Monolithic Composite “Pressure + Acceleration + Temperature + Infrared” Sensor Using a Versatile Single-Sided “SiN/Poly-Si/Al” Process-Module


Abstract
:1. Introduction
2. Design Strategy for Monolithic Composite Sensor
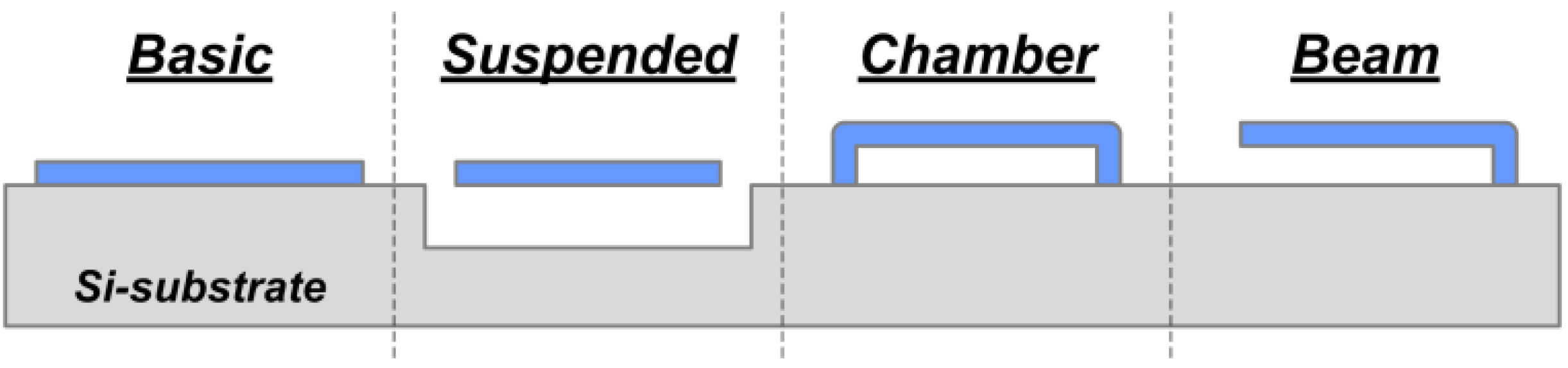
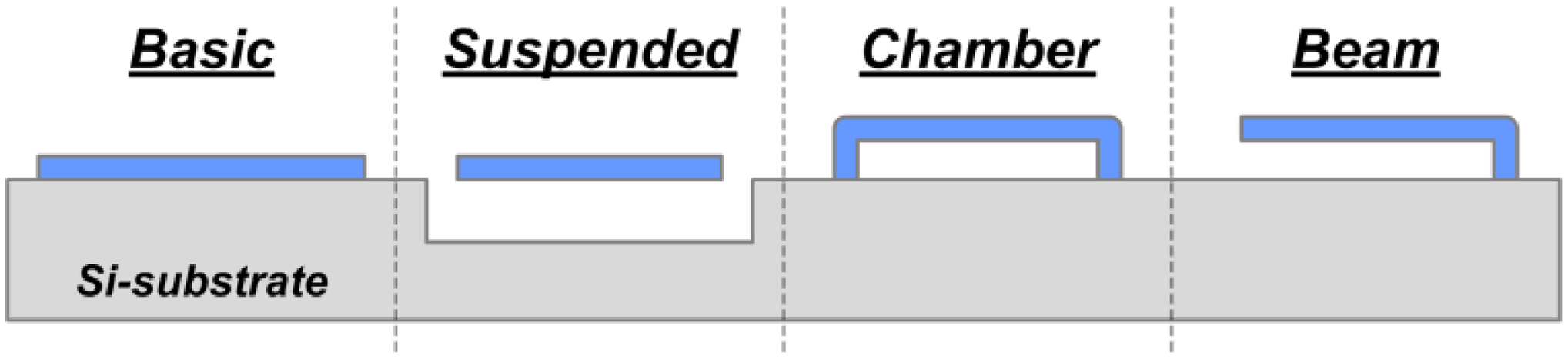
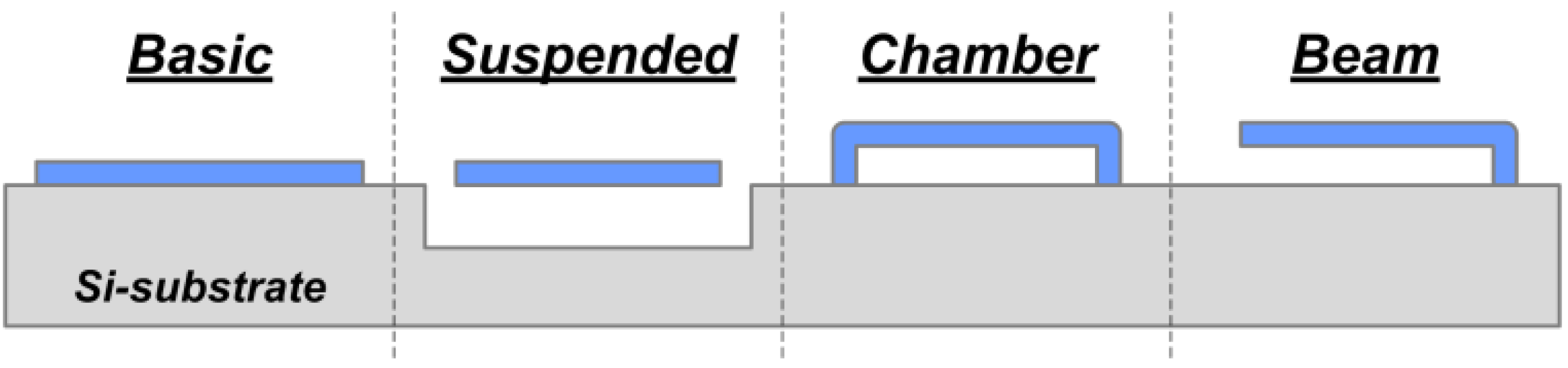
2.1. Structure Compatibility Design
2.2. Material Compatibility Design
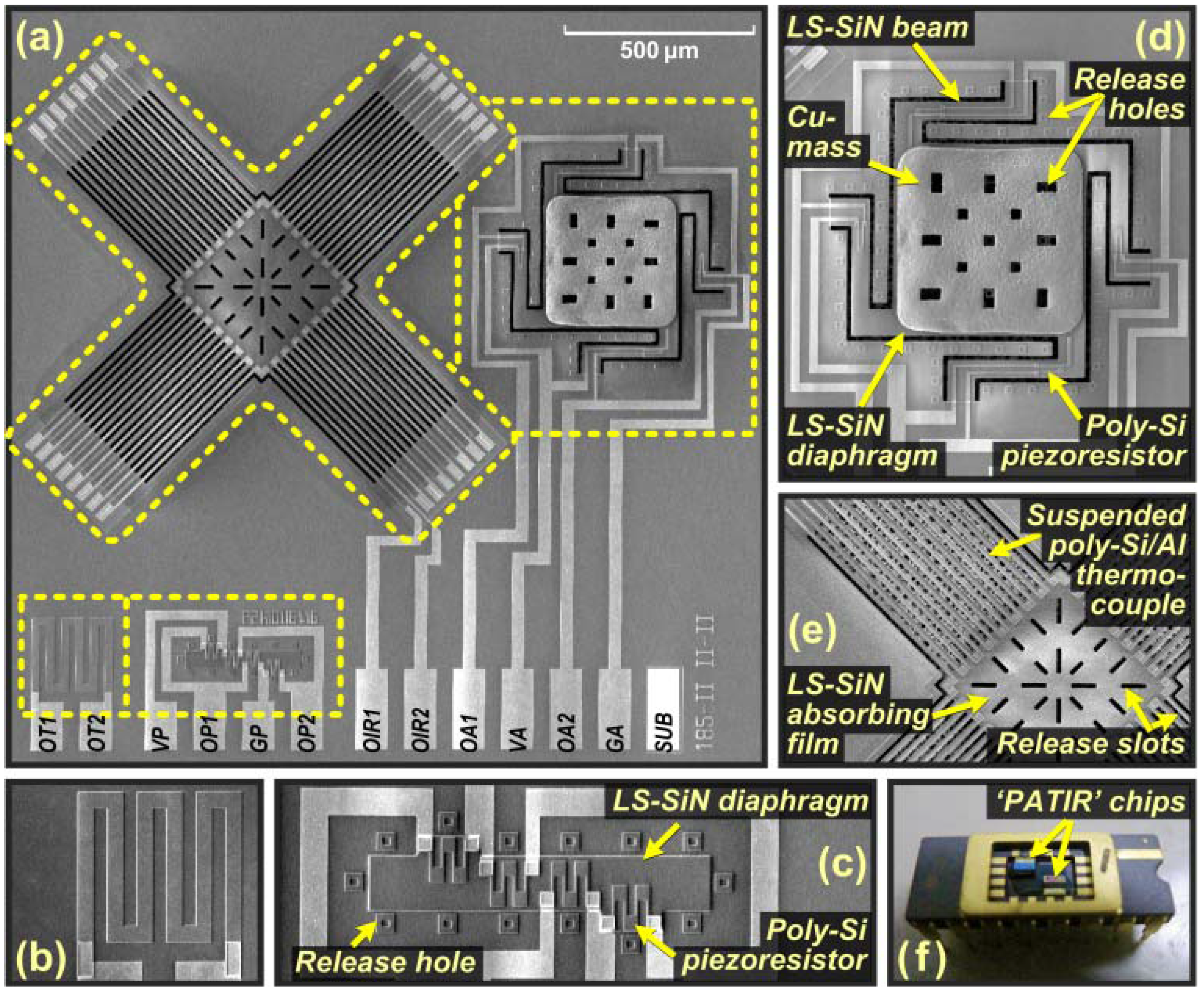
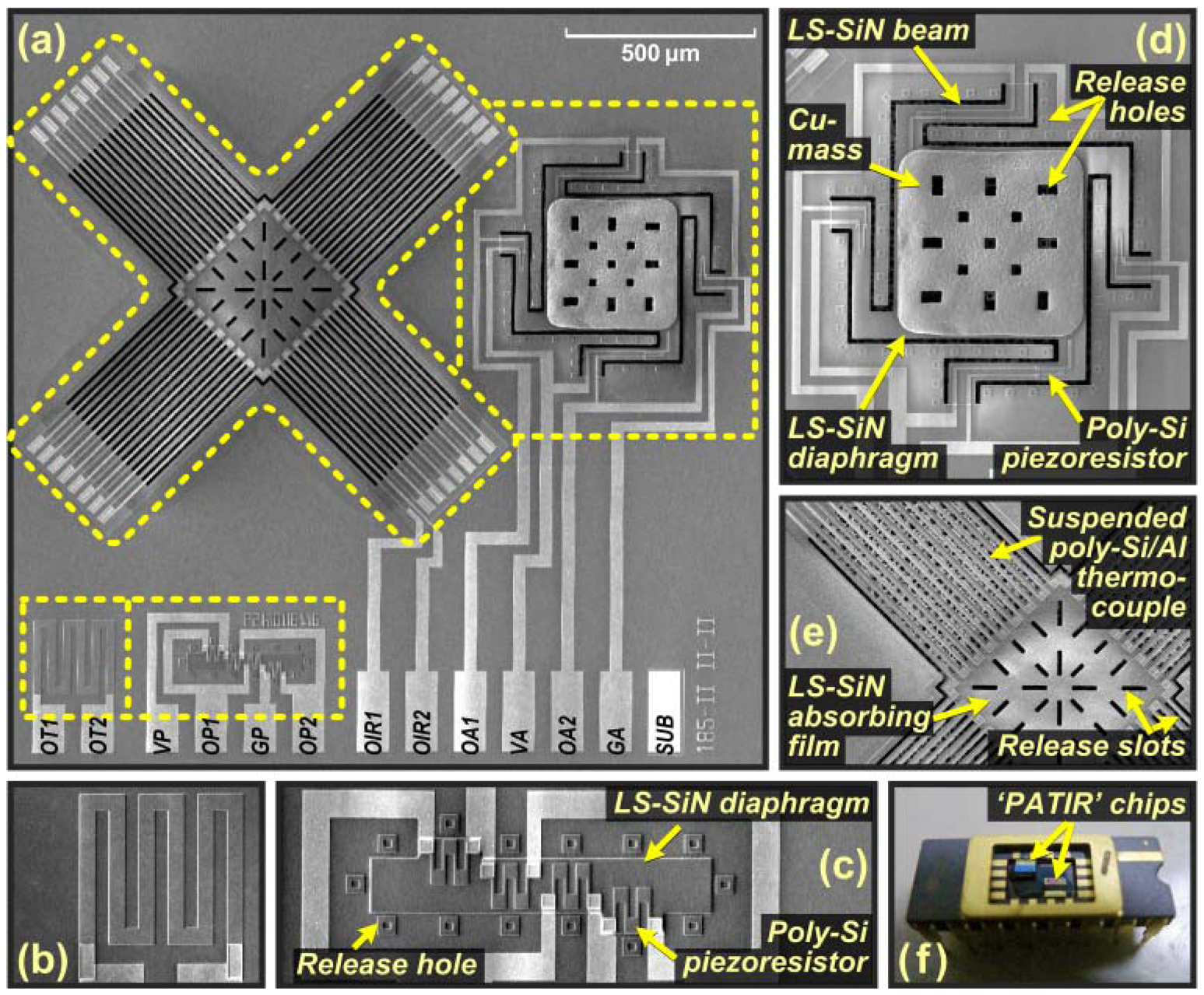
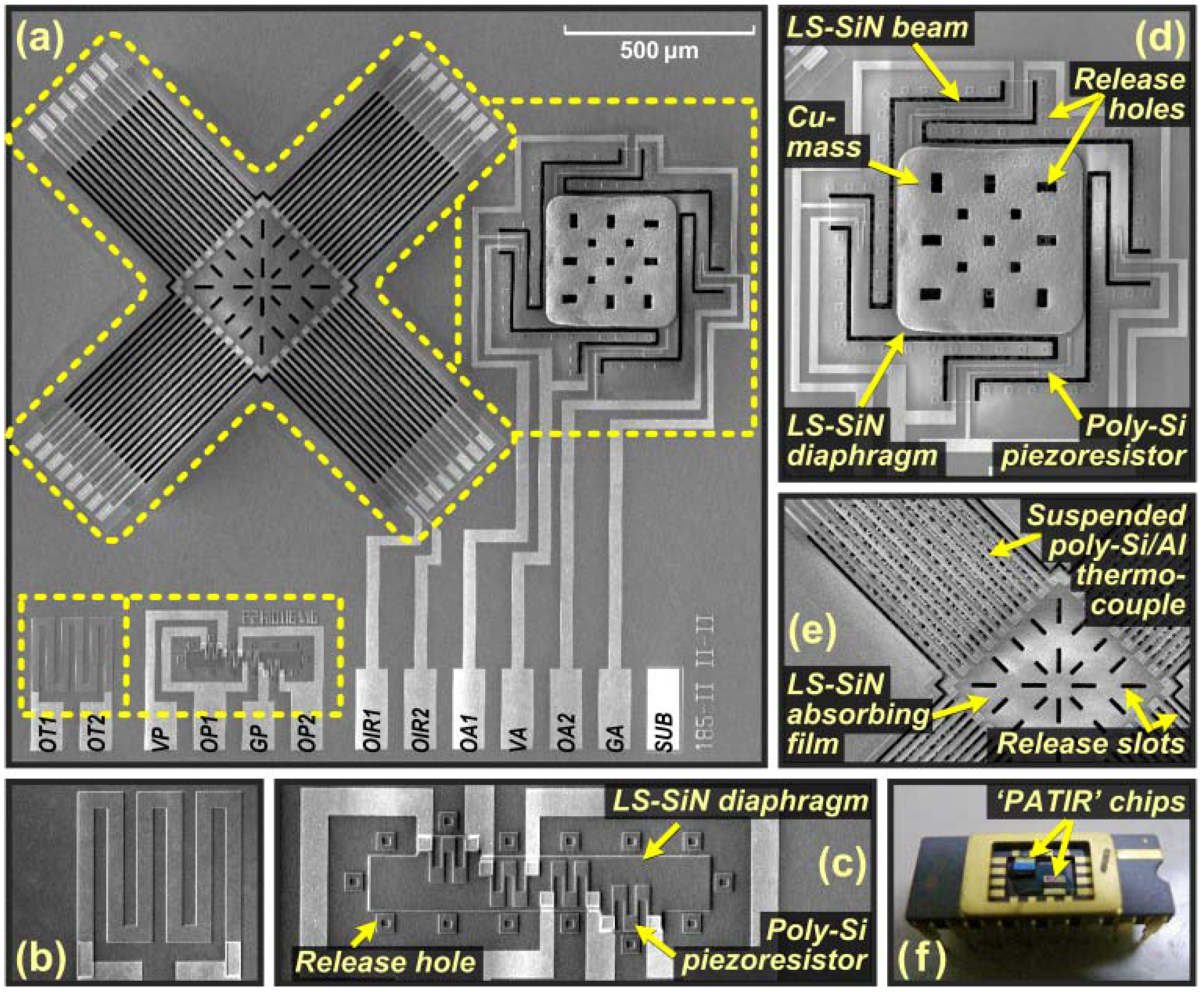
2.3. Design/Fabrication Module Demonstration: PATIR Sensor
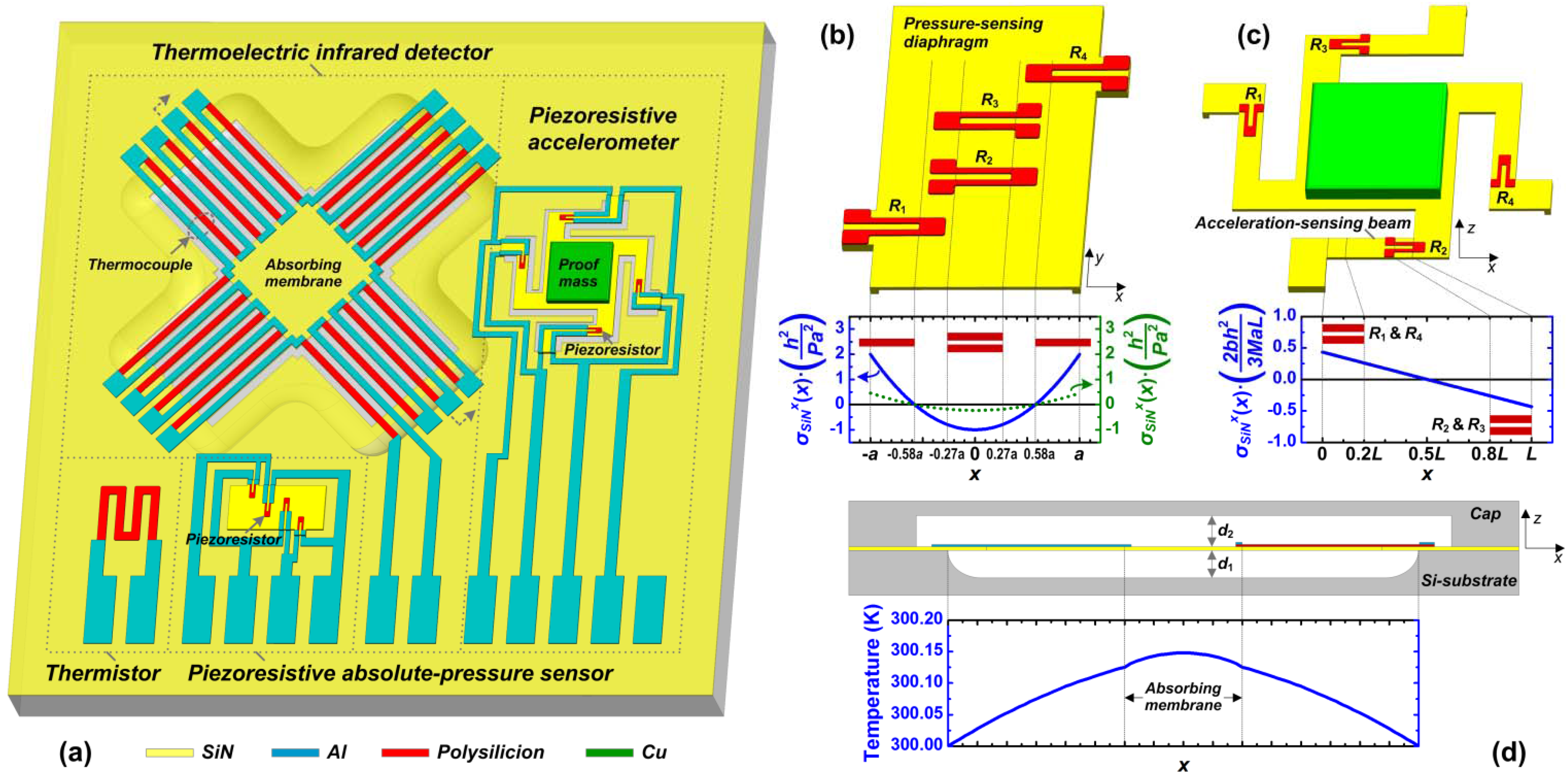
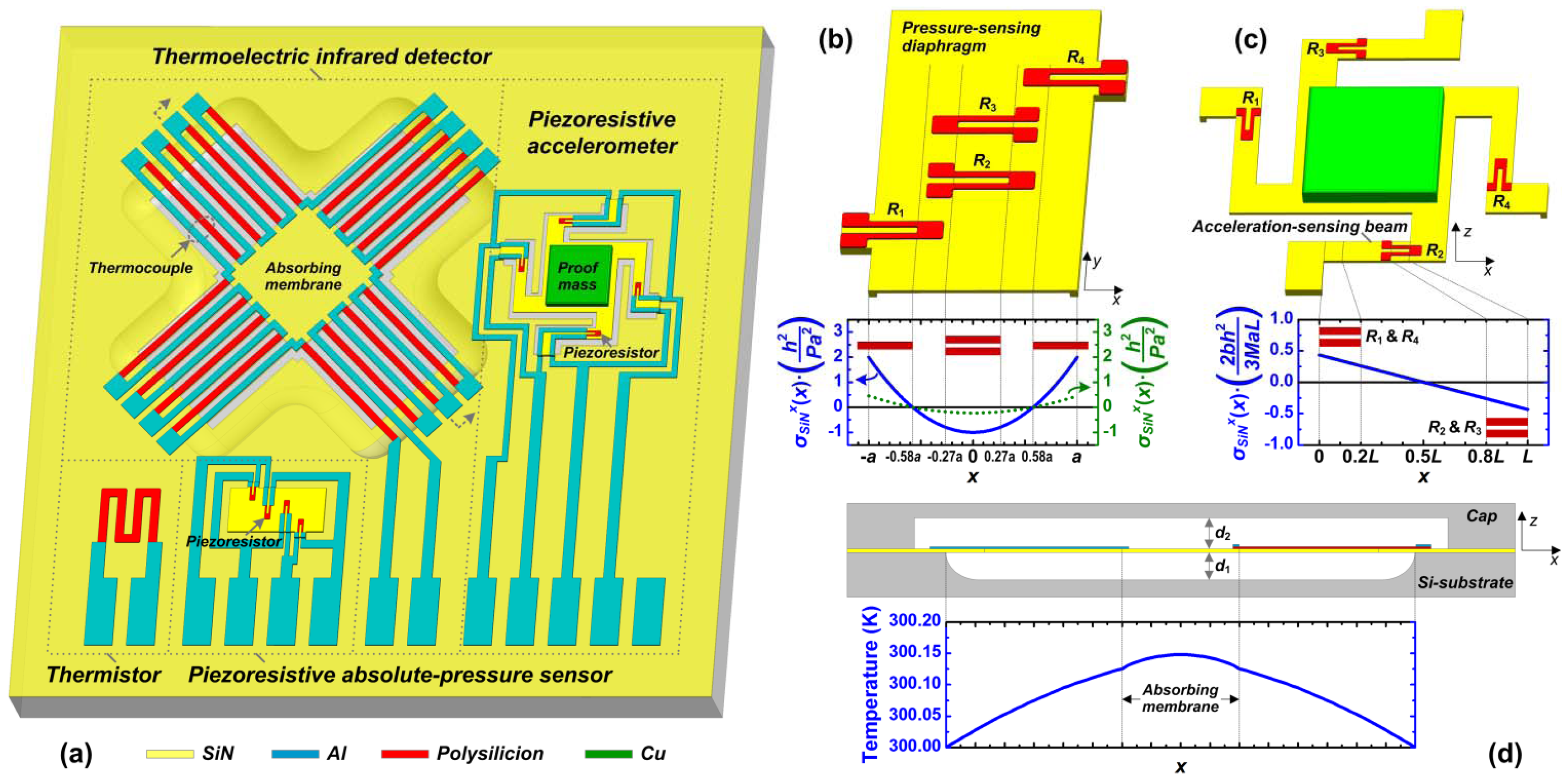
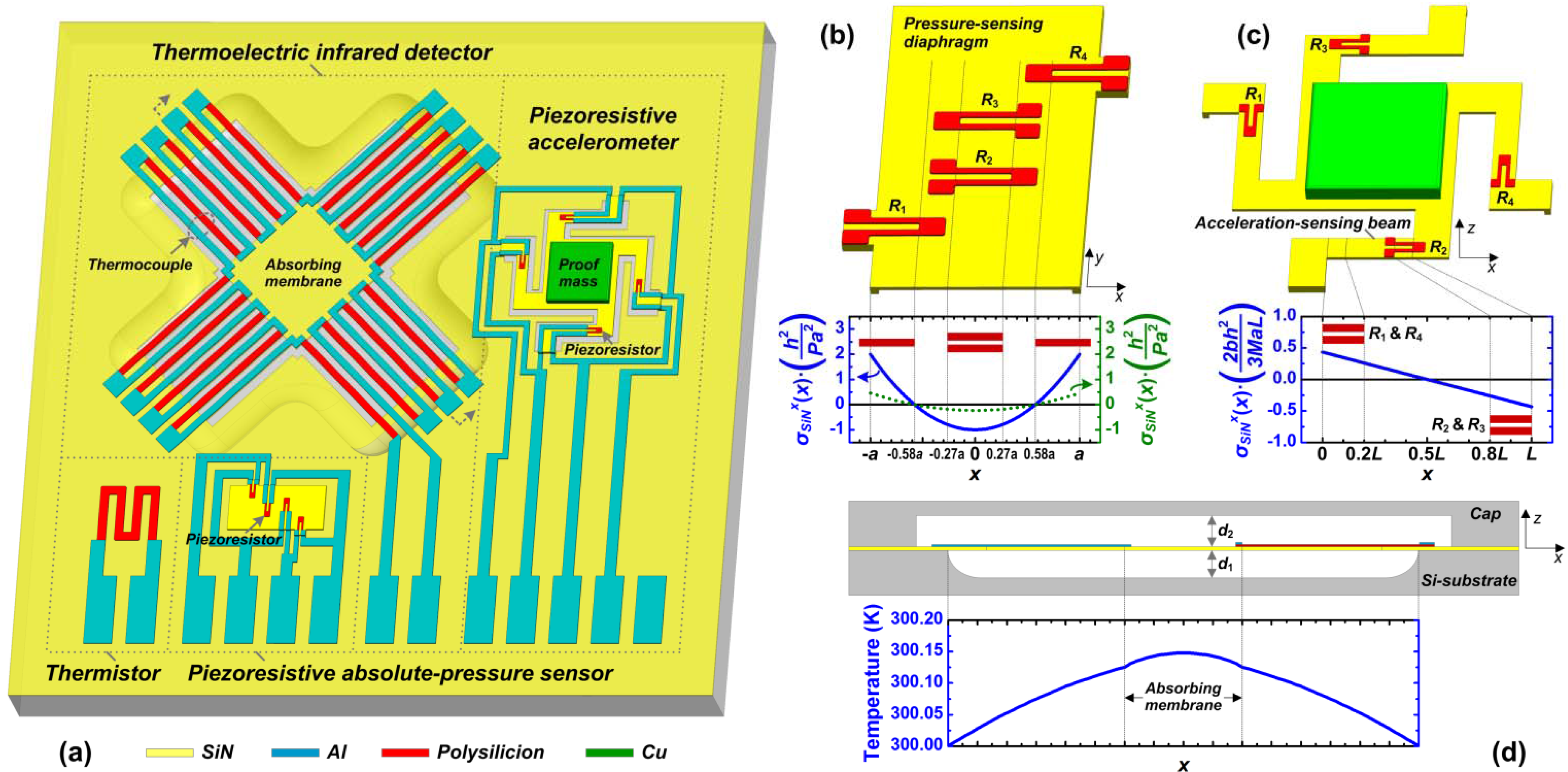
3. Composite Sensor Design
3.1. Piezoresistive Absolute-Pressure Sensor
3.2. Piezoresistive Accelerometer
3.3. Thermoelectric Infrared Detector
3.4. Thermistor
4. Microfabrication Technique
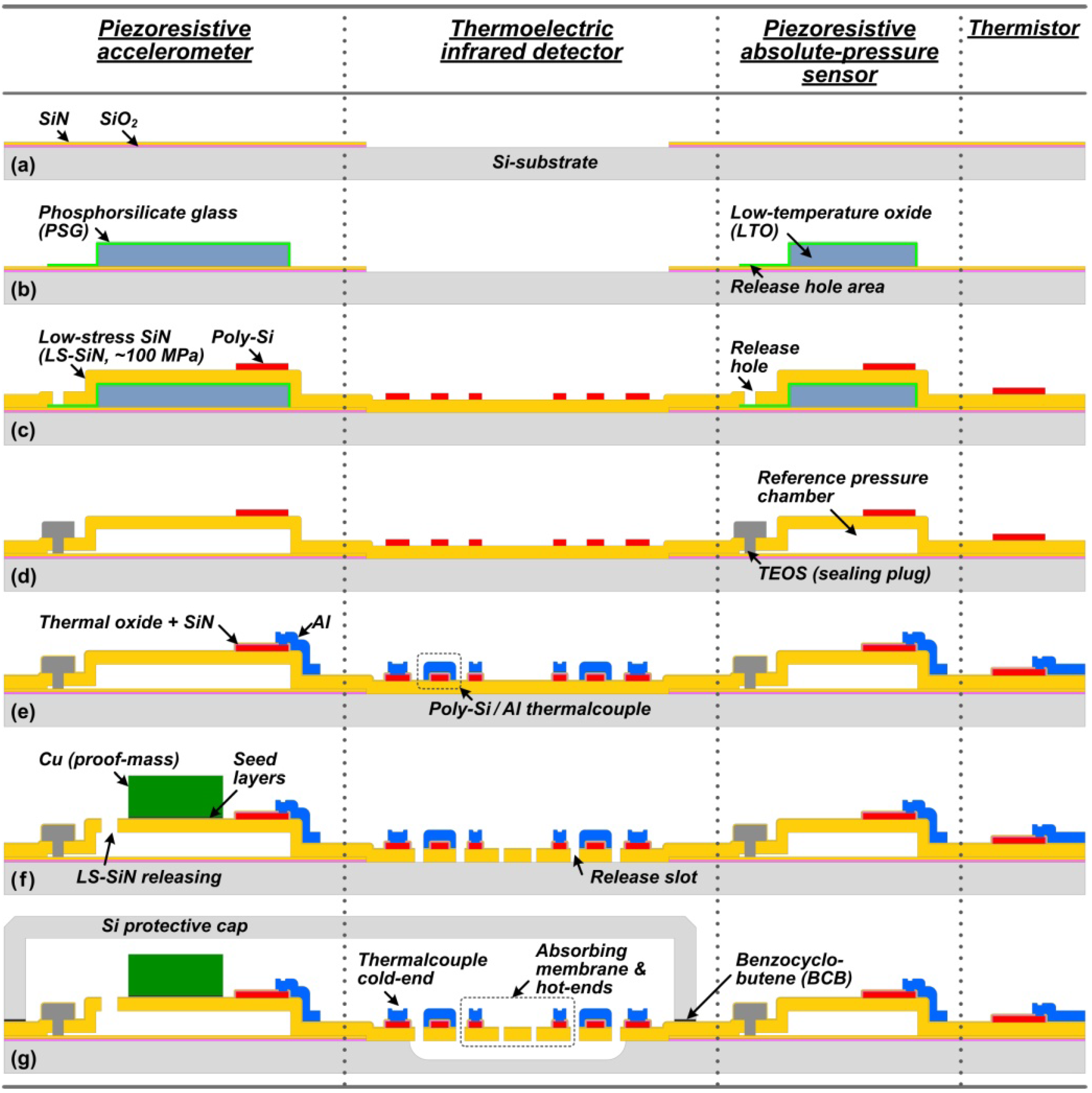
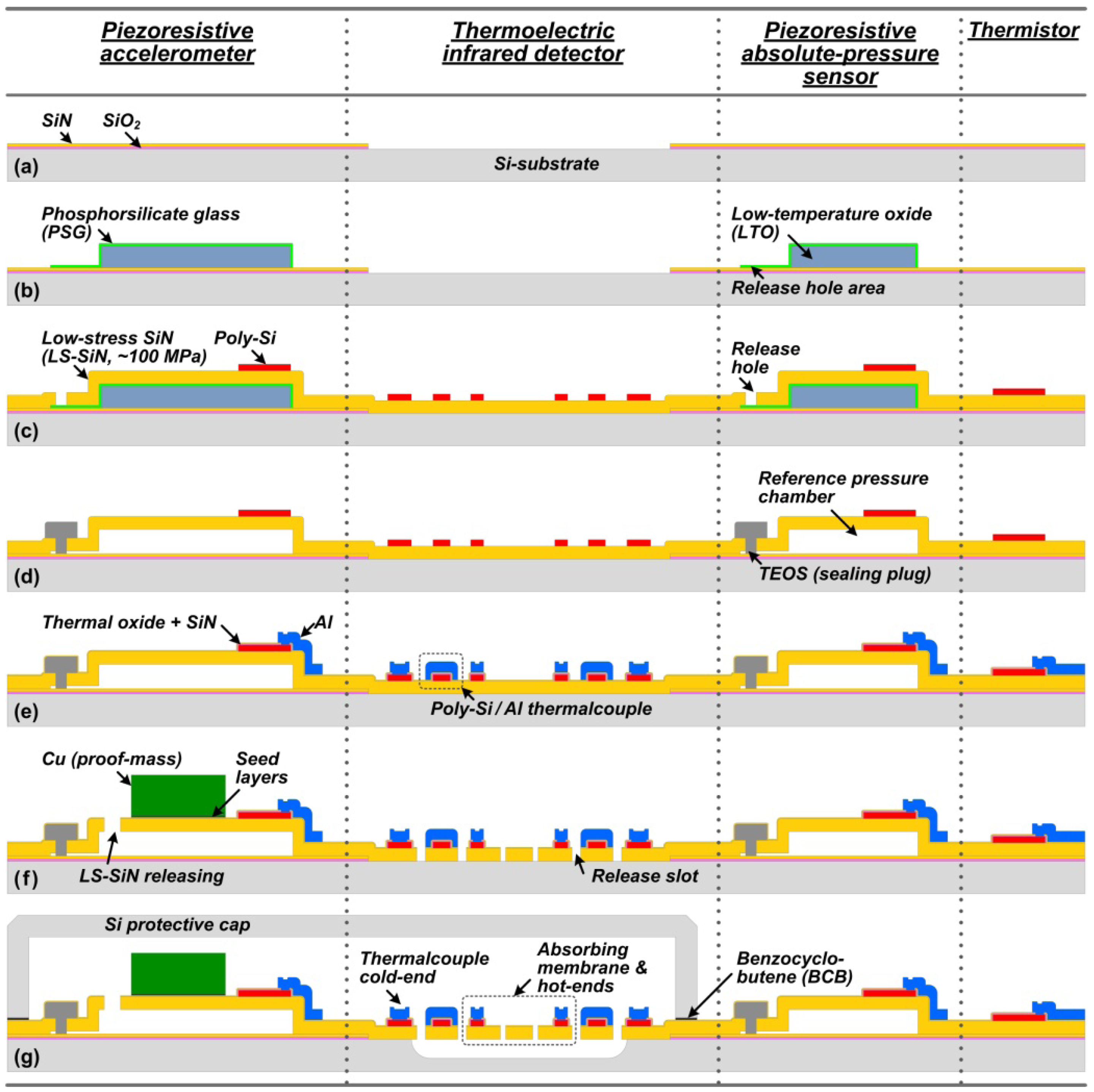
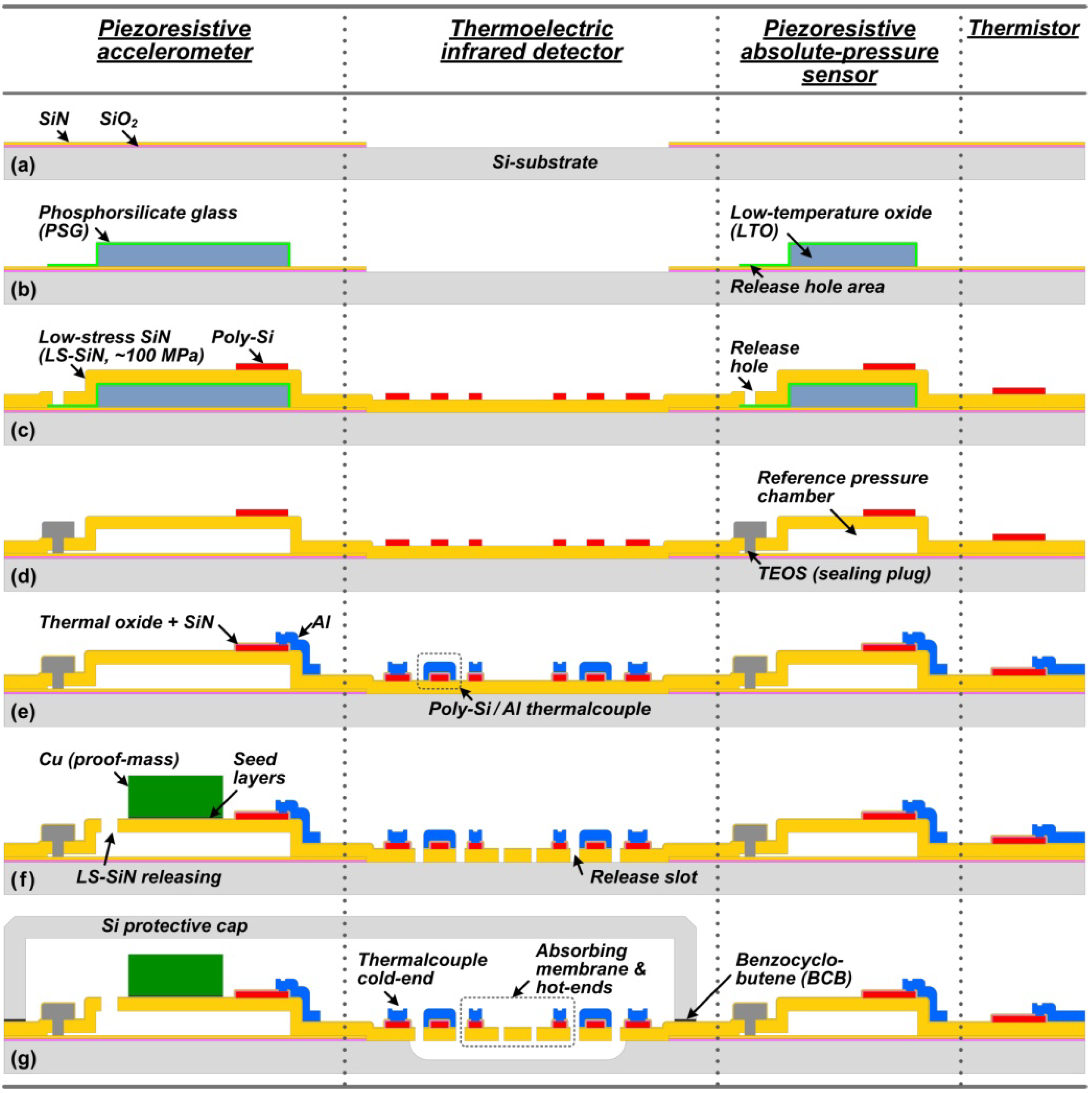
- The fabrication process starts from a conventional 4 inches (100) Si-wafer (0–10 Ω·cm). The substrate is firstly doped by boron iron (B+) implantation, with energy of 80 keV and dose of 8 × 1015 cm−2. The doping is to turn the substrate into a very conductive electrode for the accelerometer's self-test function (see Section 5.2). Then the substrate is annealed in an O2 atmosphere at 1,100 °C for 65 min, to activate the impurity doping and simultaneously obtain a 0.5 μm thick thermal oxide layer. Next, a 0.5 μm thick low stress SiN film is deposited by low pressure chemical vapor deposition (LPCVD). The as-fabricated SiO2/SiN films act as electrical insulating layer for the pressure sensor, accelerometer and thermistor. At the infrared detector part, the SiO2/SiN films are removed by reactive ion etching (RIE), to reduce the thickness of the ultimate absorbing membrane.
- A 2 μm thick low temperature oxide (LTO) and a 0.25 μm thick phosphor silicate glass (PSG) are deposited by LPCVD and patterned in turn. The PSG/LTO layers serve as the sacrificial structures for the pressure sensor and accelerometer. The LTO defines the gap between the function layer and the substrate. The PSG layer covering LTO is to fasten the lateral etching speed, in which the phosphorous content determines the etching rate. The lateral release holes are only composed of PSG for easy sealing in later process.
- A 1.2 μm thick LS-SiN is deposited by LPCVD at 875 °C. This multifunctional layer serves as force-sensing diaphragm/beam in the pressure sensor and accelerometer, as well as the absorbing membrane in the infrared detector. By adjusting the flow rates of gases, the silicon-rich SiN film is tuned to reach a low residual tensile-stress of about 100 MPa, measured by a laser scanning profilemeter. A too high residual stress would degrade the sensitivity of pressure sensor and accelerometer. On the other hand, the stress should not be too low for mechanical and chemical stability. Then a 0.8 μm thick fine-grained poly-Si is deposited by LPCVD at 620 °C, followed by B+ implantation (80 keV, 8 × 1015 cm−2). The poly-Si layer is then patterned to form the piezoresistors, the thermocouple part and the thermistor. Next, the 1.2 μm thick LS-SiN film is patterned by RIE for the first time to open the release holes for sacrificial-layer etching.
- The sacrificial LTO layer is removed by 40% HF for 8–10 min. The etching progress can be inspected under a microscope via the transparent SiN diaphragm. Though HF has a high etching selectivity between LTO and LS-SiN of over 100:1, the distribution of release holes is carefully designed to realize a uniform etching inside the complex structures. Then 1.4 μm thick tetraethyl orthosilicate (TEOS) is deposited by LPCVD, and patterned by buffered oxide etch (BOE) to seal the release holes. The reasons for choosing TEOS as the sealing plugs include: (1) the TEOS provides an excellent conformal coverage at the step of release holes, (2) the low vacuum during TEOS deposition (50 Pa at 720 °C) vacuums the pressure sensor's reference chamber simultaneously [23]. As the wafer is cooled down to room temperature (25 °C), the reference pressure is further lowered to about 15 Pa (100 mtorr).
- By annealing in O2 atmosphere at 1,100 °C for 1 h, a uniform ion distribution is obtained in poly-Si resistors with the sheet resistance of 100 Ω/sq. Simultaneously, 0.4 μm thick thermal oxide is obtained outside the poly-Si. Then a 0.2 μm thick LS-SiN is deposited by LPCVD. The “oxide + SiN” layers are utilized as dual protection on the poly-Si structures in the following bulk-Si etching. Next, the contact holes are opened by RIE. A 0.6 μm thick Al layer is sputtered and patterned. This Al layer serves as the interconnection and the thermocouple part for the infrared detector. At this step, the processes on pressure sensor and thermistor are completed.
- A seed layer of 0.05 μm thick Ti/W and 0.3 μm thick Cu is sputtered, followed by a 10 μm thick Cu electroplating for the proof-mass of the accelerometer. Then the seed layer is removed by ammonium persulfate (APS). The Cu-mass also acts as an electrode for the accelerometer's self-test function (see Section 5.2) by contacting with one Al pad. Then the LS-SiN is patterned by RIE for the second time to release the proof-mass and SiN suspending beams, and then the fabrication of the accelerometer is completed. Meanwhile, the release slots for the infrared detector are opened.
- After the above surface-micromachining steps, a bulk-micromachining is utilized to remove the Si-substrate beneath the infrared detector's absorbing membrane and thermocouples, for thermal insulation. The bulk-Si is then etched by XeF2 isotropic dry etching process, with XeF2 of 2 torr, N2 of 60 torr, each cycle of 20 s for 800 cycles in total. The etching depth is about 50 μm. Then the infrared detector is finished at this step. The XeF2 etches SiN and SiO2 much slower than bulk-Si, with the selectivity of over 1:200 and 1:1,000, respectively. Thus the fabricated “0.4 μm thick oxide + 0.2 μm thick SiN” layers from (e) protect the poly-Si strips very well. Finally, a cap-wafer with RIE-processed cavities are fabricated, coated by 2 μm thick benzocyclobutene (BCB) and bonded to the sensor wafer. This wafer-level prepackaging secures the accelerometer and infrared detectors during the following saw-dicing process. The pressure sensor and the thermistor are laid outside of the cap wafer.
5. Results
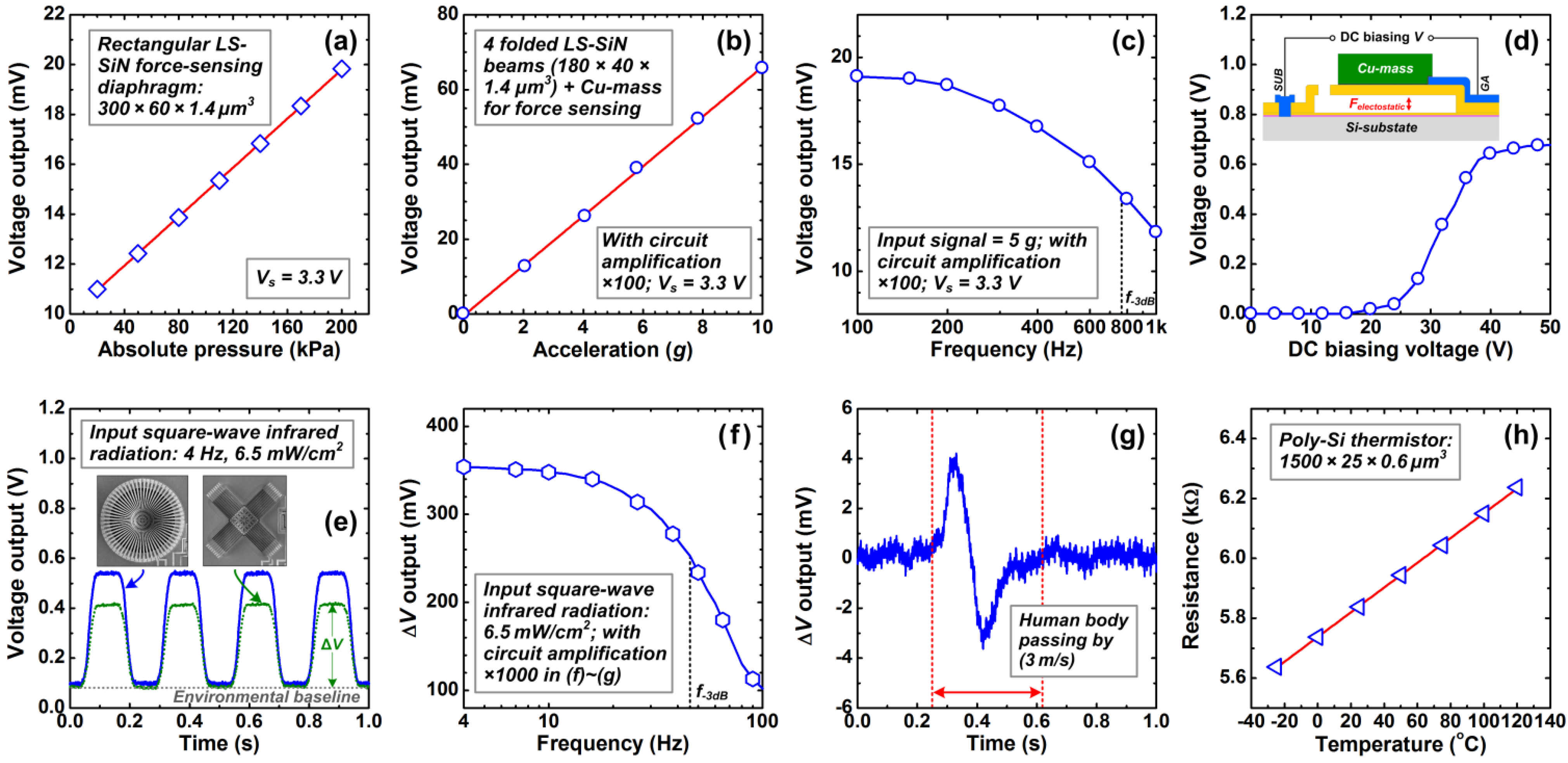
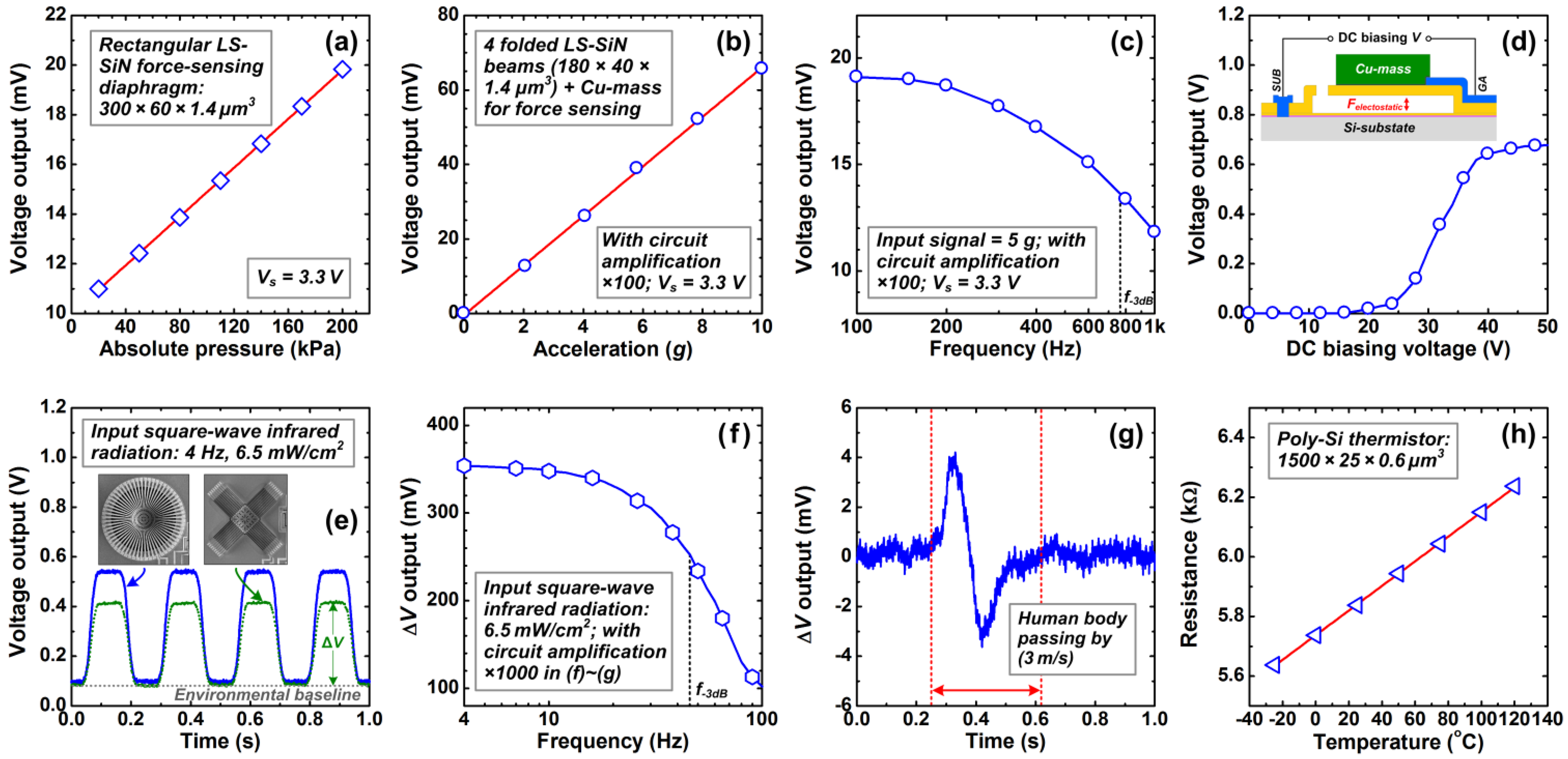
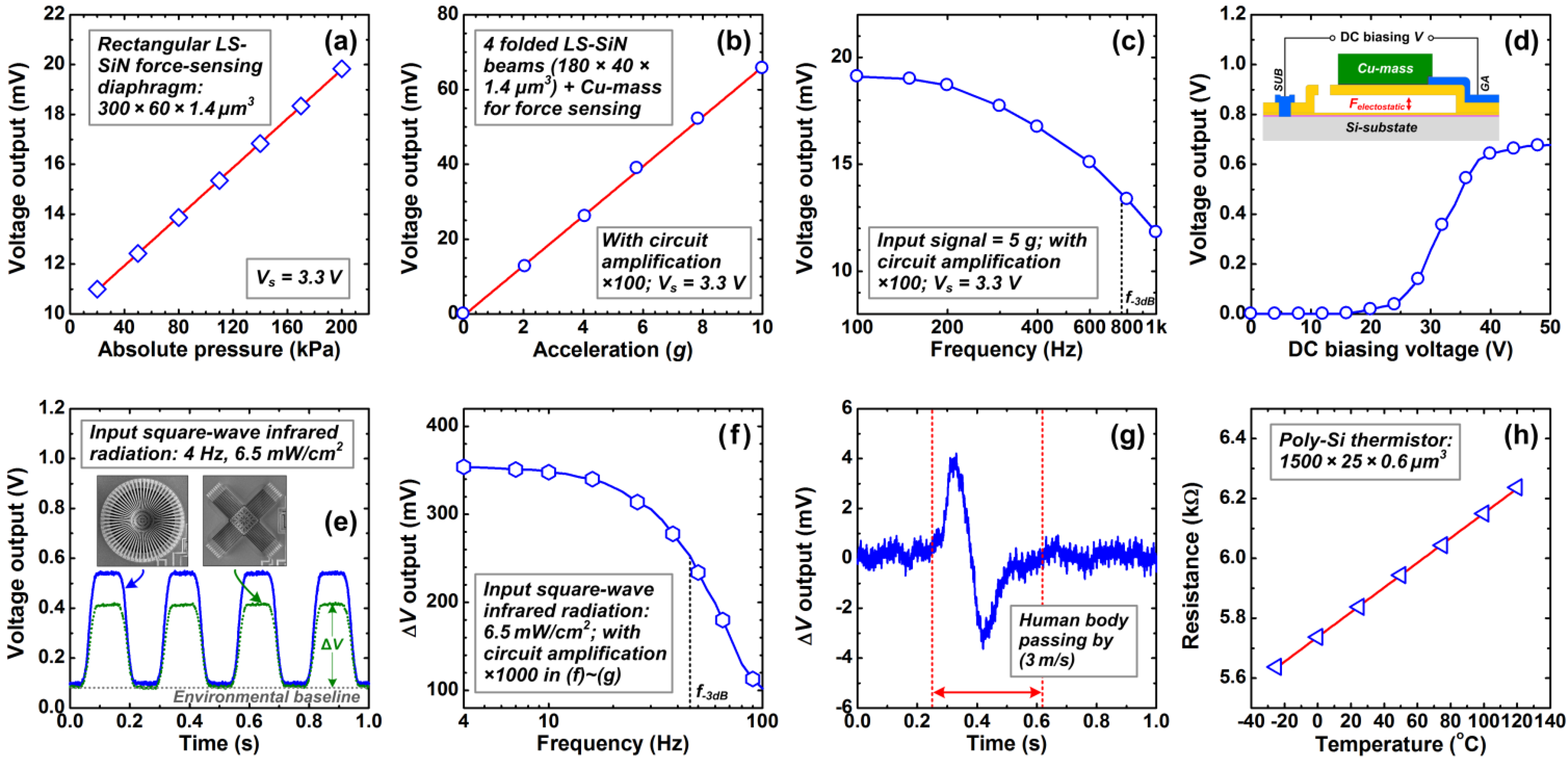
5.1. Pressure sensor
5.2. Accelerometer
5.3. Infrared Detector
5.4. Thermistor
5.5. Comparison with Reported Composite Sensors
6. Conclusions
Supplementary Material
sensors-13-01085-s001.pdfAcknowledgments
References
- Hagit, M.; Artem, Z.; Pinhas, A. Environmental monitoring by wireless communication networks. Science 2006, 312, 713. [Google Scholar]
- Culler, D.E.; Mulder, H. Smart sensors to network the world. Sci. Am. 2004, 290, 53–59. [Google Scholar]
- Gershenfeld, N.; Krikorian, R.; Cohen, D. The internet of things. Sci. Am. 2004, 291, 76–81. [Google Scholar]
- Xia, F. QoS challenges and opportunities in wireless sensor/actuator networks. Sensors 2008, 8, 1099–1110. [Google Scholar]
- Tubaishat, M. Sensor networks: An overview. IEEE Potentials 2003, 22, 20–23. [Google Scholar]
- Zheng, J.; Jamalipour, A. Wireless Sensor Networks: A Networking Perspective; Wiley: Hoboken, NJ, USA, 2009; pp. 229–238. [Google Scholar]
- Benini, L.; Farella, E.; Guiducci, C. Wireless sensor networks: Enabling technology for ambient intelligence. Microelectron. J. 2006, 37, 1639–1649. [Google Scholar]
- Min, J.; Park, S.; Yun, C.B.; Song, B. Development of a low-cost multifunctional wireless impedance sensor node. Smart Struct. Syst. 2010, 6, 689–709. [Google Scholar]
- Hagleitner, C.; Hierlemann, A.; Lange, D.; Kummer, A.; Kerness, N.; Brand, O.; Baltes, H. Smart single-chip gas sensor microsystem. Nature 2001, 414, 293–296. [Google Scholar]
- Boisen, A.; Thaysen, J.; Jensenius, H.; Hansen, O. Environmental sensors based on micromachined cantilevers with integrated read-out. Ultramicroscopy 2000, 82, 11–16. [Google Scholar]
- Lee, C.Y.; Lee, G.B. Micromachine-based humidity sensors with integrated temperature sensors for signal drift compensation. J. Micromech. Microeng. 2003, 13, 620–627. [Google Scholar]
- TPM Sensor SP30T Final Datasheet V1.0. Available online: http://www.silica.com/fileadmin/02_Products/Productdetails/Infineon/IFX_SP30T_DS.pdf (accessed on 23 November 2012).
- Roozeboom, C.L.; Sim, J.Y.; Wickeraad, D.; Dura, B.; Smith, W.S.; Hopcroft, M.A.; Hartwell, P.G.; Williams, R.S.; Pruitt, B.L. Multi-Functional Integrated Sensors for the Environment. Proceedings of the IEEE International Conference MEMS, Paris, France, 29 January–2 February 2012; pp. 144–147.
- Hirata, M.; Suzuki, K.; Tanigawa, H. Silicon diaphragm pressure sensors fabricated by anodic oxidation etch-stop. Sens. Actuators B Chem. 1988, 13, 63–70. [Google Scholar]
- Lin, L.; Yun, W. Design, optimization and fabrication of surface micro-machined pressure sensors. Mechatronics 1998, 8, 505–520. [Google Scholar]
- Kalvesten, E.; Smith, L.; Tenerz, L.; Stemme, G. The First Surface Micromachined Pressure Sensor for Cardiovascular Pressure Measurements. Proceedings of the IEEE International Conference MEMS, Heidelberg, Germany, 25–29 January 1998; pp. 574–579.
- Bao, M. Analysis and Design Principles of MEMS Devices; Elsevier: Amsterdam, The Netherlands, 2005; pp. 52–99. [Google Scholar]
- Sharpe, W. Mechanical Properties of MEMS Materials. The MEMS Handbook; CRC: Boca Raton, FL, USA, 2001. [Google Scholar]
- Lin, L.; Chu, H.; Lu, Y. A Simulation program for the sensitivity and linearity of piezoresistive pressure sensors. J. Microelectromech. Syst. 1999, 8, 514–522. [Google Scholar]
- Escriba, C.; Campo, E.; Estève, D.; Fourniols, J.Y. Complete analytical modeling and analysis of micromachined thermoelectric uncooled ir sensors. Sens. Actuator. A Phys. 2005, 120, 267–276. [Google Scholar]
- Meijer, G.; Herwaarden, S. Thermal Sensors; Institute of Physics Publishing: London, UK, 1994; p. 288. [Google Scholar]
- Du, C.H.; Lee, C. Characterization of thermopile based on complementary-metal-oxide-semiconductor (CMOS) materials and post CMOS micromachining. Jpn. J. Appl. Phys. 2002, 41, 4340–4345. [Google Scholar]
- Wang, Q.; Li, X.; Li, T.; Bao, M.; Zhou, W. On-chip integration of acceleration, pressure, and temperature composite sensor with a single sided micromachining technique. J. Microelectromech. Syst. 2011, 20, 42–52. [Google Scholar]
- Xu, D.; Xiong, B.; Wang, Y.; Liu, M.; Li, T. Integrated micromachined thermopile IR detectors with an XeF2 dry-etching process. J. Micromech. Microeng. 2009, 19. [Google Scholar] [CrossRef]
- Wei, C.; Zhou, W.; Wang, Q.; Li, X. Monolithic Pressure + Acceleration Sensor with Self-Test Function for Reliable & Low-Cost Tire-Pressure-Monitoring-System (TPMS) Applications. Proceedings of the Transducers, Beijing, China, 5–9 June 2011; pp. 1006–1009.
- Wang, J.; Xia, X.; Li, X. Monolithic integration of pressure plus acceleration composite TPMS sensors with a single-sided micromachining technology. J. Microelectromech. Syst. 2012, 21, 284–293. [Google Scholar]
- Xu, J.; Zhao, Y.; Jiang, Z.; Sun, J. A Monolithic silicon multi-sensor for measuring three-axis acceleration, pressure and temperature. J. Mech. Sci. Tech. 2008, 22, 731–739. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Diaphragm thickness h (μm) | 1.4 |
| Diaphragm width 2a (μm) | 60 |
| Diaphragm length 2b (μm) | 360 |
| Piezoresistor thickness (μm) | 0.6 |
| Number of piezoresistor's longitudinal parts | 4 |
| Longitudinal part length (μm) | 16 |
| Longitudinal part width (μm) | 4 |
| Turning part size (μm) | 16 |
| Resistance (kΩ) | 2 |
| Young's modulus of SiN ESiN (GPa) | 224 [18] |
| Young's modulus of poly-Si ESi (GPa) | 160 [18] |
| Poisson's ratio of SiN νSiN | 0.23 [18] |
| Poisson's ratio of poly-Si νSi | 0.23 [18] |
| Longitudinal piezoresistive coefficient of poly-Si πL (10−10 Pa−1) | 1.56 [19] |
| Transverse piezoresistive coefficient of poly-Si πT (10−10 Pa−1) | −0.44 [19] |
| Parameter | Value |
|---|---|
| Beam thickness h (μm) | 1.4 |
| Beam width b (μm) | 40 |
| Beam length L (μm) | 180 |
| Piezoresistor thickness (μm) | 0.6 |
| Number of piezoresistor's longitudinal parts | 2 |
| Longitudinal part length (μm) | 36 |
| Longitudinal part width (μm) | 4 |
| Turning part size (μm) | 14 |
| Resistance (kΩ) | 2 |
| Proof-mass M (ng) | 12 |
| Parameter | Value |
|---|---|
| Absorbing membrane thickness (μm) | 1.4 |
| Absorbing membrane area A (mm2) | 0.16 (square), 0.13 (circular) |
| Poly-Si thickness t1 (μm) | 0.6 |
| Al thickness t2 (μm) | 0.8 |
| Dielectric thickness t3 (μm) | 1.2 |
| Air gap d1,2 (μm) | 50 |
| Number of thermocouples | 32 (square), 60 (circular) |
| Thermocouple length l1,2 (μm) | 600 (square), 520 (circular) |
| Thermocouple width w1,2 (μm) | 8 (square), 22 (circular, averaged) |
| Resistance (kΩ) | 240 (square), 140 (circular) |
| Thermal conductivity of SiN (W·m−1·K−1) | 15 [21] |
| Thermal conductivity of poly-Si (W·m−1·K−1) | 29 [21] |
| Thermal conductivity of Al (W·m−1·K−1) | 238 [21] |
| Thermal conductivity of Air (W·m−1·K−1) | 0.083 [22] |
| Sensor | Size (mm × mm) | Number of function | Process | Sensitivity of pressure sensor (mV/MPa) * | Sensitivity of accelerometer (μV/g) * | Detectivity of infrared detector (cm·Hz1/2/W) | Sensitivity of thermistor (Ω/°C) |
|---|---|---|---|---|---|---|---|
| This work | 2.5 × 2.5 | 4 | (100) wafer, single-sided | 49 | 66 | 3.6 × 107 | 4.1 |
| [24] | 3.0 × 3.0 | 1 † | (100) wafer, single-sided | — | — | 4.5 × 107 | — |
| [25] | 1.6 × 1.6 | 2 | (100) wafer, single-sided | 80 | 30 | — | — |
| [26] | 2.5 × 2.5 | 2 | (111) wafer, single-sided | 108 | 100 | — | — |
| [27] | 4.0 × 6.0 | 3 | SOI wafer, double-sided | 66 | 46 | — | 5.6 |
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Ni, Z.; Yang, C.; Xu, D.; Zhou, H.; Zhou, W.; Li, T.; Xiong, B.; Li, X. Monolithic Composite “Pressure + Acceleration + Temperature + Infrared” Sensor Using a Versatile Single-Sided “SiN/Poly-Si/Al” Process-Module. Sensors 2013, 13, 1085-1101. https://doi.org/10.3390/s130101085
Ni Z, Yang C, Xu D, Zhou H, Zhou W, Li T, Xiong B, Li X. Monolithic Composite “Pressure + Acceleration + Temperature + Infrared” Sensor Using a Versatile Single-Sided “SiN/Poly-Si/Al” Process-Module. Sensors. 2013; 13(1):1085-1101. https://doi.org/10.3390/s130101085
Chicago/Turabian StyleNi, Zao, Chen Yang, Dehui Xu, Hong Zhou, Wei Zhou, Tie Li, Bin Xiong, and Xinxin Li. 2013. "Monolithic Composite “Pressure + Acceleration + Temperature + Infrared” Sensor Using a Versatile Single-Sided “SiN/Poly-Si/Al” Process-Module" Sensors 13, no. 1: 1085-1101. https://doi.org/10.3390/s130101085
APA StyleNi, Z., Yang, C., Xu, D., Zhou, H., Zhou, W., Li, T., Xiong, B., & Li, X. (2013). Monolithic Composite “Pressure + Acceleration + Temperature + Infrared” Sensor Using a Versatile Single-Sided “SiN/Poly-Si/Al” Process-Module. Sensors, 13(1), 1085-1101. https://doi.org/10.3390/s130101085