Numerical Simulation of Water Absorption and Swelling in Dehulled Barley Grains during Canned Porridge Cooking

Abstract
:1. Introduction
2. Model Development
2.1. Diffusion
2.2. Hygroscopic Swelling
2.3. Boundary and Initial Conditions
2.3.1. Solid Mechanics
2.3.2. Heat and Mass Transfer
2.4. Input Parameters
2.4.1. Diffusion Coefficient
2.4.2. Mechanical Properties
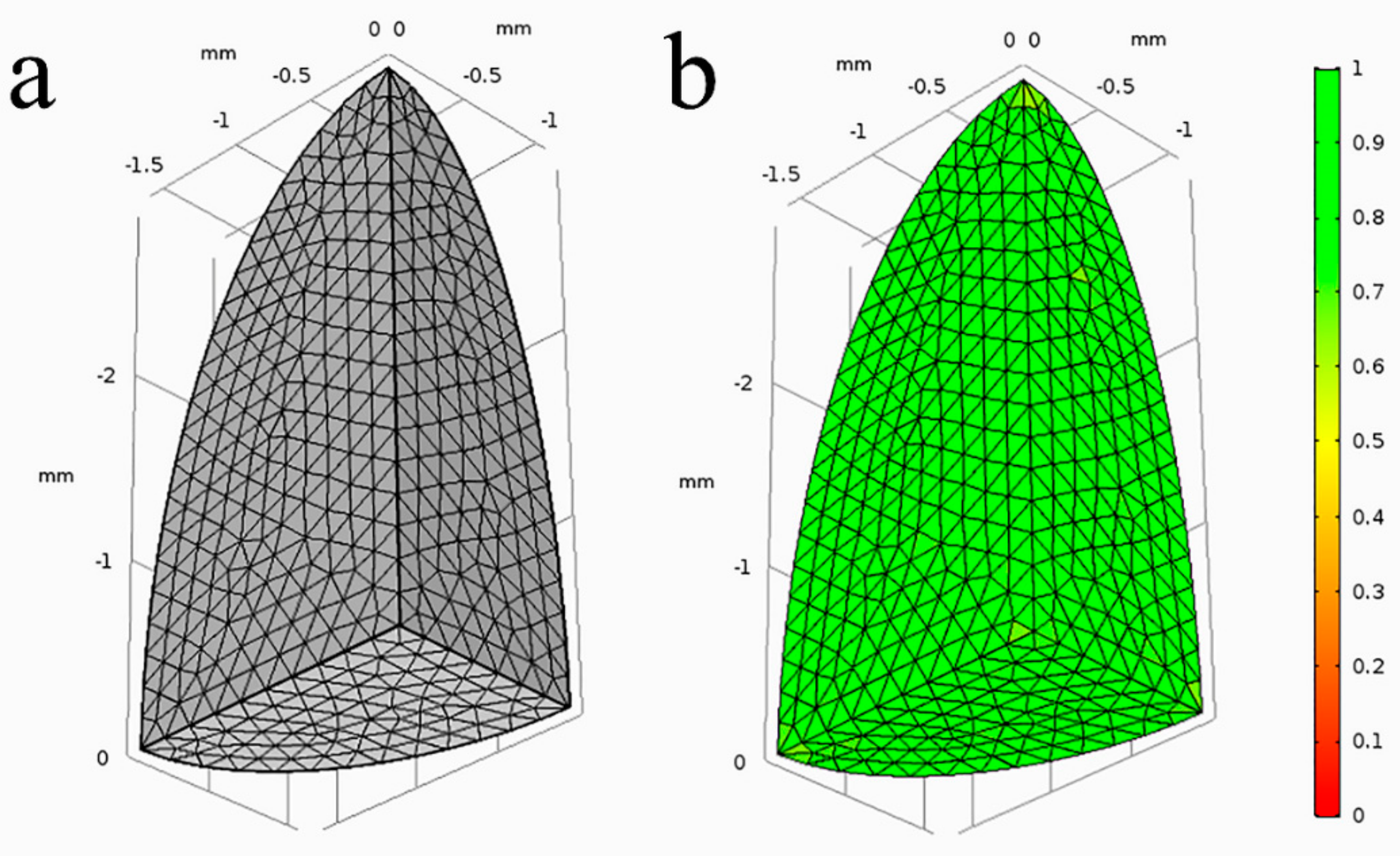
2.5. Solution Methodology Geometry, Mesh, and Implementation
3. Experimental Methodology
3.1. Materials
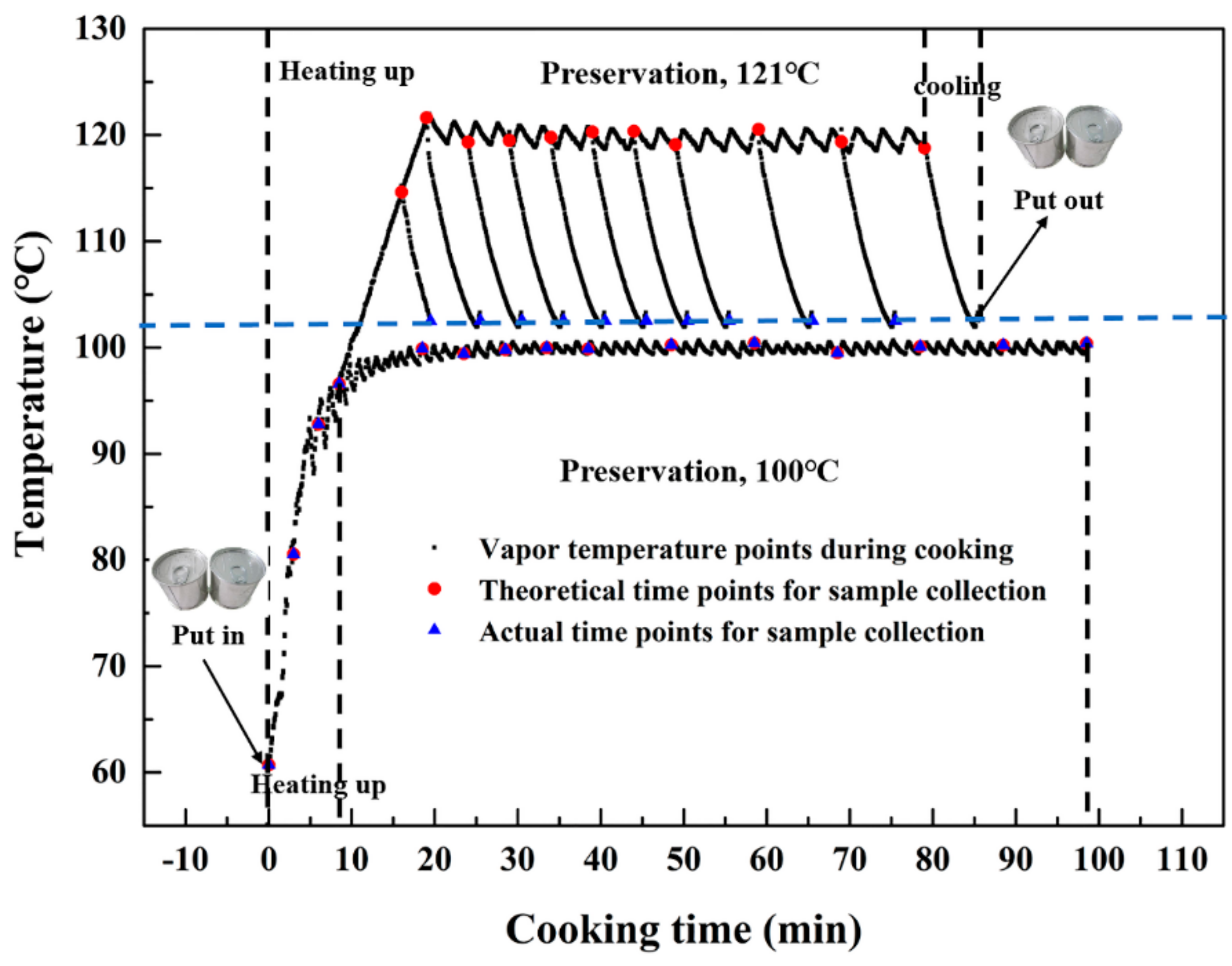
3.2. Cooking Process
3.3. Measurement of Moisture Content and Volume Variation
4. Results and Discussion
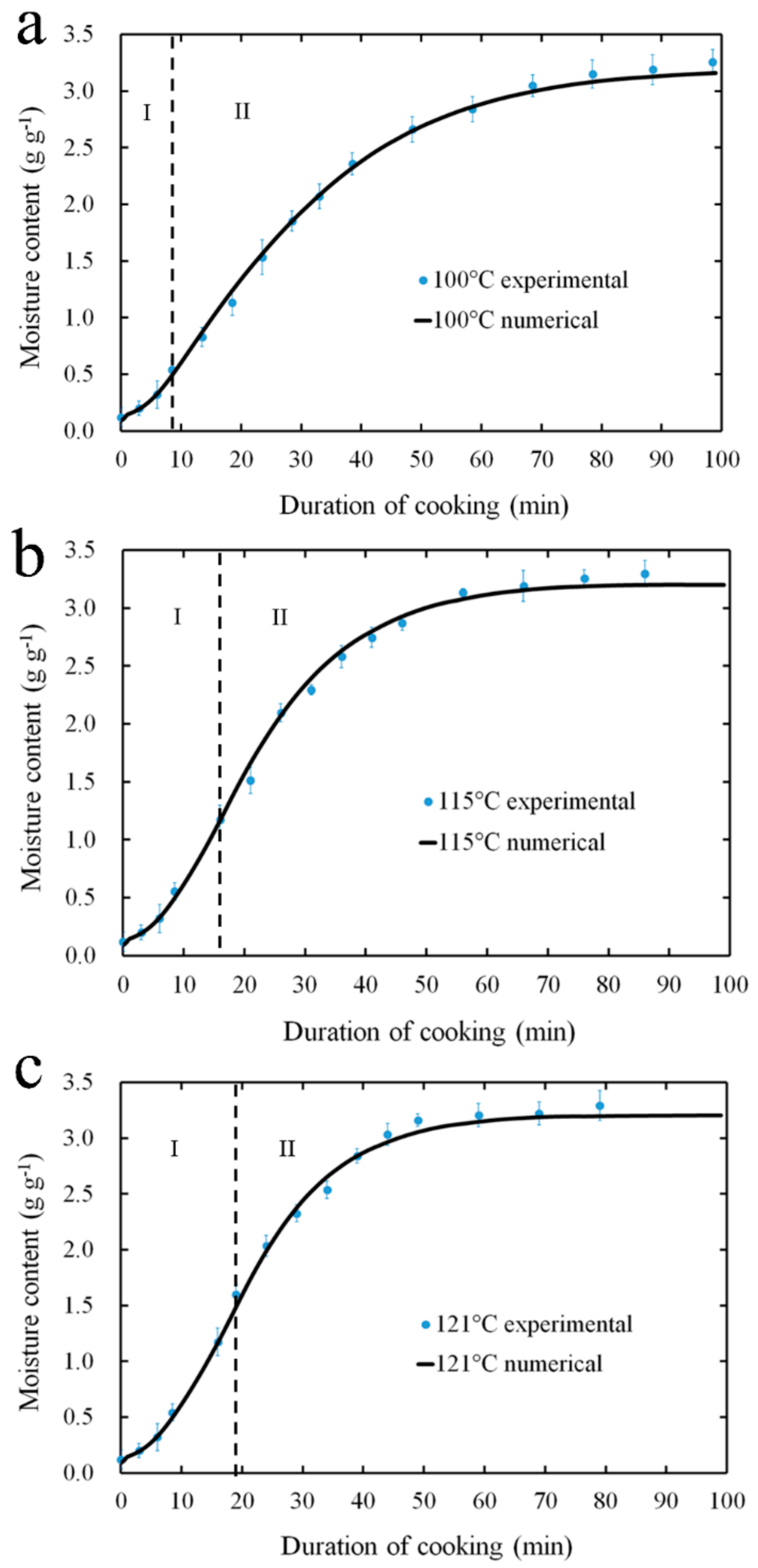
4.1. Moisture Absorption Characteristic
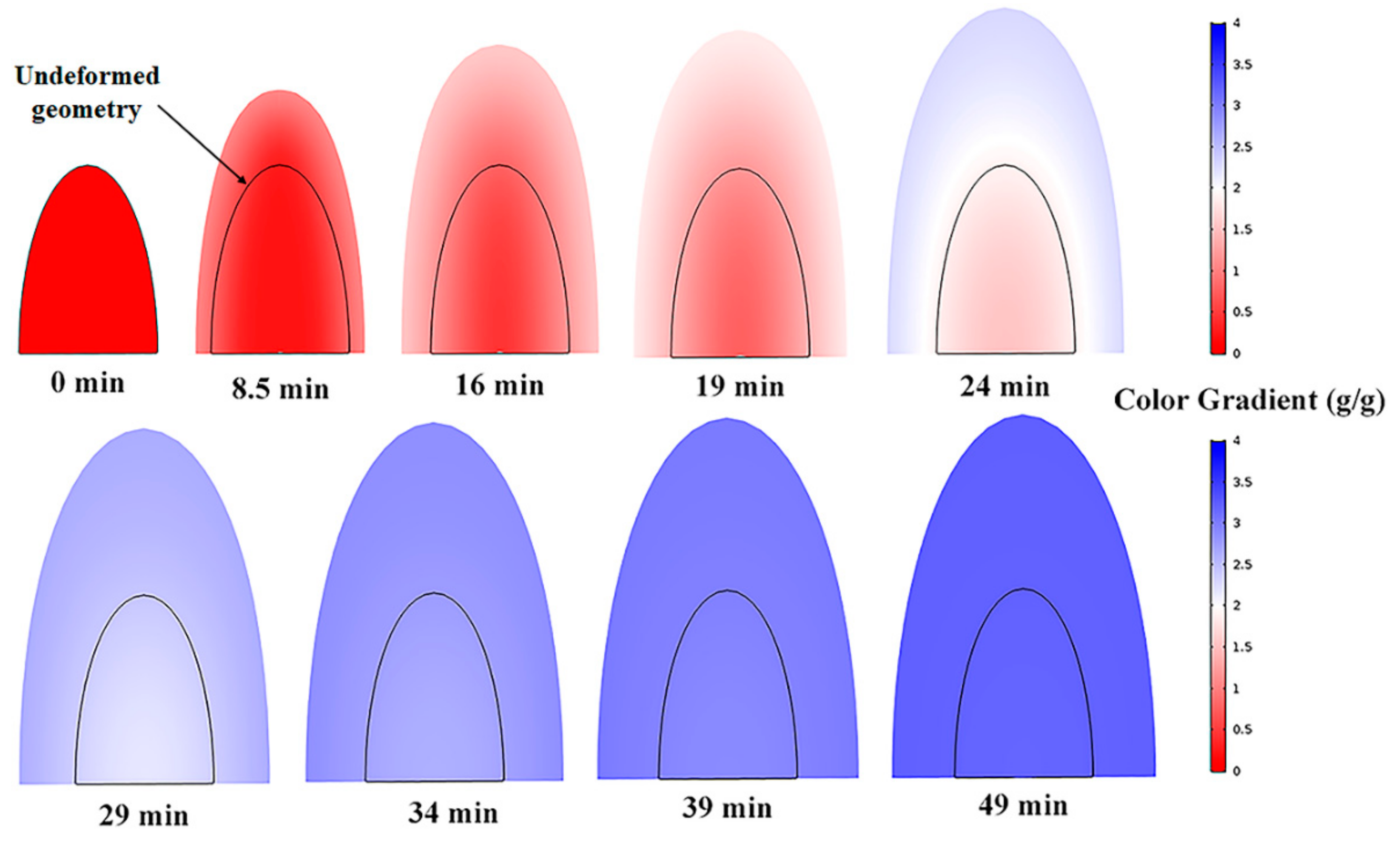
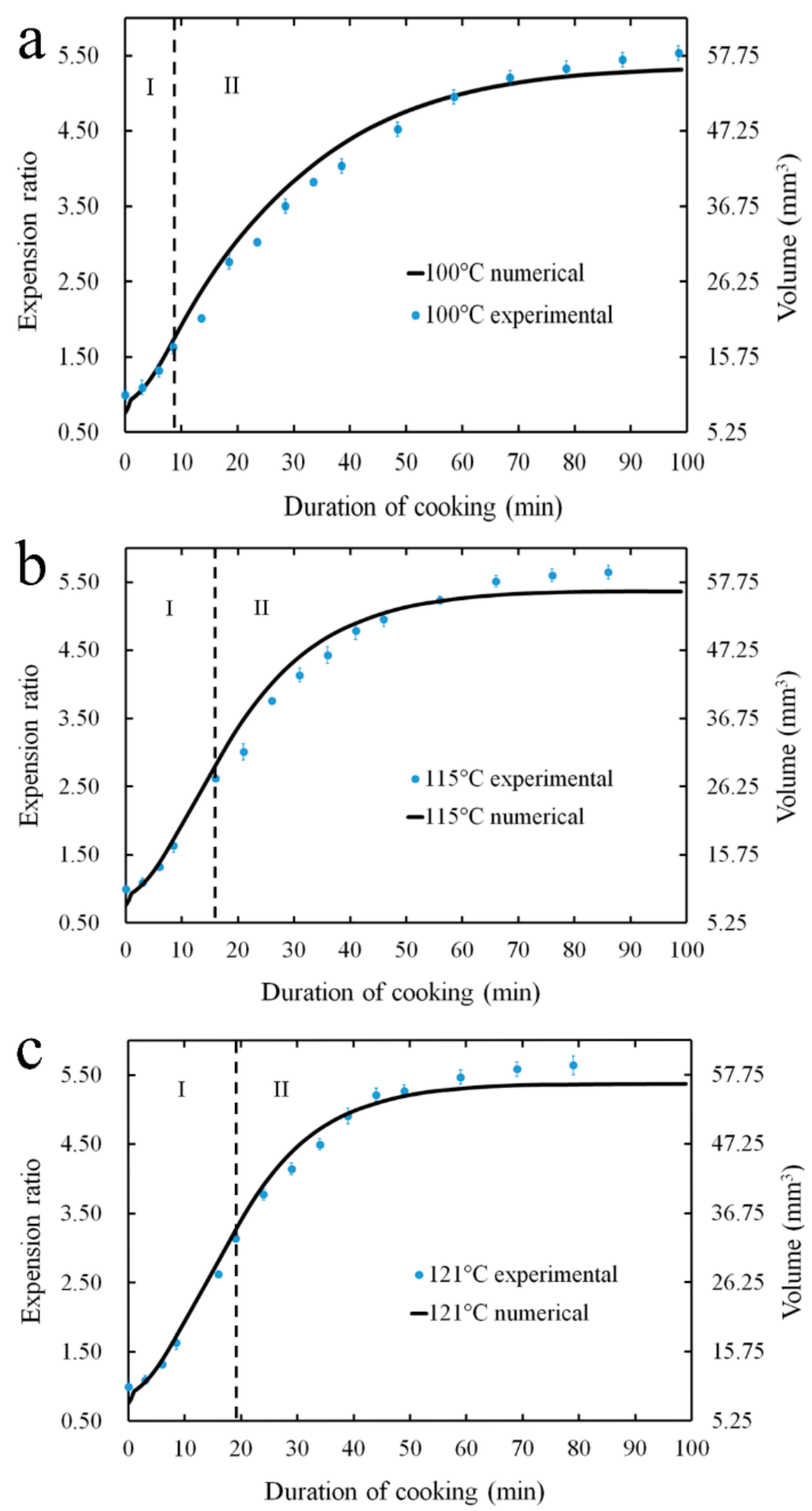
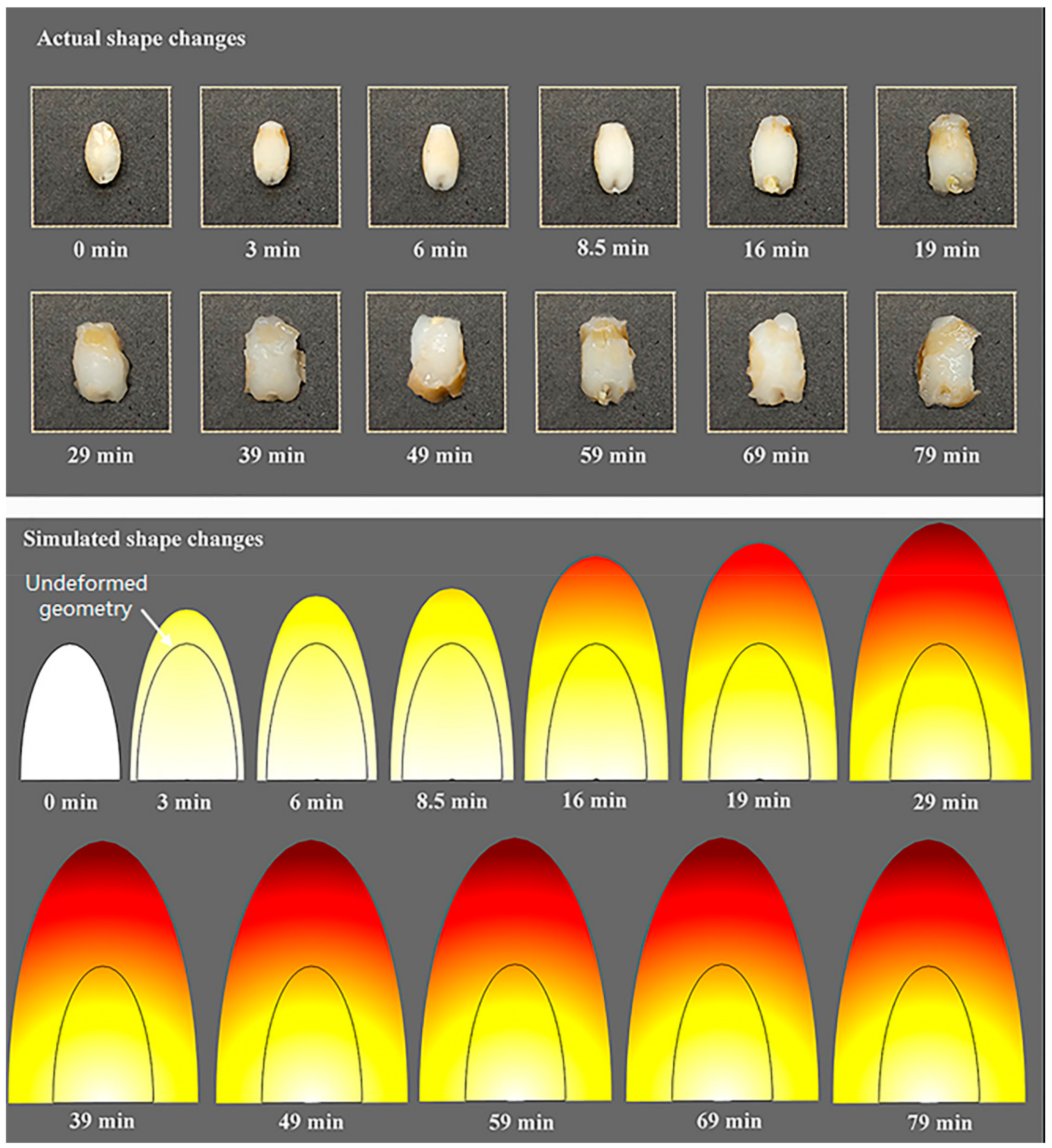
4.2. Volume Change During Hygroscopic Swelling
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- USDA–United States Department of Agriculture. Available online: https://www.fas.usda.gov/data/grain-world-markets-and-trade (accessed on 12 June 2018).
- Baik, B.; Ullrich, S.E. Barley for food: Characteristics, improvement, and renewed interest. J. Cereal Sci. 2008, 48, 233–242. [Google Scholar] [CrossRef]
- Baik, B.K. Current and Potential Barley Grain Food Products. Cereal Foods World 2016, 61, 188–196. [Google Scholar] [CrossRef]
- Mandge, H.M.; Sharma, S.; Dar, B.N. Instant multigrain porridge: effect of cooking treatment on physicochemical and functional properties. J. Food Sci. Technol. 2014, 51, 97–103. [Google Scholar] [CrossRef] [PubMed]
- Teerin, C.; Maradee, P. Effect of sterilizing temperature on physical properties of rice porridge mixed with legumes and job’s tear in retortable pouch. J. Food Process. Preserv. 2015, 39, 2356–2360. [Google Scholar]
- Tamura, M.; Nagai, T.; Hidaka, Y.; Ogawa, Y. Changes in Nonwaxy Japonic Rice Grain Textural-Related Properties During Cooking. J. Food Qual. 2014, 37, 177–184. [Google Scholar] [CrossRef]
- Jian, F.; Jayas, D.S.; Fields, P.G.; White, N.D.G. Water sorption and cooking time of red kidney beans (Phaseolus vulgaris L.): Part II—mathematical models of water sorption. Int. J. Food Sci. Technol. 2017, 52, 2412–2421. [Google Scholar] [CrossRef]
- Yadav, B.K.; Jindal, V.K. Water uptake and solid loss during cooking of milled rice (Oryza sativa L.) in relation to its physicochemical properties. J. Food Eng. 2007, 80, 46–54. [Google Scholar] [CrossRef]
- Montanuci, F.D.; Perussello, C.A.; De Matos Jorge, L.M.; Jorge, R.M.M. Experimental analysis and finite element simulation of the hydration process of barley grains. J. Food Eng. 2014, 131, 44–49. [Google Scholar] [CrossRef]
- Bello, M.; Tolaba, M.P.; Aguerre, R.J.; Suarez, C. Modeling water uptake in a cereal grain during soaking. J. Food Eng. 2010, 97, 95–100. [Google Scholar] [CrossRef]
- Yadav, B.K.; Jindal, V.K. Modeling changes in milled rice (Oryza sativa L.) kernel dimensions during soaking by image analysis. J. Food Eng. 2007, 80, 359–369. [Google Scholar] [CrossRef]
- Shanthilal, J.; Anandharamakrishnan, C. Computational and numerical modeling of rice hydration and dehydration: A review. Trends Food Sci. Technol. 2013, 31, 100–117. [Google Scholar] [CrossRef]
- Bakalis, S.; Kyritsi, A.; Karathanos, V.T.; Yanniotis, S. Modeling of rice hydration using finite elements. J. Food Eng. 2009, 94, 321–325. [Google Scholar] [CrossRef]
- Balbinoti, T.C.V.; Jorge, L.M.D.M.; Jorge, R.M.M. Modeling the hydration step of the rice (Oryza sativa) parboiling process. J. Food Eng. 2018, 216, 81–89. [Google Scholar] [CrossRef]
- Perez, J.H.; Tanaka, F.; Uchino, T. Comparative 3D simulation on water absorption and hygroscopic swelling in japonica rice grains under various isothermal soaking conditions. Food Res. Int. 2011, 44, 2615–2623. [Google Scholar] [CrossRef]
- Perez, J.H.; Tanaka, F.; Uchino, T. Modeling of mass transfer and initiation of hygroscopically induced cracks in rice grains in a thermally controlled soaking condition: With dependency of diffusion coefficient to moisture content and temperature—A 3D finite element approach. J. Food Eng. 2012, 111, 519–527. [Google Scholar] [CrossRef]
- Gulati, T.; Datta, A.K. Coupled multiphase transport, large deformation and phase transition during rice puffing. Chem. Eng. Sci. 2016, 139, 75–98. [Google Scholar] [CrossRef]
- Srivastava, V.; Chester, S.A.; Ames, N.M.; Anand, L. A thermo-mechanically-coupled large-deformation theory for amorphous polymers in a temperature range which spans their glass transition. Int. J. Plast. 2010, 26, 1138–1182. [Google Scholar] [CrossRef] [Green Version]
- Shitanda, D.; Nishiyama, Y.; Koide, S. Compressive strength properties of rough rice considering variation of contact area. J. Food Eng. 2002, 53, 53–58. [Google Scholar] [CrossRef]
- Dupaix, R.B.; Boyce, M.C. Constitutive modeling of the finite strain behavior of amorphous polymers in and above the glass transition. Mech. Mater. 2007, 39, 39–52. [Google Scholar] [CrossRef]
- Kim, K.O.; Kim, H.Y.L.; Lee, Y.C. Optimization of freeze dried instant rice production for infant foods. Foods Biotechnol. 1996, 5, 14–20. [Google Scholar]
- Jideani, V.A.; Mpotokwana, S.M. Modeling of water absorption of Botswana bambara varieties using Peleg’s equation. J. Food Eng. 2009, 92, 182–188. [Google Scholar] [CrossRef]
- Fracasso, A.F.; Perussello, C.A.; Haminiuk, C.W.I.; Jorge, L.M.M.; Jorge, R.M.M. Hydration kinetics of soybeans: Transgenic and conventional cultivars. J. Cereal Sci. 2014, 60, 584–588. [Google Scholar] [CrossRef]
- Amogha, V.; Shinde, Y.H.; Pandit, A.B.; Joshi, J.B. Image analysis based validation and kinetic parameter estimation of rice cooking. J. Food Process Eng. 2017, 40, e12552. [Google Scholar] [CrossRef]
- Shinde, Y.H.; Amogha, V.; Pandit, A.B.; Joshi, J.B. Kinetics of cooking of unsoaked and presoaked split peas (Cajanus cajan). J. Food Process Eng. 2017, 40, e12527. [Google Scholar] [CrossRef]
- Shinde, Y.H.; Gudekar, A.S.; Chavan, P.V.; Pandit, A.B.; Joshi, J.B. Design and development of energy efficient continuous cooking system. J. Food Eng. 2016, 168, 231–239. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Units | Source |
|---|---|---|---|
| Dimensions | |||
| Major axis, a | 2.89 | mm | This study |
| Major axis, b | 1.59 | mm | This study |
| Major axis, c | 1.06 | mm | This study |
| Density | |||
| Water, ρw | 998 | Kg/m3 | [17] |
| Barley, ρb | 1304 | Kg/m3 | [9] |
| Thermal conductivity | |||
| Water, kw | 0.57109 + 0.0017625 − 6.7306 × 10 −6T2 | W/m·K | [17] |
| Barley, kb | 0.1590 | W/m·K | [9] |
| Specific heat capacity | |||
| Water, Cpw | 4176.20 − 0.0909(T − 273) + 5.4731 × 10 −3(T − 273)2 | J/kg·K | [17] |
| Barley, Cpb | 1800 | J/kg·K | [9] |
| Equilibrium concentration of water, ce | 47,222 | Mol/m3 | This study |
| Diffusion coefficient, D | 1.203 × 10−5 exp(−4147.7/T) | m2/s | [9] |
| Young’s modulus, E | Equation (11) | Pa | [18] |
| Poisson’s ratio, Vr | Equation (12) | – | [18] |
| Hygroscopic expansion coefficient of water, β | 1.35 × 10−3 | M3/kg | This study |
| Molecular weight of water, Mmw | 0.0180 | Kg/mol | |
| Initial conditions | |||
| Water concentration, C0 | 9598 | Mol/m3 | This study |
| System temperature, T0 | 298.15 | K | This study |
| T (°C) | Moisture Content (g·g−1) | Expansion Ratio | ||||
|---|---|---|---|---|---|---|
| R2 | P (%) | RMSE (g·g−1) | R2 | P (%) | RMSE | |
| 100 | 0.993 | 4.325 | 0.053 | 0.978 | 7.230 | 0.250 |
| 115 | 0.997 | 5.058 | 0.068 | 0.982 | 6.418 | 0.230 |
| 121 | 0.997 | 4.581 | 0.046 | 0.990 | 5.207 | 0.174 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Wang, M.; Guo, M.; Ye, X.; Ding, T.; Liu, D. Numerical Simulation of Water Absorption and Swelling in Dehulled Barley Grains during Canned Porridge Cooking. Processes 2018, 6, 230. https://doi.org/10.3390/pr6110230
Wang L, Wang M, Guo M, Ye X, Ding T, Liu D. Numerical Simulation of Water Absorption and Swelling in Dehulled Barley Grains during Canned Porridge Cooking. Processes. 2018; 6(11):230. https://doi.org/10.3390/pr6110230
Chicago/Turabian StyleWang, Lei, Mengting Wang, Mingming Guo, Xingqian Ye, Tian Ding, and Donghong Liu. 2018. "Numerical Simulation of Water Absorption and Swelling in Dehulled Barley Grains during Canned Porridge Cooking" Processes 6, no. 11: 230. https://doi.org/10.3390/pr6110230
APA StyleWang, L., Wang, M., Guo, M., Ye, X., Ding, T., & Liu, D. (2018). Numerical Simulation of Water Absorption and Swelling in Dehulled Barley Grains during Canned Porridge Cooking. Processes, 6(11), 230. https://doi.org/10.3390/pr6110230