A Real-Time Spectroscopic Sensor for Monitoring Laser Welding Processes

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Optical sensing for laser welding
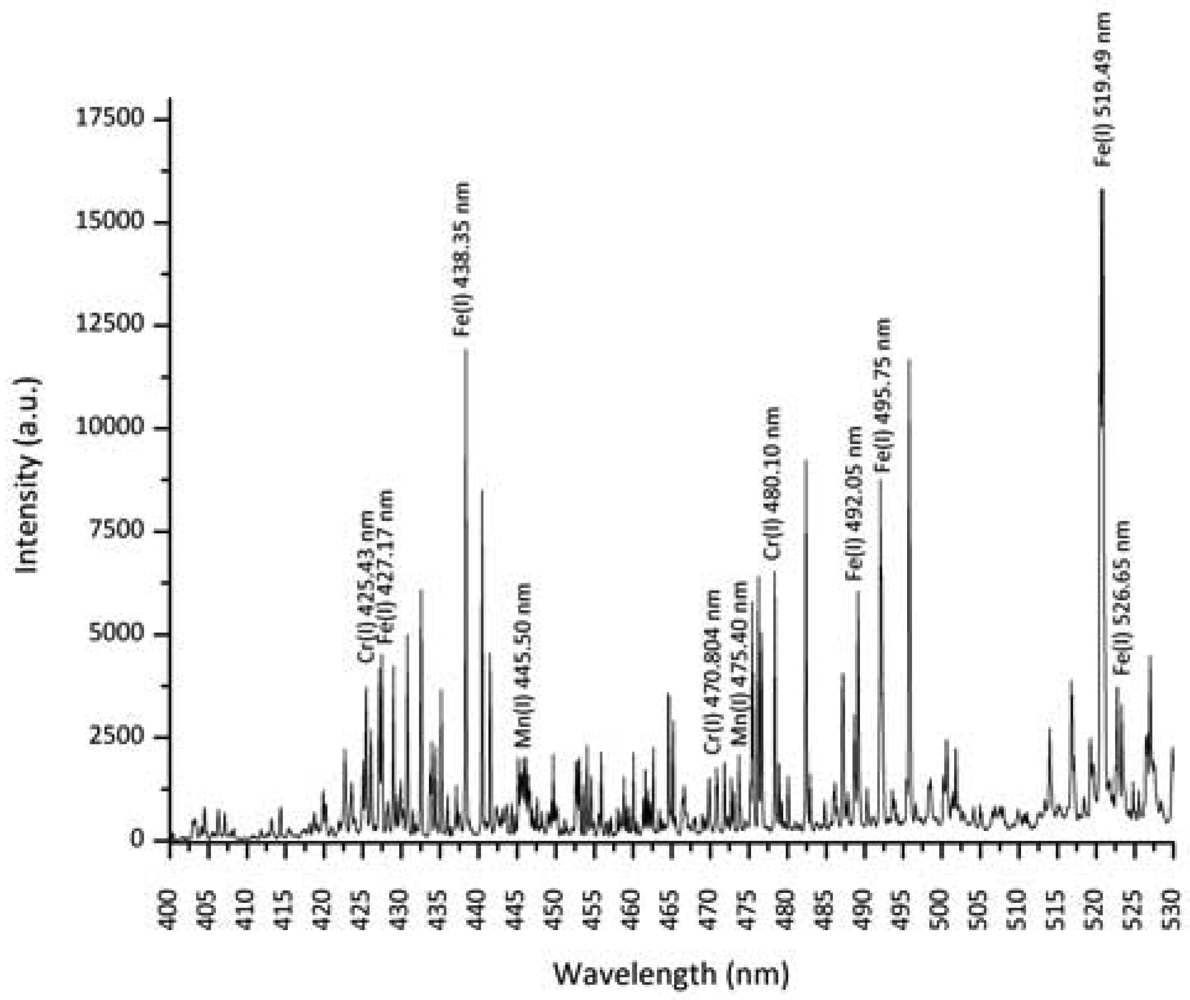
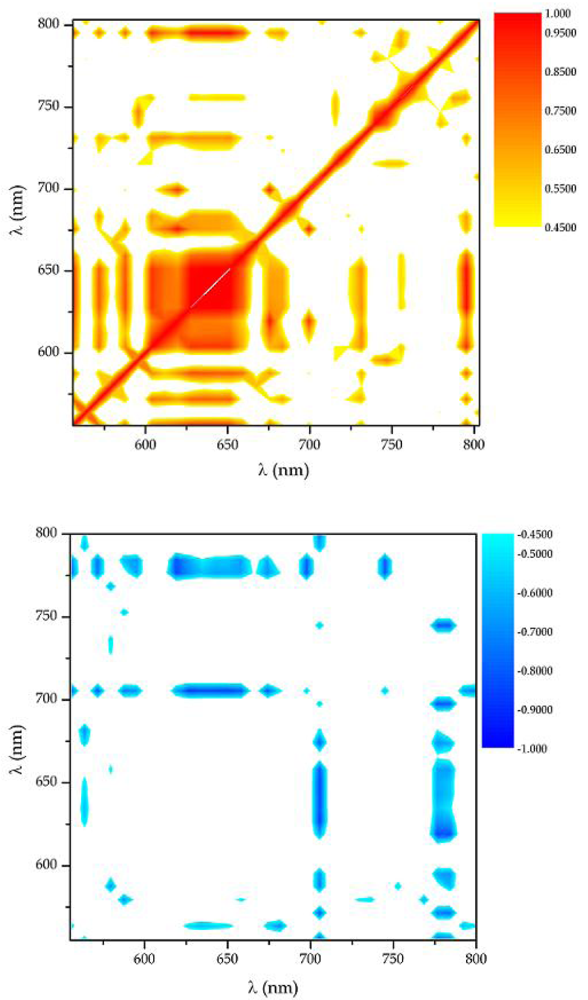
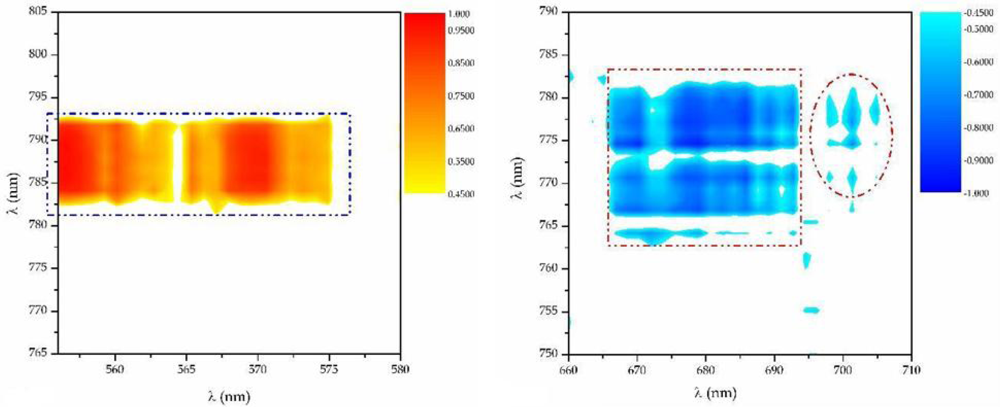
2.1. Plasma spectroscopy
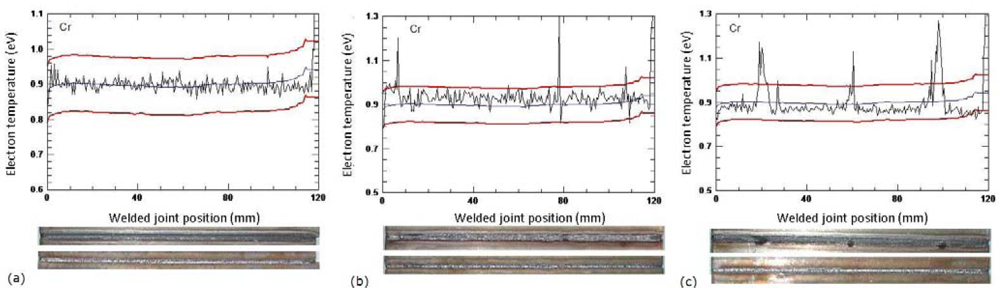
3. Experimental Procedure and Results
4. Conclusions
Acknowledgments
References and Notes
- Ancona, A.; Sibillano, T. Monitoring Laser Welding. In Real-Time Monitoring of Welding Processes; Zhang, Y.M., Ed.; Woodhead Publishing Limited: Cambridge England, 2008; pp. 260–287. [Google Scholar]
- Tu, J.; Miyamoto, I.; Inoue, T. Characterizing keyhole plasma light emission and plume scattering for monitoring 20kW class CO2 laser welding processes. J. Laser Appl. 2002, 14, 146–153. [Google Scholar]
- Zhang, X.; Chen, W.; Ashida, E.; Matsuda, F. Relationship between weld quality and optical emissions in underwater Nd:YAG laser welding. Opt. Laser Eng. 2004, 41, 717–730. [Google Scholar]
- Gatzweiler, W.; Maischner, D.; Beyer, E. On-line diagnostics for process control in welding with CO2 lasers. Proc. SPIE 1998, 1020, 142–148. [Google Scholar]
- Park, Y.W.; Park, H.; Rhee, S.; Munjin, K. Real time estimation of CO2 laser weld quality for automotive industry. Opt. Laser Tech. 2002, 34, 135–142. [Google Scholar]
- Park, H.; Rhee, S. Analysis of mechanism of plasma and spatter in CO2 laser welding of galvanized steel. Opt. Laser Tech. 1999, 31, 119–126. [Google Scholar]
- Peters, C.N.D.; Jones, J.D.C.; Hand, D. P.; Haran, F.M. Focus control of lasers in material processing operations. European Pat. 1997, 0811453. [Google Scholar]
- Hand, D.P.; Peters, C.; Jones, J.D.C. Nd:YAG laser welding process monitoring by non-intrusive optical detection in the fiber optic delivery system. Meas. Sci. Technol. 1995, 6, 1389–1394. [Google Scholar]
- Haran, F.M.; Hand, D.P.; Jones, J.D.C. Real-time focus control in laser welding. Meas. Sci. Technol. Rapid Commun. 1996, 7, 1095–1098. [Google Scholar]
- Haran, F.M.; Hand, D.P.; Peters, C.; Jones, J.D.C. Focus control system for laser welding. Appl. Opt. 1997, 36, 5246–5251. [Google Scholar]
- Bardin, F.; Cobo, A.; Lopez-Higuera, L.M.; Collin, O.; Aubry, P.; Dubois, T.; Hogstrom, M.; Nylen, P.; Jonsson, P.; Jones, L.D.C.; Hand, D.P. Closed-loop power and focus control of laser welding for full-penetration monitoring. Appl. Opt. 2005, 44, 13–21. [Google Scholar]
- Bardin, F.; Cobo, A.; Lopez-Higuera, L.M.; Collin, O.; Aubry, P.; Dubois, T.; Hogstrom, M.; Nylen, P.; Jonsson, P.; Jones, L.D.C.; Hand, D. P. Optical techniques for real-time penetration monitoring for laser welding. Appl. Opt. 2005, 44, 3869–3876. [Google Scholar]
- Bagger, C.; Olsen, F.O. Laser welding closed.loop power control. J. Laser Appl. 2003, 15, 19–24. [Google Scholar]
- Rockstrok, T.J.; Mazumder, J. Spectroscopic studies of plasma during CW laser material interaction. J. Appl. Phys. 1987, 61, 917–923. [Google Scholar]
- Garcia-Allende, P.B.; Mirapeix, J.; Conde, O.M.; Cobo, A.; López-Higuera, J.M. Spectral processing technique based on feature selection and artificial neural networks for arc-welding quality monitoring. NDT&E Int. 2007, 42, 56–63. [Google Scholar]
- Garcia-Allende, P.B.; Mirapeix, J.; Conde, O.M.; Cobo, A.; Lopez-Higuerak, J.L. Arc-Welding Spectroscopic Monitoring based on Feature Selection and Neural Networks. Sensors 2008, 8, 6496–6506. [Google Scholar]
- Ancona, A.; Spagnolo, V.; Lugarà, P.M.; Ferrara, M. Optical sensor for real-time monitoring of CO2 laser welding process. Appl. Opt. 2001, 42, 6019–6025. [Google Scholar]
- Sibillano, T.; Ancona, A.; Berardi, V.; Lugarà, P.M. Correlation analysis in laser welding plasma. Opt. Comm. 2005, 251, 139–148. [Google Scholar]
- Sibillano, T.; Ancona, A.; Berardi, V.; Schingaro, E.; Parente, P; Lugarà, P.M. Correlation spectroscopy as a tool for detecting losses of ligand elements in laser welding of aluminium alloys. Opt. Laser Eng. 2006, 44, 1324–1335. [Google Scholar]
- Sibillano, T.; Ancona, A.; Berardi, V.; Lugarà, P.M. Real-time monitoring of laser welding by correlation analysis: the case of AA5083. Opt. Laser Eng. 2007, 45, 1005–1009. [Google Scholar]
© 2009 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Sibillano, T.; Ancona, A.; Berardi, V.; Lugarà, P.M. A Real-Time Spectroscopic Sensor for Monitoring Laser Welding Processes. Sensors 2009, 9, 3376-3385. https://doi.org/10.3390/s90503376
Sibillano T, Ancona A, Berardi V, Lugarà PM. A Real-Time Spectroscopic Sensor for Monitoring Laser Welding Processes. Sensors. 2009; 9(5):3376-3385. https://doi.org/10.3390/s90503376
Chicago/Turabian StyleSibillano, Teresa, Antonio Ancona, Vincenzo Berardi, and Pietro Mario Lugarà. 2009. "A Real-Time Spectroscopic Sensor for Monitoring Laser Welding Processes" Sensors 9, no. 5: 3376-3385. https://doi.org/10.3390/s90503376