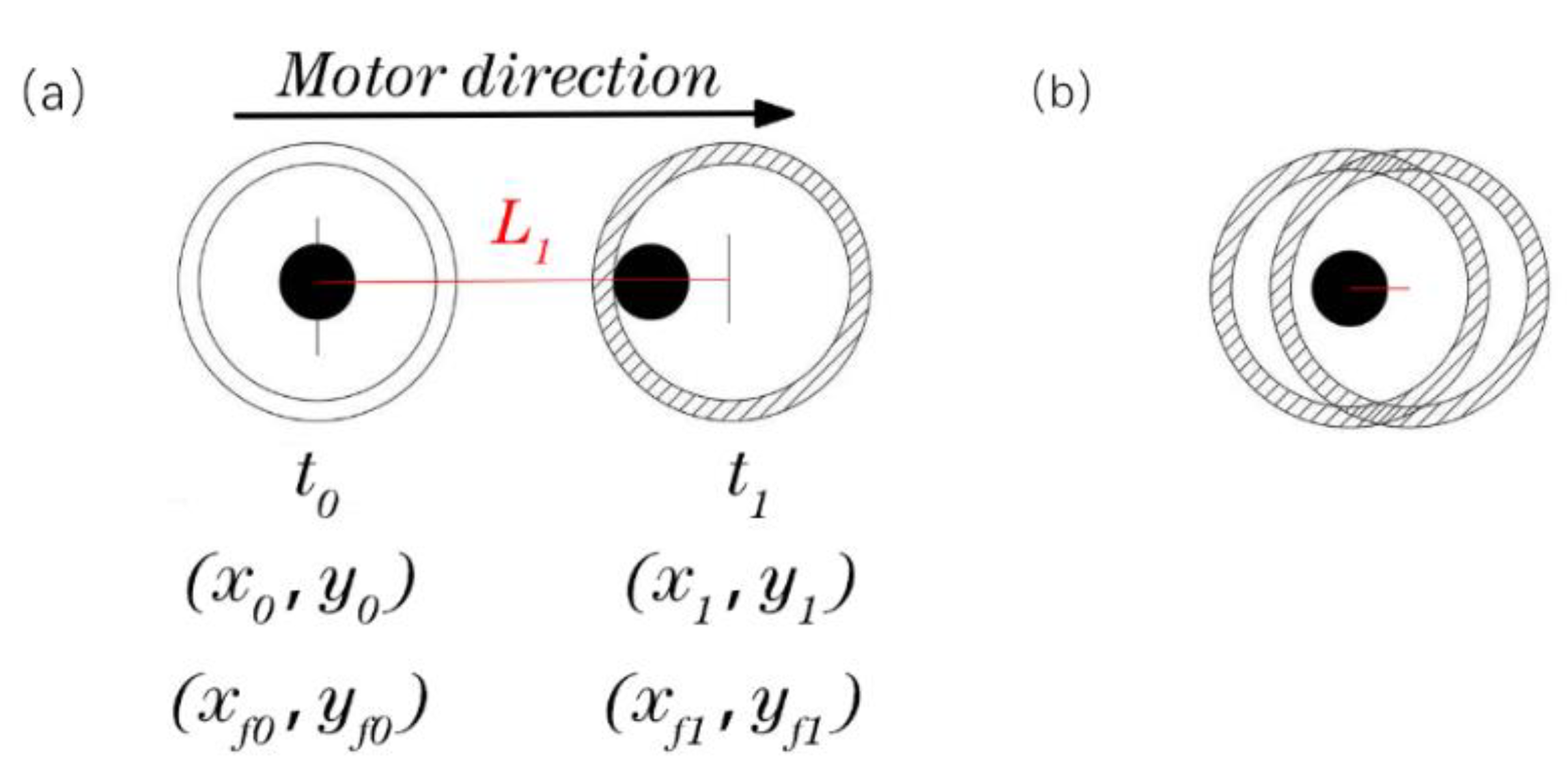
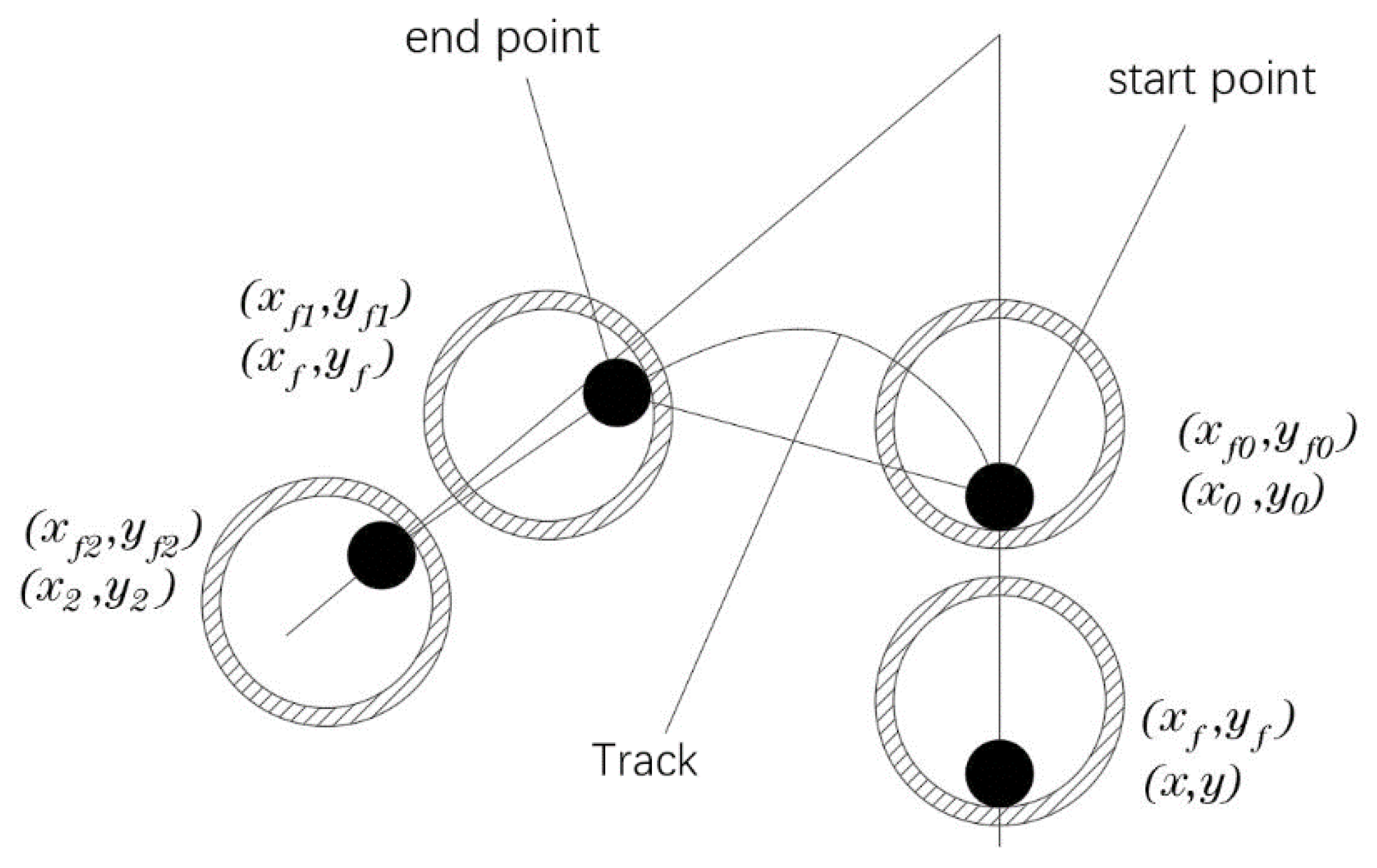
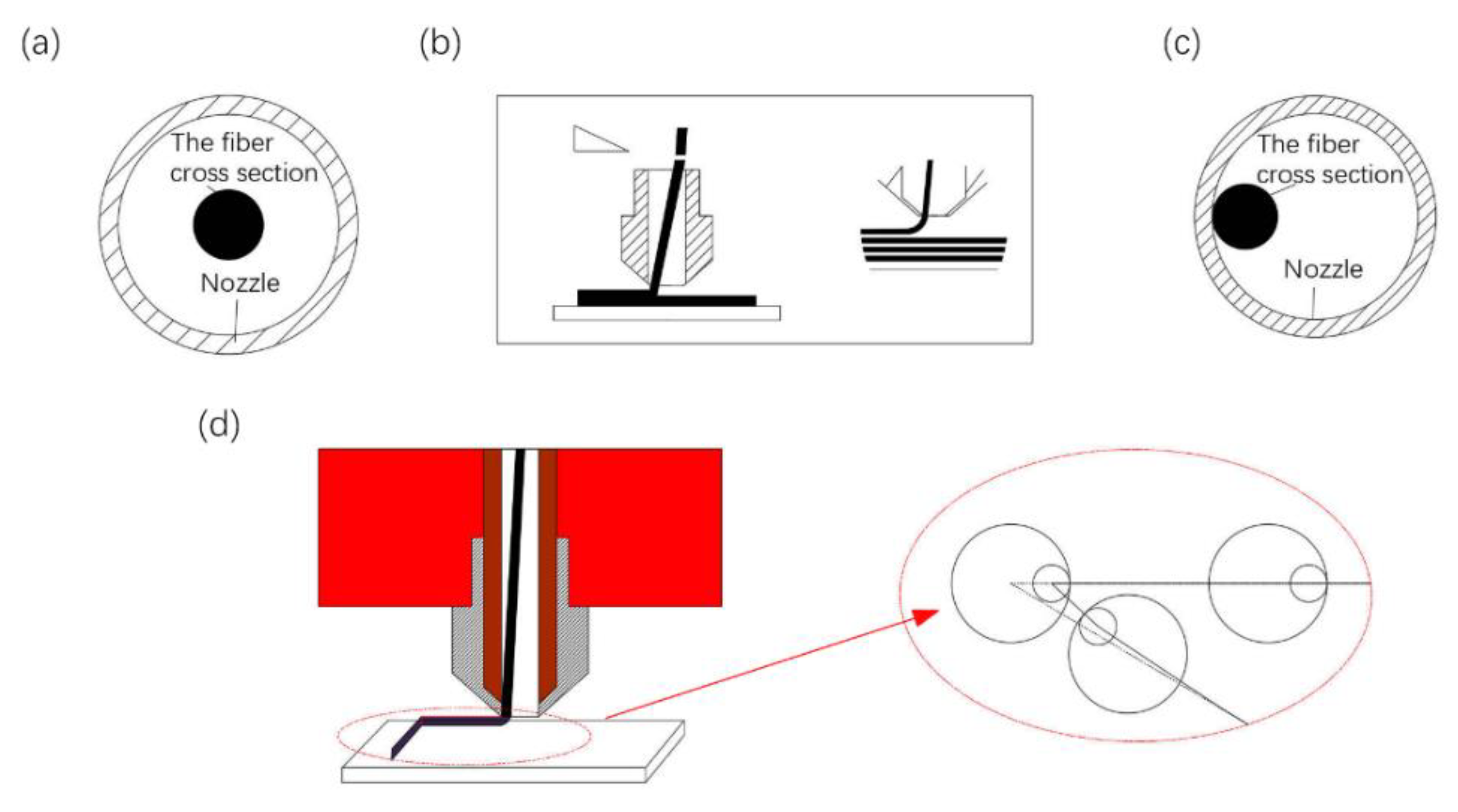
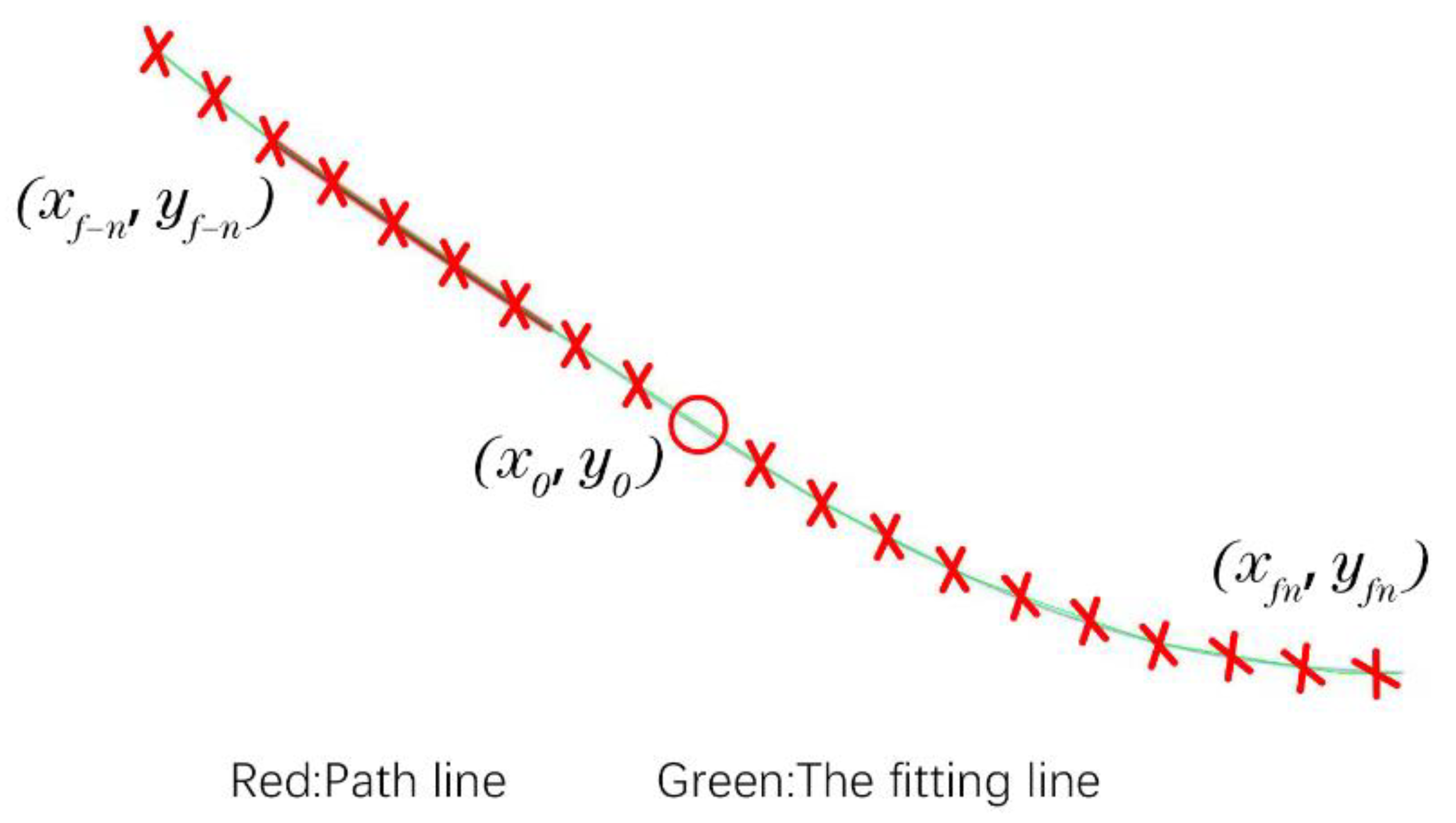
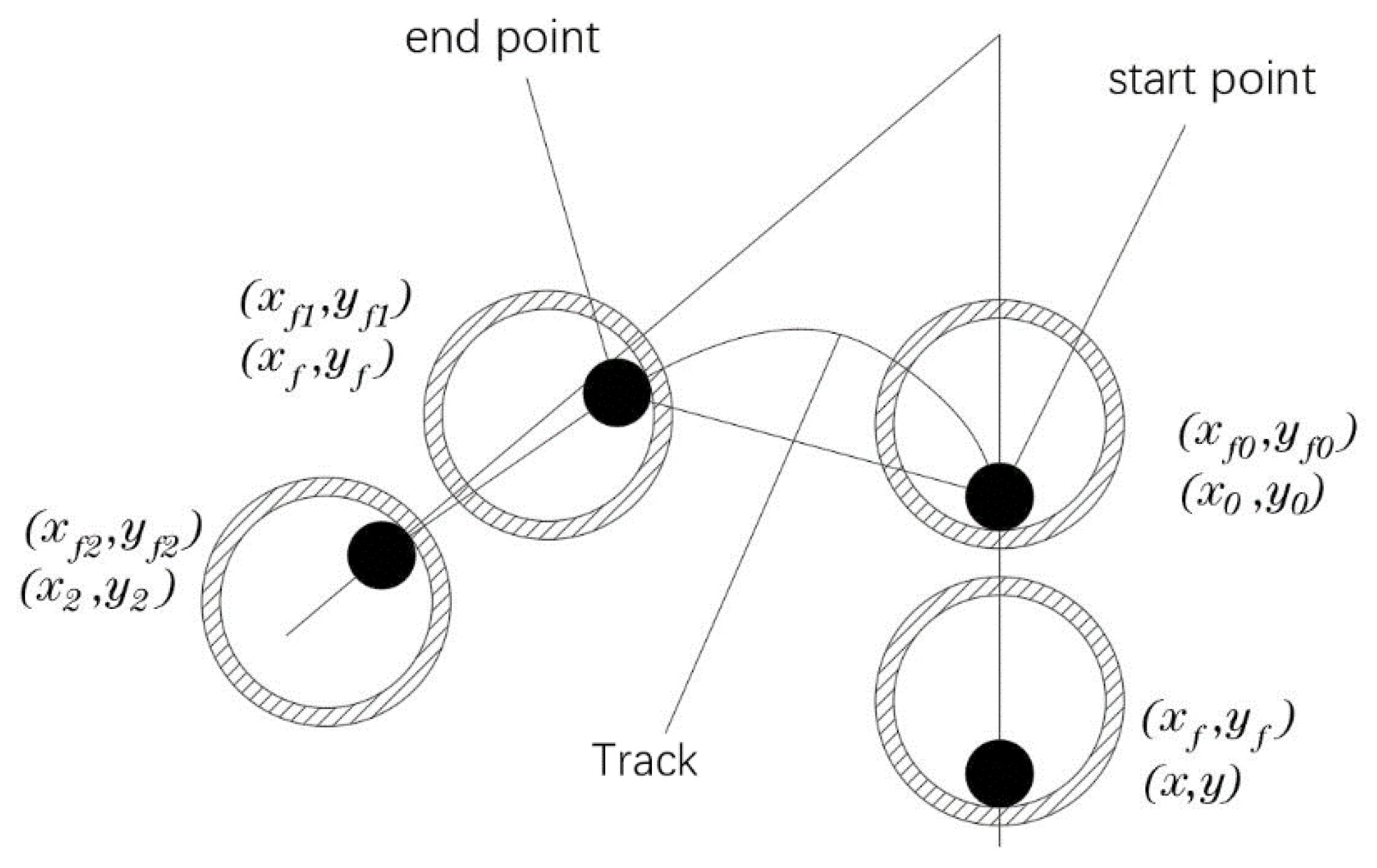
3.2.1. Line-Following Model
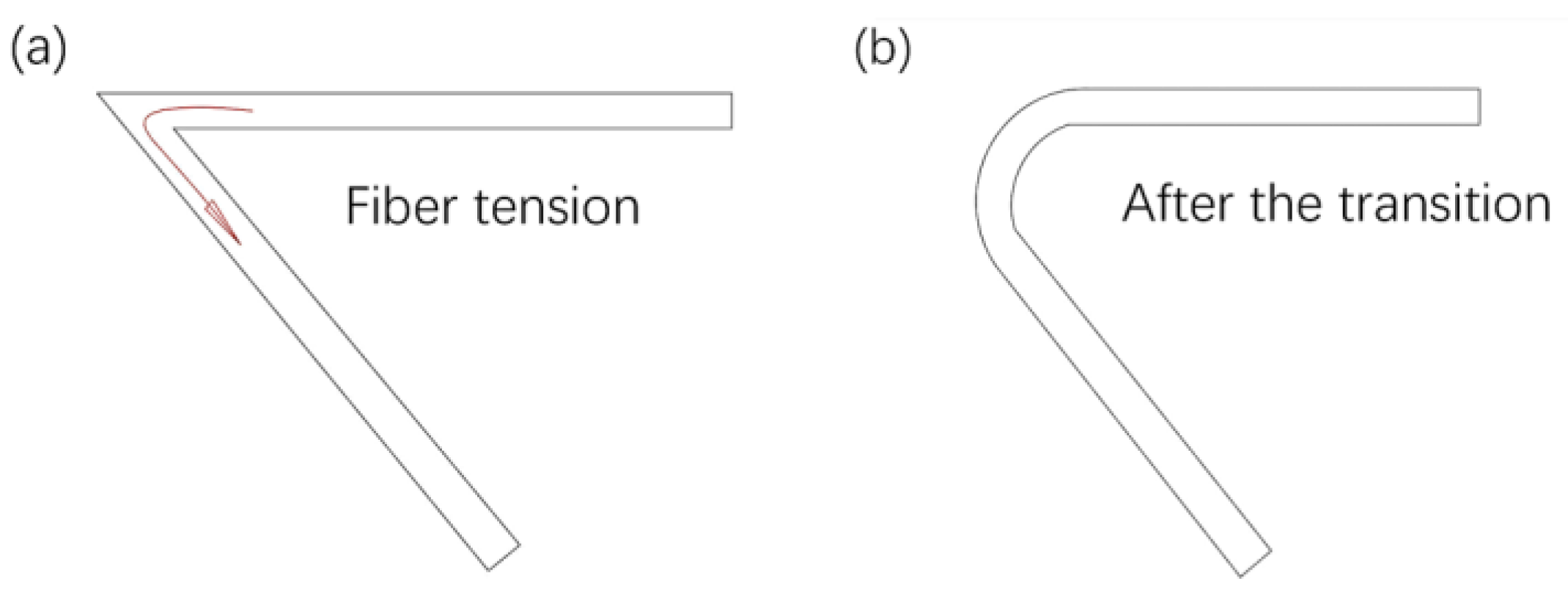
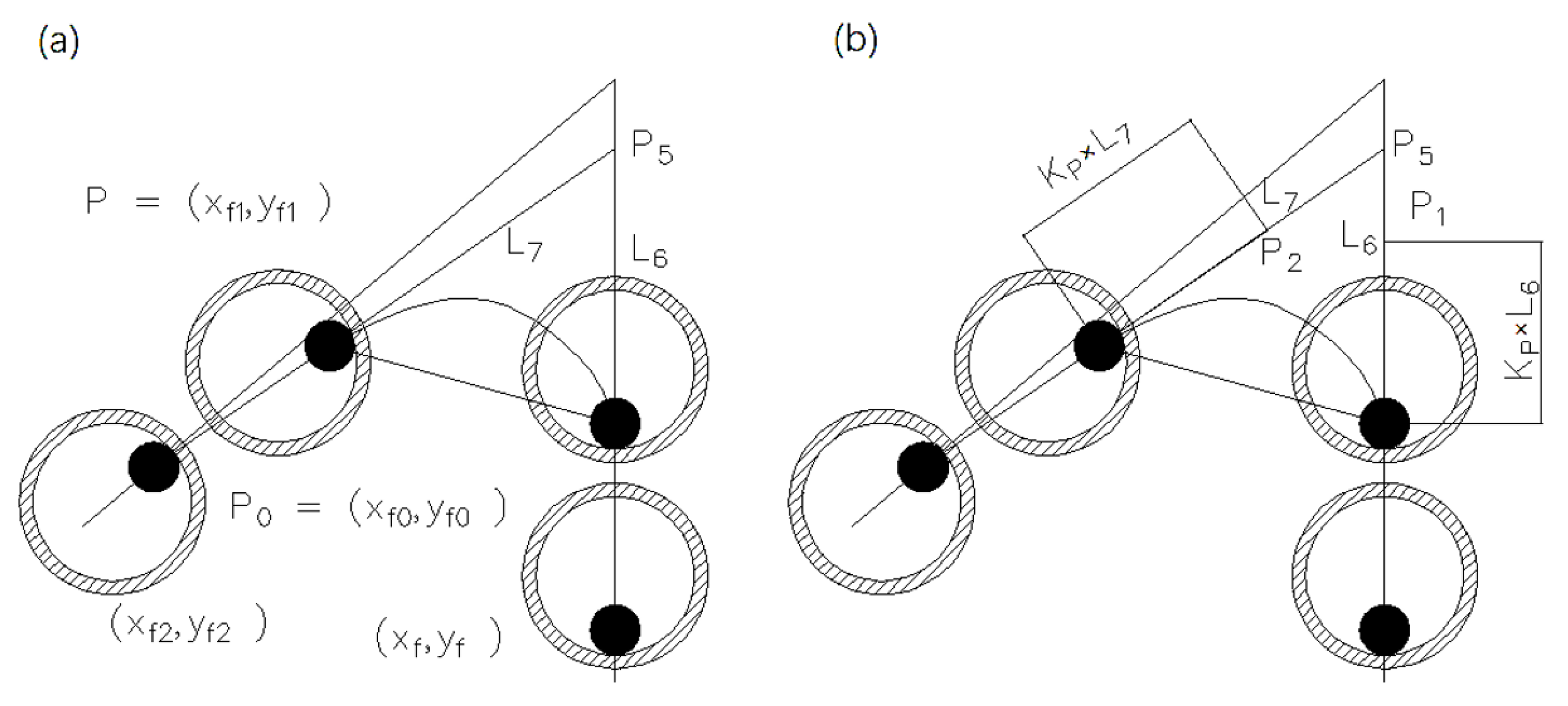
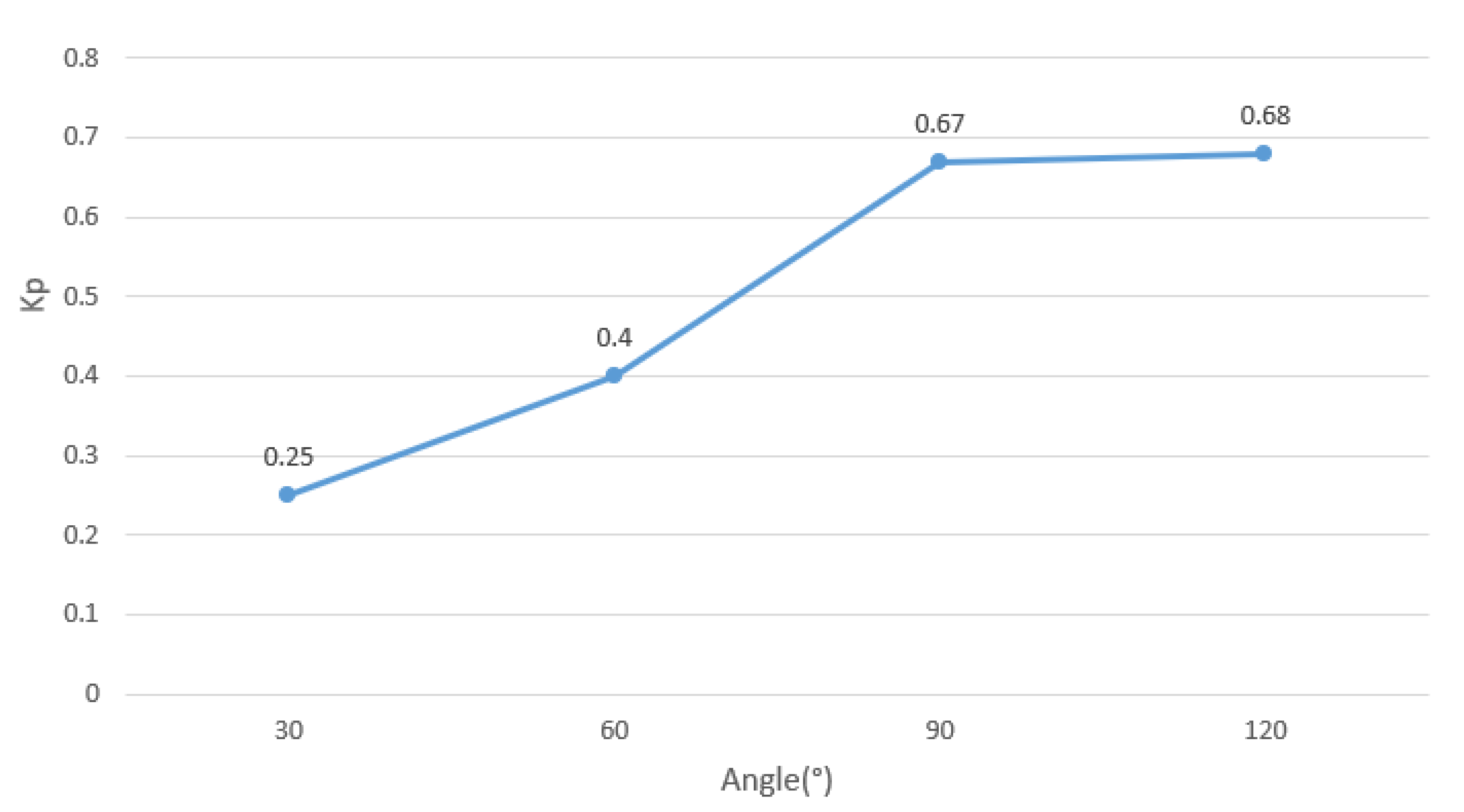
3.2.2. Modified Line-Following Model
- (1)
- The transition curve is tangent to the fiber track at the start and end points.
- (2)
- The minimum curvature of the transition curve is greater than or equal to Rmin.
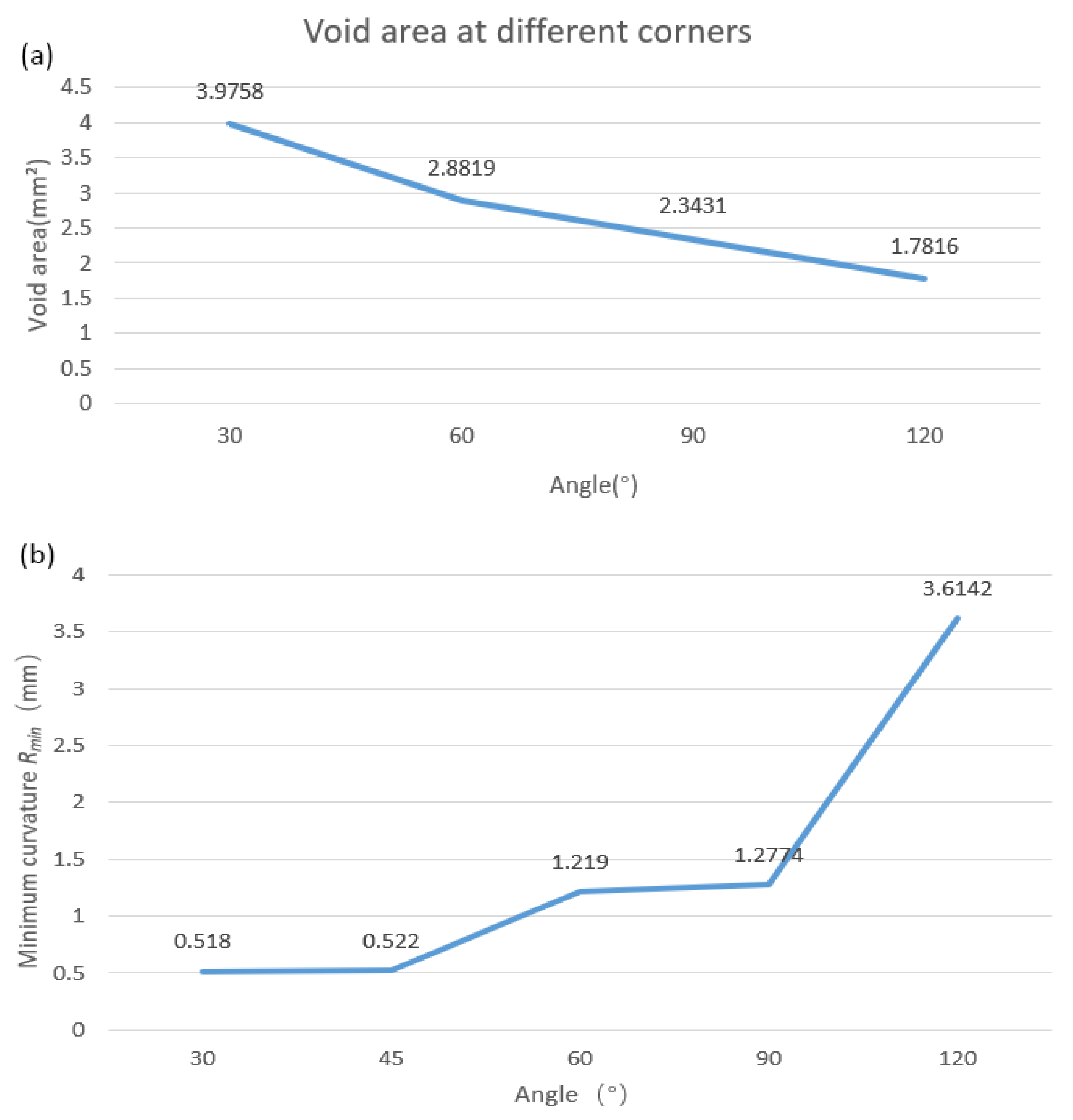
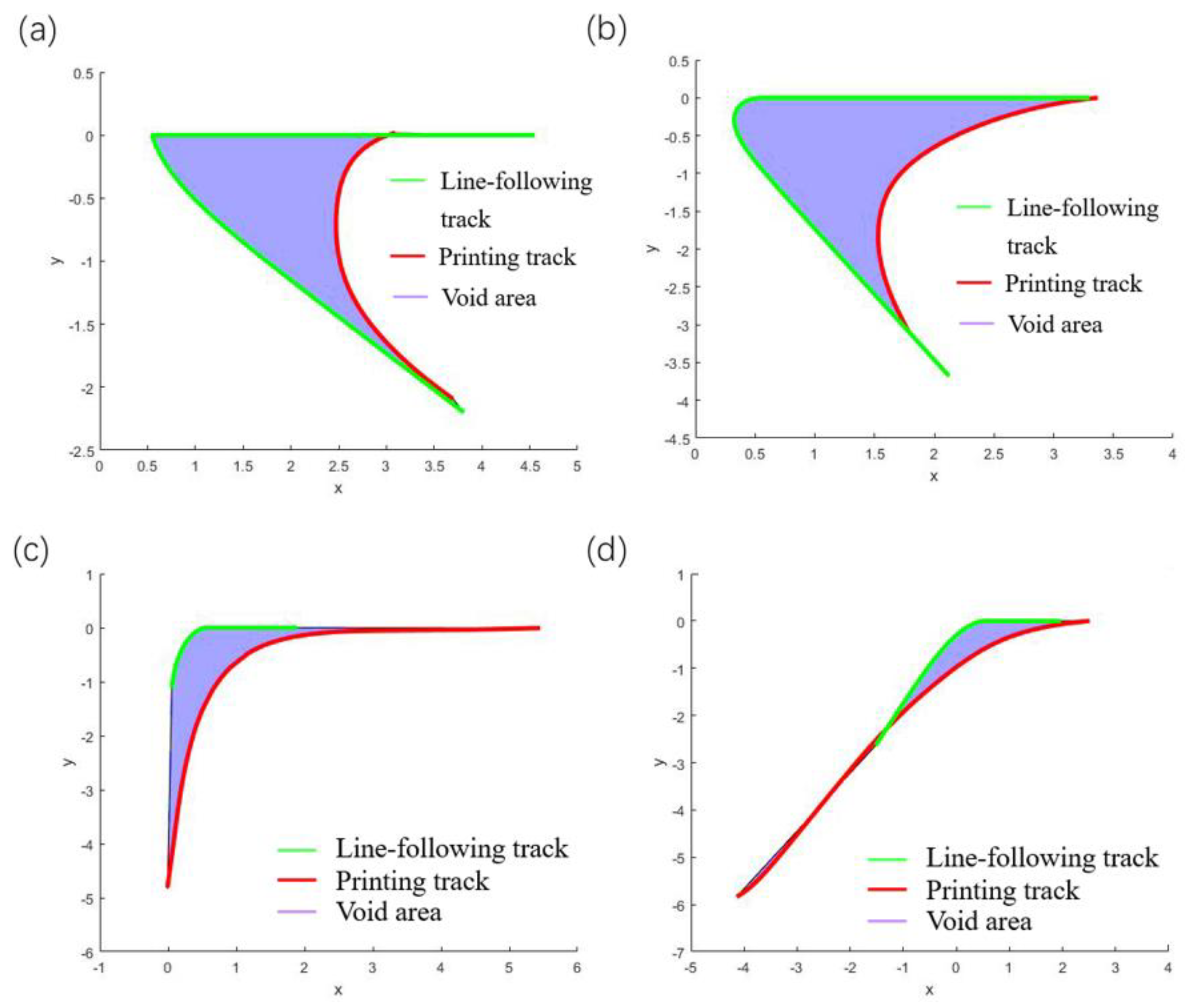
4. Results and Discussion
5. Summary
- (1)
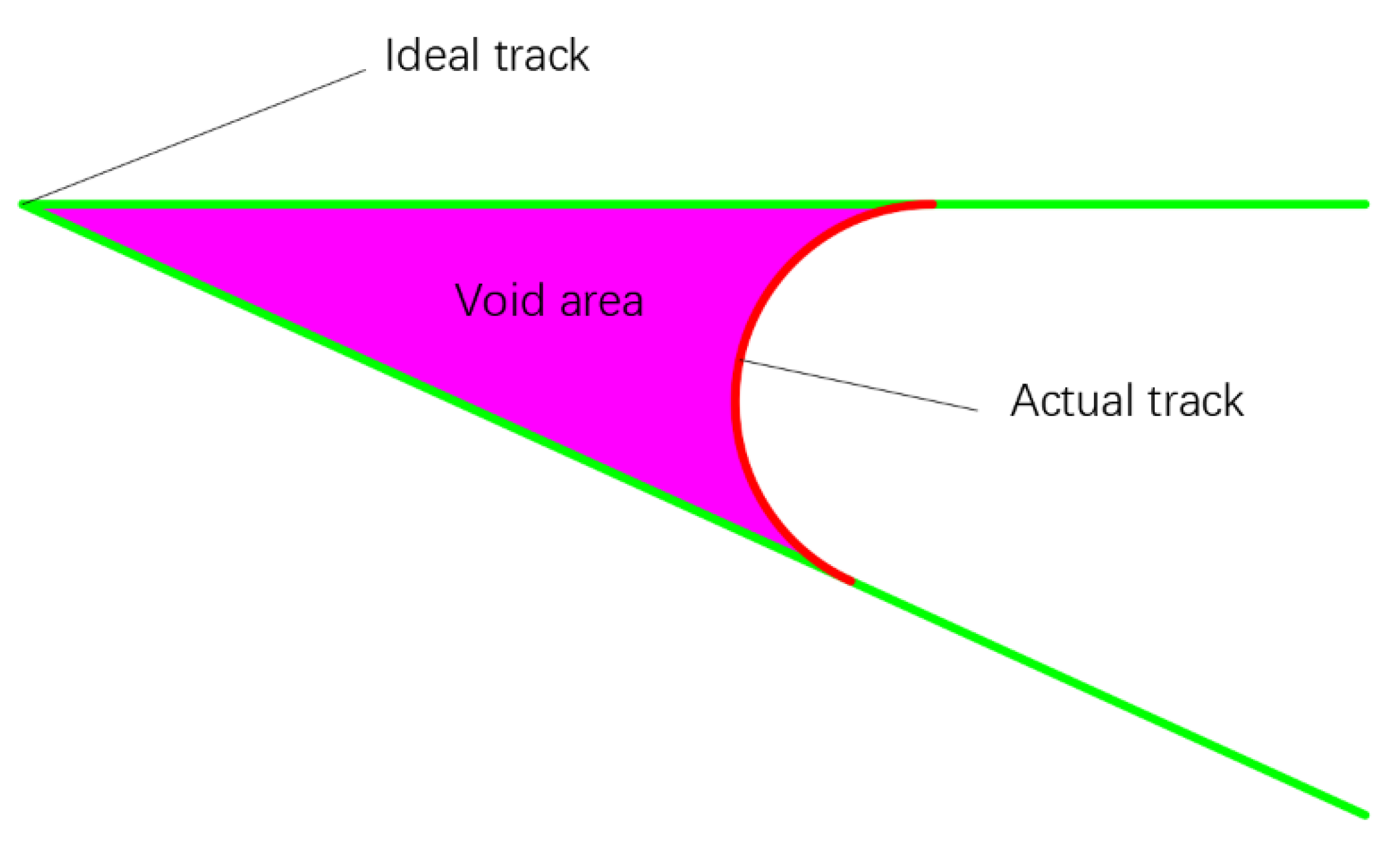
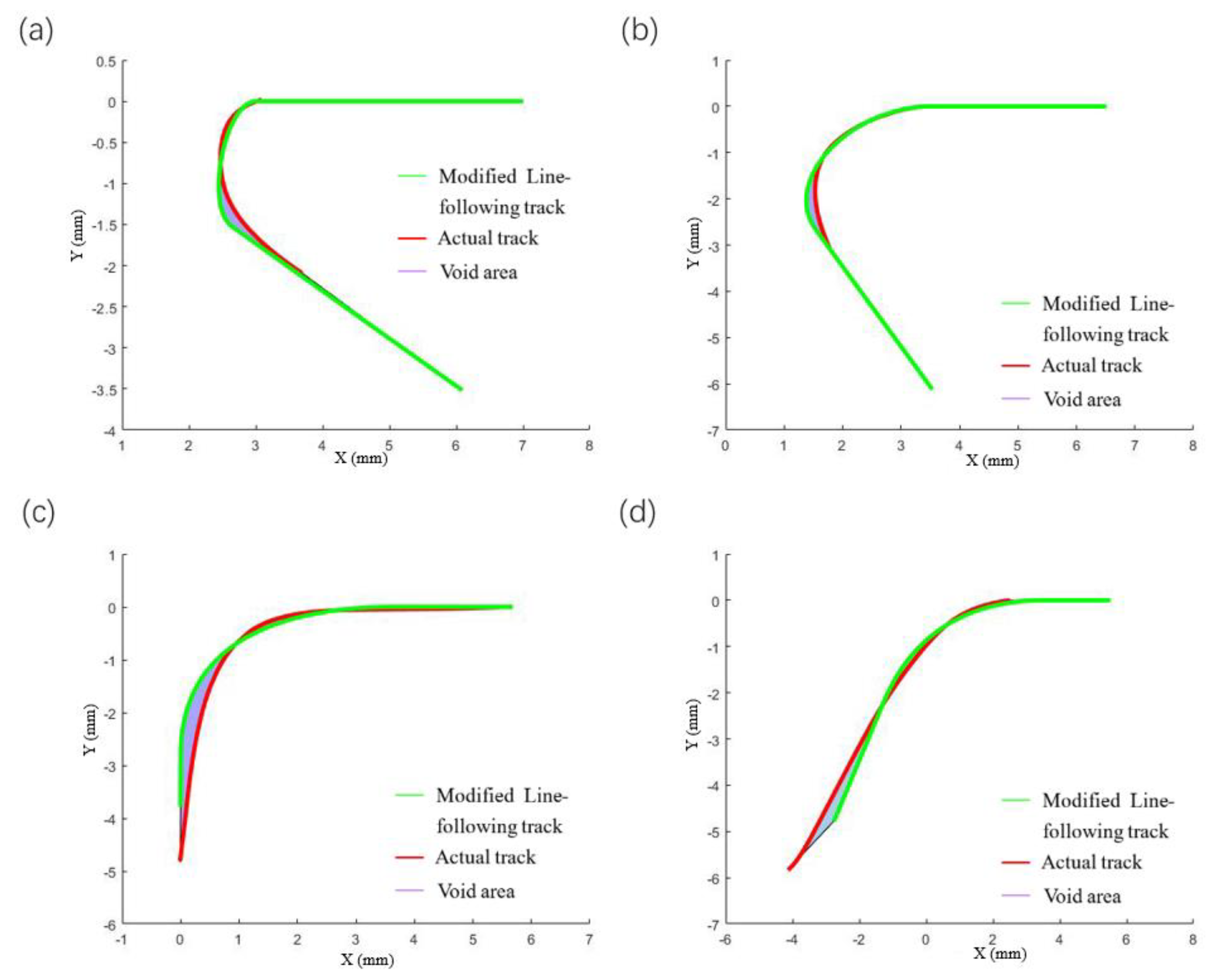
- In this paper, the closed area of the actual printing track and the theoretical planning track is used to characterize the trajectory error. The void area and the minimum radius of curvature were measured by image processing.
- (2)
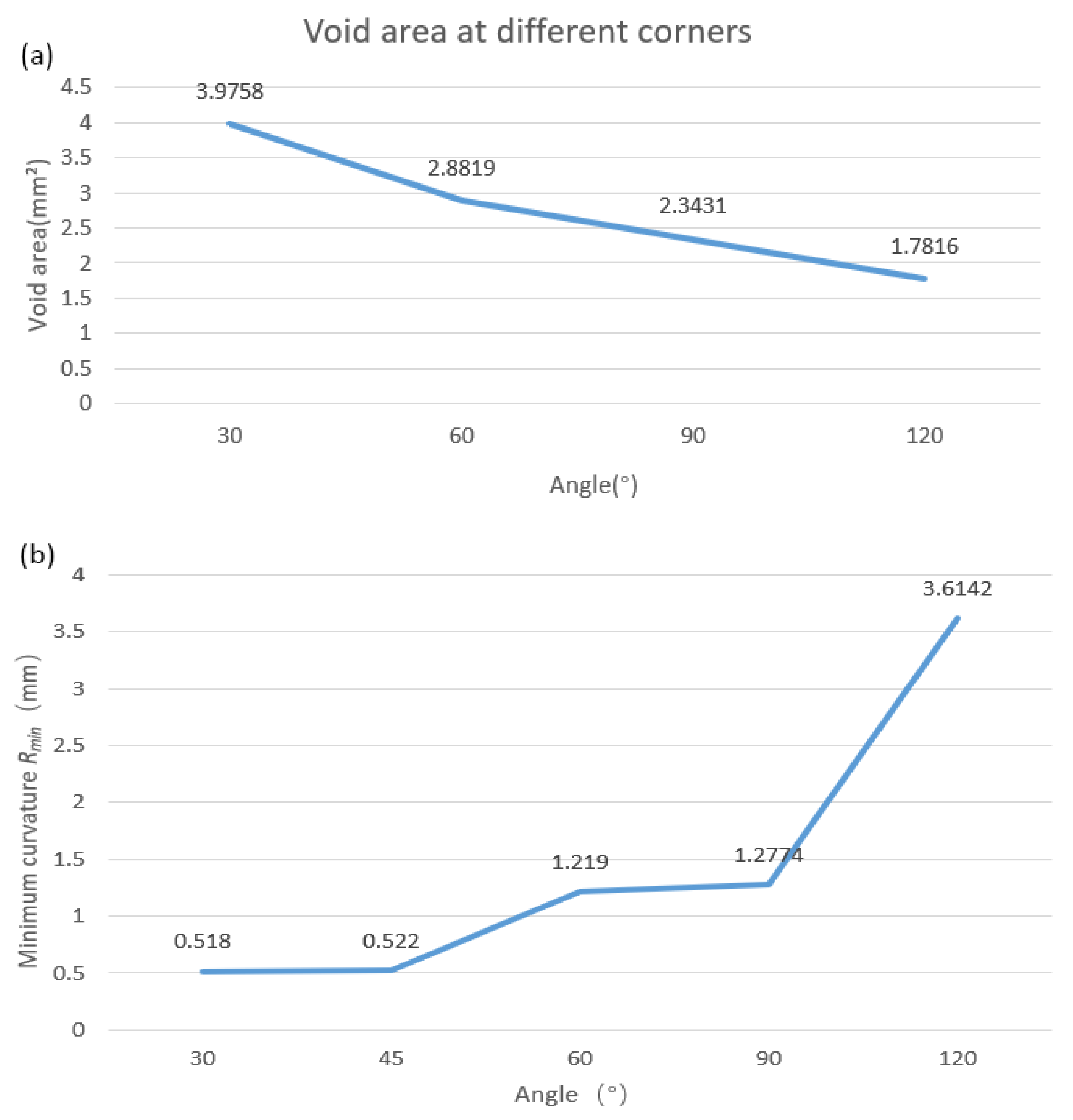
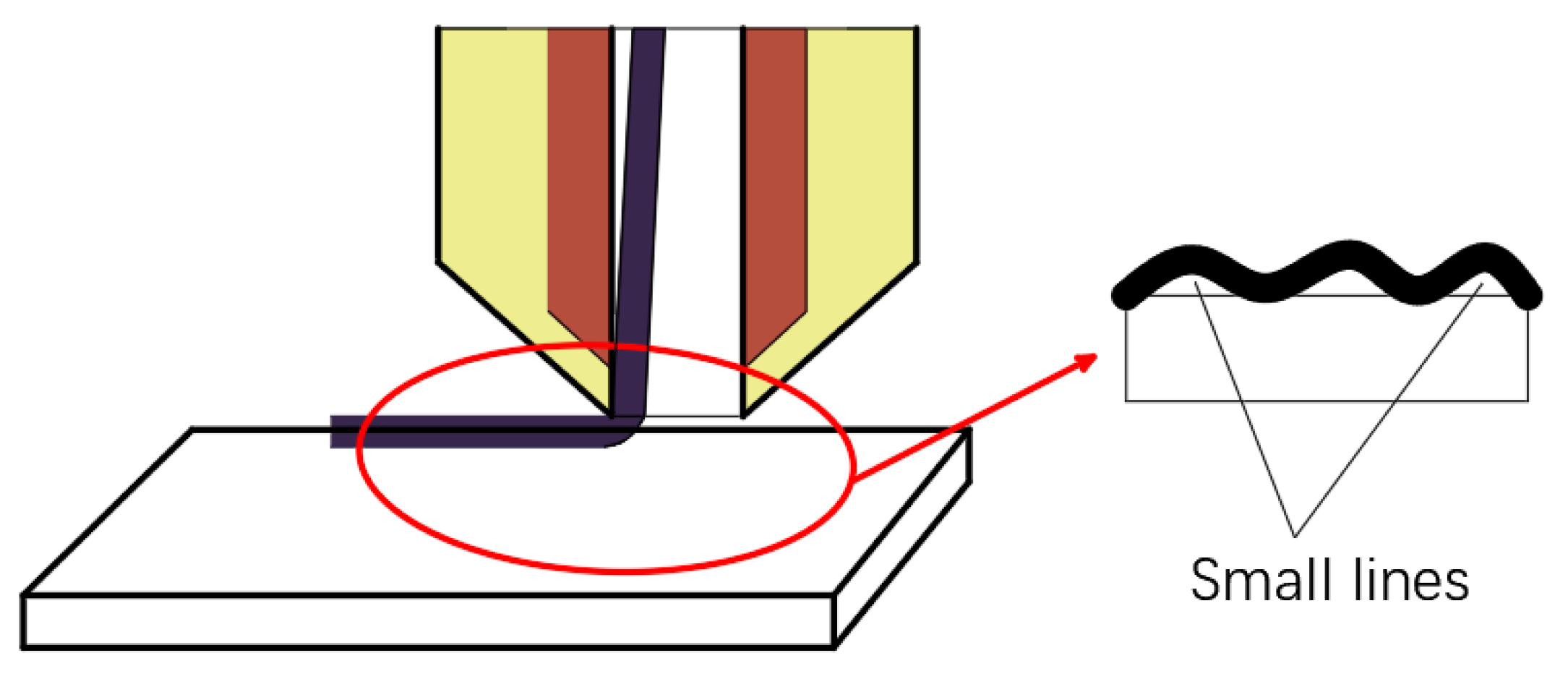
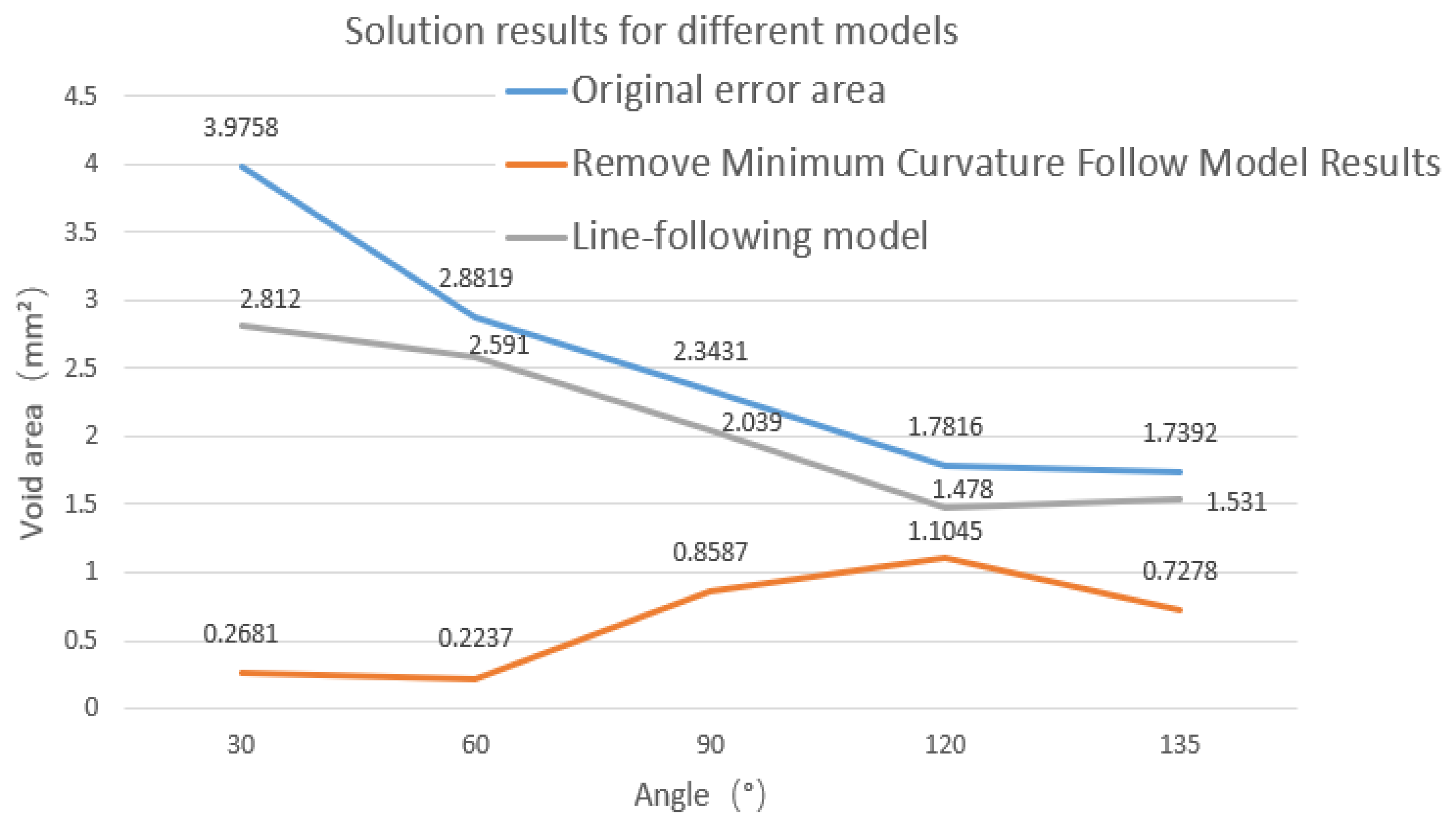
- Because the diameter of the inner hole of the CFRTPC printing nozzle is larger than the diameter of the CFRTPC, a line-following model is proposed. Compared with the actual printed results, the simulation results show that the void area formed by the ideal track and the actual track is reduced to a certain extent. Although the track of the line-following model is closer to the actual printing track, the void area is still large. Furthermore, the smaller the corner angle, the greater the error.
- (3)
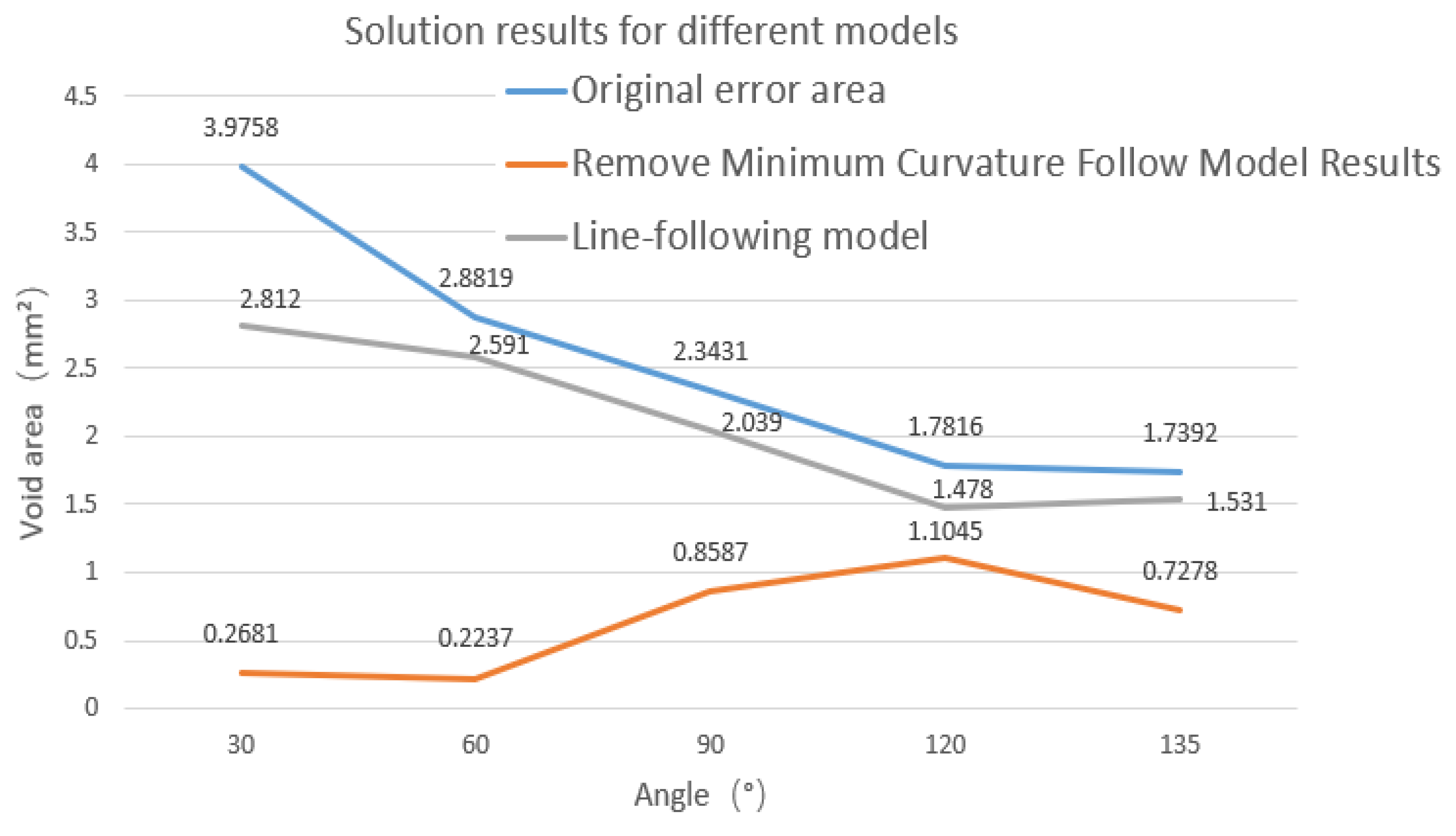
- When the line-following model cannot accurately reflect the actual printing model at small-angle turning corners, a modified line-following model is proposed. This model better simulates the actual fiber laying track corresponding to the theoretical planning track at different corner angles. Results show that when the turning angle increases, the errors of the modified line-following model and the line-following model gradually become consistent, and the correction effect of the modified line-following model gradually disappears at large corners (obtuse angles), which means that the points where the radius of curvature of the fiber track is smaller than Rmin is gradually decreasing at the large corner, which further illustrates the correction effect of the modified model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, Y.; Li, Y.; Song, W.; Lee, K.Y.; Tagarielli, V.L. Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef]
- Zangana, S.; Epaarachchi, J.; Ferdous, W.; Leng, J.; Schubel, P. Behaviour of continuous fibre composite sandwich core under low-velocity impact. Thin Walled Struct. 2021, 158, 107157. [Google Scholar] [CrossRef]
- Siddika, A.; Mamun, M.A.A.; Ferdous, W.; Saha, A.K.; Alyousef, R. 3D-printed concrete: Applications, performance, and challenges. J. Sustain. Cem. Based Mater. 2019, 9, 127–164. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix: A review and prospective. Compos. Part B 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Williams, G.; Trask, R.; Bond, I. A self-healing carbon fibre reinforced polymer for aerospace applications. Compos. Part A 2007, 38, 1525–1532. [Google Scholar] [CrossRef]
- Friedrich, K.; Almajid, A.A. Manufacturing Aspects of Advanced Polymer Composites for Automotive Applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Lincoln, R.L.; Scarpa, F.; Ting, V.P.; Trask, R.S. Multifunctional composites: A metamaterial perspective. Multifunct. Mater. 2019, 2, 043001. [Google Scholar] [CrossRef]
- Dong, K.; Ke, H.; Panahi-Sarmad, M.; Yang, T.; Huang, X.; Xiao, X. Mechanical properties and shape memory effect of 4D printed cellular structure composite with a novel continuous fiber-reinforced printing path. Mater. Des. 2021, 198, 109303. [Google Scholar] [CrossRef]
- Fidan, I.; Imeri, A.; Gupta, A.; Hasanov, S.; Nasirov, A.; Elliott, A.; Alifui-Segbaya, F.; Nanami, N. The trends and challenges of fiber reinforced additive manufacturing. Int. J. Adv Manuf. Technol. 2019, 102, 1801–1818. [Google Scholar] [CrossRef]
- Adrian, P.M. (Ed.) Introduction to Aerospace Materials, Introduction to Aerospace Materials; Woodhead Publishing: Sawston, UK, 2012; pp. 1–14. ISBN 9781855739468. [Google Scholar] [CrossRef]
- Vita, A.; Castorani, V.; Germani, M.; Marconi, M. Comparative life cycle assessment and cost analysis of autoclave and pressure bag molding for producing CFRP components. Int. J. Adv. Manuf. Technol. 2019, 105, 1967–1982. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Kong, D.; Liu, J. Research on Heating Zone Length of Continuous Fiber Reinforced Composites 3D Printing Nozzle. ChemistrySelect. 2021, 6(41), 11293–11298. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Reinforced Plastics Group. MarkForged develops 3D printer for carbon fibre. Reinf. Plast. 2015, 59, 12. [Google Scholar] [CrossRef]
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef] [Green Version]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- MarkForged. Available online: https://markforged.com/3d-printers (accessed on 28 May 2022).
- Anisoprint. Available online: https://www.imakr.com/anisoprint-3d-printers (accessed on 28 May 2022).
- 3D Printer and 3D Printing News. Available online: http://www.3ders.org/articles/20190412-arevo-to-manufacture-3d-printed-carbon-fibre-unibody-frames-for-emery-one-ebike.html (accessed on 28 May 2022).
- Switzerland 9T labs. Available online: https://www.9tlabs.com/ (accessed on 28 May 2022).
- Arris Garners Good Design Award for Optimized Composite Structures. Manuf. Close-Up 2021. Available online: https://arriscomposites.com/arris-wins-good-design-award-for-optimized-composite-structures/?lang=zh-hans (accessed on 30 June 2022).
- Quan, C.; Han, B.; Hou, Z.; Zhang, Q.; Tian, X.; Lu, T.J. 3d printed continuous fiber reinforced composite auxetic honeycomb structures. Compos. Part B: Eng. 2020, 187, 107858. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Wang, Y.; Kong, D.; Zhang, Q.; Li, W.; Liu, J. Process parameters and mechanical properties of continuous glass fiber reinforced composites-polylactic acid by fused deposition modeling. J. Reinf. Plast. Compos. 2021, 40, 686–698. [Google Scholar] [CrossRef]
- Polyzos, E.; Katalagarianakis, A.; van Hemelrijck, D.; Pyl, L. Delamination analysis of 3D-printed nylon reinforced with continuous carbon fibers. Addit. Manuf. 2021, 46, 102144. [Google Scholar] [CrossRef]
- Saeed, K.; McIlhagger, A.; Harkin-Jones, E.; Kelly, J.; Archer, E. Predication of the in-plane mechanical properties of continuous carbon fibre reinforced 3D printed polymer composites using classical laminated-plate theory. Compos. Struct. 2021, 259, 113226. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Díaz-Rodríguez, J.G.; Pertúz-Comas, A.D.; González-Estrada, O.A. Mechanical properties for long fibre reinforced fused deposition manufactured composites. Compos. Part B Eng. 2021, 211, 108657. [Google Scholar] [CrossRef]
- Tu, Y.; Tan, Y.; Zhang, F.; Zhang, J.; Ma, G. Shearing algorithm and device for the continuous carbon fiber 3D printing. J. Adv. Mech. Des. Syst. Manuf. 2019, 13, JAMDSM0016. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Zheng, J.; Wang, G.; Jiang, D.; Ning, F. A novel printing strategy in additive manufacturing of continuous carbon fiber reinforced plastic composites. Manuf. Lett. 2021, 27, 72–77. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Zhao, S.; Wu, N.; Wang, Q. Load path-guided fiber trajectory in composite panels: A comparative study and a novel combined method. Compos. Struct. 2021, 263, 113689. [Google Scholar] [CrossRef]
- 3D printing materials. Available online: https://www.esun3d.net/ (accessed on 28 May 2022).
- Wang, Y.; Lyu, C.; Zhang, Q.; Li, W.; Liu, J. Preparation and Performance Index Test of Continuous Glass Fiber Reinforced Filament- Polylactic Acid for 3D Printer. J. Phys. Conf. Ser. 2021, 1906, 012053. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Filament diameter, mm | 1.75 |
| Density, g/cm3 | 1.2 |
| Tensile strength, MPa | 72 |
| Bending strength, MPa | 90 |
| Printing temperature, °C | 190–230 |
| Base plate temperature, °C | 45–60 |
| Property | Value |
|---|---|
| Filament diameter, mm | 0.40 |
| Surface roughness, um | 18 |
| Degree of bending, % | 25.8 |
| Tensile strength, MPa | 375 MPa |
| Twist or not | Twist |
| Twist direction | S |
| Material | Parameter Description |
|---|---|
| Basic material | Polylactic acid (PLA), provided by eSUN |
| Continuous fiber material | Self-made CGFRF/PLA in the laboratory |
| Substrate printing temperature, °C | 210 |
| Continuous fiber material printing temperature, °C | 200 |
| Continuous fiber material printing speed, mm/min | 400 |
| Fiber printing layer height, mm | 0.25 |
| Base nozzle diameter, mm | 0.4 |
| Fiber nozzle diameter r, mm | 1.2 |
| Ambient temperature | 25 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liu, J.; Yu, Y.; Zhang, Q.; Li, H.; Shi, G. Research on the Simulation Model of Continuous Fiber-Reinforced Composites Printing Track. Polymers 2022, 14, 2730. https://doi.org/10.3390/polym14132730
Wang Y, Liu J, Yu Y, Zhang Q, Li H, Shi G. Research on the Simulation Model of Continuous Fiber-Reinforced Composites Printing Track. Polymers. 2022; 14(13):2730. https://doi.org/10.3390/polym14132730
Chicago/Turabian StyleWang, Yesong, Jiang Liu, Yipeng Yu, Qing Zhang, Hongfu Li, and Guokun Shi. 2022. "Research on the Simulation Model of Continuous Fiber-Reinforced Composites Printing Track" Polymers 14, no. 13: 2730. https://doi.org/10.3390/polym14132730
APA StyleWang, Y., Liu, J., Yu, Y., Zhang, Q., Li, H., & Shi, G. (2022). Research on the Simulation Model of Continuous Fiber-Reinforced Composites Printing Track. Polymers, 14(13), 2730. https://doi.org/10.3390/polym14132730