
Case Study on Fire Resistance of Sandwiches for Means of Transport


Faculty of Materials Science and Technology, VŠB–Technical University of Ostrava, 17. listopadu 15/2172, 708 33 Ostrava, Czech Republic
*
Author to whom correspondence should be addressed.
Coatings 2021, 11(2), 207; https://doi.org/10.3390/coatings11020207
Submission received: 22 January 2021
/
Revised: 7 February 2021
/
Accepted: 9 February 2021
/
Published: 11 February 2021
(This article belongs to the Special Issue Flame Retardant Coatings for Plastics and Textiles)
Abstract
:These days there are undeniably unique materials that, however, must also meet demanding safety requirements. In the case of vehicles, these are undoubtedly excellent fire protection characteristics. The aim of the work is to experimentally verify the proposed material compositions for long-term heat loads and the effect of thickness, the number of laminating layers (prepregs) as well as structures with different types of cores (primarily honeycomb made of Nomex paper type T722 of different densities, aluminum honeycomb and PET foam) and composite coating based on a glass-reinforced phenolic matrix. The selected materials are suitable candidates for intelligent sandwich structures, usable especially for interior cladding applications in the industry for the production of means of public transport (e.g., train units, trams, buses, hybrid vehicles).
1. Introduction
Just as polymer composites are known for the synergistic effect of their main building components and the ability to tailor mechanical properties, this is doubly true of sandwich structures with a composite coating. The composite sandwich structure also forms a certain synergistic structural unit in which each building component fulfills its specific function. The main benefits of sandwich constructions are weight and rigidity. Their other advantages can be, with a suitable combination of materials, thermal insulation, sound insulation properties and especially their resistance to burning, which plays an increasingly important role in the transport industry. Low-flammability materials are also used in construction. The following overview of potential solutions for suitable refractory materials shows the current state of the art.
A key factor in reducing energy consumption and increasing safety is the development of strong, noncombustible and thermally insulating construction material [1]. When adapted to flame resistance, flexible polyurethane foam, a widely used cushioned and comfortable component for the home and automotive industries, may have an increased market value [2,3]. The mechanical properties and construction of different sandwich structures suitable for technical applications are described in [4,5,6,7,8,9,10,11]. Sandwich materials suitable for railway applications in the frame of fire resistance are offered by works [12,13,14,15,16,17,18,19]. The effects of damage to sandwich materials exposed to fire considering high temperatures are modeled by the finite element method [20,21]. The results of research into the development and testing of a refractory coating with an experimental composition of Si-TiSi2-MoSi2-TiB2-CaSi2 for the protection of Cf-/SiC composites against oxidation and high-velocity erosion in high-velocity gas streams are given in [22]. Heat resistant coatings are described in [23,24]. A review of the standards concerning materials for transport means is accessible in [25,26,27,28,29]. Extensive papers have recently been published on the issue of the mechanical [30] and thermal properties [31] of structures, which are the same as the materials presented in this study.
In this work we present selected fire characteristics of sandwich materials in detail as described in [30,31] suitable for the construction of external or internal parts of vehicles in terms of their resistance to combustion. From this point of view considering the effect of thickness (considering numbers of laminating layers - prepregs), as well as structures with different types of cores (primarily honeycomb made of Nomex paper type T722 of different densities, aluminum honeycomb and PET foam) and a composite coating based on a glass-reinforced phenolic matrix are presented.
Of course, the presented composition of the sandwich also took into account the acceptable price of the products from the point of view of the designer. The presented results are the solution that enables to obtain suitable material, thermal and flammability parameters for the monitored sandwiches with an emphasis on the price of the material. However, with regard to the variability of the materials used, they are also a valuable guide in the construction of other sandwiches.
The reaction of composite materials to fire depends on many parameters, both external (temperature, oxygen content) or internal, related to the composition of the composite (matrix type, content type and form of reinforcement).
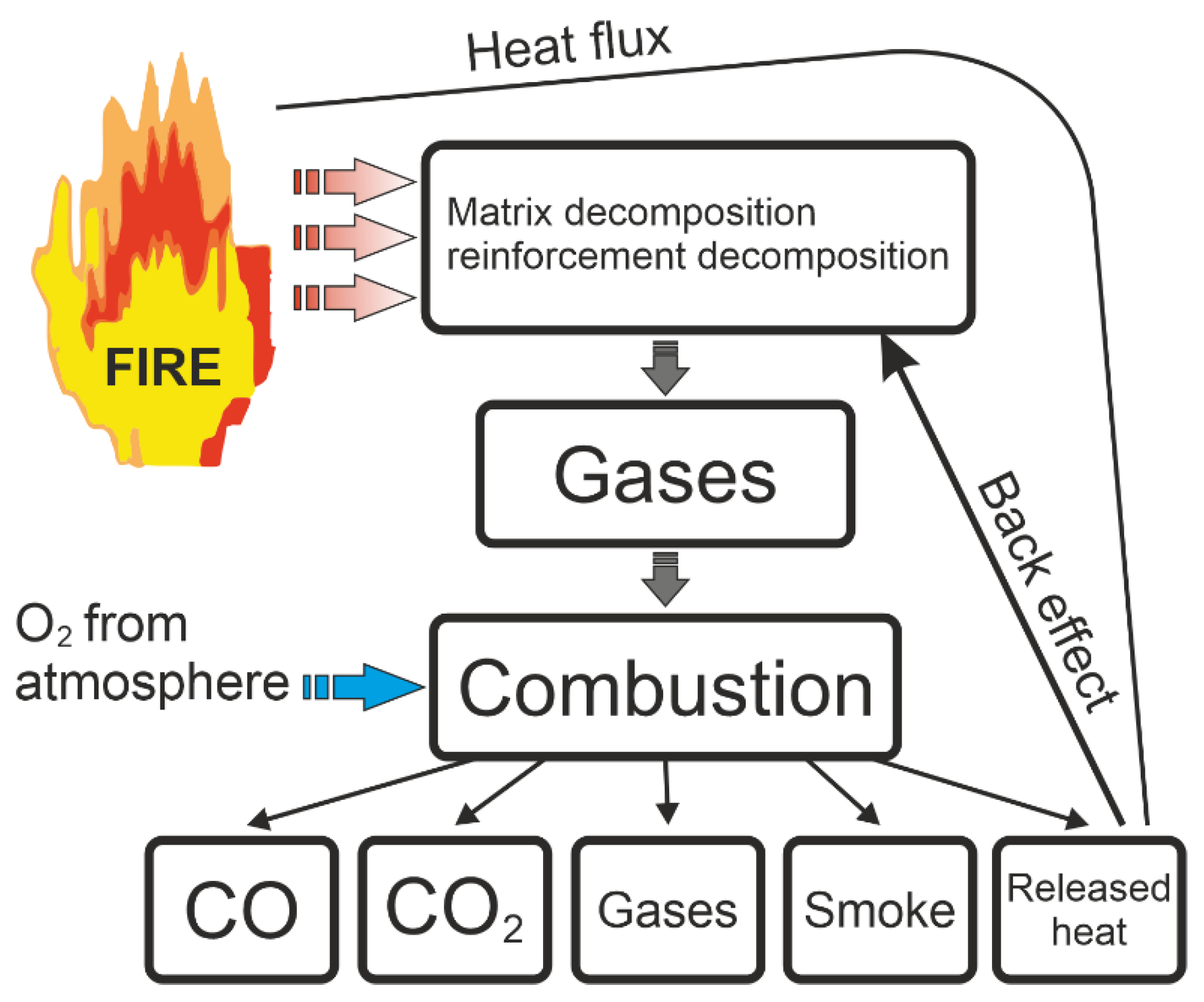
When a sample of the material is exposed to a flame or heat, after exceeding the critical temperature the polymer matrix begins to soften and then begins to thermally decompose. Gases are released during the thermal decomposition of the matrix. The released gases from the decomposing composite enter the combustion zone and react with oxygen, igniting and subsequently burning the composite [30].
The combustion process at the sample–flame surface interface involves a variety of exothermic reactions that generate heat. The heat released by the combustion of the released flammable gases subsequently contributes to the development of the fire, thus increasing the temperature and further propagation of the flame [31]. Figure 1 shows the basic processes in the combustion of composite materials.
The combustion situation of composite sandwich materials is similar, but it is necessary to take into account the contribution of the core material or the adhesive layer. Due to its specific structure and their behavior in a fire situation, it is different from monolithic composite applications.
In the initial stages of a fire, the heat flux emitted by the flame is partially absorbed and subsequently conducted through the test material. The amount of heat conducted is determined by the heat flux and the thermal conductivity of the sample. However, due to the low thermal conductivity of sandwich materials, a relatively high thermal gradient is observed between the surfaces attacked and not attacked by the flame. It is the thin layer of the coating that is enormously thermally stressed in the initial stages of the fire; in the later stages, the light core has a priority effect on the development of the fire. Thus, several factors affect the fire resistance of a sandwich structure.
- Coating material,
- Material and construction of the core,
- Core density,
- Coating thickness,
- Core thickness,
- Adhesive layer.
2. Materials and Methods
2.1. Methods
The test of the fire resistance of materials on a conical calorimeter is one of the most progressive test procedures in fire testing. The main purpose of this test is to determine the rate of heat release under the thermal stress of combustible materials. It is a dynamic calorimetric method, providing an amount of important data describing the course of the combustion from the ignition of the sample to its extinguishing [31].
The principle behind this test is the fact that for a large number of organic liquids and gases, as well as for solids, the heat released by their combustion, calculated per unit mass of oxygen consumed, is to some extent constant. This value of oxygen is around 13.1 MJ·kg−1 [31]. Today, this method is standardized in the USA by ASTM E 1354 [31] and in Europe by ISO 5660 [32].
Standard ISO-5660 Fire tests—reaction to fire, consists of three parts:
- Part 1—Rate of heat release from building materials
- Part 2—Dynamic measurement of smoke
- Part 3—Burning rate of building materials
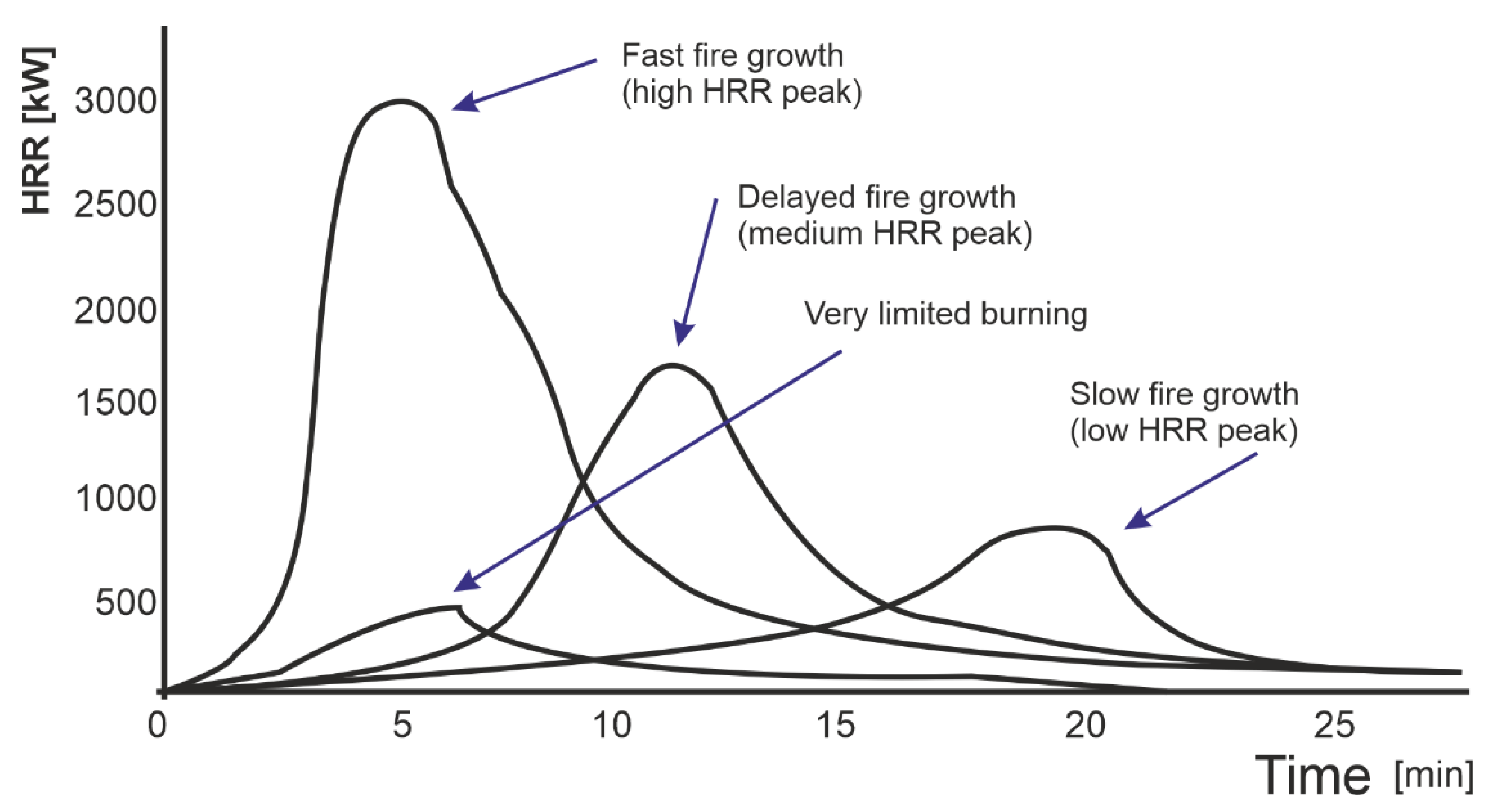
This test method is based on the already mentioned empirical relationship, which defines that approximately 13.1 MJ per 1 kg of consumed oxygen is released during combustion. The test also includes the measurement of the time to the ignition of the material, so the test also partly includes the determination of the flammability of the material. The test material is exposed to a thermal radiation flux of a certain value during the test. The rate of heat release is determined by measuring the oxygen consumption derived from the mass flow of the flue gas and the oxygen concentration in the flue gas. It is with the help of the heat release rate parameter HRR (Heat Release Rate) that it is possible to classify the course of combustion (Figure 2). Furthermore, it is possible to optically record the density of the smoke, or it is possible to record the concentrations of flue gases (CO, CO2, HCl, etc.) using gas analyzers. The test ends after the sample has burned considering the rate of weight loss falls below a certain minimum value. Based on the data from the conical calorimeter, it is possible to predict the fire propagation parameter [33].
When testing composite sandwich materials considering the materials used for their production [34,35], the conical calorimeter method is used.
Modelling is also an important support in designing assemblies for sandwiches of materials. These processes are presented in works [36,37,38].
The tested samples were subjected to a series of tests on a conical calorimeter using the test procedure according to ISO 5660-1: 2015 and ISO 5660-2: 2002. The samples were tested at a heat flux density of 50 kW·m−2. The orientation of the samples during the test was horizontal. Conditions during the test:
- (a).
- Ambient temperature: 20–21 °C
- (b).
- Relative humidity: 52–55%
- (c).
- Atmospheric pressure: from 98.8 to 99.5 kPa
- (d).
- Density of heat flux incident on the surface of the tested samples: 50 kW·m−2
- (e).
- Air flow through the hood: 0.024 m3·s−1.
In all the experiments, five samples of the same construction and of the same materials were measured. The shape of the samples was adapted to the requirements of the relevant standard. Statistics were processed from this data.
2.2. Materials
Glass-phenolic prepreg type PH340-300-42 was chosen as the base material of the coating. The material is characterized by high resistance to fire, has relatively good mechanical properties and cures in a wide range of temperature regimes (Table 1). It is used mainly in the aerospace and railway industries for the production of interior applications.
The honeycomb made of Nomex® aramid paper type T 722 was chosen as the core material for the production of the samples. The honeycombs made of Nomex paper are characterized by their low specific weight, thermal stability and fire resistance.
Another core material used is PET foam (polyethylene terephthalate) under the trade name AIREX T90.100. It is closed cell polyethylene terephthalate foam, it is characterized by good fatigue life, very good temperature stability and chemical resistance and it can be recycled.
The last type of core material is an aluminum honeycomb type ECM. The specific properties of the individual nuclear materials are listed in Table 2.
The surface treatments are marked ST1, ST2, or without ST.
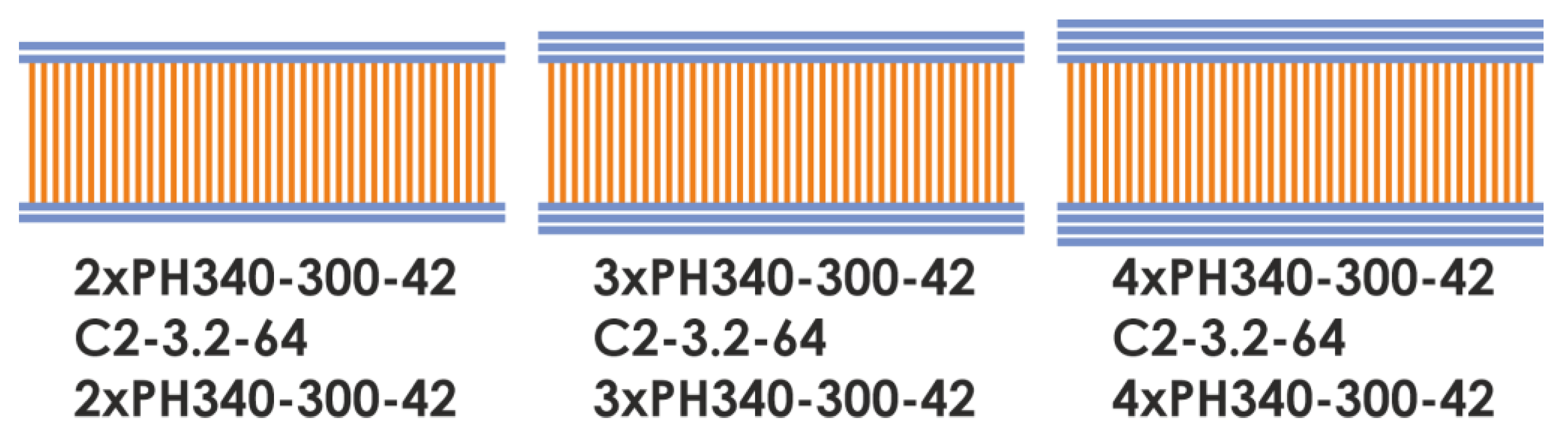
The constructions of the basic samples are shown in Figure 3. For the basic samples, only phenolic prepreg with glass reinforcement was used. For hybrid samples, the defined layers are replaced by epoxy prepreg with glass reinforcement. The designations A, B, C belong to the construction of the coating, the type, type and thickness of the core is variable and is given in a specific description.
The surface of the sandwich structures was covered with 2 types of painting systems used for interior applications in the railway vehicle industry. The coating technology was low pressure wet painting. The following surface treatments were used:
Surface treatment no. 1:
- Filler: Nuvovern Primer—anticorrosion coating based on acrylic-polyurethanes with phosphate pigments
- Top coat: Nuvovern ACR Enamel—two-component polyurethane coating
- Surface treatment no. 2:
- Filler: H/S Filling Primer 463-5A
- Top coat: Texture Paint 476-21
3. Results and Discussion
In the first series of tests on a conical calorimeter, samples with a core with a Nomex honeycomb coating consisting of 2, 3 or 4 layers (construction types A, B C) of phenolic prepreg PHG340-300 were tested. Two types of nuclei were monitored, namely C2-3.2-32 and C2-3.2-80, i.e., nuclei with significantly different densities. In the first phase of the tests on the conical calorimeter, the samples were without any surface treatment, i.e., the area attacked by the flame was only a phenolic coating; from the production point of view it is always a smooth side touching the mold during production.
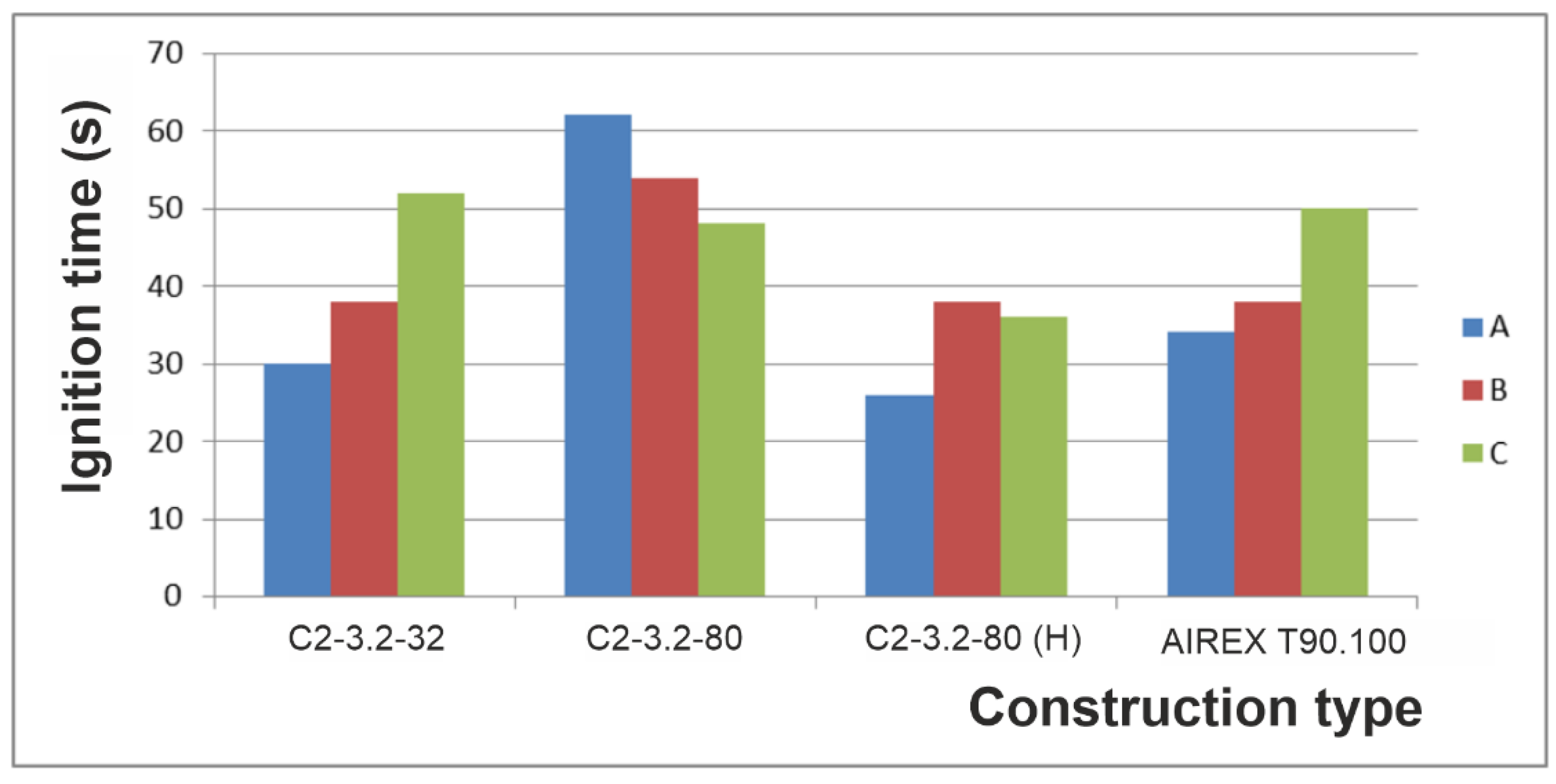
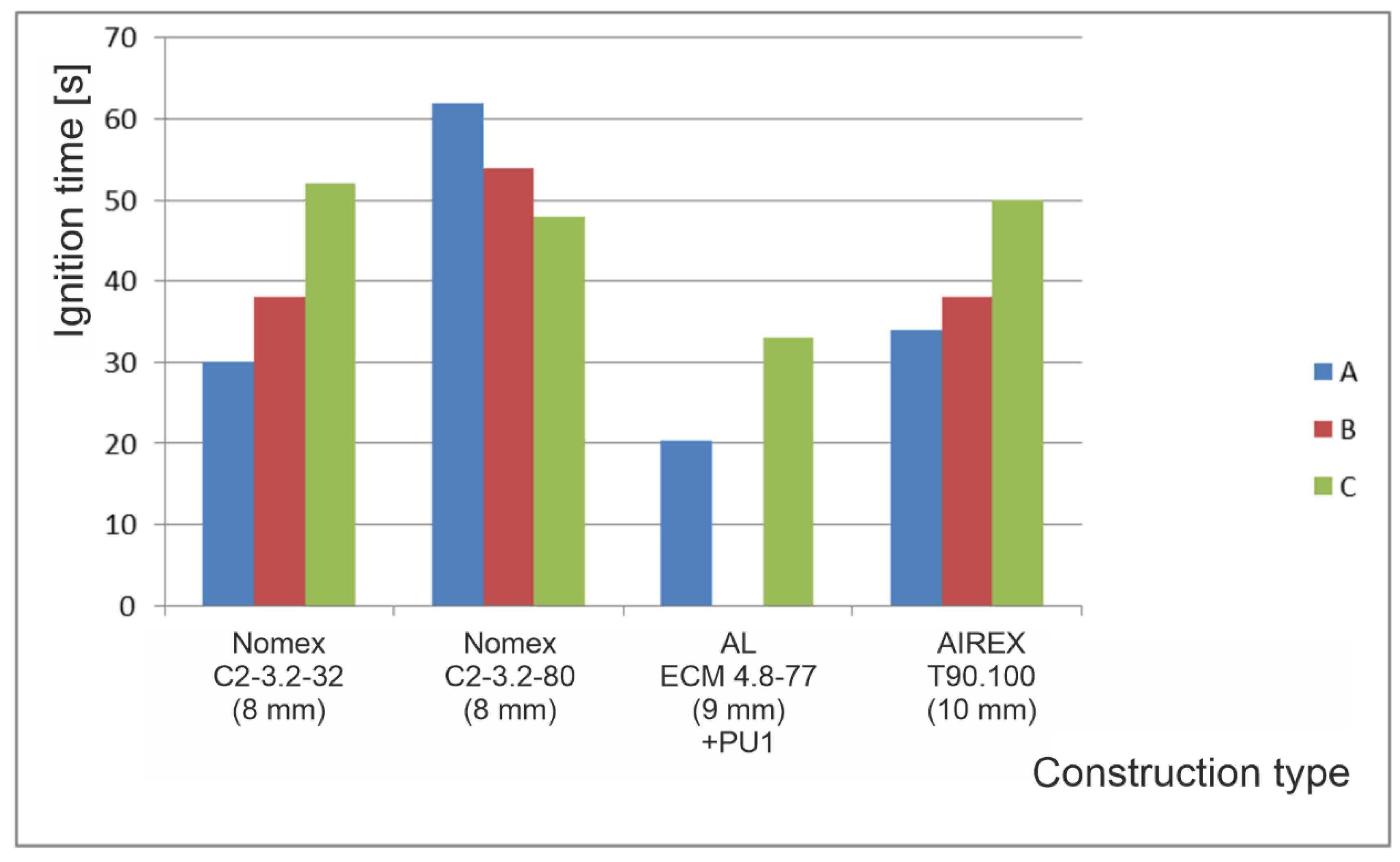
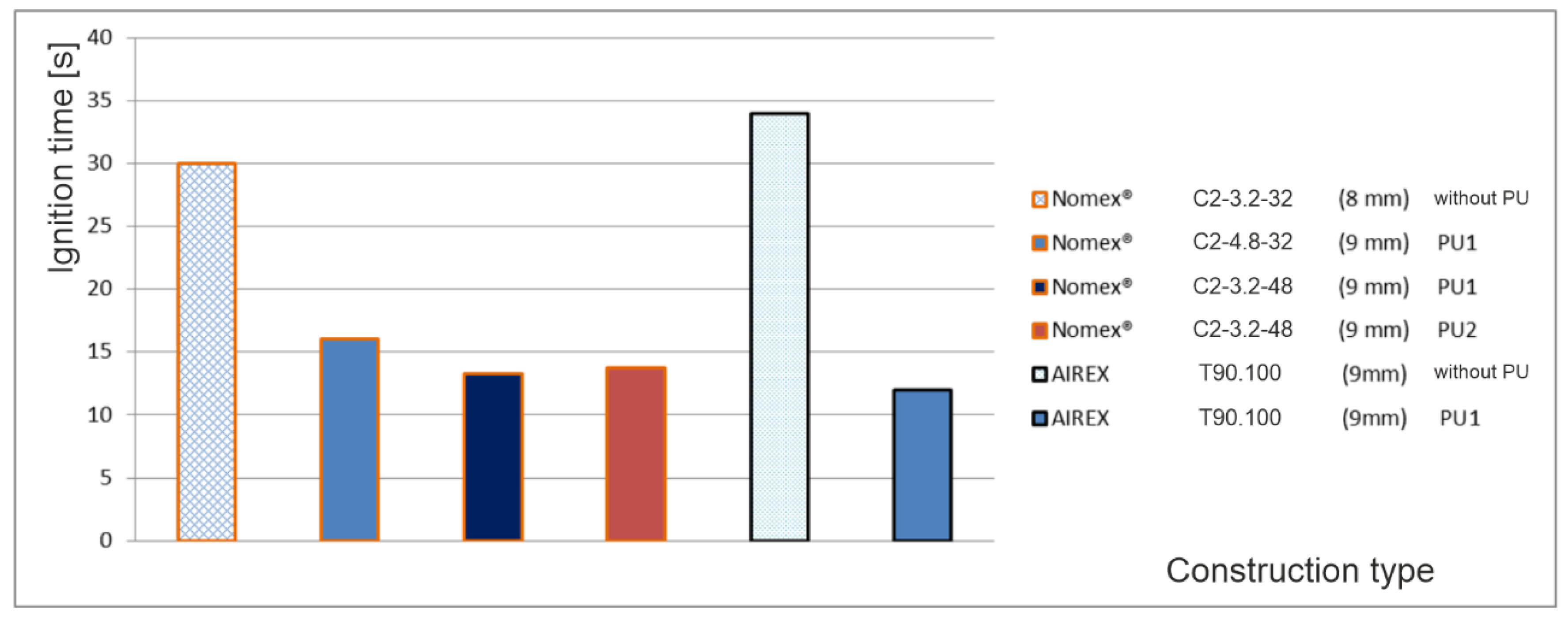
The initiation (ignition) time of the sample increases with the increasing number of lamination layers (Figure 4). The sandwich material with honeycomb core type C2-3.2-29 of construction B shows a 26% longer ignition time and construction C up to a 73% longer time compared to construction A. This trend is also observed for the material with an AIREX T90.100 polymer core (Figure 4).
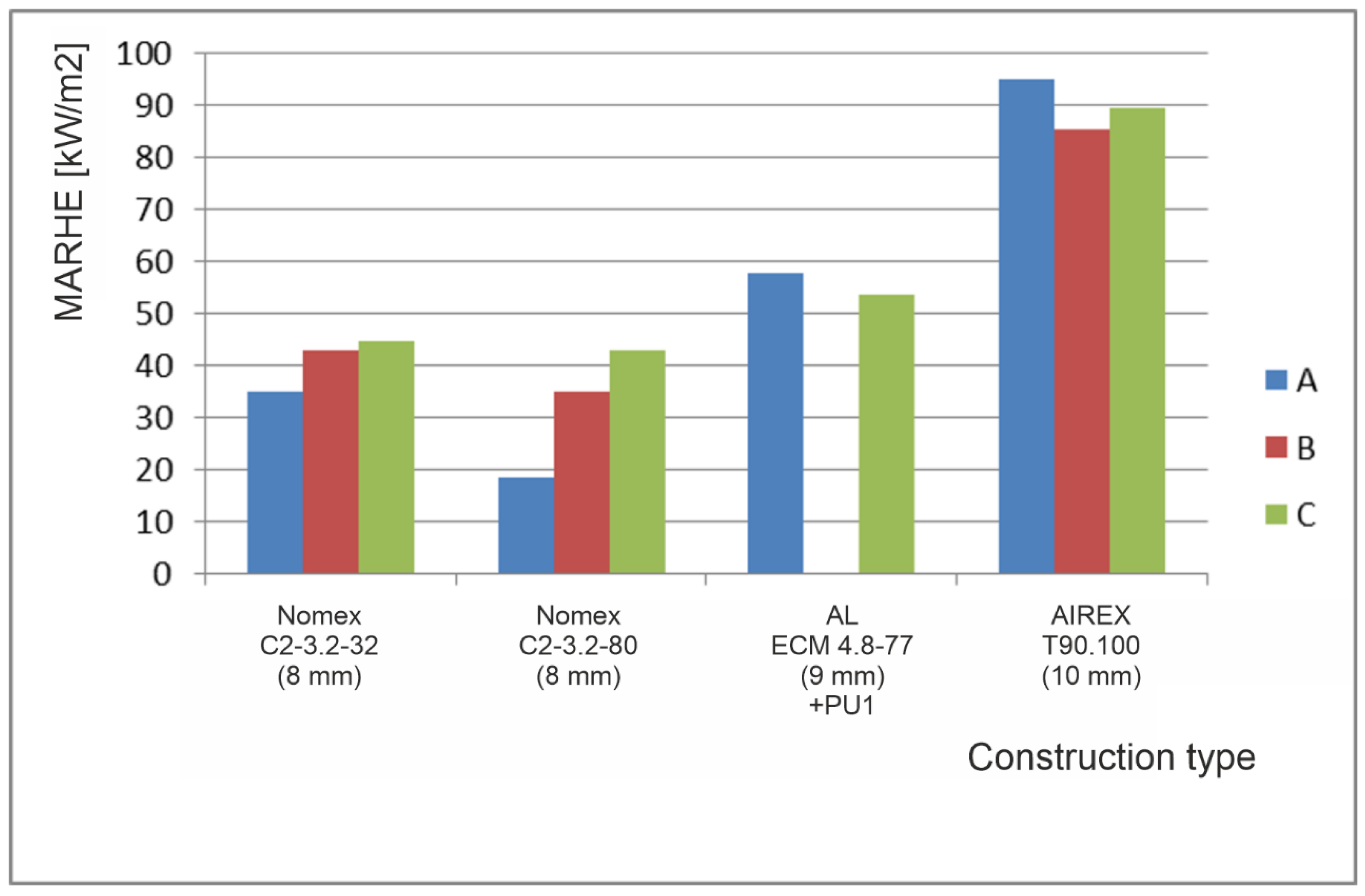
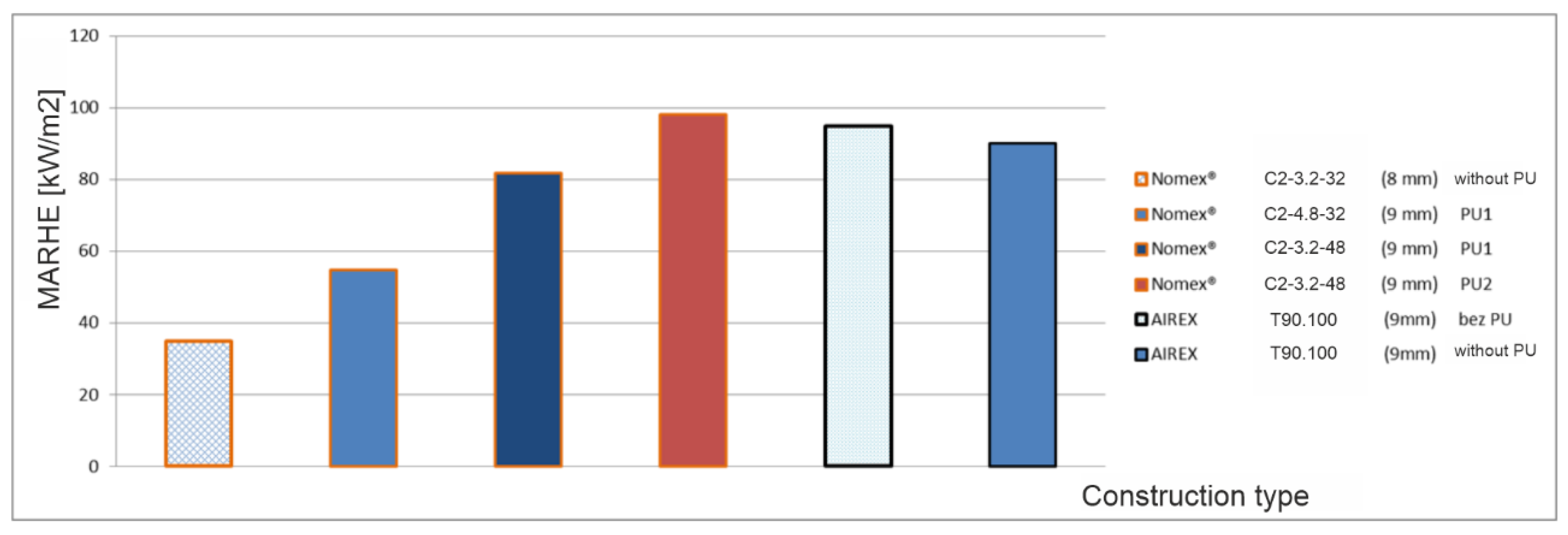
As the number of layers increases, so does the maximum average heat release rate (MARHE). The course of the rate of heat release during the test can be seen in Figure 5.
Based on these facts, we can assume that the phenolic prepreg forms a barrier layer that, with its increasing thickness, prolongs the ignition time of the whole structure, but at the same time the increasing thickness and weight of the sample increases the rate of heat release.
It should be noted that according to EN 45555, the maximum value of the MARHE parameter of 90 kW·m−2 is prescribed for most interior cladding applications [16].
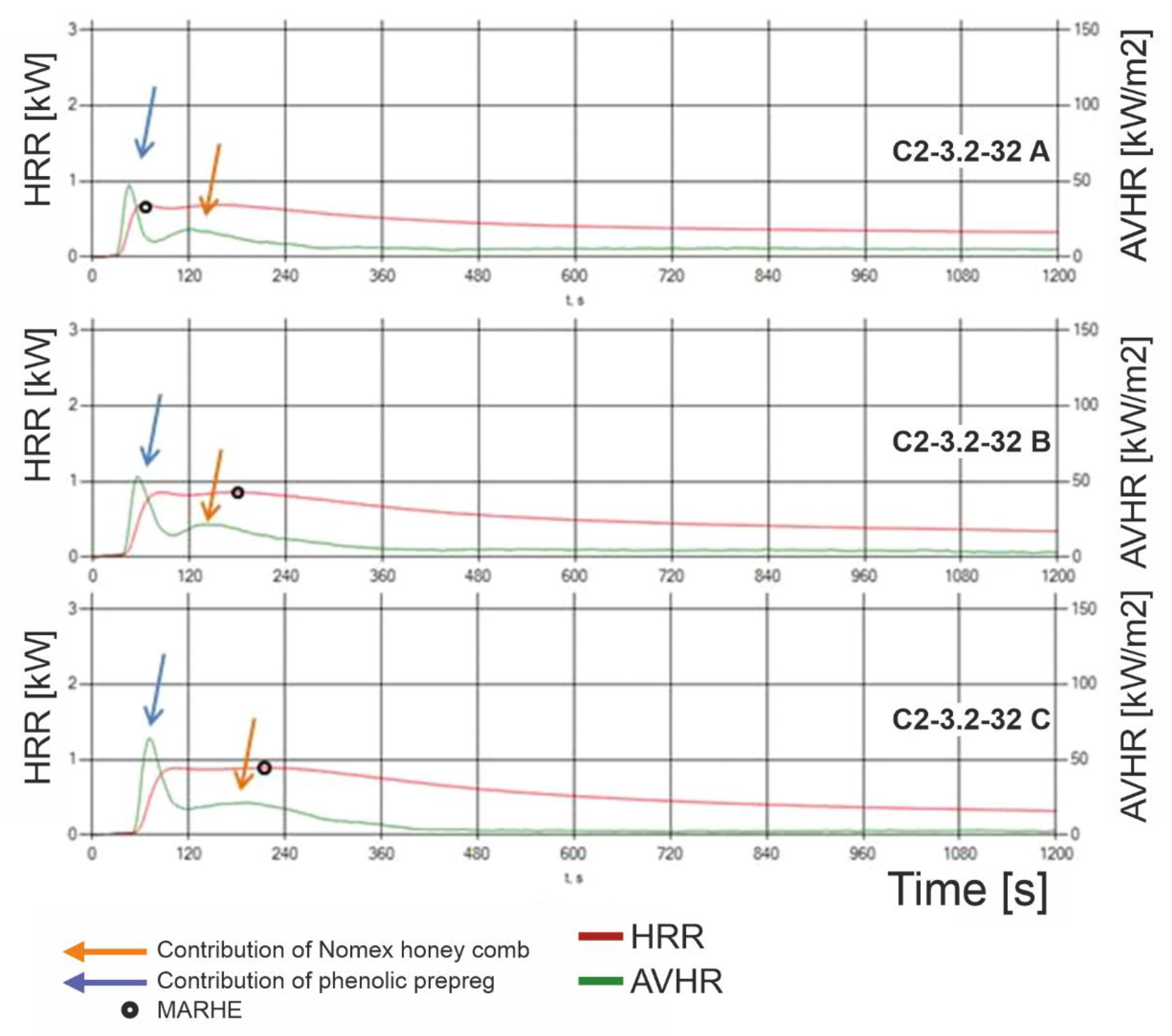
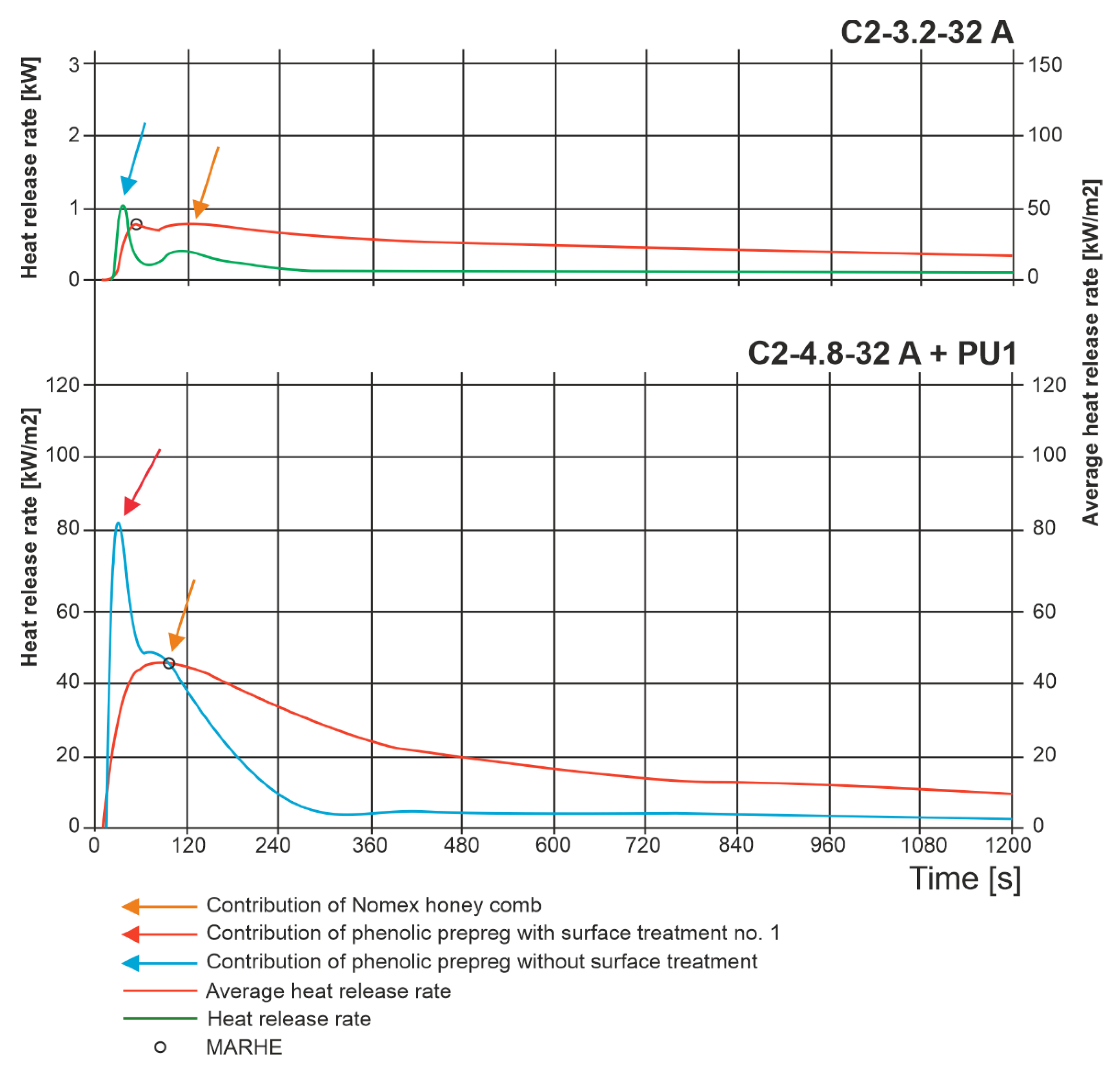
The course of the heat release rate (HRR) and the average heat release rate (AVHR) of sandwich constructions A, B, C with a Nomex core C2-3.2-32 of thickness tc = 8 mm without surface treatment is shown in Figure 6.
As can be seen from Figure 4 and Figure 5, the type of nuclear material has a significant effect on the fire characteristics. A comparison of Nomex honeycombs of the same construction and different densities (C2-3.2-32 versus C2-3.2-80) shows that constructions with higher density Nomex honeycombs show a lower maximum average heat release rate (MARHE) for all of the types monitored for structures A, B, C (for structure A by 47.27% for structure B by 18.48%, and for structure C by 3.66%), while smaller differences can be observed with increasing coating thickness. However, the ignition time is shortened for individual structures A, B, C with a honeycomb density of 80 kg·m−3, which may be due to the fact that the core does not participate in the ignition process at all.
Constructions with aluminum honeycomb show very good fire characteristics. The MARHE parameter reaches very low values for them, namely 57.8 kW·m−2 for construction A and 53.67 kW·m−2 for structure C, respectively (the criterion for use in the interior of the vehicle is 90 kW·m−2 [16]), even on samples with surface treatment. If we compare the ignition times of all painted structures, we see that the ignition times are the longest for structures with aluminum honeycomb. For type A constructions it is 20.3 s (with surface treatment no. 1) or 24.7 s (with surface treatment no. 2), for type C constructions it is 33 s (with surface treatment no. 1) or 36.3 s (with surface treatment no. 2).
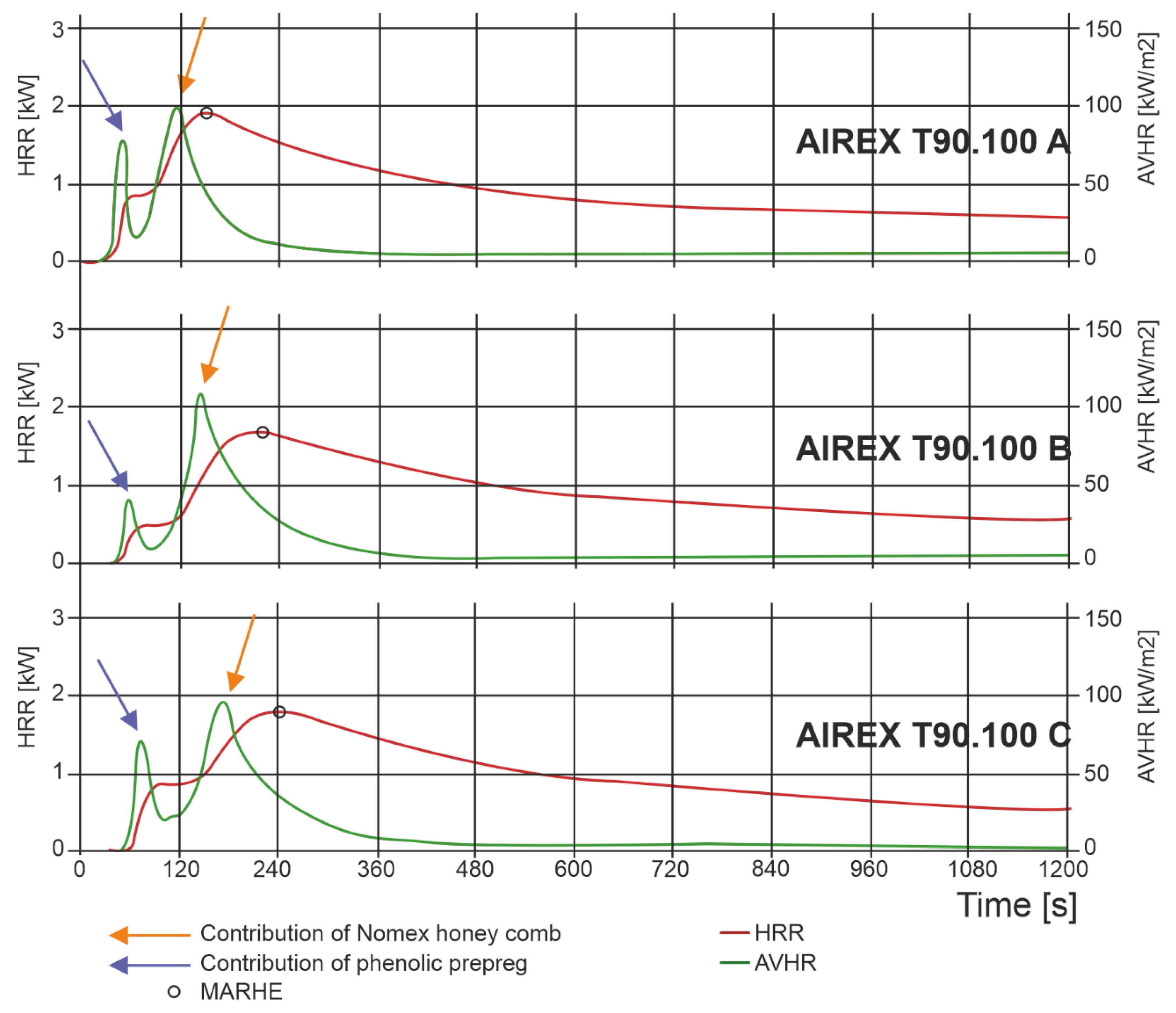
The polymer core of the AIREX T90.100 type shows the worst values in terms of the monitored fire parameters. The ignition times are lower compared to a Nomex honeycomb of similar density (C2-3.2-80) and even exceed the MARHE parameter by several times compared to structures with a Nomex core. Although the construction of the coating has a positive effect on the ignition time for this core, the MARHE parameter hardly affects the construction of this type of core. In Figure 6, there is a significant effect of the polymer core on the heat release rate (HRR) or average rate of heat emission ARHE (Average Rate of Heat Emission).
Based on the above facts, it can be stated that the type of nuclear material is a significant parameter in the assessment of fire characteristics, especially in structures with a smaller thickness (Figure 7, Figure 8 and Figure 9).
A certain problem of composite sandwich constructions for the transport industry is their surface treatment. There are few applications that occur in their original, unmodified state. In order to be usable in interior applications, they are varnished or coated with various substances. However, painting significantly changes their physical properties, especially their surfaces, and consequently their fire resistance. Due to the polymeric nature of the surface treatments, the overall toxicity of combustion products also increases.
Within the experimental work, the influence of two types of surface treatments on the fire characteristics of selected sandwich structures was monitored. First of all, it is possible to observe the fact that the selected surface treatments always negatively affected the monitored fire properties. In all types of painted constructions, the ignition time of the samples was significantly shortened for both monitored surface treatments. If we compare the ignition time of structures with the same type of nuclear material (Nomex®), it is possible to observe:
With the AIREX T90.100 core material, the reduction in ignition time is significant, by up to 283%. The influence of surface treatments on the ignition time is shown the Figure 10.
Significant increases in the MARHE parameter can be observed in painted constructions, especially in constructions with honeycombs of the Nomex type—specifically by 57% and 234% (surface treatment no. 1) or by up to 280% for surface treatment no. 2 (Figure 11).
Due to the development of the heat release rate in structures with AIREX T.90 polymer foam, it can be stated that the surface treatment only minimally affects the MARHE value, or that the average heat emission rate shows its maximum value from the significant contribution of the nuclear material, not from the contribution of the surface treatment, both contributions occurring in different time periods of the test. This can be the cause of the slight effect of surface treatments on the value of MARHE, or its reduction in the lacquered surface by 4.9%, in constructions with polymer foam. Figure 12 shows a maximum average heat release rate (MARHE) of sandwich structures A for different types and thicknesses of core materials with surface treatment.
Due to the development of the heat release rate in structures with AIREX T.90 polymer foam, it can be stated that the surface treatment only minimally affects the MARHE value, or that the average heat emission rate shows its maximum value from the significant contribution of the nuclear material, not from the contribution of the surface treatment, both contributions occurring in different time periods of the test. This can be the cause of the slight effect of surface treatments on the value of MARHE, or its reduction in the lacquered surface by 4.9%, in constructions with polymer foam.
4. Conclusions
As can be seen from the above text, the reaction of composite materials to fire depends on many parameters, either external (temperature, oxygen content) or internal, related to the composition of the composite (matrix type, content type and form of reinforcement).
The initiation time of the sample increases with the increasing number of lamination layers. As the number of layers increases, so does the maximum average heat release rate. Based on these facts, we can assume that the phenolic prepreg forms a kind of barrier layer, which with its increasing thickness prolongs the ignition time of the whole structure, but at the same time with increasing thickness and weight of the samples the rate of heat release increases.
The type of nuclear material has a significant effect on fire characteristics.
However, the ignition time is shortened for individual structures A, B, C with a honeycomb density of 80 kg·m−3, which may be due to the fact that the core does not participate in the ignition process at all. The polymer core of the AIREX T90.100 type shows the worst values in terms of the monitored fire parameters. The ignition times are lower compared to a Nomex honeycomb of similar density (C2-3.2-80) and even exceed the MARHE parameter several times compared to structures with a Nomex core.
Within the experimental work, the influence of two types of surface treatments on the fire characteristics of selected sandwich structures was monitored. First of all, it is possible to observe the fact that the selected surface treatments always negatively affected the monitored fire properties. However, the ignition time is shortened for individual structures A, B, C with a honeycomb density of 80 kg·m−3, which may be due to the fact that the core does not participate in the ignition process at all.
Due to the development of the heat release rate in structures with AIREX T.90 polymer foam, it can be stated that the surface treatment affects the MARHE value only minimally, or that the average rate of heat emission shows its maximum value from the significant contribution of the nuclear material, not from the contribution of the surface treatment.
If we compare the influence of a specific surface treatment on the MARHE parameter of painted structures, it is determined by the influence of the used core material, as well as by the influence of the surface structure. As the number of layers increases, so does the maximum average heat release rate (MARHE). The course of the rate of heat release during the test can be seen.
Author Contributions
Conceptualization, P.K.; methodology, P.K., Z.K.J.; software, Z.K.J.; validation, R.F.; formal analysis, Z.K.J.; investigation, P.K., Z.K.J.; resources, P.K.; data curation, P.K., Z.K.J.; writing—original draft preparation, P.K.; writing—review and editing, P.K. and R.F.; visualization, R.F.; supervision, P.K.; project administration, R.F.; funding acquisition, P.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Acknowledgments
This work was supported by the Ministry of Education, Youth and Sports, Czech Republic in the framework of the projects SP2021/23, SP2021/71 and SP2021/48.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Heslehurst, R. Composite Sandwich Structure Design Requirements—Terms, Definitions and Global Properties. Composites Australia. 2015, 38, 12–13. [Google Scholar]
- Davies, J. Lightweight Sandwich Construction; Blackwell Science Publishing: London, UK, 2001; p. 384. ISBN 978-0632040278. [Google Scholar]
- Bitzer, T.N. Honeycomb Technology: Materials, Design, Manufacturing, Applications and Testing; Chapman & Hall: London, UK, 1997; p. 233. ISBN 978-94-011-5856-5. [Google Scholar]
- Hexcel Corporation. HexWeb® Honeycomb Attributes and Properties. 2014. Available online: http://www.hexcel.com/resources/technology-manuals (accessed on 18 November 2014).
- Foo, C.C.; Chai, G.B.; Seah, L.K. Mechanical properties of Nomex material and Nomex honeycomb structures. Compos. Struct. 2007, 80, 588–594. [Google Scholar] [CrossRef]
- Fojtl, L.; Rusnáková, S.; Žaludek, M.; Rusnák, V.; Čapka, A. Technology and mold design for production of hollow carbon composite parts. Manuf. Technol. 2016, 16, 799–804. [Google Scholar]
- Keller, T.; Haas, C.; Valee, T. Structural concept, design, and experimental verification of a glass fiber-reinforced polymer sandwich roof structure. J. Compos. Constr. 2008, 12, 454–468. [Google Scholar] [CrossRef]
- Belingardi, G.; Cavatorta, M.P.; Duella, R. Material characterization of a composite foam sandwich for the front structure of a high speed train. Compos. Struct. 2003, 61, 13–25. [Google Scholar] [CrossRef]
- Thotakuri, M.V.; Keshvanara, S. Transverse Compressive Properties of Honeycomb Core under Oblique Loading. Master’s Thesis, Dept. of Aerospace Engineering, College of Engineering, Wichita State University, Wichita, KS, USA, 2007. [Google Scholar]
- Mouritz, A.P.; Mathys, Z. Mechanical properties of Fire-damaged glass-reinforced phenolic composites. Fire Mater. 2000, 24, 67–75. [Google Scholar] [CrossRef]
- Munoz-Rojas, M.; Pereira, P. Fire in the environment. J. Environ. Manag. 2020, 253, 109703. [Google Scholar] [CrossRef]
- Mouritz, A.P. Post-fire properties of sandwich polymer composites. Compos. A 2002, 33, 609–620. [Google Scholar] [CrossRef]
- Mouritz, A.P. Post Fire flexural properties of fibre–reinforced polyester, epoxy and phenolic composites. J. Mater. Sci. 2002, 37, 1377–1386. [Google Scholar] [CrossRef]
- Anjang, A.; Chevali, V.S.; Lattimer, B.Y.; Case, S.W.; Mouritz, A.P.; Feih, S.; Mouritz, A.P. Post-fire mechanical properties of sandwich composite structures. Compos. Struct. 2015, 132, 1019–1028. [Google Scholar] [CrossRef]
- Birman, V.; Kardomateas, G.A.; Simitses, G.J.; Li, R. Response of a sandwich panel subject to fire or elevated temperature on one of the surfaces. Compos. Part A Appl. Sci. Manuf. 2006, 37, 981–988. [Google Scholar] [CrossRef]
- Hörold, A.; Schartel, B.; Trappe, V.; Korzen, M.; Nauman, M. Structural integrity of sandwich structures in fire: An intermediate-schale approach. Compos. Interfaces 2013, 20, 741–759. [Google Scholar] [CrossRef]
- Lattimer, B.Y.; Ouellette, J.; Sorathia, U. Large scale fire resistance tests on sandwich composite materials. In Proceedings of the SAMPE 04, Long Beach, CA, USA, 16–20 May 2004. [Google Scholar]
- Hörold, A.; Schartel, B.; Trappe, V.; Korzen, M.; Bünker, J. Fire stability of glass-fibre sandwich panels: The influence of core materials and flame retardants. Composit. Struct. 2017, 160, 1310–1318. [Google Scholar] [CrossRef]
- Feih, S.; Mathys, Z.; Gibson, A.G.; Mouritz, A.P. Modeling compressive skin failure of sandwich composites in fire. J. Sandw. Struct. Mater. 2008, 10, 217–245. [Google Scholar] [CrossRef]
- Krysl, P.; Ramroth, W.T.; Stewart, L.K.; Asaro, R.J. Finite element modelling of fiber reinforced polymer sandwich panels exposed to heat. Int. J. Numer. Methods Eng. 2004, 61, 49–68. [Google Scholar] [CrossRef]
- Luo, C.; Lua, J.; Desjardin, P.E. Thermo-mechanical damage modelling of polymer matrix sandwich composites in fire. Compos. Part A Appl. Sci. Manuf. 2012, 43, 814–821. [Google Scholar] [CrossRef]
- Astapov, A.; Lifanov, I.; Rabinskiy, L.N. Perspective Heat-Resistant Coating for Protection of Cf/SiC Composites in Air Plasma Hypersonic Flow. High temp. 2019, 57, 744–752. [Google Scholar] [CrossRef]
- Potanin, A.; Astapov, A.N.; Rupasov, S.I.; Vorotilo, S.; Kochetov, N.A.; Kovalev, D.Y.; Levashov, E.A. Structure and properties of MoSi2-MeB2-SiC (Me = Zr, Hf) ceramics produced by combination of SHS and HP techniques. Ceram. Int. 2020, 46, 28725–28734. [Google Scholar] [CrossRef]
- Cook, K.; Khan, A.; Lee, E.; Mahapatra, R. Oxidation of MOSI2-Based Composites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 1992, 155, 183–198. [Google Scholar] [CrossRef]
- NF F01-281. Railway Rolling Stock–Parts–Parts in Fiber-Reinforced Thermosetting Composites; Internal Technical Standard of Škoda Transportation: Plzeň, Czechoslovakia, 1989. (In Czech) [Google Scholar]
- NDT 64 4401. Laminate (Composite) Parts with Reduced Flammability for Applications in Rail Vehicles; Internal Technical Standard of Škoda Transportation: Plzeň, Czech Republic, 2016. (In Czech) [Google Scholar]
- ČSN ISO 2768. General Tolerances. Non-Prescribed Limit Deviations of Length and Angle Dimensions; Czech Technical Standard: Prague, Czech Republic, 1992. (In Czech) [Google Scholar]
- EN 45545-2. Railway Applications—Fire Protection of Railway Vehicles—Part 2: Requirements for the Fire Performance of Materials and Components; Czech Technical Standard: Prague, Czech Republic, 2016. (In Czech) [Google Scholar]
- ASTM E 1354. Standard Test Method for Heat and Visible Smoke Release Rates for Materials Using an Oxygen Consuption Calorimeter; ASTM International: Prague, Czech Republic, 1992. (In Czech) [Google Scholar]
- Koštial, P.; Jančíková, Z.K.; Ružiak, I.; Gajtanská, M. Case Study of Chosen Sandwich-Structured Composite Materials for Means of Transport. Coatings 2020, 10, 750. [Google Scholar] [CrossRef]
- Koštial, P.; Rusnák, V.; Malinarič, S.; Jančíková, Z.; Valíček, J.; Harničárová, M. Thermal properties of sandwiches for applications in transportation. Adv. Struct. Mater. 2017, 33, 179–184. [Google Scholar]
- Mouritz, A.P. Fire Safety of Advaced Composites for Aircraft; ATSB Research and analysis report B2004/0046; Australian transport safety bureau: Canberra, Australia, 2006.
- ISO 5660-1. Fire Tests–Reaction to Fire—Part 1: Rate of Heat Release from Building Products (Cone Calorimeter Method); ISO Standard; ISO: Geneva, Switzerland, 1993. [Google Scholar]
- Brown, E.J.; Braun, E.; Twilley, H.W. Cone Calorimeter Evaluation of the Flammability of Composite Materials; Technical Report No. NBSIR 88-3733; Center for Fire Research, U.S. Department of Commerce: Gaithersburg, MD, USA, 2009.
- Bubacz, M. Permeability and Flammability Study of Composite Sandwich Structures for Cryogenic Applications. Ph.D. Thesis, University of New Orleans, New Orleans, LA, USA, January 2006. [Google Scholar]
- Liu, N.; Jeffers, A.E. Isogeometric analysis of laminated composite and functionally graded sandwich plates based on a layerwise displacement theory. Compos. Struct. 2017, 176, 143–153. [Google Scholar] [CrossRef]
- Liu, N.; Ren, X.; Lua, J. An isogeometric continuum shell element for modeling the nonlinear response of functionally graded material structures. Compos. Struct. 2020, 237, 111893. [Google Scholar] [CrossRef]
- Liu, N.; Beata, P.A.; Jeffers, A.E. A mixed isogeometric analysis and control volume approach for heat transfer analysis of nonuniformly heated plates. Numer. Heat Transfer Part B Fundam. 2019, 75, 347–362. [Google Scholar] [CrossRef]
Figure 1.
Processes during combustion of composite materials.

Figure 2.
Classification of the burning process [33].
Figure 2.
Classification of the burning process [33].

Figure 3.
Construction of basic samples.

Figure 4.
Ignition time of sandwich structures A, B, C for different types of core materials of thickness tc = 8 mm.
Figure 4.
Ignition time of sandwich structures A, B, C for different types of core materials of thickness tc = 8 mm.

Figure 5.
Maximum average heat release rate (MARHE) of sandwich structures A, B, C, respectively, AH, BH, CH and (MARHE) for different types of core materials of thickness tc = 8 mm.
Figure 5.
Maximum average heat release rate (MARHE) of sandwich structures A, B, C, respectively, AH, BH, CH and (MARHE) for different types of core materials of thickness tc = 8 mm.

Figure 6.
Significant effect of the polymer core on the heat release rate (HRR) and ARHE (Average Rate of Heat Emission).
Figure 6.
Significant effect of the polymer core on the heat release rate (HRR) and ARHE (Average Rate of Heat Emission).

Figure 7.
Ignition time for sandwich structures A, B, C for different types of core materials of thickness tc = 8 mm and tc = 9 mm.
Figure 7.
Ignition time for sandwich structures A, B, C for different types of core materials of thickness tc = 8 mm and tc = 9 mm.

Figure 8.
Maximum average heat release rate (MARHE) of sandwich structures A, B, C for different types of core materials thickness tc = 8 mm and tc = 9 mm.
Figure 8.
Maximum average heat release rate (MARHE) of sandwich structures A, B, C for different types of core materials thickness tc = 8 mm and tc = 9 mm.

Figure 9.
Course of heat release rate (HRR) and average heat release rate (AVHR) of sandwich constructions A, B, C with Nomex core C2-3.2-32 thickness tc = 8 mm without surface treatment.
Figure 9.
Course of heat release rate (HRR) and average heat release rate (AVHR) of sandwich constructions A, B, C with Nomex core C2-3.2-32 thickness tc = 8 mm without surface treatment.

Figure 10.
Ignition time of type A sandwich structures, with different types of core materials, thicknesses tc = 8 mm and tc = 9 mm/with surface treatment.
Figure 10.
Ignition time of type A sandwich structures, with different types of core materials, thicknesses tc = 8 mm and tc = 9 mm/with surface treatment.

Figure 11.
Comparison of the course of the heat release rate (HRR) and average heat release rate (AVHR) of sandwich constructions type A with Nomex core C2-3.2-32/C2-4.8-32 thickness tc = 8 mm, without surface treatment vs. with surface treatment.
Figure 11.
Comparison of the course of the heat release rate (HRR) and average heat release rate (AVHR) of sandwich constructions type A with Nomex core C2-3.2-32/C2-4.8-32 thickness tc = 8 mm, without surface treatment vs. with surface treatment.

Figure 12.
Maximum average heat release rate (MARHE) of sandwich structures A for different types and thicknesses of core materials tc = 8 mm and tc = 9 mm/with surface treatment.
Figure 12.
Maximum average heat release rate (MARHE) of sandwich structures A for different types and thicknesses of core materials tc = 8 mm and tc = 9 mm/with surface treatment.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Material characteristics of the coating.
| Marking | Reinforcement Type | Matrix Type | Matrix Content [%] | Tg [°C] | Bending Strength [MPa] | Bending Modulus [GPa] |
|---|---|---|---|---|---|---|
| PH340-300-42 | glass/fabric sateen/280 g·m−2 | phenolic | 42 | >80 | 450 | 22 |
| IMP 530 | aramid/fabric linen/200 g·m−2 | epoxy | 42 | 120 | 148/170 | 35–40 |
Table 2.
Material characteristics of core materials.
| Marking | Material Type | Cell Size [mm] | Density [kg·m−3] | Shear Strength L/W-Direction [MPa] | Shear Modulus L/W-Direction [MPa] |
|---|---|---|---|---|---|
| C2-3.2-32 | Nomex® T 722 | 3.2 | 32 | 0.6/0.42 | 17/25 |
| C2-3.2-48 | Nomex® T 722 | 3.2 | 48 | 1.2/0.7 | 36/24 |
| C2-3.2-64 | Nomex® T 722 | 3.2 | 64 | 1.6/1.95 | 50/35 |
| C2-3.2-80 | Nomex® T 722 | 3.2 | 80 | 1.75/1.0 | 56/32 |
| C2-4.8-64 | Nomex® T 722 | 4.8 | 80 | 1.6/0.85 | 50/27 |
| ECM-4.8-77 | Al alloy 5003 (AlMnCu) | 4.8 | 77 | 2.25/1.52 | 456/265 |
| AIREX T90-100 | PET | - | 100 | 0.8 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Koštial, P.; Jančíková, Z.K.; Frischer, R. Case Study on Fire Resistance of Sandwiches for Means of Transport. Coatings 2021, 11, 207. https://doi.org/10.3390/coatings11020207
AMA Style
Koštial P, Jančíková ZK, Frischer R. Case Study on Fire Resistance of Sandwiches for Means of Transport. Coatings. 2021; 11(2):207. https://doi.org/10.3390/coatings11020207
Chicago/Turabian StyleKoštial, Pavel, Zora Koštialová Jančíková, and Robert Frischer. 2021. "Case Study on Fire Resistance of Sandwiches for Means of Transport" Coatings 11, no. 2: 207. https://doi.org/10.3390/coatings11020207
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.