Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
: A fundamentally new family of thermal spray processes has emerged. These new processes, collectively known as very low pressure plasma spray or VLPPS, differ from traditional thermal spray processes in that coatings are deposited at unusually low chamber pressures, typically less than ∼800 Pa (6 Torr). Depending upon the specific process, deposition may be in the form of very fine molten droplets, vapor phase deposition, or a mixture of vapor and droplet deposition. Resulting coatings are similar in quality to coatings produced by alternative coating technologies, such as physical vapor deposition (PVD) or chemical vapor deposition (CVD), but deposition rates can be roughly an order of magnitude higher with VLPPS. With these new process technologies modified low pressure plasma spray (LPPS) systems can now be used to produce dense, high quality coatings in the 1 to 100 micron thickness range with lamellar or columnar microstructures. A history of pioneering work in VLPPS technology is presented, deposition mechanisms are discussed, potential new applications are reviewed, and challenges for the future are outlined.1. Introduction
2. Origins of Very Low Pressure Plasma Spraying
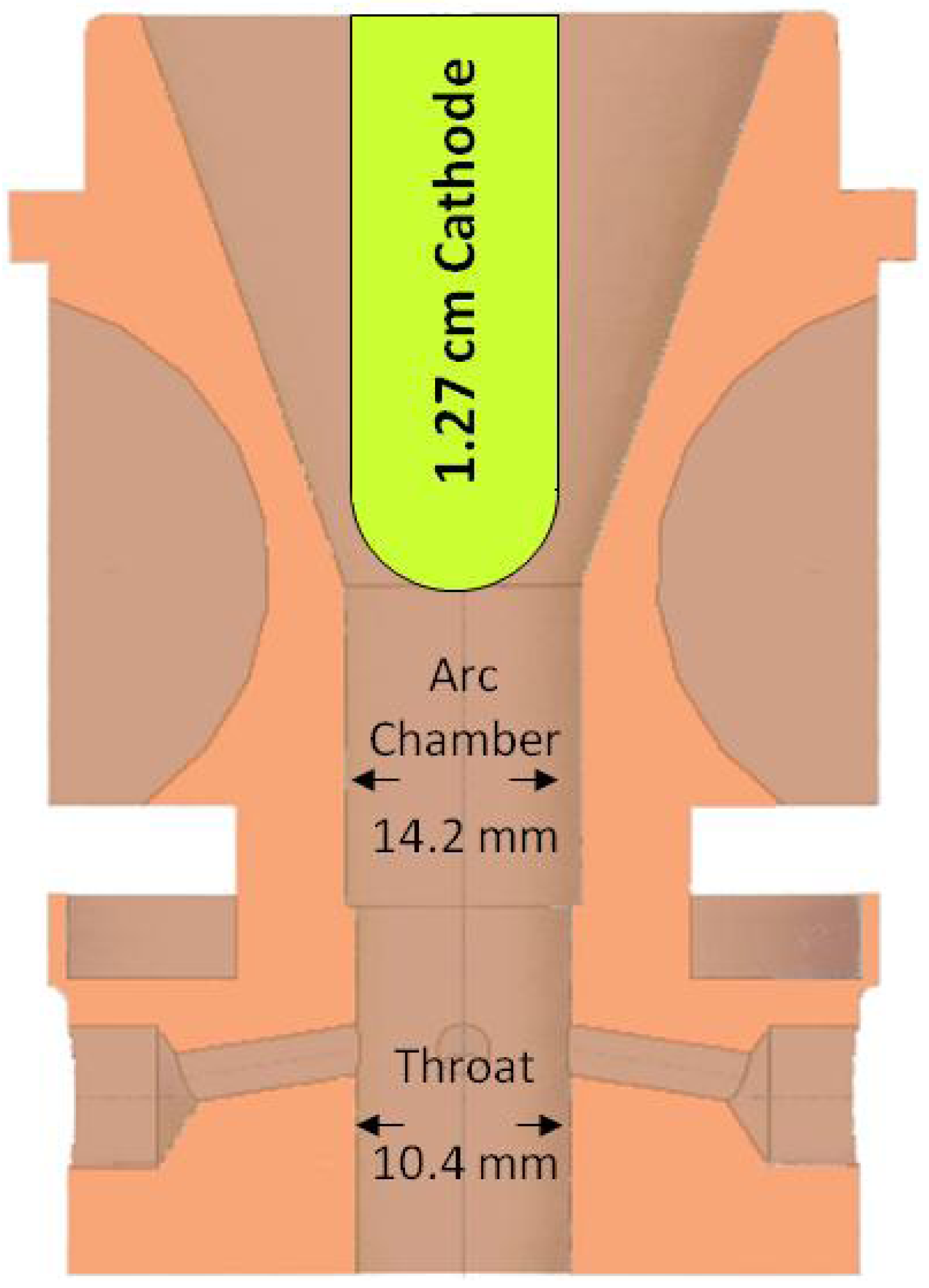
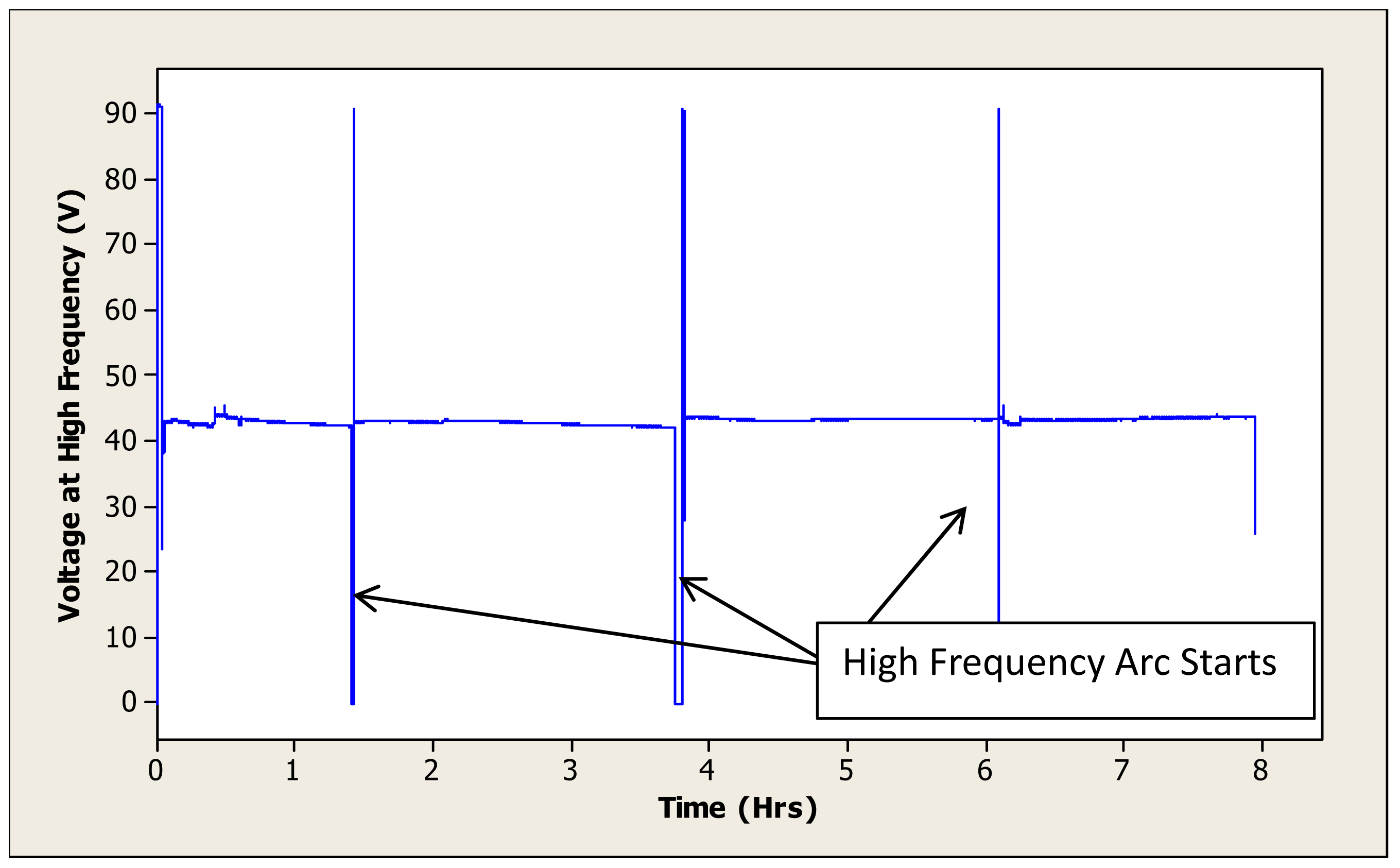
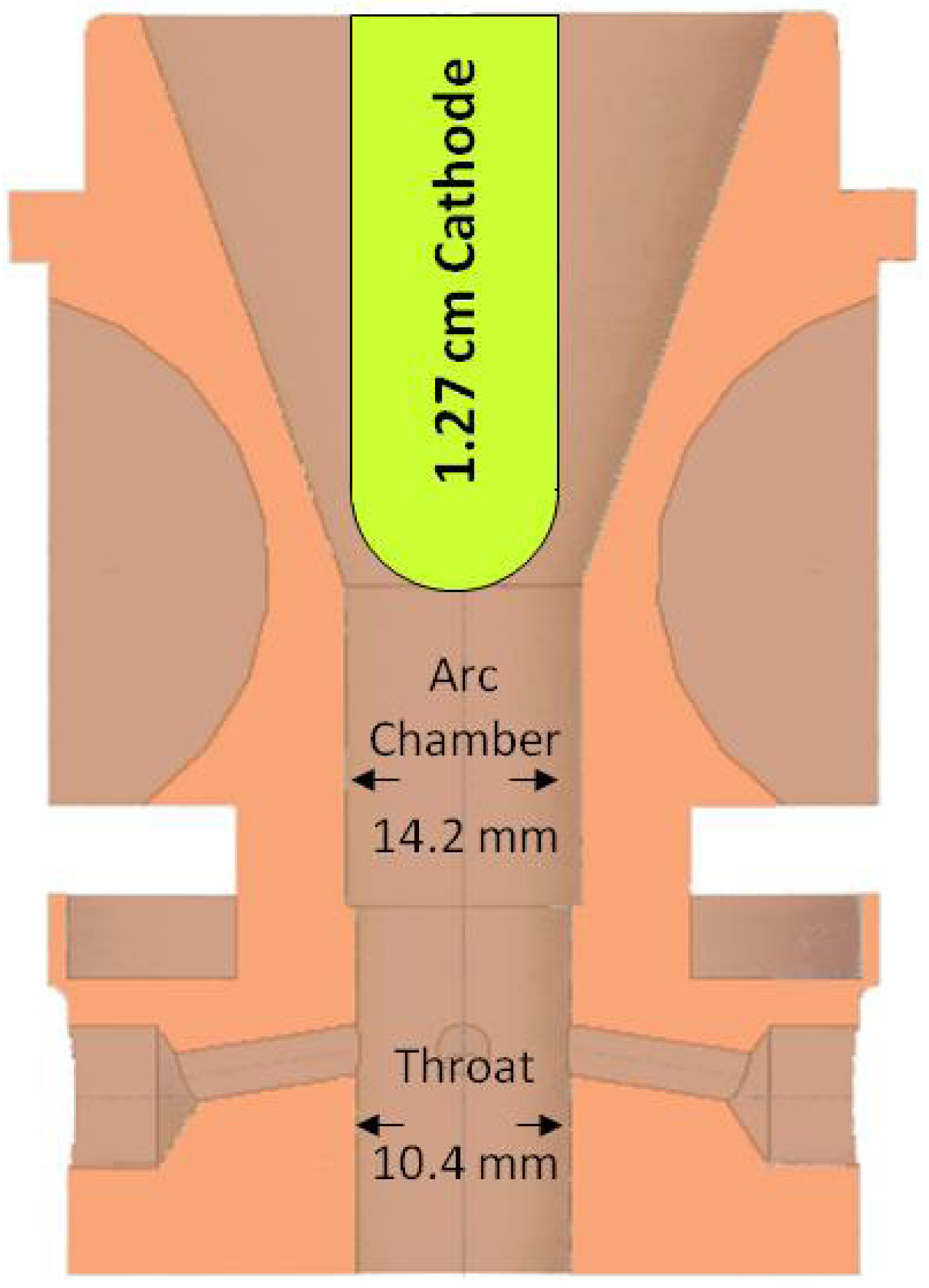
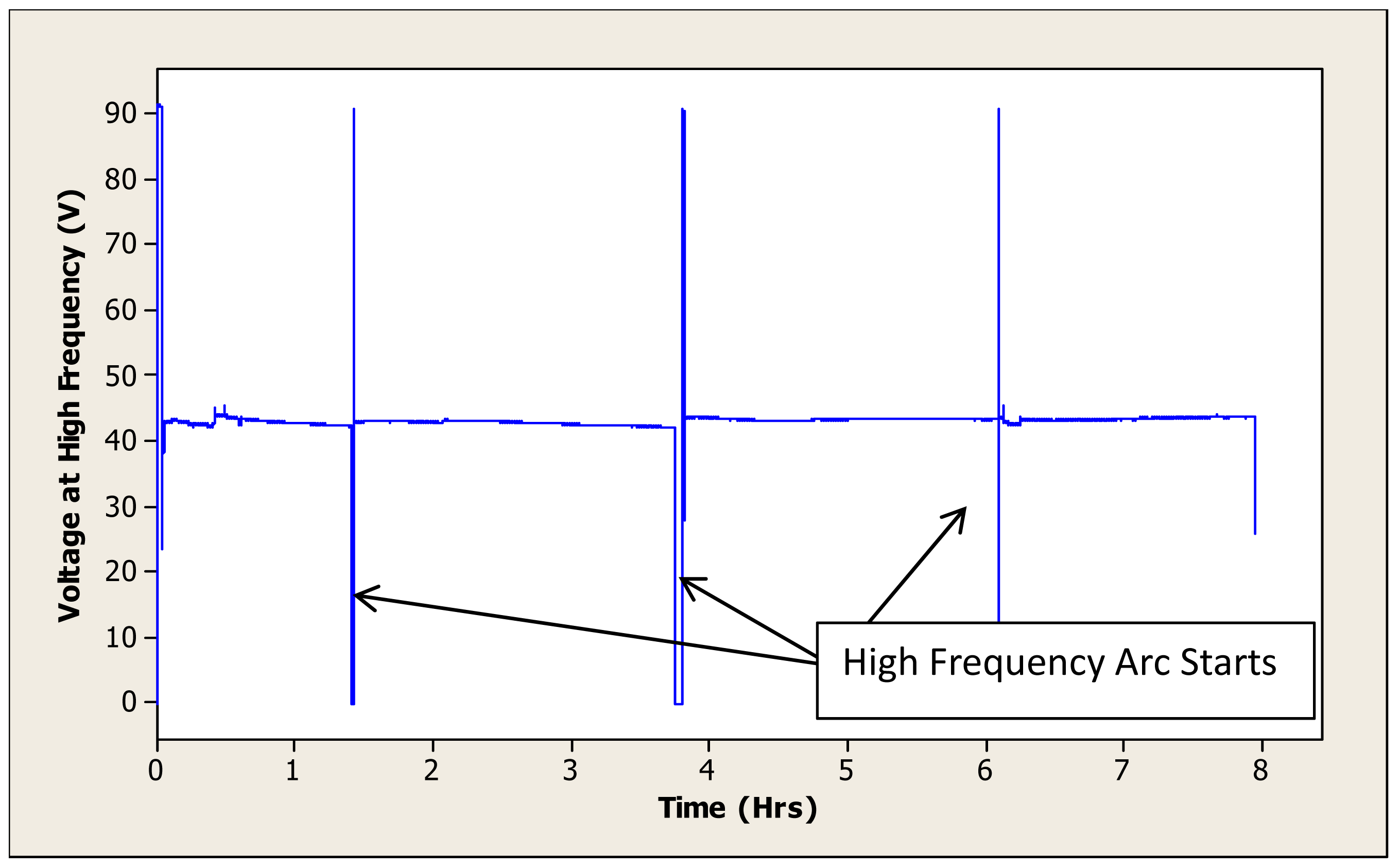
3. Operating an LPPS System at Pressures Below 1.3 kPa (10 Torr)
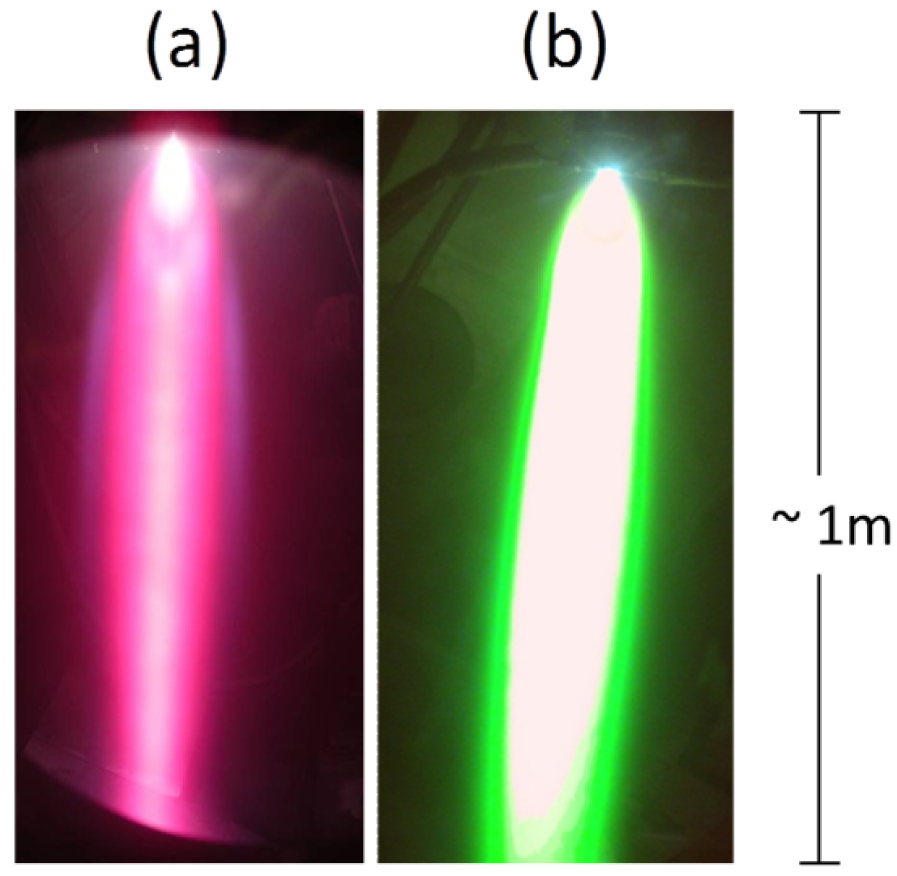
4. Plasma Jet Properties at Very Low Chamber Pressures
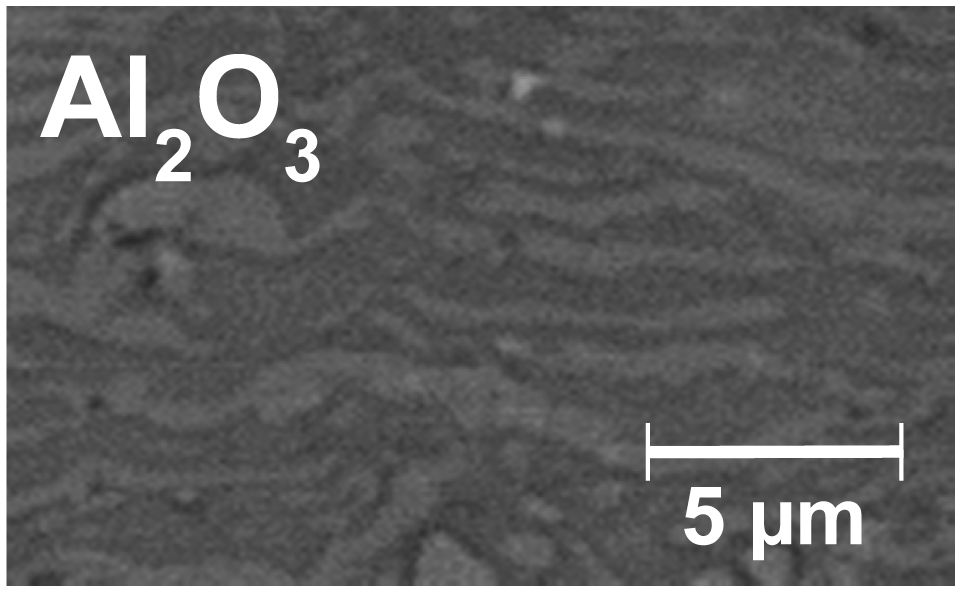
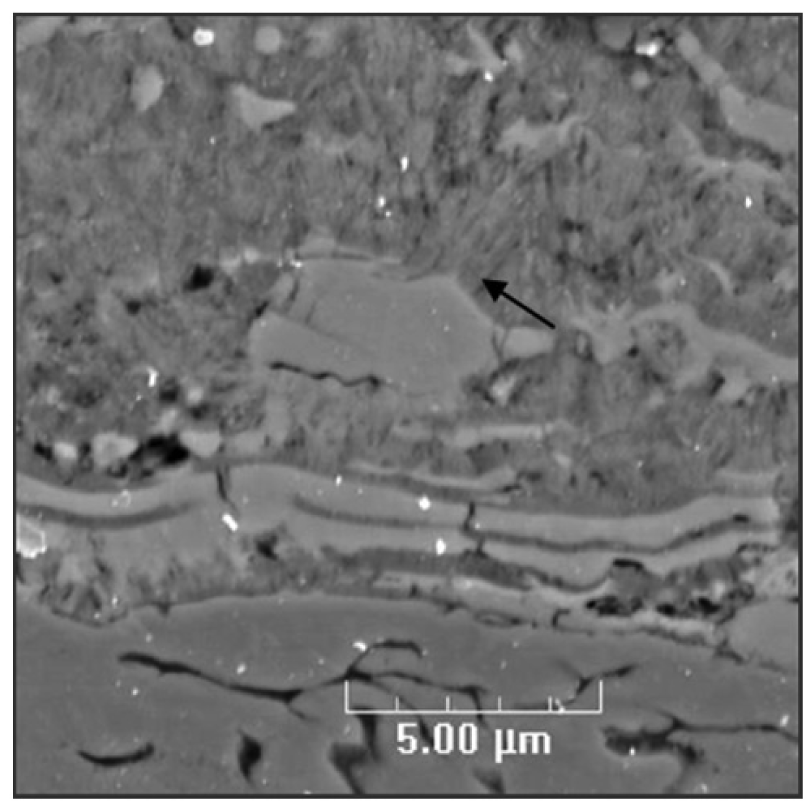
5. Coating Examples (PS-PVD and PS-TF)
6. Other Feedstock Delivery Approaches
7. New Applications and Opportunities for VLPPS
8. Open Questions—Needed Additional Research
9. Summary



Acknowledgments
References
- Yotsombat, B.; Davydov, S.; Poolcharuansin, P.; Vilaithong, T.; Brown, I. Optical emission spectra of a copper plasma produced by a metal vapour vacuum arc plasma source. J. Phys. D: Appl. Phys. 2001, 34, 1928–1932. [Google Scholar]
- Dorier, J.; Gindrat, M.; Hollenstein, Ch.; Loch, M.; Refke, A.; Barbezat, G. Plasma jet properties in a new spraying process at low pressure for large area thin film deposition. Proceedings of the 2001 International Thermal Spray Conference, Singapore, 28–30 May 2001; pp. 1–6.
- Refke, A.; Hawely, D.; Doesburg, J.; Schmid, R.K. LPPS thin film technology for the application of TBC systems. Proceedings of the 2005 International Thermal Spray Conference, Basel, Switzerland, May 2005; pp. 438–443.
- Refke, A.; Barbezat, G.; Dorier, J.-L.; Gindrat, M.; Hollenstein, Ch. Characterization of LPPS process under various spray conditions for potential applications. Proceedings of the 2003 International Thermal Spray Conference, Orlando, FL, USA, 5–8 May 2003; pp. 581–588.
- Dorier, J.L.; Guittienne, Ph.; Hollenstein, Ch.; Gindrat, M.; Refke, A. Mechanisms of films and coatings formation from gaseous and liquid precursors with low pressure plasma spray equipment. Surf. Coat. Technol. 2009, 203, 2125–2130. [Google Scholar]
- Von Niessen, K.; Gindrat, M.; Refke, A. Vapor phase deposition using plasma Spray-PVD™. J. Therm. Spray Technol. 2010, 19, 502–509. [Google Scholar]
- Von Niessen, K.; Gindrat, M. Plasma Spray-PVD: A new thermal spray process to deposit out of the vapor phase. J. Therm. Spray Technol. 2011, 20, 736–743. [Google Scholar]
- Gindrat, M.; Höhle, H.M.; von Niessen, K.; Guittienne, Ph.; Grange, D.; Hollenstein, Ch. Plasma Spray-CVD: A new thermal spray process to produce thin films from liquid or gaseous precursors. J. Therm. Spray Technol. 2011, 20, 882–887. [Google Scholar]
- Spinhirne, N.R. The Development and Characterization of Novel Yttria-Stabilized Zirconia Coatings Deposited by Very Low Pressure Plasma Spray. MS Thesis, New Mexico Institute of Mining and Technology, Socorro, NM, USA, December 2008. [Google Scholar]
- Yanar, N.M.; Helminiak, M.; Meier, G.H.; Pettit, F.S. Comparison of the failures during cyclic oxidation of yttria-stabilized (7 to 8 weight percent) zirconia thermal barrier coatings fabricated via electron beam physical vapor deposition and air plasma spray. Metall. Mater. Trans. A 2011, 42A, 905–921. [Google Scholar]
- Hospachm, A.; Mauer, G.; Vaβen, R.; Stöver, D. Columnar-Structured Thermal Barrier Coatings (TBCs) by Thin Film Low-Pressure Plasma Spraying (LPPS-TF). J. Therm. Spray Technol. 2011, 20, 116–120. [Google Scholar]
- Zhang, N.; Sun, F.; Zhu, L.; Verdy, C.; Planche, M.P.; Dong, C.; Coddet, C. Characteristics of Cu film deposited using VLPPS. J. Therm. Spray Technol. 2011, 20, 351–357. [Google Scholar]
- Mauer, G.; Vaβen, R.; Stöver, D. Thin and dense ceramic coatings by plasma spraying at very low pressure. Proceedings of the International Thermal Spray Conference, Las Vegas, NV, USA; 2009; pp. 773–778. [Google Scholar]
- Zhu, L.; Zhang, N.; Bolot, R.; Planche, M.P.; Liao, H.; Coddet, C. Thin yttria-stabilized zirconia coatings deposited by low-energy plasma spraying under very low pressure condition. J. Therm. Spray Technol. 2011, 20, 1–7. [Google Scholar]
- Hall, A.C.; McCloskey, J.F.; Urrea, D.A.; Roemer, T.J.; Beatty, D.E.; Spinhirne, N.R.; Hirschfeld, D.A. Low pressure plasma spray—Thin Film® at sandia national laboratories. Proceedings of the International Thermal Spray Conference, Las Vegas, NV, USA, May 2009; pp. 725–728.
- Fauchais, P.; Vardelle, A. Innovative and emerging processes in plasma spraying: from micro- to nano-structured coatings. J. Phys. D: Appl. Phys. 2011, 44, 1–14. [Google Scholar]
- Von Niessen, K.; Gindrat, M. Vapor phase deposition using a plasma spray process. In Thermal Spray: Global Solutions, Proceedings of the International Thermal Spray Conference, Düsseldorf, Germany, May 2010; pp. 219–227.
- Sokolov, D. E.; Chwa, S.O.; Klein, D.; Coddet, C.; Nardin, P. Coatings obtained by low pressure plasma spraying. Proceedings of the International Thermal Spray Conference, Basel, Switzerland, May 2005; pp. 450–453.
- Fleetwood, J.; Trice, R.; Slamovich, E.; Hall, A.; McCloskey, J. Solid oxide fuel cell electrolytes produced by a combination of suspension plasma spray and very low pressure plasma spray. Proceedings of the Materials Science & Technology Conference, Houston, TX, USA, October 2010. CD only volume.
- Lang, M.; Henne, R.; Schaper, S.; Schiller, G. Development and characterization of vacuum plasma sprayed thin film solid oxide fuel cells. J. Therm. Spray Technol. 2001, 10, 618–625. [Google Scholar]
- Jia, L.; Gitzhofer, F. Induction plasma synthesis of nano-structured SOFCs electrolyte using solution and suspension plasma spraying: A comparative study. J. Therm. Spray Technol. 2010, 19, 566–574. [Google Scholar]
- Lang, M.; Franco, T.; Schiller, G.; Wagner, N. Electrochemical characterization of vacuum plasma sprayed thin-film solid oxide fuel cells (SOFC) for reduced operating temperatures. J. Appl. Electrochem. 2002, 32, 871–874. [Google Scholar]
- Hui, R.; Wang, Z.; Kesler, O.; Rose, L.; Jankovic, J.; Yick, S.; Maric, R.; Ghosh, D. Thermal plasma spraying for SOFCs: Applications, potential advantages, and challenges. J. Power Sources 2007, 170, 308–323. [Google Scholar]
- Franco, Z.; HoshiarDin, T.; Szabo, P.; Lang, M.; Schiller, G. Plasma sprayed diffusion barrier layers based on doped perovskite-type LaCrO3 at substrate-anode interface in solid oxide fuel cells. J. Fuel Cell Sci. Tech. 2007, 4, 406–412. [Google Scholar]
- Henne, R. Solid oxide fuel cells: A challenge for plasma deposition processes. J. Therm. Spray Technol. 2007, 16, 381–403. [Google Scholar]
- Fauchais, P.; Montavon, G.; Bertrand, G. From powders to thermally sprayed coatings. J. Therm. Spray Technol. 2010, 19, 56–80. [Google Scholar]
- Guittienne, Ph.; Hollensteinm, Ch.; Dorier, J.L.; Gindrat, M.; Refke, A. Use of low-pressure plasma spraying equipment to produce thin films and thick coatings using liquid and gaseous precursors. In Thermal Spray 2009, Proceedings of the International Thermal Spray Conference, Las Vegas, NV, USA, May 2009; pp. 741–745.
- Rousseau, F.; Awamat, S.; Morvan, D.; Amourox, J.; Mevrel, R. Deposition of thick oxide layers from solutions in a low pressure plasma reactor. Surf. Coat. Technol. 2007, 202, 714–718. [Google Scholar]
- Jodoin, B.; Gindrat, M.; Dorier, J.L.; Hollenstein, C.; Lcoh, M.; Barbezat, G. Modeling and diagnostics of a supersonic DC plasma jet expanding at low pressure. Proceedings of the International Thermal Spray Conference, Essen, Germany, March 2002; pp. 716–720.
- Gindrat, M.; Dorier, J.-L; Hollenstein, Ch.; Loch, M.; Refke, A.; Salito, A.; Barbezat, G. Effect of specific operation conditions on the properties of LPPS plasma jets expanding at low pressure. Proceedings of the International Thermal Spray Conference, Essen, Germany, March 2002; pp. 459–464.
- Bolot, R.; Klein, D.; Coddet, C. Design of a nozzle extension for thermal spray under very low pressure conditions. Proceedings of the International Thermal Spray Conference, Osaka, Japan, May 2004; pp. 574–579.
- Kingswell, R.; Scott, K.T.; Wassel, L.L. Optimizing the vacuum plasma spray deposition of metal, ceramic, and cermet coatings using designed experiments. J. Therm. Spray Technol. 1993, 2, 179–185. [Google Scholar]
- Bolot, R.; Sokolov, D.; Klein, D.; Coddet, C. Nozzle developments for thermal spray at very low pressure. J. Therm. Spray Technol. 2006, 15, 827–833. [Google Scholar]
- Mauer, G.; Vaβen, R.; Stöver, D. Plasma and particle temperature measurements in thermal spray: Approaches and applications. J. Therm. Spray Technol. 2011, 20, 391–406. [Google Scholar]
- Yoshida, T. Toward a new era of plasma spray processing. Pure Appl. Chem. 2006, 78, 1093–1107. [Google Scholar]
- Dhiman, R.; Chandra, S. Predicting splat morphology in a thermal spray process. Surf. Coat. Technol. 2007, 201, 789–801. [Google Scholar]
- Fauchais, P.; Fukumoto, M.; Vardelle, A.; Vardelle, M. Knowledge concerning splat formation: An invited review. J. Therm. Spray Technol. 2004, 13, 337–360. [Google Scholar]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Smith, M.F.; Hall, A.C.; Fleetwood, J.D.; Meyer, P. Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community. Coatings 2011, 1, 117-132. https://doi.org/10.3390/coatings1020117
Smith MF, Hall AC, Fleetwood JD, Meyer P. Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community. Coatings. 2011; 1(2):117-132. https://doi.org/10.3390/coatings1020117
Chicago/Turabian StyleSmith, Mark F., Aaron C. Hall, James D. Fleetwood, and Philip Meyer. 2011. "Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community" Coatings 1, no. 2: 117-132. https://doi.org/10.3390/coatings1020117
APA StyleSmith, M. F., Hall, A. C., Fleetwood, J. D., & Meyer, P. (2011). Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community. Coatings, 1(2), 117-132. https://doi.org/10.3390/coatings1020117