
New Transparent Flame-Retardant (FR) Coatings Based on Epoxy-Aluminum Hypophosphite Nanocomposites

 , ,
, ,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of AHP Nanoparticles
2.3. Preparation of Epoxy/AHP Nanocomposites
2.4. Preparation of PLA Coated by Epoxy/AHP Nanocomposites
2.5. Characterization Methods
2.5.1. Electron Microscopy
2.5.2. Thermogravimetric Analysis (TGA)
2.5.3. Fire Testing
3. Results and Discussion
3.1. Characterization of AHP Nanoparticles
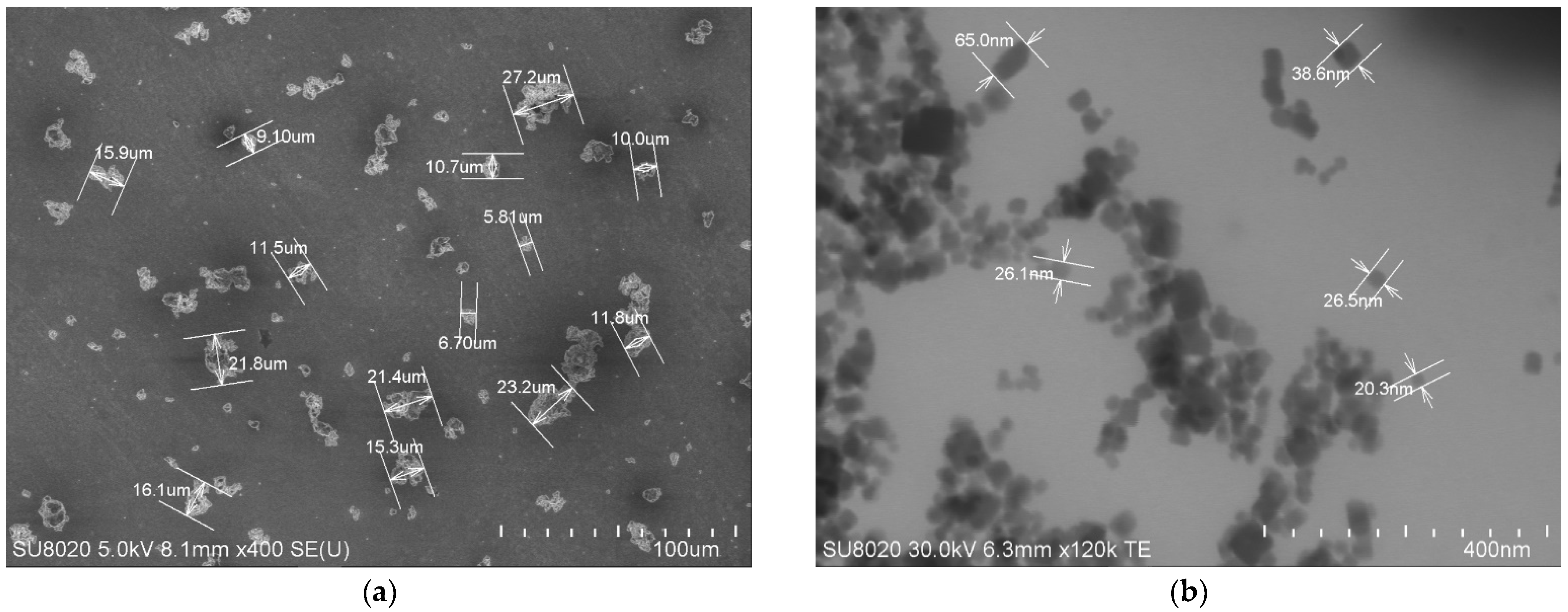
3.1.1. Morphology of AHP NPs
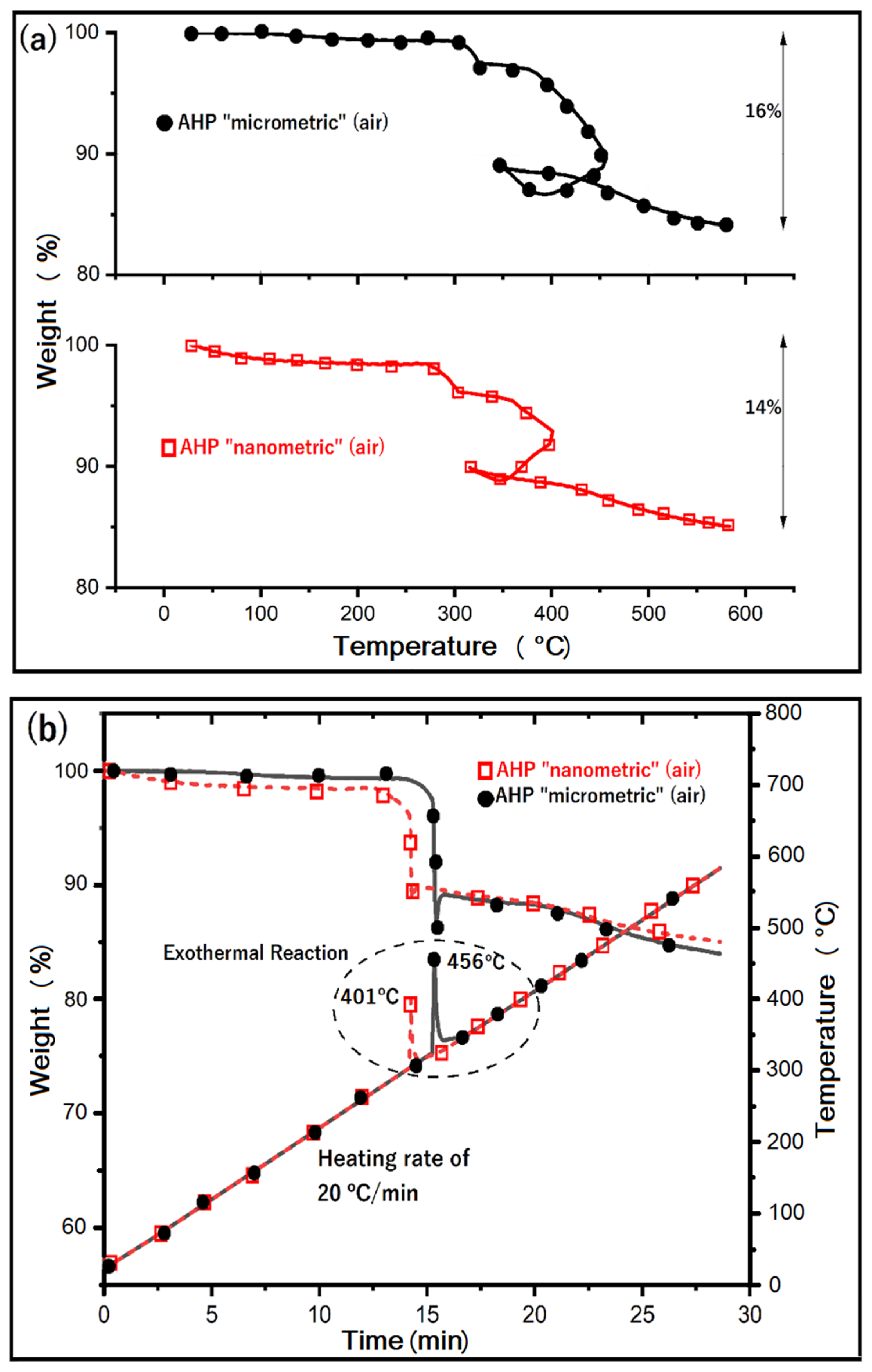
3.1.2. Thermal Analyses
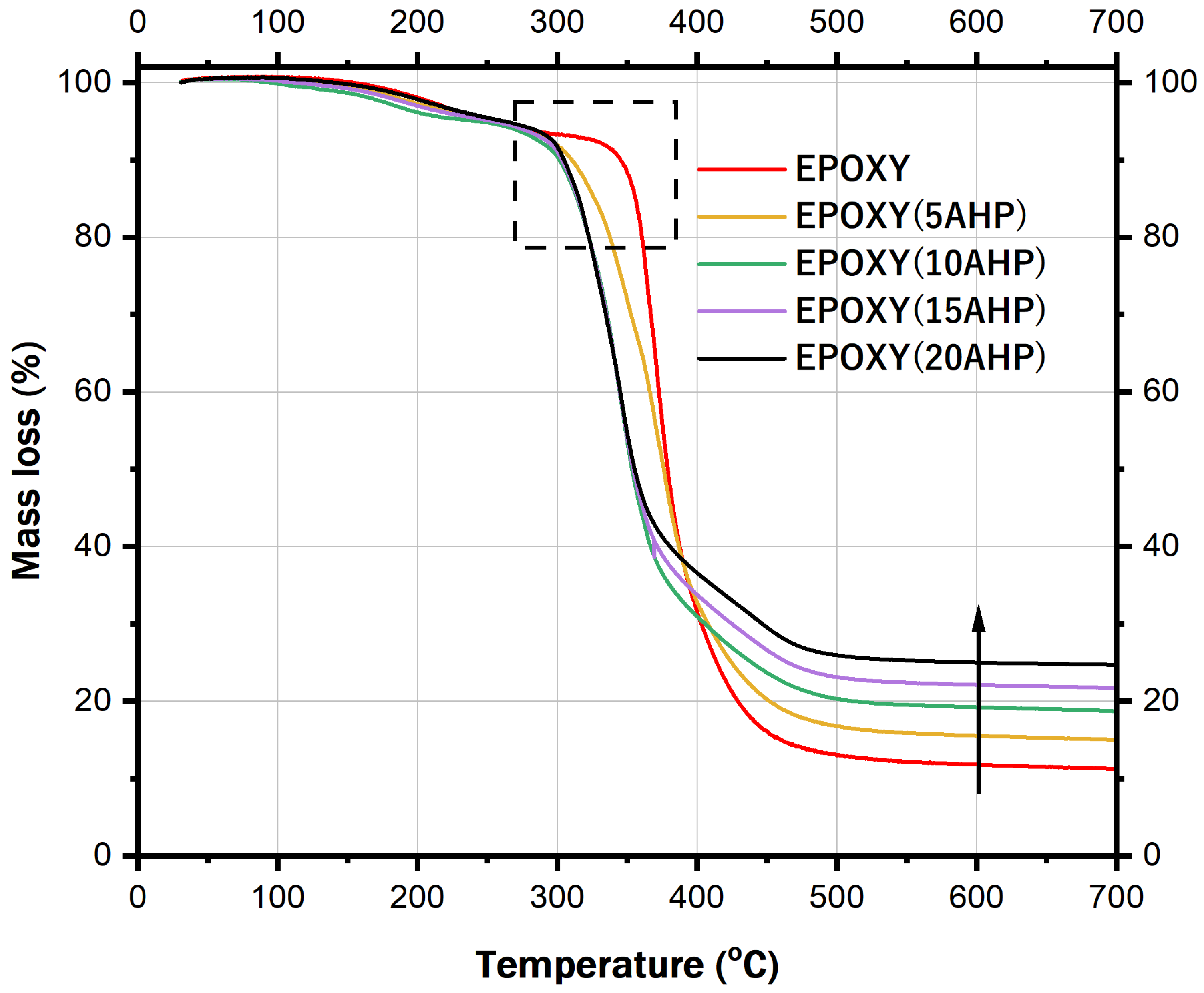
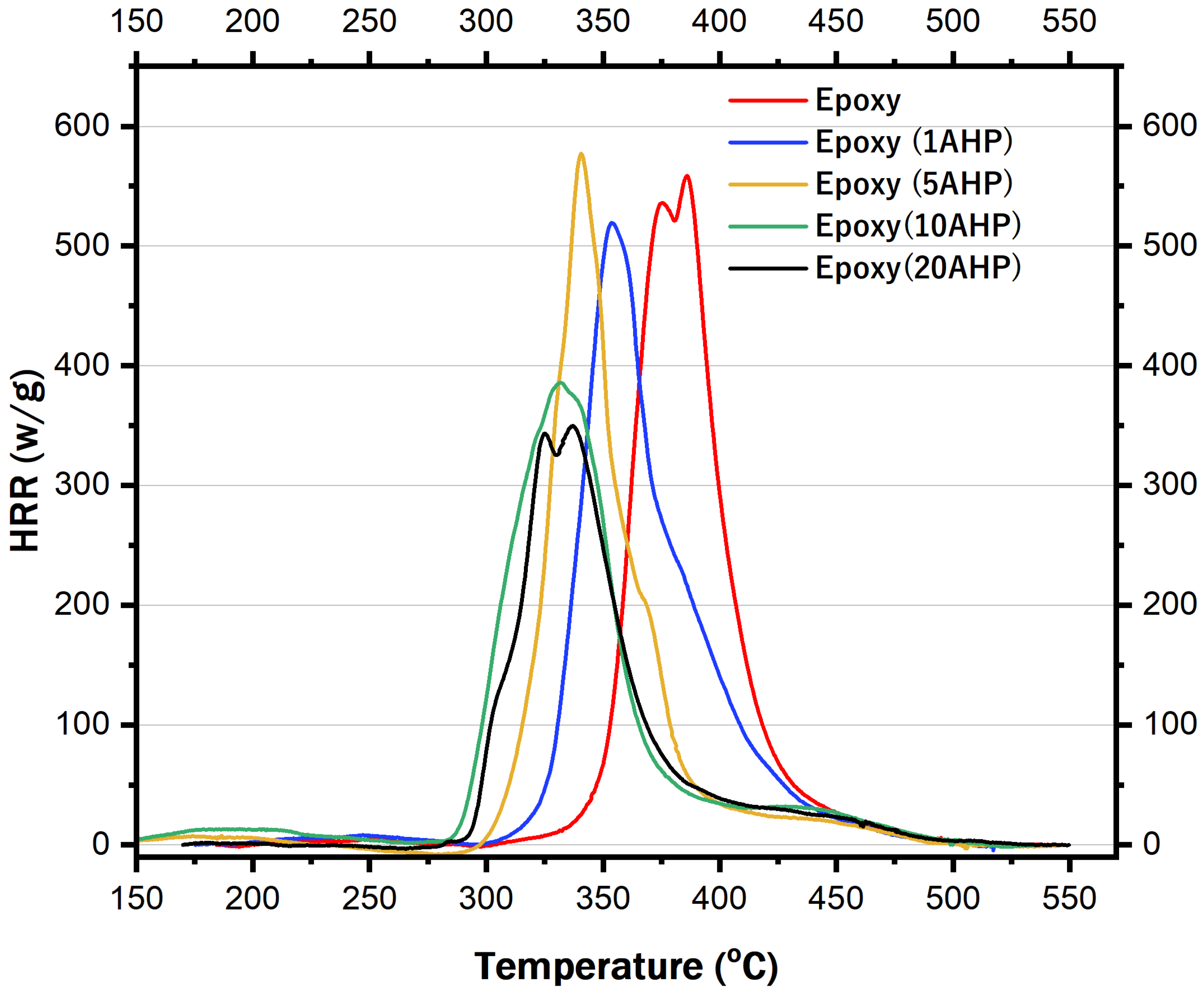
3.2. Characterization of Epoxy/AHP Nanocomposites
3.3. FR Properties of PLA Sheets Coated with Epoxy/AHP Nanocomposites
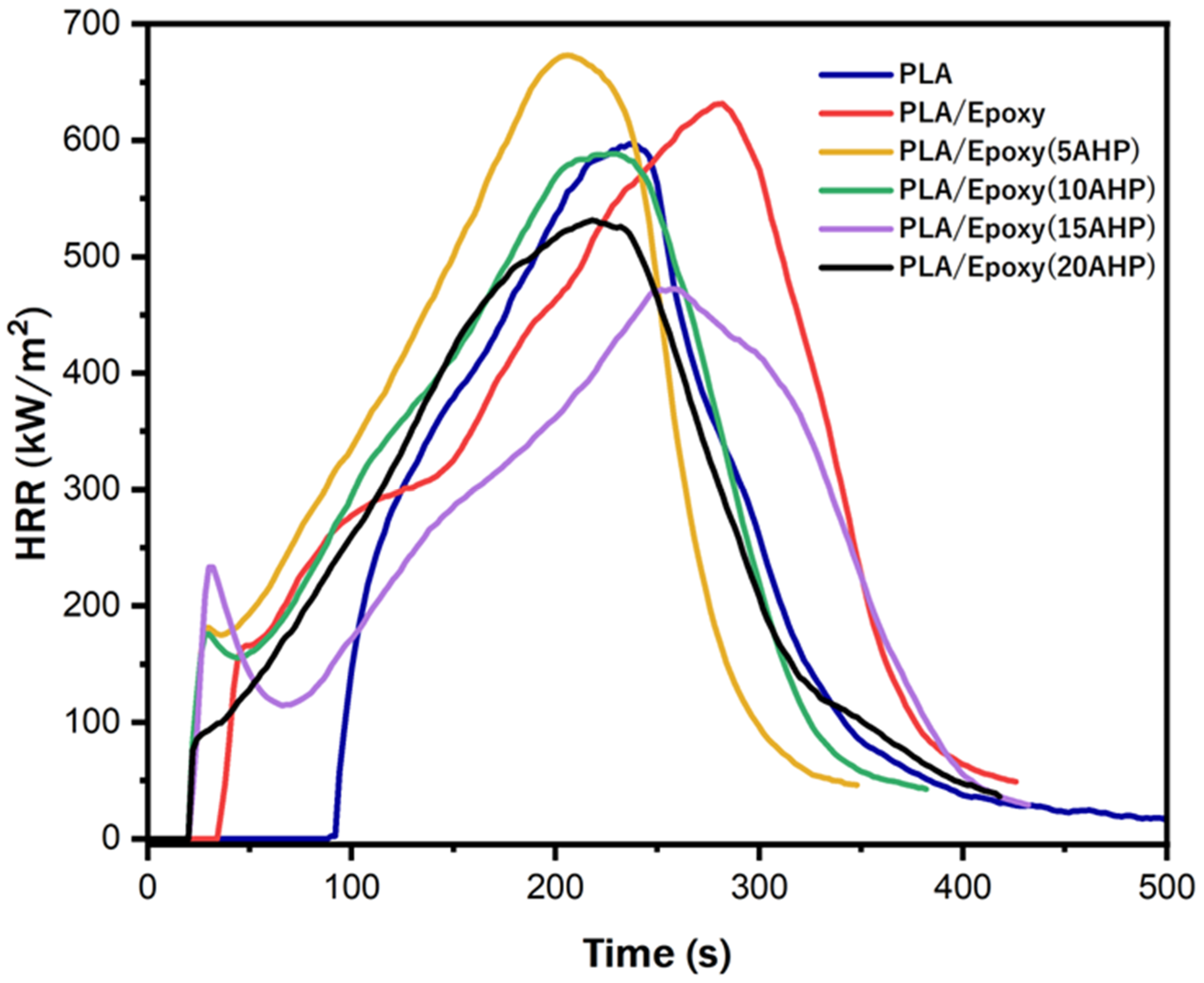
3.3.1. Mass Loss Cone Calorimeter Tests
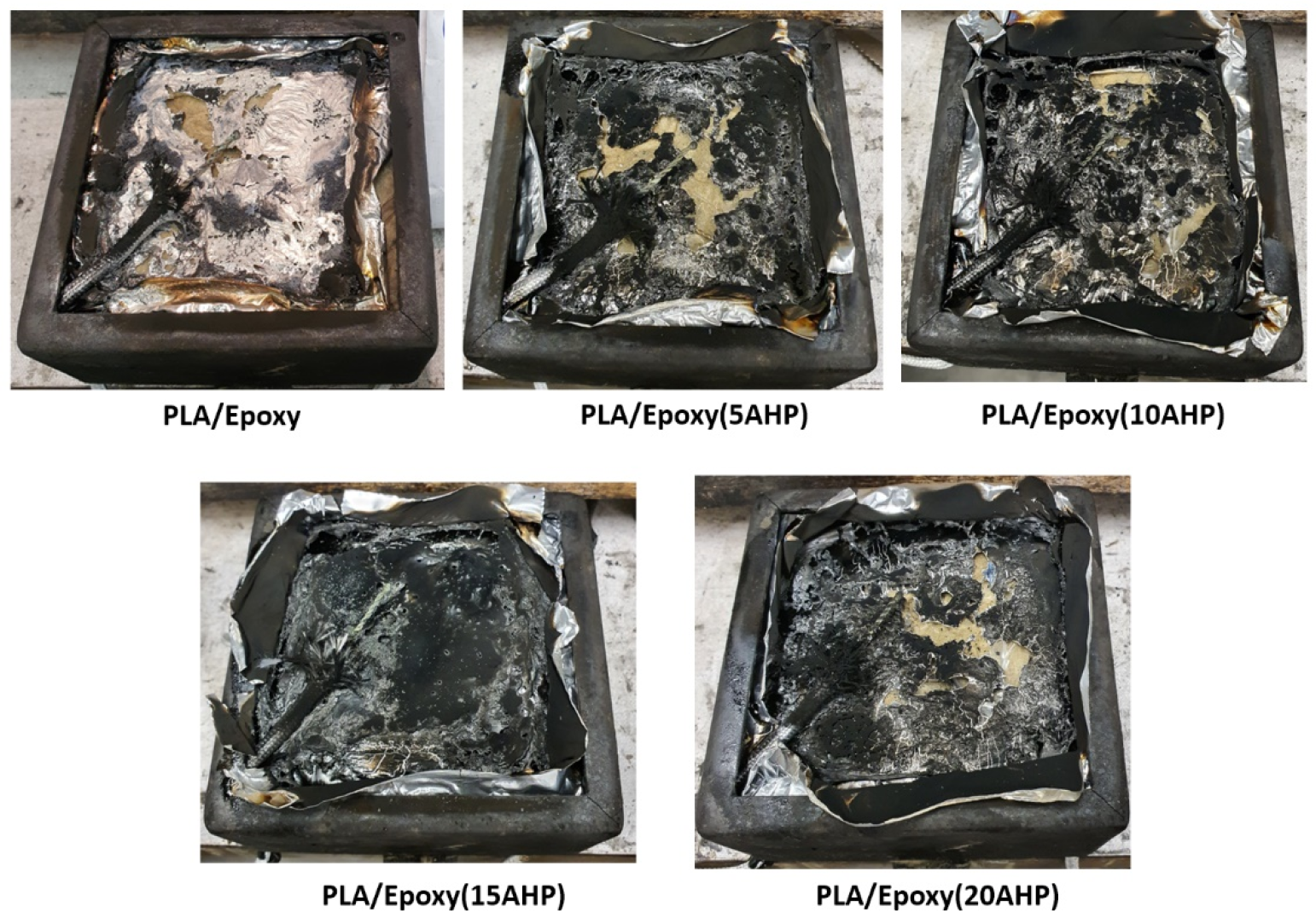
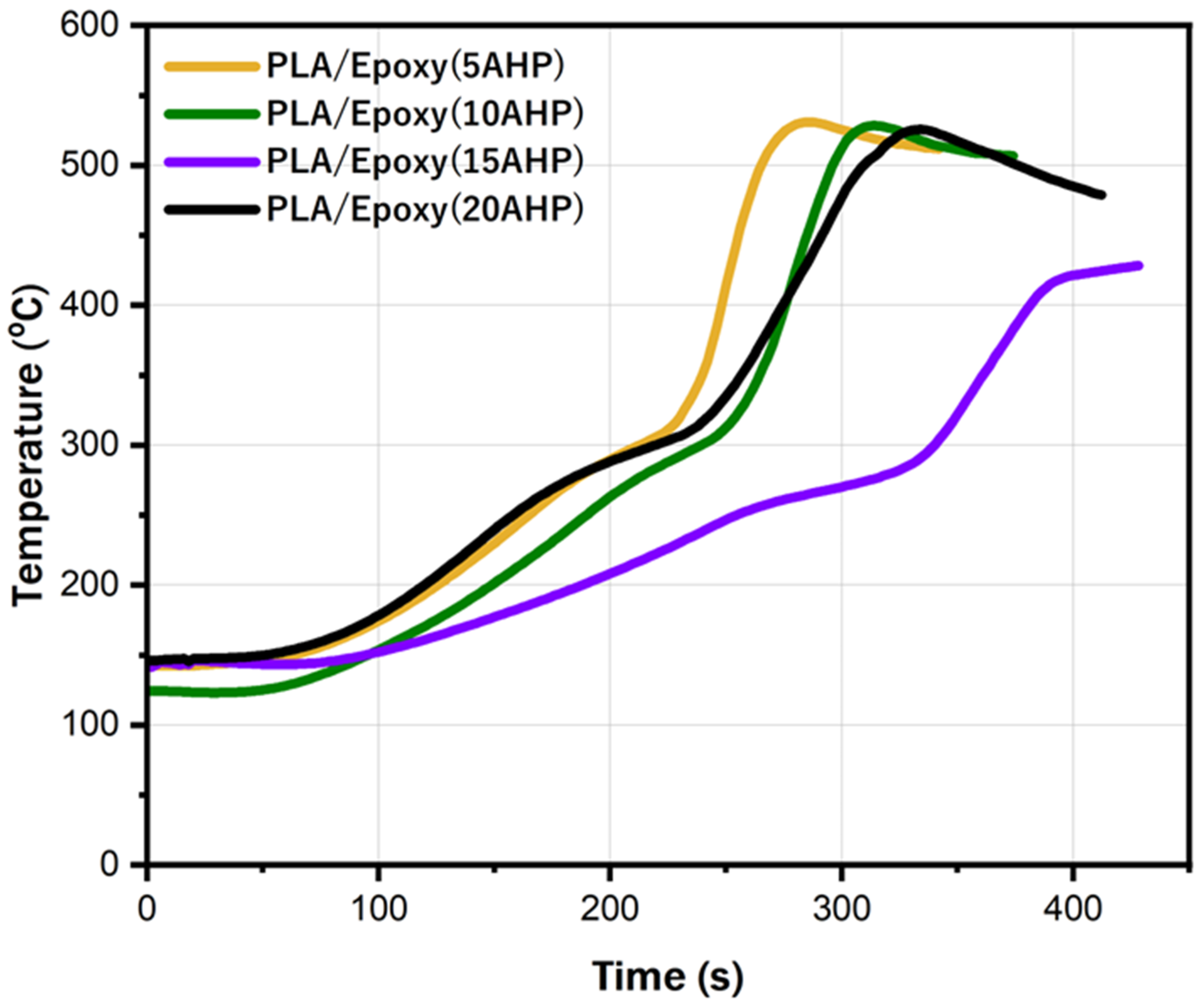
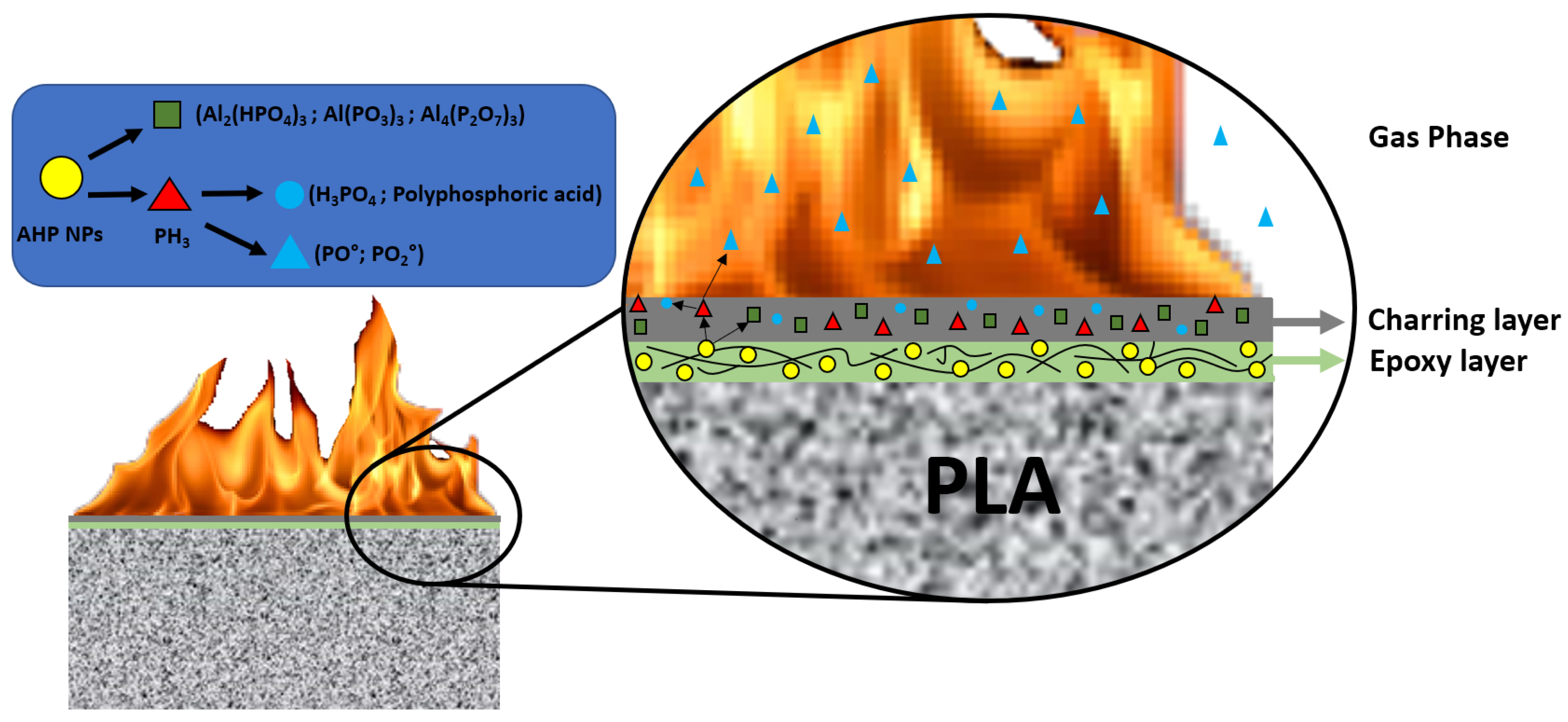
3.3.2. Protective and Insulating Effect of Epoxy-AHP Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, K.; Liu, H.; Wang, C.; Huang, W.; Tian, Q.; Fu, Q.; Yan, W. Flame-Retardant Performance of Epoxy Resin Composites with SiO2 Nanoparticles and Phenethyl-Bridged DOPO Derivative. ACS Omega 2021, 6, 666–674. [Google Scholar] [CrossRef] [PubMed]
- Ahmadi, Z. Nanostructured Epoxy Adhesives: A Review. Prog. Org. Coat. 2019, 135, 449–453. [Google Scholar] [CrossRef]
- Jouyandeh, M.; Jazani, O.M.; Navarchian, A.H.; Shabanian, M.; Vahabi, H.; Saeb, M.R. Bushy-Surface Hybrid Nanoparticles for Developing Epoxy Superadhesives. Appl. Surf. Sci. 2019, 479, 1148–1160. [Google Scholar] [CrossRef]
- Shen, D.; Xu, Y.-J.; Long, J.-W.; Shi, X.-H.; Chen, L.; Wang, Y.-Z. Epoxy Resin Flame-Retarded via a Novel Melamine-Organophosphinic Acid Salt: Thermal Stability, Flame Retardance and Pyrolysis Behavior. J. Anal. Appl. Pyrolysis 2017, 128, 54–63. [Google Scholar] [CrossRef]
- Wang, P.; Xia, L.; Jian, R.; Ai, Y.; Zheng, X.; Chen, G.; Wang, J. Flame-Retarding Epoxy Resin with an Efficient P/N/S-Containing Flame Retardant: Preparation, Thermal Stability, and Flame Retardance. Polym. Degrad. Stab. 2018, 149, 69–77. [Google Scholar] [CrossRef]
- Vahabi, H.; Jouyandeh, M.; Cochez, M.; Khalili, R.; Vagner, C.; Ferriol, M.; Movahedifar, E.; Ramezanzadeh, B.; Rostami, M.; Ranjbar, Z.; et al. Short-Lasting Fire in Partially and Completely Cured Epoxy Coatings Containing Expandable Graphite and Halloysite Nanotube Additives. Prog. Org. Coat. 2018, 123, 160–167. [Google Scholar] [CrossRef]
- Bifulco, A.; Varganici, C.; Rosu, L.; Mustata, F.; Rosu, D.; Gaan, S. Recent Advances in Flame Retardant Epoxy Systems Containing Non-Reactive DOPO Based Phosphorus Additives. Polym. Degrad. Stab. 2022, 200, 109962. [Google Scholar] [CrossRef]
- Ratna, D. Epoxy Composites: Impact Resistance and Flame Retardancy; Rapra review reports; Rapra Technology Ltd.: Billingham, UK, 2005; ISBN 978-1-62870-908-7. [Google Scholar]
- Yan, W.; Xie, P.; Yang, Z.; Luo, G.; Huang, W.; Tian, Q.; Tu, C.; Zhang, C.; Yang, C.; Wang, K. Flame-Retardant Behaviors of Aluminum Phosphates Coated Sepiolite in Epoxy Resin. J. Fire Sci. 2021, 39, 3–18. [Google Scholar] [CrossRef]
- Xu, B.; Liu, Y.; Wei, S.; Zhao, S.; Qian, L.; Chen, Y.; Shan, H.; Zhang, Q. A Phosphorous-Based Bi-Functional Flame Retardant Based on Phosphaphenanthrene and Aluminum Hypophosphite for an Epoxy Thermoset. Int. J. Mol. Sci. 2022, 23, 11256. [Google Scholar] [CrossRef]
- Huo, S.; Song, P.; Yu, B.; Ran, S.; Chevali, V.S.; Liu, L.; Fang, Z.; Wang, H. Phosphorus-Containing Flame Retardant Epoxy Thermosets: Recent Advances and Future Perspectives. Prog. Polym. Sci. 2021, 114, 101366. [Google Scholar] [CrossRef]
- Movahedifar, E.; Vahabi, H.; Saeb, M.R.; Thomas, S. Flame Retardant Epoxy Composites on the Road of Innovation: An Analysis with Flame Retardancy Index for Future Development. Molecules 2019, 24, 3964. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdi, A.A.; Jouyandeh, M.; Vahabi, H.; Shabanian, M.; Lafon-Pham, D.; Gabrion, X.; Laheurte, P.; Nahavandi, A.M.; Saeb, M.R. Correlating the Photophysical Properties with the Cure Index of Epoxy Nanocomposite Coatings. J. Inorg. Organomet. Polym. Mater. 2021, 31, 923–933. [Google Scholar] [CrossRef]
- Sari, M.G.; Saeb, M.R.; Shabanian, M.; Khaleghi, M.; Vahabi, H.; Vagner, C.; Zarrintaj, P.; Khalili, R.; Paran, S.M.R.; Ramezanzadeh, B.; et al. Epoxy/Starch-Modified Nano-Zinc Oxide Transparent Nanocomposite Coatings: A Showcase of Superior Curing Behavior. Prog. Org. Coat. 2018, 115, 143–150. [Google Scholar] [CrossRef]
- Rastin, H.; Saeb, M.R.; Nonahal, M.; Shabanian, M.; Vahabi, H.; Formela, K.; Gabrion, X.; Seidi, F.; Zarrintaj, P.; Sari, M.G.; et al. Transparent Nanocomposite Coatings Based on Epoxy and Layered Double Hydroxide: Nonisothermal Cure Kinetics and Viscoelastic Behavior Assessments. Prog. Org. Coat. 2017, 113, 126–135. [Google Scholar] [CrossRef]
- Teles, F.; Martins, G.; Antunes, F. Fire Retardancy in Nanocomposites by Using Nanomaterial Additives. J. Anal. Appl. Pyrolysis 2022, 163, 105466. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, P. New Prospects in Flame Retardant Polymer Materials: From Fundamentals to Nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Murariu, M.; Laoutid, F.; Dubois, P.; Fontaine, G.; Bourbigot, S.; Devaux, E.; Campagne, C.; Ferreira, M.; Solarski, S. Chapter 21—Pathways to Biodegradable Flame Retardant Polymer (Nano)Composites. In Polymer Green Flame Retardants; Papaspyrides, C.D., Kiliaris, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 709–773. ISBN 978-0-444-53808-6. [Google Scholar]
- Murariu, M.; Dechief, A.L.; Bonnaud, L.; Paint, Y.; Gallos, A.; Fontaine, G.; Bourbigot, S.; Dubois, P. The Production and Properties of Polylactide Composites Filled with Expanded Graphite. Polym. Degrad. Stab. 2010, 95, 889–900. [Google Scholar] [CrossRef]
- Horrocks, R.; Sitpalan, A.; Zhou, C.; Kandola, B.K. Flame Retardant Polyamide Fibres: The Challenge of Minimising Flame Retardant Additive Contents with Added Nanoclays. Polymers 2016, 8, 288. [Google Scholar] [CrossRef] [Green Version]
- Feyz, E.; Jahani, Y.; Esfandeh, M. Effect of a Nanoclay/Triphenyl Phosphate Hybrid System on the Fire Retardancy of Polycarbonate/Acrylonitrile–Butadiene–Styrene Blend. J. Appl. Polym. Sci. 2011, 120, 3435–3442. [Google Scholar] [CrossRef]
- Pack, S.; Si, M.; Koo, J.; Sokolov, J.C.; Koga, T.; Kashiwagi, T.; Rafailovich, M.H. Mode-of-Action of Self-Extinguishing Polymer Blends Containing Organoclays. Polym. Degrad. Stab. 2009, 94, 306–326. [Google Scholar] [CrossRef]
- Wu, H.; Ortiz, R.; Correa, R.D.A.; Krifa, M.; Koo, J.H. Self-Extinguishing and Non-Drip Flame Retardant Polyamide 6 Nanocomposite: Mechanical, Thermal, and Combustion Behavior. Flame Retard. Therm. Stab. Mater. 2018, 1, 1–13. [Google Scholar] [CrossRef]
- Swoboda, B.; Leroy, E.; Laoutid, F.; Lopez-Cuesta, J.-M. Flame-Retardant PET-PC Blends Compatibilized by Organomodified Montmorillonites. In Fire and Polymers V; ACS Symposium Series; American Chemical Society: Washington DC, USA, 2009; Volume 1013, pp. 83–101. ISBN 978-0-8412-6988-0. [Google Scholar]
- Kalali, E.N.; Wang, X.; Wang, D.-Y. Multifunctional Intercalation in Layered Double Hydroxide: Toward Multifunctional Nanohybrids for Epoxy Resin. J. Mater. Chem. A 2016, 4, 2147–2157. [Google Scholar] [CrossRef] [Green Version]
- Levchik, S. Phosphorus-Based Flame Retardants. In Non-Halogenated Flame Retardant Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2021; pp. 23–99. ISBN 978-1-119-75224-0. [Google Scholar]
- Yang, W.; Song, L.; Hu, Y.; Lu, H.; Yuen, R.K.K. Enhancement of Fire Retardancy Performance of Glass-Fibre Reinforced Poly(Ethylene Terephthalate) Composites with the Incorporation of Aluminum Hypophosphite and Melamine Cyanurate. Compos. Part B Eng. 2011, 42, 1057–1065. [Google Scholar] [CrossRef]
- Li, Q.; Li, B.; Zhang, S.; Lin, M. Investigation on Effects of Aluminum and Magnesium Hypophosphites on Flame Retardancy and Thermal Degradation of Polyamide 6. J. Appl. Polym. Sci. 2012, 125, 1782–1789. [Google Scholar] [CrossRef]
- Gu, L.; Qiu, J.; Qiu, C.; Yao, Y.; Sakai, E.; Yang, L. Mechanical Properties and Degrading Behaviors of Aluminum Hypophosphite-Poly(Lactic Acid) (PLA) Nanocomposites. Polym.-Plast. Technol. Mater. 2019, 58, 126–138. [Google Scholar] [CrossRef]
- Tang, G.; Wang, X.; Xing, W.; Zhang, P.; Wang, B.; Hong, N.; Yang, W.; Hu, Y.; Song, L. Thermal Degradation and Flame Retardance of Biobased Polylactide Composites Based on Aluminum Hypophosphite. Ind. Eng. Chem. Res. 2012, 51, 12009–12016. [Google Scholar] [CrossRef]
- Yan, Y.-W.; Huang, J.-Q.; Guan, Y.-H.; Shang, K.; Jian, R.-K.; Wang, Y.-Z. Flame Retardance and Thermal Degradation Mechanism of Polystyrene Modified with Aluminum Hypophosphite. Polym. Degrad. Stab. 2014, 99, 35–42. [Google Scholar] [CrossRef]
- Wu, S.; Deng, D.; Zhou, L.; Zhang, P.; Tang, G. Flame Retardancy and Thermal Degradation of Rigid Polyurethane Foams Composites Based on Aluminum Hypophosphite. Mater. Res. Express 2019, 6, 105365. [Google Scholar] [CrossRef]
- Savas, L.A.; Hacioglu, F.; Hancer, M.; Dogan, M. Flame Retardant Effect of Aluminum Hypophosphite in Heteroatom-Containing Polymers. Polym. Bull. 2020, 77, 291–306. [Google Scholar] [CrossRef]
- Tian, S.; He, H.; Wang, D.; Yu, P.; Jia, Y.; Luo, Y. Study of Using Aluminum Hypophosphite as a Flame Retardant for Low-Density Polyethylene. Fire Mater. 2017, 41, 983–992. [Google Scholar] [CrossRef]
- Velencoso, M.M.; Battig, A.; Markwart, J.C.; Schartel, B.; Wurm, F.R. Molecular Firefighting—How Modern Phosphorus Chemistry Can Help Solve the Challenge of Flame Retardancy. Angew. Chem. Int. Ed. 2018, 57, 10450–10467. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, B.; Chen, L.; Long, J.-W.; Chen, H.-B.; Wang, Y.-Z. Aluminum Hypophosphite versus Alkyl-Substituted Phosphinate in Polyamide 6: Flame Retardance, Thermal Degradation, and Pyrolysis Behavior. Ind. Eng. Chem. Res. 2013, 52, 2875–2886. [Google Scholar] [CrossRef]
- Ge, H.; Tang, G.; Hu, W.-Z.; Wang, B.-B.; Pan, Y.; Song, L.; Hu, Y. Aluminum Hypophosphite Microencapsulated to Improve Its Safety and Application to Flame Retardant Polyamide 6. J. Hazard. Mater. 2015, 294, 186–194. [Google Scholar] [CrossRef]
- Savas Atabek, L.; Tayfun, U.; Hancer, M.; Dogan, M. The Flame-Retardant Effect of Calcium Hypophosphite in Various Thermoplastic Polymers. Fire Mater. 2019, 43, 294–302. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, J.; Chen, Z.; Chen, Z.; Ni, L. Preparation and Characterization of Microencapsulated Aluminum Hypophosphite and Its Performance on the Thermal, Flame Retardancy, and Mechanical Properties of Epoxy Resin. Polym. Compos. 2021, 42, 1818–1834. [Google Scholar] [CrossRef]
- Tikhani, F.; Moghari, S.; Jouyandeh, M.; Laoutid, F.; Vahabi, H.; Saeb, M.R.; Dubois, P. Curing Kinetics and Thermal Stability of Epoxy Composites Containing Newly Obtained Nano-Scale Aluminum Hypophosphite (AlPO2). Polymers 2020, 12, 644. [Google Scholar] [CrossRef] [Green Version]
- Karami, Z.; Jouyandeh, M.; Ali, J.A.; Ganjali, M.R.; Aghazadeh, M.; Maadani, M.; Rallini, M.; Luzi, F.; Torre, L.; Puglia, D.; et al. Development of Mg-Zn-Al-CO3 Ternary LDH and Its Curability in Epoxy/Amine System. Prog. Org. Coat. 2019, 136, 105264. [Google Scholar] [CrossRef]
- Huggett, C. Estimation of Rate of Heat Release by Means of Oxygen Consumption Measurements. Fire Mater. 1980, 4, 61–65. [Google Scholar] [CrossRef]
- Zhao, P.; Guo, C.; Li, L. Flame Retardancy and Thermal Degradation Properties of Polypropylene/Wood Flour Composite Modified with Aluminum Hypophosphite/Melamine Cyanurate. J. Therm. Anal. Calorim. 2019, 135, 3085–3093. [Google Scholar] [CrossRef]
- Norrish, R.G.W.; Oldershaw, G.A. The Oxidation of Phosphine Studied by Flash Photolysis and Kinetic Spectroscopy. Proc. R. Soc. Lond. Ser. Math. Phys. Sci. 1961, 262, 10–18. [Google Scholar]
- Qu, H.; Liu, X.; Xu, J.; Ma, H.; Jiao, Y.; Xie, J. Investigation on Thermal Degradation of Poly(1,4-Butylene Terephthalate) Filled with Aluminum Hypophosphite and Trimer by Thermogravimetric Analysis–Fourier Transform Infrared Spectroscopy and Thermogravimetric Analysis–Mass Spectrometry. Ind. Eng. Chem. Res. 2014, 53, 8476–8483. [Google Scholar] [CrossRef]
- Kandola, B.K.; Biswas, B.; Price, D.; Horrocks, A.R. Studies on the Effect of Different Levels of Toughener and Flame Retardants on Thermal Stability of Epoxy Resin. Polym. Degrad. Stab. 2010, 95, 144–152. [Google Scholar] [CrossRef]
- Qian, L.; Ye, L.; Qiu, Y.; Qu, S. Thermal Degradation Behavior of the Compound Containing Phosphaphenanthrene and Phosphazene Groups and Its Flame Retardant Mechanism on Epoxy Resin. Polymer 2011, 52, 5486–5493. [Google Scholar] [CrossRef]
- Jian, R.; Wang, P.; Duan, W.; Wang, J.; Zheng, X.; Weng, J. Synthesis of a Novel P/N/S-Containing Flame Retardant and Its Application in Epoxy Resin: Thermal Property, Flame Retardance, and Pyrolysis Behavior. Ind. Eng. Chem. Res. 2016, 55, 11520–11527. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Gas | T5%, °C | Td1, °C | Td2, °C | Residual Product at 600 °C, % |
|---|---|---|---|---|---|
| AHP (micrometric) | N2 | 353 | 361 | 451 | 71 |
| AHP (nanometric) | N2 | 332 | 344 | ~460 | 81 |
| AHP (micrometric) | air | ND * | 322 | 442 | 84 |
| AHP (nanometric) | air | ND * | 298 | ~440 | 85 |
| Sample | T10%, °C | T50%, °C | Td, °C | Residual Product at 600 °C, % |
|---|---|---|---|---|
| Neat epoxy | 350 | 384 | 378 | 11.8 |
| Epoxy (5AHP) | 310 | 376 | 377 | 15.5 |
| Epoxy (10AHP) | 301 | 353 | 347 | 19.2 |
| Epoxy (15AHP) | 305 | 354 | 346 | 22.1 |
| Epoxy (20AHP) | 305 | 355 | 349 | 25.0 |
| Sample | pHRR, W/g | TpHRR, °C |
|---|---|---|
| Neat epoxy | 550 | 386 |
| Epoxy (1AHP) | 520 | 354 |
| Epoxy (5AHP) | 573 | 340 |
| Epoxy (10AHP) | 385 | 333 |
| Epoxy (20AHP) | 346 | 338 |
| Sample | TTI, (s) | pHRR (kW/m2) | pHRR Variation (%) | THR (kW/m2) |
|---|---|---|---|---|
| PLA | 92 | 584 | - | 100 |
| PLA/Epoxy | 34 | 612 | +4.8 | 132 |
| PLA/Epoxy(5AHP) | 20 | 640 | +9.6 | 114 |
| PLA/Epoxy(10AHP) | 19 | 546 | −6.5 | 113 |
| PLA/Epoxy(15AHP) | 20 | 435 | −25.5 | 107 |
| PLA/Epoxy(20AHP) | 21 | 490 | −16.0 | 107 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laoutid, F.; Jouyandeh, M.; Murariu, O.; Vahabi, H.; Saeb, M.R.; Brison, L.; Murariu, M.; Dubois, P. New Transparent Flame-Retardant (FR) Coatings Based on Epoxy-Aluminum Hypophosphite Nanocomposites. Coatings 2023, 13, 140. https://doi.org/10.3390/coatings13010140
Laoutid F, Jouyandeh M, Murariu O, Vahabi H, Saeb MR, Brison L, Murariu M, Dubois P. New Transparent Flame-Retardant (FR) Coatings Based on Epoxy-Aluminum Hypophosphite Nanocomposites. Coatings. 2023; 13(1):140. https://doi.org/10.3390/coatings13010140
Chicago/Turabian StyleLaoutid, Fouad, Maryam Jouyandeh, Oltea Murariu, Henri Vahabi, Mohammad Reza Saeb, Loic Brison, Marius Murariu, and Philippe Dubois. 2023. "New Transparent Flame-Retardant (FR) Coatings Based on Epoxy-Aluminum Hypophosphite Nanocomposites" Coatings 13, no. 1: 140. https://doi.org/10.3390/coatings13010140