Two-Dimensional Modeling of Pressure Swing Adsorption (PSA) Oxygen Generation with Radial-Flow Adsorber

 ,
, 
Abstract
:1. Introduction
2. Numerical Model
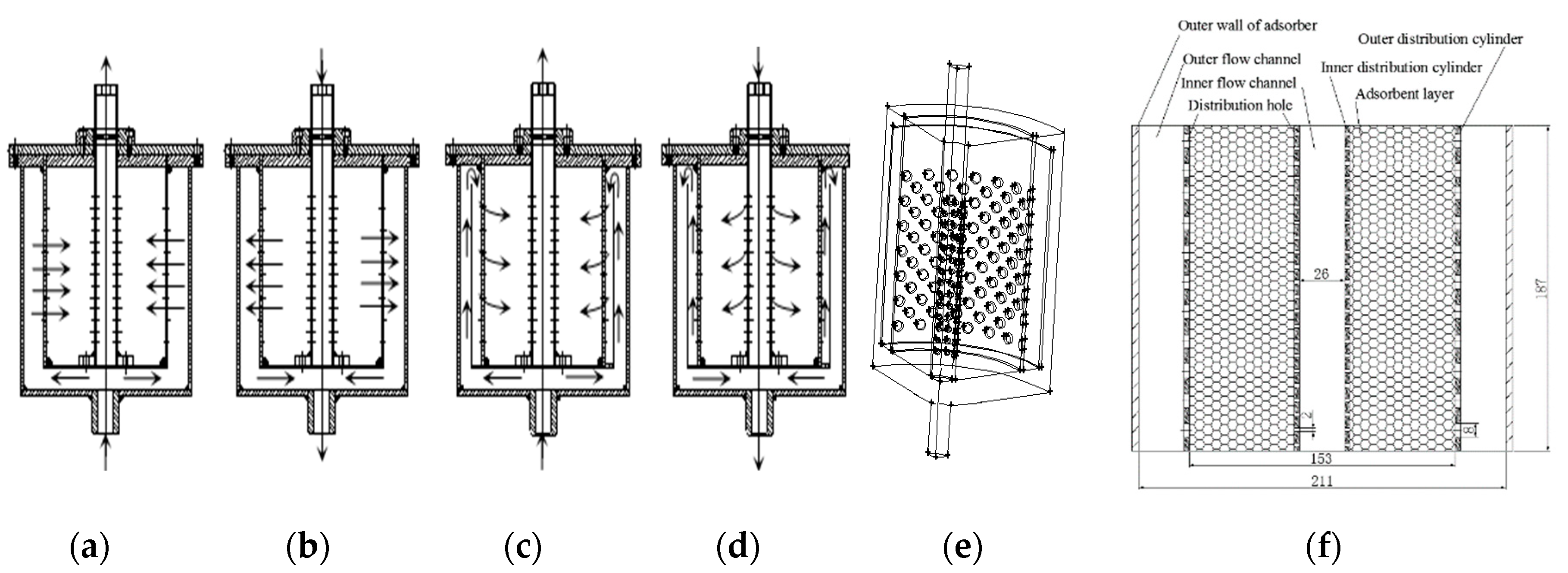
2.1. Models of Adsorbers
2.2. Governing Equations
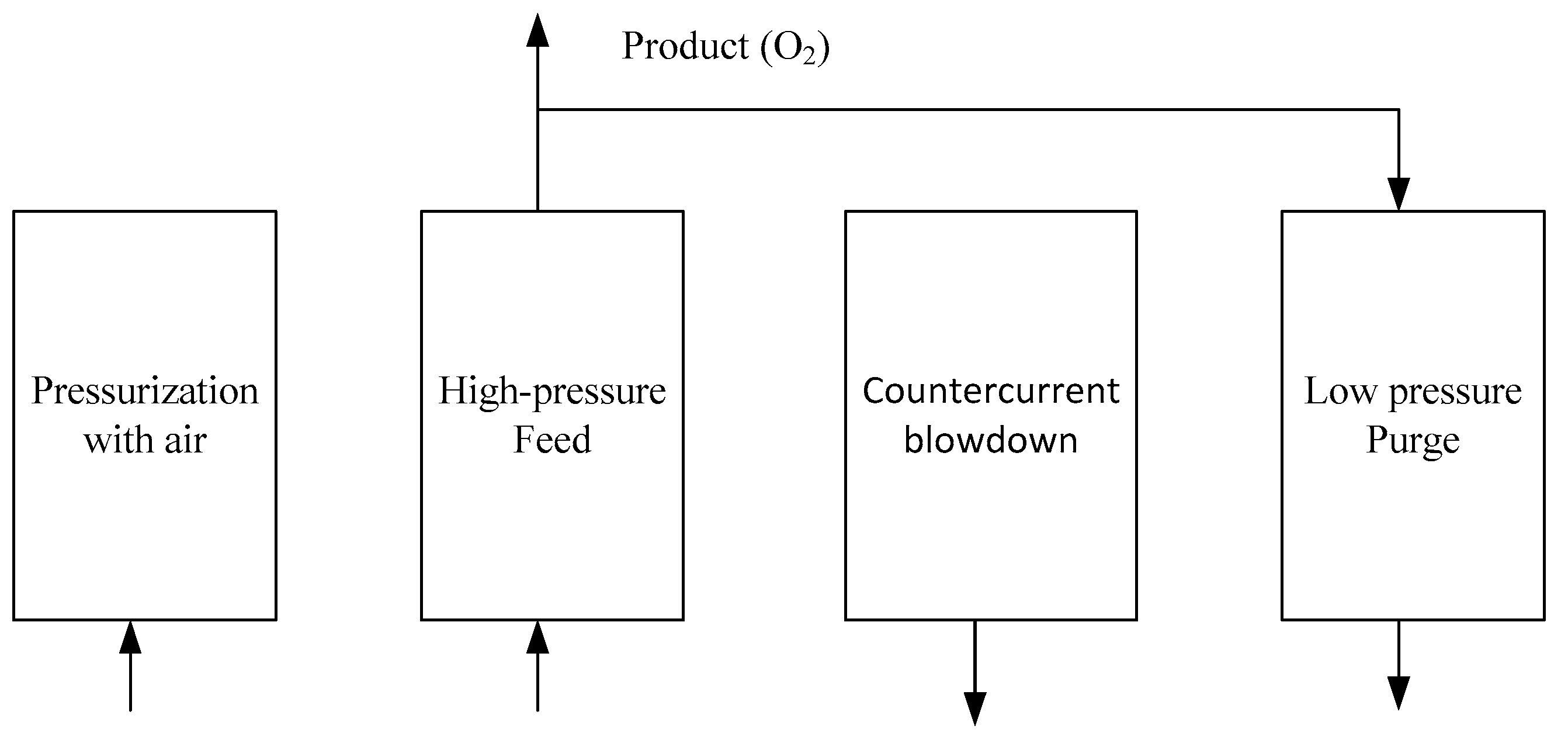
2.3. Simulation Conditions
2.4. Modeling Method
3. Results and Discussion
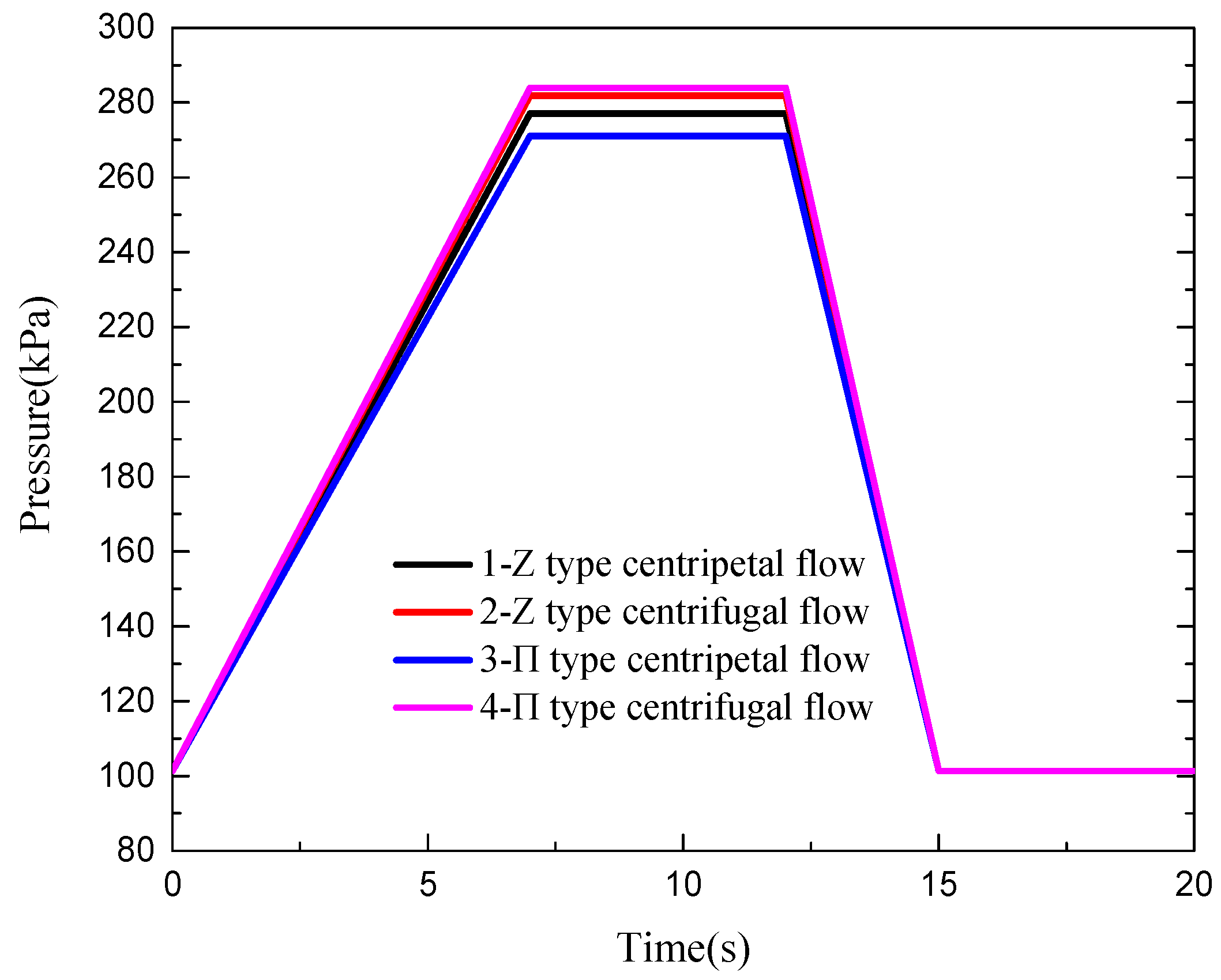
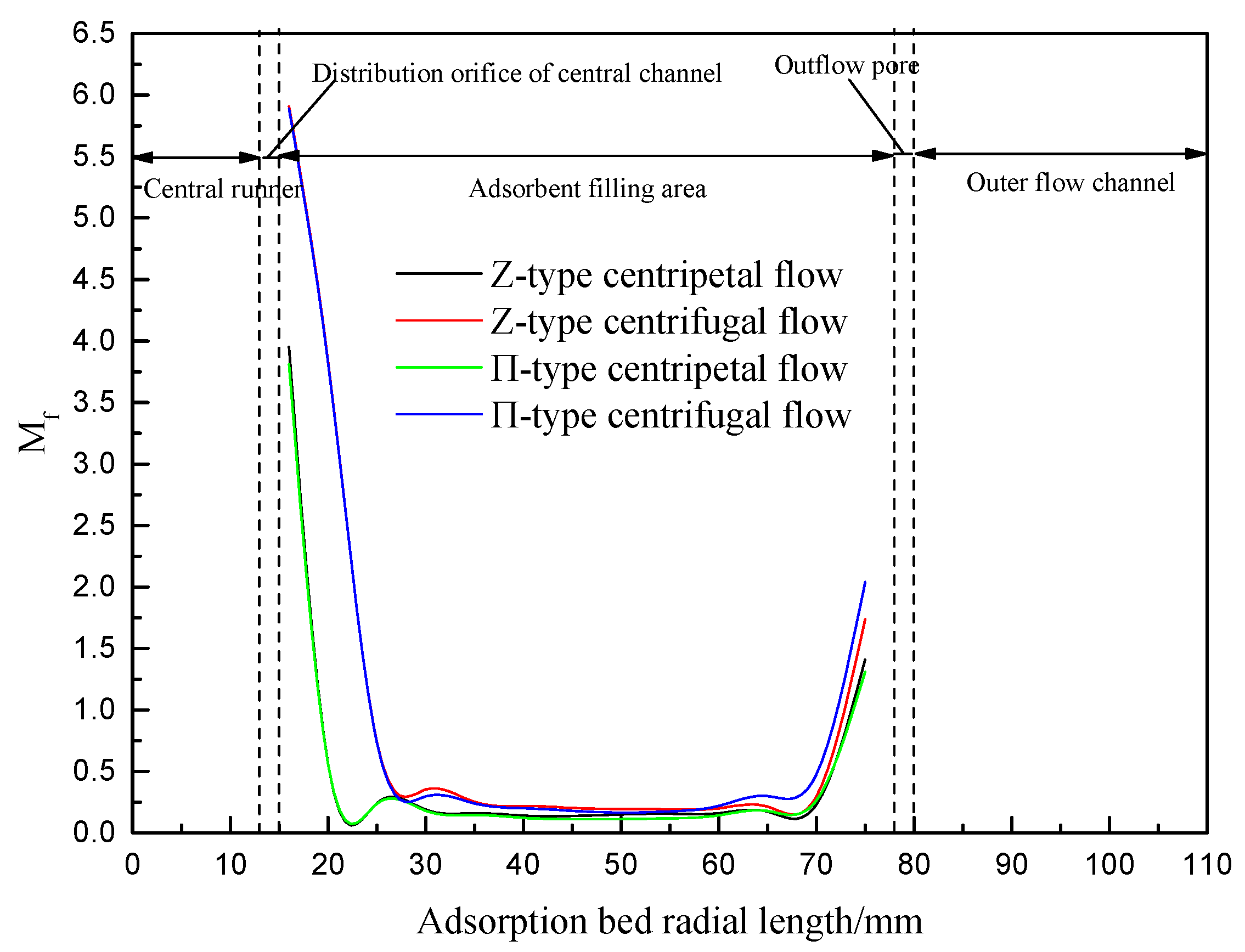
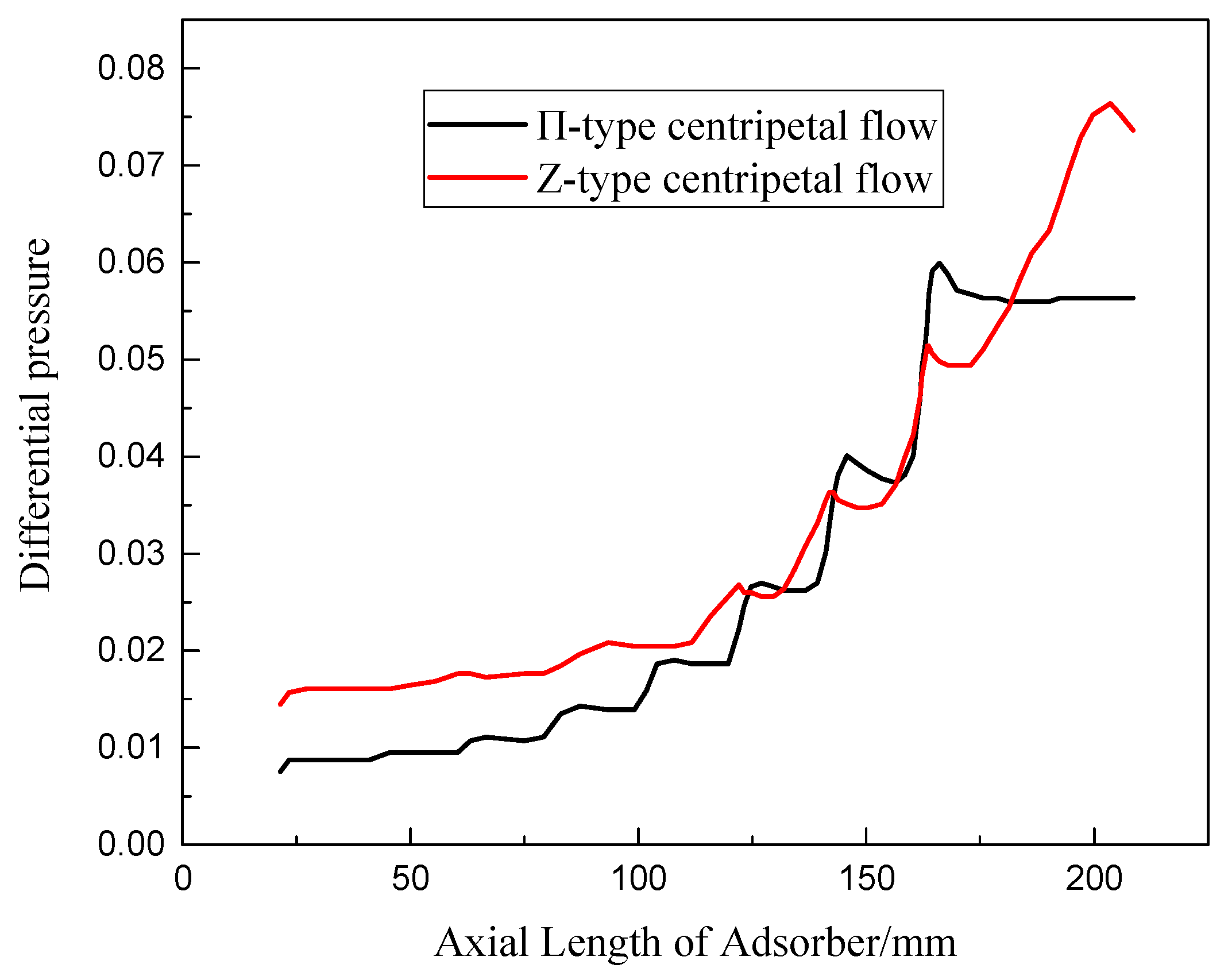
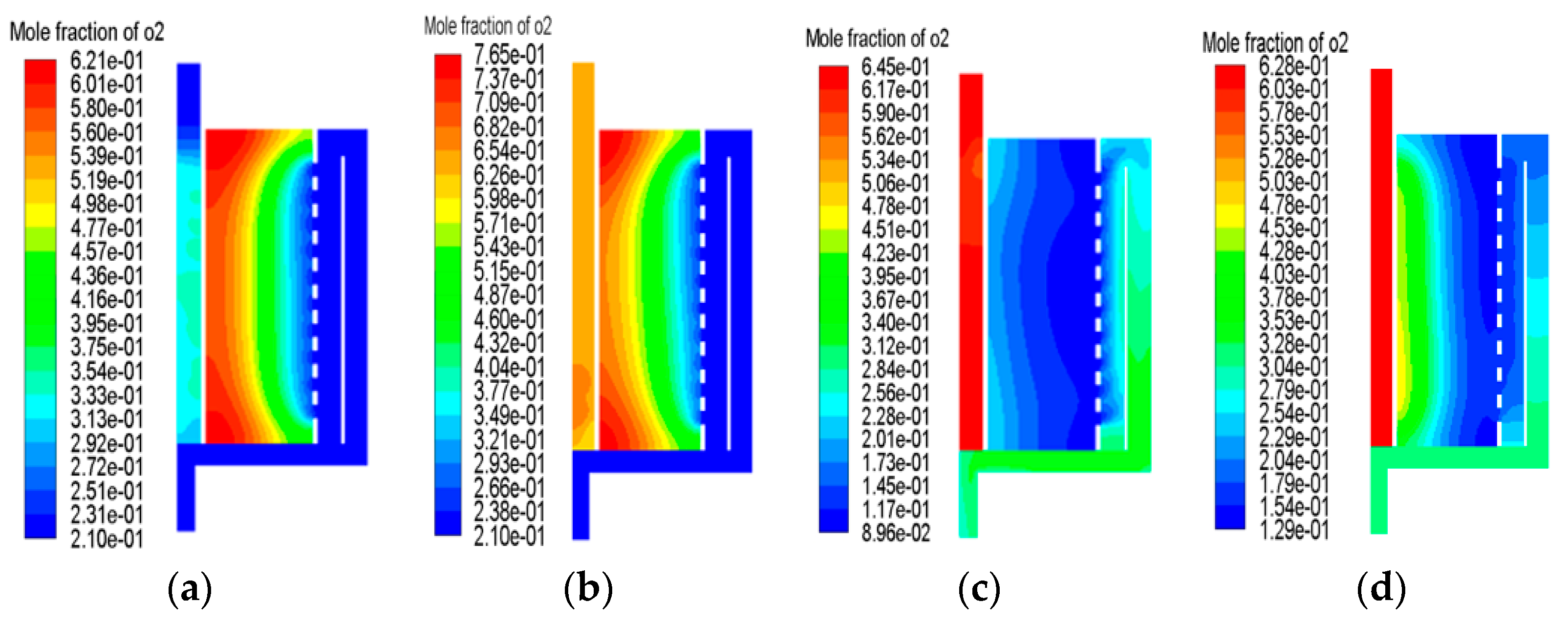
3.1. Selection of the Optimal Radial-Flow Type
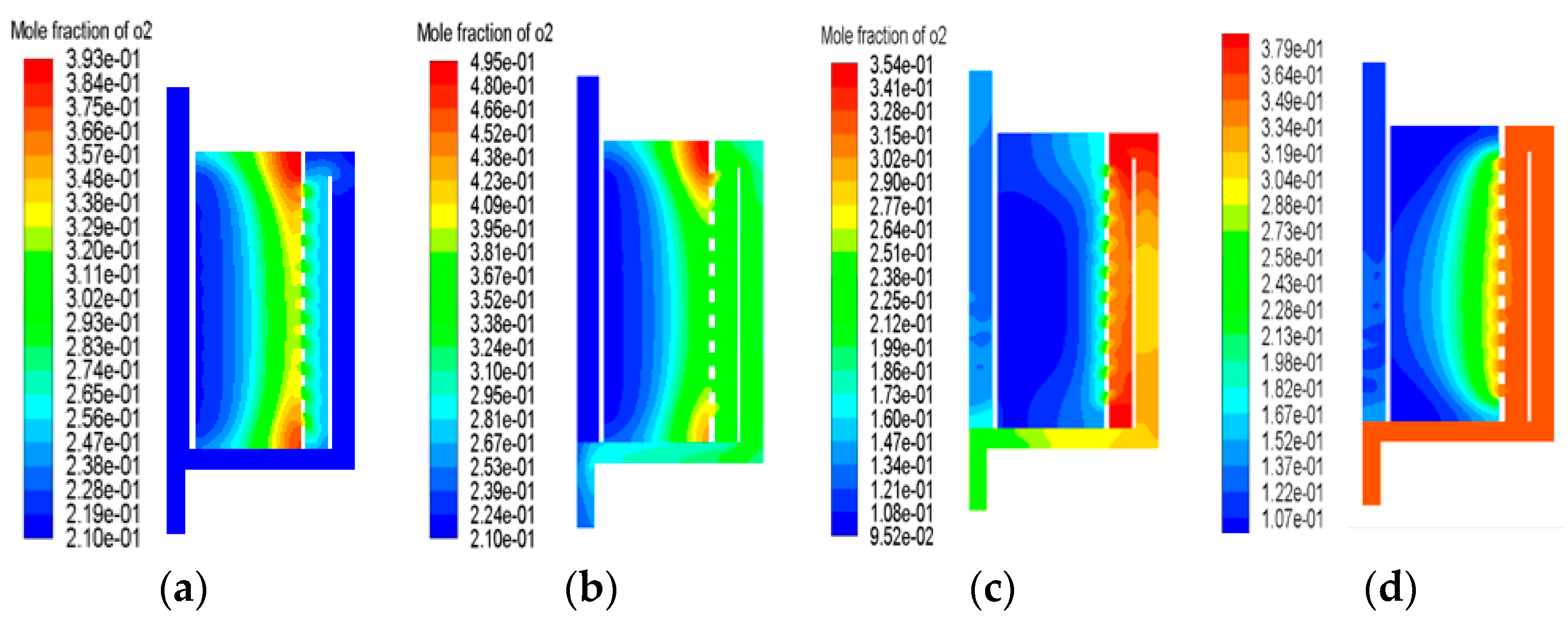
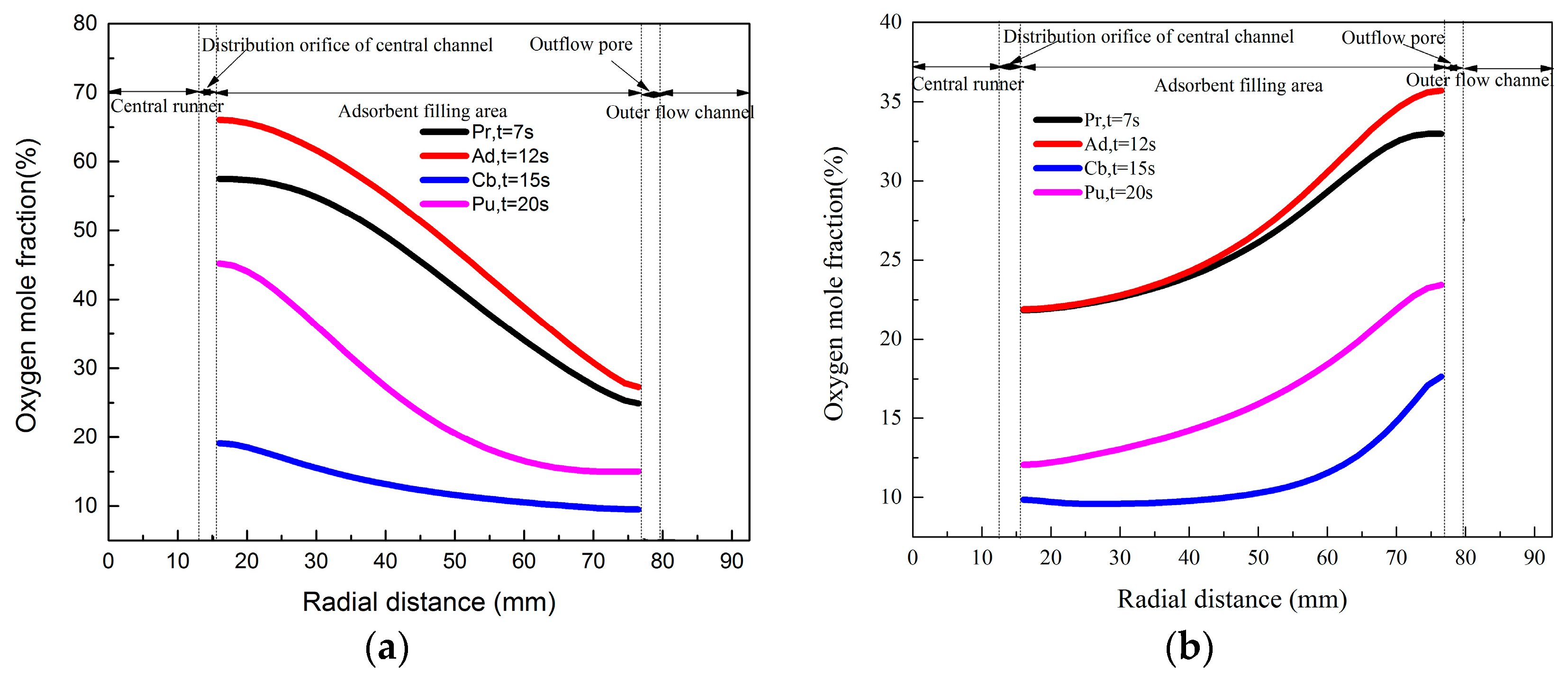
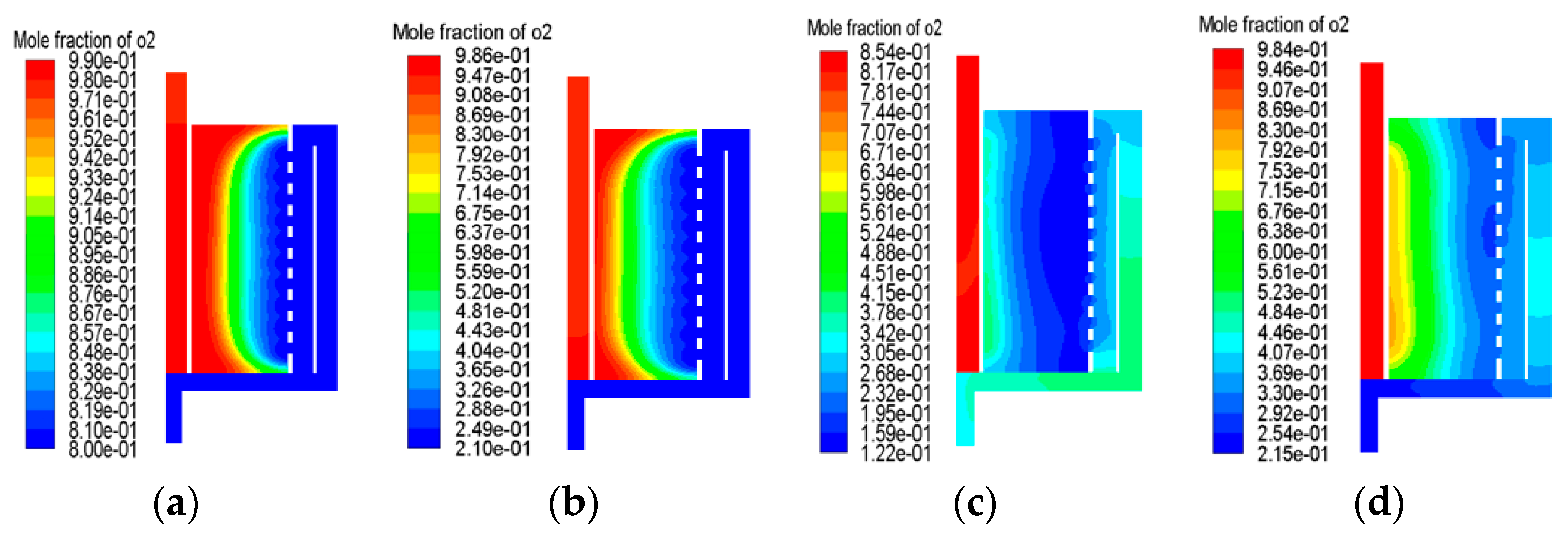
3.2. Comparison of Oxygen Distributions between CP-π and CF-π Adsorbers
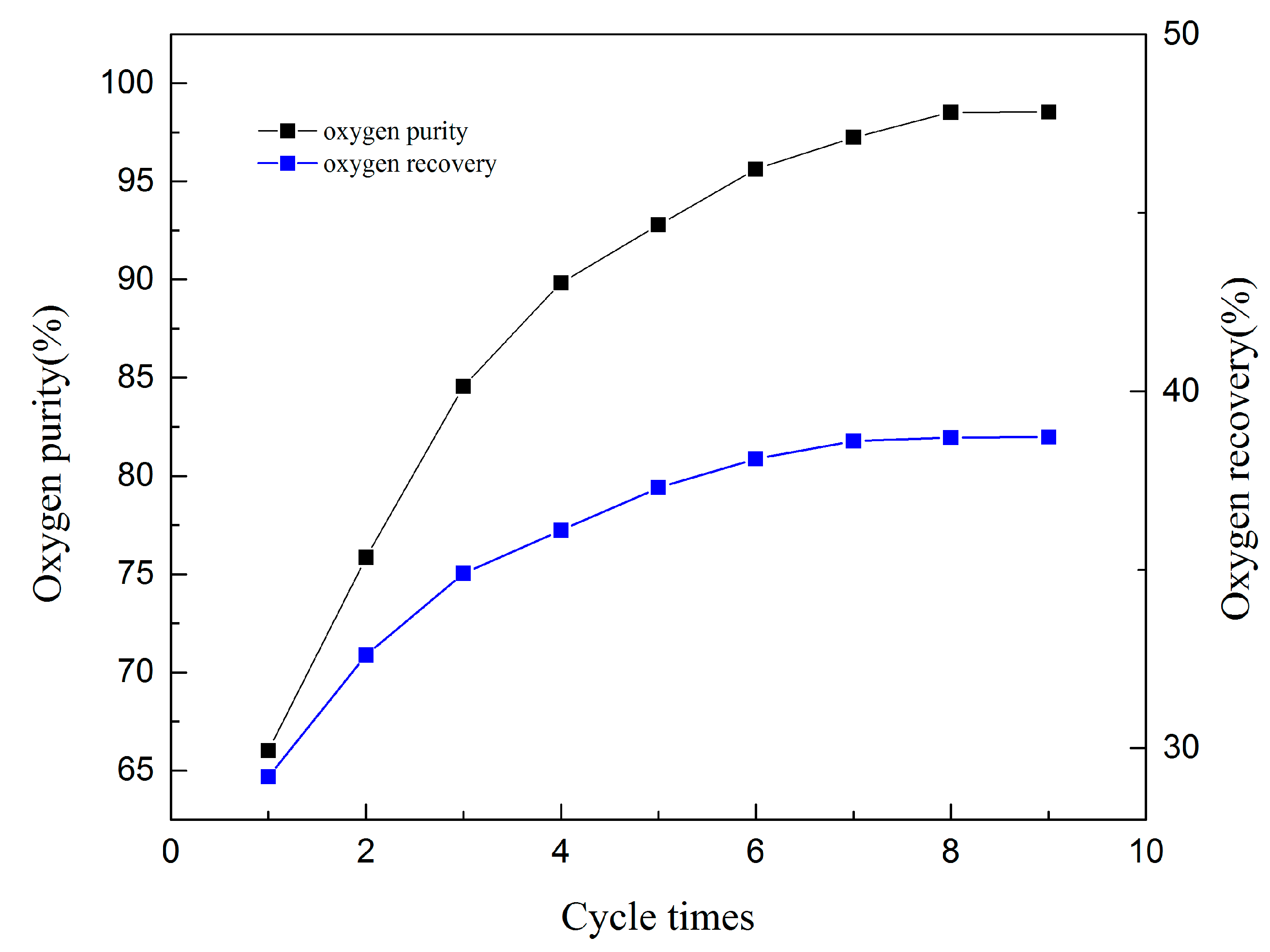
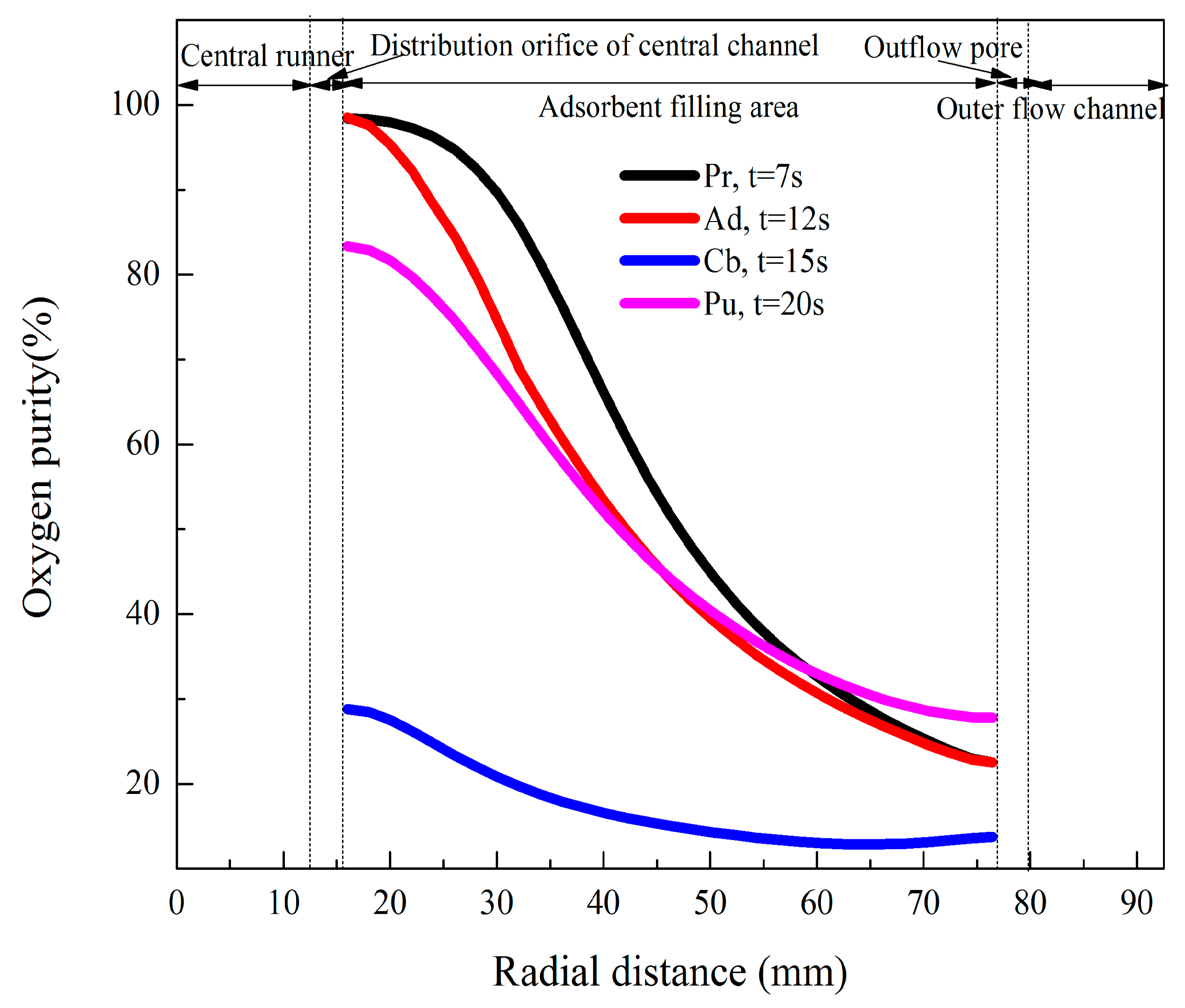
3.3. Oxygen Generation Characteristics of CP-π Adsorber
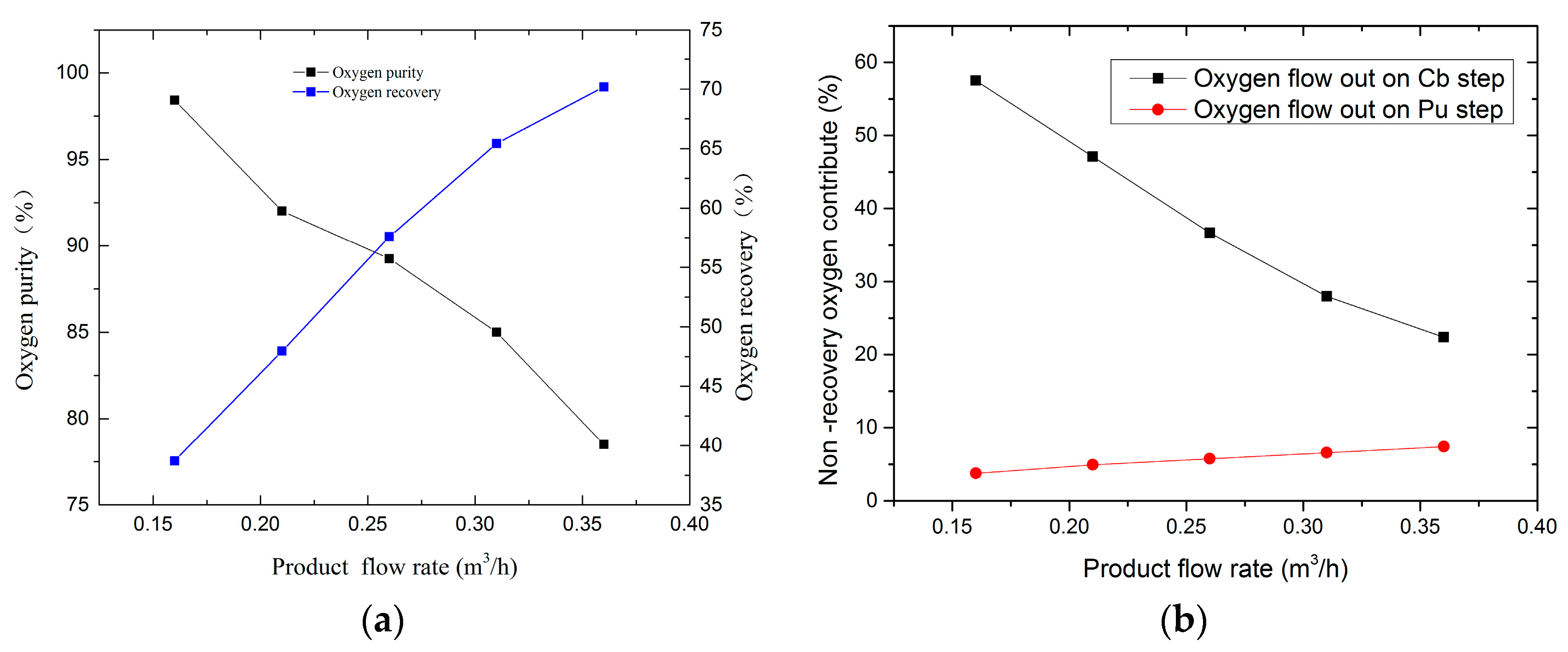
3.4. Effect of Product Flow Rate on Oxygen Generation Performance of CP-π Adsorber
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fan, M.H.; Panezai, H.; Sun, J.H.; Bai, S.; Wu, X.B. Thermal and kinetic performance of water desorption for N2 adsorption in Li-LSX zeolite. J. Phys. Chem. C 2014, 118, 23761–23767. [Google Scholar] [CrossRef]
- Ruthven, D.M.; Farooq, S.; Knaebel, K.S. Pressure Swing Adsorption; VCH Publishers: New York, NY, USA, 1994. [Google Scholar]
- Smolarek, J.; Leavitt, F.W.; Nowobilski, J.J.; Bergsten, V.E.; Fassbaugh, J.H. Radial Bed Vaccum/Pressure Swing Adsorber Vessel. U.S. Patent 5,759,242, 2 June 1998. [Google Scholar]
- Chiang, A.S.T.; Hong, M.C. Radial flow rapid pressure swing adsorption. Adsorption 1995, 1, 153–164. [Google Scholar] [CrossRef]
- Huang, W.C.; Chou, C. Comparison of radial-and axial-flow rapid pressure swing adsorption processes. Ind. Eng. Chem. Res. 2003, 42, 1998–2006. [Google Scholar] [CrossRef]
- Dai, Z.; Yu, M.; Rui, D.; Zhang, X.; Zhao, Y. Investigation on a vertical radial flow adsorber designed by a novel parallel connection method. Chin. J. Chem. Eng. 2018, 26, 484–493. [Google Scholar] [CrossRef]
- Tian, Q.; He, G.; Wang, Z.; Cai, D.; Chen, L. A novel radial adsorber with parallel layered beds for prepurification of large-scale air separation units. Ind. Eng. Chem. Res. 2015, 54, 7502–7515. [Google Scholar] [CrossRef]
- LaCava, A.I.; Shirley, A.I.; Ramachandran, R. How to specify pressure-swing adsorption units. Chem. Eng. 1998, 105, 110–118. [Google Scholar]
- Genkin, V.S.; Dilman, V.V.; Sergeev, S.P. Distribution of a gas stream over height of a catalyst bed in a radial contact apparatus. Int. Chem. Eng. 1973, 13, 24–28. [Google Scholar]
- Balakotaiah, V.; Luss, D. Effect of Flow Direction on Conversion in Isothermal Radial Flow-Bed Reactors. AIChE J. 1981, 27, 442–450. [Google Scholar] [CrossRef]
- Ponzi, P.R.; Kaye, L.A. Effects of Flow Maldistribution on Conversion and Selectivity in Radial Flow Fixed-Bed Reactors. AIChE J. 1979, 25, 100–108. [Google Scholar] [CrossRef]
- Bolton, G.T.; Hooper, C.W.; Mann, R.; Stitt, E.H. Flow distribution and velocity measurement in a radial flow fixed bed reactor using electrical resistance tomography. Chem. Eng. Sci. 2004, 59, 1989–1997. [Google Scholar] [CrossRef]
- Smolarek, J.; Nowobilskj, J.J.; Ackley, M.W. Bed Restraint for an Adsorber. U.S Patent 6334889 B1, 1 September 2002. [Google Scholar]
- Celik, C.E.; Smolarek, J. Radial Bed Flow Distributor for Radial Pressure Adsorber Vessel. U.S. Patent 7,128,775, 12 April 2004. [Google Scholar]
- Kareeri, A.A.; Zughbi, H.D.; Al-Ali, H.H. Simulation of flow distribution in radial flow reactors. Ind. Eng. Chem. Res. 2006, 45, 2862–2874. [Google Scholar] [CrossRef]
- Song, X.; Wang, Z.; Jin, Y.; Gong, M. Investigations on Hydrodynamics of Radial Flow Moving Bed Reactors. Chem. Eng. Technol. 1993, 16, 383. [Google Scholar] [CrossRef]
- Heggs, P.J.; Ellis, D.I.; Ismail, M.S. The Modeling of Fluid-Flow Distributions in annular Packed Beds. Gas Sep. Purif. 1994, 8, 257. [Google Scholar] [CrossRef]
- Li, R.; Zhu, Z. Investigations on hydrodynamics of multilayer Π-type radial flow reactors. Asia-Pac. J. Chem. Eng. 2012, 7, 517–527. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, J.; Qiu, L.; Zhang, X.; Wang, X. A mathematical model for designing optimal shape for the cone used in z-flow type radial flow adsorbers. Chin. J. Chem. Eng. 2013, 21, 494–499. [Google Scholar] [CrossRef]
- Hamedi, N.; Tohidian, T.; Rahimpour, M.R.; Iranshahi, D.; Raeissi, S. Conversion enhancement of heavy reformates into xylenes by optimal design of a novel radial flow packed bed reactor, applying a detailed kinetic model. Chem. Eng. Res. Des. 2015, 95, 317–336. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Y.; Meng, Y. Effect of the gas distribution system structure of a radial flow adsorber on gas distribution. Chin. J. Eng. 2015, 37, 91–96. [Google Scholar] [CrossRef]
- Yang, R.T. Gas Separation by Adsorption Processes; Imperial College Press: London, UK, 1997. [Google Scholar]
- Yang, X.; Epiepang, F.E.; Li, J.; Wei, Y.; Liu, Y.; Yang, R.T. Sr-LSX zeolite for air separation. Chem. Eng. J. 2019, 362, 482–486. [Google Scholar] [CrossRef]
- Epiepang, F.E.; Yang, X.; Li, J.; Liu, Y.; Yang, R.T. Mixed-cation LiCa-LSX zeolite with minimum lithium for air separation. AIChE J. 2018, 64, 406–415. [Google Scholar] [CrossRef]
- Zhu, X.; Liu, Y.; Yang, X.; Liu, W. Study of a novel rapid vacuum pressure swing adsorption process with intermediate gas pressurization for producing oxygen. Adsorption 2017, 23, 175–184. [Google Scholar] [CrossRef]
- Ding, Z.; Han, Z.; Fu, Q.; Shen, Y.; Tian, C.; Zhang, D. Optimization and analysis of the VPSA process for industrial-scale oxygen production. Adsorption 2018, 24, 1–18. [Google Scholar] [CrossRef]
- Liu, Y.; Zheng, X.; Dai, R. Numerical study of flow maldistribution and depressurization strategies in a small-scale axial adsorber. Adsorption 2014, 20, 757–768. [Google Scholar] [CrossRef]
- Zheng, X.; Liu, Y.; Liu, W. Two-dimensional modeling of the transport phenomena in the adsorber during pressure swing adsorption process. Ind. Eng. Chem. Res. 2010, 49, 11814–11824. [Google Scholar] [CrossRef]
- Ergun, S. Fluid Flow through Packed Columns. Chem. Eng. Prog. 1952, 48, 89. [Google Scholar]
- Li, Z.; Liu, Y.; Wang, H.; Tsai, C.J.; Yang, X.; Xing, Y.; Zhang, C.; Xiao, P.; Webley, P.A. A numerical modelling study of SO2 adsorption on activated carbons with new rate equations. Chem. Eng. J. 2018, 353, 858–866. [Google Scholar] [CrossRef]
- Li, G.; Xiao, P.; Zhang, J.; Webley, P.A.; Xu, D. The role of water on postcombustion CO2 capture by vacuum swing adsorption: Bed layering and purge to feed ratio. AIChE J. 2014, 60, 673–689. [Google Scholar] [CrossRef]
- Sun, L.M.; Amar, N.B.; Meunier, F. Numerical Study on Coupled Heat and Mass Transfers in an Adsorber with External Fluid Heating. Heat. Revov. Syst. 1995, 15, 19. [Google Scholar] [CrossRef]
- Prakash, M.J.; Madhu, P.; Srinivasan, K. Modeling of Thermal Conductivity of Charcoal-Nitrogen Adsorption Beds. Carbon 2000, 38, 907. [Google Scholar] [CrossRef]
- Rege, S.U.; Yang, R.T. Limits for Separation by Adsorption with LiX Zeolite. Ind. Eng. Chem. Res. 1997, 36, 5358. [Google Scholar] [CrossRef]
- Chahbani, M.H.; Tondeur, D. Pressure Drop in Fixed-Bed Adsorbers. Chem. Eng. J. 2001, 81, 23. [Google Scholar] [CrossRef]
- Zheng, T.; Du, Z.; Cao, H.; Jiang, J.; Zheng, W.; Tang, S.; Wang, N.; Wang, P. Development of a novel mobile industrial-scale fluidized adsorption process for emergency treatment of water polluted by aniline: CFD simulation and experiments. Adv. Powder Technol. 2016, 27, 1576–1587. [Google Scholar] [CrossRef]
- Serbezov, A.; Sotirchos, S.V. Particle-Bed Model for Multicomponent Adsorption-Based Separations: Application to Pressure Swing Adsorption. Chem. Eng. Sci. 1999, 54, 5647. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure Parameters | Values | Structure Parameters | Values |
|---|---|---|---|
| Diameter of adsorber/m | 219 | Sorbent filling height/mm | 187 |
| Inner diameter of the adsorber/m | 211 | Diameter of outer distribution hole/mm | 8 |
| Outer diameter of sorbent layer/m | 153 | Opening ratio of outer distribution cylinder % | 3.6 |
| Diameter of inner flow channel/m | 26 | Diameter of inner distribution hole/mm | 2 |
| Wall thickness of distribution tube/mm | 3 | Opening ratio of inner distribution cylinder % | 24.5 |
| Sorbate | k1 (mol·kg−1·Pa−1) | k2 (K) | k3 (Pa−1) | k4 (K) | ΔH (kJ mol−1) |
|---|---|---|---|---|---|
| O2 | 7.87 × 10−9 | 1541.211 | 6.79 × 10−10 | 1968.24 | 12 |
| N2 | 9.86 × 10−9 | 2010.908 | 1.67 × 10−9 | 2250 | 18 |
| Items | Pr Step | Ad Step | Cb Step | Pu Step |
|---|---|---|---|---|
| Duration (s) | 7 | 5 | 3 | 5 |
| Boundary Conditions for bed 1 | ||||
| Entrance | mass-flow-inlet | mass-flow-inlet | pressure-outlet | pressure-outlet |
| Vent | wall | pressure-outlet | wall | mass-flow-inlet |
| Adsorber wall | wall | wall | wall | wall |
| Adsorber axis | axis | axis | axis | axis |
| Parameter | Value | Unit |
|---|---|---|
| Gas composition | 21% O2, 79% N2 | - |
| Pressure | 101325 | Pa |
| Temperature | 298 | K |
| Amount of O2 adsorbed per unit mass of sorbent | 0.0262832 | mol/kg |
| Amount of N2 adsorbed per unit mass of sorbent | 0.6328067 | mol/kg |
| Adsorbent | LiX zeolite (CECA-G5000) |
|---|---|
| Type | sphere |
| Particle density, ρp(kg·m−3) | 1035 |
| Radius, rp(mm) | 0.8 |
| Thermal conductivity, keff (W m−2 K) | 0.2 [32,33] |
| Heat capacity of pellet, Cp (J.kg−1 K−1) | 1010 [34,35] |
| Adsorption bed | |
| Bed external porosity, ε | 0.4 |
| Dispersion coefficient, D (m2 s−1) | 5 × 10−5 [28] |
| LDF constant for oxygen, kO2 (s−1) | 62.0 [1] |
| LDF constant for nitrogen, kN2(s−1) | 19.7 [1] |
| Ambient temperature, (K) | 298 |
| Feed | |
| Feed composition | 21% O2, 79% N2 |
| Feed gas temperature, (K) | 298 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Wang, H.; Chen, J.; Li, Z.; Liu, Y.; Zhang, C.; Xing, Y. Two-Dimensional Modeling of Pressure Swing Adsorption (PSA) Oxygen Generation with Radial-Flow Adsorber. Appl. Sci. 2019, 9, 1153. https://doi.org/10.3390/app9061153
Yang X, Wang H, Chen J, Li Z, Liu Y, Zhang C, Xing Y. Two-Dimensional Modeling of Pressure Swing Adsorption (PSA) Oxygen Generation with Radial-Flow Adsorber. Applied Sciences. 2019; 9(6):1153. https://doi.org/10.3390/app9061153
Chicago/Turabian StyleYang, Xiong, Haoyu Wang, Jiangwei Chen, Ziyi Li, Yingshu Liu, Chuanzhao Zhang, and Yi Xing. 2019. "Two-Dimensional Modeling of Pressure Swing Adsorption (PSA) Oxygen Generation with Radial-Flow Adsorber" Applied Sciences 9, no. 6: 1153. https://doi.org/10.3390/app9061153
APA StyleYang, X., Wang, H., Chen, J., Li, Z., Liu, Y., Zhang, C., & Xing, Y. (2019). Two-Dimensional Modeling of Pressure Swing Adsorption (PSA) Oxygen Generation with Radial-Flow Adsorber. Applied Sciences, 9(6), 1153. https://doi.org/10.3390/app9061153