
Experimental and Statistical Analysis of Saw Mill Wood Waste Composite Properties for Practical Applications


 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
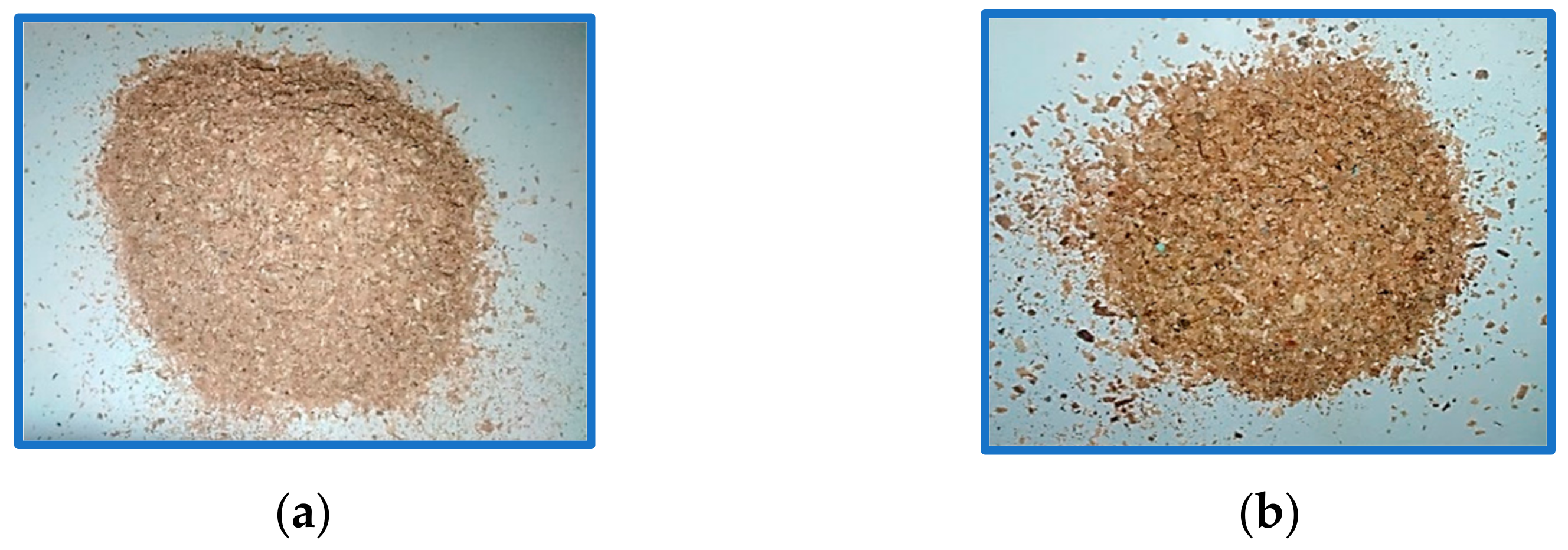
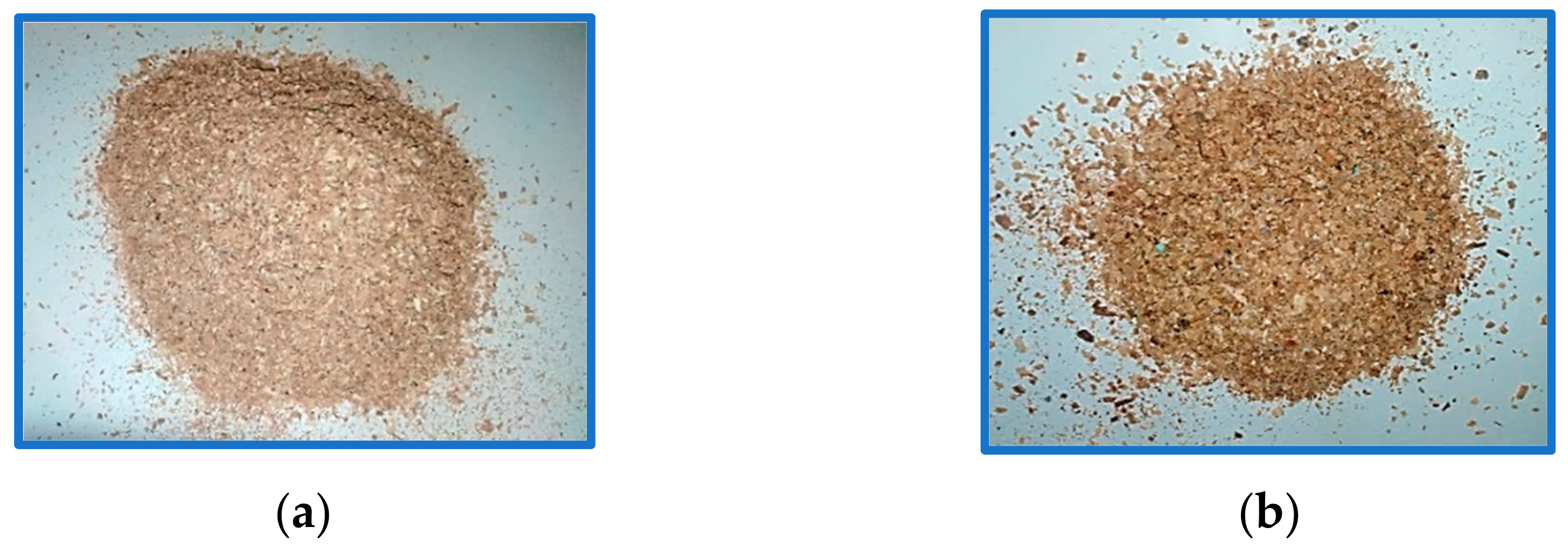
2.1. Material
2.2. Sample Preparation and Responses Measurement
2.3. Mechanical Testing
2.4. Thermal Tests
2.5. Design of Experiments
2.6. Single and Multi-Response Optimization
3. Results and Discussion
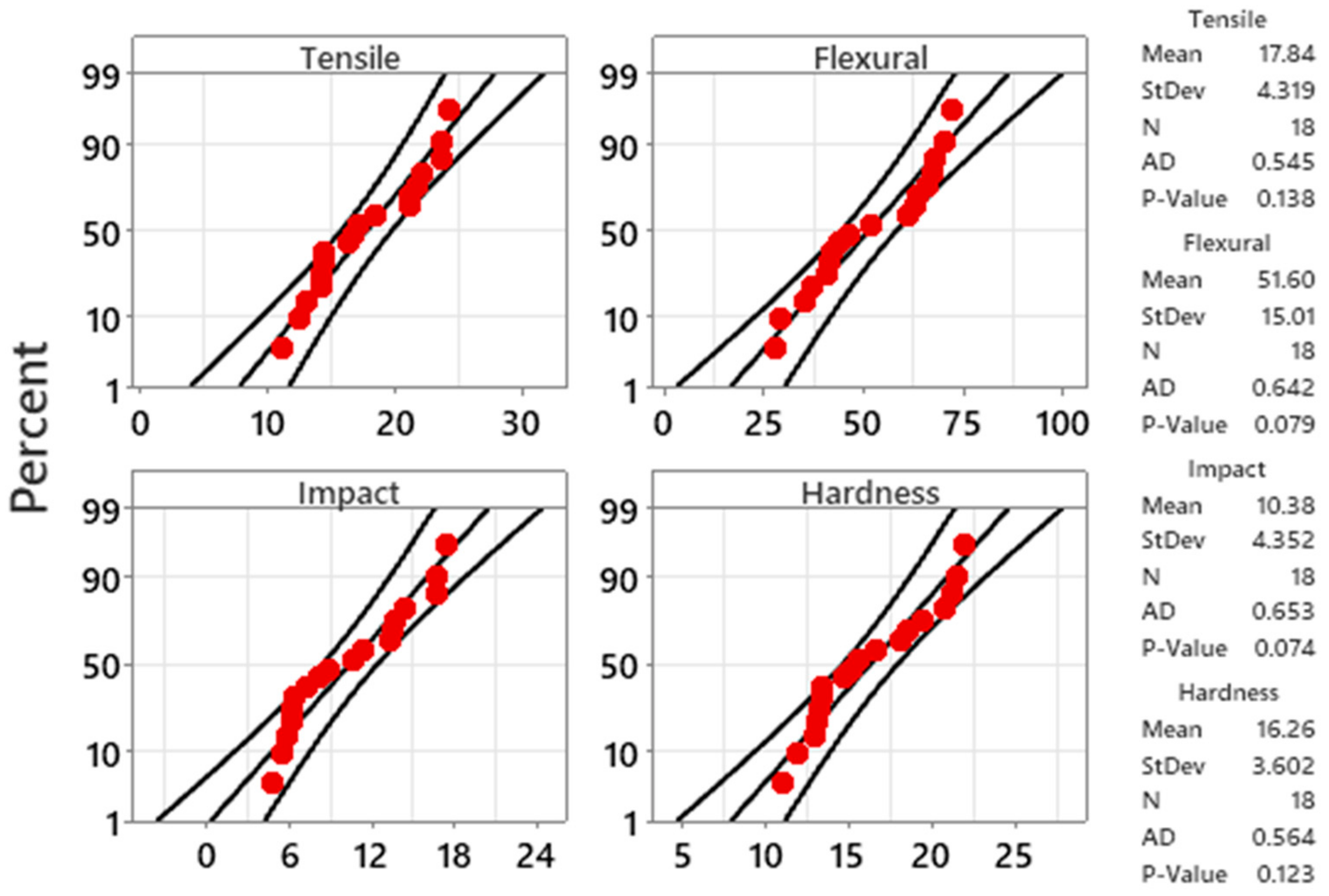
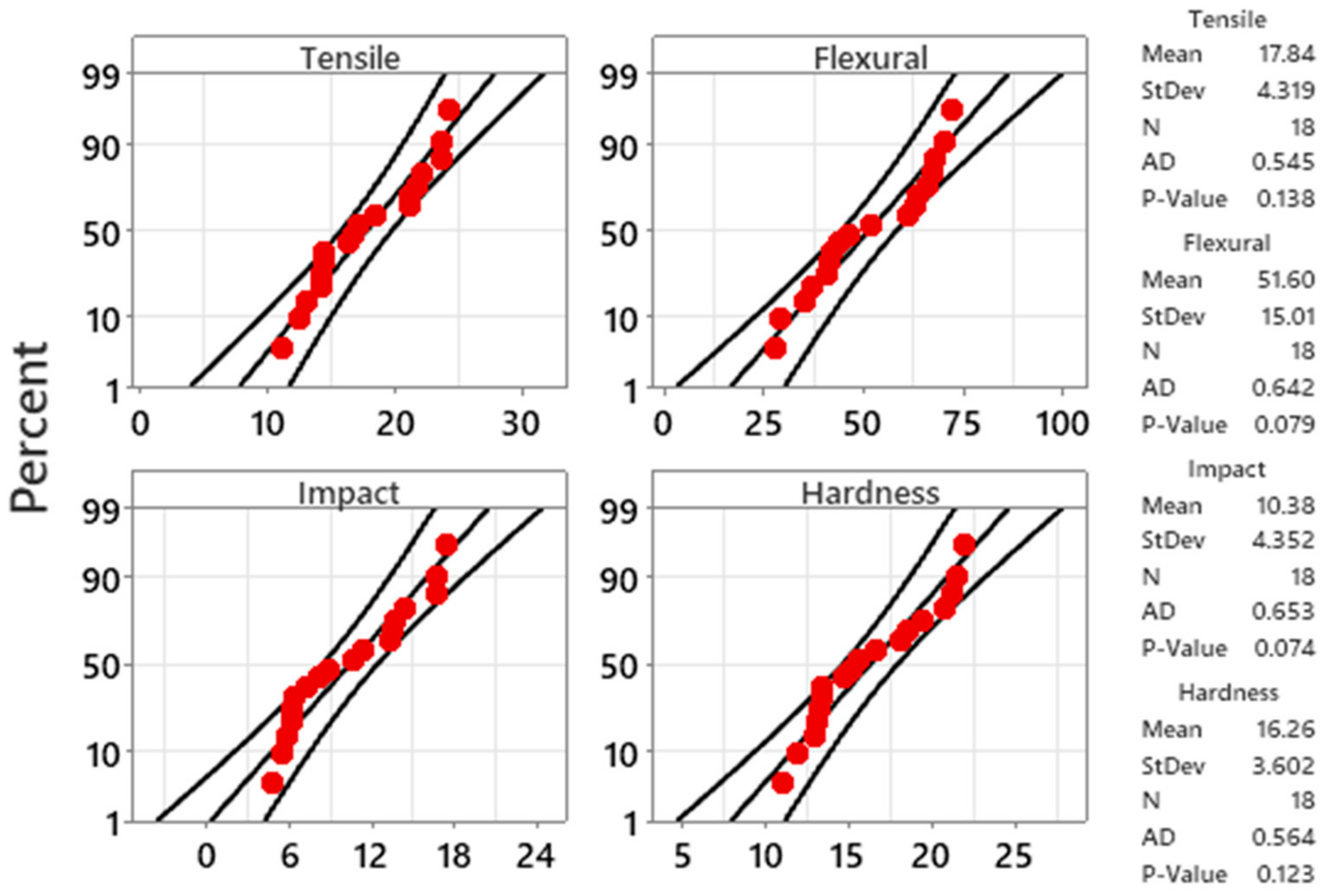
3.1. Probability Plots and Analysis of Variance (ANOVA)
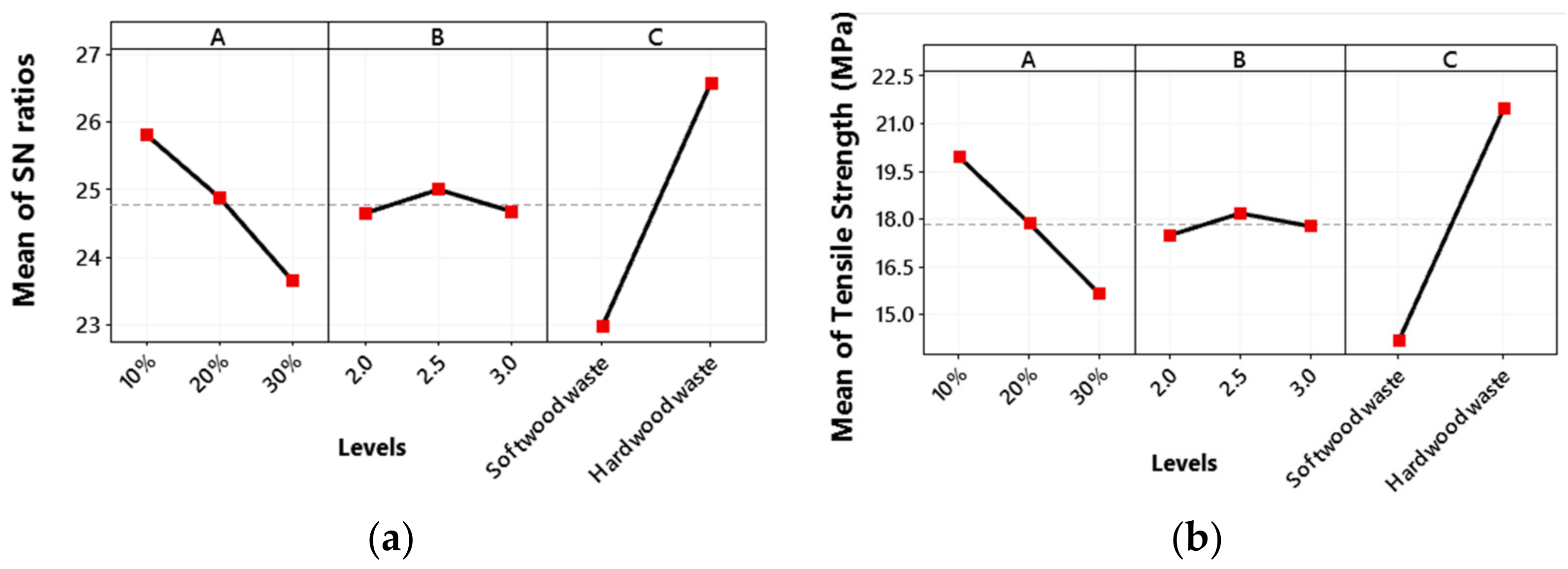
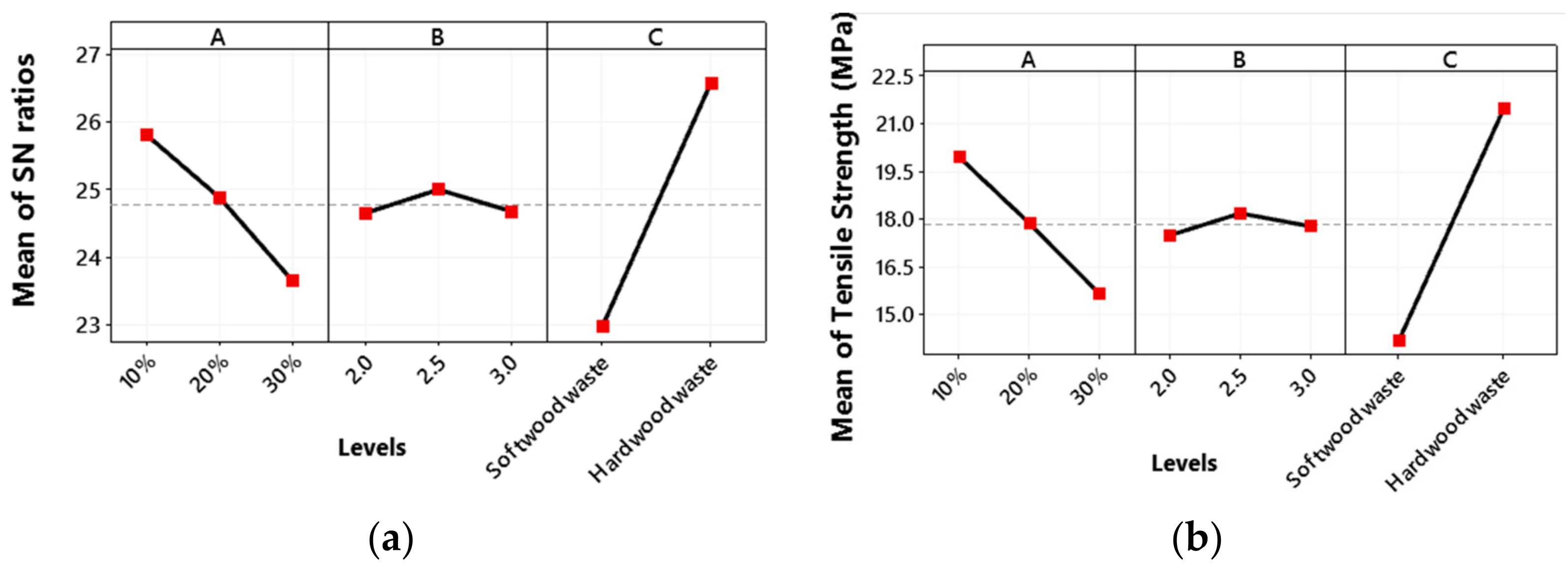
3.2. Tensile Strength
3.3. Flexural Strength
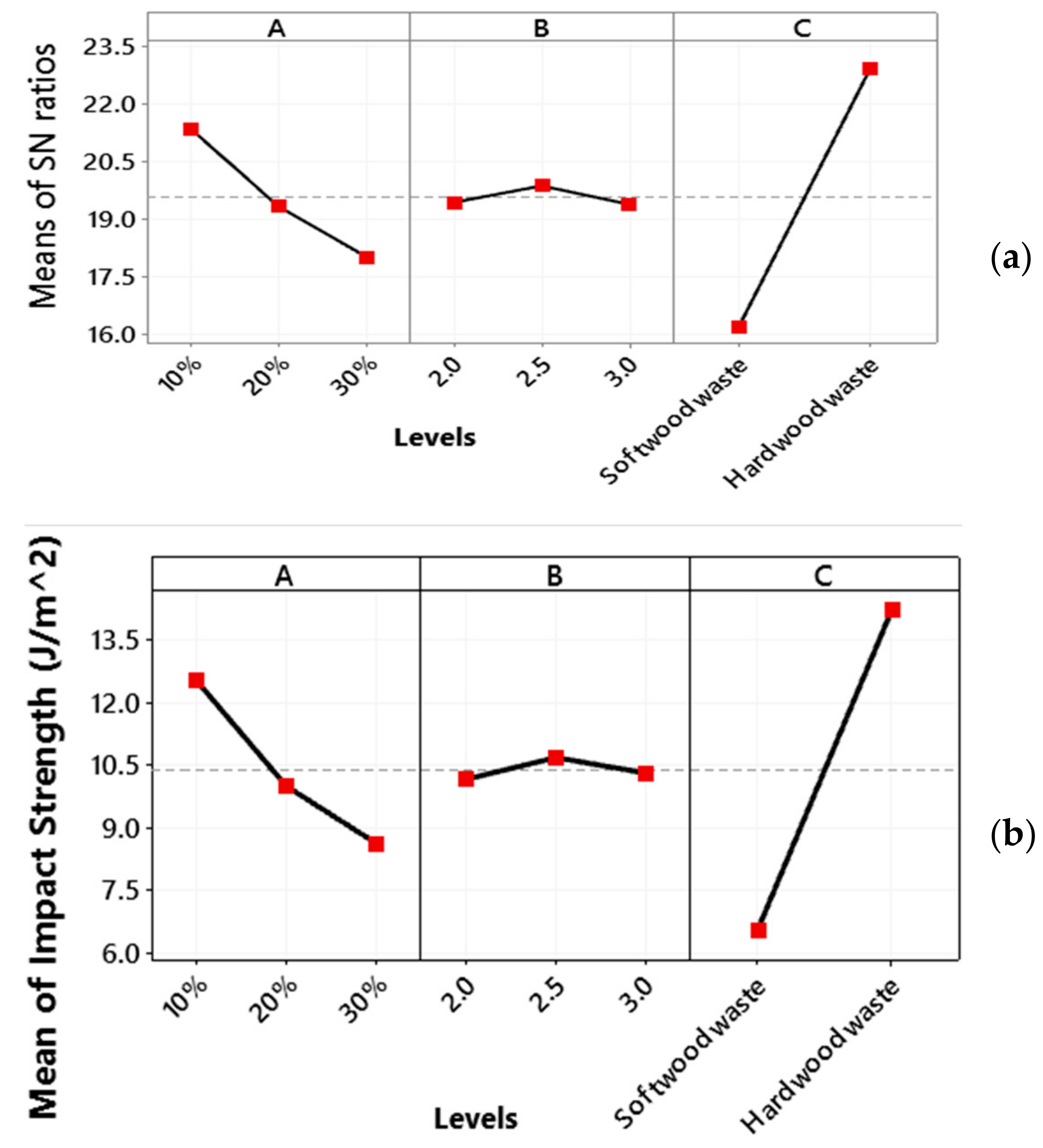
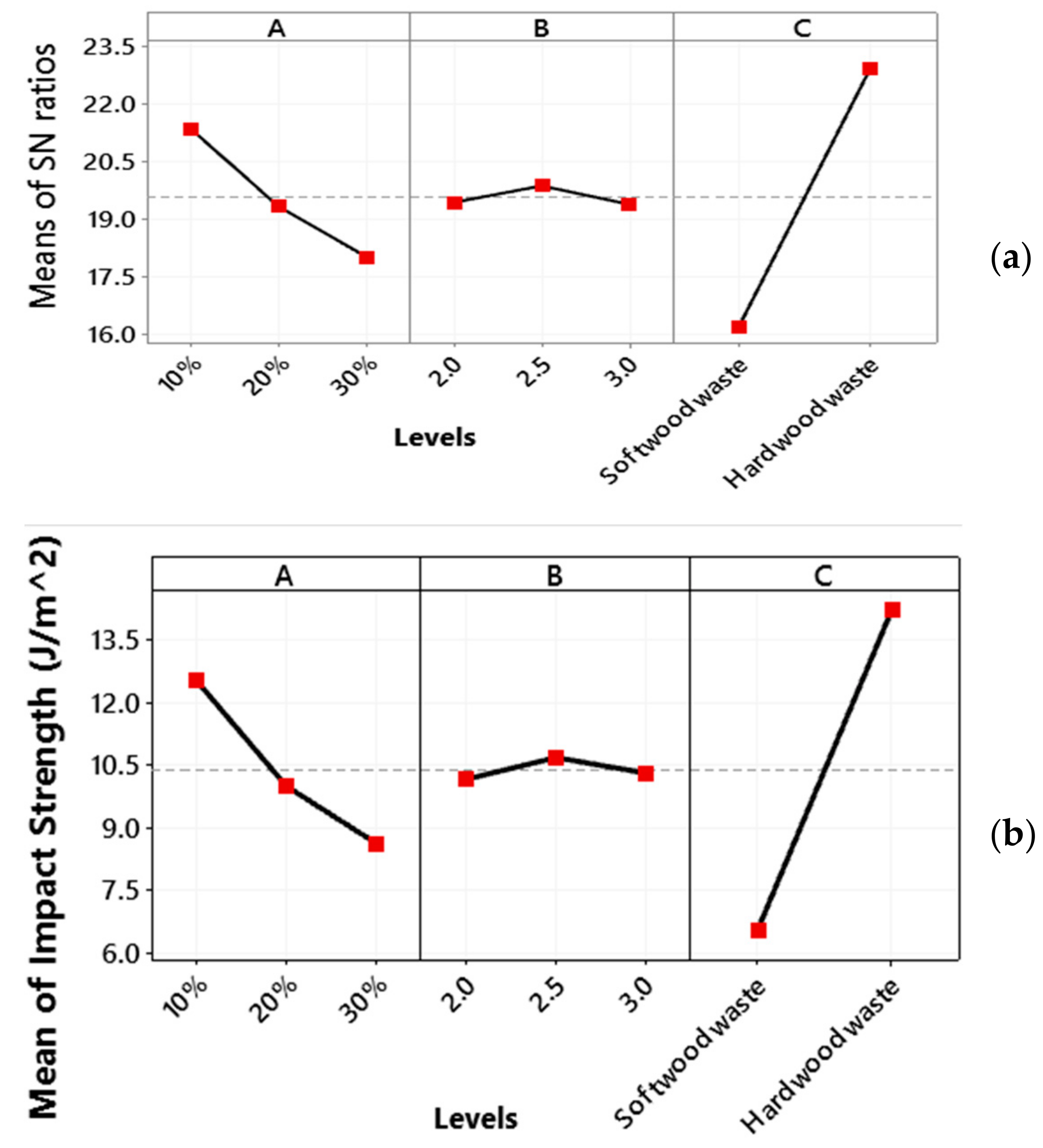
3.4. Impact Strength
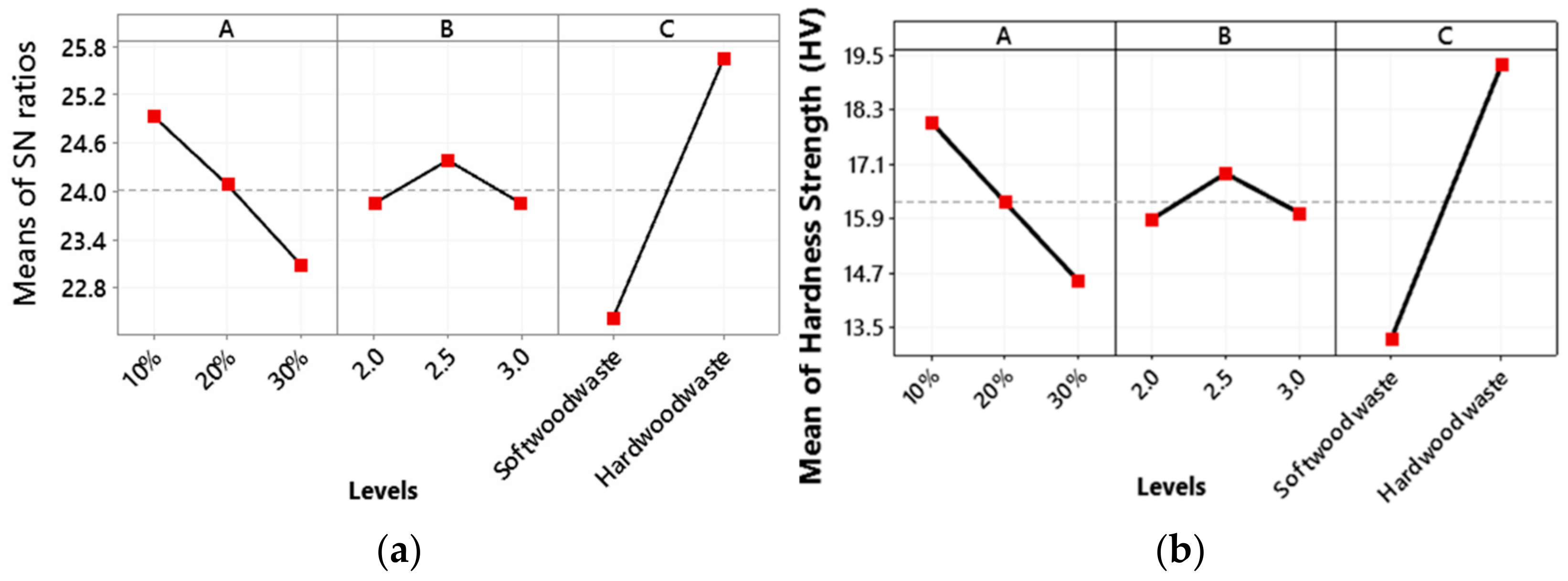
3.5. Hardness
3.6. Multi-Response Optimization Using GRA
3.7. Thermal Testing Results
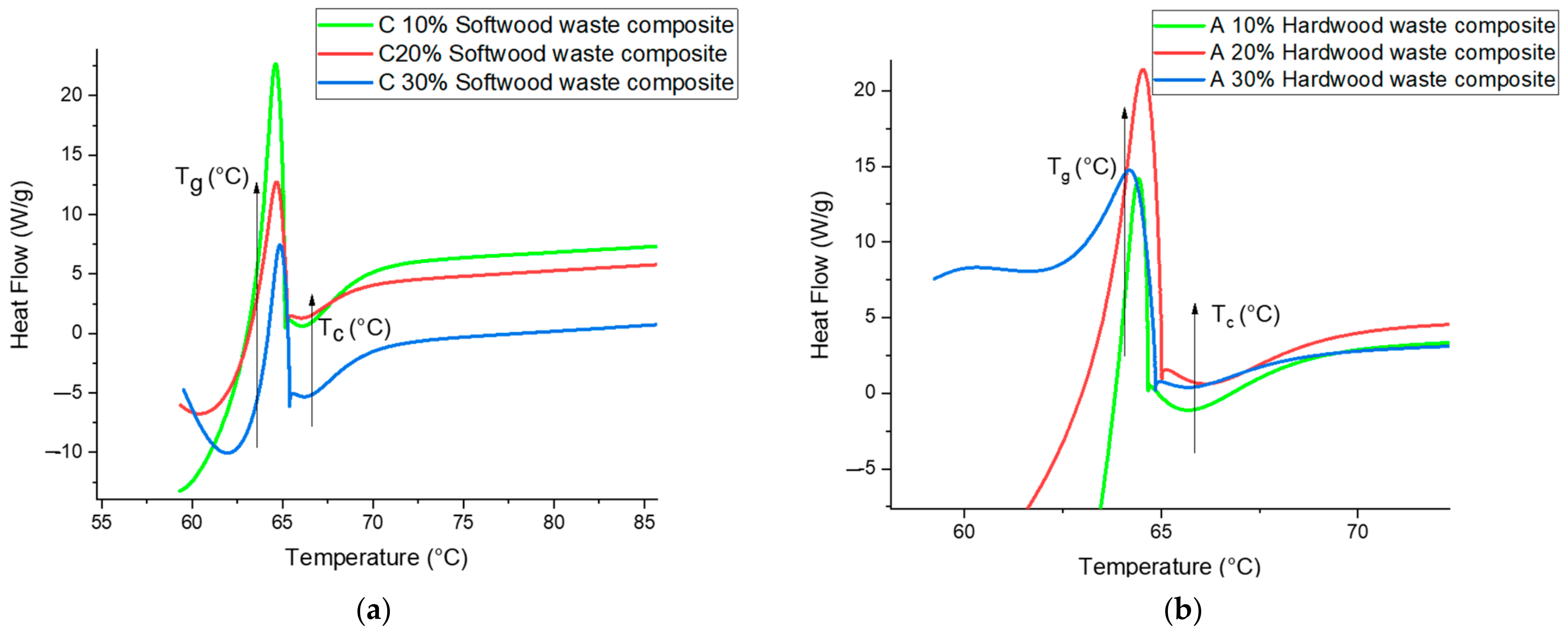
3.7.1. Differential Scanning Calorimetry DSC
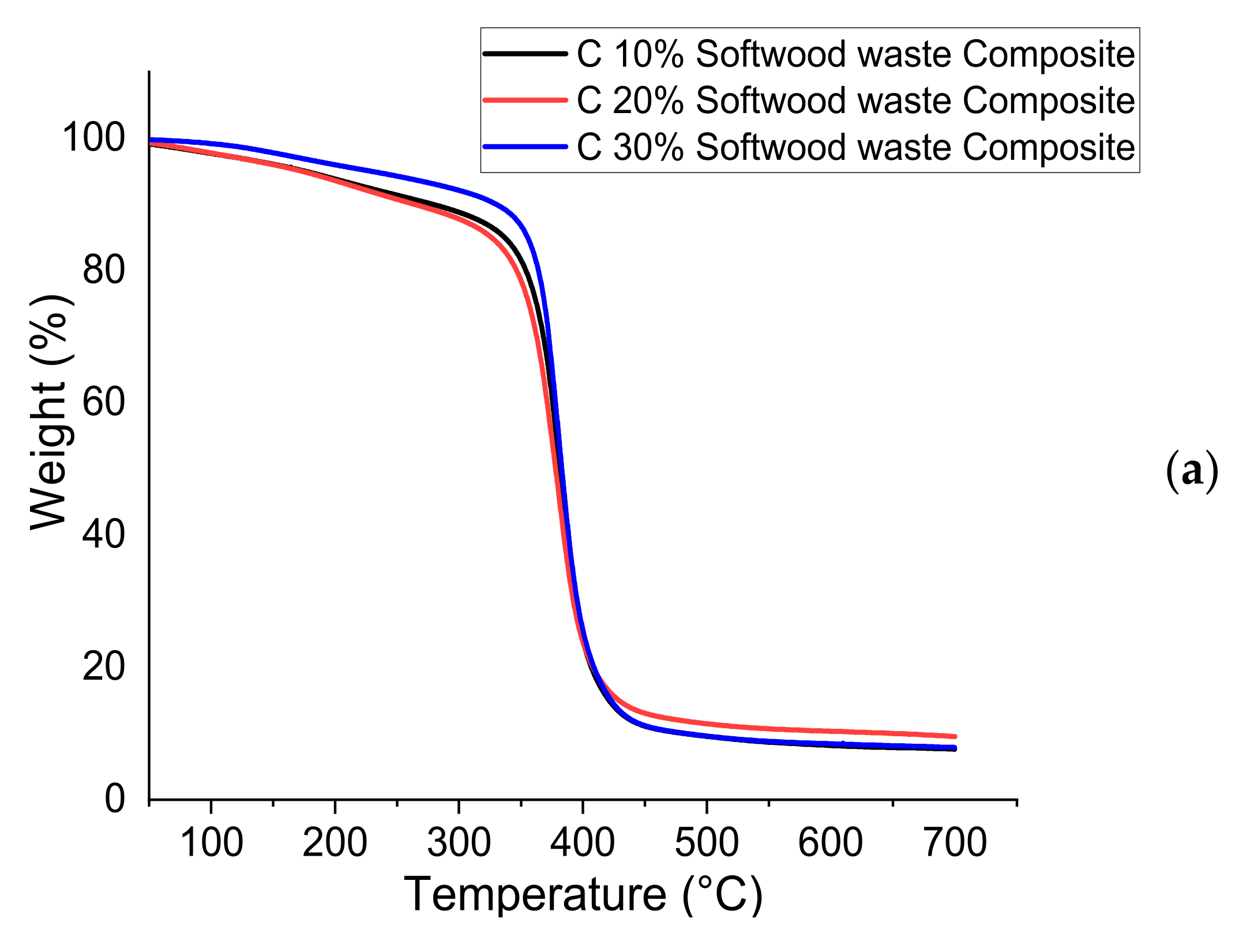
3.7.2. Thermogravimetric Analysis TGA
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Laleicke, P.F. Wood waste, the challenges of communication and innovation. BioResources 2018, 13, 2182–2183. [Google Scholar] [CrossRef]
- Burnard, M.; Tavzes, Č.; Tošić, A.; Brodnik, A.; Kutnar, A. The Role of Reverse Logistics in Recycling of Wood Products; IAM—Inštitut Andrej Marušič: Koper, Slovenija, 2015; ISBN 9789812876430. [Google Scholar]
- United Nations Sustainable Development Golas (SDGs). 2018. Available online: https://www.undp.org/sustainable-development-goals (accessed on 2 February 2021).
- Top, Y.; Adanur, H.; Oz, M. Type, Quantity, and Re-Use of Residues in the Forest Products Industry in Trabzon, Turkey. BioResources 2018, 13, 1745–1760. [Google Scholar] [CrossRef] [Green Version]
- Liang, W.; Lv, M.; Yang, X. The combined effects of temperature and humidity on initial emittable formaldehyde concentration of a medium-density fiberboard. Build. Environ. 2016, 98, 80–88. [Google Scholar] [CrossRef]
- Silva, D.A.L.; Lahr, F.A.R.; Varanda, L.D.; Christoforo, A.L.; Ometto, A.R. Environmental performance assessment of the melamine-urea-formaldehyde (MUF) resin manufacture: A case study in Brazil. J. Clean. Prod. 2015, 96, 299–307. [Google Scholar] [CrossRef]
- Salles Ferro, F.; Hendrigo de Almeida, T.; Henrique de Almeida, D.; Luis Christoforo, A.; Antonio Rocco Lahr, F. Physical Properties of OSB Panels Manufactured with CCA and CCB Treated Schizolobium amazonicum and Bonded with Castor Oil Based Polyurethane Resin. Int. J. Mater. Eng. 2016, 6, 151–154. [Google Scholar] [CrossRef] [Green Version]
- Song, X.; Zheng, S.; Huang, J.; Zhu, P.; Guo, Q. Miscibility, morphology and fracture toughness of tetrafunctional epoxy resin/poly (styrene-co-acrylonitrile) blends. J. Mater. Sci. 2000, 35, 5613–5619. [Google Scholar] [CrossRef]
- Morgan, R.J.; Mones, E.T.; Steele, W.J. Tensile deformation and failure processes of amine-cured epoxies. Polymer 1982, 23, 295–305. [Google Scholar] [CrossRef]
- Gledhill, R.A.; Kinloch, A.J.; Yamini, S.; Young, R.J. Relationship between mechanical properties of and crack progogation in epoxy resin adhesives. Polymer 1978, 19, 574–582. [Google Scholar] [CrossRef]
- Abba, H.A.; Nur, I.Z.; Salit, S.M. Review of Agro Waste Plastic Composites Production. Sci. Res. 2013, 1, 37218. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.K.; Faruk, O. Wood Fiber Reinforced Polypropylene Composites: Compression and Injection Molding Process. Polym.-Plast. Technol. Eng. 2007, 43, 37–41. [Google Scholar] [CrossRef]
- Ismail, H.; Mega, L.; Abdul Khalil, H.P.S. Effect of a silane coupling agent on the properties of white rice husk ash-polypropylene/natural rubber composites. Polym. Int. 2001, 50, 606–611. [Google Scholar] [CrossRef]
- Deraman, M. Chemical Modification on Lignocellulosic Polymeric Oil Palm Empty Fruit Bunch for Advanced Material. Adv. Polym. Technol. 2001, 20, 289–295. [Google Scholar]
- Salasinska, K.; Barczewski, M.; Borucka, M.; Górny, R.L.; Kozikowski, P.; Celiński, M.; Gajek, A. Thermal stability, fire and smoke behaviour of epoxy composites modified with plant waste fillers. Polymers 2019, 11, 1234. [Google Scholar] [CrossRef] [Green Version]
- Sapuan, S.M.; Harimi, M.; Maleque, M.A. Mechanical properties of epoxy/coconut shell filler particle composites. Arab. J. Sci. Eng. 2003, 28, 171–181. [Google Scholar]
- Ramesh, P.; Prasad, B.D.; Narayana, K.L. Morphological and mechanical properties of treated kenaf fiber/MMT clay reinforced PLA hybrid biocomposites. AIP Conf. Proc. 2019, 2057, 020035. [Google Scholar] [CrossRef]
- Seretis, G.; Kouzilos, G.; Manolakos, D.; Provatidis, C. Multi-objective curing cycle optimization for glass fabric/epoxy composites using poisson regression and genetic algorithm. Mater. Res. 2018, 21, e20170815. [Google Scholar] [CrossRef]
- Dehnad, K. Quality Control, Robust Design, and the Taguchi Method; Springer: New York, NY, USA, 1989; ISBN 978-1-4684-1472-1. [Google Scholar]
- Antony, J.; Warwood, S.; Fernandes, K.; Rowlands, H.; Antony, J. Work Study Emerald Article: Process optimisation using Taguchi methods of experimental design Process optimisation using Taguchi methods of experimental design. Work Study 2007, 20, 51–58. [Google Scholar]
- Park, Y.; Yum, B. Development of performance measures for dynamic parameter design problems. Int. J. Manuf. Technol. Manag. 2003, 5, 91–104. [Google Scholar] [CrossRef] [Green Version]
- Ogorkiewicz, R. Thermoplastics: Properties and Design; John Wiley and Sons: Hoboken, NJ, USA, 1974; ISBN 9780471653066. [Google Scholar]
- Mishra, V.R. Utilization of waste saw dust in development of epoxy resin hybrid green composite. Mater. Today Proc. 2019, 25, 799–803. [Google Scholar] [CrossRef]
- Berns, R.S. Billmeyer and Saltzman’s Principles of Color; John Wiley & Sons Inc.: Hoboken, NJ, USA, 1967; ISBN 9781119367314. [Google Scholar]
- Borysiak, S.; Paukszta, D.; Helwig, M. Flammability of wood-polypropylene composites. Polym. Degrad. Stab. 2006, 91, 3339–3343. [Google Scholar] [CrossRef]
- Nabi Saheb, D.; Jog, J.P. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Müller, L.; Rubio-Pérez, G.; Bach, A.; Muñoz-Rujas, N.; Aguilar, F.; Worlitschek, J. Consistent DSC and TGA methodology as basis for the measurement and comparison of thermo-physical properties of phase change materials. Materials 2020, 13, 4486. [Google Scholar] [CrossRef]
- Fröberg, L. Thermal Analysis TGA/DTA; Åbo Akademi University: Turku, Finland, 2010. [Google Scholar]
- Fernández, J.M.; Plaza, C.; Polo, A.; Plante, A.F. Use of thermal analysis techniques (TG-DSC) for the characterization of diverse organic municipal waste streams to predict biological stability prior to land application. Waste Manag. 2012, 32, 158–164. [Google Scholar] [CrossRef]
- Shahzad, A. A study in physical and mechanical properties of hemp fibres. Adv. Mater. Sci. Eng. 2013, 2013, 325085. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, A.K.F.; d’Almeida, J.R.M. Characterization of ubuçu (Manicaria saccifera) natural fiber mat. Polym. Renew. Resour. 2014, 5, 13–28. [Google Scholar] [CrossRef]
- Waseem, M.; Salah, B.; Habib, T.; Saleem, W.; Abas, M.; Khan, R.; Ghani, U.; Siddiqi, M.U.R. Multi-Response Optimization of Tensile Creep Behavior of PLA 3D Printed Parts Using Categorical Response Surface Methodology. Polymers 2020, 12, 2962. [Google Scholar] [CrossRef]
- Erden, A.; Ho, K. 3 Fiber reinforced composites. In Fiber Technology for Fiber-Reinforced Composites; Woodhead Publishing: Cambridge, UK, 2017; pp. 51–79. [Google Scholar]
- Suddell, B.C.; Evans, W.J. Natural fiber composites in automotive applications. In Natural Fibres in Biopolymers & Their BioComposites; CRC Press: Boca Raton, FL, USA, 2005; pp. 231–259. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, K.; Bhowmik, S. Optimization of Mechanical Properties of Epoxy based Wood Dust Reinforced Green Composite Using Taguchi Method. Procedia Mater. Sci. 2014, 5, 688–696. [Google Scholar] [CrossRef] [Green Version]
- Shah, A.U.M.; Sultan, M.T.H.; Cardona, F.; Jawaid, M.; Talib, A.R.A.; Yidris, N. Thermal analysis of bamboo fibre and its composites. BioResources 2017, 12, 2394–2406. [Google Scholar] [CrossRef] [Green Version]
- Chapple, S.; Anandjiwala, R. Flammability of natural fiber-reinforced composites and strategies for fire retardancy: A review. J. Thermoplast. Compos. Mater. 2010, 23, 871–893. [Google Scholar] [CrossRef]
- Amariutei, O.A.; Ramsdale-Capper, R.; Correa Álvarez, M.; Chan, L.K.Y.; Foreman, J.P. Modelling the properties of a difunctional epoxy resin cured with aromatic diamine isomers. Polymer 2018, 156, 203–213. [Google Scholar] [CrossRef]
- Singh, K.P.; Singh, A.; Kumar, N.; Tripathi, D.N. Morphological features, dielectric and thermal properties of epoxy–copper cobaltite nanocomposites: Preparation and characterization. Bull. Mater. Sci. 2020, 43, 114. [Google Scholar] [CrossRef]
- Liu, Y.; Via, B.K.; Pan, Y.; Cheng, Q.; Guo, H.; Auad, M.L.; Taylor, S. Preparation and characterization of epoxy resin cross-linked with high wood pyrolysis bio-oil substitution by acetone pretreatment. Polymers 2017, 9, 106. [Google Scholar] [CrossRef] [Green Version]
- Davis, R.; John, P. Application of Taguchi-Based Design of Experiments for Industrial Chemical Processes. In Statistical Approaches With Emphasis on Design of Experiments Applied to Chemical Processes; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Box, G. Signal-to- noise ratios, performance criteria, and transformations. Technometrics 1988, 30, 1–17. [Google Scholar] [CrossRef]
- Ng, D.K.W. Grey system and grey relational model. ACM SIGICE Bull. 1994, 20, 2–9. [Google Scholar] [CrossRef]
- Chang, C.K.; Lu, H.S. Design optimization of cutting parameters for side milling operations with multiple performance characteristics. Int. J. Adv. Manuf. Technol. 2007, 32, 18–26. [Google Scholar] [CrossRef]
- Ülker, O. Wood Adhesives and Bonding Theory. In Adhesives—Applications and Properties; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef] [Green Version]
- Stark, N.M.; Rowlands, R.E. Effects of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood Fiber Sci. 2003, 35, 167–174. [Google Scholar]
- Bajpai, P. Environmentally Benign Approaches for Pulp Bleaching, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Sanusi, O.M.; Kofoworola Oyinlola, A.; Akindapo, J.O. Influence of Wood Ash on the Mechanical Properties of Polymer Matrix Composite Developed from Fibre Glass and Epoxy Resin. Int. J. Eng. Res. Technol. 2013, 2, 344–352. [Google Scholar]
- Huda, M.S.; Drzal, L.T.; Misra, M.; Mohanty, A.K. Wood-fiber-reinforced poly(lactic acid) composites: Evaluation of the physicomechanical and morphological properties. J. Appl. Polym. Sci. 2006, 102, 4856–4869. [Google Scholar] [CrossRef]
- Alsa, S.A.H. Heat and Chemical Treatments for Sawdust/UPE Composites. Eng. Technol. J. 2016, 34, 1624–1636. [Google Scholar]
- Szabelski, J. Effect of incorrect mix ratio on strength of two component adhesive Butt-Joints tested at elevated temperature. MATEC Web Conf. 2018, 244, 01019. [Google Scholar] [CrossRef] [Green Version]
- Gobikannan, T.; Berihun, H.; Aklilu, E.; Pawar, S.J.; Akele, G.; Agazie, T.; Bihonegn, S. Development and Characterization of Sisal Fiber and Wood Dust Reinforced Polymeric Composites. J. Nat. Fibers 2021, 18, 1924–1933. [Google Scholar] [CrossRef]
- Hossain, M.R.; Hossain, F.; Islam, M.A. Effects of Wood Properties on the Behaviors of Wood Particle Reinforced Polymer Matrix Composites. J. Sci. Res. 2014, 6, 431–443. [Google Scholar] [CrossRef]
- Shakuntala, O.; Raghavendra, G.; Samir Kumar, A. Effect of filler loading on mechanical and tribological properties of wood apple shell reinforced epoxy composite. Adv. Mater. Sci. Eng. 2014, 2014, 538651. [Google Scholar] [CrossRef] [Green Version]
- Parida, C.; Dash, S.K.; Mohanta, K.L.; Patra, S. Effect of fiber treatment and fiber content on flexural properties of Luffa cylindrica—Reinforced resorcinol composites. Adv. Sci. Lett. 2016, 22, 454–457. [Google Scholar] [CrossRef]
- Das, S.C.; Paul, D.; Fahad, M.M.; Das, M.K.; Rahman, G.M.S.; Khan, M.A. Effect of Fiber Loading on the Dynamic Mechanical Properties of Jute Fiber Reinforced Polypropylene Composites. Adv. Chem. Eng. Sci. 2018, 08, 215–224. [Google Scholar] [CrossRef] [Green Version]
- Islam, M.N.; Islam, M.S. Characterization of chemically modified sawdust-reinforced recycled polyethylene composites. J. Thermoplast. Compos. Mater. 2015, 28, 1135–1153. [Google Scholar] [CrossRef]
- Oudia, A.; Mészáros, E.; Simões, R.; Queiroz, J.; Jakab, E. Pyrolysis-GC/MS and TG/MS study of mediated laccase biodelignification of Eucalyptus globulus kraft pulp. J. Anal. Appl. Pyrolysis 2007, 78, 233–242. [Google Scholar] [CrossRef]
- Oliveira, M.S.; Pereira, A.C.; Monteiro, S.N.; da Costa Garcia Filho, F.; da Cruz Demosthenes, L.C. Thermal Behavior of Epoxy Composites Reinforced with Fique Fabric by DSC. In Green Materials Engineering; Springer: Berlin/Heidelberg, Germany, 2019; pp. 101–106. [Google Scholar]
- Revanth, J.S.; Madhav, V.S.; Sai, Y.K.; Krishna, D.V.; Srividya, K.; Sumanth, C.H.M. TGA and DSC analysis of vinyl ester reinforced by Vetiveria zizanioides, jute and glass fiber. Mater. Today Proc. 2020, 26, 460–465. [Google Scholar] [CrossRef]
- Xu, J.-Z.; Zhang, Z.-J.; Xu, H.; Chen, J.-B.; Ran, R.; Li, Z.-M. Highly enhanced crystallization kinetics of poly (l-lactic acid) by poly (ethylene glycol) grafted graphene oxide simultaneously as heterogeneous nucleation agent and chain mobility promoter. Macromolecules 2015, 48, 4891–4900. [Google Scholar] [CrossRef]
- Ornaghi, H.L.; Poletto, M.; Zattera, A.J.; Amico, S.C. Correlation of the thermal stability and the decomposition kinetics of six different vegetal fibers. Cellulose 2014, 21, 177–188. [Google Scholar] [CrossRef]
- Kamalbabu, P.; Kumar, G.C.M. Effects of Particle Size on Tensile Properties of Marine Coral Reinforced Polymer Composites. Procedia Mater. Sci. 2014, 5, 802–808. [Google Scholar] [CrossRef]
- Johar, N.; Ahmad, I.; Dufresne, A. Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Ind. Crops Prod. 2012, 37, 93–99. [Google Scholar] [CrossRef]
- Morán, J.I.; Alvarez, V.A.; Cyras, V.P.; Vázquez, A. Extraction of cellulose and preparation of nanocellulose from sisal fibers. Cellulose 2008, 15, 149–159. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; Shah, A.U.R.; Song, J.-I. A Review on the Flammability and Flame Retardant Properties of Natural Fibers and Polymer Matrix Based Composites. Compos. Res. 2015, 28, 29–39. [Google Scholar] [CrossRef] [Green Version]
- Manfredi, L.B.; Rodríguez, E.S.; Wladyka-Przybylak, M.; Vázquez, A. Thermal degradation and fire resistance of unsaturated polyester, modified acrylic resins and their composites with natural fibres. Polym. Degrad. Stab. 2006, 91, 255–261. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Santana, R.M.C. Structural differences between wood species: Evidence from chemical composition, FTIR spectroscopy, and thermogravimetric analysis. J. Appl. Polym. Sci. 2012, 126, E337–E344. [Google Scholar] [CrossRef]
- Ahmetli, G.; Kocaman, S.; Ozaytekin, I.; Bozkurt, P. Epoxy Composites Based on Inexpensive Char Filler Obtained From Plastic Waste and Natural Resources. Polym. Compos. 2013, 34, 500–509. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties of Epoxy (Epikote 828) | Properties of Hardener HY 951 | ||||
|---|---|---|---|---|---|
| Sr No. | Property | Test Method | Value + Unit | Property | Value in Units |
| 1 | Epoxy Group Content | SMS 2062 | 5260–5420 mmol/kg | Molecular Weight | 146.24 |
| 2 | Viscosity at 25 °C | ASTM D445 | 9–14 Pas | Viscosity (Hoeppler) at 25 °C | 450 mPas |
| 3 | Color | ASTM D1209 | 100 max Pt-Co | Specific Gravity at 25 °C | 1.1–1.2 g/cm3 |
| 4 | Epoxy Equivalent Weight | 182–194 g | Color | Pale Yellow or yellow Liquid | |
| 5 | Density at 25 °C | SMS1374 | 1.16 Kg/L | Boiling Point | 284–287 °C |
| 6 | Flash Point (PMCC) | ASTM D93 | >150 °C | ||
| Factors | Symbols | Levels | ||
|---|---|---|---|---|
| Continuous Factor | 1 | 2 | 3 | |
| Wood waste weight in percentage (WWP) | A | 10% | 20% | 30% |
| Weight percent ratio of epoxy and hardener (WPE) | B | 2.00 = 2:1 | 2.50 = 5:2 | 3.0 = 3:1 |
| Wood waste type (WWT) | C | Softwood waste | Hardwood waste | |
| No. of Experiments | Factors | Responses | |||||
|---|---|---|---|---|---|---|---|
| A | B | C | Tensile Strength (MPa) | Flexural Strength (MPa) | Impact Strength (J/m2) | Hardness (HV) | |
| 1 | 1 | 1 | 1 | 16.393 | 44.167 | 8.20 | 14.72 |
| 2 | 1 | 1 | 2 | 23.793 | 61.389 | 16.82 | 21.54 |
| 3 | 1 | 2 | 1 | 17.200 | 46.111 | 8.80 | 15.63 |
| 4 | 1 | 2 | 2 | 24.367 | 68.056 | 17.43 | 21.89 |
| 5 | 1 | 3 | 1 | 14.220 | 41.389 | 7.20 | 13.02 |
| 6 | 1 | 3 | 2 | 23.767 | 67.500 | 16.70 | 21.23 |
| 7 | 2 | 1 | 1 | 14.453 | 42.222 | 6.20 | 13.45 |
| 8 | 2 | 1 | 2 | 21.247 | 63.056 | 13.65 | 18.56 |
| 9 | 2 | 2 | 1 | 14.433 | 40.833 | 6.17 | 13.41 |
| 10 | 2 | 2 | 2 | 21.693 | 72.222 | 14.36 | 20.78 |
| 11 | 2 | 3 | 1 | 14.320 | 36.944 | 6.30 | 13.23 |
| 12 | 2 | 3 | 2 | 21.167 | 70.556 | 13.30 | 18.12 |
| 13 | 3 | 1 | 1 | 12.420 | 35.278 | 5.50 | 11.88 |
| 14 | 3 | 1 | 2 | 16.767 | 51.944 | 10.59 | 15.16 |
| 15 | 3 | 2 | 1 | 13.073 | 28.056 | 5.87 | 12.98 |
| 16 | 3 | 2 | 2 | 18.460 | 63.611 | 11.45 | 16.65 |
| 17 | 3 | 3 | 1 | 11.220 | 29.167 | 4.80 | 11.05 |
| 18 | 3 | 3 | 2 | 22.067 | 66.389 | 13.55 | 19.45 |
| Tensile Result | ||
|---|---|---|
| Source | F-Value | p-Value |
| Regression | 60.71 | 0.000 |
| Wood percentage | 34.14 | 0.012 |
| Weight percent ratio of epoxy and hardener | 0.15 | 0.708 |
| Wood waste type | 147.86 | 0.001 |
| Flexural Result | ||
| Source | F-Value | p-Value |
| Regression | 45.66 | 0.024 |
| Wood percentage | 9.64 | 0.008 |
| Weight percent ratio of epoxy and hardener | 0.63 | 0.439 |
| Wood waste type | 126.70 | 0.003 |
| Impact Result | ||
| Source | F-Value | p-Value |
| Regression | 109.07 | 0.000 |
| Wood percentage | 48.32 | 0.03 |
| Weight percent ratio of epoxy and hardener | 0.07 | 0.795 |
| Wood waste type | 278.81 | 0.043 |
| Hardness Result | ||
| Source | F-Value | p-Value |
| Regression | 41.75 | 0.000 |
| Wood percentage | 22.90 | 0.034 |
| Weight percent ratio of epoxy and hardener | 0.03 | 0.859 |
| Wood waste type | 102.32 | 0.009 |
| Experiment No. | Tensile Strength | Flexural Strength | Impact Strength | Hardness |
|---|---|---|---|---|
| 1 | 0.394 | 0.365 | 0.393 | 0.340 |
| 2 | 0.956 | 0.755 | 0.956 | 1.000 |
| 3 | 0.455 | 0.409 | 0.454 | 0.424 |
| 4 | 1.000 | 0.906 | 1.000 | 0.974 |
| 5 | 0.228 | 0.302 | 0.228 | 0.182 |
| 6 | 0.954 | 0.893 | 0.954 | 0.943 |
| 7 | 0.246 | 0.321 | 0.245 | 0.222 |
| 8 | 0.763 | 0.792 | 0.762 | 0.696 |
| 9 | 0.244 | 0.289 | 0.244 | 0.218 |
| 10 | 0.797 | 1.000 | 0.796 | 0.901 |
| 11 | 0.236 | 0.201 | 0.235 | 0.202 |
| 12 | 0.757 | 0.962 | 0.756 | 0.655 |
| 13 | 0.091 | 0.164 | 0.091 | 0.076 |
| 14 | 0.422 | 0.541 | 0.421 | 0.380 |
| 15 | 0.141 | 0.000 | 0.140 | 0.178 |
| 16 | 0.551 | 0.805 | 0.550 | 0.518 |
| 17 | 0.000 | 0.025 | 0.000 | 0.000 |
| 18 | 0.825 | 0.868 | 0.825 | 0.778 |
| Experiment No. | Tensile Strength | Flexural Strength | Impact Strength | Hardness |
|---|---|---|---|---|
| 1 | 0.606 | 0.635 | 0.394 | 0.660 |
| 2 | 0.044 | 0.245 | 0.956 | 0.000 |
| 3 | 0.545 | 0.591 | 0.455 | 0.576 |
| 4 | 0.000 | 0.094 | 1.000 | 0.026 |
| 5 | 0.772 | 0.698 | 0.228 | 0.817 |
| 6 | 0.046 | 0.107 | 0.954 | 0.057 |
| 7 | 0.754 | 0.679 | 0.246 | 0.778 |
| 8 | 0.237 | 0.208 | 0.763 | 0.304 |
| 9 | 0.756 | 0.711 | 0.244 | 0.781 |
| 10 | 0.203 | 0.000 | 0.797 | 0.098 |
| 11 | 0.764 | 0.799 | 0.236 | 0.798 |
| 12 | 0.243 | 0.038 | 0.757 | 0.345 |
| 13 | 0.909 | 0.836 | 0.091 | 0.923 |
| 14 | 0.578 | 0.459 | 0.422 | 0.619 |
| 15 | 0.859 | 1.000 | 0.141 | 0.821 |
| 16 | 0.449 | 0.195 | 0.551 | 0.481 |
| 17 | 1.000 | 0.975 | 0.000 | 1.000 |
| 18 | 0.175 | 0.132 | 0.825 | 0.222 |
| Experiment No. | Tensile Strength | Flexural Strength | Impact Strength | Hardness |
|---|---|---|---|---|
| 1 | 0.452 | 0.440 | 0.560 | 0.431 |
| 2 | 0.920 | 0.671 | 0.343 | 1.000 |
| 3 | 0.478 | 0.458 | 0.524 | 0.465 |
| 4 | 1.000 | 0.841 | 0.333 | 0.951 |
| 5 | 0.393 | 0.417 | 0.687 | 0.380 |
| 6 | 0.916 | 0.824 | 0.344 | 0.898 |
| 7 | 0.399 | 0.424 | 0.670 | 0.391 |
| 8 | 0.678 | 0.707 | 0.396 | 0.622 |
| 9 | 0.398 | 0.413 | 0.672 | 0.390 |
| 10 | 0.711 | 1.000 | 0.386 | 0.836 |
| 11 | 0.396 | 0.385 | 0.680 | 0.385 |
| 12 | 0.673 | 0.930 | 0.398 | 0.592 |
| 13 | 0.355 | 0.374 | 0.846 | 0.351 |
| 14 | 0.464 | 0.521 | 0.542 | 0.447 |
| 15 | 0.368 | 0.333 | 0.780 | 0.378 |
| 16 | 0.527 | 0.719 | 0.476 | 0.510 |
| 17 | 0.333 | 0.339 | 1.000 | 0.333 |
| 18 | 0.741 | 0.791 | 0.377 | 0.693 |
| Experiment No. | Grey Relational Grade GRG | Ranks |
|---|---|---|
| 1 | 0.471 | 14 |
| 2 | 0.733 | 3 |
| 3 | 0.481 | 12 |
| 4 | 0.781 | 1 |
| 5 | 0.469 | 15 |
| 6 | 0.746 | 2 |
| 7 | 0.471 | 13 |
| 8 | 0.601 | 7 |
| 9 | 0.468 | 16 |
| 10 | 0.733 | 4 |
| 11 | 0.461 | 18 |
| 12 | 0.648 | 6 |
| 13 | 0.482 | 11 |
| 14 | 0.494 | 10 |
| 15 | 0.465 | 17 |
| 16 | 0.558 | 8 |
| 17 | 0.501 | 9 |
| 18 | 0.651 | 5 |
| Sample | 5% Weight Loss, °C | 10% Weight Loss, °C | 50% Weight Loss, °C | Derivative of Weight Loss (DTG), °C | Residual Sample Weight 700 °C |
|---|---|---|---|---|---|
| A 10% | 227.6 °C | 313.2 °C | 379.9 °C | 377 °C | 4.50% |
| A 20% | 175.9 °C | 271.3 °C | 376.1 °C | 376 °C | 9.07% |
| A 30% | 209.5 °C | 315.24 °C | 383.5 °C | 374 °C | 6.77% |
| C 10% | 175.2 °C | 278.5 °C | 381.2 °C | 381 °C | 7.63% |
| C 20% | 173.1 °C | 263.9 °C | 377.8 °C | 380 °C | 9.54% |
| C 30% | 228.6 °C | 329.7 °C | 382.8 °C | 378 °C | 7.88% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.U.; Abas, M.; Noor, S.; Salah, B.; Saleem, W.; Khan, R. Experimental and Statistical Analysis of Saw Mill Wood Waste Composite Properties for Practical Applications. Polymers 2021, 13, 4038. https://doi.org/10.3390/polym13224038
Khan MU, Abas M, Noor S, Salah B, Saleem W, Khan R. Experimental and Statistical Analysis of Saw Mill Wood Waste Composite Properties for Practical Applications. Polymers. 2021; 13(22):4038. https://doi.org/10.3390/polym13224038
Chicago/Turabian StyleKhan, Muhammad Usman, Muhammad Abas, Sahar Noor, Bashir Salah, Waqas Saleem, and Razaullah Khan. 2021. "Experimental and Statistical Analysis of Saw Mill Wood Waste Composite Properties for Practical Applications" Polymers 13, no. 22: 4038. https://doi.org/10.3390/polym13224038
APA StyleKhan, M. U., Abas, M., Noor, S., Salah, B., Saleem, W., & Khan, R. (2021). Experimental and Statistical Analysis of Saw Mill Wood Waste Composite Properties for Practical Applications. Polymers, 13(22), 4038. https://doi.org/10.3390/polym13224038