

Development of Multifunctional Flame-Retardant Gel Coatings for Automotive Applications


Department of Polymer Engineering, Faculty of Mechanical Engineering, Budapest University of Technology and Economics, Műegyetem rkp. 3., H-1111 Budapest, Hungary
*
Author to whom correspondence should be addressed.
Coatings 2023, 13(2), 345; https://doi.org/10.3390/coatings13020345
Submission received: 30 December 2022
/
Revised: 19 January 2023
/
Accepted: 30 January 2023
/
Published: 2 February 2023
(This article belongs to the Special Issue Flame Retardant Coatings for Plastics and Textiles)
Abstract
:Due to strict safety regulations, the automotive industry requires an effective reduction of flammability in polymer components. Flame retardants are usually added to the polymer matrix, affecting the viscosity of the matrix. Another possible solution is the application of coatings containing flame retardants, which can additionally ensure good surface quality and protection against external influences. In our research, the flammability of reference and flame retarded gelcoat base materials was investigated using oxygen index (LOI), UL-94, and mass loss type cone calorimetry (MLC) tests. Based on the flammability tests, the best results were obtained with the gelcoat formulation containing 15%P ammonium polyphosphate (APP) and the mixed formulation containing 5%P APP and 5%P resorcinol bis(diphenyl phosphate) (RDP), with a 55% and 64% reduction in the total heat release compared to the reference gelcoat, respectively. The two best-performing coatings were applied to polypropylene (PP) samples. 15%P APP reduced the peak heat release rate of PP by 89% compared to the reference. The gelcoat formulation containing 15%P APP was applied to polyurethane (PUR) automotive components, where the coating reduced the maximum heat release rate by 53% and shifted the time to peak heat release rate by 447 s.
1. Introduction
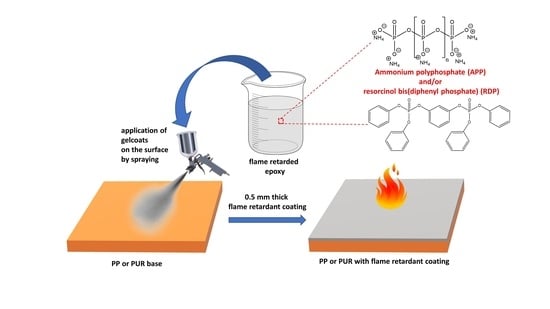
Nowadays, around one-third of automotive components are made of polymers, as their low density allows vehicles to be lighter and thus reduce fuel consumption and emissions. Polymers meet traditional automotive requirements such as excellent mechanical properties, impact resistance, heat resistance, chemical resistance, customisability, relatively low cost, and recyclability [1]. However, strict safety regulations require the use of flame retardants in polymers [2]. Flame retardants should have a low impact on the environment and health throughout their life cycle (including after recycling). Several halogenated flame retardants (e.g., brominated flame retardants) have put human life and the environment at risk, as well as the traditional mechanical recycling of polymers. As a result, the decline of halogen-containing flame retardants has led to a shift towards phosphorus-containing, inorganic, and nitrogen-containing flame retardants (PIN FRs) [3,4,5,6]. Flame retardants can have a detrimental effect on the mechanical properties of polymers. Furthermore, it is not necessary to flame retard the entire material of the component since, in most cases, the fire that develops will be in contact with the outer surface of the structure. The use of flame-retardant gel coatings can be a solution to this problem [7].
The primary function of the gelcoat is to ensure a good surface finish, protect the part from external influences, and give the final appearance. Gel coatings are widely used in industries, including construction (as an outer layer on tiles), automotive, and electronics. At the same time, additives can be added to provide other properties such as electrical conductivity [8], water resistance [9,10], or flame retardancy [11].
Flame-retardant coatings can typically be either intumescent or non-intumescent. For non-intumescent coatings, halogen and phosphorus flame retardants with dominant gas-phase action are used. One representative of the non-intumescent flame retardants is resorcinol bis(diphenyl phosphate) (RDP). In the case of intumescent coatings, the thermal decomposition of the flame retardants forms a charred layer on the polymer surface, which inhibits the heat transfer from the heat source to the polymer and the diffusion of oxygen into the polymer. A typical intumescent flame retardant is ammonium polyphosphate (APP) [7,12,13,14,15,16,17]. The increasing focus on health and environmentally friendly flame retardant additives or additive systems led to the increased application of non-halogenated PIN FRs [18,19,20,21]. Recently, different nanomaterials (e.g., montmorillonite [22,23,24], carbon nanotubes [25,26,27], or graphene [28,29,30,31]) are also widely investigated, such as possible new FR additives. The combination of PIN FRs and these nanomaterials often shows a synergistic effect during application which can also be favourable in an intumescent gelcoat system. Some of these FR gelcoats are already commercially available, especially in the automotive, railway, and construction industries [32], although only a few of them are epoxy resin-based systems.
Gel coatings are typically applied by spraying, brushing, or using an in-mould coating. Application via brush is the easiest method, but brush strokes can show through the coating, making it difficult to achieve a uniform coating thickness. In addition, coating large surfaces requires long coating cycle times. Spraying can be a better solution than brushing, as it offers higher productivity and can be used with more complex geometries. A relatively new method is the in-mould coating, where a coating of uniform thickness can be created with low volatile organic compound (VOC) emissions [11,33,34].
Previously, we developed epoxy-based gelcoats and applied them for the flame retardancy of carbon fibre-reinforced epoxy resins [7,15]. We found that if a gelcoat layer is required on the surface of the composite part, a significant increase in the heat release rate should be expected, or alternatively, a flame-retardant multifunctional gelcoat should be used. A 67% reduction in the peak heat release rate was achieved when the non-flame-retardant gelcoat was replaced with a gelcoat containing 15%P on the reference epoxy composite. We also concluded that it was unnecessary to use flame retardant in the vacuum-injected composite base itself, as the heat release was not significantly reduced compared to the reference composite base and the gel coating provided sufficient protection itself without compromising the mechanical properties of the composite. As epoxy resins, as well as epoxy-based gelcoats, have excellent adhesion to many substrates, we aimed to test the developed gelcoat formulations on various polymer matrices. In this paper, we present the results of these flame-retardant gelcoats in the case of thermoplastic base materials, in particular polypropylene and polyurethane matrices. First, we summarise the viscosity, glass transition temperature, reaction enthalpy and Shore D hardness of reference, and flame-retarded gel coatings, as well as the flammability of reference and flame-retardant gel coatings, investigated using the oxygen index, UL-94 standard test, and a mass loss type cone calorimetry. We applied the coatings best performing in terms of flammability onto PP base polymers, and the flammability of the coated polymers was compared. In addition, we also investigated the flammability of coated PUR automotive parts.
2. Materials and Methods
2.1. Materials
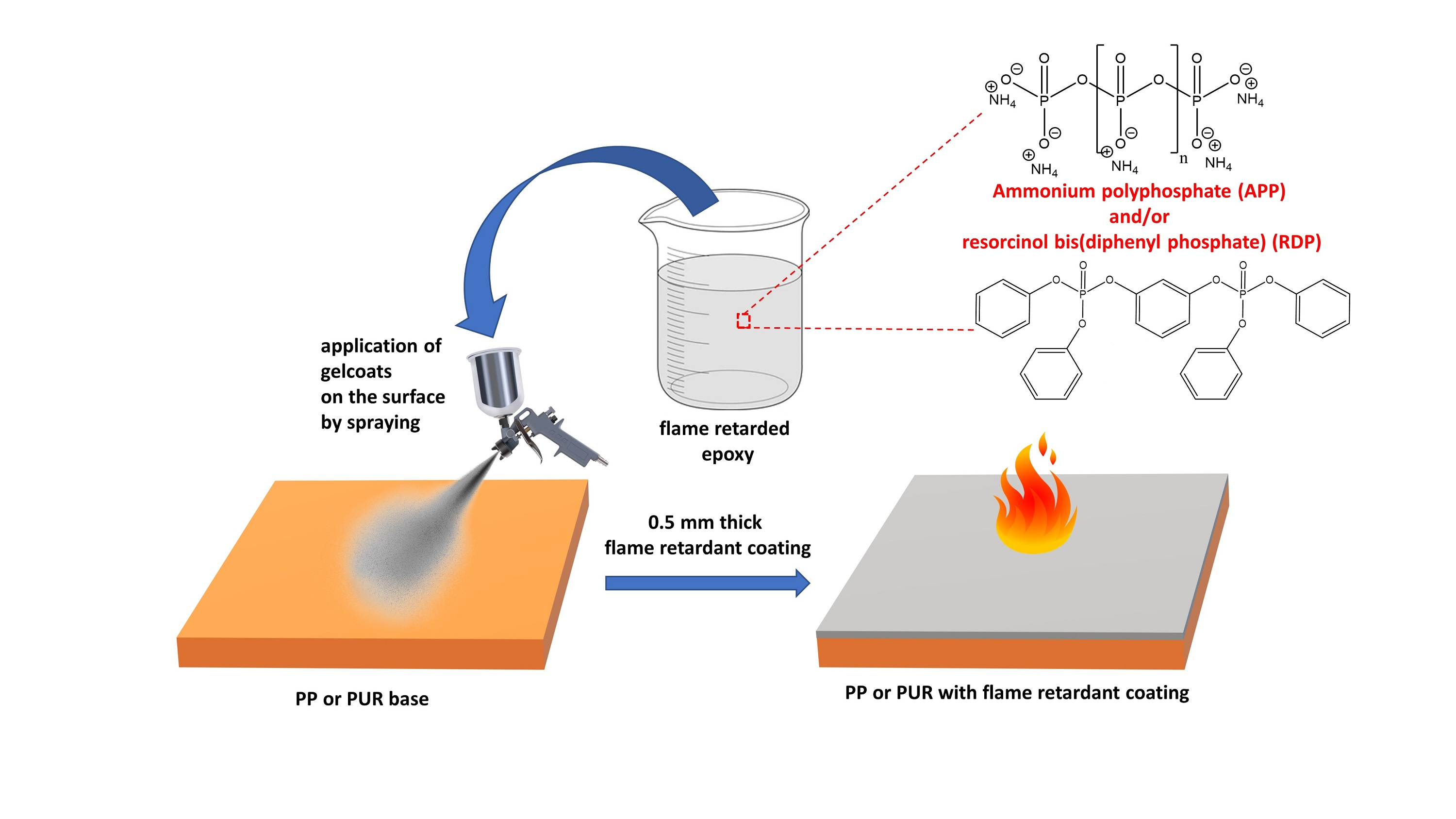
We used SGi128-type epoxy resin and SD 228-type hardener as flame-retardant gel coating (commercially available FR reference), with a mixing ratio of 100:70 (epoxy resin component:hardener). As a gelcoat without flame retardant, the epoxy resin component SG715 (bisphenol A diglycidiyl ether-based epoxy system) with thixotropic properties and the hardener component SD802 (cycloaliphatic amine-based hardener) were used. The mixing ratio of the two components was 100:27 (epoxy resin component:hardener). The gelcoat components were acquired from Sicomin (Châteauneuf-les-Martigues, France). Phosphorus-containing additive flame retardants were added to the gelcoat samples. Ammonium polyphosphate (APP, Nordmann Rassmann, Hamburg, Germany) and resorcinol bis(diphenyl phosphate) (RDP, Chemtura Corporation, Middlebury, CT, USA) were used as flame retardants (Figure 1).
Mitsubishi Borealis MCE-IPN-02 (IPN02, Mitsubishi Chemical Europe GmbH, Düsseldorf, Germany) polypropylene and Innopol CS 2-9000 BU/2 (CS2-9000, Inno-Comp Ltd., Tiszaújváros, Hungary) polypropylene block copolymer were used as the thermoplastic polymer matrix. Ammonium polyphosphate (Exolit AP766, Clariant Ltd., Muttenz, Switzerland) was used for the flame retardancy of the polypropylene matrix. In addition, we tested polyurethane (PUR)-based components provided by PEMÜ Plastics Zrt. The PUR samples contained 5.77% Exolit AP422-type ammonium polyphosphate (APP, Clariant Ltd., Muttenz, Switzerland).
When spraying the SG715 type gelcoat and its versions flame-retarded via APP only, it is necessary to use a diluent to reduce viscosity, e.g., factory diluent, Sicomin EP 960 (a mixture of 50%–100% ethanol, 2.5%–10% isopropanol, 2.5%–10% MEK), where the mixing ratio recommended by the manufacturer is SG715/SD802/EP 960 = 100 g/27 g/maximum 27 g and can be used. We prepared a diluent with a composition of 90% ethyl alcohol, 5% isopropyl alcohol, and 5% methyl ethyl ketone. In the case of the SG715/SD802 5%P APP 5%P RDP mixed gelcoat, the liquid RDP reduced the viscosity so that the coating could be applied without a diluent.
2.2. Sample Preparation
We first tested the coatings themselves to select the most appropriate coating compositions. For this purpose, we mixed the coating components in the resin-to-crosslinker ratio recommended by the manufacturer and then cast them into silicone moulds to create samples of the size required for the relevant test procedures. The reference and flame-retardant gelcoat formulations are listed in Table 1.
For preparing the flame-retarded samples, the PP raw material and the flame-retardant AP766 were homogenised in a Brabender Plasti-Corder internal mixer (Brabender GmbH & Co. KG, Duisburg, Germany) at 180 °C for 10 min. The reference and the flame-retarded polymers were produced in a Teach-Line Platen Press 200E hydraulic press (Dr. Collin GmbH, Munich, Germany) to produce 200 × 200 × 2 mm3 sheets at 180 °C under 150 bar pressure. The flame-retardant coatings were applied by spraying at a thickness of 0.5 mm. The spray coating was applied using an Asturo E70 spray gun (nozzle diameter 0.2 mm), and the pressure of the compressed air entering the gun at the reducer valve was two bar. The thickness of the gelcoat was continuously checked during the spraying process using a mil gauge.
2.3. Test Methods
The temperature dependence of the viscosity of gelcoat matrices was investigated via parallel plate rheometry using a TA Instruments AR2000 (New Castle, DE, USA). The range was 25–80 °C, with a temperature ramp of 5 °C/min and a shear rate of 0.1 s−1. TA Instruments Universal Analysis 2000 was used to evaluate the results.
For the differential scanning calorimetric measurement, we used a TA Instruments Q2000 (New Castle, DE, USA). Samples of 5–10 mg were analysed in a nitrogen atmosphere with a flow of 50 mL/min. The curing process was investigated with a three-step temperature program, where the first cycle was a linear ramp from 25 °C to 250 °C at a heating rate of 3 °C/min, followed by cooling to 0 °C at 50 °C/min and finally a second heating ramp from 0 °C to 250 °C at 10 °C/min. We used TA Instruments Universal Analysis 2000 to evaluate the results. From the first heating cycle, the curing enthalpy was calculated, whilst the second cycle was used to determine the glass transition temperature (Tg) of the material, defined as the inflexion point of the transition curve.
We measured the Shore D hardness of the gelcoat materials using a Zwick H04.3150.000 hardness tester (Zwick GmbH & Co. KG, Ulm, Germany) according to the ISO 48-2:2018 standard.
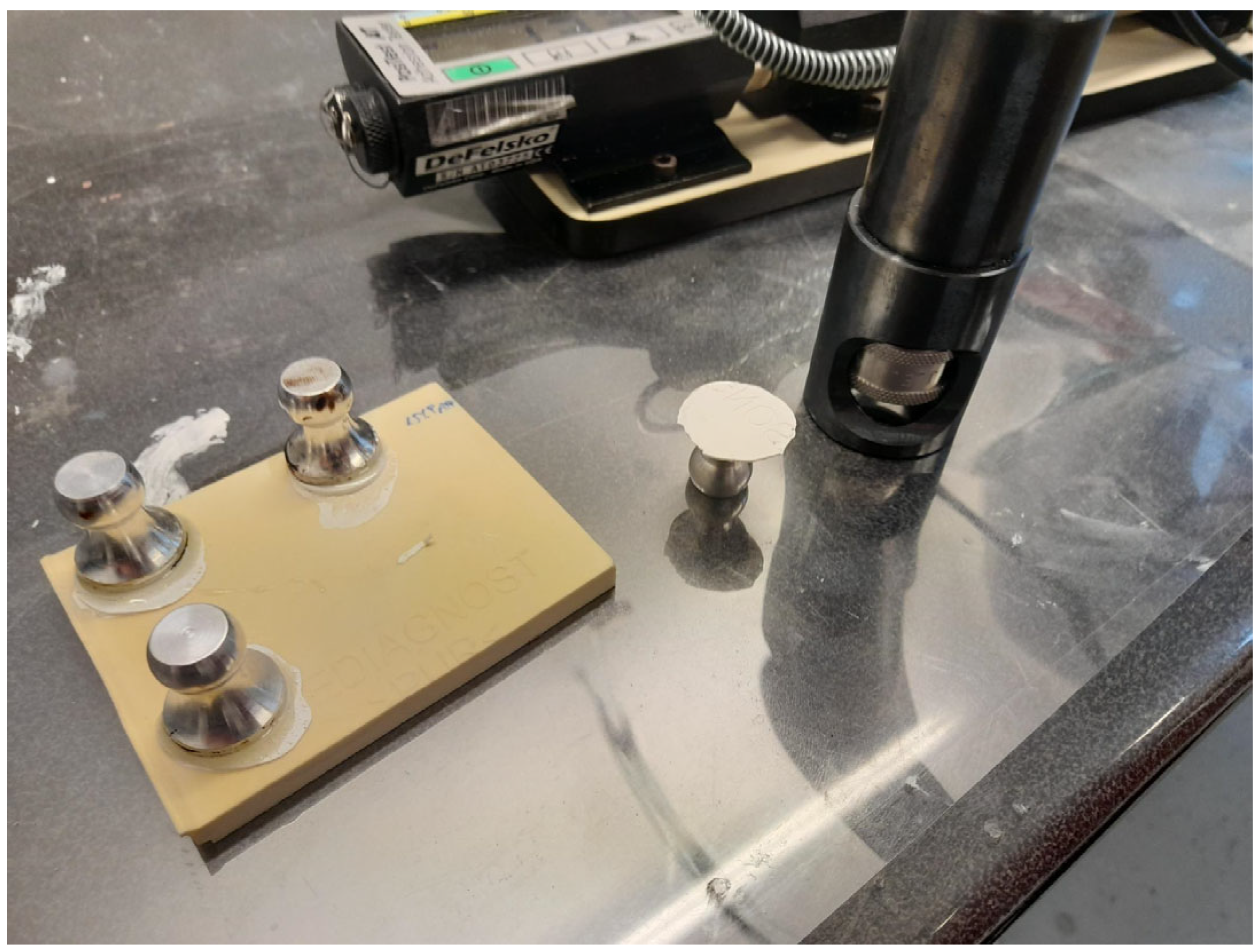
A pull-off adhesion test measured the adhesion between the PUR sample and the flame-retardant coating. The test was carried out according to ISO 4624/2016 standard using a DeFelsko PosiTest AT-M (Ogdensburg, NY, USA). The diameter of the dolls used for the test was 20 mm. Before glueing the dolls, we cleaned the coating and the surface of the dolls with methanol. Then we fixed the dolls to the coating using the Araldite 2011 (Huntsman Advanced Materials, The Woodlands, TX, USA) two-component adhesive and allowed the adhesive to cure for 24 h. During the test, the equipment gives the adhesive strength value in MPa between the composite and the coating based on the diameter of the glued doll. A prestressing of 0.7 MPa had to be considered during the test. The measurement gives the value of the pull-off strength between the coating and the PUR in MPa, based on the diameter of the bonded doll. Because of the high scratch resistance of the gelcoat, it was impossible to cut the appropriate diameter disc from the gelcoat using the cutting tool supplied with the equipment without destroying the measurement setup. The standard test method was therefore adapted to the high scratch resistance coating test by applying a gel coating to the PUR substrate only at the location of the 20 mm diameter discs. A prefabricated silicone masking mould was used for this purpose. The crosslinking of the gelcoat discs was identical to the crosslinking of the gelcoats applied to the entire composite surface. The dolls were glued to the crosslinked gelcoat discs.
The oxygen index (LOI) was measured using ISO 4589-1 and ISO 4589-2 (2000) standards. The oxygen index is defined as the minimum oxygen volume percentage at which the sample is still burning. This requires an appropriate mixture of nitrogen and oxygen gas.
UL-94 tests were carried out according to ISO 9772 and ISO 9773 standards. The test is carried out in horizontal and vertical arrangements. In the horizontal arrangement, the flame spread rate can be determined. The classification of the samples can be HB, V-2, V-1, V-0, where V-0 is the best, self-extinguishing classification.
A mass loss type cone calorimetry (MLC) (Fire Testing Technology Ltd., East Grinstead, UK) was used to determine the complex combustion characteristics of the specimens. The measurement was performed by subjecting 100 × 100 mm2 specimens to a heat flux of 50 kW/m2. A spark ignition unit assisted in the ignition of the specimen surface. During the measurement, the time to ignition (TTI), the total heat release (THR), the peak heat release rate (pHRR), the time to pHRR, the burning time, and the residual mass were measured.
3. Results and Discussion
3.1. Characterisation of the Gel Coatings
3.1.1. Viscosity, Glass Transition Temperature, Reaction Enthalpy, and Shore D Hardness of Gel Coatings
The viscosity, glass transition temperature (Tg), reaction enthalpy, and Shore D hardness of the reference and flame-retardant gel coatings are given in Table 2.
We found that the commercially available SGi128 FR system has a lower viscosity than the SG715-based system due to the different chemical compositions of the two gelcoat systems. The addition of APP increased the viscosity of the SG715 system. With 15%P APP, the viscosity of the reference can be increased by more than four times. In contrast, RDP significantly reduced the viscosity of the SG715 system. Although high-viscosity gelcoats can be easily applied with a brush, they require a diluent for spraying [7].
We previously found [7] that adding APP increased the glass transition temperature due to the well-distributed spherical particles in the matrix. Gel coatings containing only APP resulted in an increased reaction enthalpy of epoxy compared to the reference. The Tg of the gel coatings containing RDP did not change significantly compared to the reference gel coatings, whilst the reaction enthalpy decreased significantly, resulting in a lower crosslinking density. The gelcoat containing both APP and RDP had the lowest reaction enthalpy, which the high amount of additives can explain. The flame retardants are not involved in the crosslinking process but may hinder it due to their steric effect.
In the case of gel coatings containing APP only, APP did not significantly change the hardness of the gel coatings. However, the hardness decreased significantly with the addition of RDP. These results suggest that the number of crosslinks formed significantly affects the hardness value [35].
3.1.2. Flammability of Gel Coatings
The results of the LOI, UL-94, and MLC tests of reference, as well as the APP and RDP flame-retardant coatings and commercially available flame-retardant coatings are summarised in Table 3 [7,11,36].
The results show that the commercially available SGi128 FR flame retardant gelcoat can achieve an oxygen index value twice as high as the reference value. With the addition of 5%P APP, the oxygen index can be increased (33%), but with 10%P APP, the oxygen index value can be increased by almost three times more compared to the reference (62%). The best result was obtained with the gelcoat with 15%P APP. The oxygen index of the sample was above 85% (the limit of the equipment is 85%). It was found that 5%P RDP increased the oxygen index value compared to the reference, but not to the same extent as the gelcoat with 5%P APP. In UL-94 testing, all flame-retardant gel coatings achieved a V-0 self-extinguishing rating.
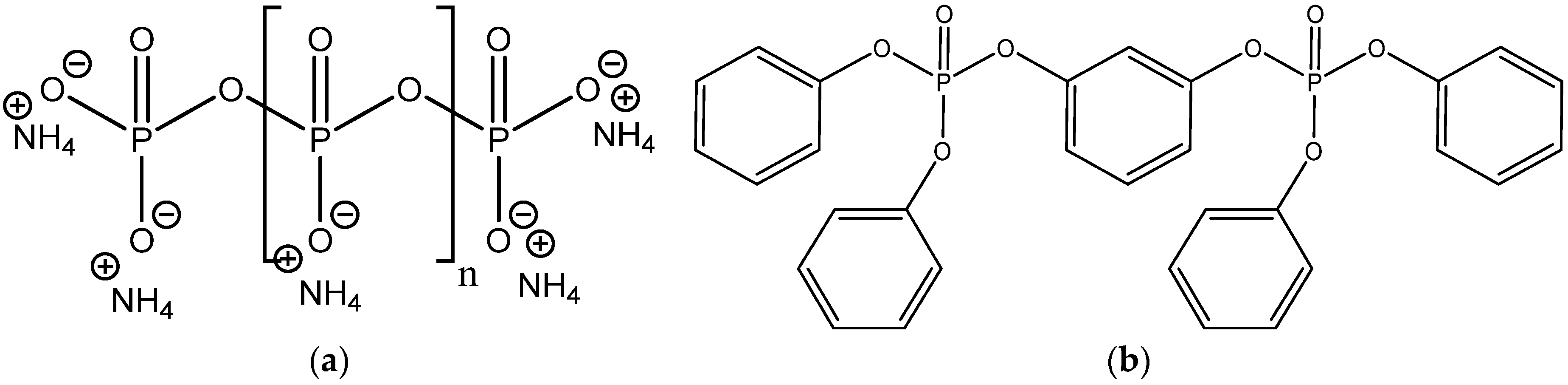
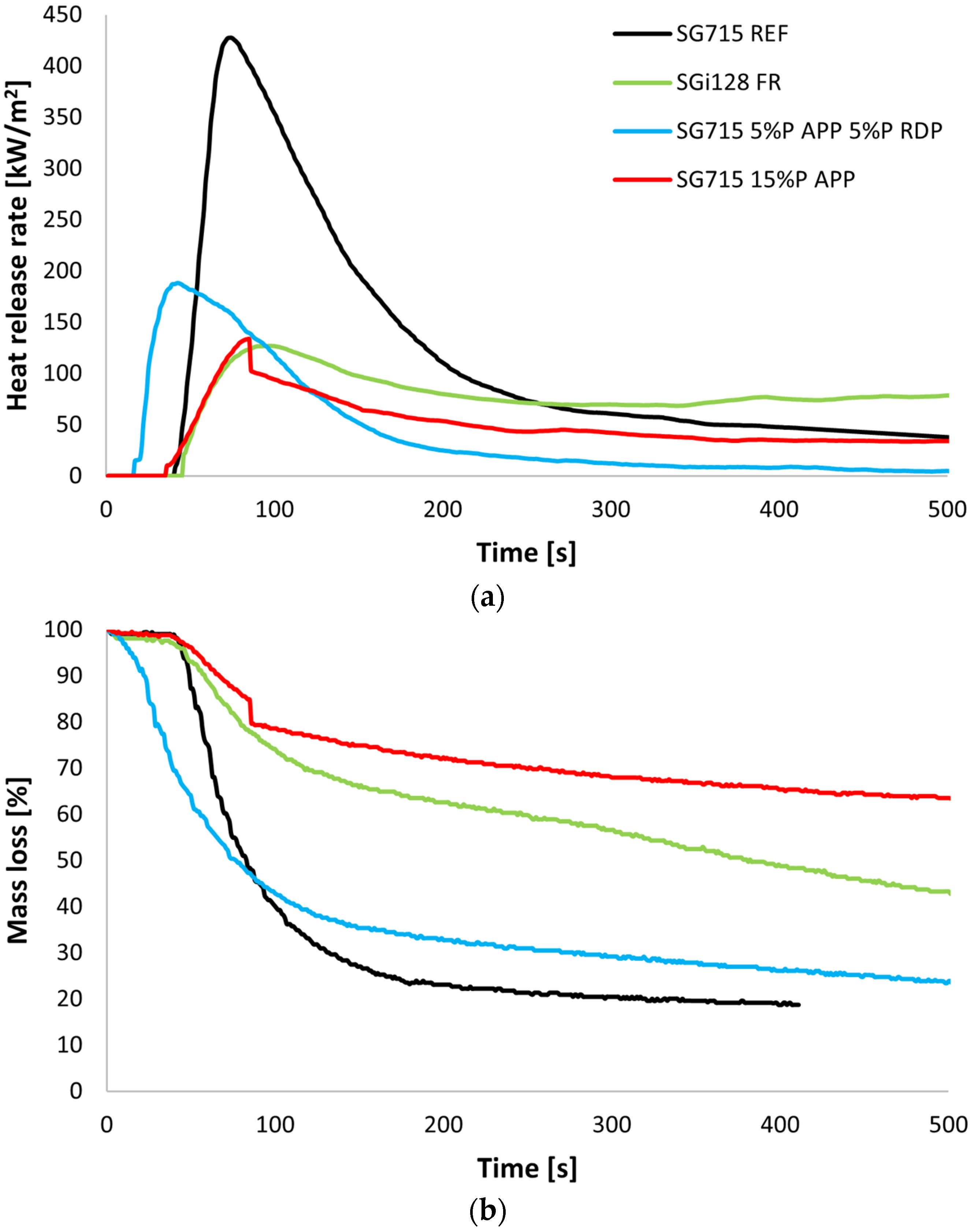
As expected, the highest maximum heat release (428 kW/m2) and the highest total heat release (60 MJ/m2) were obtained for the reference gelcoat without flame retardant. The pHRR of the commercially available flame-retardant gelcoat was reduced by 70%, and the pHRR time was increased by 31% compared to the reference. There is no decay in the heat release curve of the SGi128 sample, which can be explained by the intense foaming of the gel coating into the conical heater of the calorimeter, where the heating filaments provide a high temperature, and the heat release causes the samples to continue to burn in a flickering manner. For the samples containing only APP, as the P content increased, the peak heat release rate decreased to between 133–200 kW/m2, the total heat release decreased to between 27.3–42.1 MJ/m2, the pHRR time was between 74–84 s, and the residual mass increased to between 32.1%–62.1%. RDP significantly reduced the ignition time (from 41 s to 14 s), which can be explained by the mechanism of action of the flame retardant: RDP acts mainly in the gas phase during the initial stage of degradation and has correspondingly lower thermal stability [35]. The heat release of the sample containing 5%P RDP after an intense peak is significantly reduced, and thus the total heat released is lower than that of the samples containing APP with 5% and 10% phosphorus. In the case of the mixed (5%P APP–5%P RDP) gel coating, both mechanisms of action of the flame retardants were observed: the gas phase RDP caused the sample to ignite faster, the peak heat release rate occurred in a shorter time, and the addition of the solid phase APP increased the residual mass and the sample with the lowest total heat release (21.8 MJ/m2).
Based on these initial heat release and mass loss rate results (Figure 2), we applied the mixed (5%P APP–5%P RDP) and 15%P APP gel coatings onto the PP base polymer.
3.2. Results of Coated PP Samples
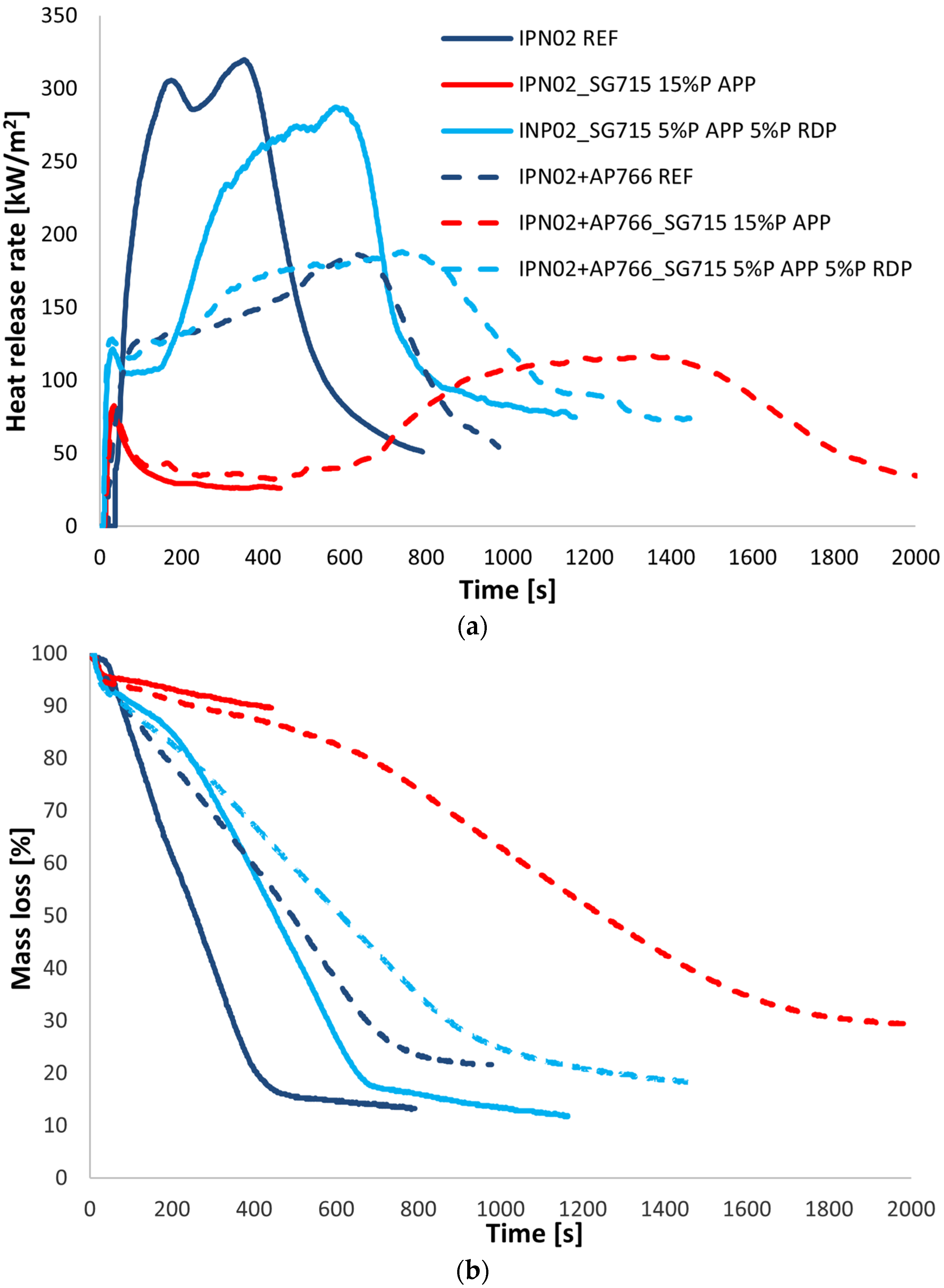
From both PP matrices used, the reference and flame-retarded test specimens containing 20% Exolit AP766 were prepared, and the flame-retardant gelcoats were sprayed on them in 0.5 mm thickness. The flammability of the coated and uncoated specimens was compared using mass loss type cone calorimetric tests. The heat release rate and mass loss rate of the reference and coated IPN02-based specimens measured using the mass loss type cone calorimeter are shown in Figure 3.
In the case of IPN02 samples with a 0.5 mm thick flame-retardant coating containing 15%P APP, immediate foaming occurred due to heat flux. The mass loss stopped at 10%, and the peak heat release rate was reduced (80 kW/m2) compared to the reference sample (320 kW/m2). The time of pHRR increased to 630 s, and the pHRR decreased to 180 kW/m2 when 20% AP766 was applied in the PP matrix alone. With the coated IPN02 AP766, the sample ignited again after 10 min. This can be explained by the fact that charring damages the physical integrity of the coating. In the case of mixed coating (5%P APP–5%P RDP), immediate charring was also observed, but due to the lower phosphorus content, the coating only resulted in a minor heat release for about 50 s, after which it increased again. In the case of the mixed coating, the flame retardancy of the PP matrix brings a significant advantage, the maximum heat release being 100 kW/m2 lower than the maximum heat release of the sample coated with the same mixed coating without the flame retardant in the matrix (188 kW/m2 vs. 288 kW/m2).
In the case of IPN02 PP, the 15%P APP coating alone provides excellent flame retardancy without the need for a separate flame-retarded matrix. In contrast, for the mixed coating with a lower phosphorus content (5%P APP 5%P RDP), the flame retardancy of the PP matrix is recommended.
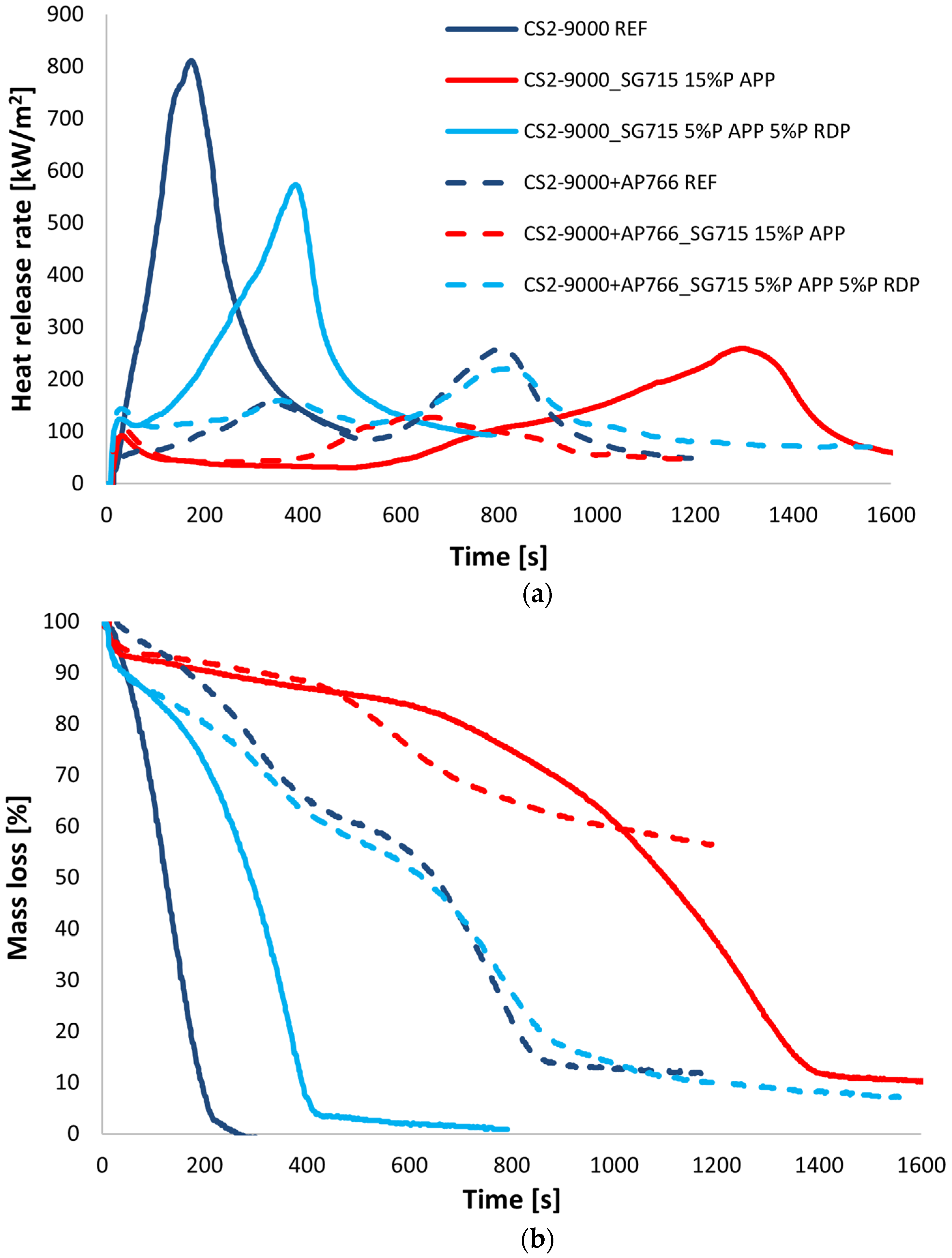
The heat release rate and mass loss rate of the reference and coated CS2-9000-based samples are shown in Figure 4. The reference CS2-9000 sample had a higher heat release than the IPN02 base polymer. This difference is related to the melt flow and dripping properties of the polymers: the melt flow index of CS2-9000 (40 g/10 min) is almost twice as high as that of the IPN02 polymer (23 g/10 min).
The CS2-9000 samples with 0.5 mm thick, 15%P APP flame-retardant coating immediately charred due to the heat flux, resulting in the termination of burning. However, after 550 s, the sample reignited. The pHRR decreased from 810 kW/m2 to 90 kW/m2, and the maximum heat release rate after reignition was 260 kW/m2. Due to the addition of 20% AP766 to the CS2-9000 reference matrix, the initial time of the pHRR increased to 340 s, and after the reignition of the sample, it was 810 s. The pHRR was reduced to 160 kW/m2 compared to the reference sample (810 kW/m2), and the maximum heat release after reignition was 260 kW/m2. The highest residual mass was obtained with the CS2-9000 sample with the 15%P APP coating. However, this sample was reignited after 10 min, as the physical integrity of the coating was damaged due to the charring of the base polymer. With the mixed coating (5%P APP–5%P RDP), immediate charring was observed, but due to the lower P content, the flame-retardant-free PP base reignited almost immediately. Nevertheless, the pHRR value was reduced to 570 kW/m2 compared to the reference, and the time of the pHRR was also shifted to 390 s. The flame retardancy of the base PP matrix itself reduced the pHRR to 220 kW/m2 in the PP sample with mixed coating, and the time of the pHRR increased to 820 s, which means a potential increase in the escape time in case of a fire. The results show that both the reference and flame-retarded coated samples reignited; nevertheless, it is worthwhile to add flame retardant to the PP base as it delayed the reignition in time.
3.3. Results of Coated PUR Samples
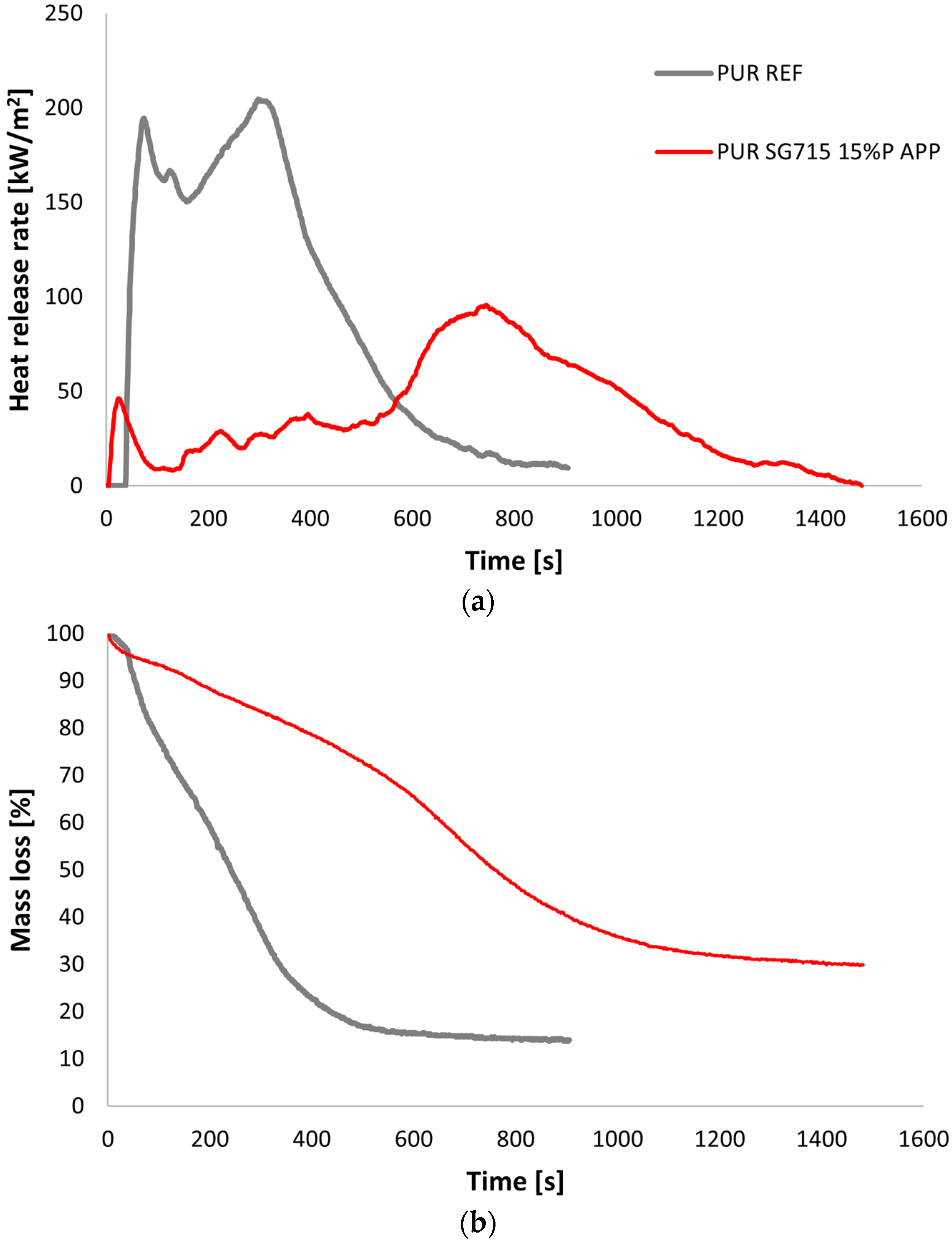
The flammability of the reference PUR sample and PUR sample coated with the SG715 15%P APP flame-retardant coating was investigated using a mass loss type cone calorimeter (Figure 5).
The 0.5-mm-thick SG715 15%P APP coating applied to the 8-mm-thick PUR sample reduced the maximum heat release by 53% and shifted the time to the pHRR by 447 s. The residual mass of the coated sample was twice that of the uncoated sample. The polyurethane sample itself was charred during the MLC test, but the surface protection was even more effective with the coating.
We also investigated the Shore D hardness of the PUR reference sample, and the PUR coated with the SG715 15%P APP flame-retardant coating as well as the pull-off adhesion strength of the PUR samples coated with the SG715 reference and SG715 15%P APP flame-retardant gelcoat (Table 4).
The coating increased the Shore D hardness of the PUR prototype. The thermoplastic PUR has a relatively high Shore D hardness, but with the application of the SG715 15%P APP thermoset epoxy gelcoat on the surface, the hardness can be further increased.
The adhesion of the SG715 15%P APP coating to the PUR prototype was compared to the commercially available SG715 type non-flame-retardant coating via a pull-off test (Figure 6). It can be concluded that the adhesion was higher for the SG715 15%P APP coating than for the reference SG715 coating. The adhesion is based on the physical interactions between the two surfaces. The polar PUR surface might create more and stronger interactions with the APP containing more polar epoxy than the neat epoxy, which results in a higher pull-off adhesion strength.
4. Conclusions
We have developed new epoxy resin gel coatings, which, in addition to providing good surface quality, hardness, and scratch resistance, can also effectively reduce the base polymer’s flammability. Based on the flammability tests, the best results were obtained with the gelcoat formulation containing 15%P ammonium polyphosphate (APP) and the mixed formulation containing 5%P APP and 5%P resorcinol bis(diphenyl phosphate) (RDP), respectively (55% and 64% reduction in the total heat release compared to the reference gelcoat, respectively). The mixed formulation of the flame-retardant coating combines the intumescent effect of APP and the gas phase effect of RDP.
The two best coatings were applied onto the reference, and onto APP flame-retarded IPN02 and CS2-900 polypropylene (PP) base polymers at 0.5 mm thickness via spraying. The 15%P APP coating reduced the peak heat release rate by 75% in IPN02 and 89% for CS2-9000 compared to the reference. The 5%P APP 5% RDP coating reduced the heat release rate to a lesser extent and led to earlier reignition due to the lower phosphorus content, but it has a significant advantage in the fact that the liquid RDP results in a lower viscosity so that the coating can be sprayed without a diluent, compared to the 15%P APP coating. In coated systems, the flame retardancy of the base polymer contributed to the charring of the layer below the coating, thus compromising the integrity of the coating, resulting in the reignition of the polymer. If the melt flow index of the base polymer is low (so the viscosity is high) and the heat release is low, applying the flame-retardant coating without flame retardation of the base polymer is preferable. The coating alone provides adequate flame retardancy whilst maintaining the mechanical properties of the base polymer. If the base polymer has a high melt flow index and high heat release, the reignition of the coated sample can be expected, which can be successfully delayed by flame retarding the base polymer. The SG715 15%P APP coating, which was found to be the best based on the heat release rates of the PP matrix, was also applied to a PUR automotive specimen. The 0.5-mm-thick SG715 15P% APP coating formed a charred protective layer on top of the PUR specimen during the mass loss type cone calorimetry and reduced the maximum heat release by 53%, and also shifted the time to peak heat release rate by 447 s compared to the uncoated product.
The multifunctional gel coatings developed could be of great importance in automotive applications where scratch-resistant, class A surface quality is required, as these gelcoats can provide sufficient fire performance even without the flame retardancy of the base polymer.
Author Contributions
Conceptualisation, A.T.; methodology, A.T.; validation, Z.K. and Á.P.; formal analysis, Z.K. and Á.P.; investigation, Z.K. and Á.P.; resources, Z.K. and Á.P.; writing—original draft preparation, Z.K.; writing—review and editing, Z.K., Á.P. and A.T.; visualisation, Z.K., Á.P. and A.T.; supervision, A.T.; project administration, A.T.; funding acquisition, A.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Research, Development and Innovation Office (2018-1.3.1-VKE-2018-00011 and NKFIH K142517). The research reported in this paper is part of project No. BME-NVA-02, implemented with the support provided by the Ministry of Innovation and Technology of Hungary from the National Research, Development and Innovation Fund, financed under the TKP2021 funding scheme.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is unavailable due to privacy restrictions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Krawczak, P. Automotive Plastics: What Future Is There for Polymers in Tomorrow’s Electric and Autonomous Vehicles? Express Polym. Lett. 2021, 15, 288. [Google Scholar] [CrossRef]
- Chan, Y.Y.; Schartel, B. It Takes Two to Tango: Synergistic Expandable Graphite–Phosphorus Flame Retardant Combinations in Polyurethane Foams. Polymers 2022, 14, 2562. [Google Scholar] [CrossRef] [PubMed]
- Hull, T.R.; Law, R.J.; Bergman, Å. Environmental Drivers for Replacement of Halogenated Flame Retardants. In Polymer Green Flame Retardants; Papaspyrides, C.D., Pantelis, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 119–179. [Google Scholar]
- Toldy, A. Recyclable-by-Design Thermoset Polymers and Composites. Express Polym. Lett. 2021, 15, 1113. [Google Scholar] [CrossRef]
- Marosi, G.; Szolnoki, B.; Bocz, K.; Toldy, A. Fire Retardant Recyclable and Bio-Based Polymer Composites. In Novel Fire Retardant Polymers and Composite Materials: Technological Advances and Commercial Applications; Wang, D.-Y., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2016; pp. 117–146. [Google Scholar]
- Cardamone, G.F.; Ardolino, F.; Arena, U. Can Plastics from End-of-Life Vehicles Be Managed in a Sustainable Way? Sustain. Prod. Consum. 2022, 29, 115–127. [Google Scholar] [CrossRef]
- Pomázi, Á.; Krecz, M.; Toldy, A. Thermal Behaviour and Fire and Mechanical Performance of Carbon Fibre-Reinforced Epoxy Composites Coated with Flame-Retardant Epoxy Gelcoats. J. Therm. Anal. Calorim. 2022. [Google Scholar] [CrossRef]
- Yardimci, A.I.; Tanoglu, M.; Selamet, Y. Development of Electrically Conductive and Anisotropic Gel-Coat Systems Using CNTs. Prog. Org. Coat. 2013, 76, 963–965. [Google Scholar] [CrossRef]
- Sudha, G.S.; Arun, K.V. Effect of Gel Coat on Moisture Absorption and Mechanical Behavior of Jute-Epoxy Laminated Composites. J. Eng. Res. Appl. 2018, 52–59. [Google Scholar]
- Firdosh, S.; Murthy, H.N.N.; Angadi, G.; Raghavendra, N. Investigation of Water Absorption Characteristics of Nano-Gelcoat for Marine Application. Prog. Org. Coat. 2018, 114, 173–187. [Google Scholar] [CrossRef]
- Pomázi, Á.; Toldy, A. Multifunctional Gelcoats for Fiber Reinforced Composites. Coatings 2019, 9, 173. [Google Scholar] [CrossRef]
- Bar, M.; Alagirusamy, R.; Das, A. Flame Retardant Polymer Composites. Fibers Polym. 2015, 16, 705–717. [Google Scholar] [CrossRef]
- Gu, J.-W.; Zhang, G.; Dong, S.; Zhang, Q.; Kong, J. Study on Preparation and Fire-Retardant Mechanism Analysis of Intumescent Flame-Retardant Coatings. Surf. Coat. Technol. 2007, 201, 7835–7841. [Google Scholar] [CrossRef]
- Weil, E.D. Fire-Protective and Flame-Retardant Coatings—A State-of-the-Art Review. J. Fire Sci. 2011, 29, 259. [Google Scholar] [CrossRef]
- Pomázi, Á.; Toldy, A. Development of Fire Retardant Epoxy-Based Gelcoats for Carbon Fibre Reinforced Epoxy Resin Composites. Prog. Org. Coat. 2021, 151, 106015. [Google Scholar] [CrossRef]
- Chen, H.; Zhou, J.; Liu, S.; Wang, S.; Gong, X. A Novel Anti-Impact and Flame Retardant Gel towards Human Protection and High-Temperature Alarm. Compos. Part A Appl. Sci. Manuf. 2022, 158, 106994. [Google Scholar] [CrossRef]
- Bifulco, A.; Malucelli, G.; Costantini, A.; Venezia, V.; Branda, F.; Gaan, S.; Vitiello, G.; Lehner, S.; Luciani, G.; Matta, S. Detailed Thermal, Fire, and Mechanical Study of Silicon-Modified Epoxy Resin Containing Humic Acid and Other Additives. ACS Appl. Polym. Mater. 2021, 3, 5969–5981. [Google Scholar] [CrossRef]
- Jain, P.; Choudhary, V.; Varma, I.K. Flame Retarding Epoxies with Phosphorous. J. Macromol. Sci. Part C 2002, 42, 139–183. [Google Scholar] [CrossRef]
- Levchik, S.V.; Weil, E.D. Thermal Decomposition, Combustion and Flame-Retardancy of Epoxy Resins—A Review of the Recent Literature. Polym. Int. 2004, 53, 1901–1929. [Google Scholar] [CrossRef]
- Rakotomalala, M.; Wagner, S.; Döring, M. Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications. Materials 2010, 3, 4300–4327. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S.V. Phosphorus Flame Retardants. In Krik-Othmer Encyclopedia of Chemical Technology; Kirk, R.E., Othmer, D., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2004. [Google Scholar]
- Wang, J.; Su, X.; Mao, Z. The Flame Retardancy and Thermal Property of Poly(Ethylene Terephthalate)/Cyclotriphosphazene Modified Montmorillonite System. Polym. Degrad. Stab. 2014, 109, 154–161. [Google Scholar] [CrossRef]
- Zhang, R.C.; Hong, S.M.; Koo, C. Flame Retardancy and Mechanical Properties of Polyamide 6 with Melamine Polyphosphate and Ionic Liquid Surfactant-Treated Montmorillonite. J. Appl. Polym. Sci. 2014, 131, 40648. [Google Scholar] [CrossRef]
- Ramani, A.; Dahoe, A.E. On Flame Retardancy in Polycaprolactam Composites by Aluminim Diethylphosphinate and Melamine Polyphosphate in Conjunction with Organically Modified Montmorillonite Nanoclay. Polym. Degrad. Stab. 2014, 105, 1–11. [Google Scholar] [CrossRef]
- Yu, T.; Jiang, N.; Li, Y. Functionalized Multi-Wall Carbon Nanotube for Improving the Flame Retardancy of Ramie/Poly(Lactic Acid) Composite. Compos. Sci. Technol. 2014, 104, 26–33. [Google Scholar] [CrossRef]
- Pandey, P.; Mohanty, S.; Nayak, S.K. Improved Flame Retardancy and Thermal Stability of Polymer/Clay Nanocomposites, with the Incorporation of Multiwalled Carbon Nanotube as Secondary Filler: Evaluation of Hybrid Effect of Nanofillers. High Perform. Polym. 2014, 26, 826–836. [Google Scholar] [CrossRef]
- Zhang, Z.; Yuan, L.; Liang, G.; Gu, A.; Qiang, Z.; Chen, X. Unique Hybridized Carbon Nanotubes and Their High Performance Flame Retarding Composites with High Smoke Suppression, Good Toughness and Low Curing Temperature. J. Mater. Chem. A 2014, 2, 4975–4988. [Google Scholar] [CrossRef]
- Yu, B.; Shi, Y.; Yuan, B.; Qiu, S.; Xing, W.; Hu, W.; Song, L.; Lo, S.M.; Hu, Y. Enhanced Thermal and Flame Retardant Properties of Flame-Retardant-Wrapped Graphene/Epoxy Resin Nanocomposites. J. Mater. Chem. A 2015, 3, 8034–8044. [Google Scholar] [CrossRef]
- Dittrich, B.; Wartig, K.A.; Mülhaup, R.; Shartel, B. Flame-Retardancy Properties of Intumescent Ammonium Poly(Phosphate) and Mineral Filler Magnesium Hydroxide in Combination with Graphene. Polymer 2014, 6, 2875–2895. [Google Scholar] [CrossRef]
- Ran, S.; Chen, C.; Guo, Z.; Fang, Z. Char Barrier Effect of Graphene Nanoplatelets on the Flame Retardancy and Thermal Stability of High-Density Polyethylene Flame-Retarded by Brominated Polystyrene. J. Appl. Polym. Sci. 2014, 131, 40520. [Google Scholar] [CrossRef]
- Han, Y.; Wu, Y.; Shen, M.; Huang, X.; Zhu, J.; Zhang, X. Preparation and Properties of Polystyrene Nanocomposites with Graphite Oxide and Graphene as Flame Retardants. J. Mater. Sci. 2013, 48, 4214–4222. [Google Scholar] [CrossRef]
- Knop, S.; Krieger, W. Flame retardant gelcoats on composite laminates. In Proceedings of the Composites in Fire, Newcastle upon Tyne, UK, 9–10 September 2003; pp. 29–34. [Google Scholar]
- Yuhazri, M.Y.; Haeryip, S.; Zaimi, Z.A.M.; Nilson, G.C. A Review on Gelcoat Used in Laminated Composite Structure. Int. J. Res. Eng. Technol. 2015, 4, 49–58. [Google Scholar] [CrossRef]
- Rogers, W.; Hoppins, C.; Gombos, Z.J.; Summerscales, J. In-Mould Gel-Coating of Polymer Composites: A Review. J. Clean. Prod. 2014, 70, 282–291. [Google Scholar] [CrossRef]
- Pomázi, Á.; Szolnoki, B.; Toldy, A. Flame Retardancy of Low-Viscosity Epoxy Resins and Their Carbon Fibre Reinforced Composites via a Combined Solid and Gas Phase Mechanism. Polymers 2018, 10, 1081. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pomázi, Á.; Krecz, M.; Toldy, A. The Effect of the Combined Application of Solid- and Gas-Phase Flame Retardants in Epoxy Gelcoats on the Thermal Stability, Fire Performance and Adhesion of Coated Carbon Fibre–Reinforced Epoxy Composites. J. Therm. Anal. Calorim. 2022, 148, 257–270. [Google Scholar] [CrossRef]
Figure 1.
The chemical structure of APP (a) and RDP (b).

Figure 2.
The heat release rate (a) and mass loss (b) of the reference and flame retardant gel coatings.
Figure 2.
The heat release rate (a) and mass loss (b) of the reference and flame retardant gel coatings.

Figure 3.
The heat release (a) rate and the mass loss (b) of IPN02-based reference and flame-retarded samples with and without coating.
Figure 3.
The heat release (a) rate and the mass loss (b) of IPN02-based reference and flame-retarded samples with and without coating.

Figure 4.
The heat release rate (a) and the mass loss (b) of CS2-9000-based reference and flame-retarded samples with and without coating.
Figure 4.
The heat release rate (a) and the mass loss (b) of CS2-9000-based reference and flame-retarded samples with and without coating.

Figure 5.
The heat release rate (a) and the mass loss (b) of reference and coated PUR samples.

Figure 6.
Pull-off adhesion test of coated PUR samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The reference and flame retardant gelcoat formulations.
| Samples | Mixing Ratio (Epoxy Resin: Hardener) | Gelcoat (%) | Hardener (%) | APP (%) | RDP (%) | P-Content (%) |
|---|---|---|---|---|---|---|
| SG715 REF | 100:27 | 79 | 21 | 0 | 0 | 0 |
| SGi128 FR | 100:70 | 59 | 41 | 0 | 0 | 0 |
| SG715 5%P APP | 100:27 | 66 | 18 | 16 | 0 | 5 |
| SG715 5%P RDP | 100:27 | 43 | 11 | 0 | 46 | 5 |
| SG715 5%P APP 5%P RDP | 100:27 | 30 | 8 | 16 | 46 | 10 |
| SG715 10%P APP | 100:27 | 53 | 15 | 32 | 0 | 10 |
| SG715 15%P APP | 100:27 | 41 | 11 | 48 | 0 | 15 |
Table 2.
Effect of flame retardants on the viscosity, glass transition temperature, reaction enthalpy, and Shore D hardness of gel coatings.
Table 2.
Effect of flame retardants on the viscosity, glass transition temperature, reaction enthalpy, and Shore D hardness of gel coatings.
| Samples | Viscosity at 25 °C (Pa·s) | Glass Transition Temperature (°C) | Reaction Enthalpy Epoxy (J/g) | Shore D Hardness (-) |
|---|---|---|---|---|
| SG715 REF | 461 | 97 | 188 | 82 |
| SGi128 FR | 9 | 108 | 198 | 80 |
| SG715 5%P APP | 491 | 105 | 221 | 81 |
| SG715 5%P RDP | 24 | 98 | 177 | 29 |
| SG715 5%P APP 5%P RDP | 10 | 89 | 135 | 11 |
| SG715 10%P APP | 643 | 120 | 255 | 85 |
| SG715 15%P APP | 1963 | 123 | 212 | 79 |
Table 3.
Limiting oxygen index (LOI), UL-94, and mass loss calorimetry (MLC) results of gelcoats.
| Samples | LOI | UL-94 1 (Horizontal Flame Spread Rate) | TTI 2 (s) | pHRR 3 (kW/m2) | Time to pHRR (s) | THR 4 (MJ/m2) | Residual Mass (%) |
|---|---|---|---|---|---|---|---|
| SG715 REF | 21 | HB (23 mm/min) | 41 | 428 | 74 | 60.0 | 18.7 |
| SGi128 FR | 42 | V-0 | 46 | 127 | 97 | 45.0 | 39.6 |
| SG715 5%P APP | 33 | V-0 | 29 | 200 | 74 | 42.1 | 32.1 |
| SG715 5%P RDP | 25 | V-0 | 14 | 352 | 37 | 28.3 | 17.7 |
| SG715 5%P APP 5%P RDP | 35 | V-0 | 17 | 189 | 42 | 21.8 | 27.8 |
| SG715 10%P APP | 62 | V-0 | 41 | 158 | 82 | 35 | 48.9 |
| SG715 15%P APP | >85 | V-0 | 36 | 133 | 84 | 27.3 | 62.1 |
1 Average spread of horizontal flame spread: ±1 mm/min. 2 TTI: time to ignition. 3 pHRR: peak heat release rate. 4 THR: total heat release.
Table 4.
Shore D hardness and the pull-off adhesion strength PUR samples.
| Sample | Shore D Hardness (-) | Pull-Off Adhesion Strength (MPa) |
|---|---|---|
| PUR | 75 ± 1 | n.a. |
| PUR SG715 | n.a. | 1.442 ± 0.157 |
| PUR SG715 15%P APP | 79 ± 1 | 1.535 ± 0.158 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kovács, Z.; Pomázi, Á.; Toldy, A. Development of Multifunctional Flame-Retardant Gel Coatings for Automotive Applications. Coatings 2023, 13, 345. https://doi.org/10.3390/coatings13020345
AMA Style
Kovács Z, Pomázi Á, Toldy A. Development of Multifunctional Flame-Retardant Gel Coatings for Automotive Applications. Coatings. 2023; 13(2):345. https://doi.org/10.3390/coatings13020345
Chicago/Turabian StyleKovács, Zsófia, Ákos Pomázi, and Andrea Toldy. 2023. "Development of Multifunctional Flame-Retardant Gel Coatings for Automotive Applications" Coatings 13, no. 2: 345. https://doi.org/10.3390/coatings13020345
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.