
Effect of Eco-Friendly Peanut Shell Powder on the Chemical Resistance, Physical, Thermal, and Thermomechanical Properties of Unsaturated Polyester Resin Composites




Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Preparation of Peanut Shell Powder Composites
2.3. Specimen Preparation
2.4. Research Methods
2.4.1. Elemental Analysis of Peanut Shells
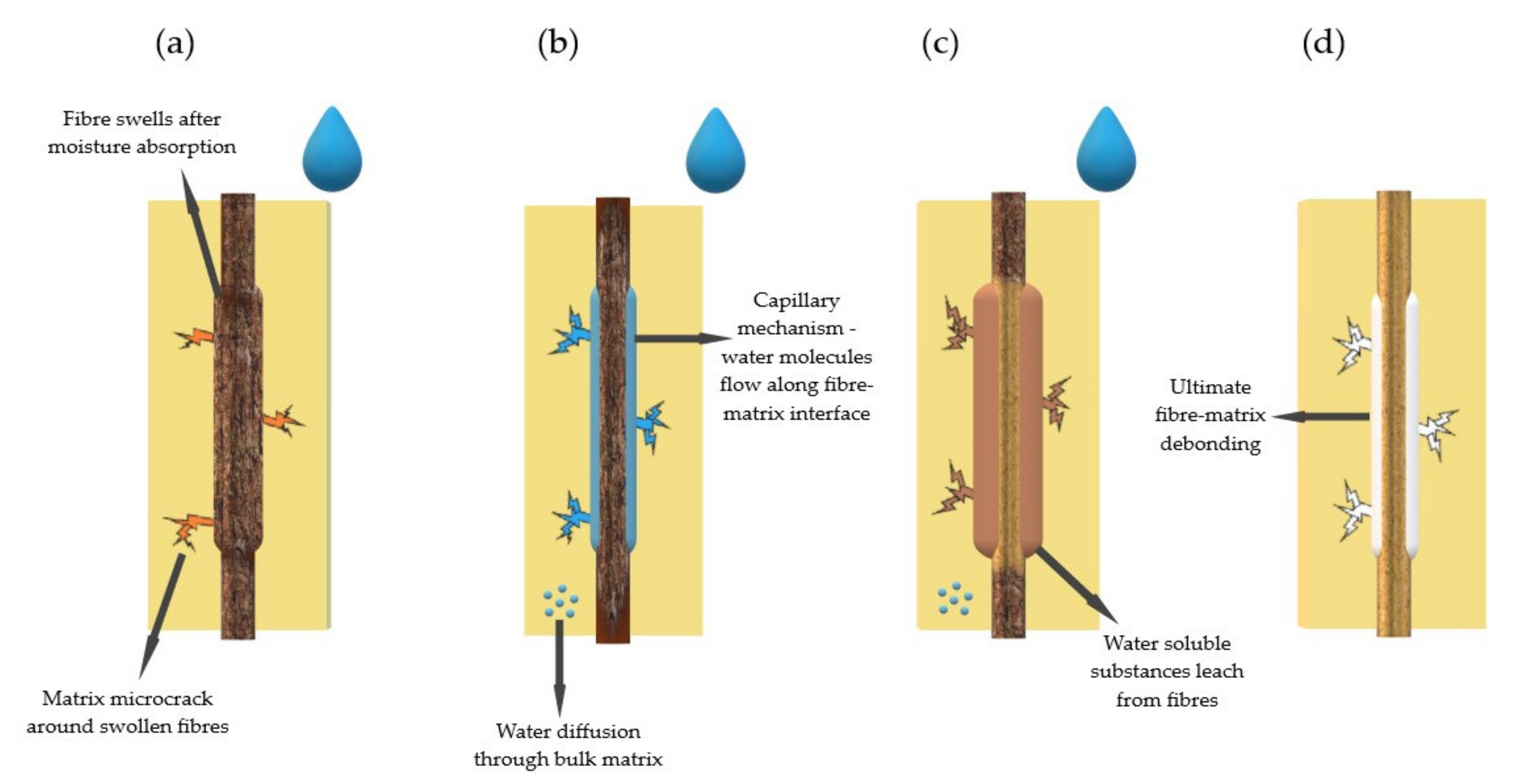
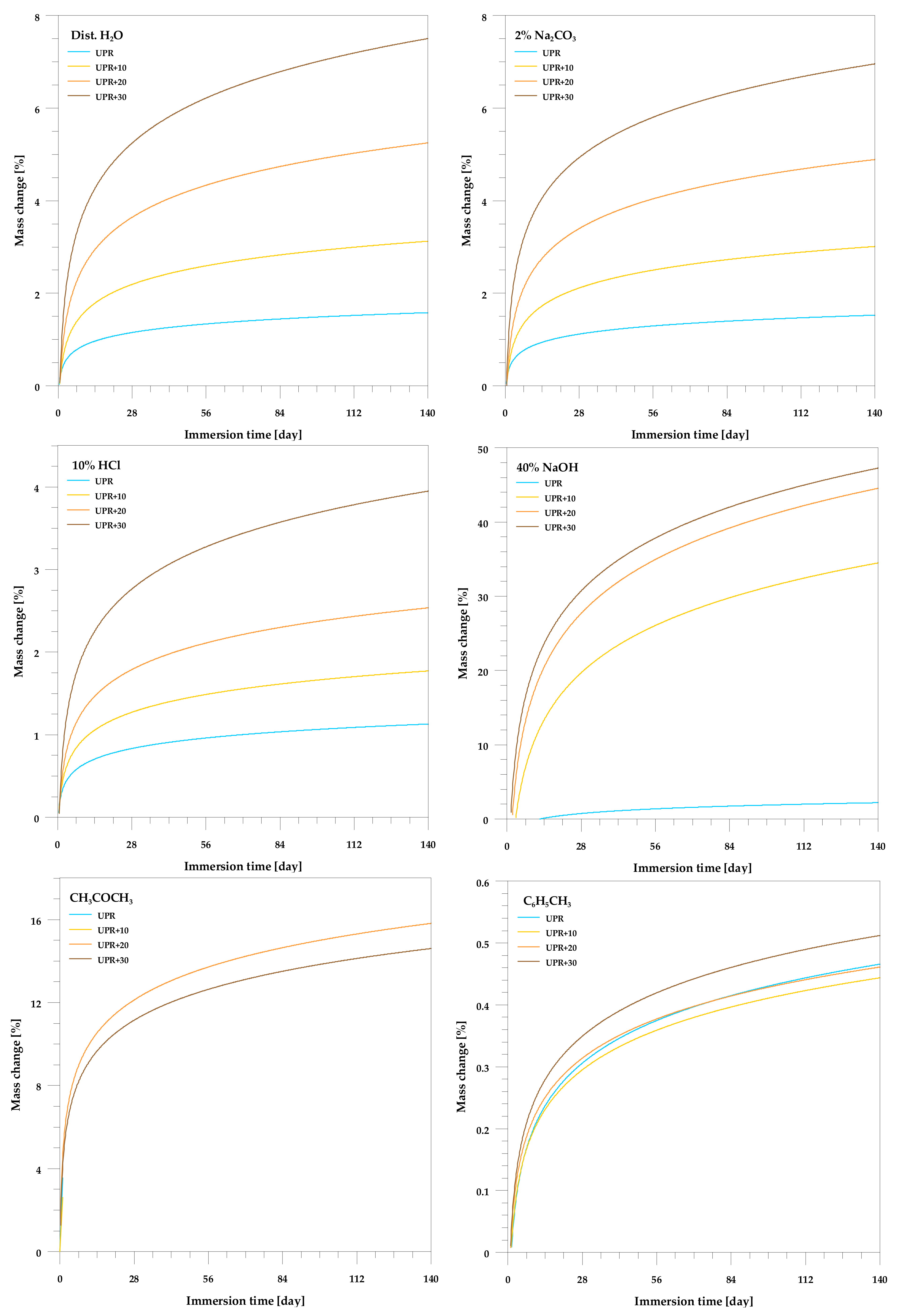
2.4.2. Chemical Resistance/Immersion Test
- m0 is the initial mass of the specimen.
- mi is the mass of the specimen after immersion.
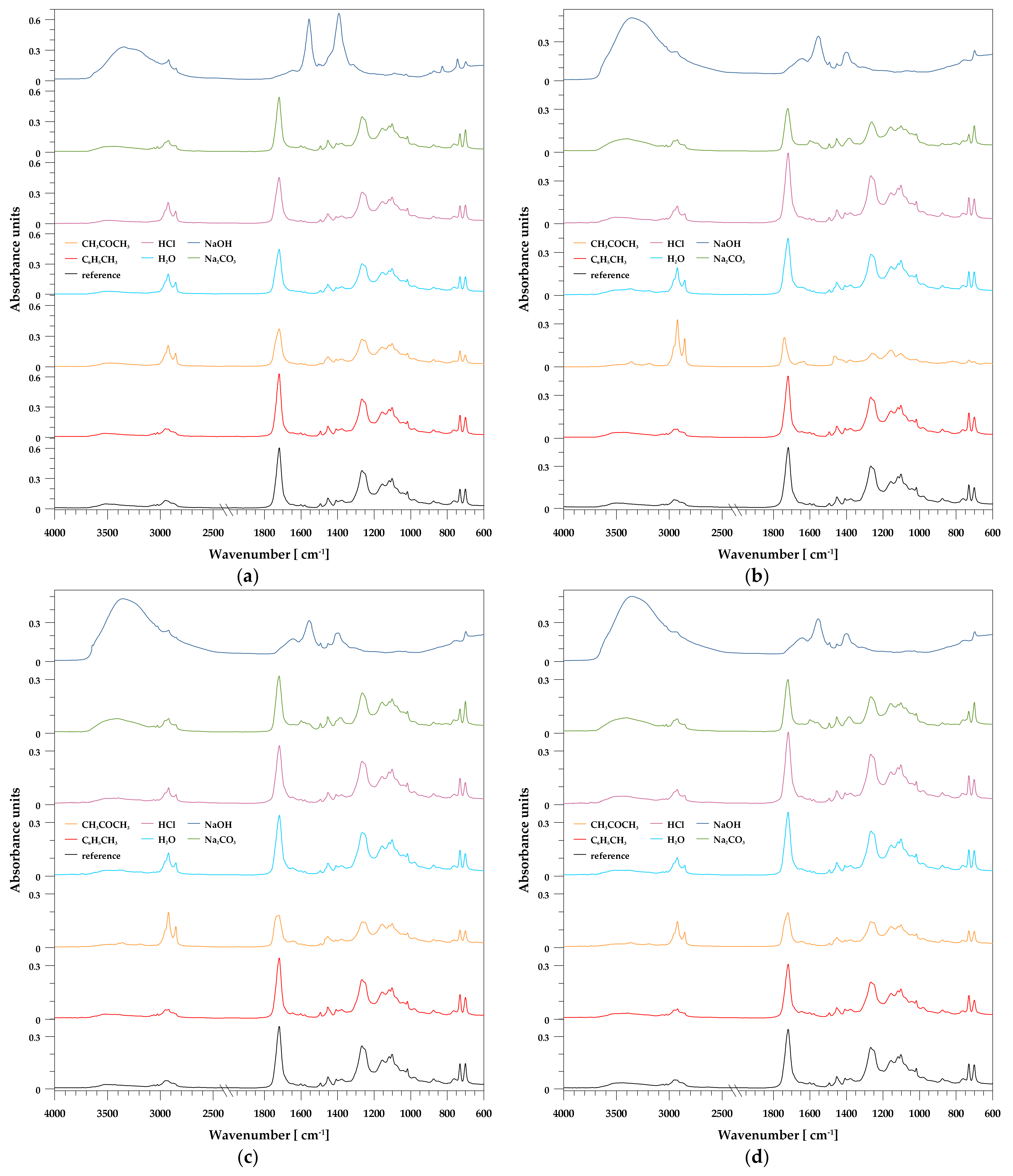
2.4.3. FT-IR Spectroscopy Analysis
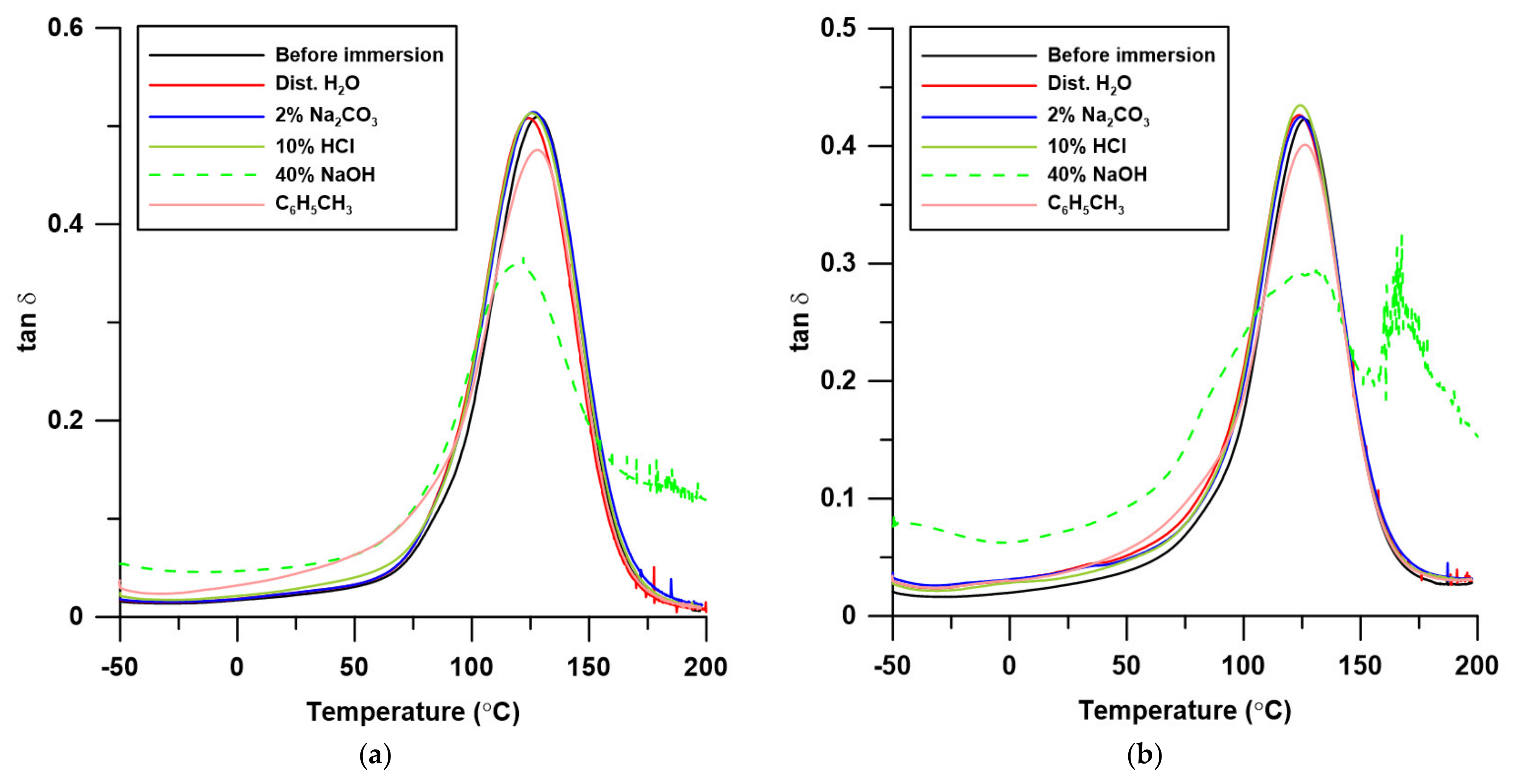
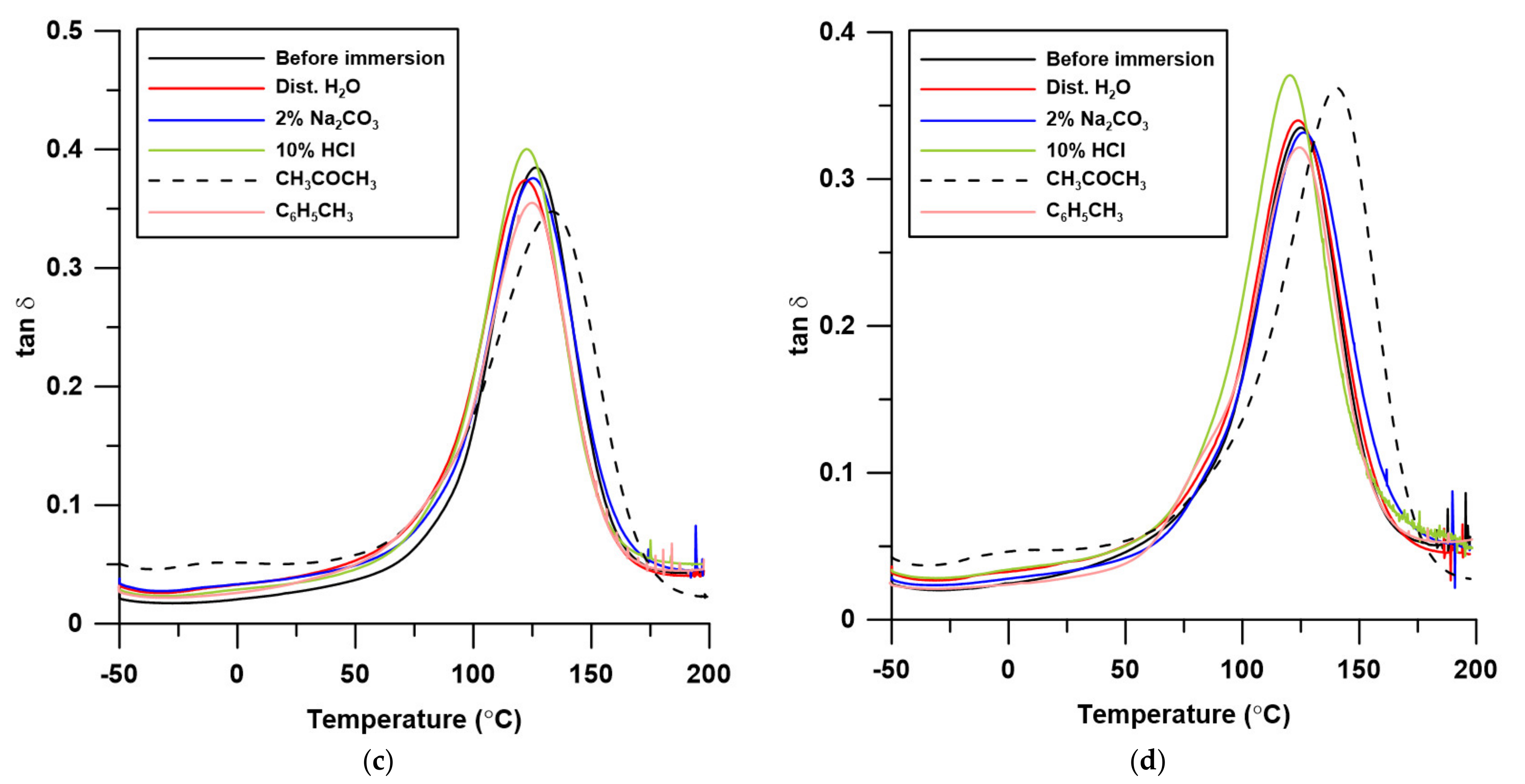
2.4.4. Thermal and Thermomechanical Properties
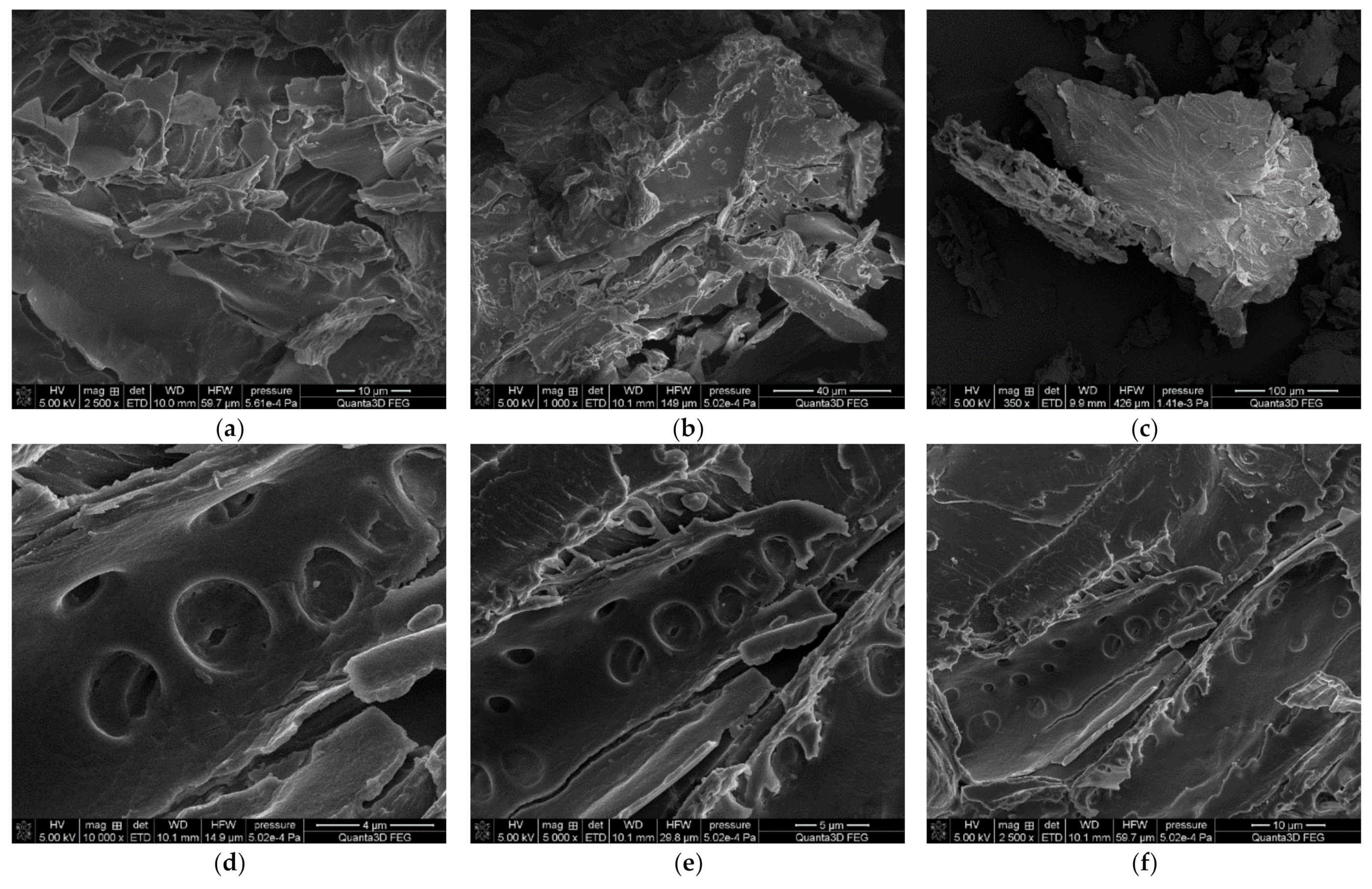
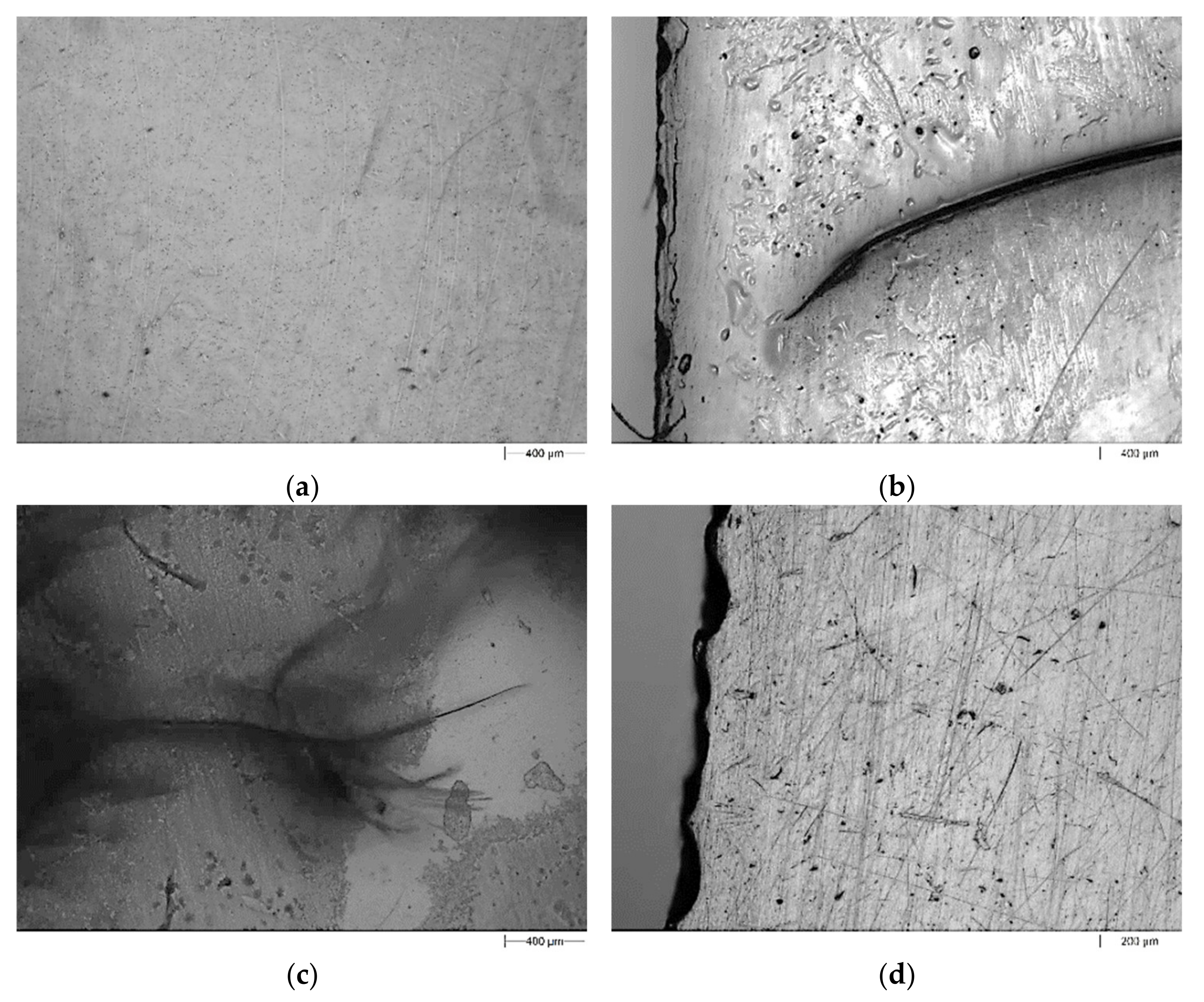
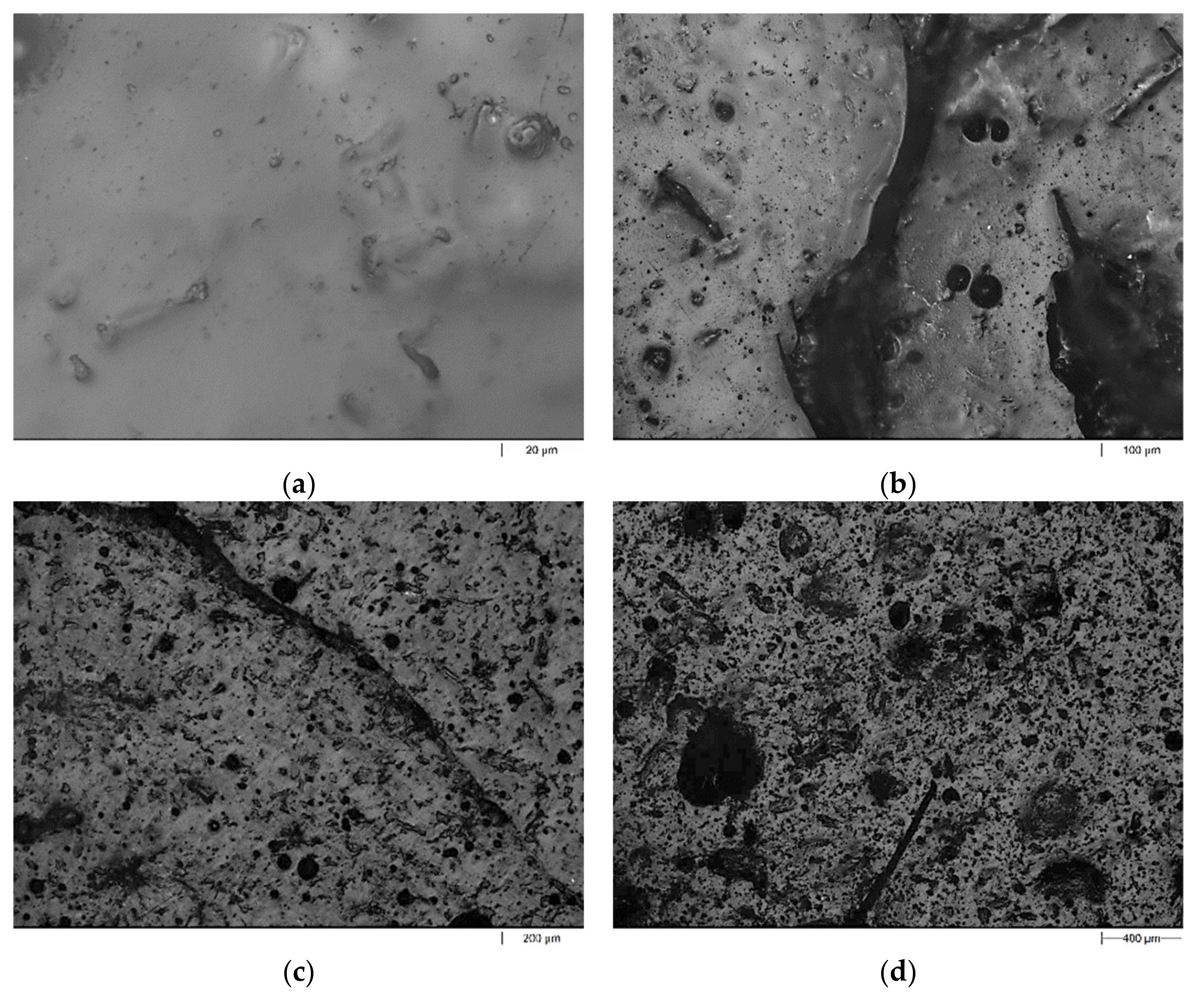
2.4.5. Surface Analysis and Morphology Studies
2.4.6. Statistical Data Evaluation
3. Results and Discussion
3.1. Peanut Shell Powder Analysis
3.2. UPR/PSP Composites Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, D.; Chen, Z.; Hwang, J.-Y. Studies on Glass Fiber-Reinforced Poly (Ethylene-Grafted-Styrene)-Based Cation Exchange Membrane Composite. Materials 2020, 13, 5597. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; He, B.; Wang, Z.; Qi, S.; Zhang, D.; Tian, G.; Wu, D. Enhanced Impact Properties of Hybrid Composites Reinforced by Carbon Fiber and Polyimide Fiber. Polymers 2021, 13, 2599. [Google Scholar] [CrossRef] [PubMed]
- Mendoza, J.C.M.; Cardenas, E.E.V.; Lewis, R.; Mai, W.; Davila, E.O.A.; Pérez, A.I.M.; Ledesma, S.L.; Rios, M.M. Water Jet Erosion Performance of Carbon Fiber and Glass Fiber Reinforced Polymers. Polymers 2021, 13, 2933. [Google Scholar] [CrossRef] [PubMed]
- Monti, M.; Natali, M.; Petrucci, R.; Kenny, J.M.; Torre, L. Carbon nanofibers for strain and impact damage sensing in glass fiber reinforced composites based on an unsaturated polyester resin. Polym. Compos. 2011, 32, 766–775. [Google Scholar] [CrossRef]
- Khan, M.A.; Kumar, A.S. Machinability of glass fibre reinforced plastic (GFRP) composite using alumina-based ceramic cutting tools. J. Manuf. Process. 2011, 13, 67–73. [Google Scholar] [CrossRef]
- EL-Wazery, M.S.; EL-Elamy, M.I.; Zoalfakar, S.H. Mechanical properties of glass fiber reinforced polyester composites. Int. J. Appl. Sci. Eng. 2017, 14, 121–131. [Google Scholar] [CrossRef]
- Gamstedt, E.K.; Skrifvars, M.; Jacobsen, T.K.; Pyrz, R. Synthesis of unsaturated polyesters for improved interfacial strength in carbon fibre composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1239–1252. [Google Scholar] [CrossRef]
- Johari, A.N.; Ishak, M.R.; Leman, Z.; Yusoff, M.Z.M.; Asyraf, M.R.M. Creep behaviour monitoring of short-term duration for fiber-glass reinforced composite cross-arms with unsaturated polyester resin samples using conventional analysis. J. Mech. Eng. Sci. 2020, 14, 7361–7368. [Google Scholar] [CrossRef]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.A.M.; Abu Bakar, A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Navaneethakrishnan, P.; Shankar, S.; Rajasekar, R.; Rajini, N. Characterization of natural fiber and com-posites—A review. J. Reinf. Plast. Compos. 2013, 32, 1457–1476. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K.; Gupta, R.K. Review: Raw Natural Fiber–Based Polymer Composites. Int. J. Polym. Anal. Charact. 2014, 19, 256–271. [Google Scholar] [CrossRef]
- Ramamoorthy, S.K.; Skrifvars, M.; Persson, A. A Review of Natural Fibers Used in Biocomposites: Plant, Animal and Regenerated Cellulose Fibers. Polym. Rev. 2015, 55, 107–162. [Google Scholar] [CrossRef]
- Dobrzyńska-Mizera, M.; Knitter, M.; Woźniak-Braszak, A.; Baranowski, M.; Sterzyński, T.; Di Lorenzo, M.L. Poly (l-Lactic Acid)/Pine Wood Bio-Based Composites. Materials 2020, 13, 3776. [Google Scholar] [CrossRef] [PubMed]
- Oliaei, E.; Lindström, T.; Berglund, L.A. Sustainable Development of Hot-Pressed All-Lignocellulose Compo-sites—Comparing Wood Fibers and Nanofibers. Polymers 2021, 13, 2747. [Google Scholar] [CrossRef]
- Pokhrel, G.; Gardner, D.J.; Han, Y. Properties of Wood–Plastic Composites Manufactured from Two Different Wood Feed-stocks: Wood Flour and Wood Pellets. Polymers 2021, 13, 2769. [Google Scholar] [CrossRef]
- Morales, M.A.; Atencio Martinez, C.L.; Maranon, A.; Hernandez, C.; Michaud, V.; Porras, A. Development and Characterization of Rice Husk and Recycled Polypropylene Composite Filaments for 3D Printing. Polymers 2021, 13, 1067. [Google Scholar] [CrossRef]
- Kandola, B.K.; Mistik, S.I.; Pornwannachai, W.; Horrocks, A.R. Effects of Water and Chemical Solutions Ageing on the Physical, Mechanical, Thermal and Flammability Properties of Natural Fibre-Reinforced Thermoplastic Composites. Molecules 2021, 26, 4581. [Google Scholar] [CrossRef] [PubMed]
- Alao, P.F.; Marrot, L.; Kallakas, H.; Just, A.; Poltimäe, T.; Kers, J. Effect of Hemp Fiber Surface Treatment on the Moisture/Water Resistance and Reaction to Fire of Reinforced PLA Composites. Materials 2021, 14, 4332. [Google Scholar] [CrossRef] [PubMed]
- Pączkowski, P.; Puszka, A.; Gawdzik, B. Green Composites Based on Unsaturated Polyester Resin from Recycled Poly (Ethylene Terephthalate) with Wood Flour as Filler—Synthesis, Characterization and Aging Effect. Polymers 2020, 12, 2966. [Google Scholar] [CrossRef] [PubMed]
- Pączkowski, P.; Puszka, A.; Miazga-Karska, M.; Ginalska, G.; Gawdzik, B. Synthesis, Characterization and Testing of Anti-microbial Activity of Composites of Unsaturated Polyester Resins with Wood Flour and Silver Nanoparticles. Materials 2021, 14, 1122. [Google Scholar] [CrossRef]
- Rubin, E.M. Genomics of cellulosic biofuels. Nature 2008, 454, 841–845. [Google Scholar] [CrossRef]
- Bobet, O.; Nassio, S.; Seynou, M.; Remy, B.; Zerbo, L.; Sanou, I.; Sawadogo, M.; Millogo, Y.; Gilles, E. Characterization of Peanut Shells for Their Valorization in Earth Brick. J. Miner. Mater. Charact. Eng. 2020, 8, 301–315. [Google Scholar] [CrossRef]
- Obasi, H.C. Peanut Husk Filled Polyethylene Composites: Effects of Filler Content and Compatibilizer on Properties. J. Polym. 2015, 2015, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Zaaba, N.F.; Ismail, H.; Jaafar, M. Effect of Peanut Shell Powder Content on the Properties of Recycled Polypropylene (RPP)/Peanut Shell Powder (PSP) Composites. BioResources 2013, 8, 5826–5841. [Google Scholar] [CrossRef] [Green Version]
- Yamoum, C.; Magaraphan, R. Effect of peanut shell content on mechanical, thermal, and biodegradable properties of peanut shell/polylactic acid biocomposites. Polym. Compos. 2017, 38, 682–690. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; Shah, A.U.R.; Rao, K.C.; Song, J.-I. Mechanical and thermal properties of epoxy composites reinforced with waste peanut shell powder as a bio-filler. Fibers Polym. 2015, 16, 1119–1124. [Google Scholar] [CrossRef]
- Ikladious, N.E.; Shukry, N.; El-Kalyoubi, S.F.; Asaad, J.N.; Mansour, S.H.; Tawfik, S.Y.; Abou-Zeid, R.E. Eco-friendly composites based on peanut shell powder/unsaturated polyester resin. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2017, 233, 955–964. [Google Scholar] [CrossRef]
- Reza, M.T.; Mumme, J.; Ebert, A. Characterization of hydrochar obtained from hydrothermal carbonization of wheat straw digestate. Biomass Convers. Biorefinery 2015, 5, 425–435. [Google Scholar] [CrossRef]
- EN ISO. 175:2010 Plastics—Methods of Test for the Determination of the Effects of Immersion in Liquid Chemicals; International Organization of Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- EN ISO. 6721-1:2019 Plastics—Determination of Dynamic Mechanical Properties—Part 1: General Principles; International Organization of Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- ASTM. D2457, Standard Test Method for Specular Gloss of Plastic Films and Solid Plastics; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Adapa, P.; Karunakaran, C.; Tabil, L.; Schoenau, G. Potential Applications of Infrared and Raman Spectromicroscopy for Agricultural Biomass. Agric. Eng. Int. CIGR J. 2009, XI, 1081. [Google Scholar]
- Bélan, F.; Bellenger, V.; Mortaigne, B. Hydrolytic stability of unsaturated polyester networks with controlled chain ends. Polym. Degrad. Stab. 1997, 56, 93–102. [Google Scholar] [CrossRef]
- Abellache, D.; Lounis, A.; Taïbi, K. Contribution to Degradation Study, Behavior of Unsaturated Polyester Resin Under Neutron Irradiation. Asian J. Chem. 2009, 21, 2037–2046. [Google Scholar] [CrossRef]
- Visco, A.M.; Brancato, V.; Campo, N. Degradation effects in polyester and vinyl ester resins induced by accelerated aging in seawater. J. Compos. Mater. 2011, 46, 2025–2040. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- Chabros, A.; Gawdzik, B.; Podkościelna, B.; Goliszek, M.; Pączkowski, P. Composites of Unsaturated Polyester Resins with Microcrystalline Cellulose and Its Derivatives. Materials 2020, 13, 62. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abeysinghe, H.P.; Edwards, W.; Pritchard, G.; Swampillai, G.J. Degradation of crosslinked resins in water and electrolyte solutions. Polymer 1982, 23, 1785–1790. [Google Scholar] [CrossRef]
- Guhanathan, S.; Devi, M.S. Effect of environmental stress on the mechanical properties of surface treated fly-ash/polyester particulate composite. Polym. Int. 2002, 51, 289–296. [Google Scholar] [CrossRef]
- Zaaba, N.F.; Ismail, H. A Review on Peanut Shell Powder Reinforced Polymer Composites. Polym. Plast. Technol. Mater. 2019, 58, 349–365. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Composition (Weight Proportion) | |
|---|---|---|
| UPR 1 [wt. %] | PSP 2 [wt. %] | |
| pure UPR | 100 | 0 |
| UPR + 10 | 90 | 10 |
| UPR + 20 | 80 | 20 |
| UPR + 30 | 70 | 30 |
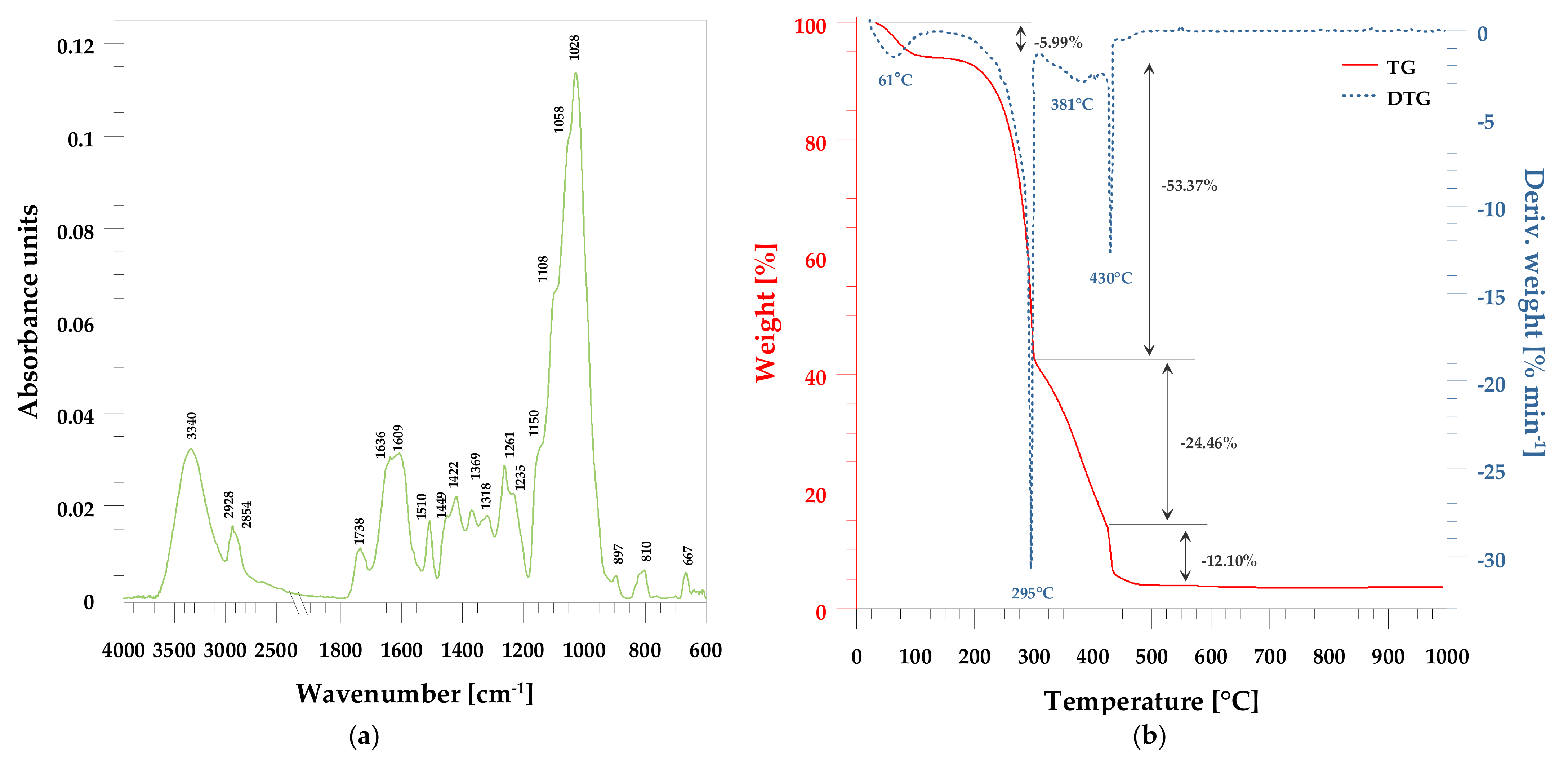
| Wavenumber [cm−1] | Band Assignment | Possible Compound |
|---|---|---|
| 3340 | OH stretching; alcohols, phenols, acids | cellulose, hemicellulose, lignin |
| 2928, 2854 | C-H stretching; methyl, methylene | cellulose, hemicellulose, lignin |
| 1738 | C=O stretching; | hemicellulose, lignin |
| 1636 | C=O stretching; | lignin |
| 1609 | aromatic skeletal, C=O stretching, absorbed OH | hemicellulose, lignin |
| 1510 | C=C-C aromatic ring stretching | lignin |
| 1449 | C-H deformation; methyl, methylene | lignin |
| 1422 | CH2 bending, C=O stretching, CH deformation | cellulose, hemicellulose, lignin |
| 1369 | CH bending, CH stretching in CH3 | cellulose, hemicellulose, lignin |
| 1318 | CH2 wagging, C-O stretching of substituted aromatic units | cellulose, hemicellulose, lignin |
| 1261 | syringal ring breathing, C-O stretching | lignin, xylan |
| 1235 | C-O stretching of guaiacyl unit | lignin |
| 1150 | C-O-C stretching | cellulose, hemicellulose |
| 1100 | aromatic C-H in plane deformation | lignin |
| 1058 | C-OH stretching, C-O deformation | cellulose, hemicellulose, lignin |
| 1028 | C-O stretching, aromatic C-H in plane deformation | cellulose, lignin |
| 897 | CH deformation of glucose ring | cellulose, hemicellulose |
| 667 | β-glycosidic ether ethyl linkage | cellulose, hemicellulose |
| Sample | 1 [°C] | ||||||
|---|---|---|---|---|---|---|---|
| PSP | 48 | 89 | 225 | 296 | 61; 295; 381; 430 | −5.99; −53.37; −24.46; −12.10 | 3.72 |
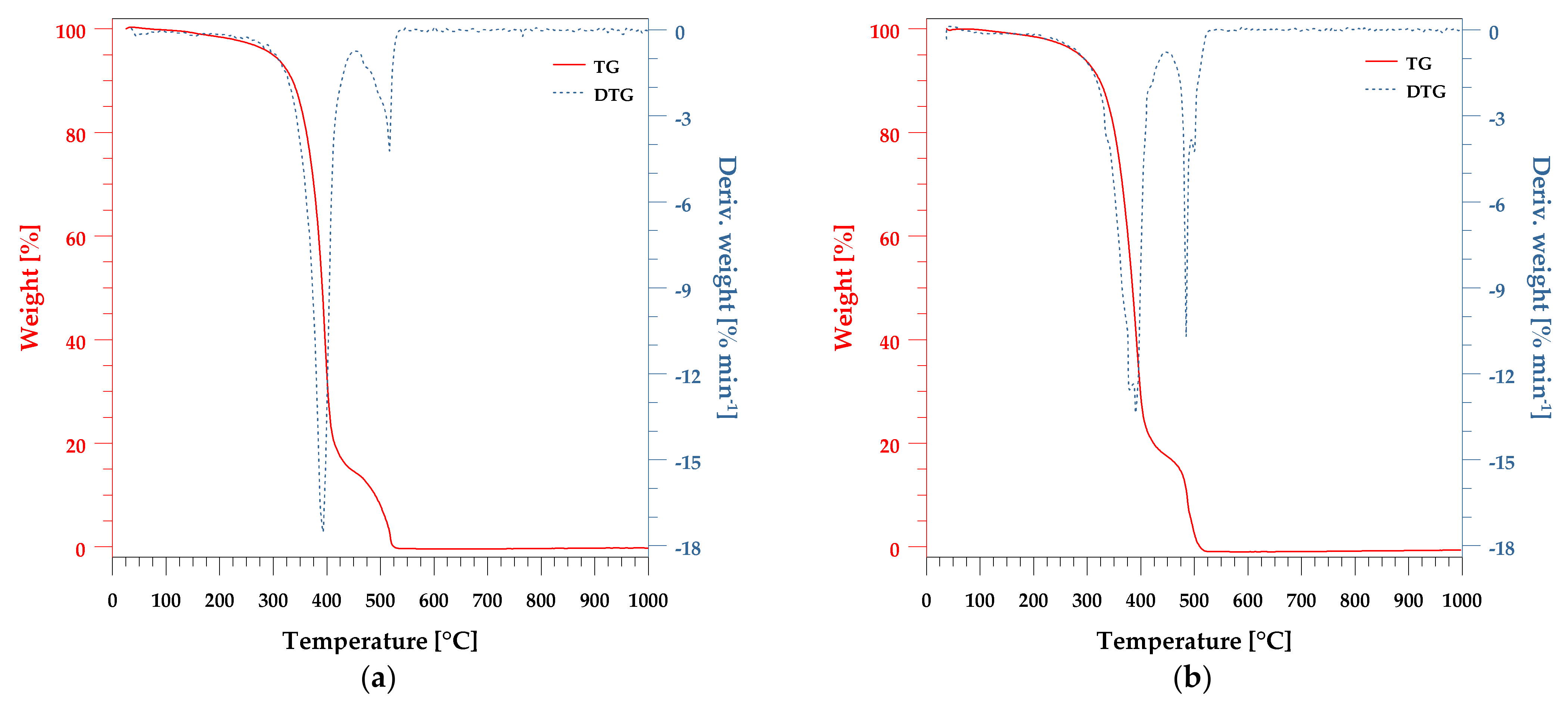
| pure UPR | 167 | 299 | 336 | 392 | 394; 519 | −85.71; −14.19 | --- |
| UPR + 10 | 163 | 286 | 324 | 385 | 391; 485 | −82.17; −18.56 | 0.65 |
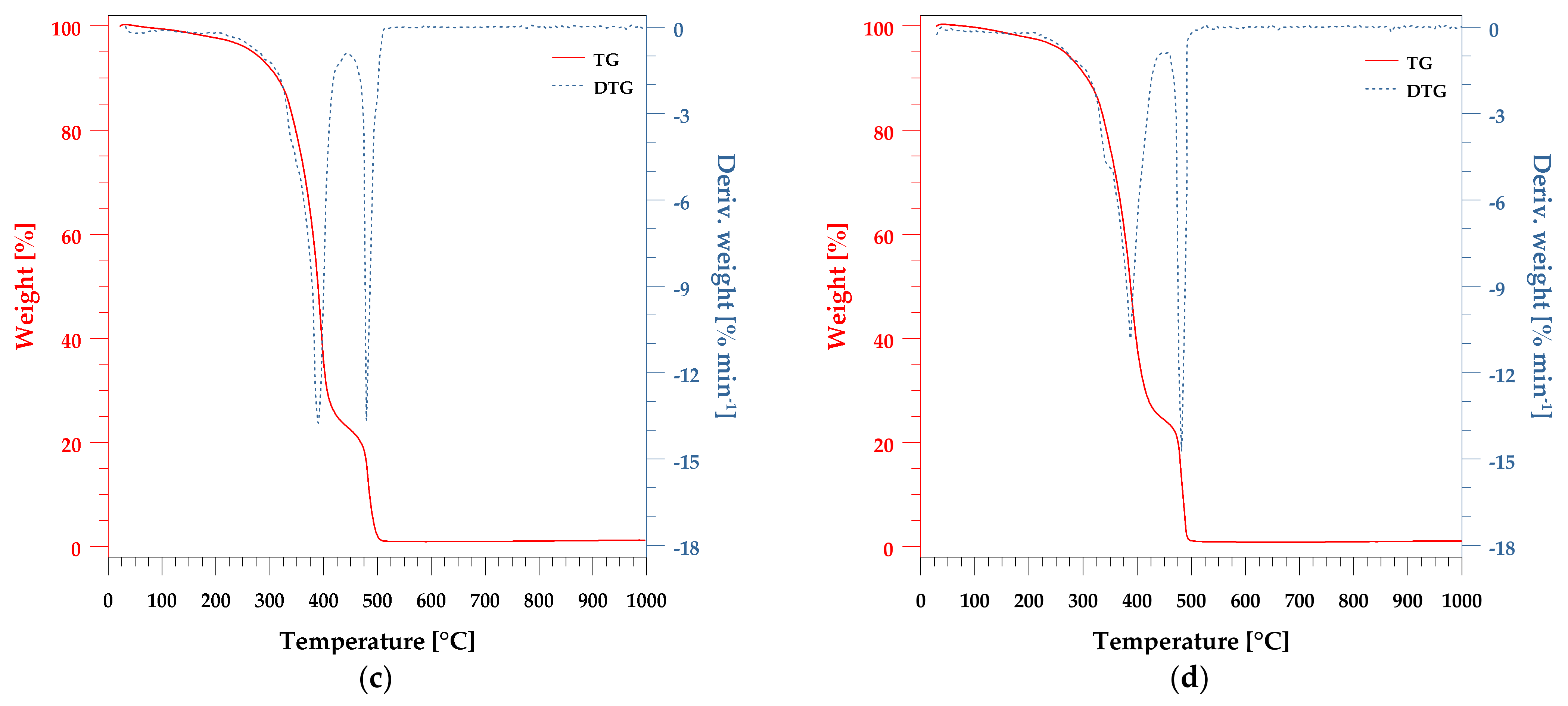
| UPR + 20 | 131 | 269 | 315 | 390 | 390; 480 | −77.12; −21.89 | 0.97 |
| UPR + 30 | 142 | 266 | 307 | 388 | 386; 478 | −75.42; −23.52 | 1.22 |
| Sample | Liquid Test Standard | Gloss [GU] | |||||
|---|---|---|---|---|---|---|---|
| 20° | 60° | 85° | |||||
| Before | After | Before | After | Before | After | ||
| pure UPR | Dist. H2O | 111.9 ± 0.2 a | 103.4 ± 0.3 a | 121.3 ± 0.3 b | 114.8 ± 0.2 b | 100.3 ± 0.2 b | 101.3 ± 0.2 b |
| 2% Na2CO3 | 53.1 ± 0.2 a | 88.5 ± 01 b | 100.2 ± 0.2 b | ||||
| 10% HCl | 106.5 ± 0.1 a | 115.3 ± 0.2 b | 99.0 ± 0.1 b | ||||
| 40% NaOH | 9.3 ± 0.1 a | 41.1 ± 1.3 a | 61.5 ± 0.1 a | ||||
| CH3COCH3 | - * | - * | - * | ||||
| C6H5CH3 | 107.9 ± 0.2 a | 118.3 ± 1.3 b | 99.5 ± 0.2 b | ||||
| UPR + 10 | Dist. H2O | 53.6 ± 0.1 a | 37.9 ± 0.2 a | 81.4 ± 0.1 b | 71.0 ± 0.2 b | 90.1 ± 0.1 b | 84.7 ± 0.2 b |
| 2% Na2CO3 | 27.9 ± 0.3 a | 61.2 ± 0.4 b | 86.0 ± 0.1 b | ||||
| 10% HCl | 36.4 ± 1.2 a | 72.5 ± 0.2 b | 84.2 ± 0.1 b | ||||
| 40% NaOH | 0.4 ± 0.2 a | 8.7 ± 1.2 a | 13.9 ± 1.6 a | ||||
| CH3COCH3 | - * | - * | - * | ||||
| C6H5CH3 | 45.1 ± 1.1 a | 78.4 ± 0.7 b | 89.6 ± 0.4 b | ||||
| UPR + 20 | Dist. H2O | 37.6 ± 1.6 a | 18.1 ± 1.2 a | 72.3 ± 0.2 b | 52.7 ± 0.1 b | 85.9 ± 0.2 | 66.9 ± 1.2 b |
| 2% Na2CO3 | 10.6 ± 0.8 a | 39.4 ± 1.3 b | 59.9 ± 0.6 b | ||||
| 10% HCl | 16.5 ± 1.2 a | 53.9 ± 0.8 b | 69.6 ± 0.5 b | ||||
| 40% NaOH | 0.3 ± 0.1 a | 5.1 ± 1.2 a | 8.5 ± 1.7 a | ||||
| CH3COCH3 | 8.6 ± 0.4 a | 46.0 ± 1.6 a | 57.7 ± 1.1 a | ||||
| C6H5CH3 | 29.9 ± 1.7 a | 67.3 ± 0.8 b | 82.4 ± 1.7 b | ||||
| UPR + 30 | Dist. H2O | 24.5 ± 1.2 a | 12.9 ± 0.2 a | 62.1 ± 1.7 b | 47.3 ± 0.2 b | 78.3 ± 0.3 | 61.5 ± 1.5 b |
| 2% Na2CO3 | 7.0 ± 1.2 a | 31.4 ± 1.6 b | 50.3 ± 0.7 b | ||||
| 10% HCl | 11.5 ± 0.8 a | 48.2 ± 0.9 b | 62.7 ± 0.5 b | ||||
| 40% NaOH | 0.2 ± 0.1 a | 4.2 ± 0.5 a | 5.8 ± 1.1 a | ||||
| CH3COCH3 | 7.0 ± 0.9 a | 35.3 ± 1.3 a | 50.8 ± 0.2 a | ||||
| C6H5CH3 | 16.7 ± 1.5 a | 58.0 ± 0.7 b | 75.9 ± 1.4 b | ||||
| Sample | Liquid Test Standard | 1 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (20 °C) [GPa] | (180 °C) [MPa] | From tan δ | |||||||||
| Before | After | Before | After | Before | After | Before | After | Before | After | ||
| pure UPR | Dist. H2O | 3.052 | 2.921 | 24.37 | 19.53 | 128.33 | 124.53 | 0.497 | 0.498 | 44.29 | 45.92 |
| 2% Na2CO3 | 3.011 | 16.00 | 126.26 | 0.501 | 47.63 | ||||||
| 10% HCl | 3.135 | 17.17 | 125.50 | 0.498 | 47.18 | ||||||
| 40% NaOH | 2.055 | 51.62 | 118.28 | 0.258 | 47.99 | ||||||
| CH3COCH3 | - | - | - | - | - | ||||||
| C6H5CH3 | 2.870 | 16.76 | 128.15 | 0.461 | 46.59 | ||||||
| UPR + 10 | Dist. H2O | 3.301 | 2.961 | 47.78 | 39.13 | 126.14 | 123.73 | 0.399 | 0.398 | 40.19 | 42.95 |
| 2% Na2CO3 | 3.033 | 40.78 | 124.54 | 0.395 | 41.98 | ||||||
| 10% HCl | 3.156 | 39.39 | 124.10 | 0.407 | 41.70 | ||||||
| 40% NaOH | - | - | - | - | - | ||||||
| CH3COCH3 | - | - | - | - | - | ||||||
| C6H5CH3 | 3.103 | 38.21 | 126.23 | 0.372 | 41.93 | ||||||
| UPR + 20 | Dist. H2O | 3.345 | 2.858 | 72.69 | 62.99 | 126.42 | 122.11 | 0.349 | 0.338 | 40.74 | 42.86 |
| 2% Na2CO3 | 2.828 | 59.45 | 125.32 | 0.336 | 42.84 | ||||||
| 10% HCl | 3.064 | 52.95 | 122.41 | 0.359 | 39.41 | ||||||
| 40% NaOH | - | - | - | - | - | ||||||
| CH3COCH3 | 1.435 | 46.82 | 133.67 | 0.315 | 51.74 | ||||||
| C6H5CH3 | 3.235 | 61.41 | 124.91 | 0.317 | 41.59 | ||||||
| UPR + 30 | Dist. H2O | 3.636 | 2.836 | 107.98 | 87.34 | 125.01 | 123.82 | 0.293 | 0.300 | 40.92 | 43.41 |
| 2% Na2CO3 | 2.747 | 84.87 | 126.37 | 0.290 | 44.70 | ||||||
| 10% HCl | 2.647 | 55.22 | 120.22 | 0.329 | 39.99 | ||||||
| 40% NaOH | - | - | - | - | - | ||||||
| CH3COCH3 | 1.703 | 61.08 | 140.23 | 0.328 | 45.70 | ||||||
| C6H5CH3 | 3.164 | 89.42 | 124.31 | 0.278 | 42.31 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pączkowski, P.; Puszka, A.; Gawdzik, B. Effect of Eco-Friendly Peanut Shell Powder on the Chemical Resistance, Physical, Thermal, and Thermomechanical Properties of Unsaturated Polyester Resin Composites. Polymers 2021, 13, 3690. https://doi.org/10.3390/polym13213690
Pączkowski P, Puszka A, Gawdzik B. Effect of Eco-Friendly Peanut Shell Powder on the Chemical Resistance, Physical, Thermal, and Thermomechanical Properties of Unsaturated Polyester Resin Composites. Polymers. 2021; 13(21):3690. https://doi.org/10.3390/polym13213690
Chicago/Turabian StylePączkowski, Przemysław, Andrzej Puszka, and Barbara Gawdzik. 2021. "Effect of Eco-Friendly Peanut Shell Powder on the Chemical Resistance, Physical, Thermal, and Thermomechanical Properties of Unsaturated Polyester Resin Composites" Polymers 13, no. 21: 3690. https://doi.org/10.3390/polym13213690
APA StylePączkowski, P., Puszka, A., & Gawdzik, B. (2021). Effect of Eco-Friendly Peanut Shell Powder on the Chemical Resistance, Physical, Thermal, and Thermomechanical Properties of Unsaturated Polyester Resin Composites. Polymers, 13(21), 3690. https://doi.org/10.3390/polym13213690