

Design and Performance Evaluation of Flame Retardant and Thermally Insulated Material-Integrated Multi-Functional Thermoplastic Corrugated Sandwich Panels


Abstract
:1. Introduction
2. Materials and Methods
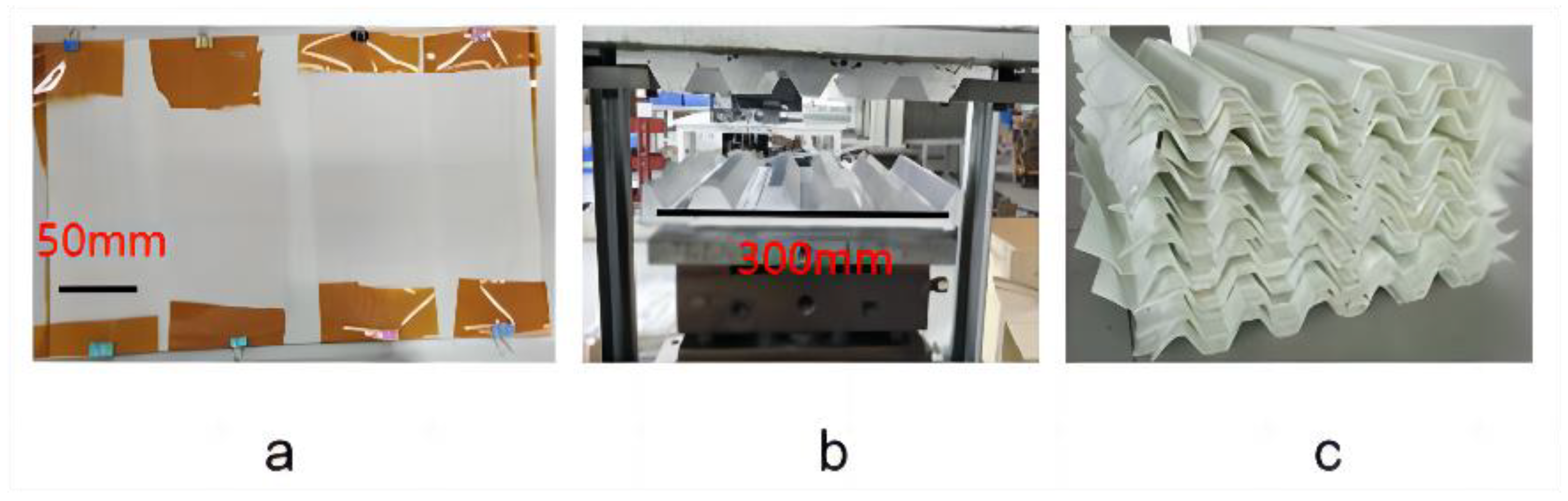
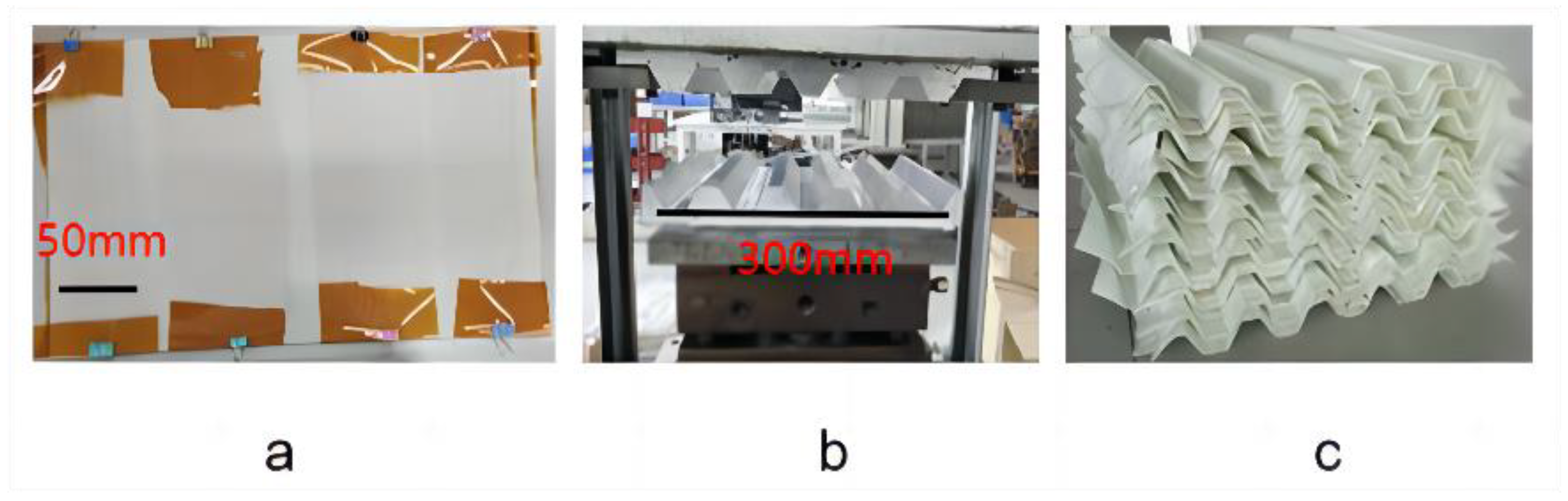
2.1. Raw Materials and Test Device
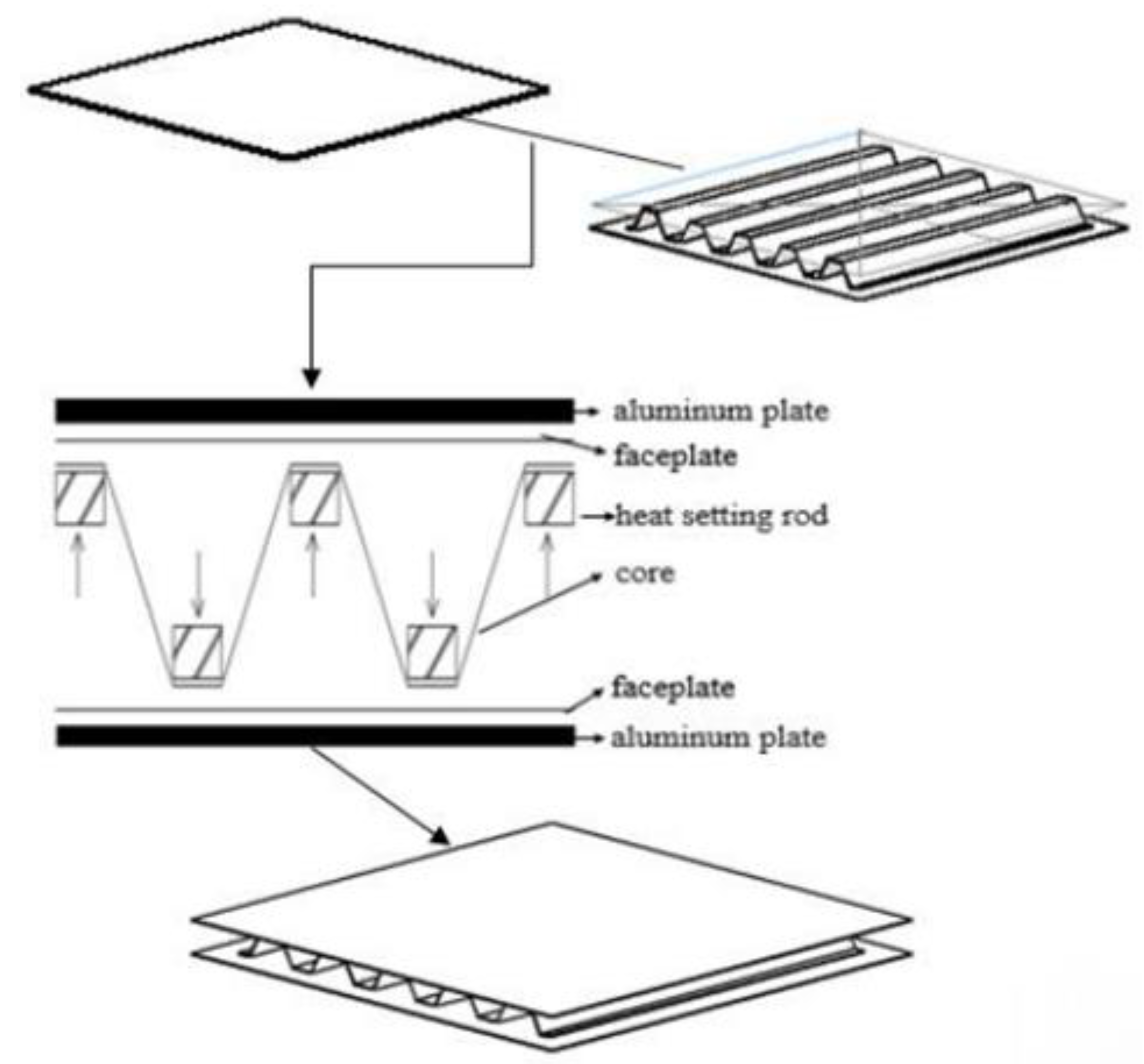
2.2. Preparation of Thermoplastic Corrugated Sandwich Panels
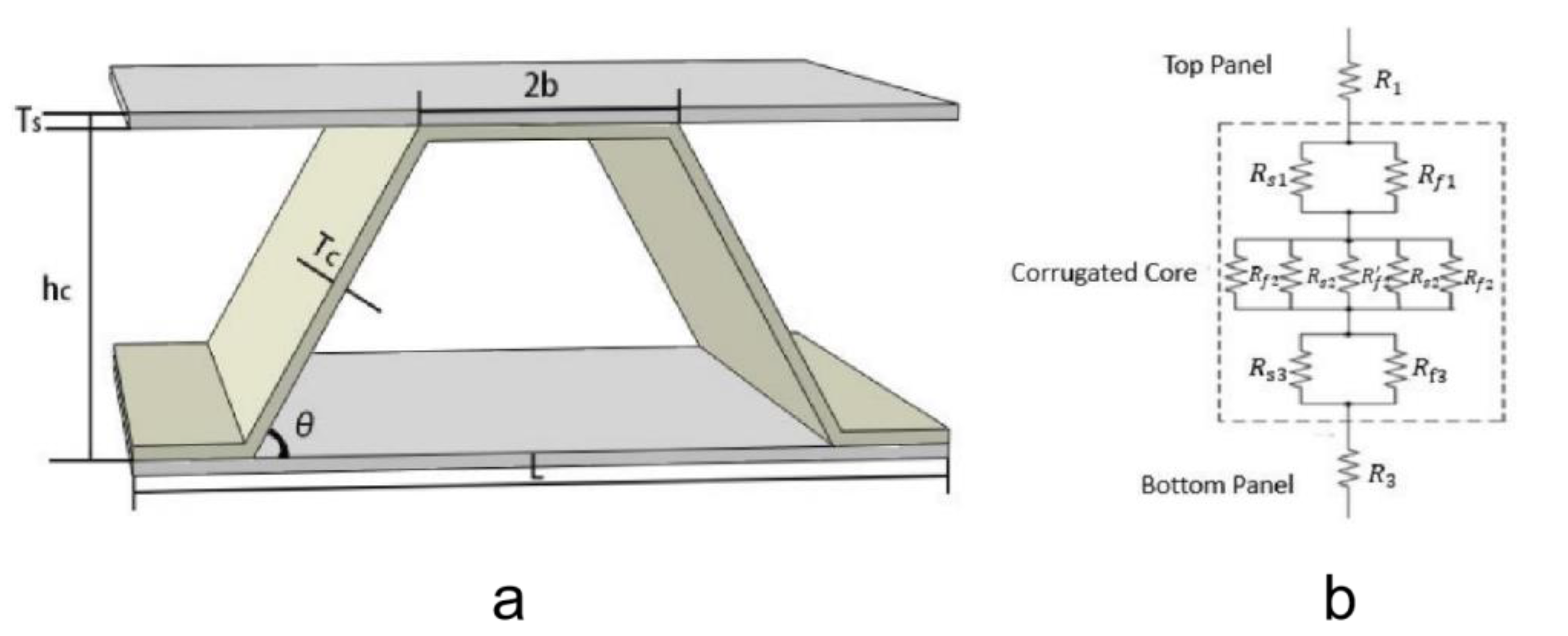
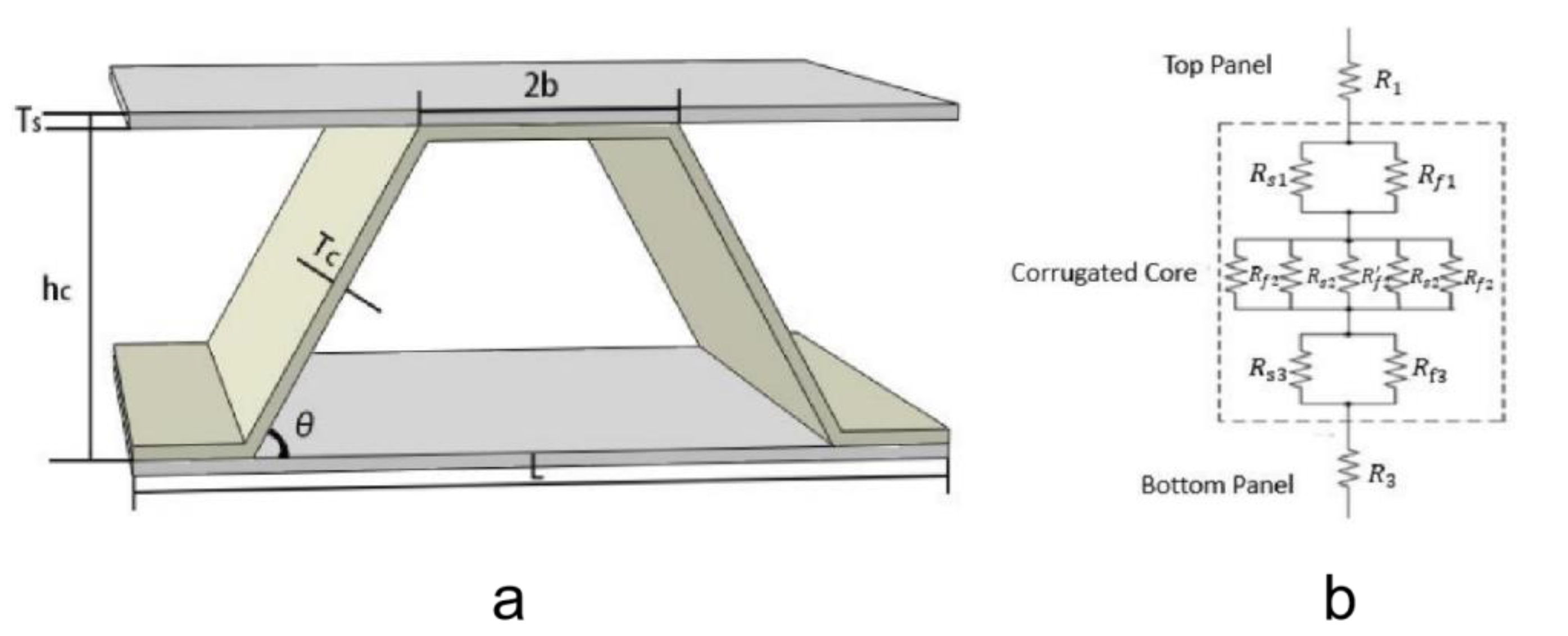
2.3. Heat Transfer Theory and Related Calculation Formulas
2.4. Performance Characterization
2.4.1. Thermal Conductivity
2.4.2. Coefficient of Thermal Diffusion
2.4.3. Specific Heat Test
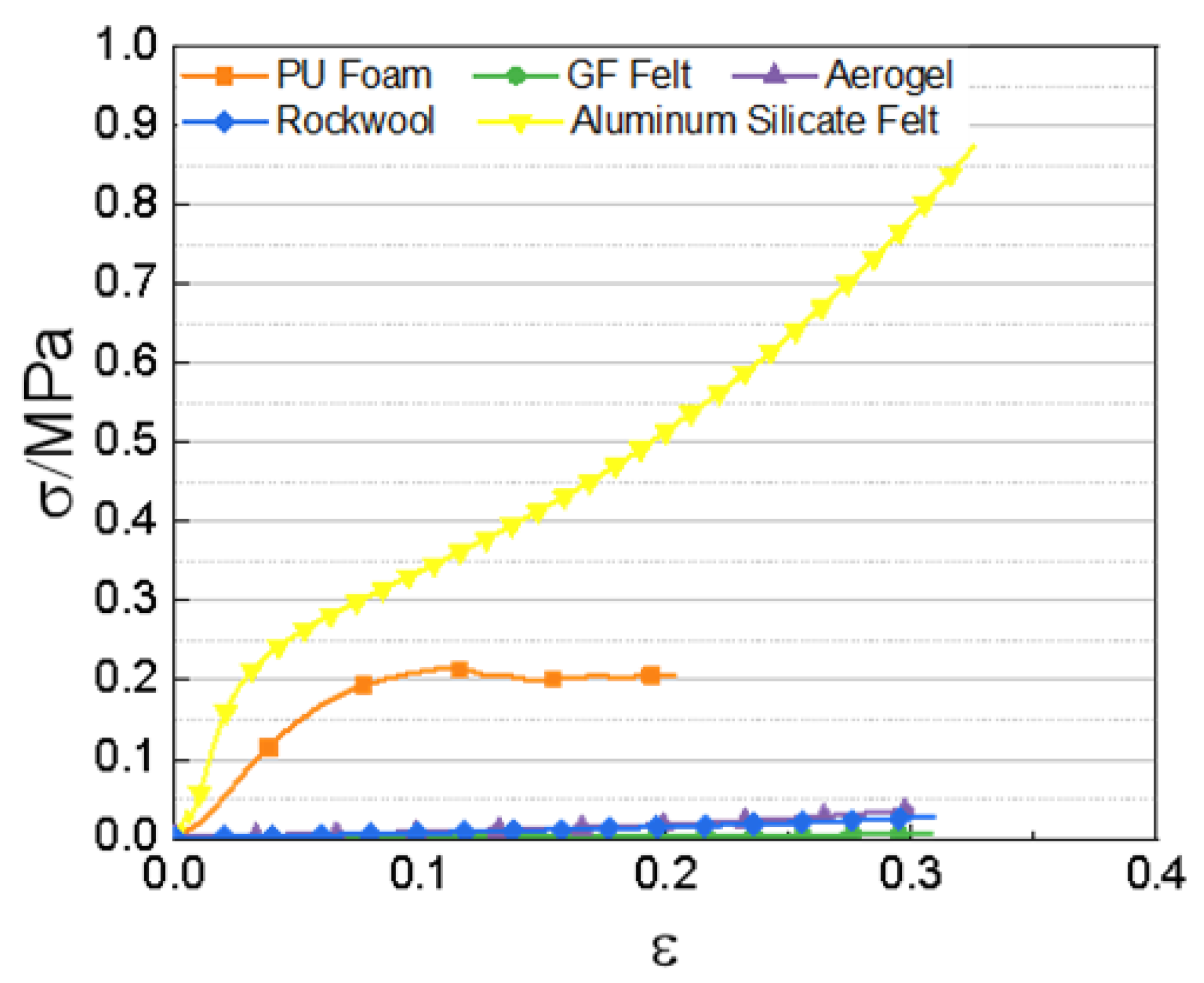
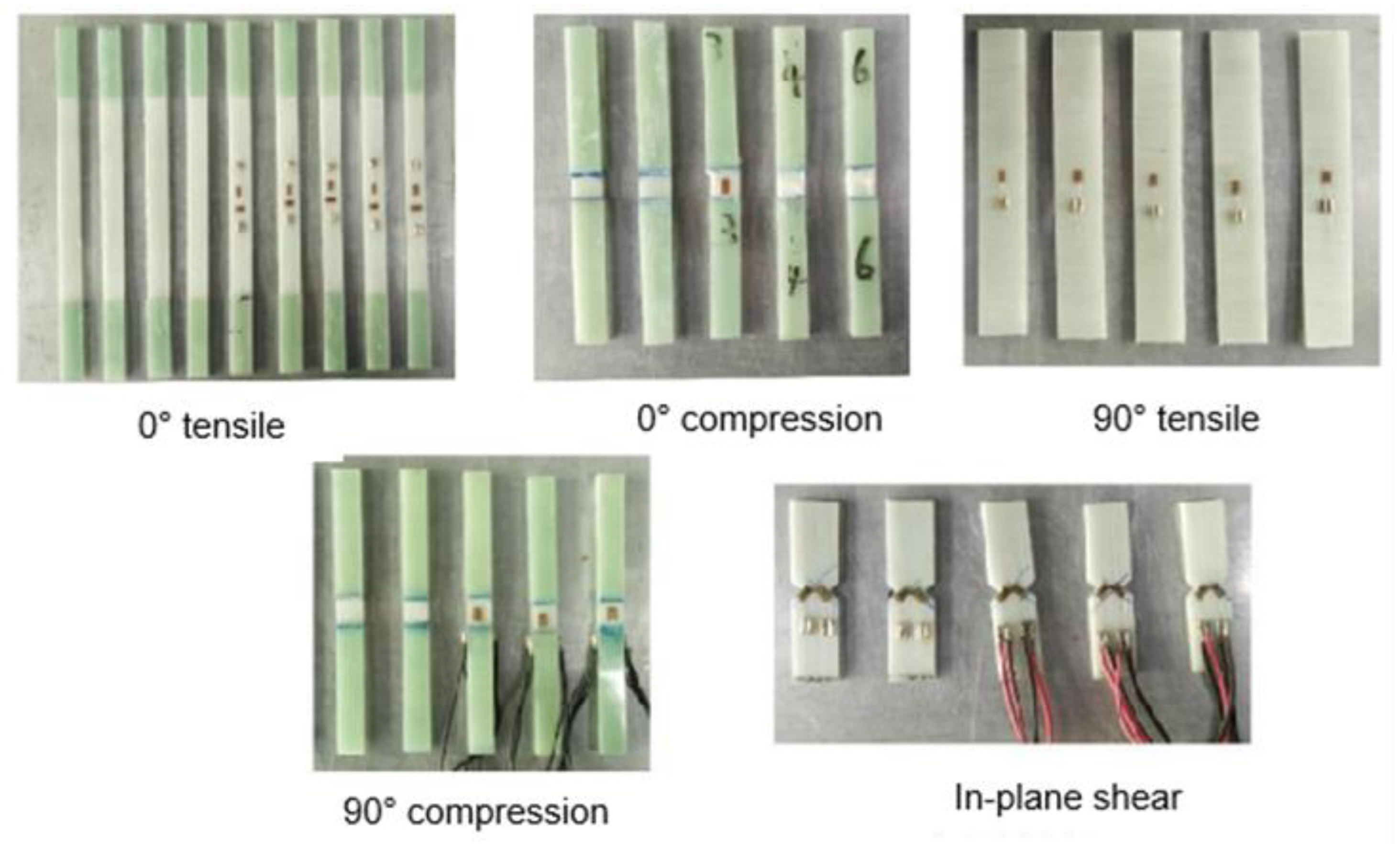
2.4.4. Mechanical Property Test
3. Result and Discussion
3.1. Thermal Properties
3.2. Comparison of Theoretical and Experimental Values of Effective Thermal Conductivity
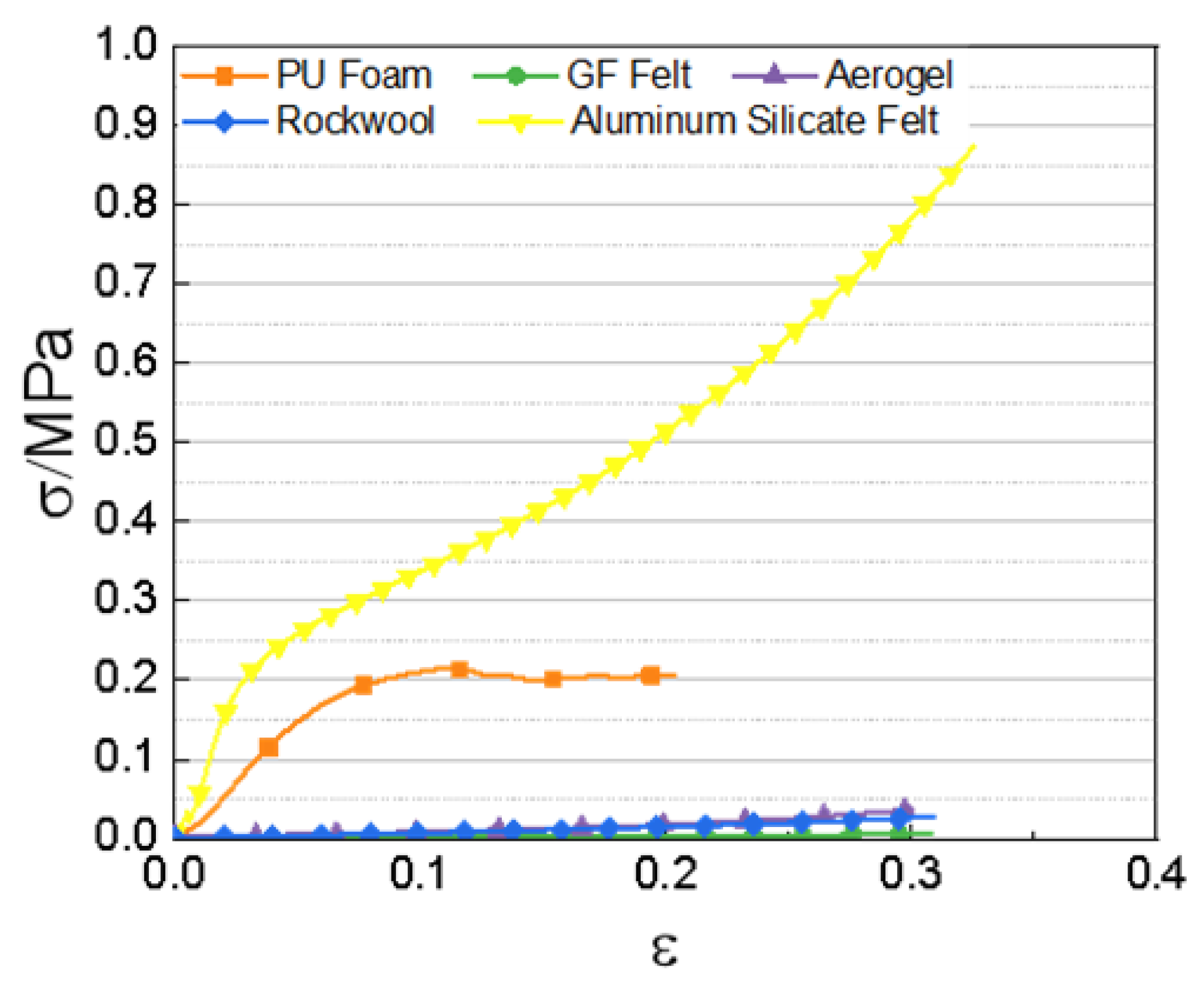
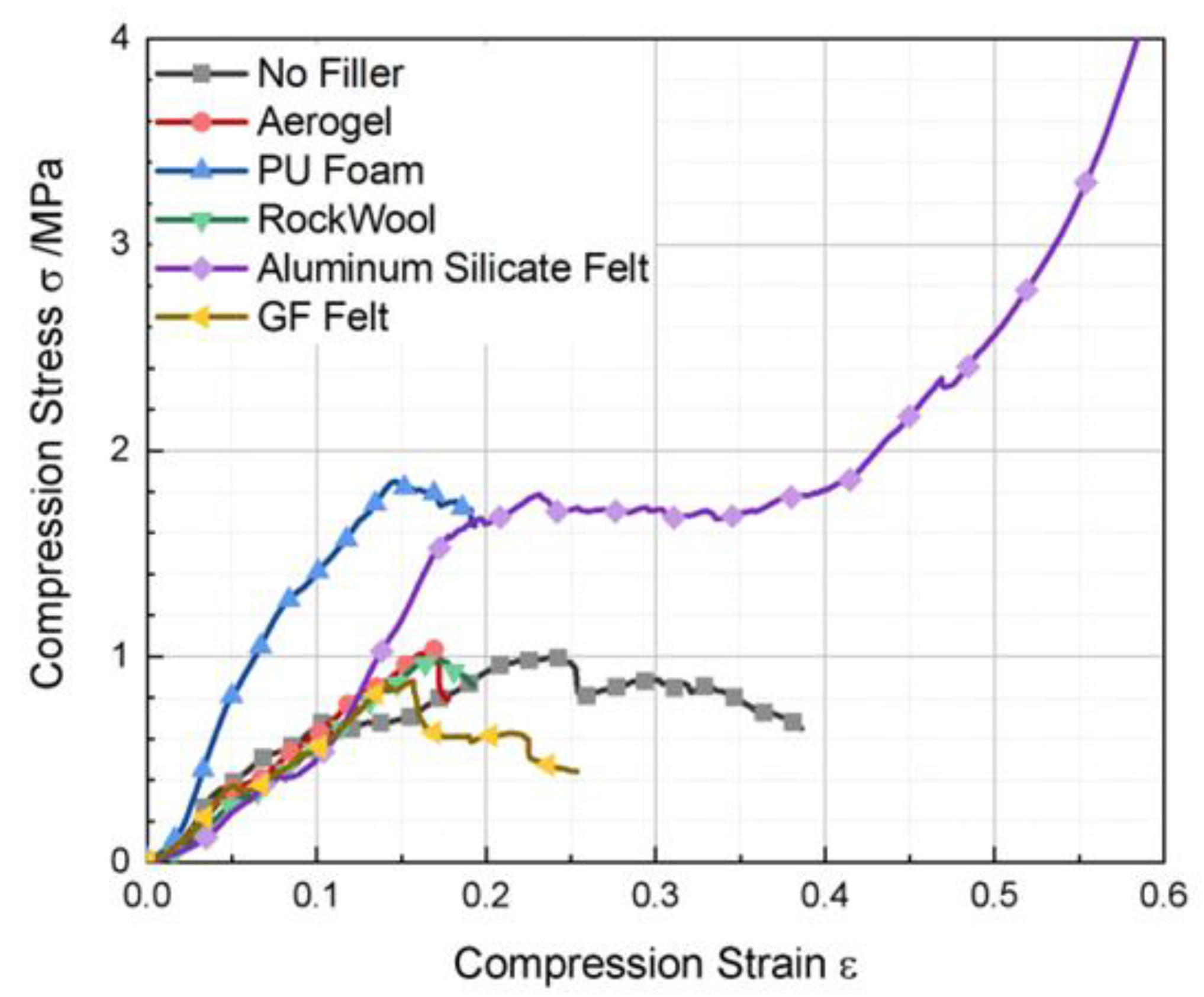
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Birman, V.; Kardomateas, G.A. Review of current trends in research and applications of sandwich structures. Compos. Part B Eng. 2018, 142, 221–240. [Google Scholar] [CrossRef]
- Castanie, B.; Bouvet, C.; Ginot, M. Review of composite sandwich structure in aeronautic applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Lurie, S.; Solyaev, Y.; Volkov-Bogorodskiy, D.; Bouznik, V.; Koshurina, A. Design of the corrugated-core sandwich panel for the arctic rescue vehicle. Compos. Struct. 2017, 160, 1007–1019. [Google Scholar] [CrossRef]
- Rejab, M.R.M.; Cantwell, W.J. The mechanical behaviour of corrugated-core sandwich panels. Compos. Part B Eng. 2013, 47, 267–277. [Google Scholar] [CrossRef]
- Ai, S.; Wang, X.; Chen, Y.; Xu, B. Structural efficiency of a stitched integrated thermal protection system with thermal protection/insulation and load-bearing capacity. Compos. Struct. 2022, 298, 116073. [Google Scholar] [CrossRef]
- Li, W.; Zhang, Z.; Jiang, Z.; Zhu, M.; Zhang, J.; Huang, H.; Liang, J. Comprehensive performance of multifunctional lightweight composite reinforced with integrated preform for thermal protection system exposed to extreme environment. Aerosp. Sci. Technol. 2022, 126, 107647. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, L.; He, R.; Ma, Y.; Zhang, K.; Bai, X.; Xu, B.; Chen, Y. IIntegrated thermal protection system based on C/SiC composite corrugated core sandwich plane structure. Aerosp. Sci. Technol. 2019, 91, 607–616. [Google Scholar] [CrossRef]
- Meng, S.; Yang, Q.; Xie, W.; Han, G.; Du, S. Structure Redesign of the Integrated Thermal Protection System and Fuzzy Performance Evaluation. AIAA J. 2016, 54, 3598–3607. [Google Scholar] [CrossRef]
- Gogu, C.; Bapanapalli, S.K.; Haftka, R.T.; Sankar, B. Comparison of Materials for an Integrated Thermal Protection System for Spacecraft Reentry. J. Spacecr. Rocket. 2009, 46, 501–513. [Google Scholar] [CrossRef]
- Wei, K.; He, R.; Cheng, X.; Zhang, R.; Pei, Y.; Fang, D. Fabrication and mechanical properties of lightweight ZrO2 ceramic corrugated core sandwich panels. Mater. Des. 2014, 64, 91–95. [Google Scholar] [CrossRef]
- Xie, G.; Wang, Q.; Sunden, B.; Zhang, W. Thermomechanical optimization of lightweight thermal protection system under aerodynamic heating. Appl. Therm. Eng. 2013, 59, 425–434. [Google Scholar] [CrossRef]
- Chen, T.; Cheng, S.; Jin, L.; Xu, T.; Zeng, T. Fabrication process and mechanical properties of C/SiC corrugated core sandwich panel. Ceram. Int. 2021, 47, 3634–3642. [Google Scholar] [CrossRef]
- He, J. Mechanical Properties of High Temperature Resistant Energy Storage Dielectric Materials and Radiation Scintillation Detection Composite Materials in Bridge Construction. Integr. Ferroelectr. 2022, 228, 51–66. [Google Scholar] [CrossRef]
- Li, Y.-M.; Deng, C.; Wang, Y.-Z. A novel high-temperature-resistant polymeric material for cables and insulated wires via the ceramization of mica-based ceramifiable EVA composites. Compos. Sci. Technol. 2016, 132, 116–122. [Google Scholar] [CrossRef]
- Liu, Z.; Wei, K.; Wang, S.; Ma, B.; Wang, X.; Shi, W.; Xu, J. Effect of high-temperature-resistant epoxy resin/polyethylene glycol 2000 composite stereotyped phase change material particles on asphalt properties. Constr. Build. Mater. 2021, 300, 124007. [Google Scholar] [CrossRef]
- Zhu, F.L.; Zhang, W.Y. Development of a Thermal-Electric Analog Method to Measure Thermal Conductivity of High Performance and High Temperature Resistant Materzials. In Proceedings of the International Conference on Advanced Fibers and Polymer Materials (ICAFPM 2005), Shanghai, China, 19–21 October 2005. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Suppliers | Product Grade |
|---|---|---|
| Unidirectional glass fiber polypropylene prepreg | Jun er (Wenzhou, China) | GF60 |
| Rigid polyurethane foam | Yanji (Nanjing, China) | F193 |
| Glass fiber felt | Navigator (Shanghai, China) | Blm001 |
| Aerogel | Taoge (Langfang City, China) | 180KG/M3 |
| Rockwool | Huafeng (Jiaxing, China) | YMB-50 |
| Aluminum silicate fiber | Huafeng (Jiaxing, China) | 50 mm Standard beam |
| Aluminum foil tape | Bangte (Jiangyin, China) | 50 mm width |
| Test Equipment | Producer | Equipment Model |
|---|---|---|
| Low temperature plate thermal conductivity meter | Dazhan (Nanjing, China) | DZDR-PL |
| Low temperature synchronous thermal analyzer | Netzsch (Berlin, Germany) | STA449F3 |
| Flash thermal conductivity | Netzsch (Berlin, Germany) | LFA457 |
| Flat plate press | Shenghua (Nanjing, China) | XLB-L500*500 |
| Electronic universal testing machine | Kexin (Changchun, China) | WDW-100 |
| Precision digital display pressure gauge | Haogan (Shanghai, China) | HG-806XB |
| Electronic balances | Yueping (Shanghai, China) | FA2004B |
| Engraving machine | Jingyan (Dongguan, China) | CNC4030 |
| Raw Materials | Test Value W·m−1·K−1 | Parameters Provided by Vendors W·m−1·K−1 | Test Method | Standard |
|---|---|---|---|---|
| Aerogel | 0.024 | 0.018 | steady-state plate | ISO 8302:1991 |
| GF felt | 0.044 | 0.028–0.043 | steady-state plate | ISO 8302:1991 |
| PU foam | 0.030 | 0.028–0.044 | steady-state plate | ISO 8302:1991 |
| Rockwool | 0.088 | 0.082 | steady-state plate | ISO 8302:1991 |
| Al-Si felt | 0.118 | 0.137 | steady-state plate | ISO 8302:1991 |
| Unidirectional GF/PP (axial) | 0.779 | - | laser flash | ASTM E1461-13 |
| Unidirectional GF/PP (radical) | 0.434 | ASTM E1461-13 |
| Core Materials | Theoretical Calculation Value | Experimental Value | Relative Error |
|---|---|---|---|
| Air | 0.192 | 0.159 | 17% |
| Glass fiber felt | 0.081 | 0.052 | 35% |
| Aerogel | 0.059 | 0.040 | 31% |
| PU foam | 0.066 | 0.047 | 28% |
| Rockwool | 0.127 | 0.114 | 11% |
| Aluminum silicate fiber | 0.157 | 0.142 | 10% |
| Performance | GF/PP Laminate |
|---|---|
| Poisson’s ratio | 0.28 |
| 0° Modulus/GPa | 24.8 |
| 90° Modulus/GPa | 2.84 |
| Shear modulus/GPa | 1.3 |
| 0° Tensile strength/MPa | 732.6 |
| 0° Compression strength/MPa | 153.3 |
| 90° Tensile strength/MPa | 13.6 |
| 90° Compression strength/MPa | 45.7 |
| Shear strength/MPa | 22.2 |
| Raw Materials | Modulus MPa | δc MPa | δ10 MPa | δ20 MPa | Density g/cm3 |
|---|---|---|---|---|---|
| Aerogel | 0.064 | - | 0.0084 | 0.0178 | 0.163 |
| GF felt | 0.030 | - | 0.0057 | 0.0143 | 0.105 |
| PU foam | 2.840 | 0.215 | - | - | 0.110 |
| Rockwool | 0.068 | - | 0.016 | 0.43 | 0.107 |
| Al-Si Felt | 10.970 | 0.237 | - | - | 0.287 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Y.; Li, J.; Zhang, B.; Song, Y.; Li, H. Design and Performance Evaluation of Flame Retardant and Thermally Insulated Material-Integrated Multi-Functional Thermoplastic Corrugated Sandwich Panels. Coatings 2022, 12, 1719. https://doi.org/10.3390/coatings12111719
Sun Y, Li J, Zhang B, Song Y, Li H. Design and Performance Evaluation of Flame Retardant and Thermally Insulated Material-Integrated Multi-Functional Thermoplastic Corrugated Sandwich Panels. Coatings. 2022; 12(11):1719. https://doi.org/10.3390/coatings12111719
Chicago/Turabian StyleSun, Yiliang, Jingwen Li, Boming Zhang, Yixuan Song, and Hongfu Li. 2022. "Design and Performance Evaluation of Flame Retardant and Thermally Insulated Material-Integrated Multi-Functional Thermoplastic Corrugated Sandwich Panels" Coatings 12, no. 11: 1719. https://doi.org/10.3390/coatings12111719