The Development of a Triaxial Cutting Force Sensor Based on a MEMS Strain Gauge


Abstract
:1. Introduction
2. Materials and Methods
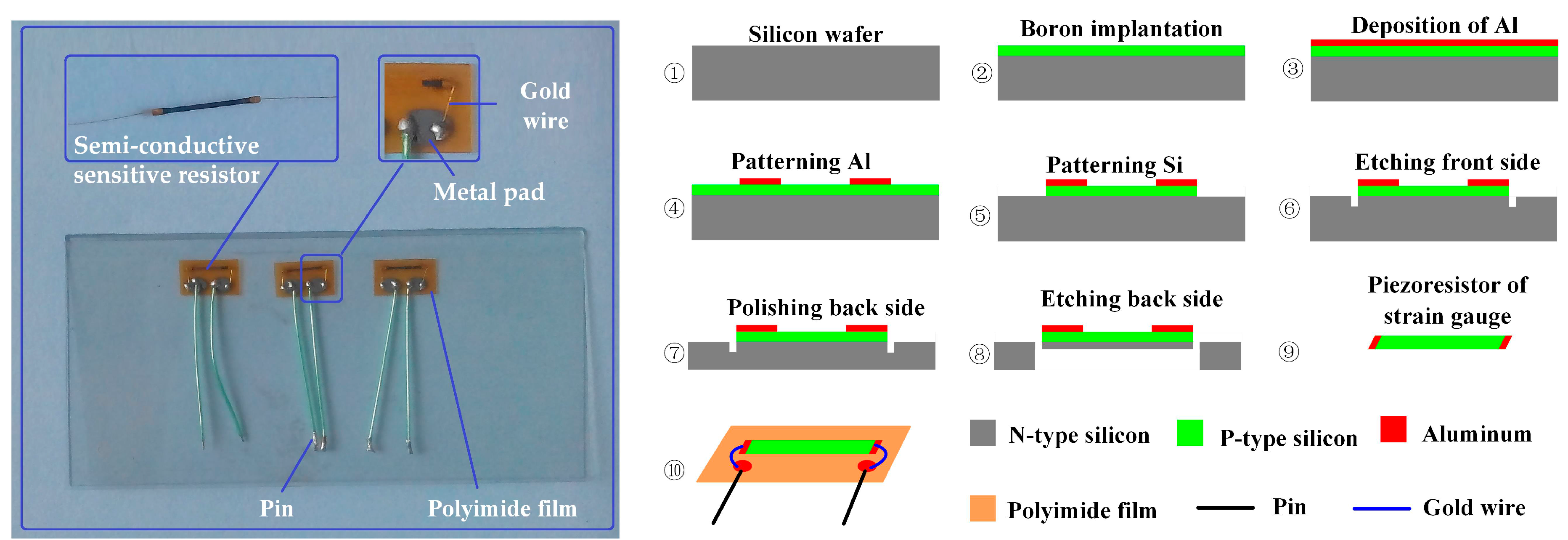
2.1. MEMS Strain Gauge
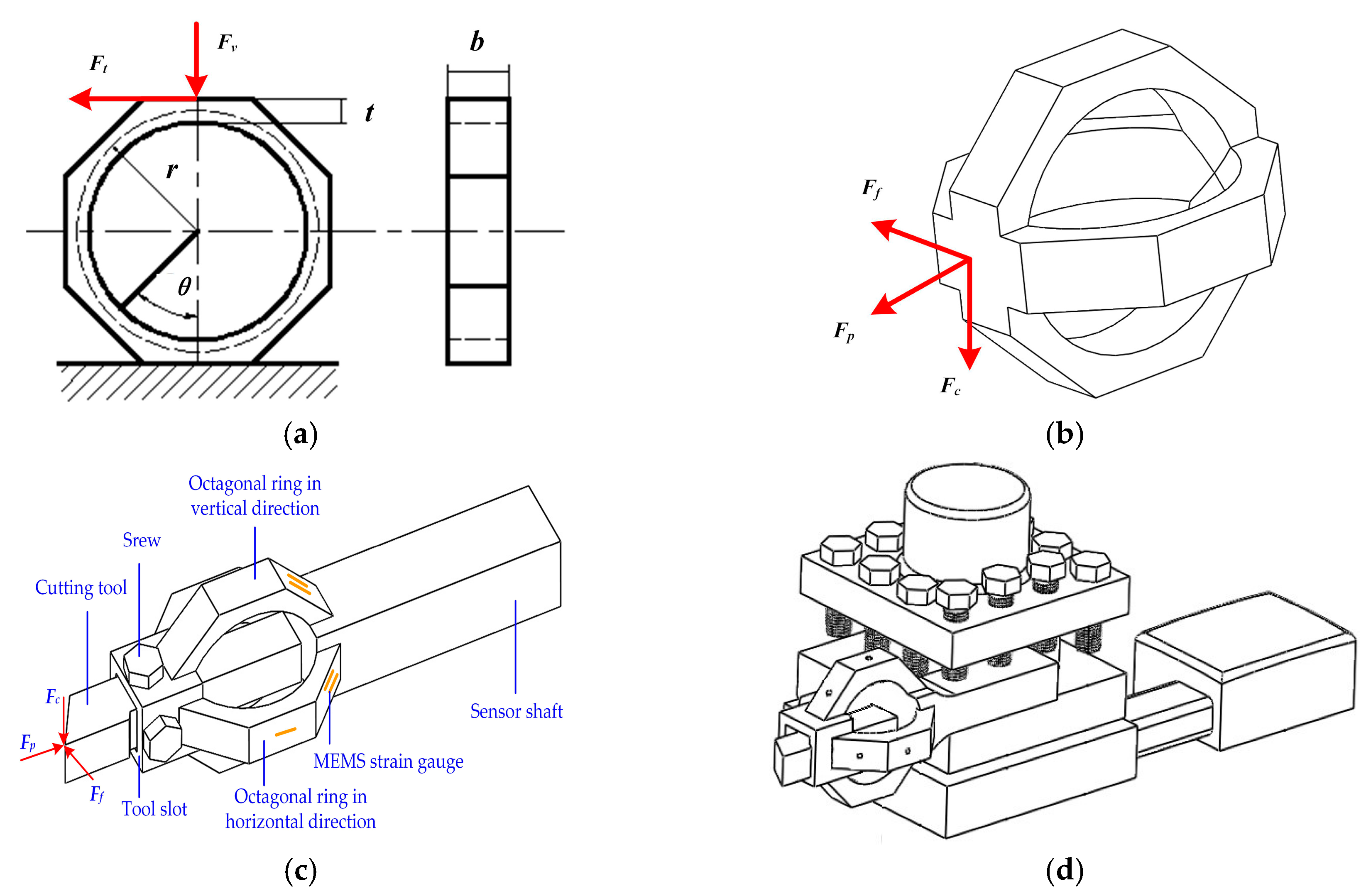
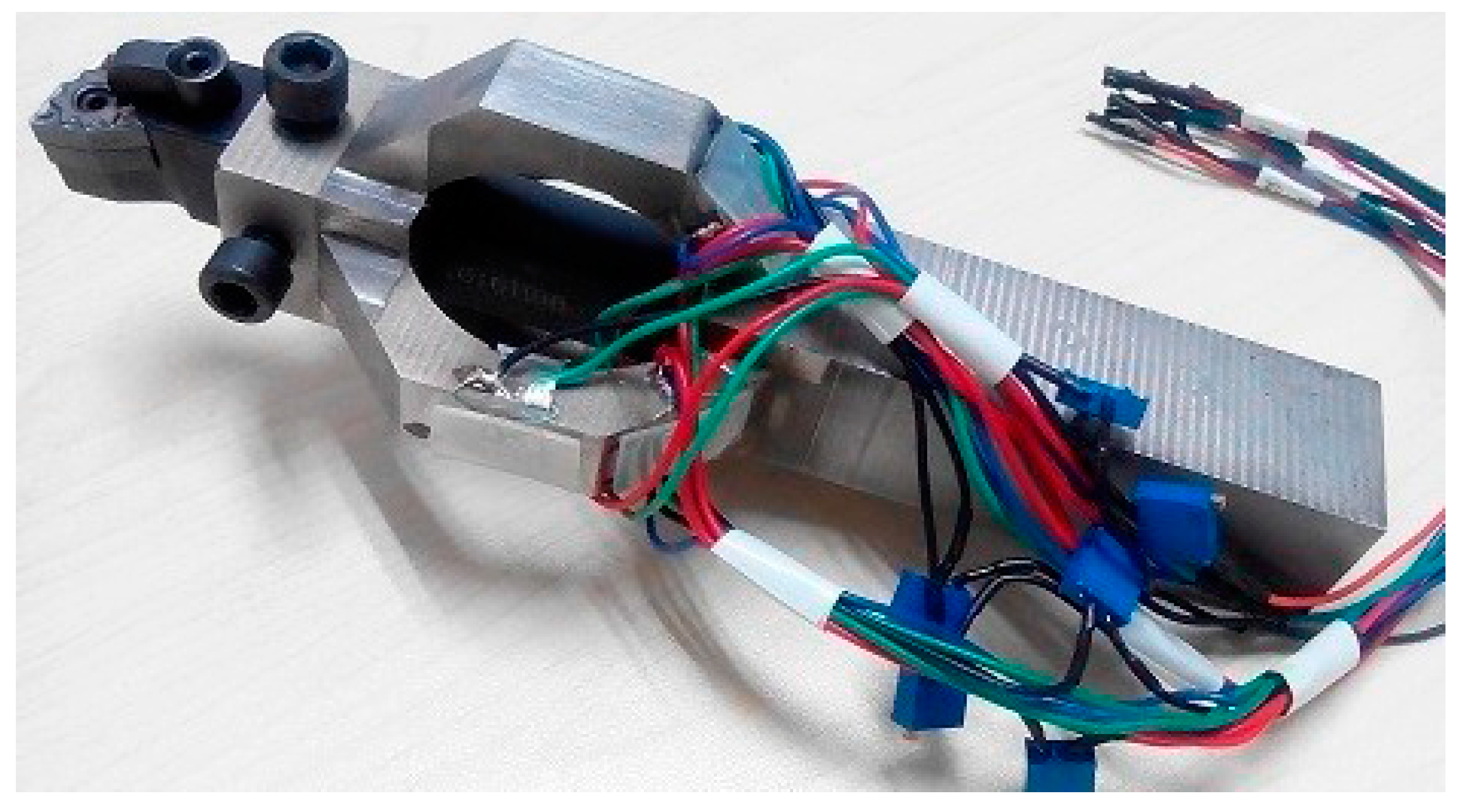
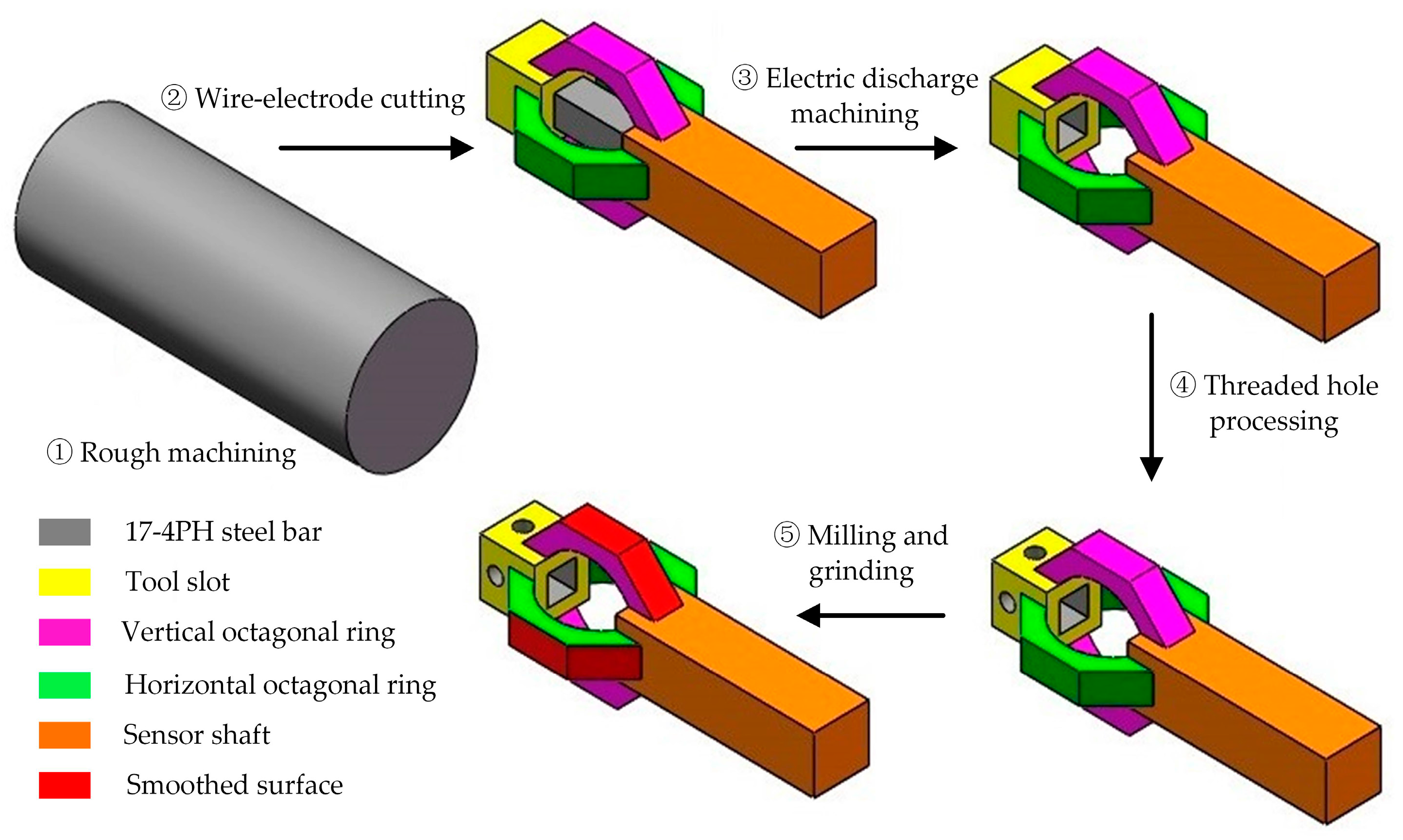
2.2. Cutting Force Sensor
2.3. MEMS Strain Gauge Bonding
3. Results and Discussion
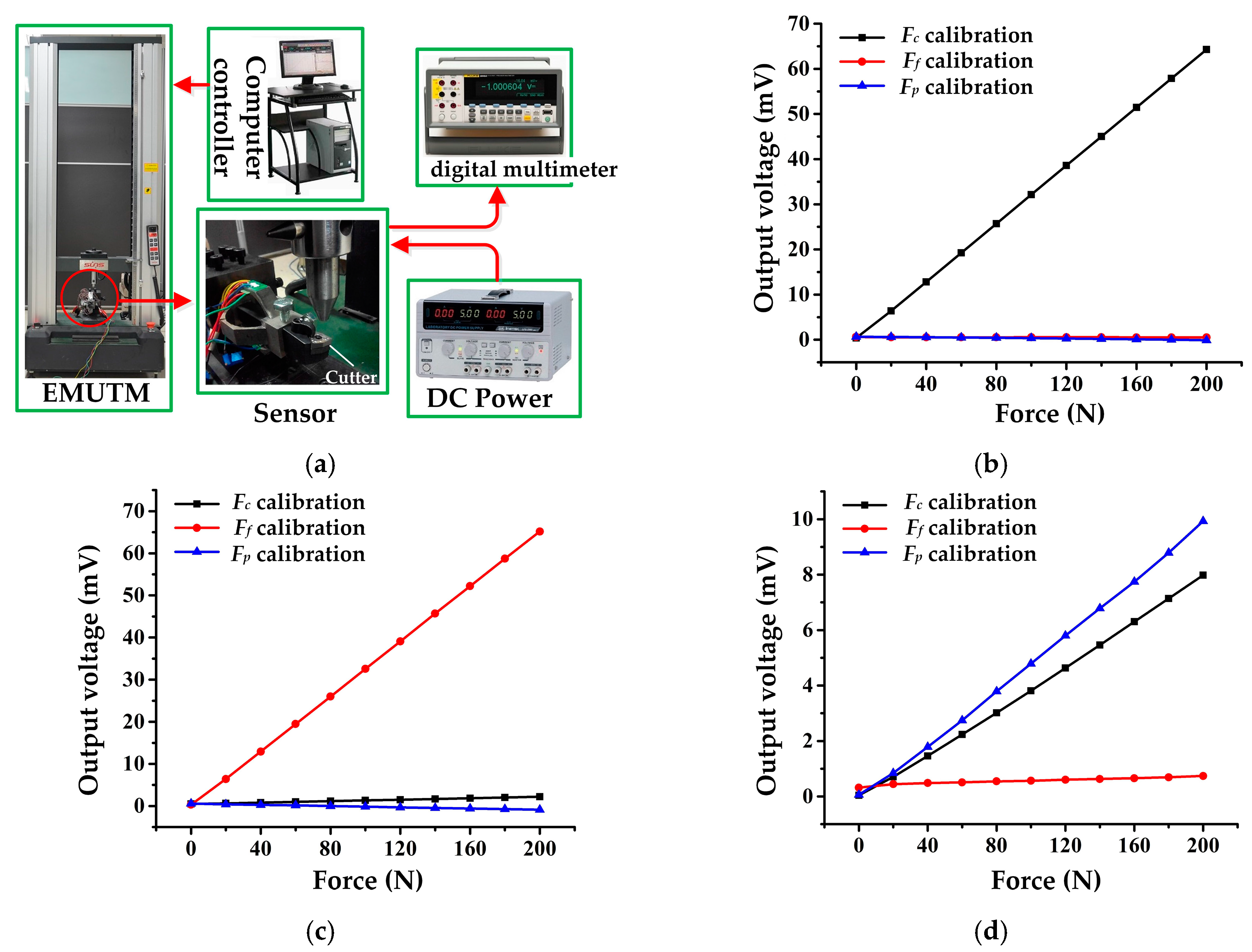
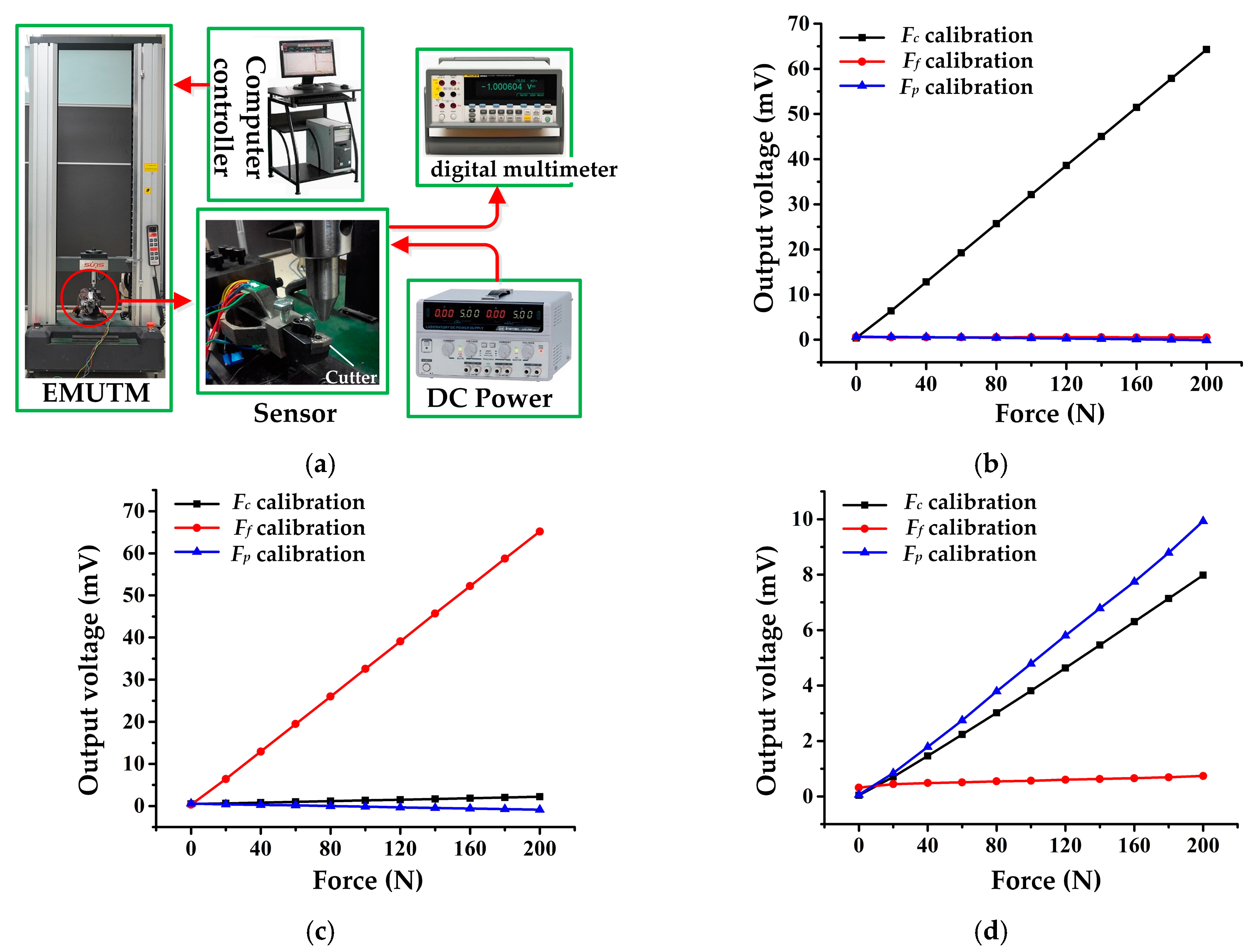
3.1. Static Calibration and Result Analysis
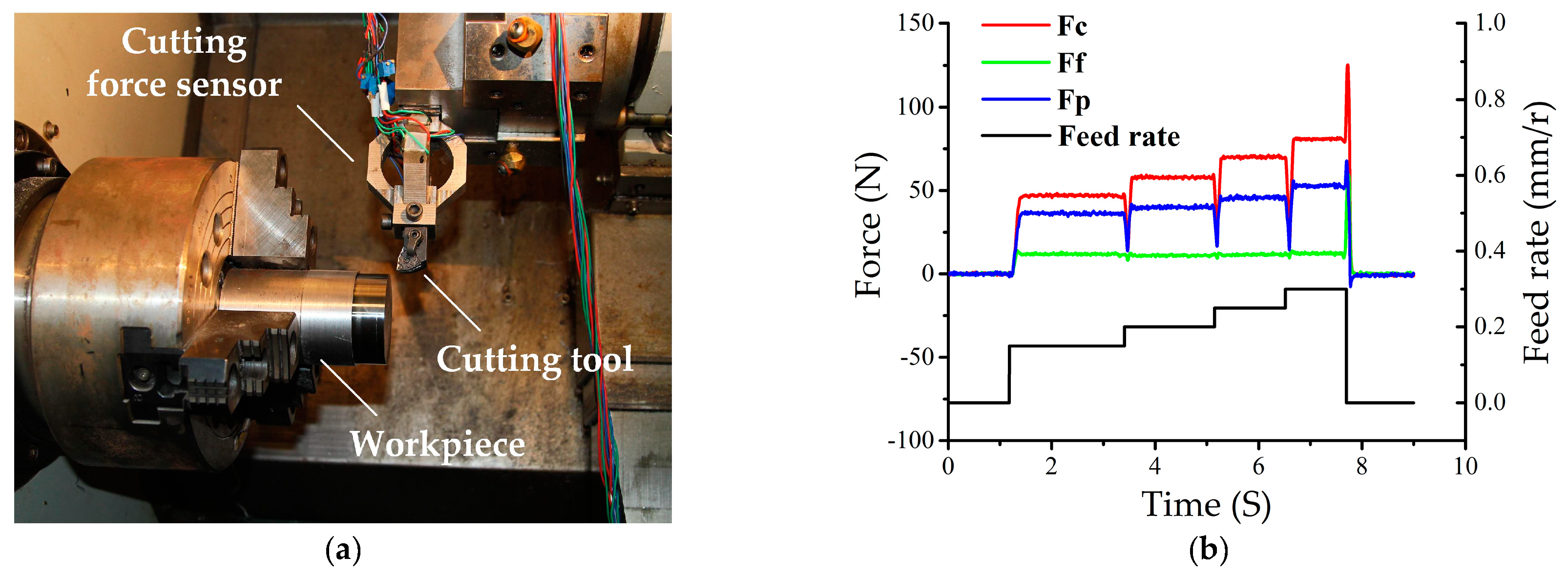
3.2. Cutting Force Measurement in the Machining Process
4. Conclusions
- (1)
- The proposed sensor effectively improves the cutting force sensor’s sensitivity using the MEMS strain gauge. Static calibration result shows that the sensor’s sensitivity is 27–30 times greater than previously developed sensors.
- (2)
- The decoupling matrix is a feasible method of inhibiting cross-interference and helps reduce cross-interference error in the range of 0.14–4.42%, which increases the measurement accuracy of the sensor.
- (3)
- During the cutting force measurement experiment, the measured cutting forces were in good accordance with the change in cutting parameters, which proves that the sensor can reflect cutting status variation very well.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. Manuf. Technol. 2010, 59, 717–739. [Google Scholar] [CrossRef]
- Rehorn, A.G.; Jiang, J.; Orban, P.E. State-of-the-art methods and results in tool condition monitoring: A review. Int. J. Adv. Manuf. Technol. 2005, 26, 693–710. [Google Scholar] [CrossRef]
- Abellan-Nebot, J.V.; Subiron, F.R. A review of machining monitoring systems based on artificial intelligence process models. Int. J. Adv. Manuf. Technol. 2010, 47, 237–257. [Google Scholar] [CrossRef]
- Dimla, D.E. Sensor signals for tool-wear monitoring in metal cutting operations—A review of methods. Int. J. Mach. Tools Manuf. 2000, 40, 1073–1098. [Google Scholar] [CrossRef]
- Andersson, C.; Stahl, J.E.; Hellbergh, H. Bandsawing. Part II: Detecting positional errors, tool dynamics and wear by cutting force measurement. Int. J. Mach. Tools Manuf. 2001, 41, 237–253. [Google Scholar] [CrossRef]
- Shin, B.C.; Ha, S.J.; Cho, M.W.; Seo, T.I.; Yoon, G.S.; Heo, Y.M. Indirect cutting force measurement in the micro end-milling process based on frequency analysis of sensor signals. J. Mech. Sci. Technol. 2010, 24, 165–168. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, J.; Zhang, T.; Li, X. Dynamic milling force measuring method based on cutting tool vibration displacement. Chin. J. Sci. Instrum. 2014, 35, 2772–2782. [Google Scholar]
- Auchet, S.; Chevrier, P.; Lacour, M.; Lipinski, P. A new method of cutting force measurement based on command voltages of active electro-magnetic bearings. Int. J. Mach. Tools Manuf. 2004, 44, 1441–1449. [Google Scholar] [CrossRef]
- Li, X.L. Development of current sensor for cutting force measurement in turning. IEEE Trans. Instrum. Meas. 2005, 54, 289–296. [Google Scholar] [CrossRef]
- Jin, W.L.; Venuvinod, P.K.; Wang, X. An optical-fiber sensor-based cutting force measuring device. Int. J. Mach. Tools Manuf. 1995, 35, 877–883. [Google Scholar] [CrossRef]
- Liu, M.; Zhou, Z.; Tao, X.; Tan, Y. A dynamometer design and analysis for measurement the cutting forces on turning based on optical fiber bragg grating sensor. In Proceedings of the 10th World Congress on Intelligent Control and Automation (WCICA 2012), Beijing, China, 6–8 July 2012; Institute of Electrical and Electronics Engineers Inc.: Beijing, China, 2012; pp. 4287–4290. [Google Scholar]
- Audy, J. An appraisal of techniques and equipment for cutting force measurement. J. Zhejiang Univ. Sci. 2006, 7, 1781–1789. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, Y.; Wang, W.; Sun, L.; Jiang, Z. A high-performance multi-beam microaccelerometer for vibration monitoring in intelligent manufacturing equipment. Sens. Actuators A Phys. 2013, 189, 8–16. [Google Scholar] [CrossRef]
- Yaldiz, S.; Unsacar, F. A dynamometer design for measurement the cutting forces on turning. Measurement 2006, 39, 80–89. [Google Scholar] [CrossRef]
- Panzera, T.H.; Souza, P.R.; Rubio, J.C.C.; Abrao, A.M.; Mansur, T.R. Development of a three-component dynamometer to measure turning force. Int. J. Adv. Manuf. Technol. 2012, 62, 913–922. [Google Scholar] [CrossRef]
- Yuan, Z.; Tang, Y.; Feng, Y. New octagonal ring cutting force dynamometer for turning. Mech. Eng. 1981, 2, 1–3. [Google Scholar]
- Shan, Z.; Wang, X.; Cao, Z. Small octagonal ring and tool shaft type cutting force dynamometer for turning. Appl. Technol. 1984, 1, 33–38. [Google Scholar]
- Web Site of TeLc Company. Available online: http//:telc.de (accessed on 10 October 2017).
- Lu, J.; Zhang, J.; Qian, M. Development of New Piezoelectric Dynamometer on Turning. Instrum. Tech. Sens. 2009, 12, 32–34. [Google Scholar]
- Li, Q. Research on Cutting Force Measurement Technique by Alloy Film Sensor. Master’s Thesis, North University of China, Taiyuan, China, 2014. [Google Scholar]
- Zhao, Y.; Zhao, Y.; Liang, S.; Zhou, G. A high performance sensor for triaxial cutting force measurement in turning. Sensors 2015, 15, 7969–7984. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Zhao, Y.; Wang, C.; Liang, S.; Cheng, R.; Qin, Y.; Wang, P.; Li, Y.; Li, X.; Hu, T. Design and development of a cutting force sensor based on semi-conductive strain gauge. Sens. Actuators A Phys. 2016, 237, 119–127. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Force | Cross-Interference Error (%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Literature [16] | Literature [17] | Literature [14] | Literature [18] | |||||||||
| Fc | Ff | Fp | Fc | Ff | Fp | Fc | Ff | Fp | Fc | Ff | Fp | |
| Fc | - | 1.29 | 1.63 | - | 1.70 | 2.10 | - | 3.35 | 0.54 | - | ≤3 | ≤3 |
| Ff | 3.64 | - | 4.00 | 2.10 | - | 1.30 | 1.80 | - | 0.72 | ≤3 | - | ≤3 |
| Fp | 3.56 | 0.50 | - | 2.00 | 3.10 | - | 1.73 | 9.25 | - | ≤3 | ≤3 | - |
| Strain Gauge Type | Substrate Size (mm) | Resistor Size (mm) | Resistance (Ω) | Sensitive Coefficient |
|---|---|---|---|---|
| TP-3-1000 | 5 × 3 | 3 × 0.20 × 0.04 | 1000 | 150 ± 5% |
| Resistance Temperature Coefficient (1/°C) | Sensitivity Temperature Coefficient (1/°C) | Working Temperature (°C) | Working Current (mA) | Strain Limit (με) |
|---|---|---|---|---|
| <0.40% | <0.30% | <80 | 5 | 6000 |
| Cutting Force Component | Static Performance Indexes | ||||||
|---|---|---|---|---|---|---|---|
| Sensitivity | Linearity Error | Hysteresis Error | Repeatability Error | Cross-Interference Error | |||
| Fc | Ff | Fp | |||||
| Fc | 0.32 mV/N | 0.46% | 0.17% | 3.61% | - | 2.66% | 80.40% |
| Ff | 0.32 mV/N | 0.48% | 0.35% | 1.22% | 0.19% | - | 4.27% |
| Fp | 0.05 mV/N | 1.97% | 4.45% | 12.93% | 1.19% | 2.22% | - |
| Standard Force | Measured Forces | Cross-Interference Error | General Error | ||||
|---|---|---|---|---|---|---|---|
| Fc | Ff | Fp | Fc | Ff | Fp | ||
| Fc = 200 N | 199.73 N | 0.875 N | 4.750 N | - | 0.44% | 2.49% | 0.14% |
| Ff = 200 N | 1.445 N | 199.507 N | 6.931 N | 0.72% | - | 3.63% | 0.25% |
| Fp = 200 N | 2.518 N | 1.754 N | 191.154 N | 1.26% | 0.88% | - | 4.42% |
| Workpiece Material | Cutting Parameters | |||
|---|---|---|---|---|
| Workpiece Diameter | Spindle Speed | Depth of Cut | Feed Rate | |
| AISI 1045 steel | 61.8 mm | 900 r/min | 0.1 mm | 0.15, 0.20, 0.25, 0.30 mm/r |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Zhao, Y.; Ge, X. The Development of a Triaxial Cutting Force Sensor Based on a MEMS Strain Gauge. Micromachines 2018, 9, 30. https://doi.org/10.3390/mi9010030
Zhao Y, Zhao Y, Ge X. The Development of a Triaxial Cutting Force Sensor Based on a MEMS Strain Gauge. Micromachines. 2018; 9(1):30. https://doi.org/10.3390/mi9010030
Chicago/Turabian StyleZhao, You, Yulong Zhao, and Xiaohui Ge. 2018. "The Development of a Triaxial Cutting Force Sensor Based on a MEMS Strain Gauge" Micromachines 9, no. 1: 30. https://doi.org/10.3390/mi9010030
APA StyleZhao, Y., Zhao, Y., & Ge, X. (2018). The Development of a Triaxial Cutting Force Sensor Based on a MEMS Strain Gauge. Micromachines, 9(1), 30. https://doi.org/10.3390/mi9010030