A Hybrid Thermopneumatic and Electrostatic Microvalve with Integrated Position Sensing

Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Requirement |
|---|---|
| Energy Consumption | <50 mJ/transition |
| Power Consumption | <10 mW average |
| Open flow rate | >5 sccm @ 500 Pa |
| Maximum differential pressure | >50 kPa |
| Leak rate | <0.01 sccm |
| Switching Time | <500 ms |
| Valve clearance | >30 μm |
| Size | <0.25 cm3 |
| Source | Open Flow Conductance (cm3s−1Pa−1) | Steady State Power (mW) | Response Time (ms) | Leak Conductance (cm3s−1Pa−1) | Type | |
|---|---|---|---|---|---|---|
| Single Actuator Technology | Yang [8] | 4.2 × 10−7 | 4 | 10 | 3.0 × 10−13 | Piezoelectric |
| Sihler [9] | 2.0 × 10−6 | 0 | N/A | 6.4 × 10−11 | Electrostatic | |
| Rich [10] | 3.3 × 10−5 | 30 | 1,000 | 3.1 × 10−10 | Thermopneumatic | |
| Hybrid / Bistable Technologies | Bosch [3] | 2.5 × 10−6 | 50 | 0.4 | 1.7 × 10−8 | Electromagnetic; electrostatic |
| Capanu [5] | 8.9 × 10−4 | 0 | 38 | N/A | Electromagnetic; mechanically bistable | |
| Frank [6] | 9.7 × 10−7 | 0 | 10,000 | 3.2 × 10−10 | Electrolysis; mechanically bistable | |
| Current | 2.2 × 10−4 | 90 | 430 | 3.2 × 10−10 | Thermopneumatic & electrostatic |
| Category | Previous Design | Current Design |
|---|---|---|
| Heater Design | Diamond grid structure; 10 μm elevation; Additional support posts decrease thermal isolation. | Ladder grid structure; 50 μm elevation; No additional support posts. |
| Switching Speed (ms) | 1000 | 430 |
| Open Flow Conductance (cm3s−1Pa−1) | 3.2 × 10−6 | 2.2 × 10−4 |
| Latch Design | Parylene insulator; Can withstand voltages up to 40 V. | Silicon oxynitride insulator; Can withstand voltages up to 140 V. |
| Measured Leak Rate (sccm) | 0.02 | 0.001 |
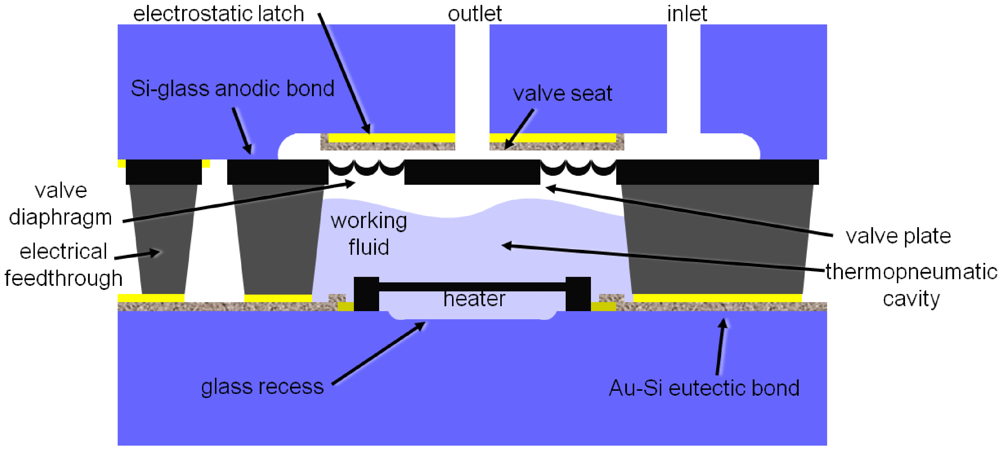
2. Design, Construction and Experimental
2.1. Theory and Design
2.1.1. Diaphragm Deflection Theory

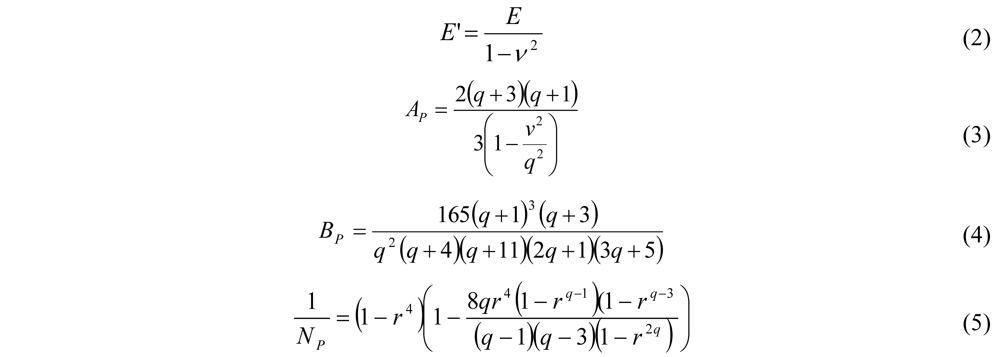

2.1.2. Thermopneumatic Theory


2.1.3. Flow Theory

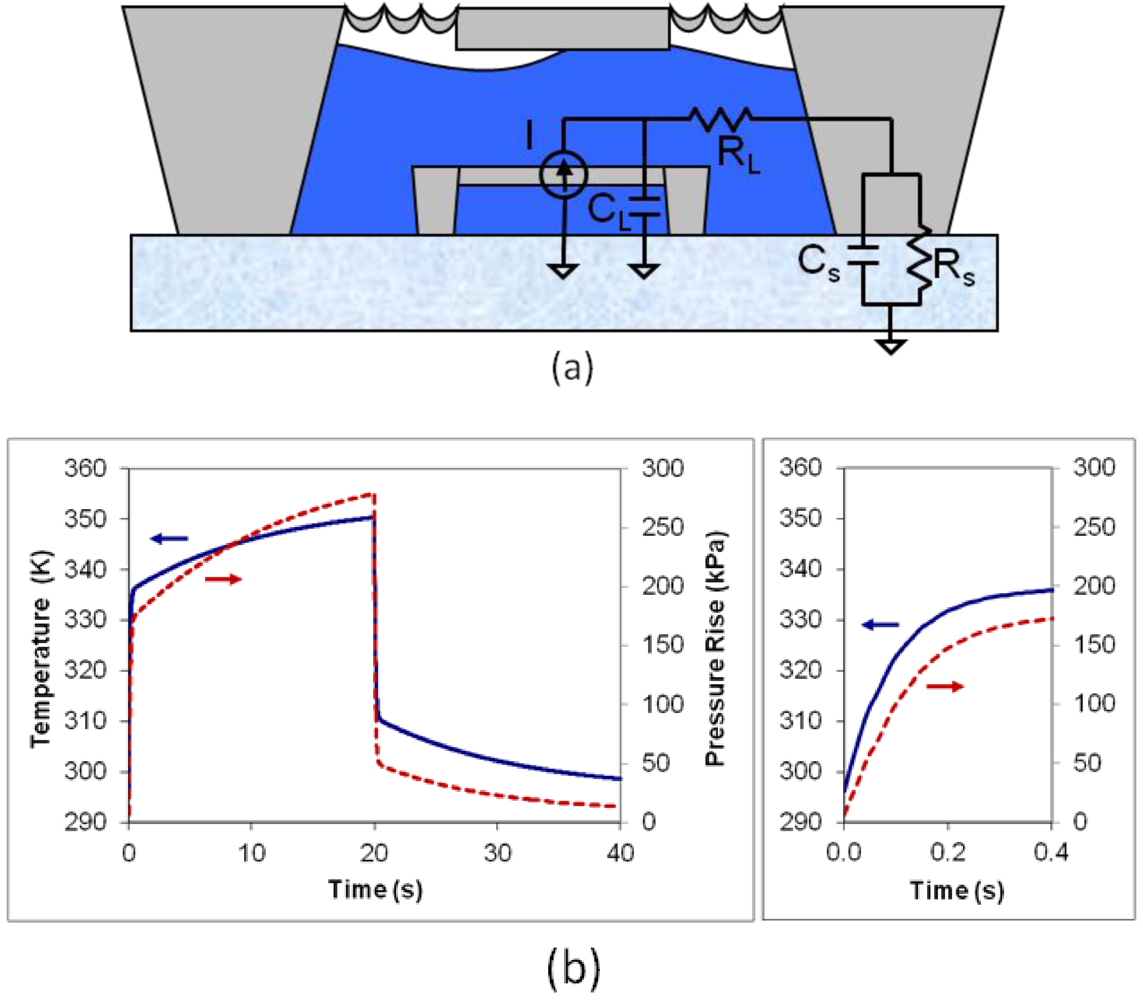
2.1.4. Position Sensor Theory

2.1.5. Electrostatic Latch Theory

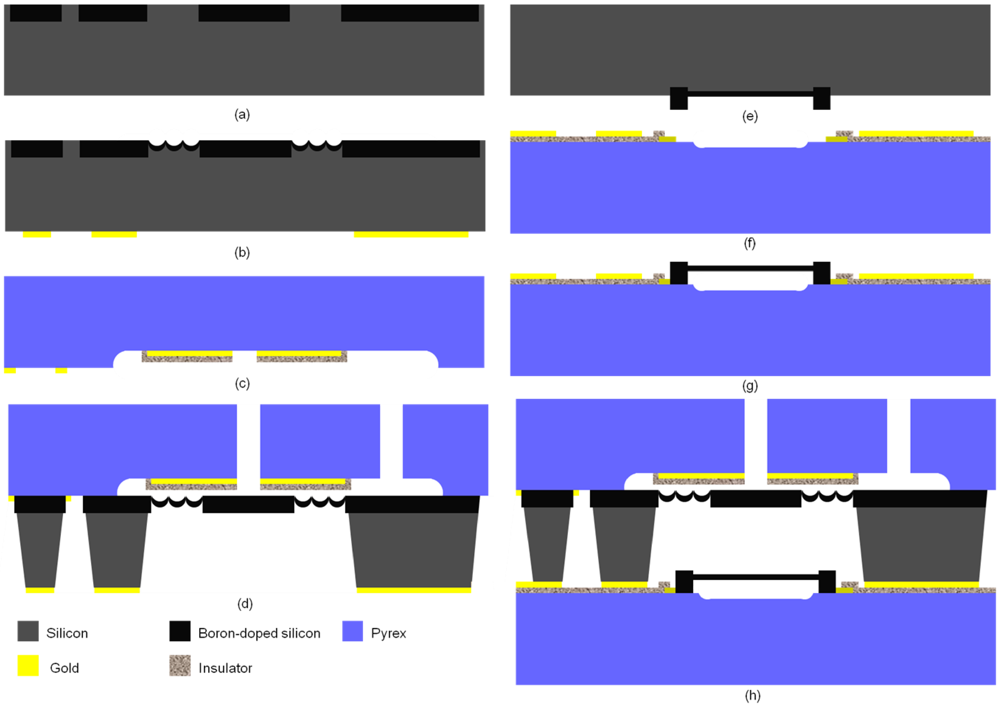
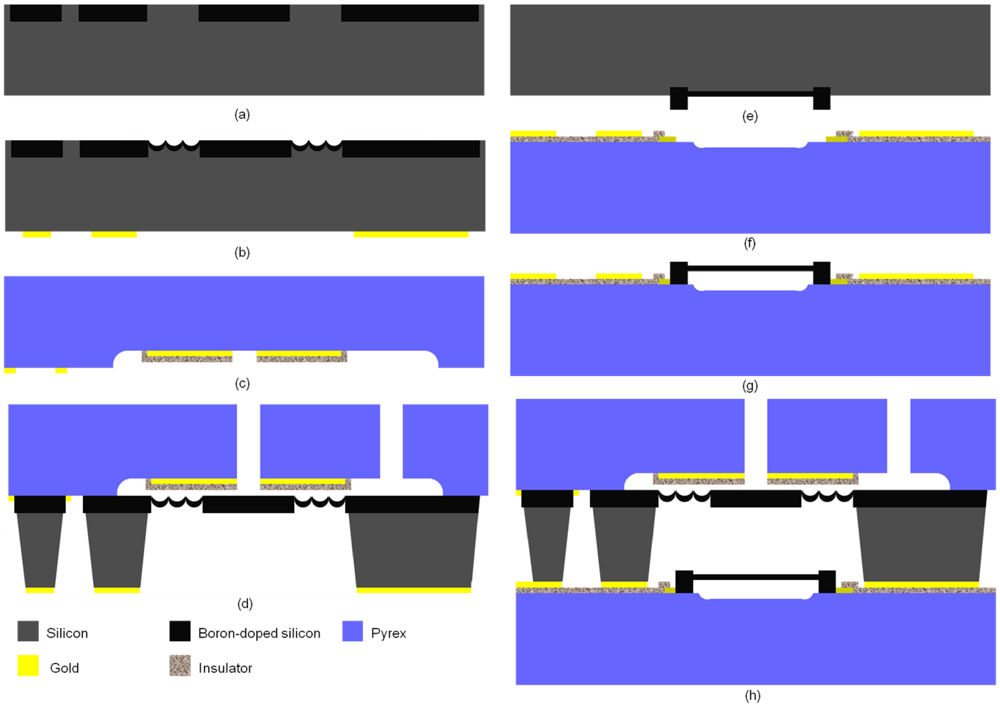
2.2. Fabrication
2.3. Experimental Setup
2.3.1. Open Flow Characterization
2.3.2. Position Sensor Characterization
2.3.3. Pneumatic Switching Characterization
2.3.4. Thermopneumatic Characterization
2.3.5. Electrostatic Latch Testing
3. Results and Discussion
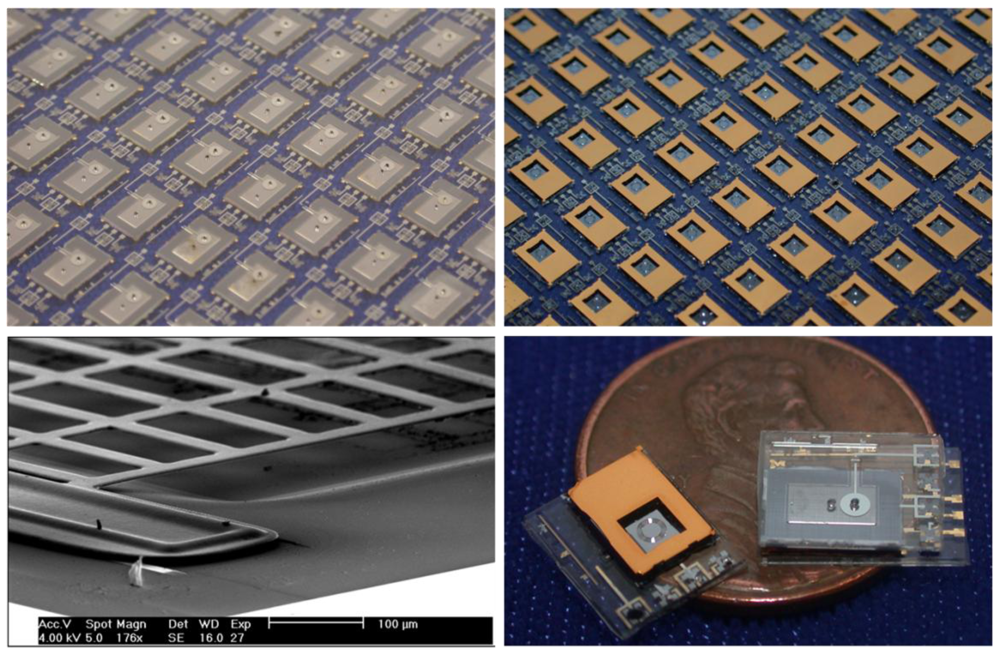
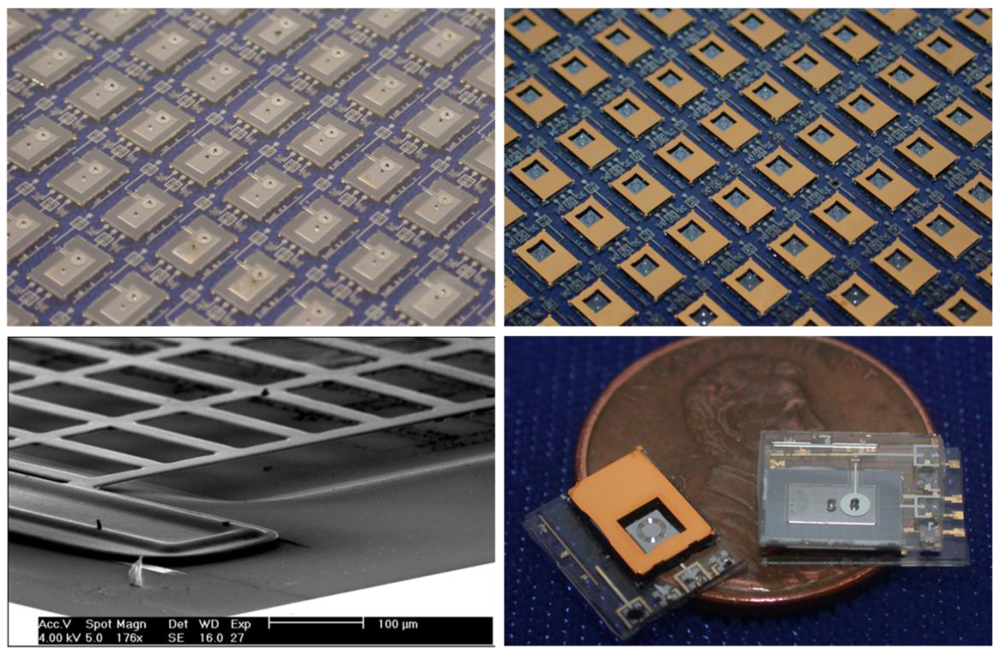
3.1. Microscopy and Resistance Results
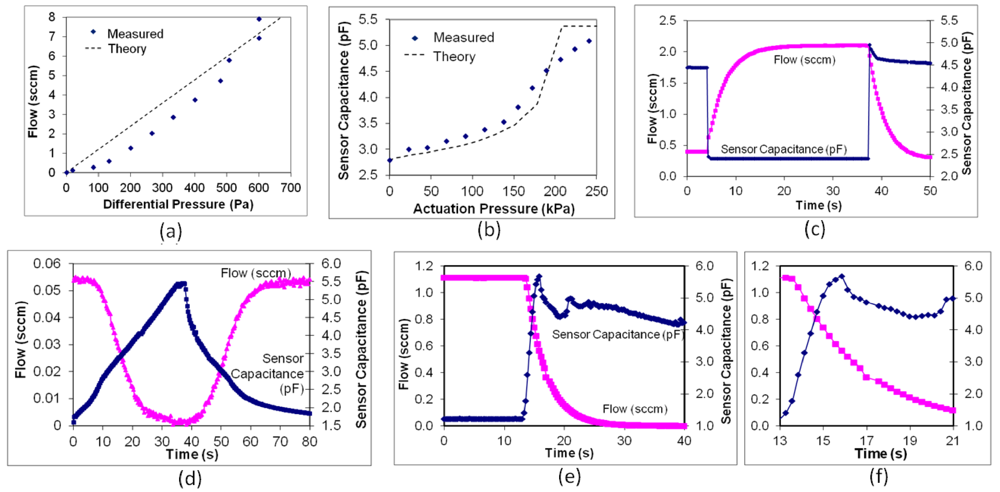
3.2. Open Flow Results
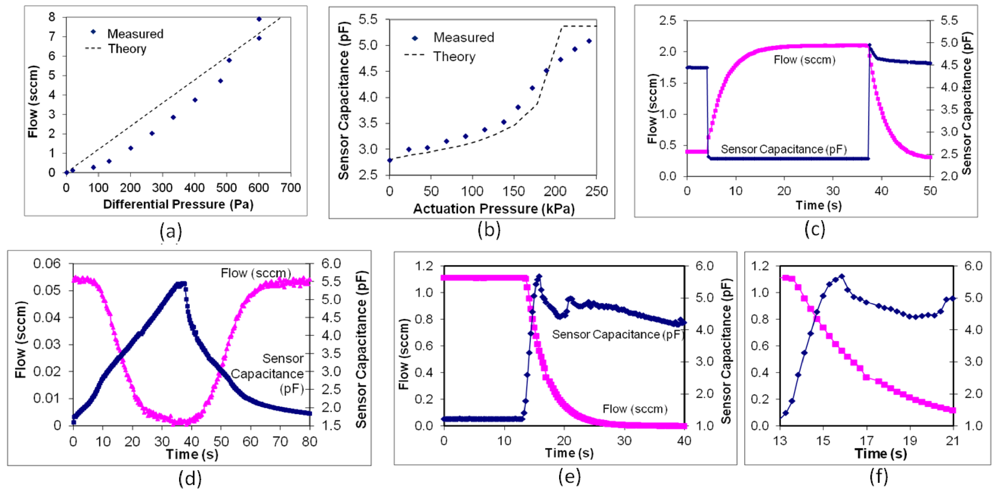
3.3. Position Sensor Results
3.4. Pneumatic Switching Results
3.5. Thermopneumatic Switching Results
3.6. Electrostatic Latch Results
3.7. Discussion
4. Conclusions
Acknowledgments
References
- Shoji, S.; Esashi, M. Micro flow devices. In Proceedings of the 5th International Symposium on Micro Machine and Human Science, Nagoya, Japan, October 1994; pp. 89–95.
- Oh, K.W.; Ahn, C.H. A review of microvalves. J. Micromech. Microeng. 2006, 16, R13–R39. [Google Scholar]
- Bosch, D.; Heimhofer, B.; Muck, G.; Seidel, H.; Thumser, U.; Welser, W. A silicon microvalve with combined electromagnetic/electrostatic actuation. Sens. Actuat. A 1993, 37–38, 684–692. [Google Scholar] [CrossRef]
- Wagner, B.; Quenzer, M.; Hoerschelmann, S.; Lisec, T.; Juerss, M. Bistable microvalve with pneumatically coupled membranes. In Proceedings of the 9th Annual International Workshop on Micro Electro Mechanical Systems (MEMS), San Diego, CA, USA, February 1996; pp. 384–388.
- Capanu, J.G.; Boyd, J.G., IV.; Hesketh, P.J. Design, fabrication, and testing of a bistable electromagnetically actuated microvalve. JMEMS 2000, 9, 181–189. [Google Scholar]
- Frank, J.A.; Pisano, A.P. A low-power, low-leakage, bi-stable planar electrolysis micro gate valve. In Proceedings of the Solid-State Sensor, Actuator and Microsystems Workshop, Hilton Head, SC, USA, June 2004; pp. 156–159.
- Shaikh, K.A.; Li, S.; Liu, C. Development of a latchable microvalve employing a low-melting-temperature metal alloy. JMEMS 2008, 17, 1195–1203. [Google Scholar]
- Yang, E.; Lee, C.; Mueller, J. Normally-Closed, Leak-tight piezoelectric microvalve under ultra-high upstream pressure for integrated micropropulsion. In Proceedings of the IEEE 16th Annual Conference on Micro Electro Mechanical Systems, Kyoto, Japan, 19–23 January 2003; pp. 80–83.
- Sihler, J.; Slocum, A.; Lang, J. An electrostatically actuated low-leakage silicon microvalve. In Proceedings of the Solid-State Sensor, Actuator, and Microsystems Workshop, Hilton Head, SC, USA, 2004; pp. 282–285.
- Rich, C.A.; Wise, K.D. A high-flow thermopneumatic microvalve with improved efficiency and integrated state sensing. JMEMS 2003, 12, 201–208. [Google Scholar]
- Robertson, J.K.; Wise, K.D. A nested electrostatically-actuated microvalve for an integrated microflow controller. In Proceedings of the IEEE Workshop on Micro Electro Mechanical Systems (MEMS), Oiso, Japan, January 1994; pp. 7–12.
- Bergstrom, P.L.; Li, J.; Liu, Y.; Kaviany, M.; Wise, K.D. Thermally driven phase-change microactuation. JMEMS 1995, 4, 10–17. [Google Scholar]
- Henning, A.K.; Fitch, J.; Hopkins, D.; Lilly, L.; Faeth, R.; Falsken, E.; Zdeblick, M. A thermopneumatically actuated microvalve for liquid expansion and proportional control. In Proceedings of the International Conference on Solid State Sensors and Actuators (Transducers), Chicago, IL, USA, June 1997; 2, pp. 825–828.
- Potkay, J.A.; Wise, K.D. An electrostatically latching thermopneumatic microvalve with closed-loop position sensing. In Proceedings of the IEEE Workshop on Micro Electro Mechanical Systems (MEMS), Miami, FL, USA, January 2005; pp. 415–418.
- Haringx, J.A. Design of corrugated diaphragms. ASME Trans. 1957, 79, 54–65. [Google Scholar]
- Renhuai, L.D. Nonlinear analysis of corrugated annular plates under compound load. Sci. Sin. Ser. A 1985, 27, 959. [Google Scholar]
- Chau, H.L.; Wise, K.D. Scaling limits in batch-fabricated silicon pressure sensors. IEEE Trans. Electron Devices 1987, 34, 850–858. [Google Scholar]
- Mitchell, J.S.; Najafi, K. A detailed study of yield and reliability for vacuum packages fabricated in a wafer-level Au-Si eutectic bonding process. In Proceedings of the 15th International Conference on Solid-State Sensors, Actuators and Microsystems (Transducers), Denver, CO, USA, June 2009; pp. 841–844.
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Potkay, J.A.; Wise, K.D. A Hybrid Thermopneumatic and Electrostatic Microvalve with Integrated Position Sensing. Micromachines 2012, 3, 379-395. https://doi.org/10.3390/mi3020379
Potkay JA, Wise KD. A Hybrid Thermopneumatic and Electrostatic Microvalve with Integrated Position Sensing. Micromachines. 2012; 3(2):379-395. https://doi.org/10.3390/mi3020379
Chicago/Turabian StylePotkay, Joseph A., and Kensall D. Wise. 2012. "A Hybrid Thermopneumatic and Electrostatic Microvalve with Integrated Position Sensing" Micromachines 3, no. 2: 379-395. https://doi.org/10.3390/mi3020379