
Sugar Extraction from Secondary Agricultural Waste Biomass Using Hydrothermal Carbonization and Direct Contact Membrane Distillation

Chemical Engineering Department, Louisiana Tech University, Ruston, LA 71272, USA
*
Author to whom correspondence should be addressed.
Biomass 2023, 3(4), 323-335; https://doi.org/10.3390/biomass3040020
Submission received: 15 July 2023
/
Revised: 2 September 2023
/
Accepted: 12 September 2023
/
Published: 7 October 2023
(This article belongs to the Special Issue Hydrothermal Treatment in Biomass)
Abstract
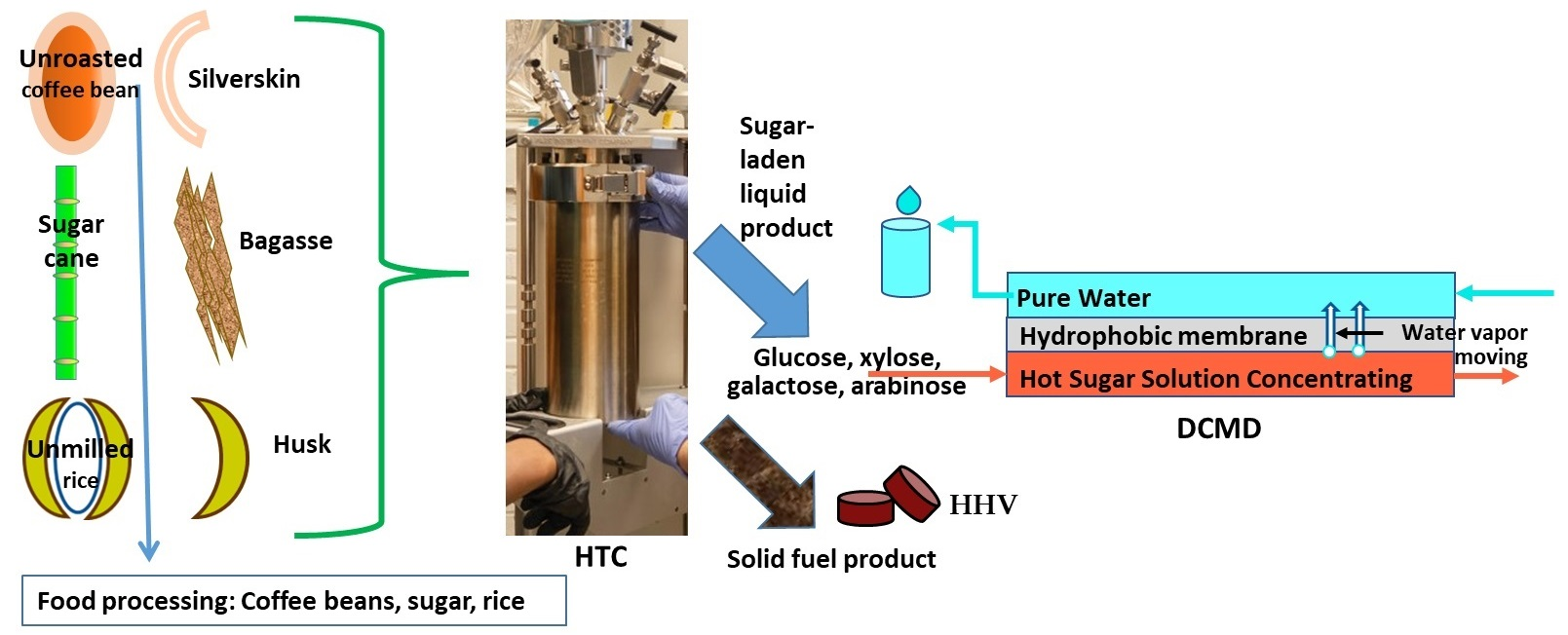
:Sustainable and renewable sources of liquid and solid fuels are essential to prevent fossil fuel use from damaging the environment. Secondary agricultural residues, which are already transported to food processing centers, have great potential to be converted into biofuels. The wastes from coffee roasting, sugar production, and rice milling have been investigated using hydrothermal carbonization (HTC) to produce aqueous products containing monosaccharides alongside solid biofuels. These sugar-laden liquid products were characterized after pretreating coffee silverskins, sugarcane bagasse, and rice husks with HTC. They were then concentrated using direct contact membrane distillation (DCMD), a low-energy process that can use waste heat from other biorefinery processes. The higher heating value of the solid products was also characterized by bomb calorimetry. The liquid products from HTC of these wastes from food production were found to contain varying concentrations of glucose, xylose, galactose, and arabinose. DCMD was capable of concentrating the liquid products up to three times their original concentrations. Little difference was found among the higher heating values of the solid products after 180 °C HTC pretreatment compared to 200 °C pretreatment. HTC of waste from food processing can provide solid biofuels and liquid products containing sugars that can be concentrated using DCMD.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
The agriculture systems of the world are a feat of human ingenuity and construction, with more growing every year; however, there is room for improvement in the realm of minimizing agricultural waste. The burning of fossil fuels has been a major driving factor for climate change, adding more carbon to the environment than natural processes can remove effectively. This has resulted in global temperatures 1.5 °C warmer than the 20th-century average of 13.9 °C and 1.06 °C warmer than pre-industrial temperatures [1]. Carbon-neutral fuels can mitigate some of these climate change effects. An alternative to traditional fossil fuels that emit carbon-positive emissions is using biomass discarded from food production to produce biofuels. Carbon dioxide emissions from biofuel use can be absorbed by the plants used in biofuel synthesis [2].
Biomass is the only renewable source of energy that can produce solid, liquid, and gaseous biofuels [3]. Biomass is primarily made up of lignin, cellulose, and hemicellulose. Lignin is a heterogeneous aromatic polymer comprised of three phenylpropanoid monomers (p-coumaryl alcohol, coniferyl alcohol, and sinapyl alcohol) linked by C–C or C–O bonds. It can interact with polysaccharides, like cellulose and hemicellulose [4,5]. Cellulose is a straight-chain polymer of glucose monomers, while hemicellulose is a branched polymer consisting of monomers such as glucose, xylose, galactose, mannose, and arabinose [6]. Biomass has many useful components for non-biofuel applications that can be isolated through various methods. The research conducted in this study focused on using hydrothermal carbonization (HTC). HTC is the process by which high-moisture content biomass is submerged in water and heated at temperatures ranging from 180 °C to 350 °C for 5–240 min while under pressure sufficient to maintain water in a liquid state [3]. HTC utilizes pyrolysis, dehydration, decarboxylation, polymerization, and aromatization to lower the oxygen and hydrogen content of the biomass solid residue [6]. The process encourages various reactions to loosen the components that bind the lignocellulosic structure together, causing the release of the cellulose and hemicellulose that are intertwined within [7]. Further, HTC reactions hydrolyze the cellulose to produce glucose and hemicellulose to produce its constituent hexoses and pentoses [8,9,10]. The solid HTC pretreated product can be pressed into pellets for use as a solid fuel [11,12,13].
Direct Contact Membrane Distillation (DCMD) is a thermally driven transport process that uses hydrophobic membranes to reduce the water content by having a difference in vapor pressure between the hot sample side and the cold distilled water side circulations [14,15,16]. This method is used as opposed to traditional distillation methods because it requires lower energy and can be run without vacuum, pressure, and added chemicals [17]. In comparison, multi-effect evaporation requires steam, mechanical vapor recompression requires a compression system, and reverse osmosis uses high pressure.
Food processing generates large quantities of waste that are collected in central processing facilities, meaning that they need not undergo energy-intensive transportation from fields. These waste biomass are commonly landfilled, polluting the environment both physically and when transported to the landfill. The focus of this project was to isolate and concentrate sugars from secondary agricultural residues for use in biofuel synthesis. Three biomasses chosen were coffee silverskins, sugarcane bagasse, and rice husks. These can be grown vertically and hydroponically in the hopes that they could be used one day for space exploration [18,19,20,21,22].
In 2016, the agricultural industry for coffee cultivation yielded over nine million tons of green coffee [23]. After the separation of the outer skin, pulp, pectic layer, and parchment layer, green coffee beans with the attached silverskins are shipped to companies worldwide for roasting. Roasting detaches the silverskins, which constitute 4.2% of the weight of coffee beans [23]. Coffee silverskins are, thus, a widely available biomass that can be found in centralized facilities, meaning they do not require separate transportation and can be used on-site.
Large amounts of the leftovers from sugar production from sugarcane, called bagasse, are available throughout the world [24,25,26]. The cane is shredded to break the fibrous stalks apart, bursting the cells that contain the sweet juice. Following this, the cane is crushed through a series of rollers, separating the juice from the leftover fibrous bagasse material. It has been reported that 176 million metric tons of sugar was produced worldwide in 2022–2023, meaning that roughly over 2000 million metric tons of bagasse was generated [27].
Rice husks or hulls are a highly available and underutilized resource. According to the International Rice Research Institute, more than half of the world’s population relies on rice for most or their entire calorie needs [28]. Approximately one-fifth of the world’s population depends on rice cultivation for their livelihood [29]. Since the hull or husk constitutes 20% of rice, vast quantities of rice hulls are disposed of as waste or burned in open fields, polluting the environment [30]. During 2019, rough rice production globally was 755 million metric tons, meaning that approximately 151 million metric tons of husks were available [31].
The focus of this research was to isolate and concentrate sugars from coffee silverskins, sugarcane bagasse, and rice husks. The use of both HTC on secondary agricultural residues, with subsequent DCMD performed on the aqueous product, has not been previously investigated. Studying this unresearched area may encourage this system’s use in future biorefineries.
2. Materials and Methods
2.1. Materials
Nylon membrane discs of pore size 0.45 µm were bought from Foxx Life Sciences (Salem, NH, USA). Rice husk (RH) wastes were harvested in Louisiana, and obtained through Falcon rice mill (Crowley, LA, USA). Sugarcane bagasse (SB) wastes were harvested in Louisiana, and obtained through Lula Westfield (Paincourtville, LA, USA). Coffee silverskins (CS) waste was donated from Orleans Coffee (Kenner, LA, USA). Compositions of these biomasses are available in the literature [11,32].
2.2. Hydrothermal Carbonization (HTC)
To extract sugars from the biomass, we performed HTC on the samples, serving to partially deconstruct the biomass, allowing for simpler separation of the sugars (in this case, in an aqueous solution) from the surrounding high-energy value solids. Using HTC, the cellulose and hemicelluloses can be separated from the lignin present in the biomass and divided into their constituent monosaccharides.
The various types of waste biomass samples were hydrothermally carbonized in a Parr pressure reactor (4848 bench-top reactor, Parr Instrument Company, Moline, IL, USA). The HTC process was used to study the high-temperature and pressure products from the agricultural wastes and to drive the lignin and sugar monomer separation. Biomass was prepared for the HTC process by grinding and sieving to approximately a 1 mm particle diameter. In these experiments, the ground biomass to deionized (DI) water mass ratio in the HTC vessel was 1:5, 1:10, or 1:15, depending on the biomass properties. After replicated HTC treatments at 180 or 200 °C for 5 min were performed, the waste biomass and the liquid with it were brought to room temperature through quenching (replicates means two). As described by Hoekman et al., the severity factors for this process would be 3.05 for 180 °C and 3.64 for 200 °C [33]. The products were a sugar solution and a solid lignin-rich byproduct. Approximately 95% of the liquid added was recovered as a sugar solution. Vacuum filtration was performed using a Buchner funnel to separate the solids from the sugar solution. Solid biomass was separated from the solution using a nylon filter (0.45 µm pore size) membrane. After filtration, the sugar solution was collected and stored at freezing temperatures (−18 to −15 °C). The solid waste was collected, dried at 105 °C for 24 h, and stored for further analysis.
2.3. High-Performance Liquid Chromatography (HPLC) Analysis
The concentrations of the different monosaccharides glucose (Glu), xylose (Xyl), galactose (Gal), and arabinose (Ara) in the HTC liquid products were quantified using an HPLC instrument (Dionex UltiMate WPS-3000 UHPLC+ Series, ThermoFisher Scientific, Waltham, MA, USA) equipped with a refractive index detector. Also from ThermoFisher Scientific, a reversed-phase HyperREZ XP Carbohydrate Ca2+ (300 mm × 7.7 mm) column with a particle size of 8 µm specification was used for this analysis. The column temperature was maintained at 80 °C, the injection volume was 20 µL, and a flow rate of 0.6 mL/min of DI water was used as the mobile phase. Calibration of the column for glucose, xylose, galactose, and arabinose was performed by running solutions of each monosaccharide at 5 different concentrations between 50 ppm and 13,000 ppm and forming linear calibration curves of R2 values of 0.96 or higher. HPLC samples were prepared using Simsii syringe filters of hydrophobic PTFE (diameter 13 mm and pore size 0.45 μm) (Simsii, Inc., 1268 Westridge Way NE, Issaquah, WA 98029, USA).
2.4. Direct Contact Membrane Distillation (DCMD)
Direct Contact Membrane Distillation (DCMD) operates on the principle of flux due to vapor pressure differences across a controlled surface area membrane, driven by the temperature difference of fluids. A bench-scale test cell DCMD (S/N: 24595, Sterlitech Corporation, Auburn, WA, USA) was used for this research study to measure crossflow membrane flux. The membrane used consisted of a laminated flat sheet polytetrafluoroethylene (PTFE) with spacers (Sepa CF Medium Foulant Spacer, PP 145 × 97 mm), having a surface coverage area of 0.014 m2. A peristaltic pump system (Masterflex L/S Easy-Load II 77200-50, Cole-Parmer Instrument Company, Vernon Hills, IL, USA) was used to achieve fluid flow across the membrane. The temperature difference between the streams was achieved using a hot water bath (VWR Scientific, model 1130A, Radnor, PA, USA) and a cold water bath with a digital temperature controller (model 9510, PolyScience, Niles, IL, USA). The water vapor from the HTC sugar solution feed passed through the hydrophobic PTFE membrane and then condensed on the distillate side, running for 2 h. Distilled water initially filling the cold side was kept constant at 10 °C using a recirculating chiller. The feed solution on the hot side was the HTC sugar solution product. The feed streams were tested at 60 °C, using a flow-through heater in a water bath. The feed and distillate streams were continuously circulated through their respective sides of the membrane at 0.2 L/min using two peristaltic pumps. The weight of the distillate water was recorded every 10 min to calculate the flux of the water vapor passing through the membrane and condensing for steady-state assessment, with the average steady-state flux through the membrane being approximately 20 mL/(min-m2). After completion of DCMD, the total sugar solution concentration was calculated from the mass of water removed.
2.5. Bomb Calorimetry
Higher heating values (HHV) of combustion for solid product samples after HTC pretreatments were measured in an adiabatic bomb calorimeter (1341EB bomb calorimeter; Parr Instrument Company) fitted with continuous temperature recording. The method for HHV measurement was as follows: Samples were dried for 24 h before being placed in the weighed crucible for weighing. Fuse wires were weighed. The oxygen combustion vessel was pressurized to 3000 kPa (30 atm) of oxygen. After immersion in 2 L of deionized water at a recorded temperature, ignition was performed on the sample. Temperatures of the water were recorded every minute until the temperature stabilized. The crucible, remaining fuse wire, and ash remaining in the crucible were weighed. The following formula, Equation (1), was used to calculate the HHV:
where Cpwater is the specific heat of water; ΔT is the change in temperature of the water in the calorimeter bucket; mwater is the mass of water in the calorimeter bucket; Cpfuse is the specific heat of the fuse wire; Δmfuse is the change in mass of the fuse wire; and Δmsample is the change in mass of the sample.
3. Results and Discussion
3.1. Sugar Analysis in HTC Liquid Product
3.1.1. CS Sugar Concentration after HTC
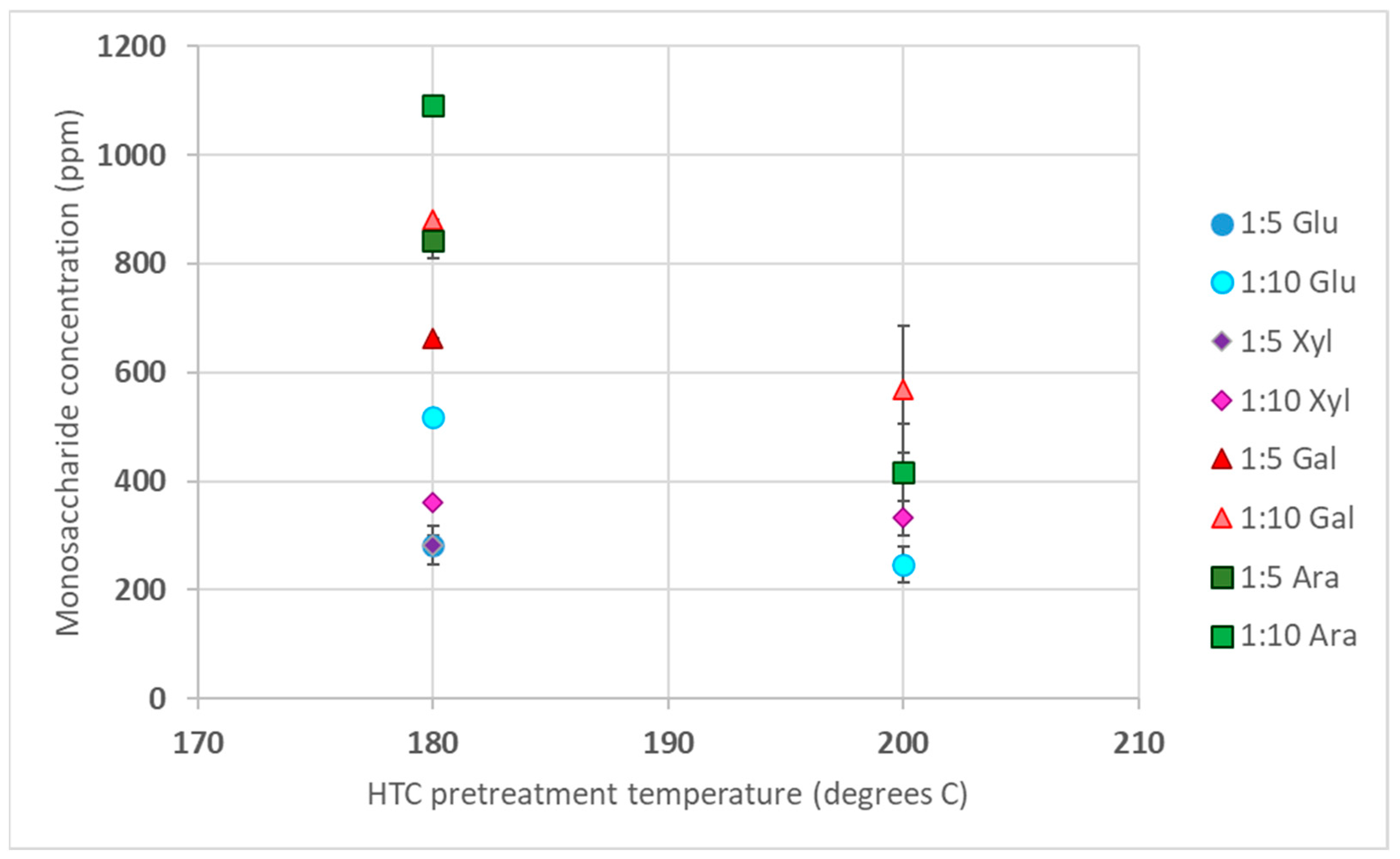
Figure 1 shows the concentration of sugars in the aqueous liquid product for various HTC pretreatments of coffee silverskins (CS). Concentrations have been adjusted to account for the water ratio of the pretreatment so that different pretreatments can be compared. Specifically, if a pretreatment had a 5:1 water-to-biomass ratio, no correction of concentration was performed. If a pretreatment had a 10:1 water-to-biomass ratio, then the concentrations found were doubled, so that it could be properly compared to the 5:1 pretreatment concentrations. If a pretreatment had a 15:1 water-to-biomass ratio, then the concentrations found were tripled, so that it could be properly compared to the 5:1 pretreatment concentrations.
When comparing the types of monosaccharides, arabinose and galactose can be seen to be the more prevalent sugars found in the liquid product for 180 °C HTC pretreatment, with the higher water ratio appearing to give higher concentrations. The presence of arabinogalactan in this biomass may account for this, and coffee beans have been reported to contain arabinogalactan [34]. Greater concentrations of these sugars were also found in previous work at one of the water ratios (1:10) [11]. At a lower HTC temperature (170 °C) for CS, Hijosa-Valsero et al. reported arabinose to be a highly prevalent monosaccharide in the liquid product [23]. Researchers have reported that hemicellulose is largely removed by low-temperature HTC pretreatment [4,11,13,33]. Hydrolysis reactions tend to initially produce arabinose and then glucose and galactose [4]. Although hemicelluloses do contain glucose, the monosaccharides arabinose and galactose often predominate in biomass [11].
One notable finding is that sugar concentrations are lower at the higher HTC temperature. Hemicelluloses have been found to degrade at higher temperatures (290 °C) to produce CO2, CO, and H2O [35]. At higher HTC temperatures, pentoses, such as arabinose, dehydrate to furfural, while hexoses, such as glucose and galactose, convert to 5-hydroxymethylfurfural (HMF), as reported by Wan Azelee et al. [4,36]. The only monosaccharide that did not exhibit this behavior was xylose, where concentration remained similar for both HTC pretreatment temperatures. This finding may be due to xylan continuing to bond to the lignin in the biomass structure, and, thus, not entering the aqueous phase [37]. For CS, a higher water ratio appears to permit more sugar removal from the biomass, possibly due to mass transfer limitations when less water is available for hydrolysis. Increasing the water-to-biomass ratio has been reported to increase the production of monosaccharides for açaí seeds [38].
3.1.2. SB Sugar Concentration after HTC
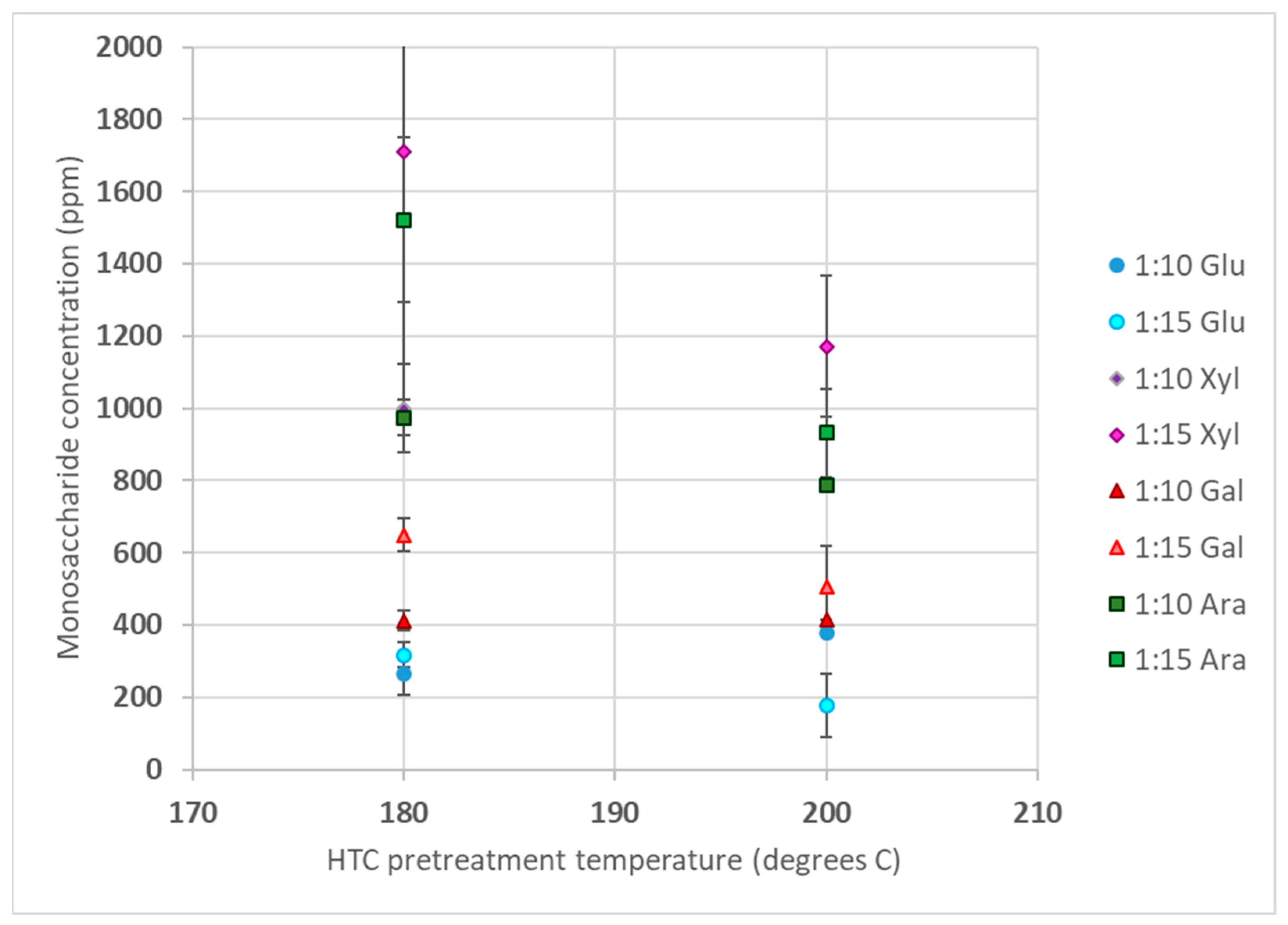
Figure 2 shows the shows the concentration of sugars in the aqueous product for various HTC pretreatments of sugarcane bagasse (SB). Higher biomass-to-water ratios were employed to allow full submersion of the low-density SB. Variation in the SB feedstock may account for the large standard errors in the concentration of monosaccharides found [39,40]. Nevertheless, some trends are apparent. Xylose and arabinose appear to be the dominant sugars proceeding from the hemicellulose removed from the SB, suggesting that the main hemicellulose is arabinoxylan [41]. Amornnopparattanakul et al. have found xylan and arabinan to be the main hemicellulose components found in SB [42]. Again, higher HTC pretreatment temperature appears to reduce the concentration of these monosaccharides in the liquid product. Arabinose has been shown to decompose or caramelize at temperatures as low as 160 °C or even lower [36,43]. As sugarcane bagasse has had a structure change by the removal of sugar in processing, the hemicelluloses may be easier to detach from lignin. SB, thus, is quite different from CS, which is detached whole from roasting green coffee beans [23].
3.1.3. RH Sugar Concentration after HTC
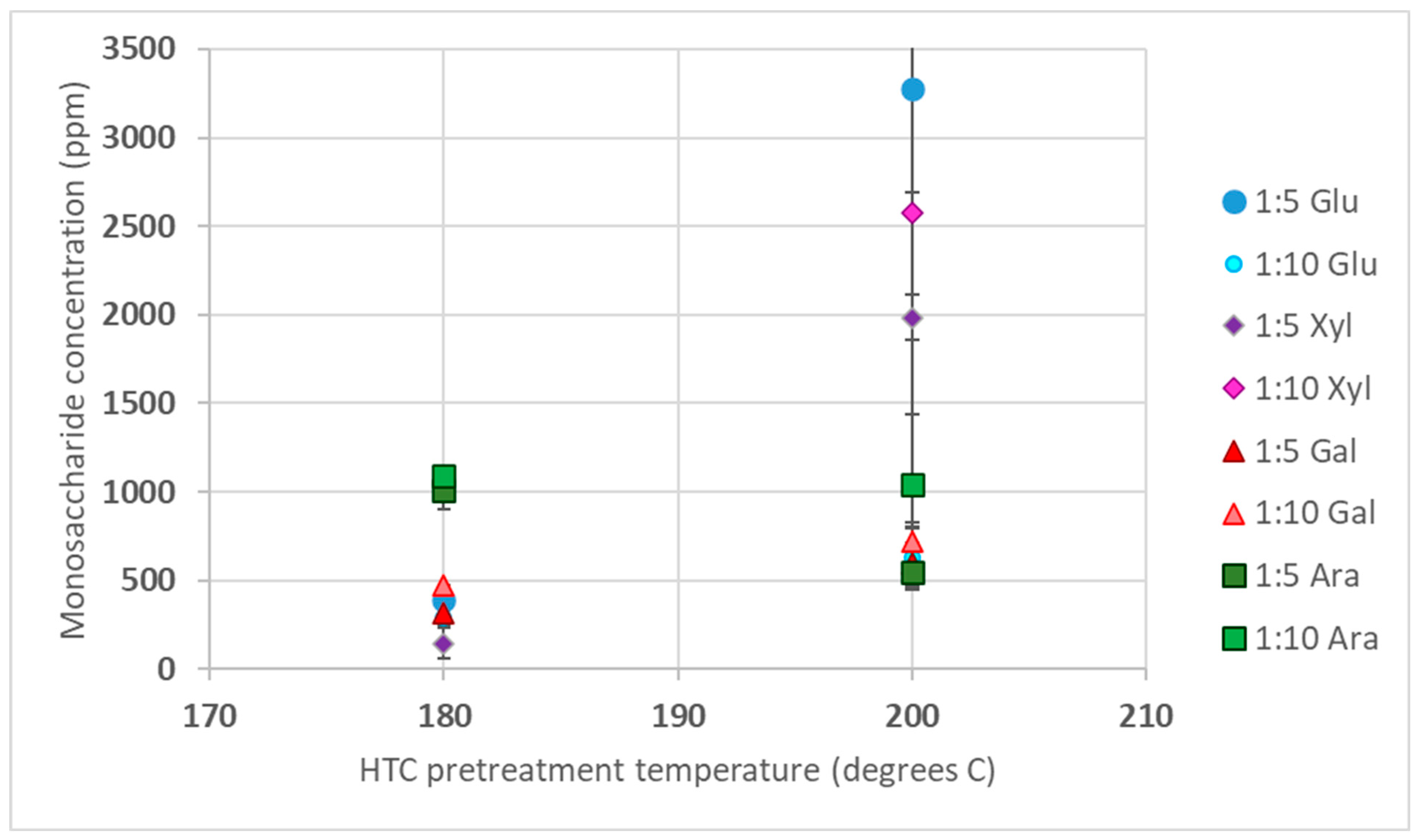
Figure 3 shows the sugar concentrations after HTC for the unusual (as described below) biomass rice husks (RH). When removed from the rice grain, RH have a layer of silicified cuticle, with the inside concave surface also protected by a coating of silica, and RH consists of ~20% of the husk’s total weight [44,45]. This tough outside layer makes thermal processing to extract monosaccharides difficult [32]. This recalcitrant structure may be the reason that RH appears to show a different behavior when pretreated by HTC. In the liquid product, the higher HTC temperature pretreatment of 200 °C gave a greater concentration of monosaccharides than the lower HTC pretreatment temperature of 180 °C. For the 200 °C HTC temperature pretreatment, glucose and xylose predominate in the liquid product. This suggests that at this more severe reaction condition, water was able to penetrate the silica “armor” of the rice husk and deconstruct the xylan-containing hemicellulose to xylose, as well as some of the cellulose to glucose. The hemicellulose in RH is known to consist predominantly of either xylan or substituted arabinoxylan, which can be converted into xylose [46,47]. Similar concentrations of arabinose were found for the two pretreatment temperatures, suggesting that either all arabinose was extracted at the lower temperature or that arabinose degraded at the higher temperature. Arabinose has been reported to be thermally less stable than xylose, so decomposition resulting in a lower concentration with higher temperature HTC is possible [48].
3.1.4. Comparison of the Difference in Biomass Responses to HTC
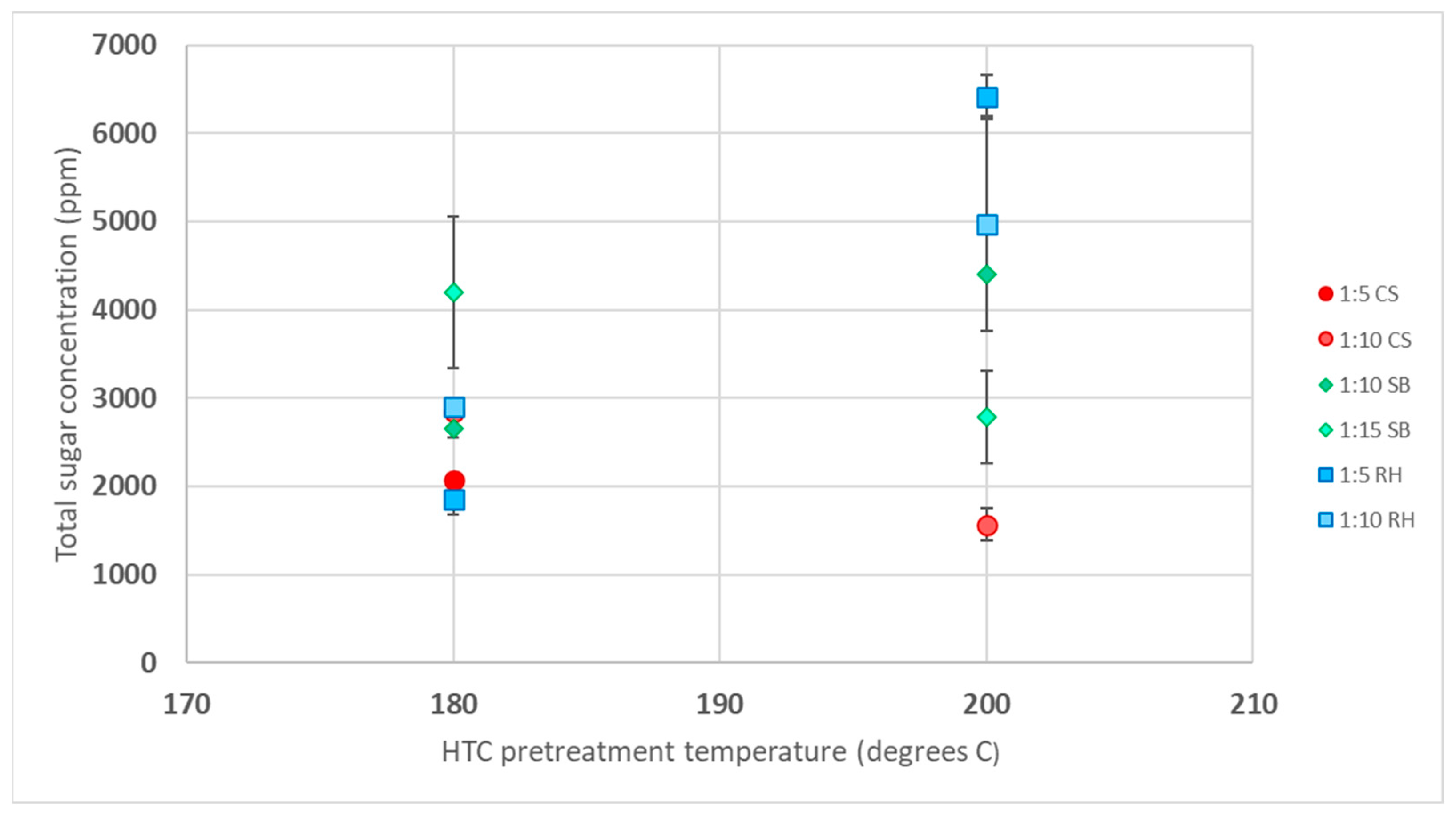
Figure 4 shows the total concentration of sugars in the aqueous product for various HTC pretreatments of the three biomasses. CS shows lower monosaccharide extraction with higher HTC temperature pretreatment of 200 °C., suggesting that the easily extracted sugars may undergo decomposition reactions at higher temperatures, as discussed in Section 3.1.1. CS has the lowest amounts of inorganics of the three biomass and a wrinkled outer surface, which may make it easier to extract sugars with HTC, with decomposition immediately following [11,32,49]. For SB, total sugar extraction into the liquid HTC product tended to increase with higher HTC temperature pretreatment for the 1:10 SB-to-water ratio. SB has the second highest amount of inorganics of the three biomass, and scanning electron microscopy (SEM) has shown it to have a smooth, flaky surface, factors that may require somewhat higher HTC temperatures to extract some sugars [11,32,50,51]. The higher temperature HTC pretreatment appeared to increase total monosaccharide extraction for RH. This finding likely proceeds from the tough outer coating of silica for RH, as discussed in the previous section.
For each biomass HTC pretreated at 180 °C, a lower biomass-to-water ratio gave a higher total sugar concentration. This finding suggests that the diffusion of monomers out of the biomass particles may be higher if more water is available in the reaction mixture at a lower temperature. The higher temperature HTC of 200 °C shows the opposite result. The ionic product, a measure of water behaving simultaneously as both an acid and a base at high temperatures and pressures, increases in the HTC temperature range studied [52]. Water’s greater effectiveness at the higher temperature may mean the biomass-to-water ratio is less important in this short (5 min) reaction. In general, at higher temperatures, the biomass-to-water ratio has been found to be less crucial than the HTC temperature [13,53,54].
Concentrations after HTC pretreatment of different monosaccharides depended on the type of biomass. Arabinose and galactose predominated in CS, while xylose and arabinose appear to be the dominant sugars proceeding from the hemicellulose removed from SB. Xylan is considered to be the main extractible hemicellulose component in RH, so xylose predominated in the liquid product after HTC pretreatment [47]. The difference among these biomasses in the extractible sugars from low-temperature HTC pretreatment complicates their use in biorefineries, where a yeast seed train will need to be customized for a particular biomass to ferment the available sugars to biofuel [55,56].
3.2. Direct Contact Membrane Distillation (DCMD)
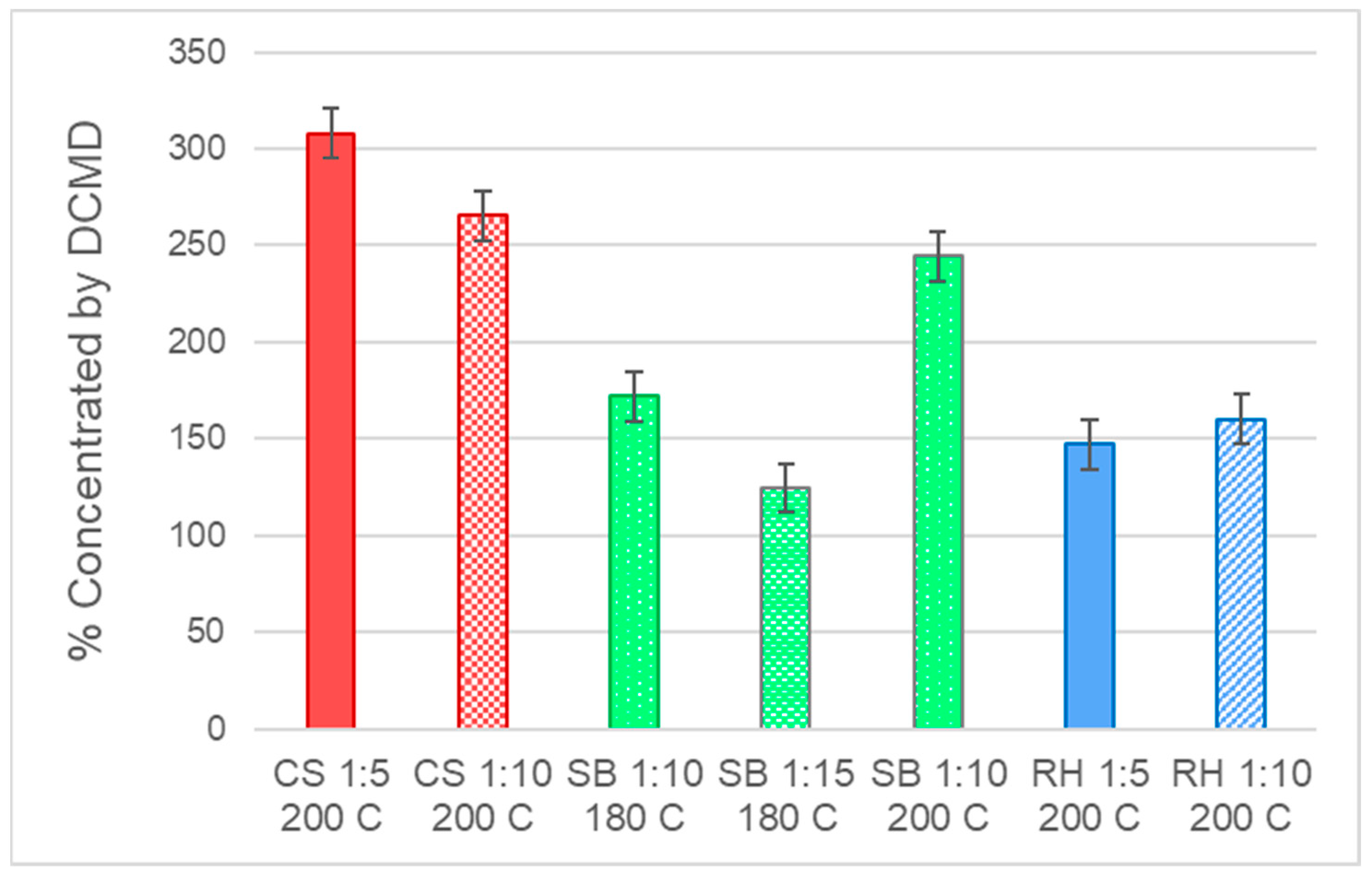
Figure 5 displays the results of DCMD on several of the liquid products from HTC of the secondary agricultural residues. DCDM of HTC pretreated CS gave the highest concentration of the liquid HTC product, increasing concentration by approximately three times.
The reason for higher water removal and, thus, greater concentration may be the lower sugar concentration originally in the HTC liquid for CS, as discussed in Section 3.1.1. Lower initial concentration means less concentration polarization, the natural phenomenon that occurs during membrane filtration where the concentration of the solute near the membrane surface is greater than that of the bulk [57]. The crossflow used in DCMD is known to be advantageous over concurrent flow, reducing concentration polarization [58]. In addition, the vapor pressure of the water molecules that are passing through the membrane may be decreased by a higher concentration of sugar molecules in the solution [59].
For SB pretreated with HTC, the liquid products from DCMD tended to have higher sugar concentrations when pretreated at 180 °C. This would increase concentration polarization and reduce vapor pressure, thus reducing how much water could be removed by DCMD. More sugar release at lower temperature HTC has been found by other researchers [33,60]. This phenomenon is thought to be due to increased crosslinking and condensation of sugars released by HTC when performed at higher temperatures into furfurals (for hemicellulose) and 5-(hydroxymethyl)furfural, short-chain organic acids, and aldehydes (for cellulose) [61]. Polymerization reactions can also produce higher molecular weight, generally at temperatures greater than 200 °C [13]. The higher water-to-SB of 10:1 and 15:1 was deemed necessary for proper HTC processing. This was because the physical form of ground sugarcane bagasse was unable to be submerged in water at lower water-to-SB ratios. The 15:1 water-to-SB ratio is likely to have been more effective in sugar monomer removal from SB, due to better contacting of water with biomass, as suggested by the higher total sugar concentration for the 15:1 water-to SB-ratio. This may explain why a lower concentration of the sugar stream with DCMD was found for 15:1 water-to-SB ratio compared to 10:1.
For the RH HTC liquid product pretreated at 200 °C, little difference was found between the concentrations from DCMD of 5:1 and 10:1 water-to-RH ratios. This is likely a result of the higher density of ground RH particles, meaning that water completely surrounds the particles. RH is an unusual biomass in that it contains ~20% silica, mostly on its surfaces [44,45]. The higher concentration of total sugars from 200 °C HTC likely resulted in greater concentration polarization and lower vapor pressure, giving less concentration of the liquid product from DCMD.
3.3. Higher Heating Values (HHV)
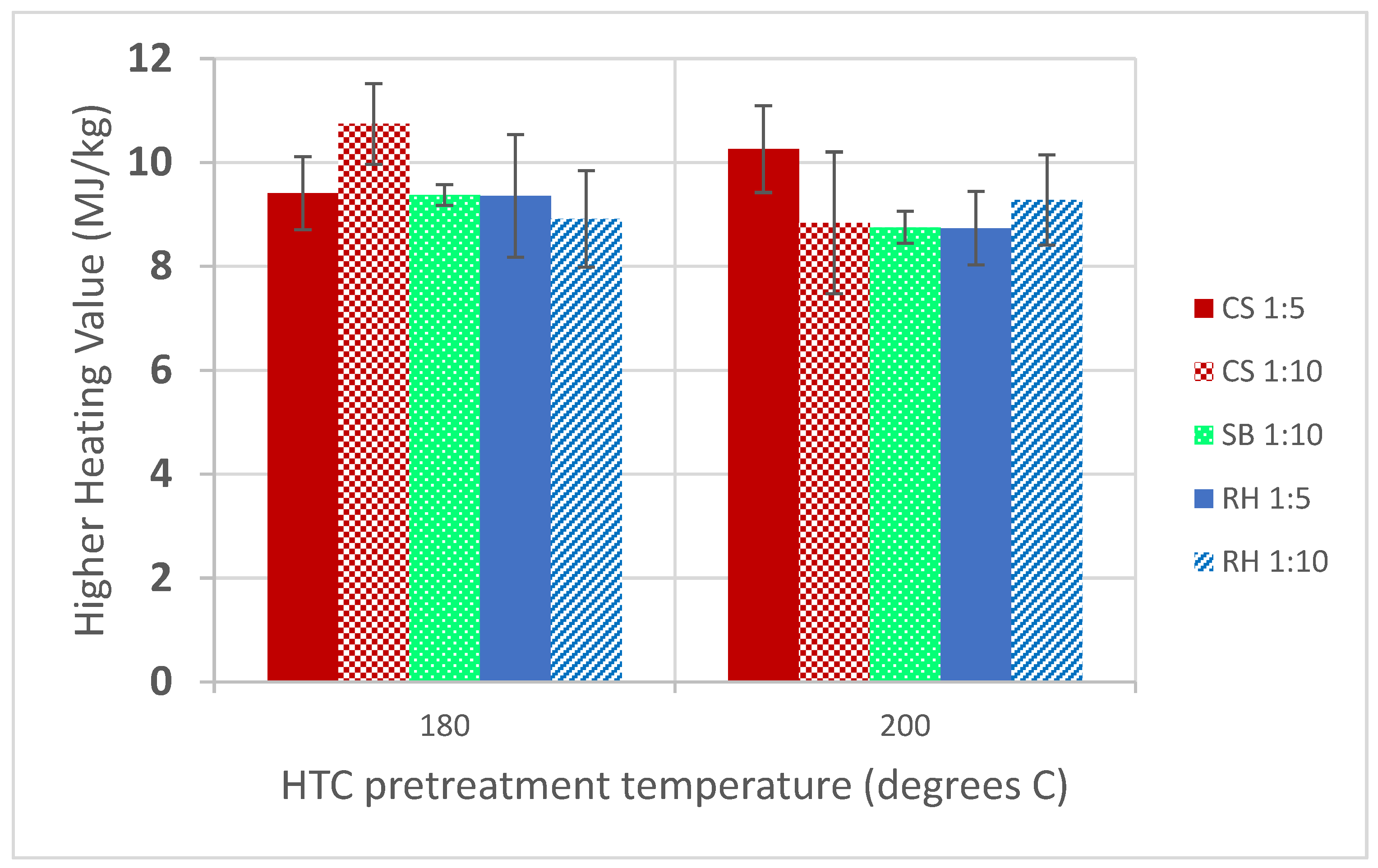
Figure 6 shows the HHV for the various biomass pretreated by HTC at temperatures of 180 °C or 200 °C. SB had a density so low that a 1:5 SB-to-water weight ratio could not allow the SB to be immersed in water. A single experimental run with a 1:15 SB-to-water weight ratio gave an HHV similar to that of a 1:10 SB-to-water weight ratio. In general, the biomass-to-water ratio did not show any discernable difference in HHV for any of the three biomasses.
The analysis of the data indicates no difference between 180 °C and 200 °C. If a solid fuel is desired from HTC pretreatment of food production wastes, the lower temperature would be more desirable in production since it would require less energy. The reason for the reported HHVs is expected to be the removal of extractives, hemicellulose, and partial removal of cellulose at these temperatures [11,62,63,64]. Lignin is expected to remain under the conditions of the pretreatment. The greater number of covalent bonds in lignin means that the solid product should have a high fuel value. It also has a potential use as a binder for fuel pellets [65].
4. Conclusions
As the need for cleaner fuel alternatives continues to rise, research into efficient and safe methods of producing biofuels is a great step in the right direction. This project has shown that water as the solvent in HTC can be an effective method of extracting sugars from food production wastes. However, it must be tailored to the individual biomass used. The DCMD experimentation has also shown that a low-temperature hydrophobic membrane process can concentrate the sugar-laden liquid product from HTC pretreatment. DCMD, as a process to concentrate sugars in HTC liquid products, could promote the idea of using fermentation to produce biofuels.
For CS and SB, HTC pretreatment at the higher 200 °C temperature tended to reduce the concentrations of monosaccharides in the liquid product compared to 180 °C HTC pretreatment. In contrast, RH’s concentrations of monosaccharides in the liquid product increased at the higher 200 °C HTC pretreatment temperature, likely due to the silica coating of this particularly recalcitrant biomass. After HTC pretreatment, CS’s liquid product contained more arabinose and galactose, while SB’s liquid product contained more xylose and arabinose. Which monosaccharide predominated in RH’s liquid HTC product depended on the temperature used. The optimal HTC pretreatment temperature to produce a given sugar mixture is, thus, dependent on the biomass. DCMD was shown to be capable of concentrating sugar, with the HTC liquid product from CS being concentrated to 3 times its original concentration, while SB could be concentrated to 2 times the original concentration and RH to 1.5 times the original concentration. The solid products from 180 °C and 200 °C HTC pretreatment of coffee silverskins, sugarcane bagasse, and rice husks were similar in HHV, indicating that a lower temperature pretreatment may be preferable.
Author Contributions
Conceptualization, J.G.L. and A.G.P.; methodology, V.S.; software, A.G.P.; validation, V.S., J.G.L. and A.G.P.; formal analysis, V.S., J.G.L. and A.G.P.; investigation, V.S. and A.G.P.; resources, J.G.L.; data curation, V.S. and A.G.P.; writing—original draft preparation, V.S. and J.G.L.; writing—review and editing, J.G.L.; visualization, J.G.L.; supervision, J.G.L.; project administration, V.S. and J.G.L.; funding acquisition, J.G.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by NASA LaSPACE, LURA program, grant number NNX15AH82H.
Data Availability Statement
Data from this study is available from the corresponding author upon request.
Acknowledgments
The authors sincerely want to thank Falcon Rice Mill (Crowley, LA, USA), Lula Westfield (Paincourtville, LA, USA), and Orleans Coffee (Kenner, LA, USA) for generously providing us with the secondary agricultural waste samples. We also thank Sven Eklund, in Chemistry at Louisiana Tech University, for his assistance with the HPLC resources. We also thank Narendra Kumar, now an Engineer at Intel and an alumnus of the research group, for all his assistance with training and sample storage. We also thank all the undergraduates who supported the research work for this project in the biomass research lab, particularly MeiLan Hardin, Daniel Morris, Mark Hesser, Christopher McElveen, Connor Jacob Robinson, and Richard Luke Hausgen.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of this study, in the collection, analyses, or interpretation of data, in the writing of the manuscript, or in the decision to publish the results.
References
- Lindsey, R.; Dahlman, L. Climate Change: Global Temperature. NOAA Climate.gov. Available online: https://www.climate.gov/news-features/understanding-climate/climate-change-global-temperature (accessed on 3 February 2023).
- Agrela, F.; Cabrera, M.; Morales, M.M.; Zamorano, M.; Alshaaer, M. 2—Biomass fly ash and biomass bottom ash. In New Trends in Eco-Efficient and Recycled Concrete; de Brito, J., Agrela, F., Eds.; Woodhead Publishing: Sawston, UK, 2019; pp. 23–58. [Google Scholar] [CrossRef]
- Sindhu, R.; Binod, P.; Pandey, A.; Ankaram, S.; Duan, Y.; Awasthi, M.K. Chapter 5—Biofuel Production from Biomass: Toward Sustainable Development. In Current Developments in Biotechnology and Bioengineering; Kumar, S., Kumar, R., Pandey, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 79–92. [Google Scholar] [CrossRef]
- Wan Azelee, N.I.; Mahdi, H.I.; Cheng, Y.-S.; Nordin, N.; Illias, R.M.; Rahman, R.A.; Shaarani, S.M.; Bhatt, P.; Yadav, S.; Chang, S.W.; et al. Biomass degradation: Challenges and strategies in extraction and fractionation of hemicellulose. Fuel 2023, 339, 126982. [Google Scholar] [CrossRef]
- Dutta, T.; Sun, J.; Wang, E.; Hull, S.; Simmons, B.A.; Singh, S.; Isern, N.G.; Cort, J.R. Survey of Lignin-Structure Changes and Depolymerization during Ionic Liquid Pretreatment. ACS Sustain. Chem. Eng. 2017, 5, 10116–10127. [Google Scholar] [CrossRef]
- Luo, Y.; Li, Z.; Li, X.; Liu, X.; Fan, J.; Clark, J.H.; Hu, C. The production of furfural directly from hemicellulose in lignocellulosic biomass: A review. Catal. Today 2019, 319, 14–24. [Google Scholar] [CrossRef]
- Khan, T.A.; Saud, A.S.; Jamari, S.S.; Rahim, M.H.A.; Park, J.-W.; Kim, H.-J. Hydrothermal carbonization of lignocellulosic biomass for carbon rich material preparation: A review. Biomass Bioenergy 2019, 130, 105384. [Google Scholar] [CrossRef]
- Chacón-Parra, A.; van Eyk, P. Reaction kinetics for the hydrothermal carbonisation of cellulose in a two-phase pathway. Fuel 2022, 309, 122169. [Google Scholar] [CrossRef]
- Volpe, M.; Messineo, A.; Mäkelä, M.; Barr, M.R.; Volpe, R.; Corrado, C.; Fiori, L. Reactivity of cellulose during hydrothermal carbonization of lignocellulosic biomass. Fuel Process. Technol. 2020, 206, 106456. [Google Scholar] [CrossRef]
- Reza, M.T.; Wirth, B.; Lüder, U.; Werner, M. Behavior of selected hydrolyzed and dehydrated products during hydrothermal carbonization of biomass. Bioresour. Technol. 2014, 169, 352–361. [Google Scholar] [CrossRef]
- Kumar, N.; Weldon, R.; Lynam, J.G. Hydrothermal carbonization of coffee silverskins. Biocatal. Agric. Biotechnol. 2021, 36, 102145. [Google Scholar] [CrossRef]
- Coronella, C.J.; Reza, M.T.; Lynam, J.G.; Graves, D.; Uddin, M.H. Engineered Pellets from Biomass Blend. Available online: http://www.aiche.org/resources/chemeondemand/conference-presentations/engineering-pellets-biomass-blends (accessed on 18 September 2023).
- Lynam, J.; Reza, M.T.; Yan, W.; Vásquez, V.; Coronella, C. Hydrothermal carbonization of various lignocellulosic biomass. Biomass Convers. Biorefin. 2015, 5, 173–181. [Google Scholar] [CrossRef]
- Hegde, C.; Ribeiro, R. Preparation and Characterization of Hydrophobic Membranes and Their Seawater Desalination Performance Study by Direct Contact Membrane Distillation. Nat. Environ. Pollut. Technol. 2022, 21, 1599–1608. [Google Scholar] [CrossRef]
- Lynam, J.G.; Chow, G.I.; Coronella, C.J.; Hiibel, S.R. Ionic liquid and water separation by membrane distillation. Chem. Eng. J. 2016, 288, 557–561. [Google Scholar] [CrossRef]
- Sirkar, K.K.; Song, L. Pilot-Scale Studies for Direct Contact Membrane Distillation-Based Desalination Process. In Desalination and Water Purification Research and Development Program Report; No. 134; US Department of the Interior, Bureau of Reclamation: Washington, DC, USA, 2009. [Google Scholar]
- Charisiadis, C. Available online: https://www.lenntech.com/Data-sheets/MD-ZLD-interactive.pdf (accessed on 23 May 2023).
- de Lima, A.E.; Guimarães, R.J.; da Cunha, S.H.B.; Castro, E.M.; Faria, M.M.L.; de Carvalho, A.M. Seedling production of coffea arabica from different cultivars in a modified hydroponic system and nursery using different containers. Cienc. Agrotecnol. 2021, 45, e017821. [Google Scholar] [CrossRef]
- Laviola, B.G.; Martinez, H.E.P.; Mauri, A.L. Influence of the level of fertilization of the matrix plants in the formation of seedlings of coffee plants in hydroponic systems. Cienc. Agrotecnol. 2007, 31, 1043–1047. [Google Scholar] [CrossRef]
- Chapae, C.; Songsri, P.; Kaewpradit, W.; Jongrungklang, N.; Gonkhamdee, S. Suitable Planting Materials and Nutrient Concentrations for Investigating Sugarcanes under Hydroponic System. Int. J. Bot. 2020, 16, 20–33. [Google Scholar] [CrossRef]
- Shandilya, Z.M.; Tanti, B. Hydroponic screening of traditional rice varieties in Assam, India to estimate their potential resistance to Al toxicity under P deficiency. Acta Agrobot. 2019, 72, 1–14. [Google Scholar] [CrossRef]
- Tang, H.; Rising, H.H.; Majji, M.; Brown, R.D. Long-Term Space Nutrition: A Scoping Review. Nutrients 2021, 14, 194. [Google Scholar] [CrossRef]
- Hijosa-Valsero, M.; Garita-Cambronero, J.; Paniagua-García, A.I.; Díez-Antolínez, R. Biobutanol production from coffee silverskin. Microb. Cell Factories 2018, 17, 154. [Google Scholar] [CrossRef]
- Canilha, L.; Santos, V.T.O.; Rocha, G.J.M.; Almeida e Silva, J.B.; Silva, S.S.; Felipe, M.G.A.; Ferraz, A.; Milagres, A.M.F.; Carvalho, W.; Giulietti, M. A study on the pretreatment of a sugarcane bagasse sample with dilute sulfuric acid. J. Ind. Microbiol. Biotechnol. 2011, 38, 1467–1475. [Google Scholar] [CrossRef]
- Cherubini, F. The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Available online: https://www.theadvocate.com/baton_rouge/louisianas-bagasse-piles-are-bigger-than-ever-could-new-technology-find-other-uses/article_5ea22930-f4e4-11ed-b509-4bcce84c12a8.html (accessed on 23 May 2023).
- Shahbandeh, M. Available online: https://www.statista.com/statistics/249681/total-consumption-of-sugar-worldwide/#:~:text=Global%20sugar%20market,the%20European%20Union%20and%20China (accessed on 24 August 2023).
- Available online: https://www.irri.org/ (accessed on 23 May 2023).
- Available online: https://www.thenewhumanitarian.org/ (accessed on 23 May 2023).
- Kim, H.S.; Yang, H.S.; Kim, H.J.; Park, H.J. Thermogravimetric analysis of rice husk flour filled thermoplastic polymer composites. J. Therm. Anal. Calorim. 2004, 76, 395–404. [Google Scholar]
- Global Markets for Texas Rough Rice. Available online: https://agecoext.tamu.edu/wp-content/uploads/2021/09/GM-for-Rough-Rice.pdf (accessed on 24 August 2023).
- Kumar, N.; Gautam, R.; Stallings, J.D.; Coty, G.G.; Lynam, J.G. Secondary Agriculture Residues Pretreatment Using Deep Eutectic Solvents. Waste Biomass Valorization 2021, 12, 2259–2269. [Google Scholar] [CrossRef]
- Hoekman, S.K.; Broch, A.; Robbins, C. Hydrothermal Carbonization (HTC) of Lignocellulosic Biomass. Energy Fuels 2011, 25, 1802–1810. [Google Scholar] [CrossRef]
- Redgwell, R.J.; Curti, D.; Fischer, M.; Nicolas, P.; Fay, L.B. Coffee bean arabinogalactans: Acidic polymers covalently linked to protein. Carbohydr. Res. 2002, 337, 239–253. [Google Scholar] [CrossRef] [PubMed]
- Hoekman, S.K.; Broch, A.; Felix, L.; Farthing, W. Hydrothermal carbonization (HTC) of loblolly pine using a continuous, reactive twin-screw extruder. Energy Convers. Manag. 2017, 134, 247–259. [Google Scholar] [CrossRef]
- Golon, A.; Kuhnert, N. Characterisation of “caramel-type” thermal decomposition products of selected monosaccharides including fructose, mannose, galactose, arabinose and ribose by advanced electrospray ionization mass spectrometry methods. Food Funct. 2013, 4, 1040–1050. [Google Scholar] [CrossRef]
- Guo, Z.; Ling, Z.; Wang, C.; Zhang, X.; Xu, F. Integration of facile deep eutectic solvents pretreatment for enhanced enzymatic hydrolysis and lignin valorization from industrial xylose residue. Bioresour. Technol. 2018, 265, 334–339. [Google Scholar] [CrossRef]
- da Silva, C.D.M.S.; de Castro, D.A.R.; Santos, M.C.; Almeida, H.D.S.; Schultze, M.; Lüder, U.; Hoffmann, T.; Machado, N.T. Process Analysis of Main Organic Compounds Dissolved in Aqueous Phase by Hydrothermal Processing of Açaí (Euterpe oleraceae, Mart.) Seeds: Influence of Process Temperature, Biomass-to-Water Ratio, and Production Scales. Energies 2021, 14, 5608. [Google Scholar] [CrossRef]
- Ouensanga, A. Variation of Fiber Composition in Sugar Cane Stalks. J. Soc. Wood Sci. Technol. 1989, 21, 105–111. [Google Scholar]
- Yang, H.; Yi, N.; Zhao, S.; Qaseem, M.F.; Zheng, B.; Li, H.; Feng, J.-X.; Wu, A.-M. Characterization of hemicelluloses in sugarcane (Saccharum spp. hybrids) culm during xylogenesis. Int. J. Biol. Macromol. 2020, 165, 1119–1128. [Google Scholar] [CrossRef]
- Mirza Faisal, Q.; Ai-Min, W. Balanced Xylan Acetylation is the Key Regulator of Plant Growth and Development, and Cell Wall Structure and for Industrial Utilization. Int. J. Mol. Sci. 2020, 21, 7875. [Google Scholar] [CrossRef]
- Amornnopparattanakul, N.; Yingkamhaeng, N.; Meesupthong, R.; Pinmanee, P.; Sukyai, P.; Suwanprateep, J.; Nimchua, T. Structure Features of Sugarcane Bagasse Under Ultrasonic with Xylanase and Laccase Treatment. Sugar Tech 2023, 25, 893–905. [Google Scholar] [CrossRef]
- Ahmad, T.; Kenne, L.; Olsson, K.; Theander, O. The formation of 2-furaldehyde and formic acid from pentoses in slightly acidic deuterium oxide studied by 1H NMR spectroscopy. Carbohydr. Res. 1995, 276, 309–320. [Google Scholar] [CrossRef]
- Lynam, J.G.; Reza, M.T.; Vasquez, V.R.; Coronella, C.J. Pretreatment of rice hulls by ionic liquid dissolution. Bioresour. Technol. 2012, 114, 629–636. [Google Scholar] [CrossRef]
- Ouyang, Y.S. Mesomechanical characterization of in situ rice grain hulls. Trans. ASAE 2001, 44, 357–367. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, L.; Wang, Y.; Zhang, C.; Hui, K.S. Microwave-assisted Acid-catalyzed Hydrolysis of Hemicelluloses in Rice Husk into Xylose. In Proceedings of the 2020 International Conference on Petrochemical Engineering and Green Development, Shanghai, China, 17–19 April 2020. [Google Scholar]
- Tae Hoon, K.; Hyun Jin, R.; Kyeong Keun, O. Improvement of Organosolv Fractionation Performance for Rice Husk through a Low Acid-Catalyzation. Energies 2019, 12, 1800. [Google Scholar] [CrossRef]
- Räisänen, U.; Pitkänen, I.; Halttunen, H.; Hurtta, M. Formation of the main degradation compounds from arabinose, xylose, mannose and arabinitol during pyrolysis. J. Therm. Anal. Calorim. 2003, 72, 481–488. [Google Scholar] [CrossRef]
- Niglio, S.; Marzocchella, A.; Procentese, A.; Russo, M.E.; Sannia, G. Combined pretreatments of coffee silverskin to enhance fermentable sugar yield. Biomass Convers. Biorefin. 2020, 10, 1237–1249. [Google Scholar] [CrossRef]
- Hermansyah; Cahyadi, H.; Fatma; Miksusanti; Kasmiarti, G.; Panagan, A.T. Delignification of Lignocellulosic Biomass Sugarcane Bagasse by Using Ozone as Initial Step to Produce Bioethanol. Pol. J. Environ. Stud. 2021, 30, 4405–4411. [Google Scholar] [CrossRef]
- Notzir, N.H.; Masngut, M.I.; Louis, S.R. Physical Structures and Adsorption Efficiencies of Sugarcane Bagasse, Coconut Pulp and Sawdust as Natural Adsorbents in Removal of Heavy Metals from Car Wash Activity. Malays. J. Med. Health Sci. 2022, 18, 108–116. [Google Scholar] [CrossRef]
- Wang, S.; Xu, D.; Guo, Y.; Tang, X.; Wang, Y.; Zhang, J.; Ma, H.; Qian, L.; Li, Y. Introduction. In Supercritical Water Processing Technologies for Environment, Energy and Nanomaterial Applications; Wang, S., Xu, D., Guo, Y., Tang, X., Wang, Y., Zhang, J., Ma, H., Qian, L., Li, Y., Eds.; Springer: Singapore, 2020; pp. 1–24. [Google Scholar]
- Heidari, M.; Salaudeen, S.; Arku, P.; Acharya, B.; Tasnim, S.; Dutta, A. Development of a mathematical model for hydrothermal carbonization of biomass: Comparison of experimental measurements with model predictions. Energy 2021, 214, 119020. [Google Scholar] [CrossRef]
- Rogalinski, T.; Ingram, T.; Brunner, G. Hydrolysis of lignocellulosic biomass in water under elevated temperatures and pressures. J. Supercrit. Fluids 2008, 47, 54–63. [Google Scholar] [CrossRef]
- Zhang, Y.; Nielsen, J.; Liu, Z. Yeast based biorefineries for oleochemical production. Curr. Opin. Biotechnol. 2021, 67, 26–34. [Google Scholar] [CrossRef] [PubMed]
- Khounani, Z.; Nazemi, F.; Shafiei, M.; Aghbashlo, M.; Tabatabaei, M. Techno-economic aspects of a safflower-based biorefinery plant co-producing bioethanol and biodiesel. Energy Convers. Manag. 2019, 201, 112184. [Google Scholar] [CrossRef]
- Siyal, M.I.; Lee, C.-K.; Park, C.; Khan, A.A.; Kim, J.-O. A review of membrane development in membrane distillation for emulsified industrial or shale gas wastewater treatments with feed containing hybrid impurities. J. Environ. Manag. 2019, 243, 45–66. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Park, H. Applicability assessment of subcritical flux operation in crossflow microfiltration with a concentration polarization model. J. Environ. Eng. 2002, 128, 335–340. [Google Scholar] [CrossRef]
- Baghbanbashi, M.; Pazuki, G. Application of SAFT-VR Equation of State for Prediction of Thermophysical Properties of Sugar Solutions. J. Food Process Eng. 2016, 39, 601–609. [Google Scholar] [CrossRef]
- Yu, Y.; Wu, H.W. Understanding the Primary Liquid Products of Cellulose Hydrolysis in Hot-Compressed Water at Various Reaction Temperatures. Energy Fuels 2010, 24, 1963–1971. [Google Scholar] [CrossRef]
- Usman, M.; Chen, H.; Chen, K.; Ren, S.; Luo, G.; Zhang, S.; Clark, J.H.; Fan, J. Characterization and utilization of aqueous products from hydrothermal conversion of biomass for bio-oil and hydro-char production: A review. Green Chem. 2019, 21, 1553–1572. [Google Scholar] [CrossRef]
- Kulikova, M.V.; Krylova, A.Y.; Krysanova, K.O.; Kulikov, A.B.; Maximov, A.L. Mechanisms of Low-Temperature Processes of Biomass Conversion (A Review). Pet. Chem. 2023. [Google Scholar] [CrossRef]
- Sagar, V.; Hardin, M.; Kumar, N.; Lynam, J.G. Characterization and Energy Densification of Mayhaw Jelly Production Wastes Using Hydrothermal Carbonization. Food Technol. Biotechnol. 2023, 61, 118–126. [Google Scholar] [CrossRef]
- Reza, M.T.; Yan, W.; Uddin, M.H.; Lynam, J.G.; Hoekman, S.K.; Coronella, C.J.; Vasquez, V.R. Reaction kinetics of hydrothermal carbonization of loblolly pine. Bioresour. Technol. 2013, 139, 161–169. [Google Scholar] [CrossRef]
- Reza, M.T.; Uddin, M.H.; Lynam, J.G.; Coronella, C.J. Engineered pellets from dry torrefied and HTC biochar blends. Biomass Bioenergy 2014, 63, 229–238. [Google Scholar] [CrossRef]
Figure 1.
Glucose (Glu), xylose (Xyl), arabinose (Ara), and galactose (Gal) concentrations from the liquid product of HTC pretreatment for CS. Standard error bars are shown from replicated samples (replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.
Figure 1.
Glucose (Glu), xylose (Xyl), arabinose (Ara), and galactose (Gal) concentrations from the liquid product of HTC pretreatment for CS. Standard error bars are shown from replicated samples (replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.

Figure 2.
Glucose (Glu), xylose (Xyl), arabinose (Ara), and galactose (Gal) concentrations from the liquid product of HTC pretreatment for SB. Standard error bars are shown from replicated samples (replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.
Figure 2.
Glucose (Glu), xylose (Xyl), arabinose (Ara), and galactose (Gal) concentrations from the liquid product of HTC pretreatment for SB. Standard error bars are shown from replicated samples (replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.

Figure 3.
Glucose (Glu), xylose (Xyl), arabinose (Ara), and galactose (Gal) concentrations from the liquid product of HTC pretreatment for RH. Standard error bars are shown from replicated samples. (Replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.
Figure 3.
Glucose (Glu), xylose (Xyl), arabinose (Ara), and galactose (Gal) concentrations from the liquid product of HTC pretreatment for RH. Standard error bars are shown from replicated samples. (Replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.

Figure 4.
Total sugar concentration of the liquid product of HTC pretreatment for the three biomasses. Standard error bars are shown from replicated samples (replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.
Figure 4.
Total sugar concentration of the liquid product of HTC pretreatment for the three biomasses. Standard error bars are shown from replicated samples (replicates means two). Concentrations have been adjusted to account for the water ratio of the pretreatment.

Figure 5.
DCMD concentration of liquid products from HTC of CS, SB, and RH by removing water.

Figure 6.
HHV of rice husk, coffee silverskins, and sugarcane bagasse pretreated at 180 °C or 200 °C with biomass-to-water weight ratios of 1:5 or 1:10.
Figure 6.
HHV of rice husk, coffee silverskins, and sugarcane bagasse pretreated at 180 °C or 200 °C with biomass-to-water weight ratios of 1:5 or 1:10.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sagar, V.; Lynam, J.G.; Parrenin, A.G. Sugar Extraction from Secondary Agricultural Waste Biomass Using Hydrothermal Carbonization and Direct Contact Membrane Distillation. Biomass 2023, 3, 323-335. https://doi.org/10.3390/biomass3040020
AMA Style
Sagar V, Lynam JG, Parrenin AG. Sugar Extraction from Secondary Agricultural Waste Biomass Using Hydrothermal Carbonization and Direct Contact Membrane Distillation. Biomass. 2023; 3(4):323-335. https://doi.org/10.3390/biomass3040020
Chicago/Turabian StyleSagar, Viral, Joan G. Lynam, and Amelia G. Parrenin. 2023. "Sugar Extraction from Secondary Agricultural Waste Biomass Using Hydrothermal Carbonization and Direct Contact Membrane Distillation" Biomass 3, no. 4: 323-335. https://doi.org/10.3390/biomass3040020