Quantitative Accelerated Life Testing of MEMS Accelerometers

Abstract
:1. Introduction
- A microsystem (MEMS) contains, on a single chip, a sensor, an actuator (a mechanical component) and the electronics. The package should ensure the protection of the chip towards the environment (as for the “classical” microelectronic devices: transistors, ICs, etc.), but is also an interface between the sensor and an often harsh, demanding environment.
- The small dimensions of the mechanical elements of the actuator produce new failure mechanisms, not yet entirely studied, such as stiction, friction, wear, etc. As Bhushan reported in 2005: “Scaling effects in adhesion, friction, and wear have been measured and a comprehensive model for scale effects in friction and wear due to adhesion/deformation, and meniscus effects has been developed” [1]. Also, Ratzell emphasized in 2003 “Before microsystems can fulfil their promise, engineers have to understand that the macroscale rules don't necessarily apply” [2].
- The interactions between the mechanical, electrical and material reliability must be taken into account and the third dimension (the depth) of the structure cannot be ignored, as it happened for microelectronic devices, where all the simulations are basically 2-dimensional ones.
- Being new devices, MEMS do not have standardised processes and a “history” allowing designing appropriate accelerated tests.
- -
- Qualitative tests, which are not used for calculating a value for the reliability level, but for identifying design weaknesses and possible limits for all stress factors used for accelerating testing, i.e. the value at which new failure mechanisms arise (in spite of the fact that a maximum stress level is obtained, this is not a quantitative test from the reliability assessment point of view, because this maximum value has no significance against the reliability level);
- -
- Quantitative tests, used for quantifying reliability parameters, also named Quantitative Accelerated Life Testing – QALT. The value of a reliability parameter (e.g. failure rate or Mean Time Between Failures – MTBF) and / or the time & stress level dependence of this parameter are obtained.
2. Methodology and experiment
2.1. Methodology for QALT and role of the reliability engineer
- Collecting batch history (material, process & monitoring characteristics), but also field data extracted from the operational life of the device;
- Designing and executing accelerated testing of items withdrawn randomly from the batch of devices (the significant acceleration factors must be chosen depending on the main application of the tested MEMS);
- Failure analysis of all devices failed during testing (electrical, physical & chemical methods, degradation & failure modelling, etc.);
- Statistical processing of data executed separately for each population affected by a failure mechanism: calculation of the activation energy and failure rate assessment for each failure mechanism (modelling vs. time & stress factors), the failure rate of the whole batch being obtained by summing the failure rates for each failure mechanism;
- Corrective actions for improving the reliability level of the subsequent batches (new design rules, processes, monitors, etc.);
- Prediction methods (new models) to be used in Design for Reliability methods.
2.2. Design of the experiment
- -
- QALT executed for a “mature” and high reliability device (already manufactured for more than two years), produced by a well-known company;
- -
- Only the information available to any user of the product is known: i.e. the data sheet of the product, including possible applications and also the device structure (obtained by decapsulating the device), but no information about the batch history and field data;
- -
- Information about the failure mechanisms and acceleration factors for this type of product, as obtained from literature, is available;
- -
- The reliability testing has to last for less than two months (a reasonable duration for an accelerated test).
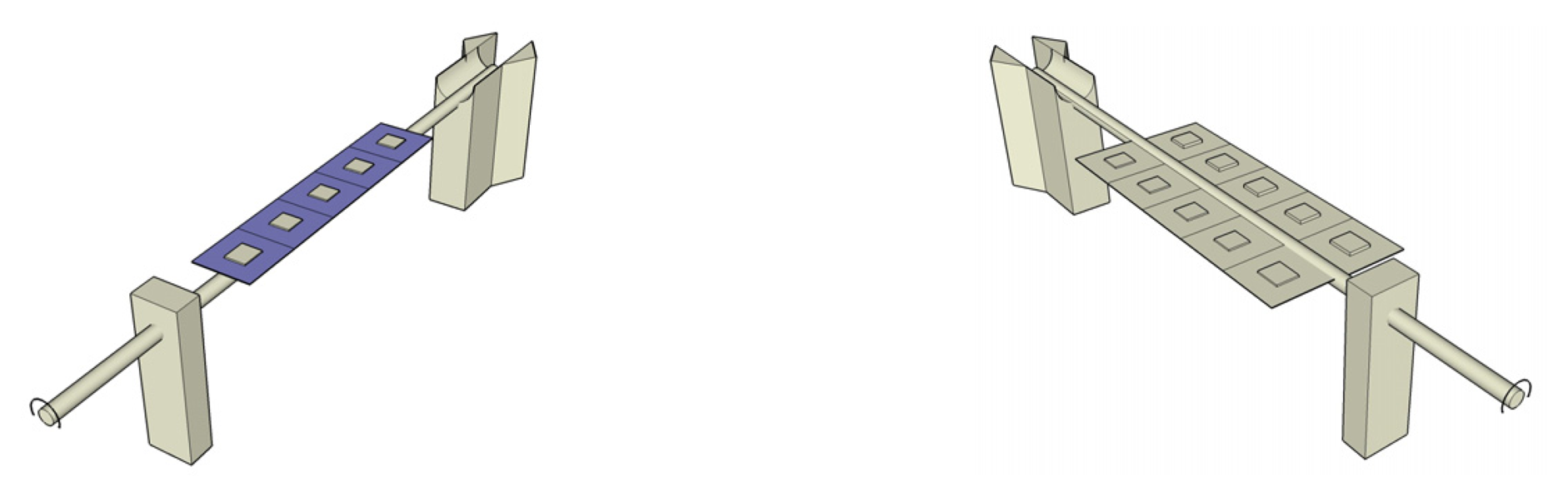
- Mechanical stress, i.e.: shock, acceleration, vibration, tilting (used in anti-theft system, see before); we decided to use vibration and tilting, which are linked to the normal usage of the accelerometers;
- Thermal stress: temperature, thermal cycling [7], etc.; thermal cycling is not likely to occur during operational life, but high temperature is a common environment for many applications.
- Vibration + high temperature (already used for accelerometer testing [13]);
- Tilting + temperature & electrical signal (a new approach).
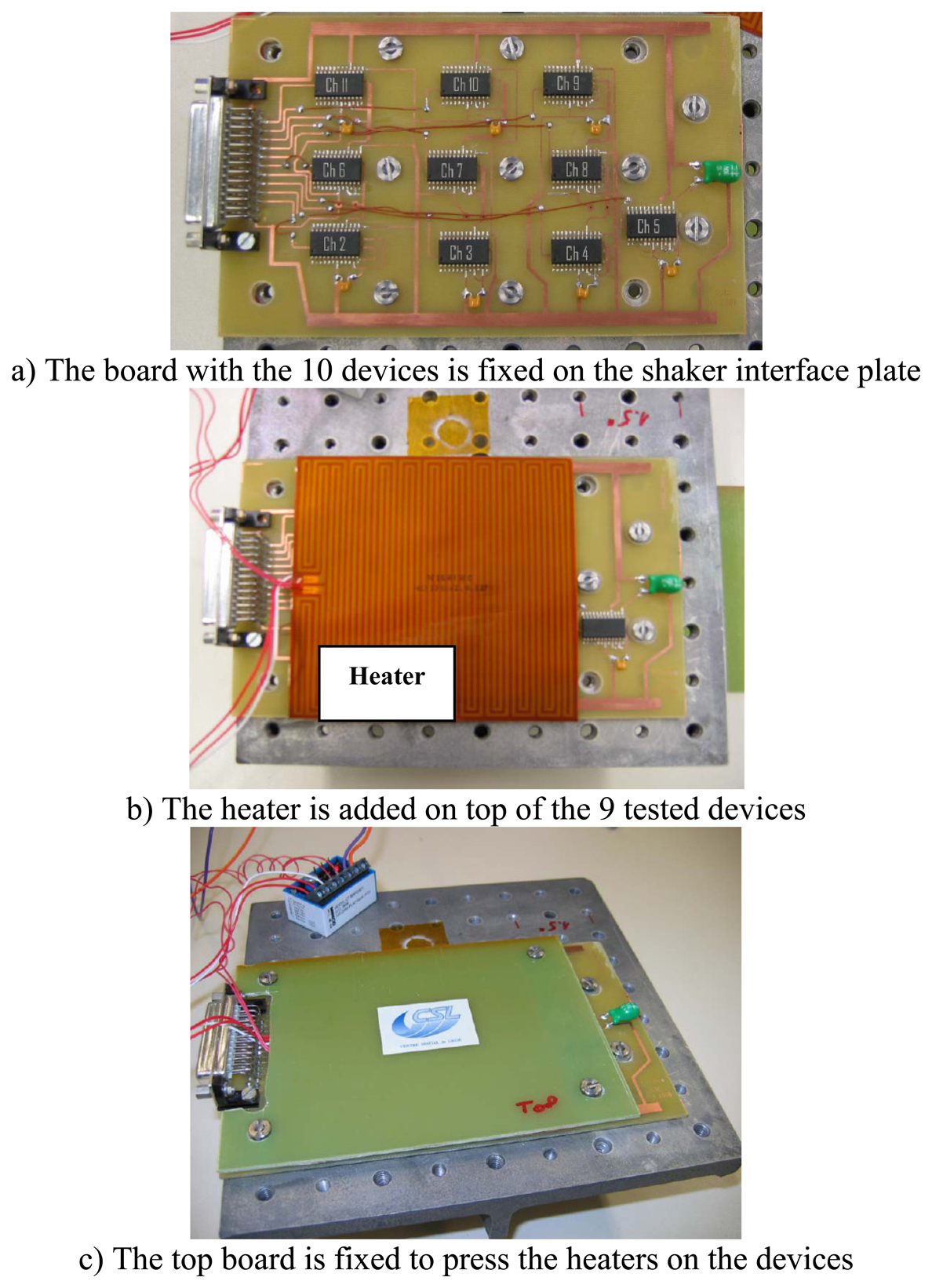
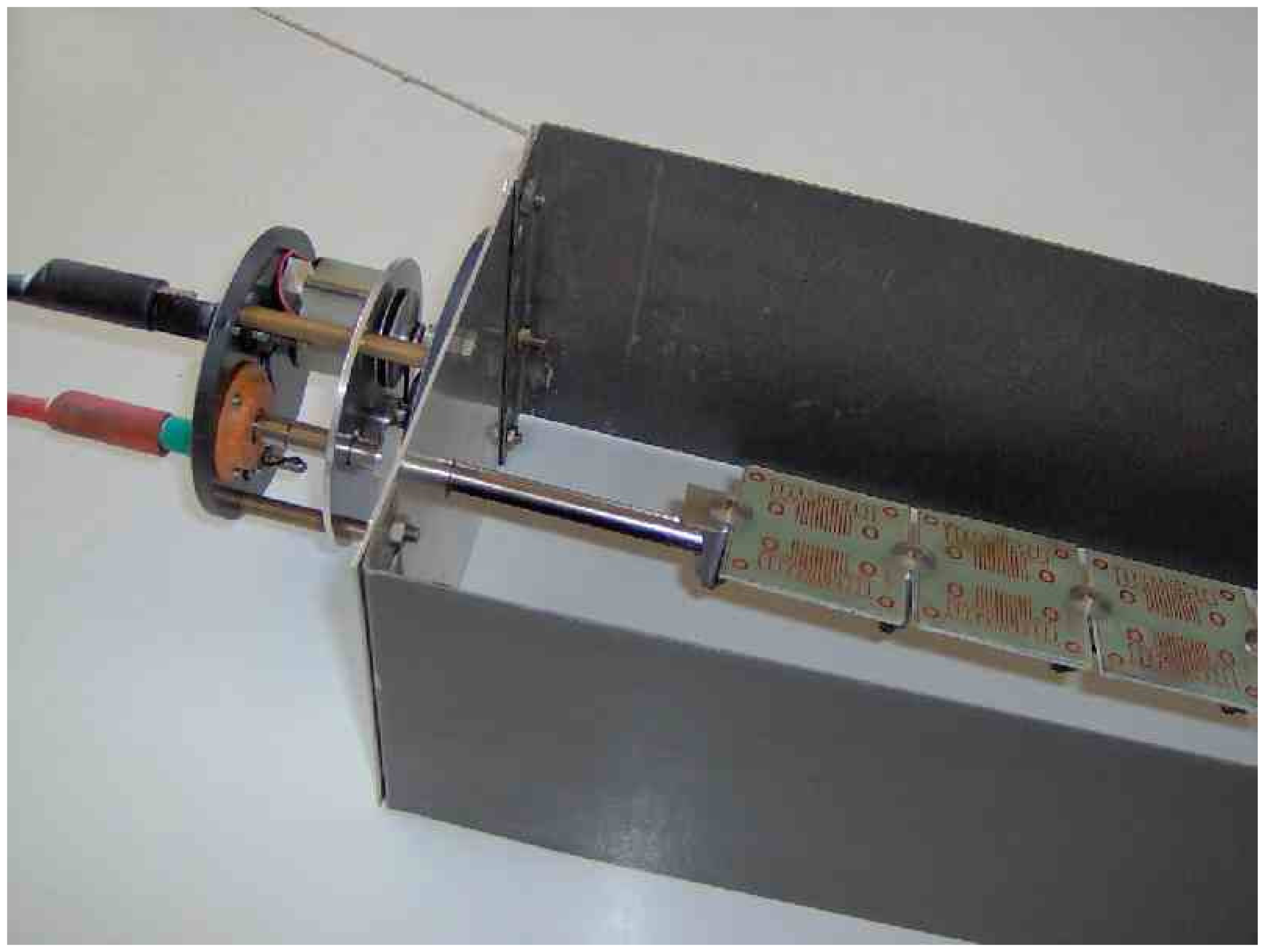
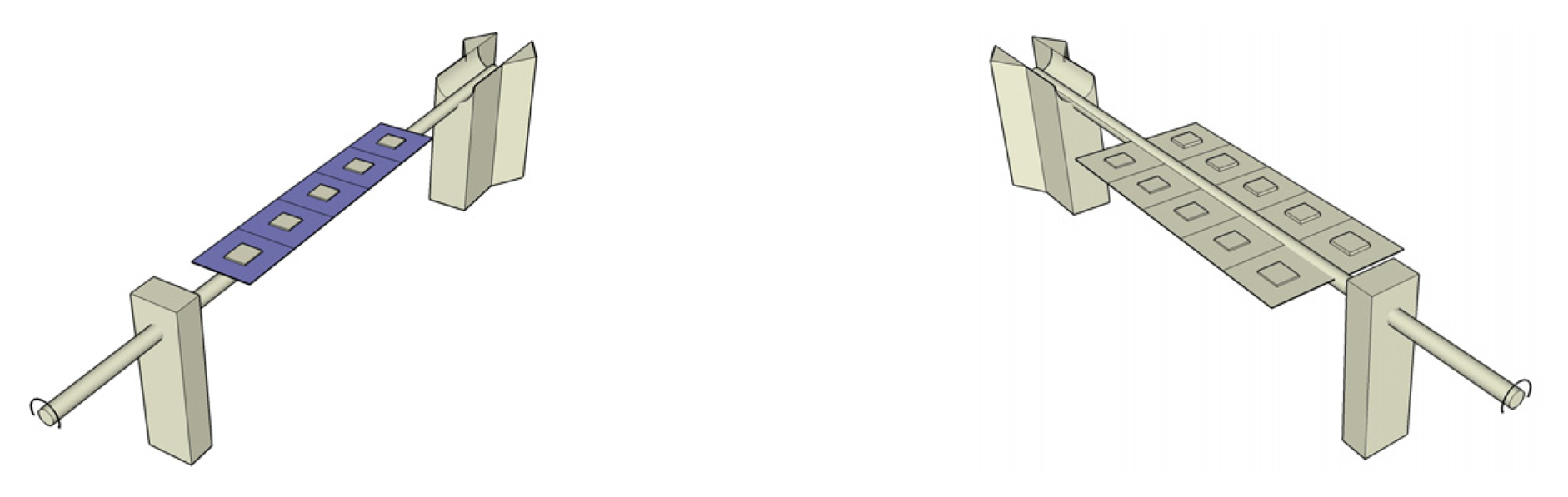
2.3. Experiment description
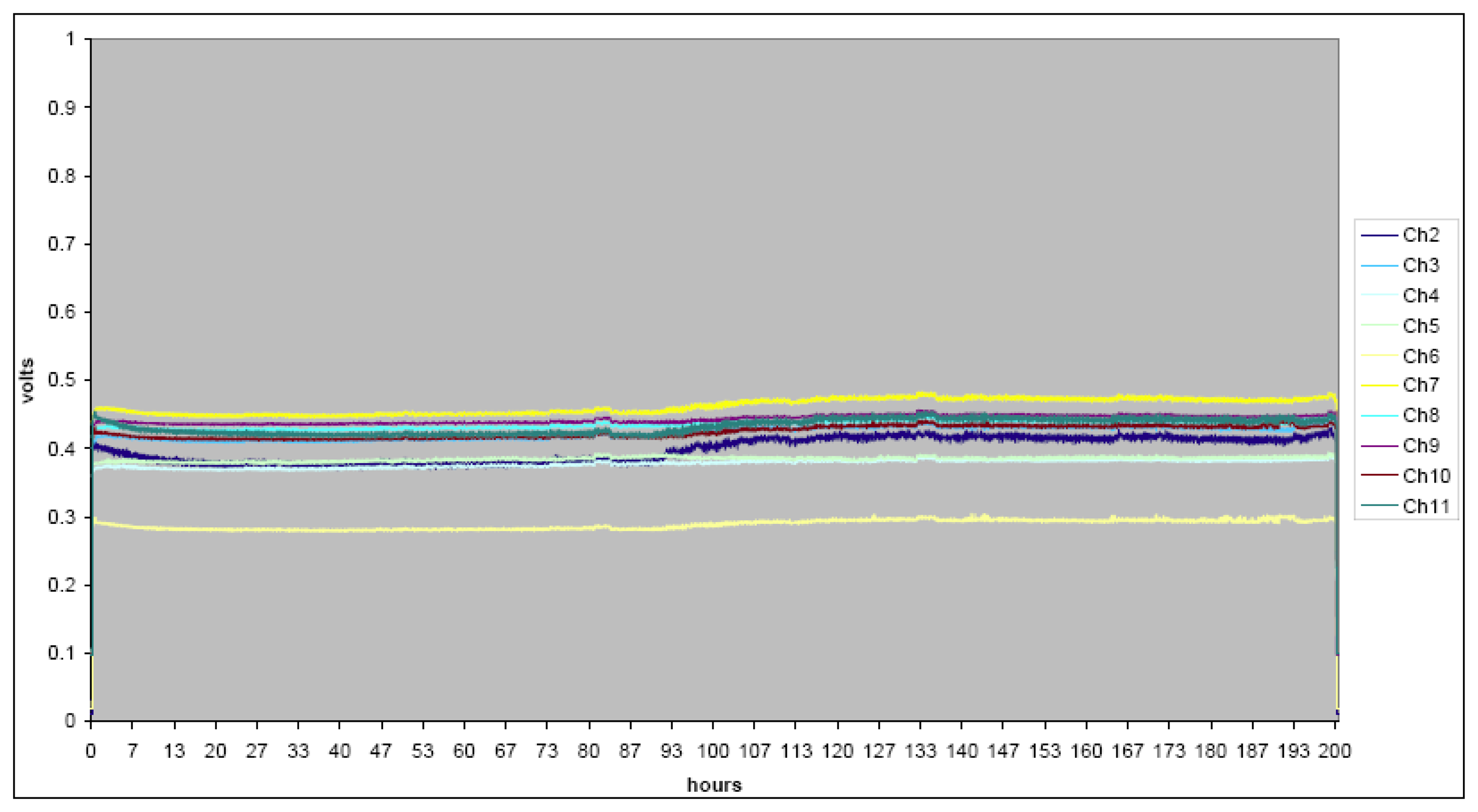
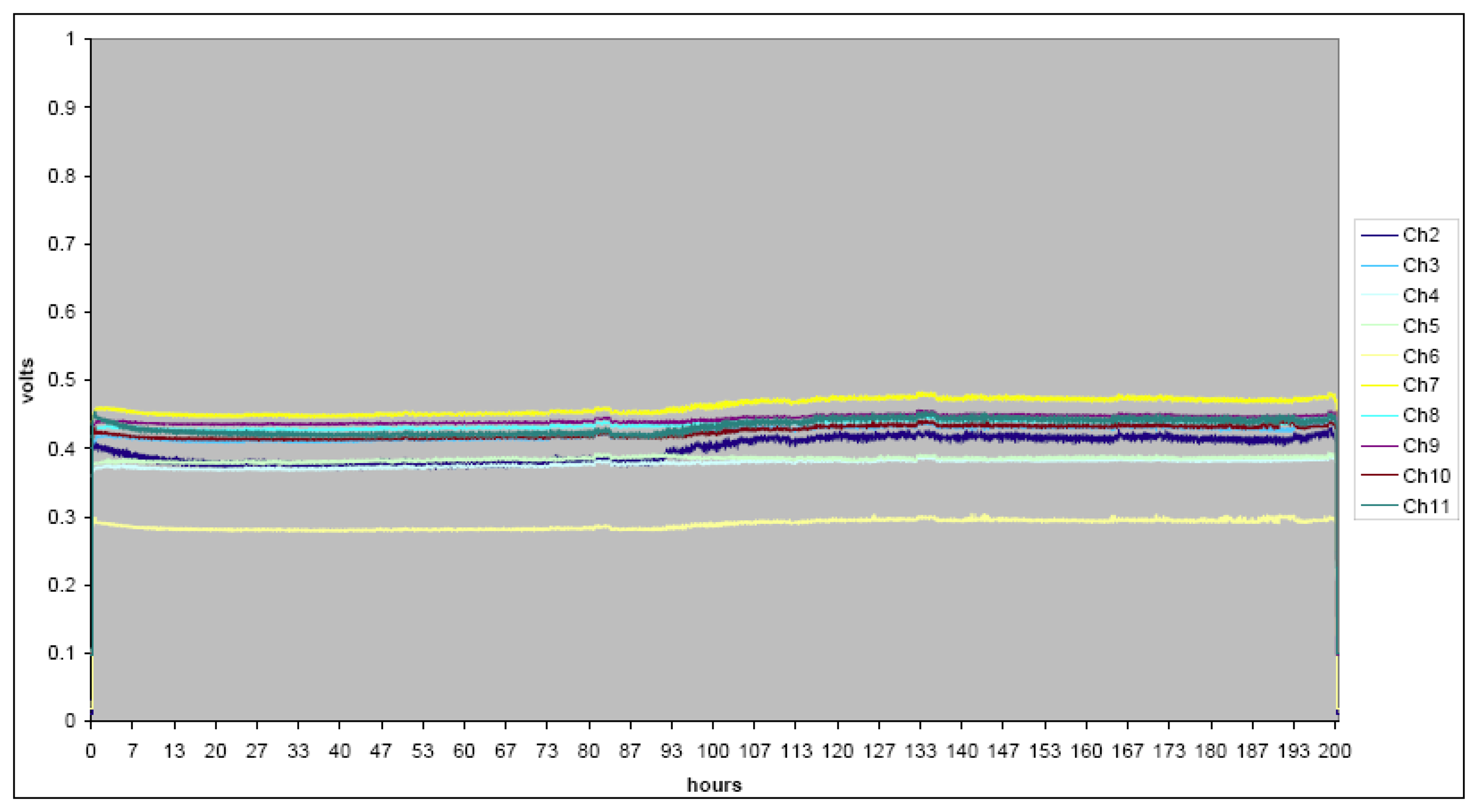
2.4. Electrical characterisation
- Zero-g level (Voff) was selected because it describes the actual output signal in steady state, if there is no acceleration. Also it is a factory-calibrated parameter.
- Self test Output Voltage Change (Vt) is the result of an implemented function, simulating an input acceleration, and allowing testing the mechanical and electric part of the sensor. The seismic mass is moved by means of an electrostatic test-force. The Self Test function is off when the ST (Self Test) pin is connected to GND (ground, 0 V supply). If the ST pin is connected to Vdd (Power supply), a definite input acceleration is simulated, and the outputs will exhibit a voltage change of the DC levels, related to the selected full scale and depending on the supply voltage trough the device sensitivity.
- The supply current (Idd) describes the good electric functionality of the entire circuit; any disturbance related to this parameter has a correspondent in a malfunction of the circuit.
- Acceleration Range (Ar) verifies the electrical selection of the full-scale acceleration range (Logic 0: 2g Full-scale; Logic 1: 6g Full-scale).
- Sensitivity (So) describes the gain of the sensor and can be determined by applying 1g acceleration to it.
- Non Linearity (NL) describes the best-fit straight line for full scale = 2g on each axis. This parameter is guaranteed by design.
- Cross-Axis represents the contribution to the measuring output of an inclination/acceleration along any perpendicular axis.
3. Results and Discussion
3.1. Results obtained by accelerated testing
a) Testing at vibration and temperature
b) Testing at tilting and temperature & bias
3.2. Estimation of the reliability level
- a)
- As stated before, the initial conditions (“worst case”) are: 9 devices were tested at 145°C and vibration, and one failure was obtained after 201 hours (the failure percentage being 11.1%).
- b)
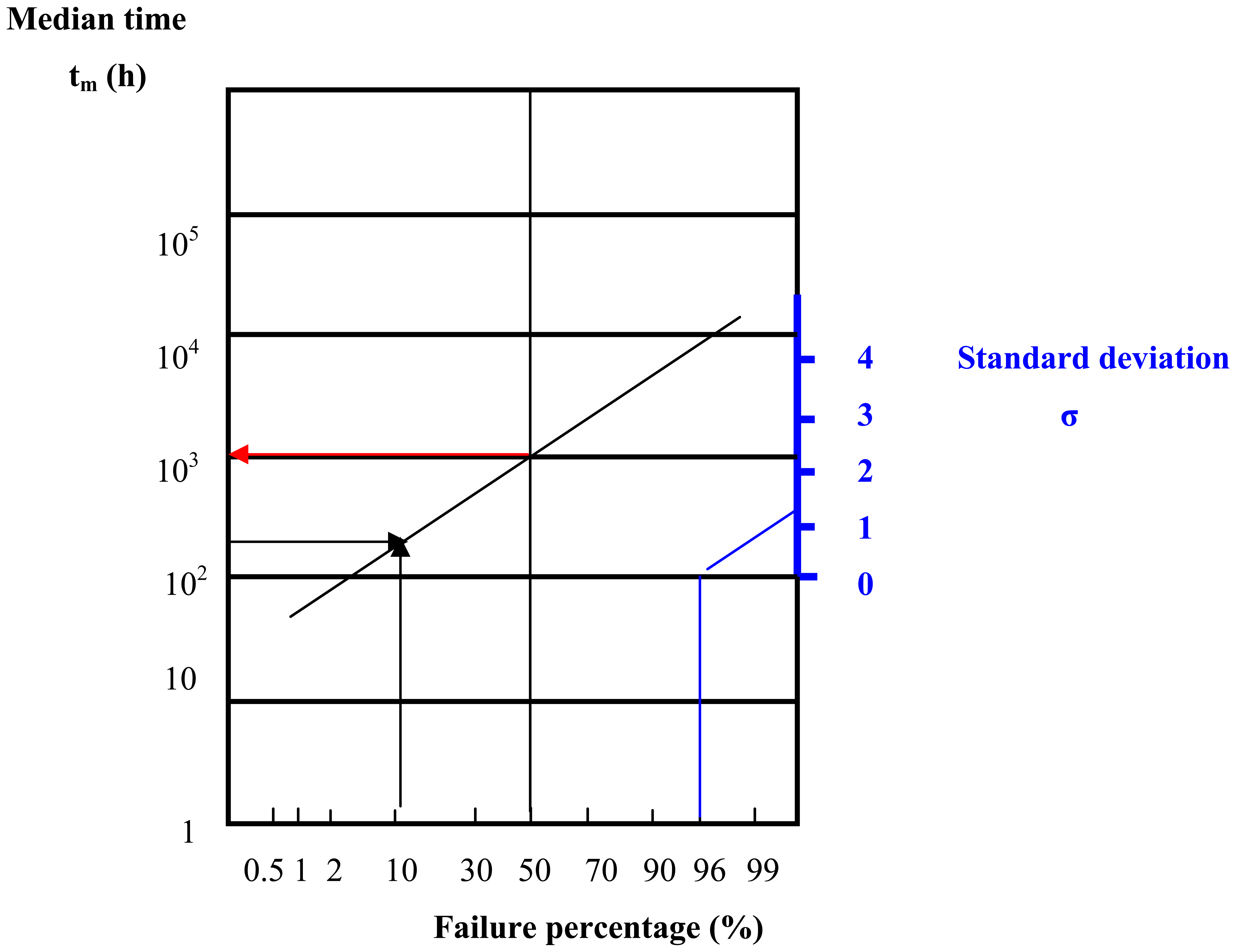
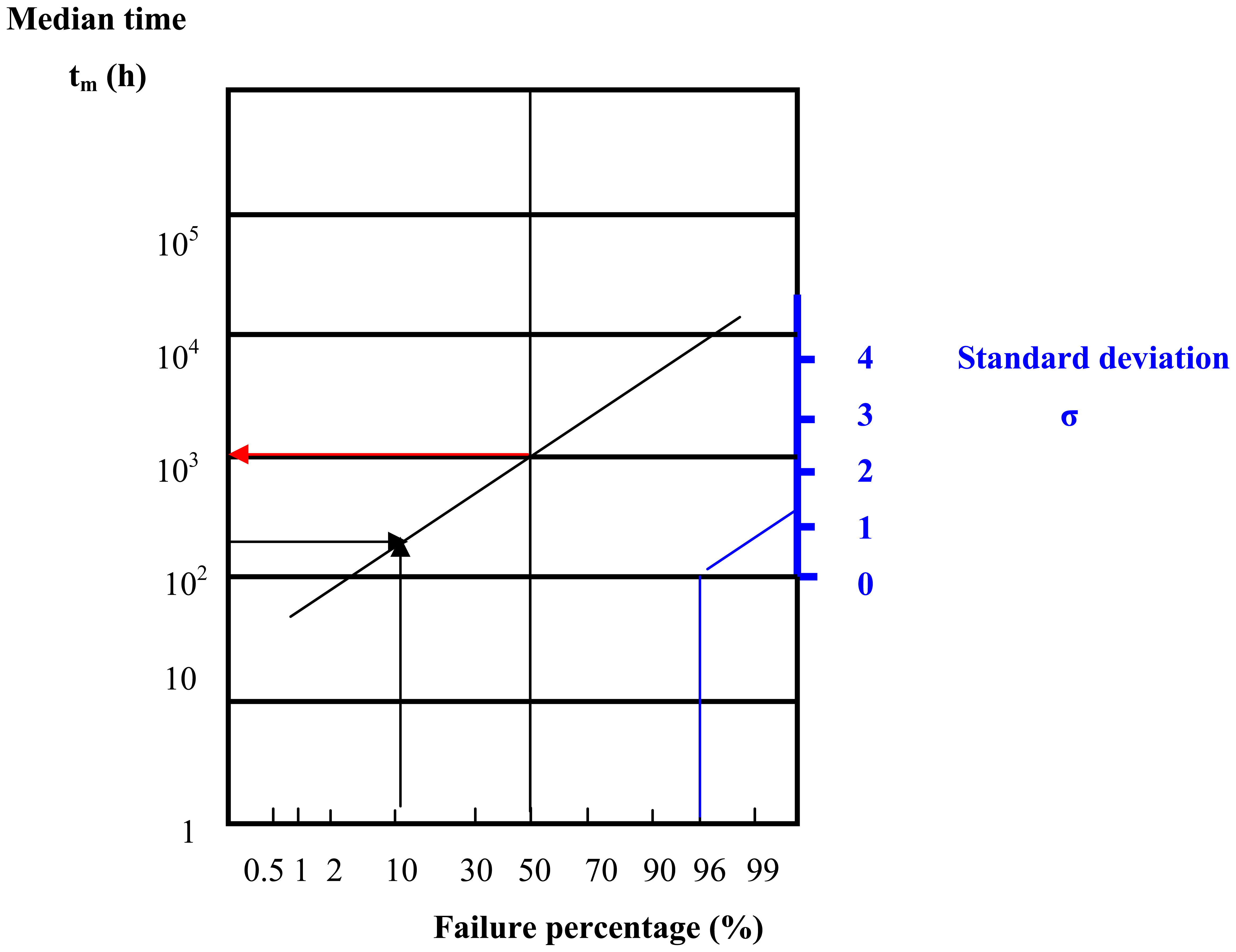
- Based on previous experiments on CMOS devices affected by fatigue fracture, a lognormal distribution of the failures was considered, with values of the standard deviation σ = 1.2 … 2 [9]). In the following, first, the calculus will be done for σ = 1.2, then the possible implications of the increase towards σ = 2 will be discussed.
- c)
- On the lognormal probabilistic paper (Figure 5), the standard deviation is proportional with the slope of the line drawn between the point (96%,100h) and the standard deviation value on the scale marked in blue. Hence, the model describing Median time vs. Failure percentage must have the same slope with this blue line. Consequently, for obtaining this model, the point (11.1%;201h) is represented and a straight line, parallel with the standard deviation line (the blue line) is drawn. The intersect of this straight line with the 50% line gives the time moment for the failure of 50% of the sample S2 (see Table 2), i.e. the median time of this distribution, which is 1000 h (see red arrow).
- d)
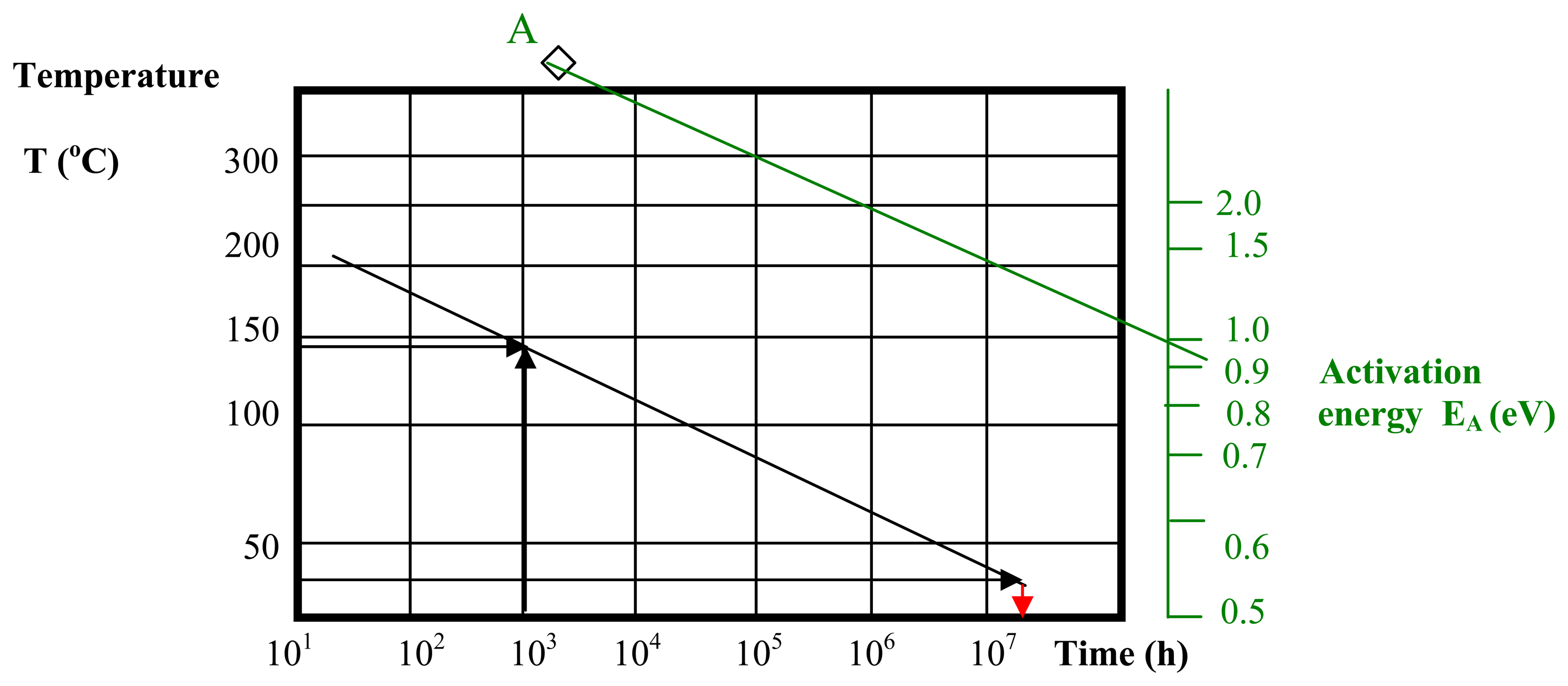
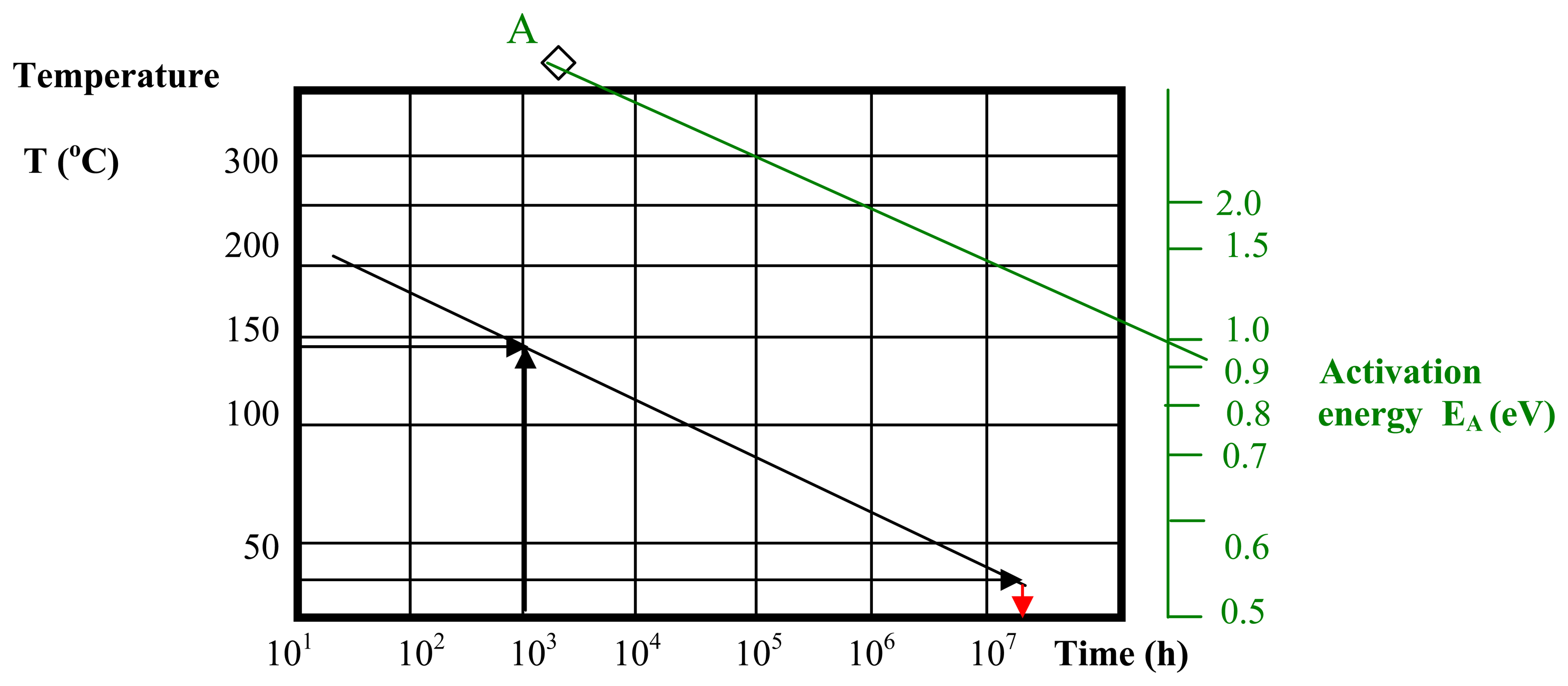
- First, the calculus is executed for the activation energy of 1 eV, and then the modifications induced by a smaller value of the activation energy (0.8 eV) will be discussed. On the Arrhenius plot (Figure 6), the line corresponding to the activation energy of 1eV (green line) is drawn by the point A and the corresponding value on the scale with activation energy. A line parallel with this one (having the same slope), drawn by the point calculated at the previous step (1000h;145°C), describes the acceleration induced by the temperature to the failure mechanism. The intersect of this line with the ordinate of 25°C defines in the abscissa the median time for the distribution of failure rates at room temperature (25°C) of the batch affected by this failure mechanism, which is 2 × 107 h (see red line).
- e)
- As a conclusion, the failure rate vs. time for the whole batch is described by a lognormal distribution with tm = 2 × 107 h and σ = 1.2. The time variation of the failure rate was calculated [9] and a maximum value of 3.5 × 10-8, at 1.5 × 107 hours was obtained.
- f)
- As mentioned before, the procedure described by the above steps (a…e) was repeated for different values of σ and EA, in order to find out how much the estimation depends on the chosen values. The results are shown in Table 5.
Conclusions
Acknowledgments
References and Notes
- Bhushan, B. Nanotribology and Nanomechanics of MEMS/NEMS and BioMEMS/NEMS Materials and Devices. In Mechatronics Seminar on Nanosystems; ETH-Zentrum: Zurich, April 5 2005. [Google Scholar]
- Ratzell, A.C. MEMS from the nanoscale up. Mechanical Engineer – Magazine on line 2007. [Google Scholar]
- MEMS Industry Group METRIC 2003 Report. Focus on Reliability 2003.
- MEMS Industry Group METRIC 2004 Report. MEMS Accelerated Lifetime Testing 2004.
- Denton, R. Sensor reliability impact on predictive maintenance program costs. Wilcoxon Research Report. http://www.wilcoxon.com/knowdesk/WPMTBF.pdf.
- Keller, J.; Maudie, T. Accelerometer lifetime prediction modeling based on field failures. Reliasoft 2001, 2, 3. [Google Scholar]
- Ghaffarian, R.; Sutton, D.G.; Chafee, P.; Marquez, N.; Sharma, A.K.; Teverovski, A. Thermal and mechanical reliability of five COTS MEMS accelerometers. In EEE Links, NASA Electronic Parts and Packaging Program.; February 2002. [Google Scholar]
- Andover, N. DS. Ingegneria selects MEMSIC's thermal accelerometer for use in their OEM vehicle anti-theft systems. Broadband Technology Ltd. report 2004. [Google Scholar]
- Bajenescu, T.; Bazu, M. Reliability of Electronic Components; Springer Verlag: Heidelberg, 1999. [Google Scholar]
- Reliasoft. You have a small data set: what do you do? Reliability HotWire 2007, (Issue 72). [Google Scholar]
- Tanner, D.; Walraven, J.; Helgesen, K.; Irwin, L.; Gregory, D.; Stake, J.; Smith, N. MEMS reliability in a vibration environment. Proceedings of IEEE International Reliability Physics Symposium, San Jose, CA, Apr 10-13, 2000; pp. 139–145.
- Sharma, A.; Teverovski, A. Evaluation of Thermo-Mechanical Stability of COTS Dual-Axis MEMS Accelerometers for Space Applications. In Report about Component Technologies and Radiation Effects (Code 562); Electrical Systems Center, August 2000. [Google Scholar]
- Shea, H. Reliability of MEMS for space applications. Proc. of SPIE 2006, 6111, 61110A–1. [Google Scholar]
- Hsu, T-R. Reliability in MEMS packaging. 44th International Reliability Physics Symposium, San Jose, CA, March 26-30, 2006.
- Walraven, J. Failure mechanisms in MEMS. ITC International Test Conference Paper 33.1. 2003. [Google Scholar]
- Muhlstein, C.; Brown, C. Reliability and fatigue testing of MEMS. NSF / AFOSR / ASME Workshop Tribology Issues and Opportunities in MEMS 1997. [Google Scholar]
- Bâzu, M.; Tibeică, C.; Gălăţeanu, L.; Ilian, V. Reliability assessment by virtual prototyping of MEMS tunable Faby-Perrot optical cavity. Proc. IEEE 04TH8748 2004 (CAS); pp. 249–253.
- Muhlstein, C.; Ritchie, R.O. High-cycle fatigue of micron-scale polycrystalline silicon films: fracture mechanics analyses of the role of the silica/silicon interface. International Journal of Fracture 2003, 119/120, 449–474. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position of the reliability engineer | Product reliability | A priori known Information |
|---|---|---|
| Member of the development team | Low reliability, many failures in reliability tests | Batch history, application environment |
| Member of the manufacturing team | Good reliability, a few failures in reliability tests | Batch history, application environment, weak points of the design, field data |
| Providing a service for a product user | High reliability, no (very few) failures in reliability tests | Data sheet of the product |
| Sample (no. of items) | Ambient Temp. | Mechanical Stress / Electrical Stress | Duration |
|---|---|---|---|
| S1 (9) | 85°C | Frequency: 1500 Hz, Amplitude: 6 g | 200 h |
| S2 (9) | 145°C | Frequency: 1500 Hz, Amplitude: 6 g | 200 h |
| S3 (6) | 25°C | Tilting (wing) / Bias | 1000 h |
| S4 (6) | 100°C | Tilting (axial) / Bias | 1000 h |
| S5 (6) | 125°C | Tilting (axial) / Bias | 1000 h |
| Parameter | Test Condition | Min. | Max. |
|---|---|---|---|
| Zero-g Level (Voff) | T = 25°C | Vdd/2-10% | Vdd/2+10% |
| Self test Output Voltage Change (Vt) | T = 25°C; Vdd=3.3V Full-scale = 2g; X axis | -20mV | -100mV |
| T = 25°C; Vdd=3.3V Full-scale = 2g; Y axis | 20mV | 100mV | |
| T = 25°C; Vdd=3.3V Full-scale = 2g; Z axis | 20mV | 100mV | |
| Supply Current (Idd) | Mean value Power down (PD) pin connected to GND | 1.5mA |
| Parameter | Test Condition | Min. | Max. |
|---|---|---|---|
| Acceleration Range (Ar) | Full-scale (FS) pin connected to GND | ±1.8 | |
| Full-scale pin connected to Vdd | ±5.4 | ||
| Sensitivity (So) | Full-scale = 2g | Vdd/5–10% | Vdd/5+10% |
| Full-scale = 6g | Vdd/15–10% | Vdd/15+10% | |
| Non Linearity (NL) | Best fit straight line Full-scale = 2g; X, Y axis | ±1.5% FS | |
| Best fit straight line Full-scale = 2g; Z axis | ±2% FS | ||
| Cross-Axis | ±4% |
| Variant | Median time of the lognormal distribution tm(h) | Standard deviation of the lognormal distribution σ | Activation energy with temperature of the failure mechanism EA(eV) | Maximum value of the failure rate λ (h-1) | Time moment of the maximum value for the failure rate (h) |
|---|---|---|---|---|---|
| 1 | 2 × 107 | 1.2 | 1.0 | 3.5 × 10-8 | 1.5 × 107 |
| 2 | 6 × 107 | 2.0 | 1.0 | 10-8 | 107 |
| 3 | 2 × 106 | 1.2 | 0.8 | 3.5 × 10-7 | 1.5 × 106 |
| 4 | 8 × 106 | 2.0 | 0.8 | 8 × 10-8 | 2 × 106 |
© 2007 by MDPI ( http://www.mdpi.org). Reproduction is permitted for noncommercial purposes.
Share and Cite
Bâzu, M.; Gălăţeanu, L.; Ilian, V.E.; Loicq, J.; Habraken, S.; Collette, J.-P. Quantitative Accelerated Life Testing of MEMS Accelerometers. Sensors 2007, 7, 2846-2859. https://doi.org/10.3390/s7112846
Bâzu M, Gălăţeanu L, Ilian VE, Loicq J, Habraken S, Collette J-P. Quantitative Accelerated Life Testing of MEMS Accelerometers. Sensors. 2007; 7(11):2846-2859. https://doi.org/10.3390/s7112846
Chicago/Turabian StyleBâzu, Marius, Lucian Gălăţeanu, Virgil Emil Ilian, Jerome Loicq, Serge Habraken, and Jean-Paul Collette. 2007. "Quantitative Accelerated Life Testing of MEMS Accelerometers" Sensors 7, no. 11: 2846-2859. https://doi.org/10.3390/s7112846