


Admissibility Grid to Support the Decision for the Preferential Routing of Portuguese Endogenous Waste Biomass for the Production of Biogas, Advanced Biofuels, Electricity and Heat
 , , , , , , , , , , , , , and
, , , , , , , , , , , , , and
Abstract
:1. Introduction
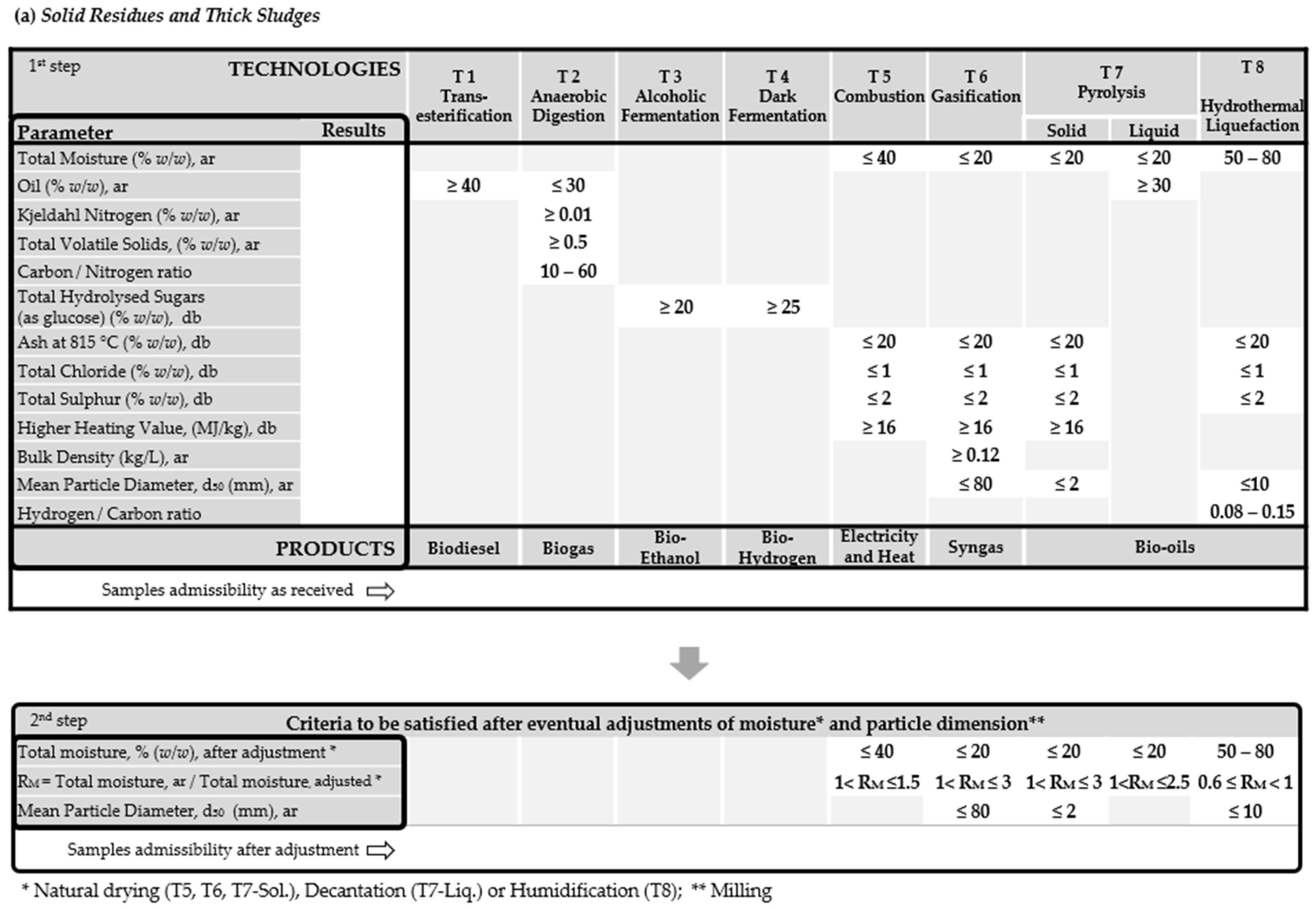
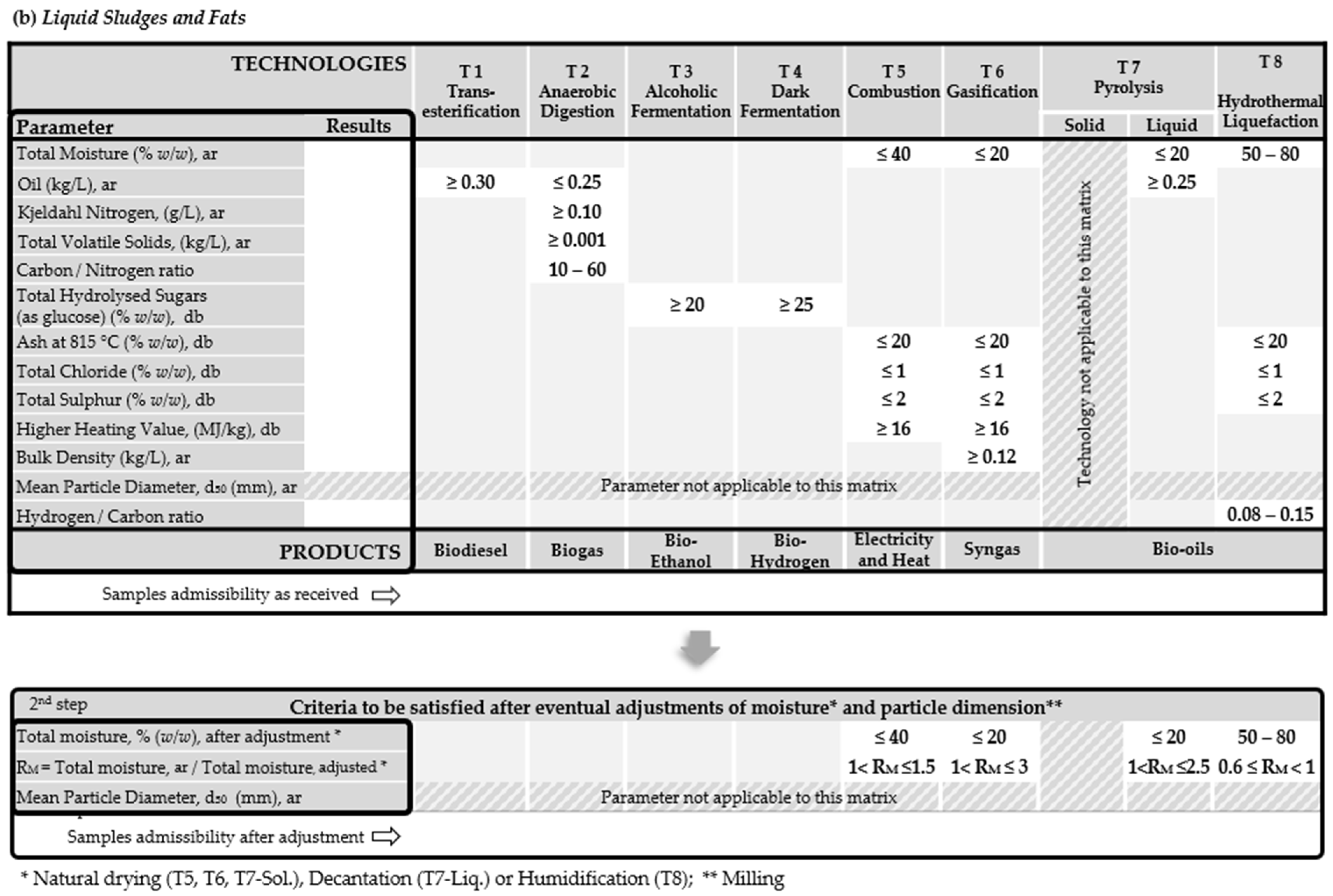
2. Model of the Admissibility Grid
![Biomass 03 00021 i049]()
- Admissible—all criteria fulfilled
![Biomass 03 00021 i050]()
- Not admissible—at least one criterion not fulfilled
![Biomass 03 00021 i051]()
- Conditional admission—only some samples admissible (due to results dispersion)
![Biomass 03 00021 i052]()
- Inconclusive admission—not possible to define (cases where the characteristics of the sample were outside the scope of the analytical procedure)
 ,
,  ,
,  and
and  ) as described in the first step.
) as described in the first step.3. Materials and Methods
3.1. Analytical Procedures for the Physicochemical Characterisation
3.2. Operating Conditions of the Chemical, Biochemical and Thermochemical Conversions
4. Results and Discussion
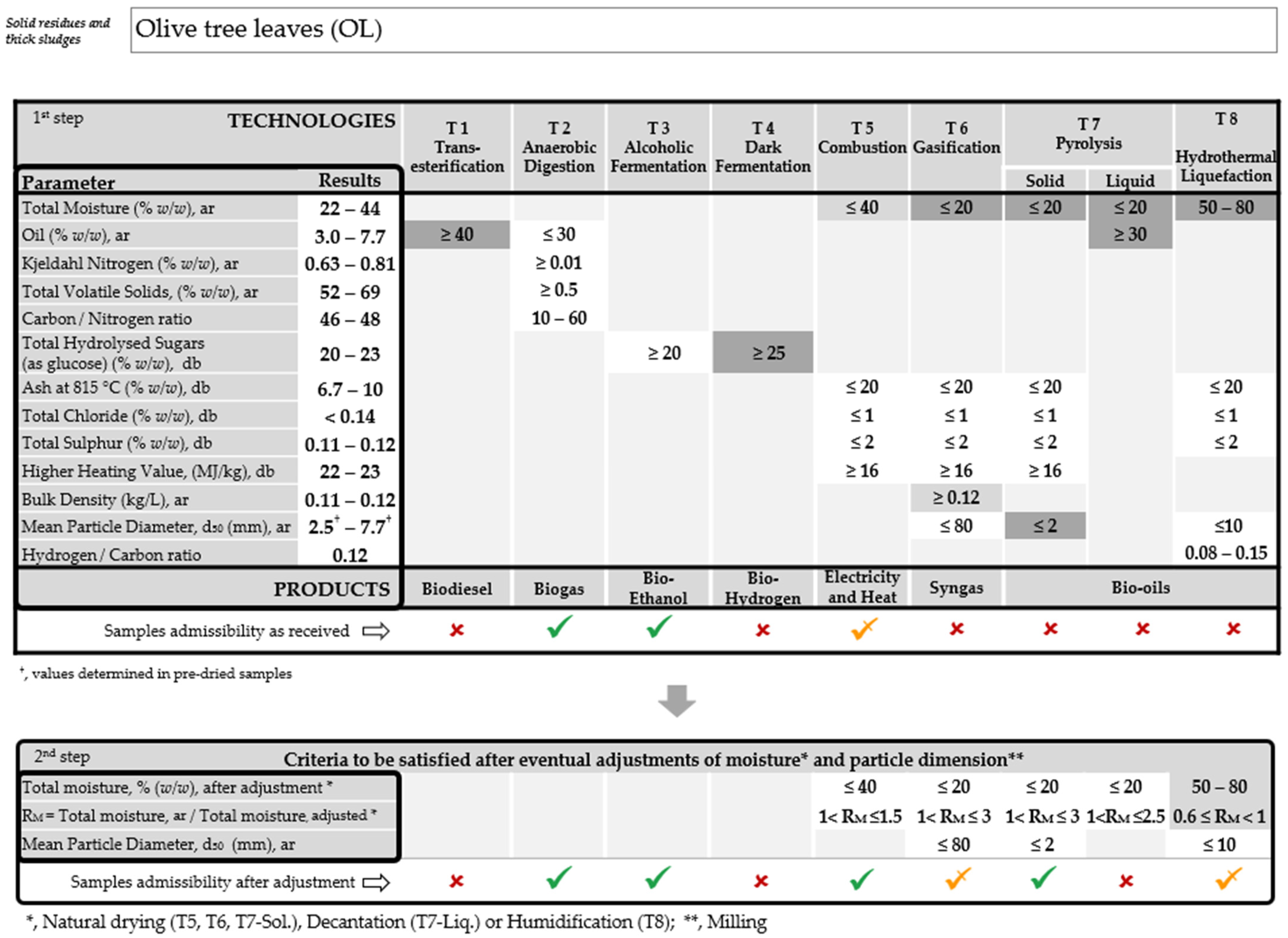
4.1. Waste Biomass Types
4.2. Physicochemical Characterisation
4.3. Application of the Admissibility Grid
4.4. Validation of the Admissibility Grid
4.5. Technology and Feedstock Flexibility
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AD | Anaerobic digestion |
| BFB | Bubbling-fluidised-bed |
| CHP | Combined Heat and Power |
| CP | Carob pulp |
| CPS | Chestnut processing sludges (IWWTP sludges from chestnut processing) |
| CS | Chestnut shells |
| CSTR | Continuous stirred tank reactor |
| CW | Cheese whey |
| DF | Dark fermentation |
| DR | Residue from yogurt production |
| DS | Dairy sludge (IWWTP sludge from yogurt production) |
| EU | European Union |
| FAME | Fatty acid methyl esters |
| FPW | Wastes from fruit processing |
| FPS | Fruit processing sludges (IWWTP sludge from fruit processing) |
| FW | Food waste |
| GBW | Green and brown wastes |
| GC | Gas chromatography |
| GC/MS | Gas chromatography/mass spectrometry |
| GHV | Gross Heating Value |
| GM | Grape marc |
| HHV | High Heating Value |
| HTL | Hydrothermal Liquefaction |
| IWWTP | Industrial wastewater treatment plant |
| L/S | Liquid/solid |
| MBT | Mechanical and biological treatment |
| MSW | Municipal solid waste |
| MT | Mechanical treatment |
| OL | Olive tree leaves |
| OOF | Olive oil residual organic fraction with high fat content |
| OP | Olive pomace |
| OS | Olive stone |
| PL | Poultry litter |
| PPS | Pulp and paper primary sludge |
| RM | Moisture ratio |
| SCW | Second cheese whey |
| SS | Sewage sludges |
| STP | Standard temperature and pressure |
| TMB | Mechanical sorting and composting |
| TP | Tomato pomace |
| TS | Tomate sludges (IWWTP sludge from tomato processing) |
| TVS | Total volatile solids |
| WL | Wine lees |
| WWTP | Wastewater treatment plant |
References
- Malinauskaite, J.; Jouhara, H.; Czajczyńska, D.; Stanchev, P.; Katsou, E.; Rostkowski, P.; Thorne, R.J.; Colón, J.; Ponsá, S.; Al-Mansour, F.; et al. Spencer Municipal solid waste management and waste-to-energy in the context of a circular economy and energy recycling in Europe. Energy 2017, 141, 2013–2044. [Google Scholar] [CrossRef]
- Net Zero by 2050—A Roadmap for the Global Energy Sector (2021) International Energy Agency Revised Version (4th Revision). Available online: https://www.iea.org/reports/net-zero-by-2050 (accessed on 9 February 2023).
- Levaggi, L.; Levaggi, R.; Marchiori, C.; Trecroci, C. Waste-to-Energy in the EU: The Effects of Plant Ownership, Waste Mobility, and Decentralization on Environmental Outcomes and Welfare. Sustainability 2020, 12, 5743. [Google Scholar] [CrossRef]
- Brahma, S.; Nath, B.; Basumatary, B.; Das, B.; Saikia, P.; Patir, K.; Basumatary, S. Biodiesel production from mixed oils: A sustainable approach towards industrial biofuel production. Chem. Eng. J. Adv. 2022, 10, 100284. [Google Scholar] [CrossRef]
- Zulqarnain, A.M.; Yusoff, M.H.M.; Nazir, M.H.; Zahid, I.; Ameen, M.; Sher, F.; Floresyona, D.; Budi Nursanto, E.A. Comprehensive Review on Oil Extraction and Biodiesel Production Technologies. Sustainability 2021, 13, 788. [Google Scholar] [CrossRef]
- Mahmudul, H.M.; Hagos, F.Y.; Mamat, R.; Abdul Adam, A.; Ishak, W.F.W.; Alenezi, R. Production, characterization and performance of biodiesel as an alternative fuel in diesel engines—A review. Renew. Sustain. Energy Rev. 2017, 72, 497–509. [Google Scholar] [CrossRef]
- Muktham, R.; Bhargava, S.B.; Bankupalli, S.; Ball, A.S. A Review on 1st and 2nd Generation Bioethanol Production-Recent Progress. J. Sustain. Bioenergy Syst. 2016, 6, 72–92. [Google Scholar] [CrossRef]
- Ghimire, A.; Frunzo, L.; Pirozzi, F.; Trably, E.; Escudie, R.; Lens, P.; Esposito, G. A review on dark fermentative biohydrogen production from organic biomass: Process parameters and use of by-products. Appl. Energy 2015, 144, 73–95. [Google Scholar] [CrossRef]
- Singh, A.; Sevda, S.; Reesh, I.M.; Vanbroekhoven, K.; Rathore, D.; Pant, D. Biohydrogen Production from Lignocellulosic Biomass: Technology and Sustainability. Energies 2015, 8, 13062–13080. [Google Scholar] [CrossRef]
- Azhar, S.H.; Abdulla, R.; Jambo, S.A.; Marbawi, H.; Gansau, J.A.; Faik, A.A.; Rodrigues, K.F. Yeasts in sustainable bioethanol production: A review. Biochem. Biophys. Rep. 2017, 10, 52–61. [Google Scholar] [CrossRef]
- EU Taxonomy: Accelerating Sustainable Investments (Regulation (EU) 2020/852). Available online: https://finance.ec.europa.eu/system/files/2022-02/sustainable-finance-taxonomy-complementary-climate-delegated-act-factsheet_en.pdf (accessed on 9 February 2023).
- Pan, S.; Du, M.A.; Te Huang, I.; Liu, I.; Chang, E.; Chiang, P. Strategies on implementation of waste-to-energy (WTE) supply chain for circular economy system: A review. J. Clean. Prod. 2015, 108, 409–421. [Google Scholar] [CrossRef]
- Biogas Barometer 2017. Available online: https://www.eurobserv-er.org/biogas-barometer-2017/#:~:text=Biogas%20barometer%202017%20-%20EurObserv%27ER%20Biogas%20barometer%202017,more%20than%2016%20million%20tonnes%20of%20oil%20equivalent (accessed on 6 April 2023).
- Technology Roadmap: Biofuels for Transport. Available online: https://iea.blob.core.windows.net/assets/0905b11e-53d4-417a-a061-453934009476/Biofuels_Roadmap_WEB.pdf (accessed on 6 April 2023).
- Mao, C.; Feng, Y.; Wang, X.; Ren, G. Review on research achievements of biogas from anaerobic digestion. Renew. Sustain. Energy Rev. 2015, 45, 540–555. [Google Scholar] [CrossRef]
- Jain, S.; Wolf, I.T.; Lee, J.; Tong, Y.W. A comprehensive review on operating parameters and different pretreatment methodologies for anaerobic digestion of municipal solid waste. Renew. Sustain. Energy Rev. 2015, 52, 142–154. [Google Scholar] [CrossRef]
- Li, Y.; Jin, Y.; Borrion, A.; Li, J. Influence of feed/inoculum ratios and waste cooking oil content on the mesophilic anaerobic digestion of food waste. Waste Manag. 2018, 73, 156–164. [Google Scholar] [CrossRef]
- Gerardi, M.H. PART III Operational Conditions: 17 Toxicity. In The Microbiology of Anaerobic Digesters, 1st ed.; Wastewater Microbiology Series; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; pp. 105–117. [Google Scholar] [CrossRef]
- Taricska, J.R.; Long, D.A.; Chen, J.P.; Hung, Y.-T.; Zou, S.-W. Chapter 5: Anaerobic Digestion. In Handbook of Environmental Engineering, 1st ed.; Wang, L.K., Shammas, N.K., Hung, Y.-T., Eds.; The Humana Press Inc.: Totowa, NJ, USA, 2007; Volume 6: Biosolids Treatment Processes, pp. 135–176. [Google Scholar]
- Yuntenwi, E.A.T.; MacCarty, N.; Still, D.; Ertel, J. Laboratory study of the effects of moisture content on heat transfer and combustion efficiency of three biomass cook stoves. Energy Sustain. Dev. 2008, 12, 66–77. [Google Scholar] [CrossRef]
- Moura, P.; Henriques, J.; Alexandre, J.; Oliveira, A.C.; Abreu, M.; Gírio, F.; Catarino, J. Sustainable value methodology to compare the performance of conversion technologies for the production of electricity and heat, energy vectors and biofuels from waste biomass. Clean. Waste Syst. 2022, 3, 100029. [Google Scholar] [CrossRef]
- Motta, I.L.; Miranda, N.T.; Filho, R.M.; Maciel, M.R.W. Biomass gasification in fluidized beds: A review of biomass moisture content and operating pressure effects. Renew. Sustain. Energy Rev. 2018, 94, 998–1023. [Google Scholar] [CrossRef]
- Pinto, F.; Costa, P.; Miranda, M. Thermochemical treatment (Part II: Chapter 5). In Algal Biofuels; Pereira, L., Ed.; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2017; ISBN 978-1-4987-5231-2. [Google Scholar]
- Eremeeva, A.M.; Kondrasheva, N.K.; Khasanov, A.F.; Oleynik, I.L. Environmentally Friendly Diesel Fuel Obtained from Vegetable Raw Materials and Hydrocarbon Crude. Energies 2023, 16, 2121. [Google Scholar] [CrossRef]
- Dimitriadis, A.; Bezergianni, S. Hydrothermal liquefaction of various biomass and waste feedstocks for biocrude production: A state of the art review. Renew. Sustain. Energy Rev. 2017, 68, 113–125. [Google Scholar] [CrossRef]
- Fan, Q.; Fu, P.; Song, C.; Fan, Y. Valorization of waste biomass through hydrothermal liquefaction: A review with focus on linking hydrothermal factors to products characteristics. Ind. Crops Prod. 2023, 191, 116017. [Google Scholar] [CrossRef]
- Mathimani, T.; Mallick, N. A review on the hydrothermal processing of microalgal biomass to bio-oil—Knowledge gaps and recent advances. J. Clean. Prod. 2019, 217, 69–84. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, Z.; Shen, B.; Liu, L. Insights into biochar and hydrochar production and applications: A review. Energy 2019, 171, 581–598. [Google Scholar] [CrossRef]
- ISO 17828; Solid Biofuels—Determination of Bulk Density. International Organization for Standardization: Geneva, Switzerland, 2015.
- Trancoso, M.A.; Nogueira, C.A.; Calisto, S.C. Validation and setting up quality control for characterization of aluminum alloys in non-ferrous fraction of auto-shredders. SN Appl. Sci. 2020, 2, 1762–1773. [Google Scholar] [CrossRef]
- ISO 18134-1; Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 1: Total Moisture—Reference Method. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 14780; Solid Biofuels—Sample Preparation. International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 17827-1; Solid Biofuels—Determination of Particle Size Distribution for Uncompressed Fuels—Part 1: Oscillating Screen Method Using Sieves with Apertures of 3.15 mm and above. International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 17827-2; Solid Biofuels—Determination of Particle Size Distribution for Uncompressed Fuels—Part 2: Vibrating Screen Method Using Sieves with Aperture of 3.15 mm and below. International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 18134-3; Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 3: Moisture in General Analysis Sample. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 16993; Solid Biofuels—Conversion of Analytical Results from One Basis to Another. International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 18122; Solid Biofuels—Determination of Ash Content. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 1171; Solid Mineral Fuels—Determination of Ash. International Organization for Standardization: Geneva, Switzerland, 2010.
- APHA. 2540 B; Total Solids Dried at 103–105 °C. In Standard Methods for the Examination of Water and Wastewater, 23rd ed.; American Public Health Association: Washington DC, USA, 2017; pp. 2–3. [Google Scholar]
- APHA—AWWA-WPCF. 2540 E; Fixed and Volatile Solids Ignited at 550 °C. In Standard Methods for the Examination of Water and Wastewater, 23rd ed.; American Public Health Association: Washington DC, USA, 2017; p. 6. [Google Scholar]
- ISO 16948; Solid Biofuels—Determination of Total Content of Carbon. Hydrogen and Nitrogen. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 16994; Determination of Total Content of Sulphur and Chlorine. International Organization for Standardization: Geneva, Switzerland, 2016.
- WEPAL. International Biomass Exchange Program. BIMEP; Quarterly Report 2018.3; Wageningen University Environmental Sciences: Wageningen, The Netherlands, 2018. [Google Scholar]
- ISO 13528; Statistical Methods for Use in Proficiency Testing by Interlaboratory Comparisons. Organization for Standardization: Geneva, Switzerland, 2015.
- EN 13342; Characterization of Sludges—Determination of Kjeldahl Nitrogen. European Committee for Standardization: Brussels, Belgium, 2000.
- ISO 659; Oilseeds—Determination of Oil Content (Reference Method). International Organization for Standardization: Geneva, Switzerland, 2009.
- Hoebler, C.; Barry, J.L.; David, A.; Delort-Laval, J. Rapid acid hydrolysis of plant cell wall polysaccharides and simplified quantitative determination of their neutral monosaccharides by gas-liquid chromatography. J. Agric. Food Chem. 1989, 37, 360–367. [Google Scholar] [CrossRef]
- Dubois, M.; Gilles, K.A.; Hamilton, J.K.; Rebers, P.A.; Smith, F. Colorimetric method for determination of sugars and related substances. Anal. Chem. 1956, 28, 350–356. [Google Scholar] [CrossRef]
- ISO 18125; Solid Biofuels—Determination of Calorific Value. International Organization for Standardization: Geneva, Switzerland, 2017.
- Trancoso, M.A.; Sousa, A.R.; Mouro, F.; Freitas, M.C.; Almeida, S.; Canha, N. Indoor air quality: Validation and setting up quality control for determination of anions and cations in particulate matter. Accredit. Qual. Assur. 2012, 7, 199–206. [Google Scholar] [CrossRef]
- EN 14104; Fat and Oil Derivates—Fatty Acid Methyl Ester (FAME)—Determination of Acid Value. European Committee for Standardization (CEN): Brussels, Belgium, 2021.
- Eusébio, A.; Neves, A.; Marques, I.P. Complementary substrates—Brewery wastewater and piggery effluent—Assessment and microbial community profiling in a hybrid anaerobic reactor. Appl. Sci. 2021, 11, 4364. [Google Scholar] [CrossRef]
- Batista, A.P.; Moura, P.; Paula, A.S.; Marques, S.; Ortigueira, J.; Alves, L.; Gouveia, L. Scenedesmus obliquus as feedstock for biohydrogen production by Enterobacter aerogenes and Clostridium butyricum. Fuel 2014, 117, 537–543. [Google Scholar] [CrossRef]
- Ortigueira, J.; Silva, C.; Moura, P. Assessment of the adequacy of different Mediterranean waste biomass types for fermentative hydrogen production and the particular advantage of carob (Ceratonia silique L.) pulp. Int. J. Hydrog. Energy 2018, 43, 7773–7783. [Google Scholar] [CrossRef]
- Ortigueira, J.; Pacheco, M.; Trancoso, M.A.; Farrancha, P.; Correia, J.; Silva, C.; Moura, P. Food waste biorefinery: Stability of an acidogenic fermentation system with carbon dioxide sequestration and electricity generation. J. Clean. Prod. 2020, 270, 122040. [Google Scholar] [CrossRef]
- Abelha, P.; Franco, C.; Pinto, F.; Lopes, H.; Gulyurtlu, I.; Gominho, J.; Lourenco, A.; Pereira, H. Thermal Conversion of Cynara cardunculus L. and Mixtures with Eucalyptus Globulus by Fluidized Bed Combustion and Gasification. Energy Fuels 2013, 27, 6725–6737. [Google Scholar] [CrossRef]
- Pinto, F.; André, R.; Miranda, M.; Neves, D.; Varela, F.; Santos, J. Effect of gasification agent on co-gasification of rice production wastes mixtures. Fuel 2016, 180, 407–416. [Google Scholar] [CrossRef]
- Costa, P.; Mata, R.; Pinto, F.; Paradela, F.; Dutra, F. Hydrothermal Liquefaction of Microalgae for the Production of Biocrude and Value-added Chemicals. Chem. Eng. Trans. 2022, 94, 865–870. [Google Scholar] [CrossRef]
- Fleyfel, L.M.; Vel Leitner, N.K.; Deborde, M.; Matta, J.; El Najjar, N.H. Olive oil liquid wastes–Characteristics and treatments: A literature review. Process Saf. Environ. Prot. 2022, 168, 1031–1048. [Google Scholar] [CrossRef]
- Eryasar, K.; Karasu-Yalcin, S. Evaluation of some lignocellulosic byproducts of food industry for microbial xylitol production by Candida tropicalis. 3 Biotech 2016, 6, 202. [Google Scholar] [CrossRef]
- Wani, I.A.; Hamid, H.; Hamdani, A.M.; Gani, A.; Ashwar, B.A. Physico-chemical, rheological and antioxidant properties of sweet chestnut (Castanea sativa Mill.) as affected by pan and microwave roasting. J. Adv. Res. 2017, 8, 399–405. [Google Scholar] [CrossRef]
- Roati, C.; Fiore, S.; Ruffino, B.; Marchese, F.; Novarino, D.; Zanetti, M.C. Preliminary evaluation of the potential biogas production of food-processing industrial wastes. Am. J. Environ. Sci. 2012, 8, 291–296. [Google Scholar] [CrossRef]
- Elalami, D.; Carrère, H.; Abdelouahdi, K.; Oukarroum, A.; Dhiba, D.; Arji, M.; Barakat, A. Combination of dry milling and separation processes with anaerobic digestion of olive mill solid waste: Methane production and energy efficiency. Molecules 2018, 23, 3295. [Google Scholar] [CrossRef] [PubMed]
- Bouallagui, H.; Touhami, Y.; Ben Cheikh, R.; Hamdi, M. Bioreactor performance in anaerobic digestion of fruit and vegetable wastes. Process Biochem. 2005, 40, 989–995. [Google Scholar] [CrossRef]
- Ji, C.; Kong, C.X.; Mei, Z.L.; Li, J. A Review of the Anaerobic Digestion of Fruit and Vegetable Waste. Appl. Biochem. Biotechnol. 2017, 183, 906–922. [Google Scholar] [CrossRef] [PubMed]
- Goswami, R.; Chattopadhyay, P.; Shome, A.; Banerjee, S.N.; Chakraborty, A.K.; Mathew, A.K.; Chaudhury, S. An overview of physico-chemical mechanisms of biogas production by microbial communities: A step towards sustainable waste management. 3 Biotech 2016, 6, 72. [Google Scholar] [CrossRef]
- Yusuf, A.A.; Inambao, F.L. Bioethanol production techniques from lignocellulosic biomass as alternative fuel: A review. Int. J. Mech. Eng. Technol. 2019, 10, 34. Available online: https://ssrn.com/abstract=3451096 (accessed on 20 July 2023).
- Gonzalez-Rios, J.A.; Valle-Pérez, A.U.; Amaya-Delgado, L.; Sanchez, A. A quick fed-batch saccharification strategy of wheat straw at high solid loadings improving lignocellulosic ethanol productivity. Biomass Convers. Biorefinery 2023, 13, 4991–5003. [Google Scholar] [CrossRef]
- Gomes, D.; Gama, M.; Domingues, L. Determinants on an efficient cellulase recycling process for the production of bioethanol from recycled paper sludge under high solid loadings. Biotechnol. Biofuels 2018, 11, 111. [Google Scholar] [CrossRef] [PubMed]
- Bahry, H.; Abdallah, R.; Chezeaua, B.; Pons, A.; Taha, S.; Vial, C. Biohydrogen production from carob waste of the Lebanese industry by dark fermentation. Biofuels 2022, 13, 219–229. [Google Scholar] [CrossRef]
- Algapani, D.E.; Qiao, W.; Ricci, M.; Bianchi, D.; Wandera, S.M.; Adani, F.; Dong, R. Bio-hydrogen and bio-methane production from food waste in a two stage anaerobic digestion process with digestate recirculation. Renew. Energy 2019, 130, 1108–1115. [Google Scholar] [CrossRef]
- Moreno-Andrade, I.; Carrillo-Reyes, J.; Santiago, S.G.; Bujanos Adame, M.C. Biohydrogen from food waste in a discontinuous process: Effect of HRT and microbial community analysis. Int. J. Hydrog. Energy 2015, 40, 17246–17252. [Google Scholar] [CrossRef]
- Liu, Q.; Zhong, W.; Tang, R.; Yu, H.; Gu, J.; Zhou, G.; Yu, A. Experimental tests on co-firing coal and biomass waste fuels in a fluidised bed under oxy-fuel combustion. Fuel 2021, 286, 119312. [Google Scholar] [CrossRef]
- Liakakou, E.T.; Vreugdenhil, B.J.; Cerone, N.; Zimbardi, F.; Pinto, F.; André, R.; Marques, P.; Mata, R.; Gírio, F. Gasification of lignin-rich residues for the production of biofuels via syngas fermentation: Comparison of gasification technologies. Fuel 2019, 251, 580–592. [Google Scholar] [CrossRef]
- Baláš, M.; Milčák, P.; Elbl, P.; Lisý, M.; Lachman, J.; Kracík, P. Gasification of fermentation residue in a fluidised-bed gasifier. Energy 2022, 245, 123211. [Google Scholar] [CrossRef]
- Dermibas, A. Recovery of gasoline and diesel range hydrocarbons from waste vegetable oils petroleum. Sci. Technol. 2015, 33, 1703–1711. [Google Scholar] [CrossRef]
- Nascimento, L.; Ribeiro, A.; Ferreira, A.; Valério, N.; Pinheiro, V.; Araújo, J.; Vilarinho, C.; Carvalho, J. Turning Waste Cooking Oils into Biofuels—Valorization Technologies: A Review. Energies 2022, 15, 116. [Google Scholar] [CrossRef]
- European Environment Agency (EEA); The European Topic Centre on Waste and Materials in a Green Economy (ETC/WMGE). Early Warning Assessment Related to The 2025 Targets for Municipal Waste and Packaging Waste, Country Profile: Portugal. 2022. Available online: https://www.eea.europa.eu/data-and-maps/data-providers-and-partners/european-topic-centre-on-waste (accessed on 28 July 2023).
- EU Directive Waste: Directive (EU) 2018/851 of the European Parliament and of the Council of 30 May 2018 Amending Directive 2008/98/EC on Waste. Official Journal of the European Union, 14.6.2018, L 150/109. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32018L0851 (accessed on 28 July 2023).
- AgroNews11. Available online: https://www.millenniumbcp.pt/pt/apoio_as_empresas/solucoes-setorais/Documents/Millennium_AgroNews11.pdf (accessed on 28 July 2023).
- INE. Oil Production. Available online: https://www.ine.pt/xportal/xmain?xpid=INE&xpgid=ine_indicadores&indOcorrCod=0000709&contexto=bd&selTab=tab2 (accessed on 28 July 2023).
- Ribeiro, T.B.; Oliveira, A.L.; Costa, C.; Nunes, J.; Vicente, A.A.; Pintado, M. Total and Sustainable Valorisation of Olive Pomace Using a Fractionation Approach. Appl. Sci. 2020, 10, 6785. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Conversion Process | Technology | Maturity Degree in Portugal | Process | Energy Product | Potential Feedstocks | Discriminating Parameters |
|---|---|---|---|---|---|---|
| (Bio)chemical | (Trans)esterification | Mature | Conversion of glycerides and/or free fatty acids into esters, in the presence of an alcohol and a catalyst | FAME (biodiesel) | Used cooking oils, vegetable oils, animal fat, agro-industrial residues rich in oil | Oil |
| Anaerobic digestion | Mature | Hydrolysis, acidification and methanation of organic substrates under anaerobic conditions by several categories of microorganisms and enzymes, until the generation of biogas, consisting essentially of CH4 and CO2 | Biogas, biomethane | Effluents and organic residues, animal and sewage sludge, agricultural and agro-industrial residues, green wastes, municipal solid waste | C/N ratio N-K TVS Oil | |
| Fermentation | Mature | Biological conversion of carbohydrate-rich biomass by the action of fermentative yeasts | Bioethanol | Lignocellulosic materials, agriculture and agro-industrial residues rich in fermentable sugars, food waste | Hydrolysed sugars | |
| Dark fermentation | Emerging | Biological conversion of carbohydrate-rich biomass by strict or facultative anaerobic microorganisms, with the production of H2, CO2 and organic acids | Hydrogen | Hydrolysed sugars | ||
| Thermochemical | Combustion | Mature | Thermochemical conversion of the chemical energy contained in biomass into other energy sources, such as thermal energy and mechanical energy | Heat and power | Dry wood shavings, residues from forestry crops, agriculture and agro-industrial residues, municipal solid waste | Moisture Ash, Cl, S HHV |
| Gasification | Mature | Thermochemical conversion of carbonaceous matter at high temperatures and with limited oxidizing agent, resulting in a combustible gas mainly formed by H2, CO2, CO, CH4 and other gaseous C2- and C4-hydrocarbons, which can be used as gaseous biofuel or as raw biomaterial | Syngas | Dry wood shavings, agricultural and agro-industrial residues, municipal solid waste | Moisture Ash, Cl, S HHV Bulk density Particle size | |
| Pyrolysis (solid) | Mature | Thermochemical decomposition of biomass in an oxygen-free atmosphere, at medium or high temperatures | Bio-oils | Residues from the wood industry and biomass processing, energy crops, residues from agricultural and agro-industrial activities | Moisture Ash, Cl, S HHV Particle size | |
| Pyrolysis (liquid) | Emerging | Residues from agro-industrial activities | Moisture Oil | |||
| Hydrothermal liquefaction | Emerging | Thermochemical process used to convert raw materials with high moisture content into bio-oil and value-added chemicals, where the macromolecules making up the biomass are hydrolysed or degraded using water at average temperatures and high pressures | Bio-oils | Residues from the wood industry and biomass processing, residues from agricultural and agro-industrial activities, municipal solid waste, microalgae and macroalgae biomass without previous drying | Moisture Ash, Cl, S Particle size H/C ratio |
| (a) | SOLID RESIDUES AND THICK SLUDGES | ||||||
| Organic fractions of MSW and sludges from WWTPs | MSW-Separated streams | Food waste |  FW1 |  FW2 | |||
| Green and brown wastes |  GBW1 |  GBW2 |  GBW3 | ||||
| MSW-Mixed streams | Organic fraction obtained after MBT |  MBT1 |  MBT2 |  MBT3 |  MBT4 | ||
| Organic fraction obtained after MT |  MT1 |  MT2 |  MT3 |  MT4 |  MT5 | ||
| WWTP-Sewage | Sewage sludges after stabilisation and dehydration |  SS1 |  SS2 | ||||
| Organic fractions from industrial wastes, sludges, and by-products | Olive oil industry | Olive pomace |  OP1 |  OP2 |  OP3 | ||
| Olive tree leaves |  OL2 |  OL1 | |||||
| Olive stone |  OS | ||||||
| Chestnut industry | Chestnut shells |  CS1 |  CS2 | ||||
| Locust bean gum industry | Carob pulp |  CP | |||||
| Wine industry | Grape marc |  GM GM | |||||
| Tomato industry | Tomato pomace |  TP1 |  TP2 | ||||
| IWWTP sludge from tomato processing |  TS | ||||||
| Dairy industry | Residue from yogurt production |  DR | |||||
| IWWTP sludge from yogurt production |  DS | ||||||
| Fruit processing | IWWTP sludge from fruit processing |  FPS | |||||
| Poultry | Poultry litter |  PL1 |  PL2 | ||||
| Pulp and paper industry | Primary sludge |  PPS1 |  PPS2 |  PPS3 |  PPS4 |  PPS5 | |
| (b) | LIQUID SLUDGES AND FATS | ||||||
| Organic fractions of MSW and sludges from WWTPs | MSW-Separated streams | Food waste hydrolysate for organic valorisation |  FW3 | ||||
| Organic fractions from industrial wastes, sludges, and by-products | Olive oil industry | Olive oil residual organic fraction with high fat content |  OOF1 |  OOF2 | |||
| Chestnut industry | IWWTP sludges from chestnut processing |  CPS | |||||
| Wine industry | Wine lees |  WL1 |  WL2 | ||||
| Dairy industry | Cheese whey and second cheese whey |  CW |  SCW | ||||
| Fruit processing | Wastes from fruit processing |  FPW | |||||
| Parameter | MSW-Separated Streams | MSW–Mixed Streams | WWTP-Sewage | ||
|---|---|---|---|---|---|
| Food Waste | Green and Brown Wastes | Organic Fraction Obtained after MBT | Organic Fraction Obtained after MT | Sewage Sludges after Stabilisation and Dehydration | |
| Total Moisture (% w/w), ar | 70–86 | 33–72 | 5.1–34 | 7.4–56 | 80 |
| Oil (% w/w), ar | 3.6–7.2 | 1.4–1.6 | 0.48–3.5 | 0.89–4.1 | 0.60–0.92 |
| Kjeldahl Nitrogen (% w/w), ar | 0.18–1.1 | 0.73–0.81 | 0.59–1.7 | 0.52–1.4 | 0.43–1.7 |
| Total Volatile Solids (% w/w), ar | 14–26 | 23–46 | 18–44 | 21–46 | 16 |
| Carbon/Nitrogen ratio | 16 | 20–36 | 15–24 | 17–32 | 5.5–5.7 |
| Total Hydrolysed Sugars (as glucose) (% w/w), db | 31–40 | 12–22 | 6.1–18 | 13–30 | 11–13 |
| Ash at 815 °C (% w/w), db | 2.6–7.2 | 14–30 | 37–77 | 32–48 | 17–19 |
| Total Chloride (% w/w), db | 2.3 | 0.33–0.56 | 0.20–0.69 | 0.31–0.85 | 0.32–0.40 |
| Total Sulphur (% w/w), db | 0.22–0.27 | 0.02–0.19 | 0.12–0.42 | 0.20–0.32 | 0.87–1.0 |
| Higher Heating Value (MJ/kg), db | 22–24 | 13–17 | 4.7–12 | 9.8–15 | 19–20 |
| Bulk Density (kg/L), ar | 0.89–1.0 | 0.09–0.20 | 0.40–0.87 | 0.30–0.51 | 0.62–0.66 |
| Mean Particle Diameter, d50 (mm), ar | -- | 5.2 †–58 † | 1.6 †–6.9 † | 10 †–29 † | -- |
| Hydrogen/Carbon ratio | 0.13–0.14 | 0.08–0.10 | 0.08–0.10 | 0.11–0.13 | 0.12–0.13 |
| Parameter | Olive Oil Industry | Chestnut Industry | Locust Bean Gum Industry | Wine Industry | Tomato Industry | Dairy Industry | Fruit Processing | Poultry | Pulp and Paper Industry | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Olive Pomace | Olive Tree Leaves | Olive Stone | Chestnut Shells | Carob Pulp | Grape Marc | Tomato Pomace | IWWTP Sludge from Tomato Processing | Residue from Yogurt Production | IWWTP Sludge from Yogurt Production | IWWTP Sludge from Fruit Processing | Poultry Litter | Primary Sludge | |
| Total Moisture (% w/w), ar | 13–62 | 22–44 | 23 | 64–80 | 15 | 8.4 | 60–94 | 55 | 50 | 84 | 91 | 29–64 | 52–69 |
| Oil (% w/w), ar | 0.83–5.7 | 3.0–7.7 | 3.7 | 0.29–0.80 | 0.35 | 4.2 | 1.8–2.1 | 0.12 | 40 | 7.0 | 0.29 | 0.52–1.5 | 0.10–0.15 |
| Kjeldahl Nitrogen (% w/w), ar | 0.22–1.7 | 0.63–0.81 | 0.28 | 0.21–0.49 | 0.44 | 1.8 | 0.58–1.7 | 0.91 | 0.20 | 0.84 | 0.27 | 1.6 | 0.03–1.1 |
| Total Volatile Solids, (% w/w), ar | 36–77 | 52–69 | 76 | 20–35 | 83 | 85 | 6.0–40 | 6.3 | 50 | 16 | 8.1 | 29–60 | 11–35 |
| Carbon/Nitrogen ratio | 21–54 | 46–48 | 97 | 42–65 | 79 | 26 | 18‡ | 5.8 | - | 12 | 10 | 12–17 | 6.9–1.3 × 102 |
| Total Hydrolysed Sugars (as glucose) (% w/w), db | 23–28 | 20–23 | 18 | 31–36 | 29 | 21 | 13–58 | 1.2 | 0.21 ‡ | 2.7 | 36 | 42–45 | 3.0–74 |
| Ash at 815 °C (% w/w), db | 4.0–9.3 | 6.7–10 | 1.2 | 1.5–2.5 | 2.4 | 5.6 | 0.20–2.5 | 84 | 0.28 | 4.1 | 8.2 | 14–19 | 7.1–63 |
| Total Chloride (% w/w), db | <0.14–0.35 | <0.14 | <0.14 | <0.14 | <0.14 | <0.14 | <0.14 ‡ | n.a. | n.a. | <40.1 | 0.18 | 0.37–0.50 | <0.14–0.16 |
| Total Sulphur (% w/w), db | 0.10–0.11 | 0.11–0.12 | 0.04 | 0.07–0.09 | <0.03 | <0.03 | 0.13 ‡ | n.a. | n.a. | 0.32 | 0.14 | 0.29–0.39 | <0.03 –0.20 |
| Higher Heating Value (MJ/kg), db | 20–23 | 22–23 | 22 | 20 | 18 | 21 | 25 ‡ | n.a. | n.a. | 32 | 21 | 15–17 | 5.6–15 |
| Bulk Density (kg/L), ar | 0.64–1.1 | 0.11–0.12 | 0.67 | 0.31–0.79 | 0.51 | 0.28 | 0.43–1.0 | 1.2 | 0.76 ‡ | 0.97 | 0.96 | 0.25–0.59 | 0.51–1.0 |
| Mean Particle Diameter, d50 (mm), ar | -- | 2.5 †–7.7 † | 1.5† | 2.4 †–7.3 † | 5.4 | 2.7 | 2.8 †,‡ | -- | -- | -- | -- | -- | 2.4 †–4.7 † |
| Hydrogen/Carbon ratio | 0.10–0.13 | 0.12 | 0.11 | 0.09–0.10 | 0.09 | 0.11 | 0.13 ‡ | 0.18 | - | 0.15 | 0.12 | 0.12 | 0.08–0.12 |
| Parameter | MSW-Separated Stream | Olive Oil Industry | Chestnut Industry | Wine Industry | Dairy Industry | Fruit Processing |
|---|---|---|---|---|---|---|
| Food Waste Hydrolysate for Organic Valorisation | Olive oil Residual Organic Fraction with High Fat Content | IWWTP Sludges from Chestnut Processing | Wine Lees | Cheese Whey and Second Cheese Whey | Waste from Fruit Processing | |
| Total Moisture (% w/w), ar | 93 | 9.6–13 | 99 | 90 | 92–93 | 82 |
| Oil (kg/L), ar | 0.02 | 0.46–0.76 | <0.01 | <0.01 | <0.01 | <0.01 |
| Kjeldahl Nitrogen (g/L), ar | 3.1 | 0.08 ‡ | 0.22 | 3.5–4.5 | 0.91–2.0 | 0.12 |
| Total Volatile Solids (kg/L), ar | 0.05 | 0.81–0.86 | 0.01 | 0.07–0.08 | 0.06–0.07 | 0.19 |
| Carbon/Nitrogen ratio | 11 | - | 19 | 10–11 | - | 58 |
| Total Hydrolysed Sugars (as glucose) (% w/w), db | 6.8 | 0.03–0.08 | 18 | 17–19 | 37–64 | 50 |
| Ash at 815 °C (% w/w), db | 24 | 0.11–0.29 | 7.0 | 16–28 | 7.1–15 | 1.5 |
| Total Chloride (% w/w), db | 1.6 | n.a. | 0.35 | n.a. * | n.a. | n.a. * |
| Total Sulphur (% w/w), db | 0.81 | n.a. | 0.35 | n.a. * | n.a. | n.a. * |
| Higher Heating Value (MJ/kg), db | 22 | n.a. | 19 | n.a. * | n.a. | n.a. * |
| Bulk Density (kg/L), ar | 0.99 | 0.93–0.95 | 0.99 | 1.0 | 1.0 | 1.0 |
| Hydrogen/Carbon ratio | 0.15 | - | 0.14 | 0.12–0.13 | - | 0.17 |
| Technologies | T1 | T2 | T3 | T4 | T5 | T6 | T7 | T8 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Sample Type | (Trans) Esterification | Anaerobic Digestion | Alcoholic Fermentation | Dark Fermentation | Combustion | Gasification | Pyrolysis | Hydrothermal Liquefaction | |||
| Solid | Liquid | ||||||||||
| Solid Residues and Thick Sludges | MSW-Separated streams | Food waste | ✕ | ✓ | ✓ | ✓ | ✕ | ✕ | ✕ | ✕ | ✕ |
| Green and brown wastes | ✕ | ✓ | | ✕ | | (a) | (b) | ✕ | | ||
| MSW- Mixed streams | Organic fraction obtained after MBT | ✕ | ✓ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | |
| Organic fraction obtained after MT | ✕ | ✓ | | | ✕ | ✕ | ✕ | ✕ | ✕ | ||
| WWTP-Sewage | Sewage sludges after stabilisation and dehydration | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✓ | |
| Olive oil industry | Olive pomace | ✕ | ✓ | ✓ | | | | | ✕ | | |
| Olive tree leaves | ✕ | ✓ | ✓ | ✕ | ✓(a) | (a) | ✓(b) | ✕ | (a) | ||
| Olive stone | ✕ | ✕ | ✕ | ✕ | ✓ | ✓(a) | ✓(a) | ✕ | ✕ | ||
| Chestnut industry | Chestnut shells | ✕ | | ✓ | ✓ | ✕ | ✕ | ✕ | ✕ | ✓ | |
| Locust bean gum industry | Carob pulp | ✕ | ✕ | ✓ | ✓ | ✓ | ✓ | ✓(c) | ✕ | ✕ | |
| Wine industry | Grape marc | ✕ | ✓ | ✓ | ✕ | ✓ | ✓ | ✓(c) | ✕ | ✕ | |
| Tomato industry | Tomato pomace | ✕ | ✓ | | | (a) | (a) | (b) | ✕ | | |
| IWWTP sludge from tomato processing | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ||
| Dairy industry | Residue from yogurt production | ✓ | ✕ | ✕ | ✕ | ✕ | (a) | (a) | ✓(a) | | |
| IWWTP sludge from yogurt production | ✕ | ✓ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ||
| Fruit processing | IWWTP sludge from fruit processing | ✕ | ✓ | ✓ | ✓ | ✕ | ✕ | ✕ | ✕ | ✕ | |
| Poultry | Poultry litter | ✕ | ✓ | ✓ | ✓ | | (b) | (b) | ✕ | ✓ | |
| Pulp and paper industry | Primary sludge | ✕ | | | | ✕ | ✕ | ✕ | ✕ | | |
| Liquid Sludges and Fats | MSW-Separated streams | Food waste hydrolysate for organic valorisation | ✕ | ✓ | ✕ | ✕ | ✕ | ✕ | Technology not applicable to this sample group | ✕ | ✕ |
| Olive oil industry | Olive oil residual organic fraction with high fat content | ✓ | ✕ | ✕ | ✕ | ✕ | | ✓ | ✕ | ||
| Chestnut industry | IWWTP sludges from chestnut processing | ✕ | ✓ | ✓ | ✓ | ✕ | ✕ | ✕ | ✕ | ||
| Wine industry | Wine lees | ✕ | ✓ | ✕ | ✕ | ✕ | ✕ | ✕ | ✕ | ||
| Dairy industry | Cheese whey and second cheese whey | ✕ | | ✓ | ✓ | ✕ | ✕ | ✕ | ✕ | ||
| Fruit processing | Wastes from fruit processing | ✕ | ✓ | ✓ | ✓ | ✕ | ✕ | ✕ | ✕ | ||
Conditional admission: only some samples are admissible; ✕ Not Admissible; Inconclusive admission. (a), Admissible after moisture adjustment; (b), Admissible after moisture adjustment and granulometry reduction; (c), Admissible after granulometry reduction.| (a) | SOLID RESIDUES AND THICK SLUDGES | |||||||
|---|---|---|---|---|---|---|---|---|
| Technology | T1 (Trans)Esterification | T2 Anaerobic Digestion | T3 Alcoholic Fermentation | T4 Dark Fermentation | T5 Combustion | T6 Gasification | T7 Liquid Pyrolysis | T8 Hydrothermal Liquefaction |
| Product | Biodiesel | Biogas and Biomethane | Ethanol | Hydrogen | Electricity and Heat | Syngas | Bio-Oil | Bio-Oil |
| Food waste | N.A. | (+) | (+) | YP/S = 72 L H2/kgdb QP = 0.26 L H2/L.h CP = 93% (V/V) H2 | N.A. | N.A. | N.A. | N.A. |
| Green and brown wastes | N.A. | (+) | (+/−) | N.A. | (+/−) | (+/−) | N.A. | YP/S = 700 g bio-oil/kgdb TProc = 30 min. Crude bio-oil, requires refining |
| Olive pomace | N.A. | YP/S = 4 L CH4/kg QP = 0.01 L CH4/kg.h CP = 69% (V/V) CH4 | (+) | (+/−) | YP/S = 5–9 MJ/kgdb † TProc < 5 min. | YP/S = 1 m3 syngas/kgdb TProc < 5 min. CP (%, V/V) = 43.6 H2; 27.6 CO2; 15.5 CO; 13.3 CnHm | N.A. | (+/−) |
| Olive tree leaves | N.A. | (+) | (+) | N.A. | YP/S = 6–10 MJ/kgdb † TProc < 5 min. | YP/S = 1 m3 syngas/kgdb TProc < 5 min. CP (%, V/V) = 30.6 H2; 20.7 CO2; 27.4 CO; 21.3 CnHm | N.A. | (+/−) |
| Olive stone | N.A. | N.A. | N.A. | N.A. | YP/S = 6–10 MJ/kgdb † TProc < 5 min. | YP/S = 1 m3 syngas/kgdb TProc < 5 min. CP (%, V/V) = 41.1 H2; 31.2 CO2; 14.2 CO; 13.5 CnHm | N.A. | N.A. |
| Chestnut shells | N.A. | YP/S = 11 L CH4/kg QP = 0.06 L CH4/kg.h CP = 46% (V/V) CH4 | (+) | YP/S = 12 L H2/kgdb QP = 0.13 L H2/L.h CP = 50% (V/V) H2 | N.A. | N.A. | N.A. | (+) |
| Carob pulp | N.A. | N.A. | YP/S = 0.24 L EtOH/kgdb QP = 1.8 g EtOH/L.h CP = 63 g EtOH/L | YP/S = 84 L H2/kgdb QP = 0.20 L H2/L.h CP = 93% (V/V) H2 | (+) | (+) | N.A. | N.A. |
| Residue from yogurt production | YP/S = YFAME/oil = 1.5% (w/w) YP/S = YFAME/sample = 0.9% (w/w) CP = 7.8% (w/w) esters ‡ | N.A. | N.A. | N.A. | N.A. | (−) | YP/S = 810 g bio-oil/kgdb TProc = 30 min. CP = 71% (V/V) distilled fraction in crude bio-oil | (−) |
| IWWTP sludge from yogurt production | N.A. | YP/S = 2 L CH4/kg QP = 0.01 L CH4/kg.h CP = 73% (V/V) CH4 | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. |
| Primary sludge from pulp and paper industry | N.A. | (+/−) | YP/S = 0.26 L EtOH/kgdb QP = 1.4 g EtOH/L.h CP = 50 g EtOH/L | (+/−) | N.A. | N.A. | N.A. | (+/−) |
| (b) | LIQUID SLUDGES AND FATS | |||||||
| Technology | T1 (Trans)Esterification | T2 Anaerobic Digestion | T4 Dark Fermentation | T7 Liquid Pyrolysis | ||||
| Product | Biodiesel | Biogas and Biomethane | Hydrogen | Bio-Oil | ||||
| Olive oil residual organic fraction with high fat content | YP/S = YFAME/oil = 40.5% (w/w) YP/S = YFAME/sample = 19.7% (w/w) CP = 34.9% (w/w) esters ‡ | N.A. | N.A. | YP/S = 830 g bio-oil/kgdb TProc = 30 min. CP = 70% (V/V) distilled fraction in crude bio-oil | ||||
| IWWTP sludge from chestnut processing | N.A. | YP/S = 2 L CH4/L QP = 0.01 L CH4/L.h CP = 70% (V/V) CH4 | (+) | N.A. | ||||
| Second cheese whey | N.A. | (−) | YP/S = 0.33 L H2/L QP = 0.06 mL H2/L.h CP = 46% (V/V) H2 | N.A. | ||||
| Wastes from fruit processing | N.A. | YP/S = 2 L CH4/L QP = 0.01 L CH4/L.h CP = 62% (V/V) CH4 | YP/S = 34 L H2/L QP = 0.23 L H2/L.h CP = 74% (V/V) H2 | N.A. | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Crujeira, A.T.; Trancoso, M.A.; Eusébio, A.; Oliveira, A.C.; Passarinho, P.C.; Abreu, M.; Marques, I.P.; Marques, P.A.S.S.; Marques, S.; Albergaria, H.; et al. Admissibility Grid to Support the Decision for the Preferential Routing of Portuguese Endogenous Waste Biomass for the Production of Biogas, Advanced Biofuels, Electricity and Heat. Biomass 2023, 3, 336-366. https://doi.org/10.3390/biomass3040021
Crujeira AT, Trancoso MA, Eusébio A, Oliveira AC, Passarinho PC, Abreu M, Marques IP, Marques PASS, Marques S, Albergaria H, et al. Admissibility Grid to Support the Decision for the Preferential Routing of Portuguese Endogenous Waste Biomass for the Production of Biogas, Advanced Biofuels, Electricity and Heat. Biomass. 2023; 3(4):336-366. https://doi.org/10.3390/biomass3040021
Chicago/Turabian StyleCrujeira, Ana T., Maria A. Trancoso, Ana Eusébio, Ana Cristina Oliveira, Paula C. Passarinho, Mariana Abreu, Isabel P. Marques, Paula A. S. S. Marques, Susana Marques, Helena Albergaria, and et al. 2023. "Admissibility Grid to Support the Decision for the Preferential Routing of Portuguese Endogenous Waste Biomass for the Production of Biogas, Advanced Biofuels, Electricity and Heat" Biomass 3, no. 4: 336-366. https://doi.org/10.3390/biomass3040021