
Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials


Fiber Composite Laboratory, LUT School of Energy Systems, Lappeenranta-Lahti University of Technology, 53850 Lappeenranta, Finland
*
Author to whom correspondence should be addressed.
Urban Sci. 2022, 6(3), 50; https://doi.org/10.3390/urbansci6030050
Submission received: 25 May 2022
/
Revised: 4 July 2022
/
Accepted: 27 July 2022
/
Published: 1 August 2022
Abstract
:The large volume of industrial by-products and wastes from the construction, timber and paper industries has become a serious challenge worldwide. Recycling these industrial wastes as functional materials in the construction industry is an efficient approach for sustainable development. This study presents a pretreatment approach for recycling construction and demolition waste (CDW) and industrial side-streams (such as green liquor sludge, fiber waste, flotation sand and fly ash) in order to produce a geopolymer for the 3D printing of construction materials. A treatment approach was developed for screening the residues from CDW with a maximum size of 16 mm and for a combined line treatment for industrial side streams. The treatment processes utilized suitable and economical separation techniques for the recycling of waste materials. The crushing of the screened residues resulted in a homogeneous material size that facilitates the separation of mixed wastes and simplifies the classification of materials. The combined plant enabled the cost-effective treatment of various industrial wastes in a single process unit. The results show that the economic and environmental impact of the chosen techniques, in terms of their energy consumption, is highly dependent on the treatment line, separation technique and quantity of the individual waste that is processed. These recycled industrial wastes can be used as sustainable materials for the production of geopolymer concrete, contributing to the sustainability of the construction industry.
1. Introduction
Rapid economic growth, industrial development and urbanization are leading to an increase in the amount of industrial by-products and waste materials [1,2]. Currently, about 2.0 billion tons of solid waste are produced worldwide and this amount is expected to increase to 3.40 billion tons by 2050 [3]. The construction, mining and timber industries produce enormous amounts of industrial waste annually [4,5,6,7]. Other significant sources of industrial waste include the tailings from the mining industry [8,9] and the material streams, including grits, green liquor and lime sludge, that are the side streams that are generated in the pulp and paper industry. In Finland, more than 116 million tons of waste was produced in 2019, with 91% being mineral waste. Besides mining and quarrying, the construction industry is the largest producer of mineral waste [10].
Construction and demolition waste (CDW) includes inert materials (brick, sand and concrete) and non-inert materials (wood, glass and plastic) that are generated from construction, demolition and maintenance activities [11,12,13]. According to Zhang et al. [14], the construction industry is the largest sector in Europe and it generates one-third of all of the waste and accounts for half of the continent’s resource consumption. This is leading to a growing interest in the recycling and reuse of CDW for the creation of sustainable materials worldwide [15]. According to Sensonseo [16], only 13.5% of the waste that is generated from industrial activities is recycled and one-third of the waste that is produced worldwide is not treated appropriately and is instead openly incinerated or landfilled. Given the rapid pace of industrialization, environmental sustainability is one of the most important concerns in the current scenario, worldwide [17]. Therefore, the management and treatment of industrial waste are crucial parameters for the sustainable growth of our society.
Waste management is currently characterized by waste minimization [18,19], energy recovery [20,21,22], recycling [23,24] and reuse [25,26]. In addition to waste reduction, recycling is one of the most important parameters for sustainable growth and development [27,28,29]. Recycling industrial waste can recover various valuable materials, reduce pollution, decrease the amount of waste that is going into landfills and protect natural resources [30,31,32,33,34]. The recycling process, product quality, energy requirements and economics are the main barriers that limit the use of recycled materials as raw materials for various applications [35].
Recycled industrial waste, such as CDW, is considered to be a potential source of sustainable building materials [36]. The pretreatment processes that are required to recycle construction waste produce significantly lower CO2 emissions compared to the process of virgin material production [37]. Typically, stationary and mobile plants are used for recycling construction waste. These plants have one or more crushers, a separator (magnetic separator) and a screen. Mobile plants are suitable for large demolition sites and can be moved from one site to another. However, the quality of the end products is limited by the lack of cleaning equipment and the noise generation [38]. Similarly, stationary plants contain cleaning equipment, cutting machines and primary and secondary crushers and they can produce various recycling products with varying degrees of sorting. Traditionally, recycled CDW is used for the formulation of concrete, which is the most used building material in the world. The main component of concrete is ordinary Portland cement (OPC), which is a material that consumes a large amount of energy to produce [39]. In 2019, the global cement demand reached 4.1 billion tons [40] and nearly 7% of the global greenhouse gas emissions came from cement production [41]. However, research is being conducted widely in order to use CDW as an aggregate [42,43,44,45,46,47,48] and as a filler material [49] for sustainable concrete production, creating concrete that can be used in construction and building applications.
Industrial wastes from the construction, timber and paper industries contain a high concentration of aluminum and silica, materials which are required as the main ingredient for the formulation of a sustainable geopolymer concrete. Geopolymer, which is known as a green material for the construction industry [50,51], is considered to be an environmentally friendly and viable substitute for OPC [52,53]. According to Petrillo et al. [54], geopolymer concrete that is made from construction waste can reduce CO2 emissions by 16% compared to OPC. The use of recycled industrial waste for the formulation of geopolymer concrete leads to the creation of sustainable and cost-effective construction materials [39]. The fiber waste (coarse and fine) that is generated from pulp production by stripping and screening, as well as the fly ash and bottom ash that is generated from the combustion of various fuels (wood and bark), are considered as a potential source for various applications in the construction industry (mortar, cement or concrete) [55,56,57,58,59]. Similarly, industrial wastes, such as green liquor, can be used as a fine filler in geopolymer mortars, resulting in increased compressive and tensile strength [60]. In a study conducted by Torres et al. [61], it was found that green liquor can replace up to 10% of the clinker in the production of Portland cement. However, the use of sustainable geopolymer concrete in conventional construction techniques is not sustainable nor cost effective due to its framework needs, intensive labor requirements and the wastage of resources [39].
The use of 3D printing in the construction industry has the potential to increase automation, reduce labor and eliminate material waste [62,63,64]. The 3D printing of construction materials is considered to be a state-of-the-art technology and it offers an environmentally friendly solution to build houses faster than conventional technologies [65]. The recycling of industrial waste requires numerous pretreatment processes [66,67] and separation techniques before it can be used for concrete printing. The effect of industrial waste on the economy and the parameters of 3D printable geopolymer concrete were recently developed by the authors of this study [39,49]. The effects of pretreated industrial waste on the physical and mechanical properties of the fresh and cured states of geopolymer concrete were also investigated [49]. The authors of this study also investigated the required printing parameters, such as the setting time, workability, extrudability, shape and size, of the pretreated industrial waste [49]. The critical parameters for recycling industrial waste into sustainable products are the particle size, shape and material composition. However, depending on the composition of the waste and the desired construction application, specific treatments are required for recycling industrial waste before it can be utilized for the 3D printing of sustainable building materials.
The objective of this research is to develop pretreatment techniques for recycling screened residues from CDW in order to produce geopolymer concrete for the 3D printing of building materials. State-of-the-art combined line treatment technology was developed in order to recycle four different types of industrial waste in a single processing unit. Sustainable and economical pretreatment techniques for CDW screen residues and industrial side streams have been identified. The levels of energy consumption, energy costs and capital costs were analyzed. In order to model the pretreatment techniques for industrial wastes, flowcharts were drawn so as to explain the separation methods that were used to separate the various materials from the mixed wastes and achieve the desired material shape and size. This work focuses on identifying efficient techniques for recycling industrial waste that can be used in various sustainable building materials for application via 3D printing.
2. Materials and Methods
In this study, CDW was studied, specifically the underflow of the screen including wood, plastics and metals as well as some other industrial side streams, such as green liquor sludge, rejected fiber, flotation sand and ashes. These materials are local waste and industrial side streams that are produced in the south Karelia region, with limited uses, that often end up in landfills. Possible separation and treatment processes for the CDW and other industrial waste were designed. Industrial wastes, such as CDW (165,000 tons), ashes (19,200 tons), green liquor sludge (31,500), flotation sand (150,000) and rejected fiber (3100) are produced in south Karelia region annually.
The CDW samples that are shown in Figure 1, which were taken from three different demolition sites, were separated through the use of manual separation, primary and secondary crushing and screening. The raw materials, i.e., wood, plastics and metals, were separated manually and then pre-crushed to a particle size of 16mm. The largest available CDW that was used in this project work was about 16 mm in size whereas the required size of raw materials for 3D printing is 2–4 mm. The machines that are required for the separation techniques were selected according to their material capacity, which is 8,000 tons per year. The chemical composition of the CDW samples was tested by energy-dispersive X-ray spectroscopy. The compositions of the various elements in the CDW are presented in Table 1.
In addition to the primary CDW material, four industrial side streams, i.e., green liquor sludge, fiber waste, flotation sand and ash (fly ash and bottom ash), that are shown in Figure 1 were also used in this study to develop a combined waste treatment line and evaluate the possibility of recycling industrial waste for use in the formulation of sustainable building materials for 3D printing applications. The micro structural features and particles size distributions of these industrial wastes were measure by the use of scanning electron microscopy (SEM), as is shown in Figure 2.
Green liquor sludge is generated from the chemical cycle of a pulp mill. Green liquor sludge usually has no further use, so it is often disposed of in a landfill. In order to separate the sludge from the green liquor, filtration with a crossflow filter was used. Then, washing and dewatering was carried out through the use of a vacuum drum filter. Hydro-cyclones were used to remove hazardous materials (such as Pb, Zn, Cd and Ni) from the composition of the green liquor.
Bark ash and fly ash, which are by-products of the pulp and paper industry, were also used as raw materials for this project. In order to remove the various unwanted impurities that were in the ash, an inclined vibrating screen was used. The ash that was used for this study had a size of 2–4 mm. A magnetic drum separator was used to separate the weakly magnetic particles and a tribo-electrostatic separator was used to extract the carbon from the ash particles. The heavy metals and salts were removed by the process of water washing and cement solidification. Deionized water was used for the washing, while a mortar mixer was used for the cement solidification.
Fiber waste is produced in the pulping process wherein knots and other decomposable materials are removed. The fiber waste is wet after the pulping process and it must be dried in order to establish a strong bond between the matrix and the fiber. However, the implementation of a drying process is highly dependent upon the intended application. In this research project, the fibers were used as reinforcing fibers in the process of producing geopolymers. In the formulation of geopolymers, the moisture content is crucial for the good performance of the fibers. Therefore, the drying of the fibers was not required in this study. Finally, a screening process was carried out in order to remove the impurities within the fiber waste.
The raw materials calcite and wollastonite are mined in a local quarry near the city of Lappeenranta. The mined rock is then crushed with a primary crusher and sorted into three different size classes with optical sorters. Particles that are smaller than 15 mm are screened out and delivered to the refineries. Flotation sand is formed at these refineries. For use in this study, flotation sand (coarse and fine), which can be found in tailing dams, was separated from dam water through the use of the sedimentation process. In order to speed up the sedimentation process, the water’s pH level was adjusted and CO2 was added to the tailings before the sedimentation process so as to decrease the tailings’ volume. Finally, a vibrating screening was carried out in order to remove the impurities from the remaining flotation sand.
The treatment methods that were used in this study for the treatment of CDW and industrial side streams in order to produce geopolymers are shown in Figure 3. Figure 3 details all of the separation processes that were used to separate certain elements that are found in the screen residue of the CDW and in the industrial side streams. The screening process was used for the treatment of all of the industrial wastes in the combined line unit. Ferrous metals and impurities were removed from the ash by means of magnetic separation, while wet (froth flotation) and dry (electrostatic separation) processes were used to remove the unburned carbon. Finally, in order to remove heavy metals and salts from the ash, a cement solidification and washing process was used. These processes were selected for the ash’s treatment because of their cost-effectiveness and efficiency. A shredding process was applied to the fiber waste in order to achieve the desired size for a printing application. In the processing plant for the CDW, the coarse materials were separated manually, while the primary and secondary crushing techniques were used together with the screening process in order to make the size of the mixture homogeneous. Magnetic and eddy current separation technology was used to remove metallic and non-metallic materials from the CDW. In this study, the machines were selected based on their processing capacity, which is 20 tons per hour.
Once the processes had been selected, the annual investment and energy costs that are required to operate the treatments processes were evaluated. For estimating the capital costs, the cost of the equipment was obtained by inquiring with machinery manufacturers, while the cost of the buildings, installations, maintenance, insurance and labor was estimated based on the local market’s prices. Similarly, for the calculation of the energy costs (electricity, transfers and basic security), a price of 0.15 EUR per kWh was used.
3. Results and Discussions
3.1. CDW Pretreatment Approach
The pretreatment techniques that were applied to the waste materials in this project consisted of two components: (1) the pretreatment techniques for the CDW and (2) the pretreatment techniques for the combined line. The treatment techniques were applied to the CDW in order to improve the quality of the waste sample for its use in sustainable building materials’ 3D printing applications. The CDW contained various elements such as wood, plastics, glass, metals, non-metals and ceramics, which are shown in Figure 4. The pretreatment techniques that are required for the treatment of waste depend on the target application and the material’s composition. The screened residue from the CDW was a mixture of various components with different particle sizes. The treatment techniques, processes and equipment were selected for the CDW and for the other industrial side streams based on the size, shape distribution, optical, electrical, and magnetic properties of the constituents.
The screen residue from the CDW, shown in Figure 4, contained a mixture of coarse plastics, wood and metals. These materials were manually separated from the waste stream. A conveyor belt was used to separate the mixed waste fraction. Manual sorting requires basic technical equipment, which needs low investment costs and helps to avoid system failure. Manual separation facilitates the removal of metallic materials that have a diameter that is greater than 16 mm from the mixture. Crushing was performed after the manual sorting in order to achieve the desired size and shape of the material.
The size of the raw material that is required for 3D printing is 2–4 mm and this requires a primary and secondary crushing and screening process. A screening process is performed that results in two fractions of materials: (1) materials with a size of less than 4 mm and (2) materials with a size of more than 4 mm. The materials that were larger than 4 mm were secondarily crushed, while magnetic separation was performed on the smaller materials. The ferrous metals were separated from the mixture using the magnetic separation technique, while the non-ferrous metals were separated using the eddy current separator (this is a method that is especially useful to separate aluminum from the waste material). The tiny dust, plastic and wood particles were then separated using an air classifier with an energy consumption of 50 kW and a capacity of 20 tons per hour. In addition, the presence of ceramics and glass in the construction waste required the use of optical sorting technology with a sensor, as these materials cannot be separated by air classifiers due to their density and their propensity to end up in the heavy fraction.
3.1.1. Crushing and Screening
A crushing machine was used to change the shape and size of the waste. The required final size (2–4 mm) cannot be achieved immediately with a single crushing operation; therefore, it was necessary to carry out screening and a secondary crushing. The purpose of crushing is to make the materials’ sizes homogeneous in order to simplify the material for the treatment processes. In this project, after the manual separation and the crushing process were performed, the material size was more uniform and homogeneous and the separation of the waste streams was easier. Mixed wastes are also easier to classify if they are smaller in size, which is the case after crushing. Crushing can be done with different crushers and the crusher must be selected only when the intended further use of the material is known. Generally, impact and compression crushers are used to crush the materials. Compression crushers allow the desired adjustment of the material size and they provide better control over the result. In this research work, the CDW was crushed and used for the 3D printing of a geopolymer. Therefore, a compression crusher (a cone crusher) was selected because it is suitable for crushing abrasive and hard materials and it offers higher production efficiency and lower operating costs [68].
After crushing, the materials were screened so as to separate them by size. Materials of sizes from 300mm to 40μm can be separated by screening. The screening operation can be performed in both dry and wet conditions [69]. Screens usually have a grid with many holes of the same size. For the construction waste, after screening, the materials were treated through the magnetic separation process. For the treatment of ash, the screening process removed various unwanted impurities. The linear, vibrating, circular and trommel screens are the most used screens for solid waste separation. Due to the required size and capacity, an inclined vibrating screen was selected for this project. In addition to washing and dewatering, vibrating screens can efficiently separate the fine particles in wet and dry states. The selected crushing mechanism and vibrating screen for the screen residue of the CDW and the industrial side stream are shown in Figure 5.
3.1.2. Magnetic, Eddy Current and Air Classifier Separation
The nonferrous metals, such as aluminum, were separated from the waste using an eddy current separator. The trajectory of the materials in the separator is defined according to their metallic and non-metallic behavior. The eddy current separators are divided into forward and reverse modes. Forward mode runs in the direction of the head drum, while reverse mode runs in the opposite direction. The model with a capacity of 20 tons per hour was selected and the specifications were chosen according to the hourly capacity. According to the research results of Gulsoy et al. [72], the eddy current separator can separate 70% of all non-ferrous metals. The specifications of the selected crusher, vibrating screen and eddy current separator are shown in Table 2.
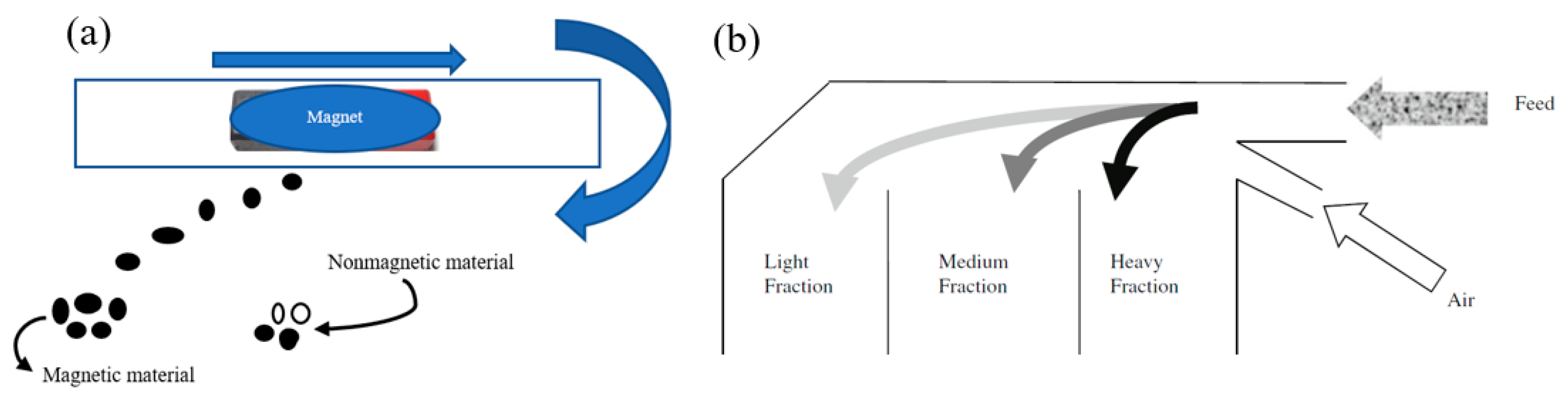
The magnetic separation technique was used for the separation of ferrous metals from waste. This technique can separate dry or wet metallic particles from the residue. In this study, a drum separator was selected. Drum separators can also be efficient in separating weakly magnetic particles. The separators can remove very small or weakly magnetic particles when fed with a low-capacity vibratory feeder [73]. Drum separators have a low height, are possible to be cleaned continuously and can achieve a high magnetic field strength. The magnetic and air classifier separation techniques are illustrated in Figure 6.
The air classifier is needed to separate out wood, plastics and dust. The materials are separated by the air classifier in the presence of a stream of air according to their density, shape and size. The air classifier mechanism contains a drop bed suction cup in which the material falls with an air stream due to gravity. The light material is entrained by the air and the coarse material falls off. The unit that was selected for this purpose was an air classifier with a power requirement of 50 kW. In addition, demolition waste contains glass and ceramics, which cannot be separated with air classifiers because they end up in the heavy fraction due to their different density. Therefore, a different process is required for the separation of glass and ceramics. Optical sorting with the help of a sensor is the preferred method for this purpose, which is used to separate glass and ceramics from the waste. The optical sorting technique was used to separate different glasses and to separate the glass from the ceramics. This technique separates different materials by determining their wavelength [74]. The specifications of the selected drum separators and optical sorters that were used are shown in Table 3.
When recycling mixed construction waste, companies worldwide recover about 30–40% of the mixture of metals and aggregates, while the remaining materials are disposed of in landfills. The disposal of waste in landfills has resulted in surface and groundwater contamination, which has a negative impact on the environment [75]. However, the proposed CDW treatment plant helps to improve waste identification, increase waste processing and its collection rate, separate all of the valuable materials from the mixture of screened residues and achieve a higher recycling rate in a single treatment plant. The high-value materials, such as wood and metals, are recycled, promoting the reuse of natural resources in an efficient way. In addition, the processing unit provides the desired particle size and shape of the materials for 3D printing applications. These recycled materials conserve new raw materials, promote sustainability and reduce the environmental footprint.
3.2. Combined Line Pretreatment Technique
The use of a combined line provides the necessary facilities for the treatment of all of the industrial side streams by one operating unit. This plant has a processing capacity of 32,000 tons per year, in which pretreatment techniques can be carried out for fiber waste, flotation sand, ash and CDW. One exception is the pretreatment of green liquor sludge, which required a separate treatment line. The objective of designing a single processing unit is to evaluate the cost effectiveness of treating different materials through a combined line. The combined line allows numerous materials to be processed simultaneously, resulting in lower investment costs and in time savings. In the combined line, the waste materials are not combined, but each of them is considered independently.
In the combined system, an electrostatic precipitator is required for the extraction of carbon from the ash. The high voltage roller separator and the tribo-electrostatic separator can be used for this operation. The tribo-electrostatic separator consumes less power compared to the high voltage roller. According to a study conducted by Zou [76], a tribo-electrostatic separator requires about 1 kWh of electricity per ton of material. Cement solidification and water washing with deionized water are the most commonly used methods for separating heavy metals and salts from ash. Per studies that were conducted by Joseph et al. [77] and Chen at al. [78], numerous chlorides (KCl, CaCl2 and NaCl) can be removed from ashes by the implementation of a washing process, which is considered to be the simplest method. Numerous types of mixers, such as traditional paddle mixers, can be used for water washing. Generally, less water is required for high-intensity mixers. A mixer that has a working volume of about 1900 L takes 6 min to cycle and consumes 45 kW of energy. Similarly, a mortar mixer with a capacity of 12 cubic feet (almost 0.34 cubic metres) can be used for cement solidification, requiring 5 horsepower (almost 3.73 kW).
In the combined line unit, the fiber waste was shredded in order to obtain the optimum length for use as reinforcing fibers in geopolymer concrete. Numerous shredders are in use in various industries, from automotive to paper. In the pulp and paper industry, a shredder that is known as a hog is used to shred green waste [71]. In general, shredding is performed as either fine or coarse shredding. Various suitable machines, such as double shaft shears (rotary shears) and high-speed single shaft shredders, are used for coarse and fine shredding, which ensure the uniform distribution of the fragments. Normally, the material is pressed onto the rotor and blades with hydraulic pressure. After shredding, the material is usually screened. So as to control the material size, the knife shapes and opening sizes of the shredder can be changed. The required pretreatment techniques for each form of industrial waste are illustrated in Table 4.
The same machine can be used to pretreat multiple industrial wastes in a combined processing plant, offering a wide range of benefits in terms of cost savings, resource efficiency, sustainability and the environmental compatibility of materials. Processing techniques have been systematically and properly developed in compliance with health, safety and environmental protocols. The recycling of industrial waste in the combined processing plant requires less water and energy compared to the manufacturing process of new materials. Recycled industrial waste was reused for the formulation of geopolymer concrete in a study conducted by Munir et al. [49] as a filler and binder material. The study used 74% recycled industrial side stream as a raw material for a concrete formulation, providing the environmental benefit that is associated with the reuse of recycled materials.
3.3. Economic Analysis for CDW and Combined Line Treatment
The required annual investment for the treatment techniques of CDW and the combined line were evaluated. The capital (purchase of machinery, buildings and equipment) and operating costs were calculated in order to evaluate the annual investment that would be required for the treatment techniques. The cost of the machinery was obtained directly from the machines’ manufacturers. In this study, the building costs were calculated based on the area of the plant. The area and cost that were selected for the CDW and the combined line were 2000 m2 and 2500 m2 at a cost of 1000 EUR per square metre for the plant area. The overall energy cost was calculated based on a price of 0.15 EUR per kWh. These costs include the transmission costs, electricity and payment of basic security. The machines that were selected in this study cannot operate at full capacity all of the time due to the uneven flow of materials and required maintenance breaks; therefore, 1000 working hours per year were considered. Based on the estimated required working hours and electricity consumption, the capital cost was calculated as is shown in Table 5. In addition, some of the costs were calculated based on past experience, so that a safety margin of 10% (for contingency/uncertain/unforeseen costs) of the total investment was taken into account.
The maintenance costs include the cost of tools, lubrication, repair and labor. The lubrication costs were calculated based on 15% of the machine’s fuel cost, while the repair costs were estimated at 3% of the machine’s cost, if the machine was five years old or less, and 5% if it was more than five years old. For the estimation of the labor cost, the salaries of the operators, foremen, accountants, and porters were considered. The salary of the operators was calculated based on 30 EUR per hour. A cost of 25–50 EUR per ton was estimated for the cement consolidation process. The required annual investments for the combined line treatment are shown in Table 6.
The economic analysis of the pretreatment processes for industrial waste shows that the required investments for the treatment of CDW and combined line facilities depend on the composition of the waste. The treatment of complex wastes requires a larger number of machines and areas. Therefore, the number of elements that are in the mixed composition of the waste is considered a significant factor affecting the required capital investment for the treatment processes. The detailed economic analysis, from raw material extraction to the 3D printing of concrete, has already been investigated by the authors of this study [39].
3.4. Environmental Analysis
The environmental impact of CDW treatment and the combined line was calculated by measuring the energy consumption that is required for the treatment process, as the production and use of energy have a significant impact on the environment. The energy consumption of the combined line and CDW treatment was calculated based on the energy utilization of the machines and their processing hours. The annual energy consumption for the treatment of CDW is 220,500 kWh and for the combined line is 388,460 kWh. The energy and investment cost per ton that is required for CDW and combined line treatment were calculated. The energy consumption of the CDW treatment was 27.6 kWh per ton, while the energy consumption of the combined line treatment was 12.1 kWh per ton.
The cost of the energy consumption per ton was compared with the results of a study by Coelho and de Brito [37]. That study illustrates the energy demand and CO2 generation of municipal waste recycling. The study was designed around recycling 350 tons of waste per hour over the course of 2400 working hours per year, which is 2.4 times more than the current study (which has accounted for 1000 working hours per year).
The processing capacity of the aforementioned machines was higher than that which was found in the current study, resulting in slightly higher energy consumption. The total energy consumption of the treatment processes at 2400 working hours was about 605,652 kWh, while the energy consumption for the CDW in the current study was about 217,500 kWh at 1000 working hours. This research comparison shows that the provision of higher capacity equipment results in lower energy consumption per ton.
4. Conclusions
A state-of-the-art pretreatment process for screening the residuals from CDW and a combined line treatment for industrial side streams have been developed. These treatment approaches utilize a series of separation steps with the goal of economically and sustainably recycling industrial and CDW residues for the production of geopolymers that can be used as building materials in 3D printing applications. The maximum size of the CDW residues was 16 mm and the treatment processes were designed to achieve the 2–4 mm size that is required for 3D printing applications. The results show that crushing the screened residue results in a homogeneous material size, which simplifies the processing of the material, and that the separation of the waste streams after crushing is easier. This highlights the fact that mixed wastes are also easier to classify when they have a smaller size, which is the case after crushing.
The technological, economic and environmental implications were studied for the recycling process of the screened residue. It was found that an effective recycling solution can reduce waste incineration while producing sustainable building materials that are subsequently converted into a source of sustainability and a circular economy. The combined line that is proposed here was used to evaluate the cost effectiveness of providing one processing line for different industrial wastes, as some machines can be used for multiple wastes in each separate line, resulting in reduced equipment and capital costs. The treatment of CDW requires a larger number of processes and area due to the higher value of mixed materials and, therefore, more energy is needed to treat CDW.
The cost evaluation of the pretreatment techniques has shown that the profitability of these techniques is highly dependent on the quantity that is processed, the treatment line and the energy source and level of consumption. The selection of efficient machinery, the development of combined treatment lines for several industrial wastes and the use of renewable energy can reduce the treatment cost of industrial waste. The development of waste treatment machinery is also necessary in the future in order to increase productivity and reduce product costs so that recycled materials are cost-effective in the market. Proposals for future studies, therefore, include conducting a life cycle analysis of waste materials and their recycling techniques in order to determine the efficiency and environmental impact of the recycling process for CDW screening residue and industrial side streams.
Author Contributions
Conceptualization, Q.M. and T.K.; methodology, Q.M. and S.A.; validation, Q.M. and T.K.; investigation, S.A. and T.K.; data curation, Q.M., S.A. and T.K.; writing—original draft preparation, Q.M. and T.K.; writing—review and editing, Q.M. and T.K.; visualization T.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that are presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Liao, B.; Wang, T. Research on Industrial Waste Recovery Network Optimization: Opportunities Brought by Artificial Intelligence. Math. Probl. Eng. 2020, 2020, 3618424. [Google Scholar] [CrossRef]
- Apithanyasai, S.; Supakata, N.; Papong, S. The potential of industrial waste: Using foundry sand with fly ash and electric arc furnace slag for geopolymer brick production. Heliyon 2020, 6, e03697. [Google Scholar] [CrossRef] [PubMed]
- Ellis, C. Trends in Solid Waste Management. Available online: https://datatopics.worldbank.org/what-a-waste/trends_in_solid_waste_management.html (accessed on 18 May 2022).
- Kalisz, S.; Kibort, K.; Mioduska, J.; Lieder, M.; Małachowska, A. Waste management in the mining industry of metals ores, coal, oil and natural gas-A review. J. Environ. Manag. 2021, 304, 114239. [Google Scholar] [CrossRef]
- Nithya, M.; Ramasamy, M. Sustainability in construction industry through zero waste technology in India. Mater. Today Proc. 2021, 46, 849–851. [Google Scholar] [CrossRef]
- Ince, C.; Tayançlı, S.; Derogar, S. Recycling waste wood in cement mortars towards the regeneration of sustainable environment. Constr. Build. Mater. 2021, 299, 123891. [Google Scholar] [CrossRef]
- Tepanosyan, G.; Sahakyan, L.; Belyaeva, O.; Asmaryan, S.; Saghatelyan, A. Continuous impact of mining activities on soil heavy metals levels and human health. Sci. Total Environ. 2018, 639, 900–909. [Google Scholar] [CrossRef]
- Kinnunen, P.; Obenaus-Emler, R.; Raatikainen, J.; Guignot, S.; Guimerà, J.; Ciroth, A.; Heiskanen, K. Review of closed water loops with ore sorting and tailings valorisation for a more sustainable mining industry. J. Clean. Prod. 2020, 278, 123237. [Google Scholar] [CrossRef]
- Kinnunen, P.H.-M.; Kaksonen, A.H. Towards circular economy in mining: Opportunities and bottlenecks for tailings valorization. J. Clean. Prod. 2019, 228, 153–160. [Google Scholar] [CrossRef]
- Statistics Finland-Waste statistics 2019. Available online: https://www.stat.fi/til/jate/2019/jate_2019_2021-06-16_tie_001_en.html (accessed on 18 May 2022).
- Yuan, L.; Lu, W.; Xue, F. Estimation of construction waste composition based on bulk density: A big data-probability (BD-P) model. J. Environ. Manag. 2021, 292, 112822. [Google Scholar] [CrossRef]
- Lu, W.; Lee, W.M.; Xue, F.; Xu, J. Revisiting the effects of prefabrication on construction waste minimization: A quantitative study using bigger data. Resour. Conserv. Recycl. 2021, 170, 105579. [Google Scholar] [CrossRef]
- Ulubeyli, S.; Kazaz, A.; Arslan, V. Construction and Demolition Waste Recycling Plants Revisited: Management Issues. Procedia Eng. 2017, 172, 1190–1197. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, M.; Di Maio, F.; Sprecher, B.; Yang, X.; Tukker, A. An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Sci. Total Environ. 2021, 803, 149892. [Google Scholar] [CrossRef] [PubMed]
- Contreras-Llanes, M.; Romero, M.; Gázquez, M.J.; Bolívar, J.P. Recycled Aggregates from Construction and Demolition Waste in the Manufacture of Urban Pavements. Materials 2021, 14, 6605. [Google Scholar] [CrossRef]
- Sensoneo. Global Waste Index 2019|SENSONEO. Available online: https://sensoneo.com/global-waste-index-2019/ (accessed on 18 May 2022).
- Kothari, R.; Singh, A.; Pandey, A.K.; Tyagi, V.V.; Egamberdieva, D.; Bellingrath-Kimura, S.D.; Arora, N.K. Valorization of bio-waste material: Future dimensions for path towards sustainability. Environ. Sustain. 2021, 4, 199–200. [Google Scholar] [CrossRef]
- Oladiran, O.J.; Ogunsanmi, O.E.; Dada, M.O. Frameworks for Material Waste Minimization on Nigerian Building Projects. J. Constr. Bus. Manag. 2019, 3, 45–61. [Google Scholar] [CrossRef]
- Ajayi, S.O.; Oyedele, L.O.; Bilal, M.; Akinade, O.; Alaka, H.A.; Owolabi, H.A. Critical management practices influencing on-site waste minimization in construction projects. Waste Manag. 2016, 59, 330–339. [Google Scholar] [CrossRef] [PubMed]
- Zhao, R.; Sun, L.; Zou, X.; Fujii, M.; Dong, L.; Dou, Y.; Geng, Y.; Wang, F. Towards a Zero Waste city- an analysis from the perspective of energy recovery and landfill reduction in Beijing. Energy 2021, 223, 120055. [Google Scholar] [CrossRef]
- Chen, Y.-C. Evaluating greenhouse gas emissions and energy recovery from municipal and industrial solid waste using waste-to-energy technology. J. Clean. Prod. 2018, 192, 262–269. [Google Scholar] [CrossRef]
- Baidya, R.; Ghosh, S.K.; Parlikar, U.V. Co-processing of Industrial Waste in Cement Kiln–A Robust System for Material and Energy Recovery. Procedia Environ. Sci. 2016, 31, 309–317. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.P.; Mueller, A.; Nguyen, V.T.; Nguyen, C.T. Development and characterization of lightweight aggregate recycled from construction and demolition waste mixed with other industrial by-products. Constr. Build. Mater. 2021, 313, 125472. [Google Scholar] [CrossRef]
- De Rossi, A.; Ribeiro, M.; Labrincha, J.; Novais, R.; Hotza, D.; Moreira, R. Effect of the particle size range of construction and demolition waste on the fresh and hardened-state properties of fly ash-based geopolymer mortars with total replacement of sand. Process Saf. Environ. Prot. 2019, 129, 130–137. [Google Scholar] [CrossRef]
- Chien, C.-F.; Aviso, K.; Tseng, M.-L.; Fujii, M.; Lim, M.K. Solid waste management in emerging economies: Opportunities and challenges for reuse and recycling. Resour. Conserv. Recycl. 2021, 172, 105677. [Google Scholar] [CrossRef]
- Ikhlayel, M. Development of management systems for sustainable municipal solid waste in developing countries: A systematic life cycle thinking approach. J. Clean. Prod. 2018, 180, 571–586. [Google Scholar] [CrossRef]
- Muscolo, A.; Romeo, F.; Marra, F.; Mallamaci, C. Recycling agricultural, municipal and industrial pollutant wastes into fertilizers for a sustainable healthy food production. J. Environ. Manag. 2021, 300, 113771. [Google Scholar] [CrossRef]
- Chinnu, S.; Minnu, S.; Bahurudeen, A.; Senthilkumar, R. Recycling of industrial and agricultural wastes as alternative coarse aggregates: A step towards cleaner production of concrete. Constr. Build. Mater. 2021, 287, 123056. [Google Scholar] [CrossRef]
- Colangelo, F.; Farina, I.; Travaglioni, M.; Salzano, C.; Cioffi, R.; Petrillo, A. Eco-efficient industrial waste recycling for the manufacturing of fibre reinforced innovative geopolymer mortars: Integrated waste management and green product development through LCA. J. Clean. Prod. 2021, 312, 127777. [Google Scholar] [CrossRef]
- Choo, T.F.; Salleh, M.A.M.; Kok, K.Y.; Matori, K.A. A Review on Synthesis of Mullite Ceramics from Industrial Wastes. Recycling 2019, 4, 39. [Google Scholar] [CrossRef] [Green Version]
- Li, R.; Zhou, Y.; Li, C.; Li, S.; Huang, Z. Recycling of industrial waste iron tailings in porous bricks with low thermal conduc-tivity. Constr. Build. Mater. 2019, 213, 43–50. [Google Scholar] [CrossRef]
- Lu, H.; Qi, C.; Chen, Q.; Gan, D.; Xue, Z.; Hu, Y. A new procedure for recycling waste tailings as cemented paste backfill to underground stopes and open pits. J. Clean. Prod. 2018, 188, 601–612. [Google Scholar] [CrossRef]
- Li, J.; Jiang, Y.; Xu, Z. Eddy current separation technology for recycling printed circuit boards from crushed cell phones. J. Clean. Prod. 2017, 141, 1316–1323. [Google Scholar] [CrossRef]
- Nazari, A.; Sanjayan, J. Synthesis of geopolymer from industrial wastes. J. Clean. Prod. 2015, 99, 297–304. [Google Scholar] [CrossRef]
- Grosso, M.; Rigamonti, L.; Niero, M. Circular economy, permanent materials and limitations to recycling: Where do we stand and what is the way forward? Waste Manag. Res. J. A Sustain. Circ. Econ. 2017, 35, 793–794. [Google Scholar] [CrossRef]
- Pacheco, J.; de Brito, J. Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production. Materials 2021, 14, 5748. [Google Scholar] [CrossRef] [PubMed]
- Coelho, A.; de Brito, J. Environmental analysis of a construction and demolition waste recycling plant in Portugal–Part I: Energy consumption and CO2 emissions. Waste Manag. 2013, 33, 1258–1267. [Google Scholar] [CrossRef]
- Kumbhar, S.; Gupta, A.; Desai, D. Recycling and reuse of construction and demolition waste for sustainable development. OIDA Int. J. Sustain. Dev. 2013, 6, 83–92. [Google Scholar]
- Munir, Q.; Kärki, T. Cost Analysis of Various Factors for Geopolymer 3D Printing of Construction Products in Factories and on Construction Sites. Recycling 2021, 6, 60. [Google Scholar] [CrossRef]
- Shakouri, M.; Exstrom, C.L.; Ramanathan, S.; Suraneni, P.; Vaux, J.S. Pretreatment of corn stover ash to improve its effectiveness as a supplementary cementitious material in concrete. Cem. Concr. Compos. 2020, 112, 103658. [Google Scholar] [CrossRef]
- Kajaste, R.; Hurme, M. Cement industry greenhouse gas emissions–management options and abatement cost. J. Clean. Prod. 2016, 112, 4041–4052. [Google Scholar] [CrossRef]
- Tang, Y.; Feng, W.; Feng, W.; Chen, J.; Bao, D.; Li, L. Compressive properties of rubber-modified recycled aggregate concrete subjected to elevated temperatures. Constr. Build. Mater. 2020, 268, 121181. [Google Scholar] [CrossRef]
- Zhu, Y.; Zahedi, A.; Sanchez, L.F.; Fournier, B.; Beauchemin, S. Overall assessment of alkali-silica reaction affected recycled concrete aggregate mixtures derived from construction and demolition waste. Cem. Concr. Res. 2021, 142, 106350. [Google Scholar] [CrossRef]
- Akhtar, A.; Sarmah, A. Construction and demolition waste generation and properties of recycled aggregate concrete: A glob-al perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Fořtová, K.; Pavlů, T. The Properties of Fine Recycled Aggregate Concrete Containing Recycled Bricks from Construction and Demolition Waste. Key Eng. Mater. 2018, 760, 193–198. [Google Scholar] [CrossRef]
- Shahidan, S.; Azmi, M.; Kupusamy, K.; Zuki, S.; Ali, N. Utilizing Construction and Demolition (C&D) Waste as Recy-cled Aggregates (RA) in Concrete. Procedia Eng. 2017, 174, 1028–1035. [Google Scholar]
- Contreras, M.; Teixeira, S.R.; Lucas, M.C.; Lima, L.C.N.; Cardoso, D.S.L.; da Silva, G.A.C.; Gregório, G.C.; de Souza, A.E.; dos Santos, A. Recycling of construction and demolition waste for producing new construction material (Brazil case-study). Constr. Build. Mater. 2016, 123, 594–600. [Google Scholar] [CrossRef] [Green Version]
- Bravo, M.; de Brito, J.; Pontes, J.; Evangelista, L. Mechanical performance of concrete made with aggregates from construc-tion and demolition waste recycling plants. J. Clean. Prod. 2015, 99, 59–74. [Google Scholar] [CrossRef]
- Munir, Q.; Peltonen, R.; Kärki, T. Printing Parameter Requirements for 3D Printable Geopolymer Materials Prepared from Industrial Side Streams. Materials 2021, 14, 4758. [Google Scholar] [CrossRef]
- Almalkawi, A.T.; Balchandra, A.; Soroushian, P. Potential of Using Industrial Wastes for Production of Geopolymer Binder as Green Construction Materials. Constr. Build. Mater. 2019, 220, 516–524. [Google Scholar] [CrossRef]
- Patel, Y.J.; Shah, N. Development of self-compacting geopolymer concrete as a sustainable construction material. Sustain. Environ. Res. 2018, 28, 412–421. [Google Scholar] [CrossRef]
- Chen, K.; Wu, D.; Xia, L.; Cai, Q.; Zhang, Z. Geopolymer concrete durability subjected to aggressive environments–A re-view of influence factors and comparison with ordinary Portland cement. Constr. Build. Mater. 2021, 279, 122496. [Google Scholar] [CrossRef]
- Das, S.; Saha, P.; Jena, S.P.; Panda, P. Geopolymer concrete: Sustainable green concrete for reduced greenhouse gas emission–A review. Mater. Today Proc. 2021, 60, 62–71. [Google Scholar] [CrossRef]
- Petrillo, A.; Cioffi, R.; Ferone, C.; Colangelo, F.; Borrelli, C. Eco-sustainable Geopolymer Concrete Blocks Production Process. Agric. Agric. Sci. Procedia 2016, 8, 408–418. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Adamopoulos, S.; Adl-Zarrabi, B.; Yin, H.; Norén, J. Recycling sawmilling wood chips, biomass combustion residues, and tyre fibres into cement-bonded composites: Properties of composites and life cycle analysis. Constr. Build. Mater. 2021, 297, 123781. [Google Scholar] [CrossRef]
- Sandanayake, M.; Gunasekara, C.; Law, D.; Zhang, G.; Setunge, S.; Wanijuru, D. Sustainable criterion selection framework for green building materials–An optimisation based study of fly-ash Geopolymer concrete. Sustain. Mater. Technol. 2020, 25, e00178. [Google Scholar] [CrossRef]
- Taki, K.; Gahlot, R.; Kumar, M. Utilization of fly ash amended sewage sludge as brick for sustainable building material with special emphasis on dimensional effect. J. Clean. Prod. 2020, 275, 123942. [Google Scholar] [CrossRef]
- Xu, R.; He, T.; Da, Y.; Liu, Y.; Li, J.; Chen, C. Utilizing wood fiber produced with wood waste to reinforce autoclaved aerated concrete. Constr. Build. Mater. 2019, 208, 242–249. [Google Scholar] [CrossRef]
- Wang, L.; Yu, I.; Tsang, D.; Yu, K.; Li, S.; Sun Poon, C.; Dai, J. Upcycling wood waste into fibre-reinforced magnesium phos-phate cement particleboards. Constr. Build. Mater. 2018, 159, 54–63. [Google Scholar] [CrossRef]
- Novais, R.M.; Carvalheiras, J.; Senff, L.; Labrincha, J. Upcycling unexplored dregs and biomass fly ash from the paper and pulp industry in the production of eco-friendly geopolymer mortars: A preliminary assessment. Constr. Build. Mater. 2018, 184, 464–472. [Google Scholar] [CrossRef]
- Torres, C.M.M.E.; Silva, C.M.; Pedroti, L.G.; Fernandes, W.E.H.; Ballotin, F.C.; Zanuncio, A.J.V. Dregs and grits from kraft pulp mills incorporated to Portland cement clinker. J. Mater. Cycles Waste Manag. 2020, 22, 851–861. [Google Scholar] [CrossRef]
- Bedarf, P.; Dutto, A.; Zanini, M.; Dillenburger, B. Foam 3D printing for construction: A review of applications, materials, and processes. Autom. Constr. 2021, 130, 103861. [Google Scholar] [CrossRef]
- Batikha, M.; Jotangia, R.; Baaj, M.; Mousleh, I. 3D concrete printing for sustainable and economical construction: A compara-tive study. Autom. Constr. 2022, 134, 104087. [Google Scholar] [CrossRef]
- Adaloudis, M.; Roca, J.B. Sustainability tradeoffs in the adoption of 3D Concrete Printing in the construction industry. J. Clean. Prod. 2021, 307, 127201. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Baldo, N.; Rondinella, F.; Daneluz, F.; Pasetto, M. Foamed Bitumen Mixtures for Road Construction Made with 100% Waste Materials: A Laboratory Study. Sustainability 2022, 14, 6056. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.; Bello, K. Resource Recycling with the Aim of Achieving Zero-Waste Manufacturing. Sustainability 2022, 14, 4503. [Google Scholar] [CrossRef]
- Balasubramanian, A. Size Reduction by Crushing Method. University of Mysore. 2017, 1–10. Available online: https://www.researchgate.net/publication/315487098_SIZE_REDUCTION_BY_CRUSHING_METHODS (accessed on 18 December 2021).
- Wills, B.; Napier-Munn, T. Mineral Processing Technology; Butterworth-Heinemann: Oxford, UK, 2006; pp. 186–202. [Google Scholar] [CrossRef]
- Metso, Crushing and Screening Handbook. 2011, 21–27. Available online: https://www.metso.com/siteassets/industry-pages/mining-industry-pages/comminution/crushing/metsocrush-ing-and-screening-handbook.pdf (accessed on 28 December 2021).
- Chandrappa, R.; Das, R.D.B. Solid Waste Management: Principles and Practice; Environmental Science and Engineering: Berlin, Germany, 2012. [Google Scholar]
- Ozcan, Y.; Gulsoy, S.; Levnant, E.; Metin, N.; Can, I.B.C. B19-Eddy Current Separation of Metals from E-Wastes-IMPS. In Proceedings of the XIIth International Mineral Processing Symposium, Cappadocia-Nevsehir, Turkey, 6–8 October 2010. [Google Scholar]
- Dobbins, M.; Domenico, J.; Dunn, P. A Discussion of Magnetic Separation Techniques for Concentrating Ilmenite and Chromite Ores. In Proceedings of the 6th International Heavy Minerals Conference “Back to Basics”; The Southern African Institute of Mining and Metallurgy: Natal, South Africa, 2007; pp. 197–204. [Google Scholar]
- Duffy, D. Picking and Choosing Optical Sorters and Other Waste Recycling Equipment. Available online: https://www.foresternetwork.com/msw-management/article/13018909/picking-and-choosing-optical-sorters-and-other-waste-recycling-equipment (accessed on 18 May 2022).
- Alsheyab, M.A.T. Recycling of construction and demolition waste and its impact on climate change and sustainable development. Int. J. Environ. Sci. Technol. 2021, 19, 2129–2138. [Google Scholar] [CrossRef]
- Zou, J. The Application and Development of TCM in China. Planta Med. 2008, 74, S-25. [Google Scholar] [CrossRef]
- Joseph, A.M.; Snellings, R.; Heede, P.V.D.; Matthys, S.; De Belie, N. The Use of Municipal Solid Waste Incineration Ash in Various Building Materials: A Belgian Point of View. Materials 2018, 11, 141. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Bi, Y.; Zhang, H.; Wang, J. Chlorides Removal and Control through Water-washing Process on MSWI Fly Ash. Procedia Environ. Sci. 2016, 31, 560–566. [Google Scholar] [CrossRef] [Green Version]
- Afshariantorghabeh, S. Technical, Environmental, and Economic Analysis of Required Pre-Treatments for Recycling Differ-entWastes to Be Utilized as Raw Material for Producing Geocomposite. Master’s Thesis, Lappeenranta University of Technology (LUT), Lappeenranta, Finland, 2019. Available online: https://lutpub.lut.fi/handle/10024/160176 (accessed on 30 April 2022).
Figure 1.
Industrial waste side streams used in this study: (a) fine and coarse fraction of flotation sand; (b) green liquor sludge; (c) paper mill power plant ash; (d) fiber waste; (e) mixed composition of materials in CDW.
Figure 1.
Industrial waste side streams used in this study: (a) fine and coarse fraction of flotation sand; (b) green liquor sludge; (c) paper mill power plant ash; (d) fiber waste; (e) mixed composition of materials in CDW.
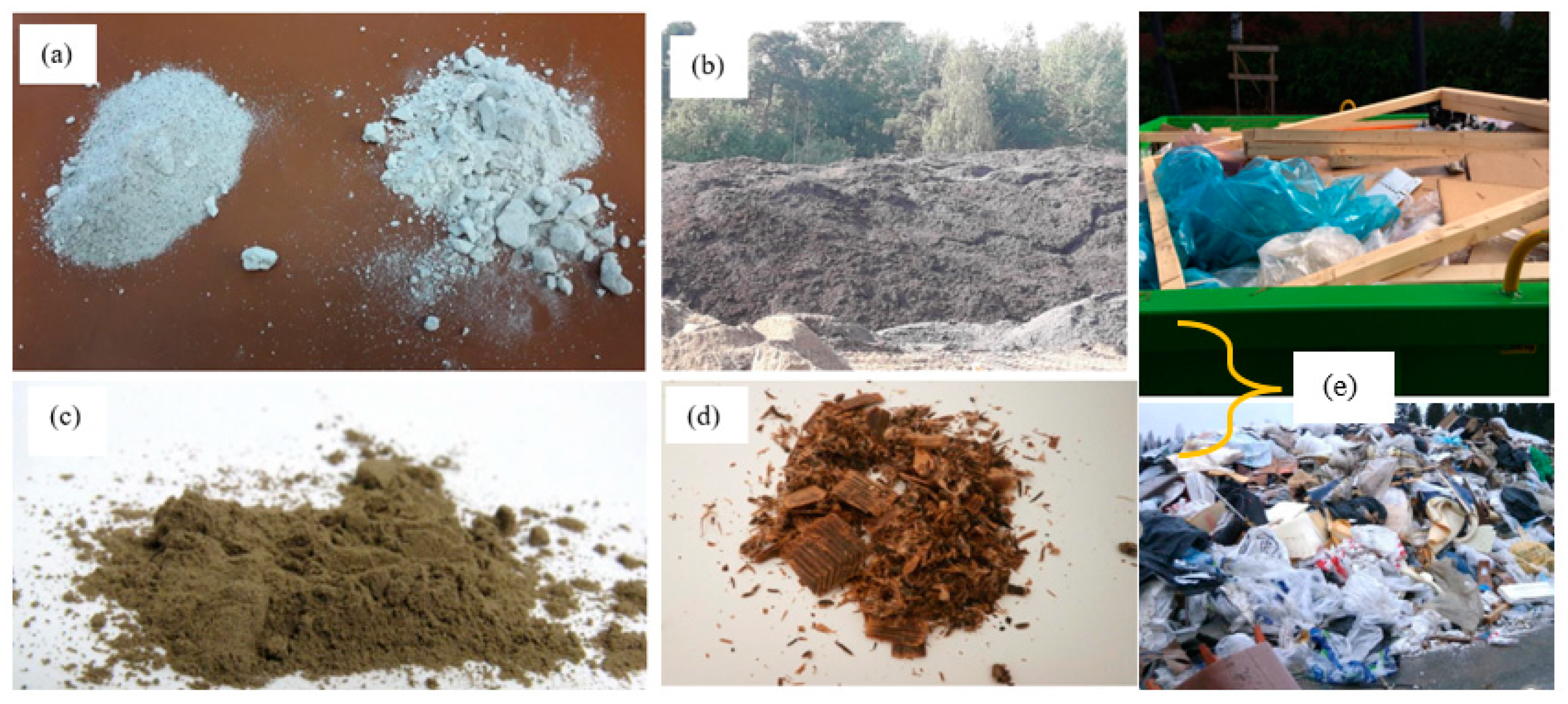
Figure 2.
Scanning electron microscope images of industrial materials used in this study: (a) ash from bark furnace; (b) green liquor slag; (c) flotation sand; (d) CDW.
Figure 2.
Scanning electron microscope images of industrial materials used in this study: (a) ash from bark furnace; (b) green liquor slag; (c) flotation sand; (d) CDW.
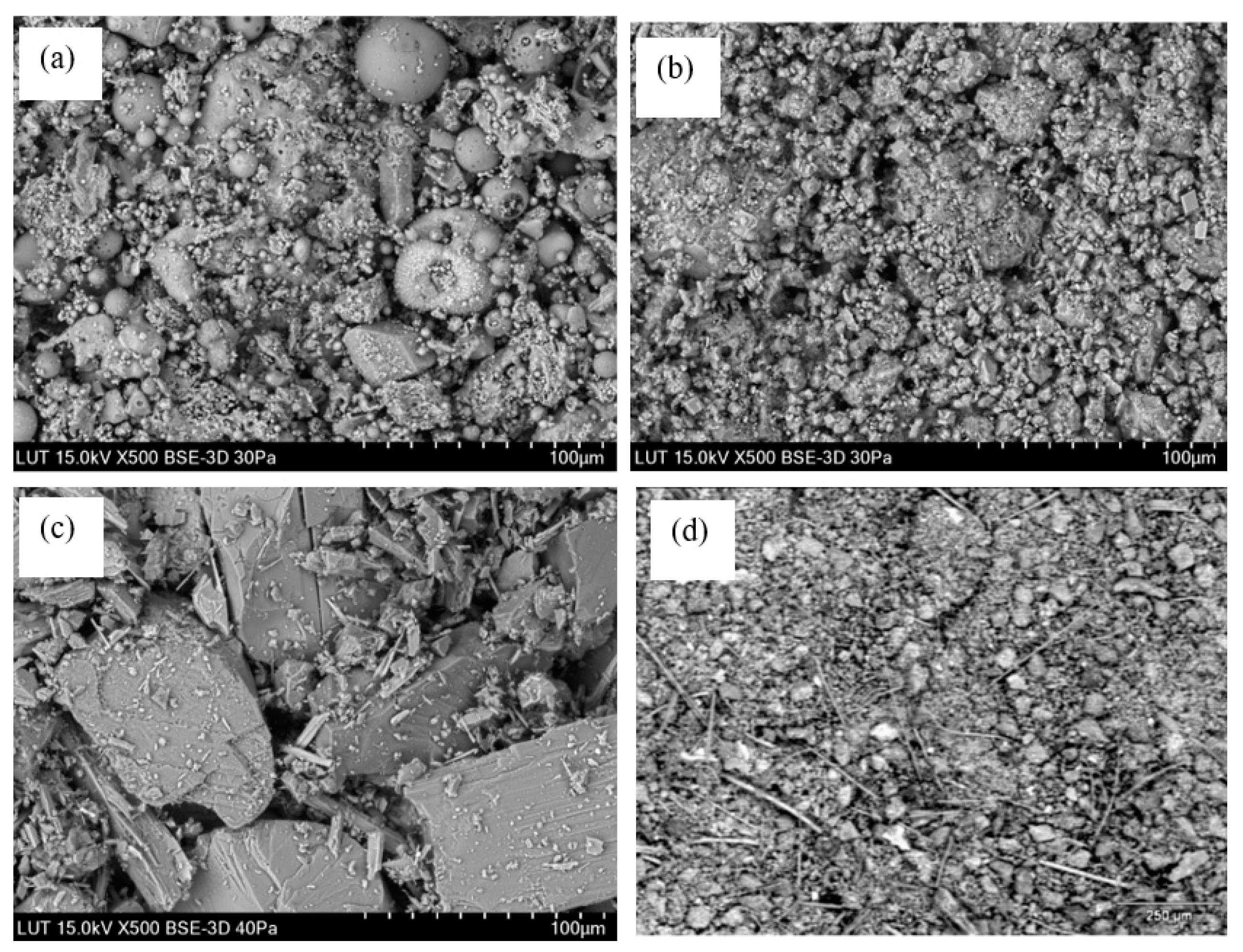
Figure 3.
Pretreatment techniques and machines utilized for industrial waste: (a) pretreatment processes used for CDW; (b) combined line treatment for industrial side stream.
Figure 3.
Pretreatment techniques and machines utilized for industrial waste: (a) pretreatment processes used for CDW; (b) combined line treatment for industrial side stream.
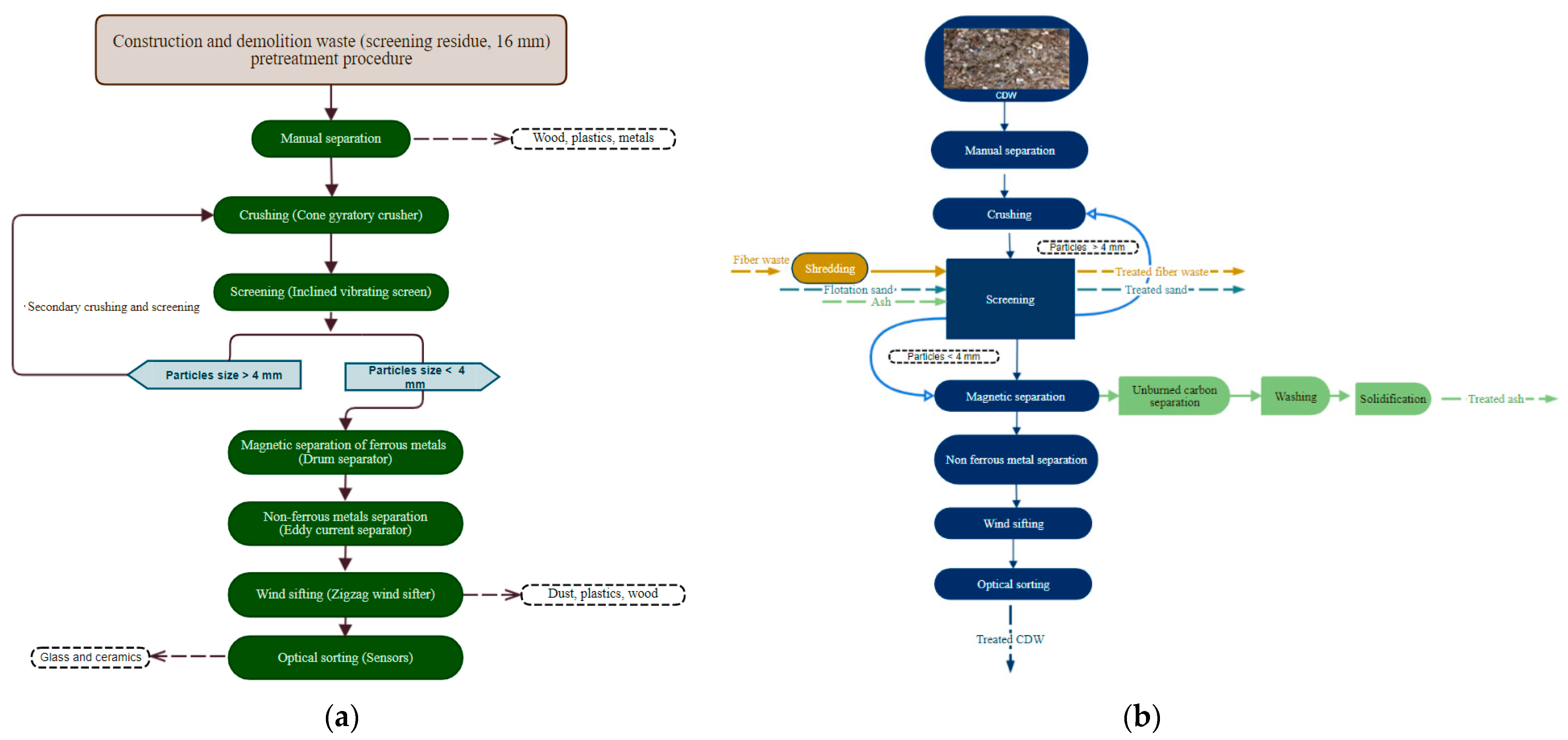
Figure 4.
Screen reject from mixed CDW.

Figure 5.
Machines selected for CDW pretreatments: (a) cone crusher [70]; (b) vibrating screen [71].

Figure 6.
Techniques used for CDW pretreatments: (a) magnetic separation of material; (b) air classifier separation [71].
Figure 6.
Techniques used for CDW pretreatments: (a) magnetic separation of material; (b) air classifier separation [71].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Compositions of the construction waste.
| Elements | CDW (1) Weight % | CDW (2) Weight % | CDW (3) Weight % | Average Weight % |
|---|---|---|---|---|
| C | 10.6 | 9.5 | 10.5 | 10.2 |
| O | 41.5 | 41.7 | 41.6 | 41.6 |
| Na | 0.6 | 0.6 | 0.6 | 0.6 |
| Mg | 0.5 | 0.6 | 0.6 | 0.6 |
| Al | 1.6 | 1.6 | 1.7 | 1.6 |
| SI | 6 | 6.9 | 6.6 | 6.5 |
| S | 12.9 | 12 | 11.9 | 12.3 |
| K | 0.7 | 0.6 | 0.7 | 0.7 |
| Ca | 23.6 | 23.6 | 23.6 | 23.6 |
| Ti | 0.4 | 0.4 | 0.5 | 0.4 |
| Fe | 1.6 | 2.6 | 1.7 | 2.0 |
| 100 | 100 | 100 | 100.0 |
Table 2.
Specifications for crushing, screening and eddy current separating machines.
| Inclined Vibrating Screen | ||||||||
|---|---|---|---|---|---|---|---|---|
| Machine weight (kg) | 6805 | |||||||
| Max feed size (mm) | 200 | |||||||
| Eccentric operating speed (RPM) | 800–860 | |||||||
| Max required power (Kw electric motor) | 18.5 | |||||||
| Operating angle (degrees inclined) | 15–20 | |||||||
| Machine size (mm) | 1830 × 4878 | |||||||
| Bearing bore | 140 spherical roller bearings | |||||||
| Cone Crusher | ||||||||
| Weight (kg) | 5300 | |||||||
| Max required power (kW electric motor) | 37–45 | |||||||
| Maximum feed opening (mm) | 95 | |||||||
| Capacity (ton/h) | 20 | |||||||
| Minimum discharge opening (mm) | 10 | |||||||
| Eccentric operating speed (RPM) | 630 | |||||||
| Eddy Current Separator | ||||||||
| Maximal Productivity (t/h) | Quantity of Electric Engines, pcs. | Power Consumption (kw) | H (mm) | B (mm) | L (mm) | Weight (kg) No More | Width of Operation, Area B1, (mm) | Diameter of Magnetic Roller (mm) |
| 25 | 2 | 11 | 1000 | 2600 | 2200 | 2400 | 1200 | 322 |
Table 3.
Specifications for drum separator and optical sorting machines.
| Drum Separator | |
|---|---|
| Type | Dry processing |
| Magnet | Rear earth permanent magnet |
| Overall dimensions (mm) | 1880 × 1180 × 1460 |
| Length of permanent drum (mm) | 1200 |
| Diameter of permanent drum (mm) | 600 |
| Approx. self-weight (kg) | 3500 |
| Feeding size (mm) | −18 |
| Magnetic intensity of drum (Gs) | 3000 |
| Number of permanent drums | 1 |
| Power of motor (Kw) | 2 |
| Rotating speed of drum (r/min) | 16–30 |
| Processing capacity (ton/h) | −35 |
| Optical Sorter | |
| Machine width (mm) | 1000, 1500 |
| Efficiency (%) | 98 |
| Capacity colors (tons/h) | 5–7.5 |
| Capacity ceramics (tons/h) | 15–22.5 |
| Compressed air (psi/bar) | 100/7 |
| Electricity (kW) | 2–3 |
Table 4.
Pretreatment processes needed for each industrial waste in combined line treatment.
| Material Process | Ash | Flotation Sand | Fiber Reject | CDW |
|---|---|---|---|---|
| Manual separation | √ | |||
| Crushing | √ | |||
| Screening | √ | √ | √ | √ |
| Magnetic separation | √ | √ | ||
| Non-ferrous metal separation | √ | |||
| Wind sifting | √ | |||
| Optical sorting | √ | |||
| Shredding | √ | |||
| Unburned carbon separation | √ | |||
| Washing | √ |
Table 5.
Required annual investment and energy cost for CDW treatment [79].
Table 5.
Required annual investment and energy cost for CDW treatment [79].
| Components | Cost (EUR) | |
|---|---|---|
| Equipment | Inclined vibrating screen | 50,000 |
| Cone crusher | 120,000–260,000 | |
| Wind Sifter | 90,000 | |
| Drum separator | 22,000 | |
| Eddy current separator | 48,000 | |
| Optical sorter and conveyors | 154,000 | |
| Plant cost and material handling equipment | 2,050,000 | |
| Contingency | 303,000 | |
| Maintenance and installations | 111,000 | |
| Labor and insurance | 303,000 | |
| Annual energy cost | ||
| Energy required for machineries and building services | 84,100 | |
Table 6.
Annual investment cost for combined line [79].
Table 6.
Annual investment cost for combined line [79].
| Components | Cost (EUR) | |
|---|---|---|
| Equipment | Inclined screen | 50,000 |
| Cone gyratory crusher | 120,000–260,000 | |
| Wind sifter + optical sorter | 90,000 + 100,000 = 190,000 | |
| Drum separator + eddy current separator | 22,000 + 48,000 = 70,000 | |
| Mortar mixer + intensive mixer | 1000 + 5000 = 6000 | |
| Electrostatic separator + conveyors | 35,000 + 114,000 = 149,000 | |
| Single shaft shredder | 14,000 | |
| Material handling equipment | 50,000 | |
| Cement solidification | 200,000–400,000 | |
| Installations and maintenance | 131,200 | |
| Labor | 426,000 | |
| Plant cost and insurance | 2,533,000 | |
| Contingency | 412,000 | |
| Annual energy cost | ||
| Energy required for machineries and building services | 122,000 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Munir, Q.; Afshariantorghabeh, S.; Kärki, T. Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials. Urban Sci. 2022, 6, 50. https://doi.org/10.3390/urbansci6030050
AMA Style
Munir Q, Afshariantorghabeh S, Kärki T. Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials. Urban Science. 2022; 6(3):50. https://doi.org/10.3390/urbansci6030050
Chicago/Turabian StyleMunir, Qaisar, Sanaz Afshariantorghabeh, and Timo Kärki. 2022. "Industrial Waste Pretreatment Approach for 3D Printing of Sustainable Building Materials" Urban Science 6, no. 3: 50. https://doi.org/10.3390/urbansci6030050