
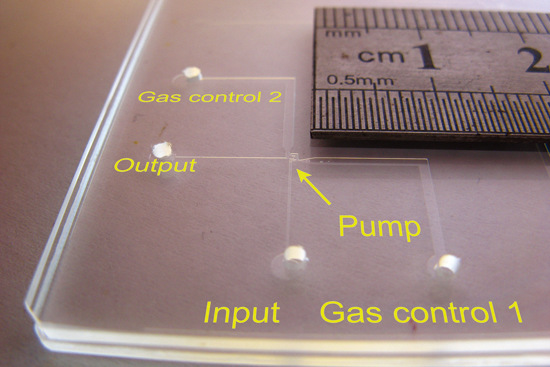
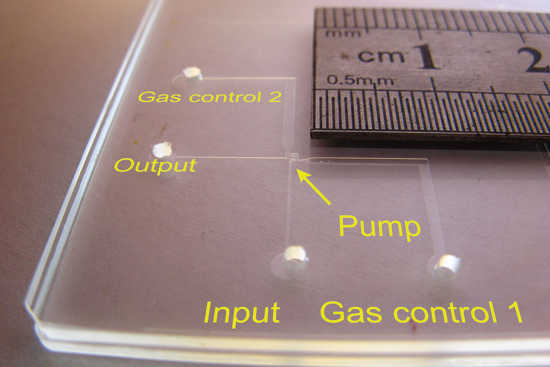
A One-Square-Millimeter Compact Hollow Structure for Microfluidic Pumping on an All-Glass Chip


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Microchip Designs
2.2. Microchip Fabrication
2.3. Digital Gas Pressure Control
2.4. Optical Setup
2.5. Image Processing and Video Processing
2.6. Data Extraction and Pump Output Measurements
3. Results and Discussion
3.1. Pump Principle
3.2. Micropump Characterization
3.3. Operation Details and Observations
3.4. Robotization and Functional Testing
3.5. The Working Principle of the Gas-Liquid Interface and Its Variants
3.6. The Principle of Digital Pressure Setup
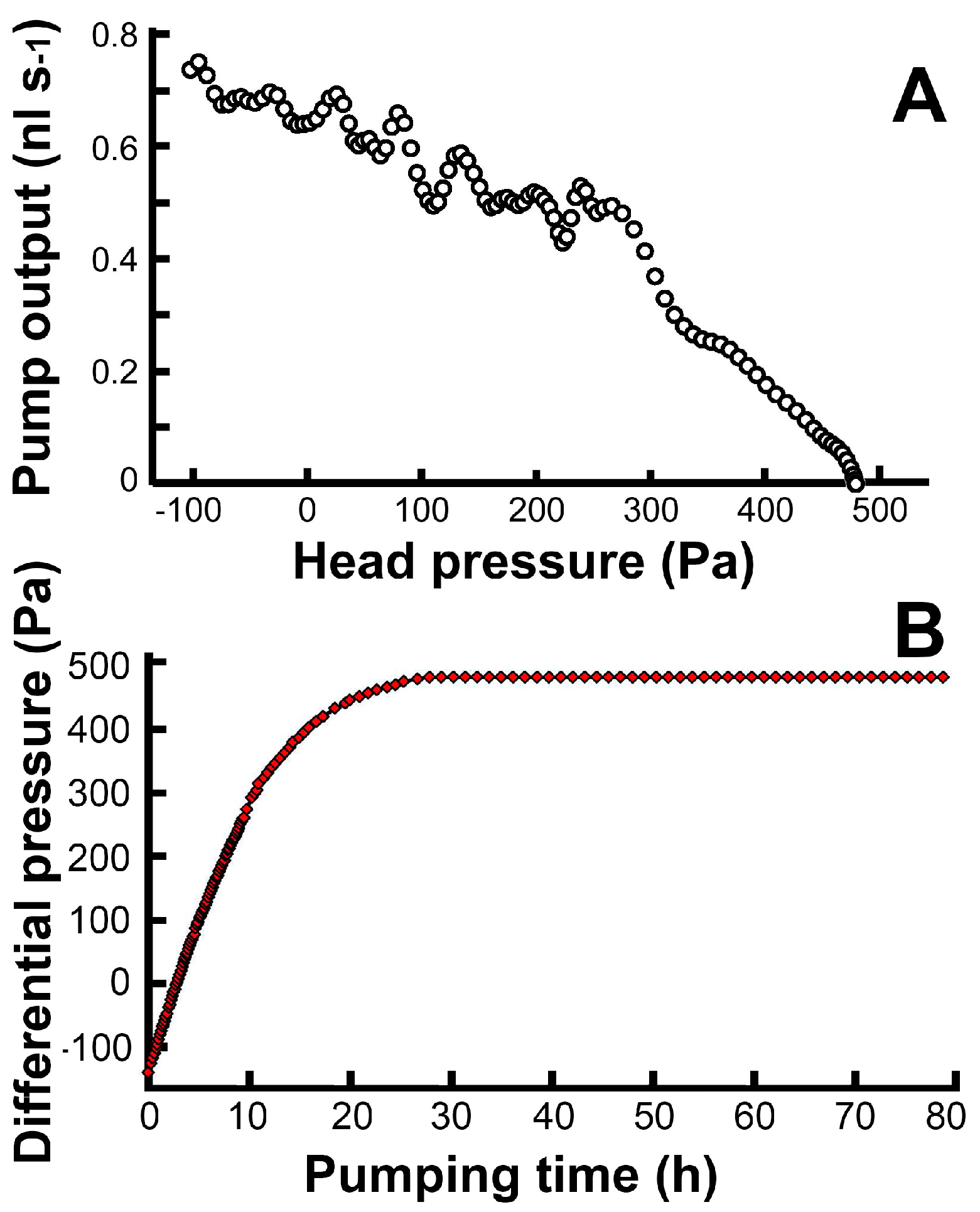
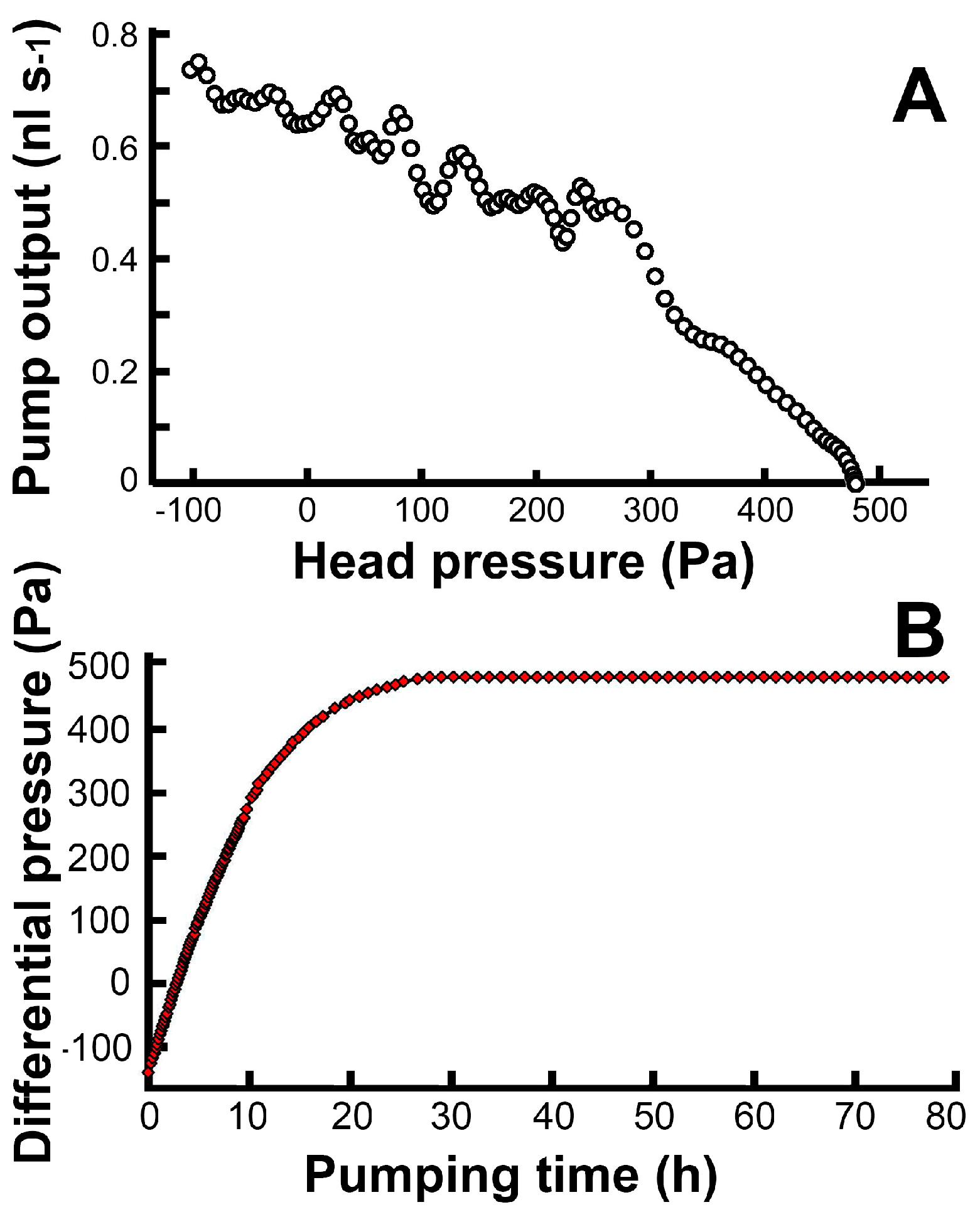
3.7. The Relation between the Pump Output, Head Pressure, and Actuation Pressure
3.8. The Method of Pressure Control for Surface Tension Changing
3.9. Possible Future Works
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shen, M.; Dovat, L.; Gijs, M.A.M. Magnetic active-valve micropump actuated by a rotating magnetic assembly. Sens. Actuators B Chem. 2011, 154, 52–58. [Google Scholar] [CrossRef]
- Oh, C.K.; Lee, S.W.; Jeong, O.C. Fabrication of pneumatic valves with spherical dome-shape fluid chambers. Microfluid. Nanofluid. 2015, 19, 1091–1099. [Google Scholar] [CrossRef]
- Kim, J.; Kang, M.; Jensen, E.C.; Mathies, R.A. Lifting Gate Polydimethylsiloxane Microvalves and Pumps for Microfluidic Control. Anal. Chem. 2012, 84, 2067–2071. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Z.; Lu, J.J.; Almeida, M.I.G.S.; Pu, Q.S.; Kolev, S.D.; Liu, S.R. A microfabricated electroosmotic pump coupled to a gas-diffusion microchip for flow injection analysis of ammonia. Microchim. Acta 2015, 182, 1063–1070. [Google Scholar] [CrossRef]
- Velez-Cordero, J.R.; Zuniga, M.G.P.; Hernandez-Cordero, J. An optopneumatic piston for microfluidics. Lab Chip 2015, 15, 1335–1342. [Google Scholar] [CrossRef] [PubMed]
- Pecar, B.; Krizaj, D.; Vrtacnik, D.; Resnik, D.; Dolzan, T.; Mozek, M. Piezoelectric peristaltic micropump with a single actuator. J. Micromech. Microeng. 2014, 24, 105010. [Google Scholar] [CrossRef]
- Tanaka, Y. A Peristaltic Pump Integrated on a 100% Glass Microchip Using Computer Controlled Piezoelectric Actuators. Micromachines 2014, 5, 289–299. [Google Scholar] [CrossRef]
- Ni, J.H.; Wang, B.; Chang, S.; Lin, Q. An integrated planar magnetic micropump. Microelectron. Eng. 2014, 117, 35–40. [Google Scholar] [CrossRef]
- Tanaka, Y.; Fujikawa, T.; Kazoe, Y.; Kitamori, T. An active valve incorporated into a microchip using a high strain electroactive polymer. Sens. Actuators B Chem. 2013, 184, 163–169. [Google Scholar] [CrossRef]
- Yildirim, E.; Arikan, M.A.S.; Kulah, H. A normally closed electrostatic parylene microvalve for micro total analysis systems. Sens. Actuators A Phys. 2012, 181, 81–86. [Google Scholar] [CrossRef]
- Han, A.R.; Wang, O.; Graff, M.; Mohanty, S.K.; Edwards, T.L.; Han, K.H.; Frazier, A.B. Multi-layer plastic/glass microfluidic systems containing electrical and mechanical functionality. Lab Chip 2003, 3, 150–157. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.Y.; Wu, L.Q.; Zhang, N.; Hu, L.D.; Li, Y.; Li, W.J.; Li, D.H.; Huang, P.; Zhou, Y.L. A micro surface tension alveolus (MISTA) in a glass microchip. Lab Chip 2009, 9, 3251–3254. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.Y. A micro surface tension pump (MISPU) in a glass microchip. Lab Chip 2011, 11, 132–138. [Google Scholar] [CrossRef] [PubMed]
- Eijkel, J.; Berg, A. Bridges between two worlds. Nat. Nanotechnol. 2010, 5, 387–388. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.R.; An, R.; Hunt, A.J. Liquid glass electrodes for nanofluidics. Nat. Nanotechnol. 2010, 5, 412–416. [Google Scholar] [CrossRef] [PubMed]
- Komatsuzaki, H.; Suzuki, K.; Liu, Y.W.; Kosugi, T.; Ikoma, R.; Youn, S.W.; Takahashi, M.; Maeda, R.; Nishioka, Y. Flexible Polyimide Micropump Fabricated Using Hot Embossing. Jpn. J. Appl. Phys. 2011, 50, 06GM09. [Google Scholar] [CrossRef]



© 2016 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, X.Y. A One-Square-Millimeter Compact Hollow Structure for Microfluidic Pumping on an All-Glass Chip. Micromachines 2016, 7, 63. https://doi.org/10.3390/mi7040063
Peng XY. A One-Square-Millimeter Compact Hollow Structure for Microfluidic Pumping on an All-Glass Chip. Micromachines. 2016; 7(4):63. https://doi.org/10.3390/mi7040063
Chicago/Turabian StylePeng, Xing Yue (Larry). 2016. "A One-Square-Millimeter Compact Hollow Structure for Microfluidic Pumping on an All-Glass Chip" Micromachines 7, no. 4: 63. https://doi.org/10.3390/mi7040063