Green Process Engineering as the Key to Future Processes

Centre for Green Process Engineering, Department of Applied Sciences, Faculty of Engineering, Sciences and The Built Environment, London South Bank University, 103 Borough Road, London SE1 0AA, UK
*
Author to whom correspondence should be addressed.
Processes 2014, 2(1), 311-332; https://doi.org/10.3390/pr2010311
Submission received: 4 December 2013
/
Revised: 7 February 2014
/
Accepted: 25 February 2014
/
Published: 19 March 2014
(This article belongs to the Special Issue Design and Engineering of Microreactor and Smart-Scaled Flow Processes)
Abstract
:Growing concern for the environment, increasing stringent standards for the release of chemicals into the environment and economic competiveness have led to more environmentally friendly approaches that have resulted in greater pollution prevention via waste reduction and efficiency maximisation. Green process engineering (GPE) is an important tool that could make significant contributions in the drive toward making hazardous and wasteful processes more sustainable for the benefit of the economy, environment and society. This article highlights the guidelines that could be used by scientists and engineers for designing new materials, products, processes and systems. Few examples of current and future applications of GPE, particularly in the areas of biofuels, supercritical fluids, multi-functional reactors and catalytic processes, have been presented.
1. Introduction
It is impossible to imagine modern life without the products manufactured by industries. These products are used in everyday aspects of life, including agriculture, construction, transportation, electronics and well-being. However, their productions generate waste, release toxic chemicals, increase greenhouse emissions and greatly affect human health and the environment. As such, these concerns are driving new priorities that have emphasis on being “green”, ranging from products to processes and technologies. Engineers and scientists from diverse fields are leading the way to solve these issues and challenges. Thus, green engineering has the capability to support and foster this innovation. One of the goals of the modern green process engineering (GPE) community is to design, develop and commercialise industrial processes that are sustainable and economically feasible, whilst minimizing the impact of chemical processes on human health and the environment. GPE is defined as, “the design, commercialization, and use of processes and products, which are feasible and economical while minimizing (a) generation of pollution at the source and (b) risk to human health and the environment. Green engineering embraces the concept that decisions to protect human health and the environment can have the greatest impact and cost effectiveness when applied early to the design and development phase of a process or product [1]. In the past, the objective of process engineering was to minimise product cost and increase profitability without assessing the long-term impacts on the planet and human health. Hence, engineers and scientists should carefully make technical decisions that could have significant impact on the environment. These decisions can lead us either in the direction of sustainability or contribute further to the growing problems. Hence, there is a greater need for engineers and scientists to come together for a common vision of saving the planet by providing new greener technologies and products in an environmentally friendly manner.
1.1. Issues and Challenges of Green Process Engineering
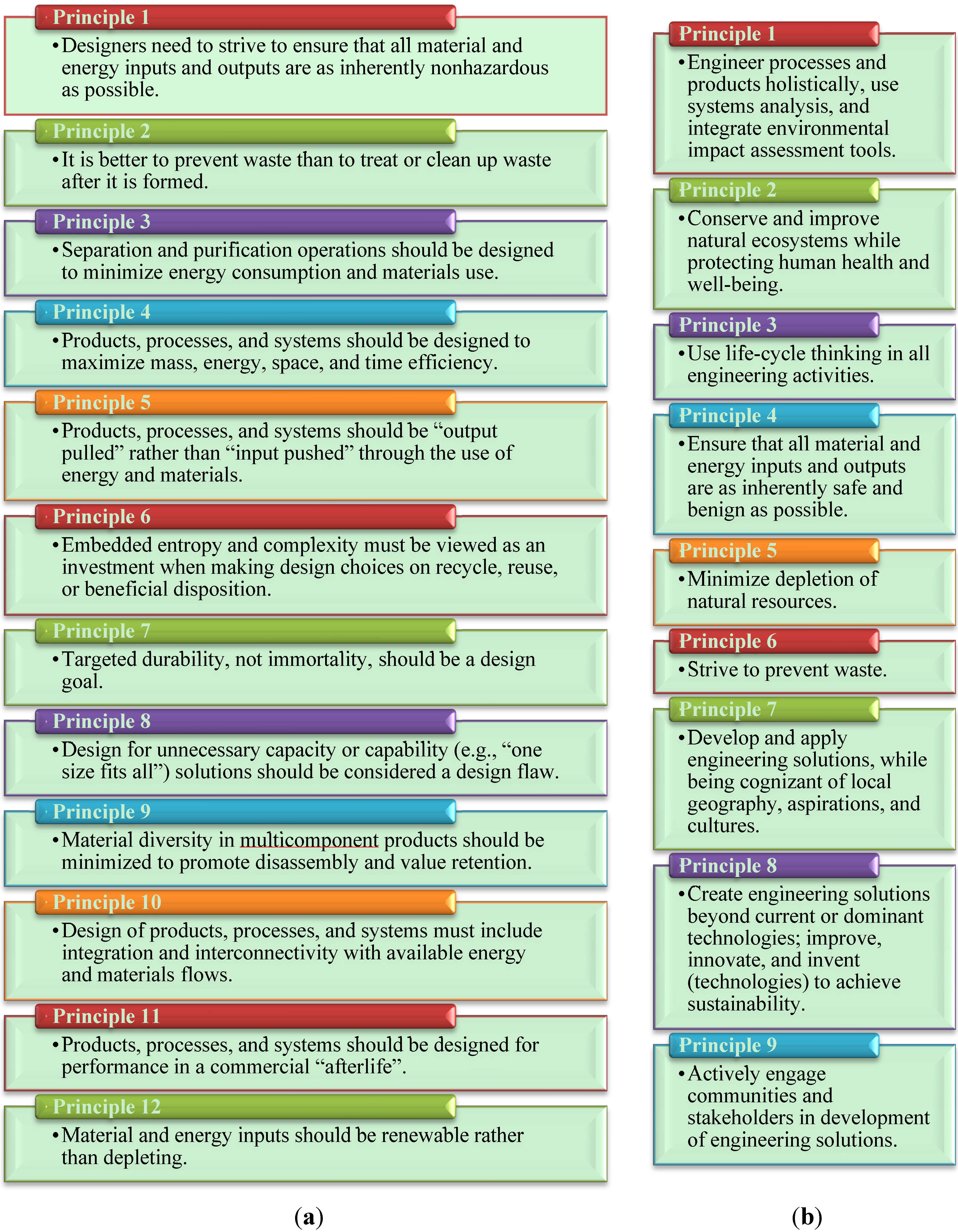
As we move to 2014, our society is faced with challenges in the sustainability of our current technological and lifestyle systems. There are enormous global environmental concerns, including energy and fuels, food, transportation, construction, water access and use, pollution and ecological destruction. The current and future goals of process engineering are therefore not only to sustain and reduce the cost of products, but simultaneously reduce the impact on the environment and on human health. In other words, today’s process engineering has moved towards green process engineering (GPE). As such, the biggest challenge is to find innovative solutions that are based on environmentally benign design and manufacturing, to avoid the generation of waste or pollutants, to keep the product cost affordable with growing demands, to increase the capability of products to be recycled or reused and with the ultimate goal of introducing significant environmental improvements. Most companies are on a sustainability mission, where parameters, such as the utilization of non-depletable resources, the reduction of global-equivalent greenhouse gases emissions and the reduction of energy costs (by utilizing renewable energy resources), are considered important environmental and social targets [2]. However, in terms of fully adopting a sustainable process, there are other factors to be considered, including suitable market conditions, effective economical regulations and social acceptance defined by product demands. To improve industrial sustainability at the process level, the principles of green engineering provide a tangible framework to address the growing concern of human health and the environment and also provide a suitable guide for green process engineering. Its emphasis is on process, system and product optimisation. Anastas and Zimmerman [3] have outlined twelve principles of green engineering that are summarised in Figure 1a. Similarly, at the first conference on “Green Engineering: Defining the Principles” held in Florida in 2003, nine principles of green engineering were developed and are presented in Figure 1b. These principles provide a framework for scientists and engineers to use in designing processes and products within the boundary conditions set by society, business and government, which are guided by important parameters, such as costs, safety, demand, performance and environmental impact [4]. It integrates and couples the most important elements on product optimisation, processes and systems [5].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In 2012, the U.K. Engineering and Physical Sciences Research Council (EPSRC) announced four new engineering projects that aim to help the U.K. in developing lightweight, novel, easily recyclable, with a longer lifetime, materials and clean contaminated land for reclaiming valuable metals [6]. These projects are: (i) CLEVER (Closed Loop Emotionally Valuable E-waste Recovery); (ii) Cleaning Land for Wealth (CL4W); (iii) EXHUME (Efficient X-sector use of Heterogeneous Materials); and (iv) CORE (Creative Outreach for Resource Efficiency).
Thus, as noted, many industrial and academic sectors are considering greener and cleaner alternative routes. Green engineering applications are extremely broad and include almost every industry. These applications can be generally grouped into the following categories: renewable power energy [7], process optimisation [8], environmental monitoring [9] and the development of green products and technologies [2]. In this paper, we will focus on green processes, examine how industry is moving towards this direction and highlight the challenges chemical and process engineers are currently facing. A mini review of a selection of implemented processes, such as the utilization of supercritical fluids, continuous hydrothermal processes and a few important catalytic processes, that have had direct impact on the field of green engineering are discussed in the following section.
2. Applications of Green Process Engineering (GPE)
2.1. Production of Biodiesel and Biofuels
Currently, the majority of the world’s energy is supplied through petrochemical sources, coal and natural gas. However, depleting fossil fuels, increasing energy demand from various sectors, global warming, environmental pollution due to the widespread use of fossil fuels and price fluctuations make petroleum-based energy unreliable. Therefore, it is increasingly necessary to develop renewable energy resources to replace the traditional sources.
Biodiesel has recently attracted enormous interest as an alternative and environmentally friendly fuel source. Biodiesel exhibits characteristics that are similar to traditional diesel fuel. In addition, the flow and combustion properties of biodiesel are similar to petroleum-based diesel [10]. Biodiesels have the following advantages over diesel fuel: they produce less smoke and particulates, have higher cetane numbers, produce lower carbon monoxide and hydrocarbon emissions, are biodegradable and non-toxic and provide better performances in engine lubricity compared to low sulphur diesel fuels. Hence, it could be used as a substitute for diesel fuel.
Abbaszaadeh et al. [11] have compared different current biodiesel production technologies, including blending of vegetable oils, micro-emulsions, pyrolysis and transesterification reaction. The preferred method for the production of biodiesel is generally prepared from the transesterification of triglycerides. The most common sources of triglycerides are first generation biofuels, such as edible virgin vegetable oils, and second generation biofuels, such as animal fats and used cooking oil (UCO). Most of the current biodiesel (>95%) is prepared from first generation agricultural crops [12]. The use of food sources for biodiesel production could have serious consequences on the food supply chain. Hence, UCO is considered to be an attractive feedstock for biodiesel production, since it does not put pressure on food supply, helps in recycling the UCO and is significantly cheaper than virgin oils. However, UCO must go through a pre-treatment process before it can be used for the production of biodiesel [13,14]. Alcohols, such as methanol, ethanol and butanol, have been used for the transesterification reaction [15,16]. However, it is considered that short chain alcohols, such as methanol and ethanol, give a stable product and higher conversion, compared to long-chain alcohols [17]. The transesterification reaction can be acid-catalysed [18], alkali-catalysed [19] or enzyme-catalysed [18,20,21]. A number of authors have reported biodiesel production in terms of composition, properties and specification [22], the effect of different catalysts on biodiesel production [23], biodiesel production using enzymatic transesterification [24] and waste cooking oil [25,26].
A comparison of an immobilised enzyme (Novozyme 435) with an ion exchange resin (Purolite D5081) for the pretreatment of used cooking oil (UCO) for biodiesel production was reported by Haigh et al. [18]. A 94% conversion of free fatty acids (FFA) was obtained using Purolite D5081 compared to FFA conversion of 90% with Novozyme 435. On the other hand, it was reported that there are side reactions associated with Novozyme 435, which result in the formation of more fatty acid methyl esters (FAME) and FFA. However, it was stated that Novozyme 435 uses a low optimum methanol to FFA ratio of 6.2:1, instead of the very high methanol to FFA ratio, i.e., 98:1, required by Purolite D5081 for optimum FFA conversion. Jachuck et al. [27] reported an energy efficient continuous production of biodiesel from methanol and sodium hydroxide using an intensified narrow channel reactor module and canola oil as a feedstock. A triglyceride conversion of 98% was reported within 3 min at 60 °C, 80 psig and 1% catalyst loading.
To eliminate the drawbacks of first and second generation biofuels, including the issue of sustainability, the third generation of biofuels, such as microalgal oil, is regarded as the best route for biodiesel production, as it is independent of food sources [12,28,29]. During the process of photosynthesis, algae efficiently store solar energy and sequester CO2, easing climate change caused by the emission of greenhouse gases [29]. In addition, algae could grow 7–31 times faster than palm oil plants, and 50% of their weight consists of oil [28]. Pfromm et al. [30] studied the economics of biodiesel from algae using the principle of conversion of mass and concluded that algal biodiesel could be produced sustainably with the exception of natural gas to produce nitrogen-based fertiliser in the long term. Overall, the commercialization of algae to biodiesel during initial stages will depend on the support of the government [31,32]. A number of reviews on biodiesel production using microalgae as feedstock has been published [33,34].
A number of publications have reported the production of biodiesel from algal oil using a two-step process, i.e., acid esterification followed by base transesterification. [35,36]. Using a two-step process, a 90.6% yield of biodiesel was achieved at optimum conditions using Enteromorpha compressa algal oil [36], while 100% conversion of triacylglycerols (TAG) and FFA was achieved using Scenedesmus sp. algal oil [35]. Krohn et al. [37] reported the production of biodiesel using a supercritical fixed bed continuous flow process using algae (N. oculata) as a feedstock with 85% efficiency. A single-step process of converting wet algal biomass (Inoculum: Nannochloropsis sp.) to biodiesel using supercritical methanol was reported by Patil et al. [38]. Similarly, a single-step method using a wet lipid extraction procedure (WLEP) was conducted to extract 79% of transesterifiable lipids present in wet algal biomass (84% moisture) via acid and base hydrolysis [39]. The single-step process looks promising, as it eliminates the need for drying and extraction of algal biomass and yields faster reaction times. Martin and Grossman [40] conducted experiments for the production of biodiesel using different technological routes and concluded that for algal oil, the optimised route for biodiesel production is an alkali-catalysed process, while for waste cooking oil, heterogeneous catalysed transesterification is regarded as the optimum process for biodiesel production.
As of now, the production of biodiesel is much less compared to traditional fuels to make a significant impact on the fuel market. In comparison to petroleum-based fuel, biodiesel has poor cold flow properties, therefore, having a tendency to gel or solidify at low temperatures, and possesses low volatility, high pour and cloud points, higher NOx emissions and incomplete combustion. In addition, the cost for biodiesel is not competitive compared to petroleum-based fuel and requires special management for transportation and storage. However, engineers and scientists are putting significant efforts into improving the current technology of biodiesel production, so as to reduce the greenhouse gases and to meet the needs of current and future fuel demands.
2.2. Green Synthesis of Organic Carbonates from Carbon Dioxide
One of the requirements for a sustainable environment in designing a green chemical process is the utilization of renewable raw materials. Carbon dioxide (CO2) emissions have increased to unsustainable levels in the atmosphere, which has led to climate change. The reduction of CO2 emissions has therefore become a global environmental challenge. Organic carbonates, such as propylene carbonate (PC) and dimethyl carbonate (DMC) have been widely used as intermediates in the synthesis of chemicals, pharmaceuticals and fuel additives [41,42,43,44,45]. Organic carbonates are generally synthesised using homogeneous catalysts, toxic raw materials, including phosgene and iso-cyanates and solvents [45,46,47,48,49,50]. Hence, there is an urgent need for an environmentally benign green process for the synthesis of organic carbonates from CO2 by using a heterogeneous catalyst and eliminating the use of toxic chemicals and solvents. Several methods have been developed to design a stable and reusable heterogeneous system by immobilised or grafted ionic liquids and salts into solid materials, such as polymers [51,52], a molecular sieve MCM-41 (Mobil Composition of Matter No. 41) [53,54], magnesium oxide (MgO) [55,56] and silicon dioxide (SiO2) [57,58]. These heterogeneous catalysts showed good catalyst activity and selectivity for the cycloaddition reaction of organic carbonate synthesis, but failed in terms of catalyst reusability.
Adeleye et al. [59] synthesised PC in a Parr high pressure reactor using several heterogeneous catalysts, including ceria doped zirconia (Ce-Zr-O), lanthanum oxide (La-O), lanthana doped zirconia (La-Zr-O), ceria and lanthana doped zirconia (Ce-La-Zr-O) and zirconium oxide (Zr-O), and without using a solvent. High propylene oxide (PO) conversion and yield of PC were reported at 170 °C, 70 bar CO2 pressure and 10% catalyst loading using the Ce-La-Zr-O catalyst. Reusability studies revealed that the Ce-La-Zr-O catalyst could be used several times without any significant decrease in PC yield.
Similarly, Saada et al. [60] have used heterogeneous catalysts, such as ceria-zirconia doped graphene (Ce-Zr-graphene) catalyst, for the synthesis of DMC from CO2 in the presence of 1,1,1-trimethoxymethane (TMM) as a dehydrating agent and without using a solvent. The results for the synthesis of PC and DMC look promising as a future greener process. From the environmental, economic and human health point of view, solvent-free heterogeneous catalysis is the process route of the future for eliminating the shortcomings of the current process of organic carbonate synthesis.
2.3. Production of Commercially Important Epoxide Building Blocks
Epoxides are valuable building blocks for organic synthesis, particularly for the production of commercially important products for pharmaceuticals, plastics, fragrances, food additives, paints and adhesives [61,62,63,64]. The conventional methods for the industrial production of epoxides employ either stoichiometric peracids or chlorohydrin as an oxygen source. However, both methods have a serious environmental impact, as the former produces an equivalent amount of acid waste, whilst the later yields chlorinated by-products and calcium chloride waste. In addition, there are safety issues associated with the handling and storage of peracids. Hence, there is a strong need for cleaner catalytic epoxidation methods that use safer oxidants and produce little waste.
Over the years, soluble compounds of transition metals have been used as efficient catalysts in alkene epoxidation [65,66]. A notable industrial implementation of homogenous catalysed epoxidation is the Halcon process [67]. However, homogenous catalysed systems suffer from several industrial difficulties, including corrosion, deposition of the catalyst on the wall of the reactor and difficulties in the separation of the catalyst from the reaction mixture, which may lead to product contamination [68]. As such, alternatives have been considered. These new routes include developing a greener epoxidation process by utilizing a heterogeneous catalyst and a benign oxidant, such as tert-butyl hydroperoxide (TBHP), as it is environmentally benign, safer to handle and possesses good solubility in polar solvents. There has been a considerable amount of publications on polymer supported alkene epoxidation catalysts, such as Fe, Ni and Co [69], Ru [70], Ti [71], Mn [72], Mo [73] and Cu [74]. Additionally, polymer supported molybdenum catalysts have been reported to be effective for alkene epoxidation using alkyl hydroperoxide as the oxygen source [75,76,77,78,79,80,81,82,83].
A number of authors reported a novel and greener solvent-free process for alkene epoxidation using environmentally benign tert-butyl hydroperoxide (TBHP) as an oxidant [84,85]. In this process, polybenzimidazole supported molybdenum complex (PBI.Mo) and a polystyrene 2-(aminomethyl) pyridine-supported molybdenum complex (Ps.AMP.Mo) were used as catalysts for the epoxidation of alkenes. During the epoxidation reaction, tert-butanol is also formed as a co-product, and hence, this is termed as an atom-efficient process. Furthermore, tert-butanol can be efficiently recycled through hydrogenolysis and oxidation [86]. Recently, continuous epoxidation of 1-hexene with TBHP using the Ps.AMP.Mo catalyst has been conducted in an RDC (Reactive Distillation Column) [87,88] and FlowSyn reactor [89,90].
Continuous flow reactions in a FlowSyn reactor (Figure 2) have shown substantial benefits, including increased selectivity, scalability and reproducibility, and therefore, they have enormous potential as a process alternative for carrying out liquid phase chemical reactions [91,92,93,94] compared to experiments conducted in a classical batch reactor. The reactor is equipped with a stainless steel column packed with catalyst, two HPLC pumps, a control interface, SquirrelView software and a data logger supplied by Grant Instruments. Recently, epoxidation experiments conducted in a FlowSyn reactor achieved 95% conversion of TBHP and ~82% yield of 4-vinyl-1-cyclohexane 1,2-epoxide at 353 K and a 5:1 feed mole ratio (FMR) using Ps.AMP.Mo catalyst [90].
Figure 2.
Continuous FlowSyn flow reactor experimental set-up.

2.4. Green Chemical Processing Using Supercritical CO2 (SC-CO2)
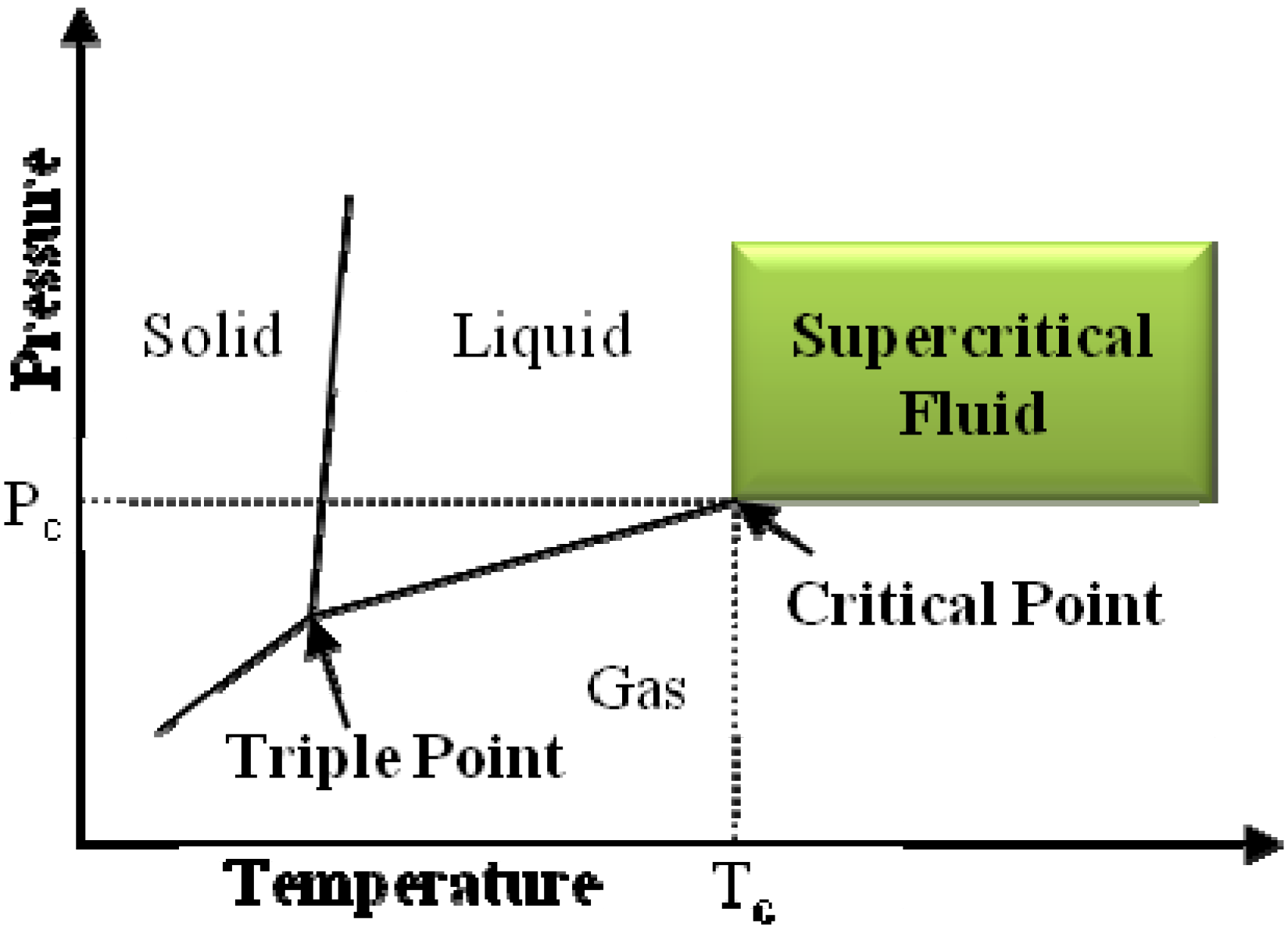
A supercritical fluid (SCF) is defined as a material that is used in a state above the critical temperature and critical pressure (Figure 3) where gases and liquids can coexist [95,96,97]. They exhibit unique properties that are different from those of either gases or liquids under standard conditions. SCF has a higher diffusion coefficient, lower viscosity (very similar to the gas phase) and lower surface tension than a liquid solvent and improved mass transport properties. SCF properties can be tuned dramatically by small changes in pressure, especially when the critical parameters are being approached [98].
Figure 3.
A simplified phase diagram for a pure phase substance illustrating density changes from liquid to gas. Pc and Tc are the critical pressure and temperature, respectively. Pc and Tc are the defining boundaries on a phase diagram for a substance. Beyond these points, the fluid is supercritical, with unique physical and chemical properties between gases and liquids.
Figure 3.
A simplified phase diagram for a pure phase substance illustrating density changes from liquid to gas. Pc and Tc are the critical pressure and temperature, respectively. Pc and Tc are the defining boundaries on a phase diagram for a substance. Beyond these points, the fluid is supercritical, with unique physical and chemical properties between gases and liquids.

The increased interest in SCFs is driven by the ability to easily modulate their properties (via altering the pressure and temperature) and, more importantly, their potential to substitute toxic organic solvents [95,99] Conventional synthetic processes use volatile organic solvents that are flammable, toxic, generate large amounts of waste and, consequently, are non-sustainable. Dictated by the changes in legislation on waste solvent production and emissions and the significant increased costs of their waste disposal, many industrial sectors have moved towards cleaner and greener chemical manufacturing routes.
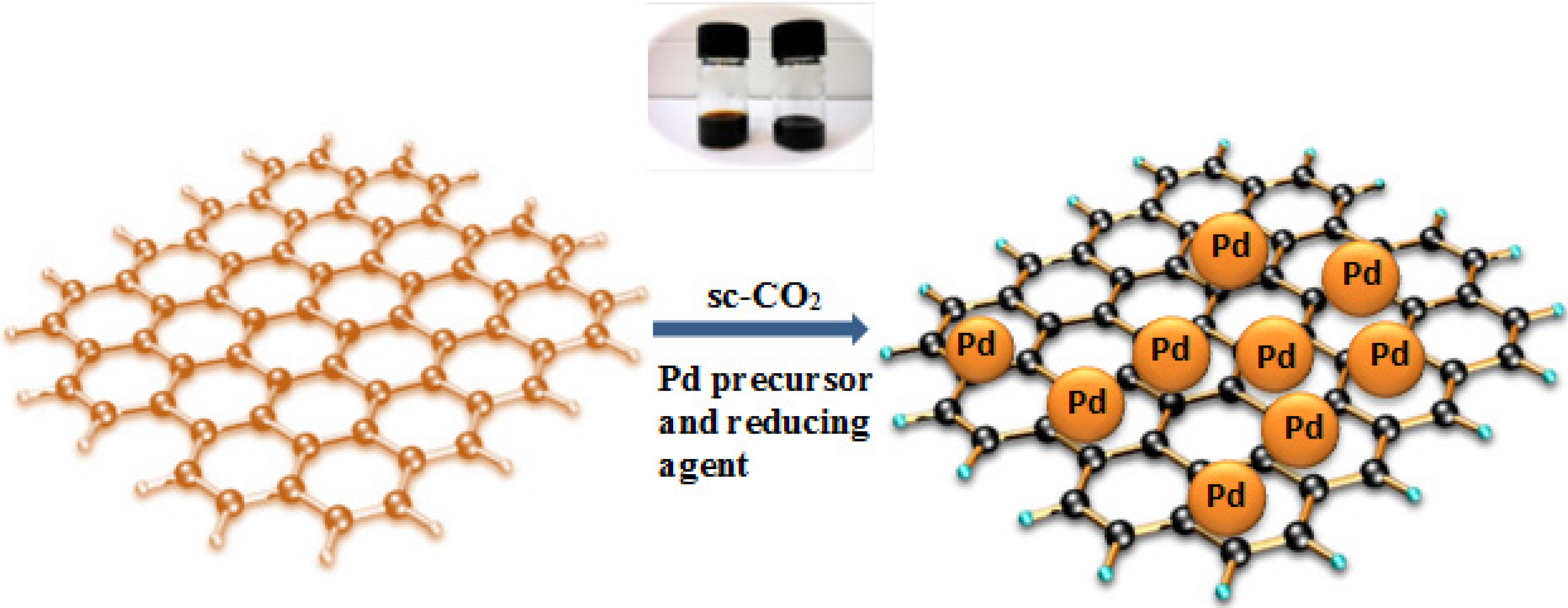
The substitution of the organic solvents by SCFs (e.g., carbon dioxide or water) offers significant improvements in the chemical and environmental fields. As such, supercritical carbon dioxide (sc-CO2) offers relatively low critical parameters (Tc = 31.1 °C, Pc = 7.38 MPa), non-toxicity, non-flammability, recyclability and is a by-product of the industrial synthesis of ammonia [100]. Furthermore, it leaves no residue, as the solvent removal is done easily via the decompression of CO2. As a result, the number of applications in various areas, including industrial scale-up production, has increased dramatically. These include nutrition, such as coffee bean decaffeination, pharmaceutical and polymer processing [99,101,102,103] of compounds, such as hyperbranched copolyesters [104], polycarbonates [105] and polyurethane [106], cleaning applications in the area of microelectronics, medical instrumentation and metallic surface cleaning, textile processing and dyeing of natural fibres, such as cotton, cellulose fibres and some synthetic materials [107,108], offering optimisation in the economical, energy reduction and waste aspects of this technology [109,110], chromatography and materials synthesis [111,112,113,114], such as metallic Janus silica particles [115], palladium (Pd) nanoparticles [116] or the treatment of LiFePO4 cathode materials [117], in addition to the fabrication of semiconductor devices [118]. Recent scientific reports have utilised sc-CO2 for the synthesis of graphene-related materials, including exfoliation of graphite to make graphene [119], polystyrene/functionalised graphene nanocomposite foams [120], platinum (Pt) [121] or platinum-ruthenium/graphene catalysts [122] for methanol oxidation and cell or silver-graphene antibacterial materials [123]. Our group employed an innovative approach for synthesizing graphene-inorganic nanoparticles via the utilization of sc-CO2, which allows us to homogeneously grow and disperse various nanoparticles onto graphene [124,125]. This is because of the high diffusion rates, zero surface tension and low viscosity; the SCF can rapidly transport and homogeneously deposit a range of materials onto a sample matrix very efficiently. In a typical experiment, graphene (synthesised using the chemical exfoliation method), a Pd precursor and the reducing agent were placed in the reactor with sc-CO2, (as shown in Figure 4), leading to the formation and homogenous dispersion of Pd nanoparticles onto graphene.
Figure 4.
A schematic representation for the synthesis of Pd-graphene nanocomposites using sc-CO2.

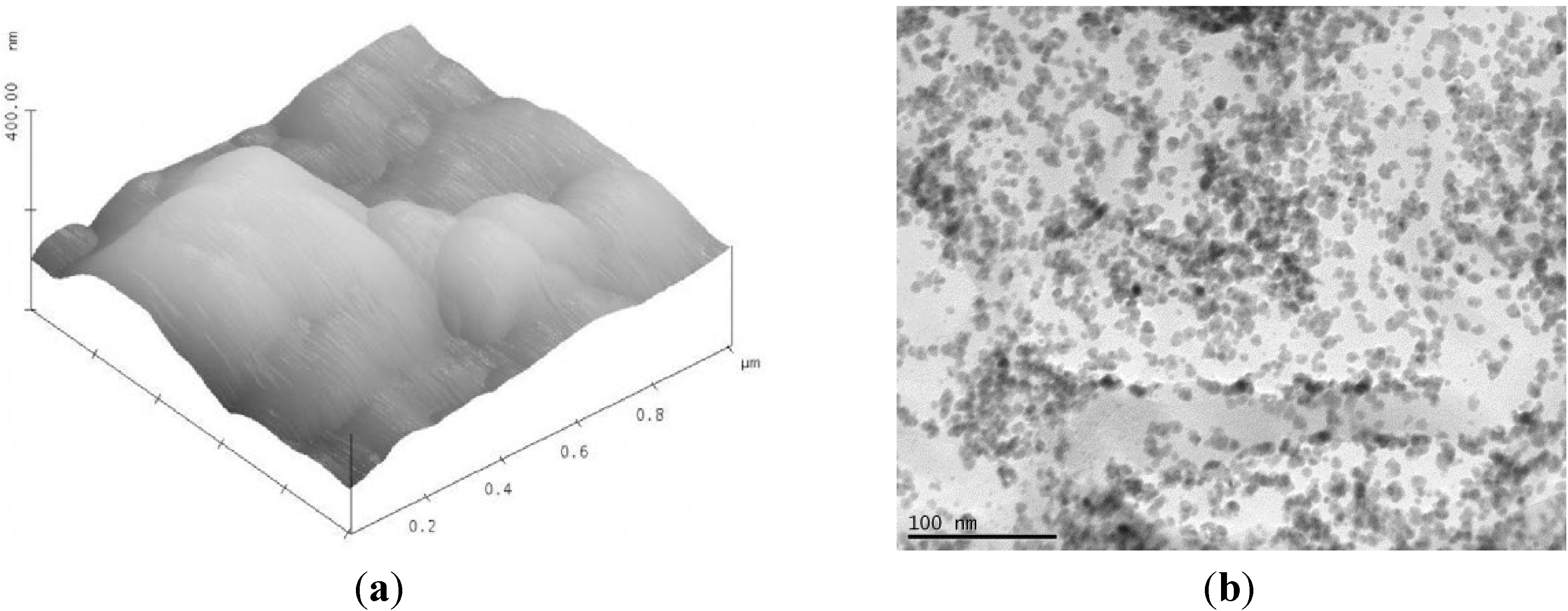
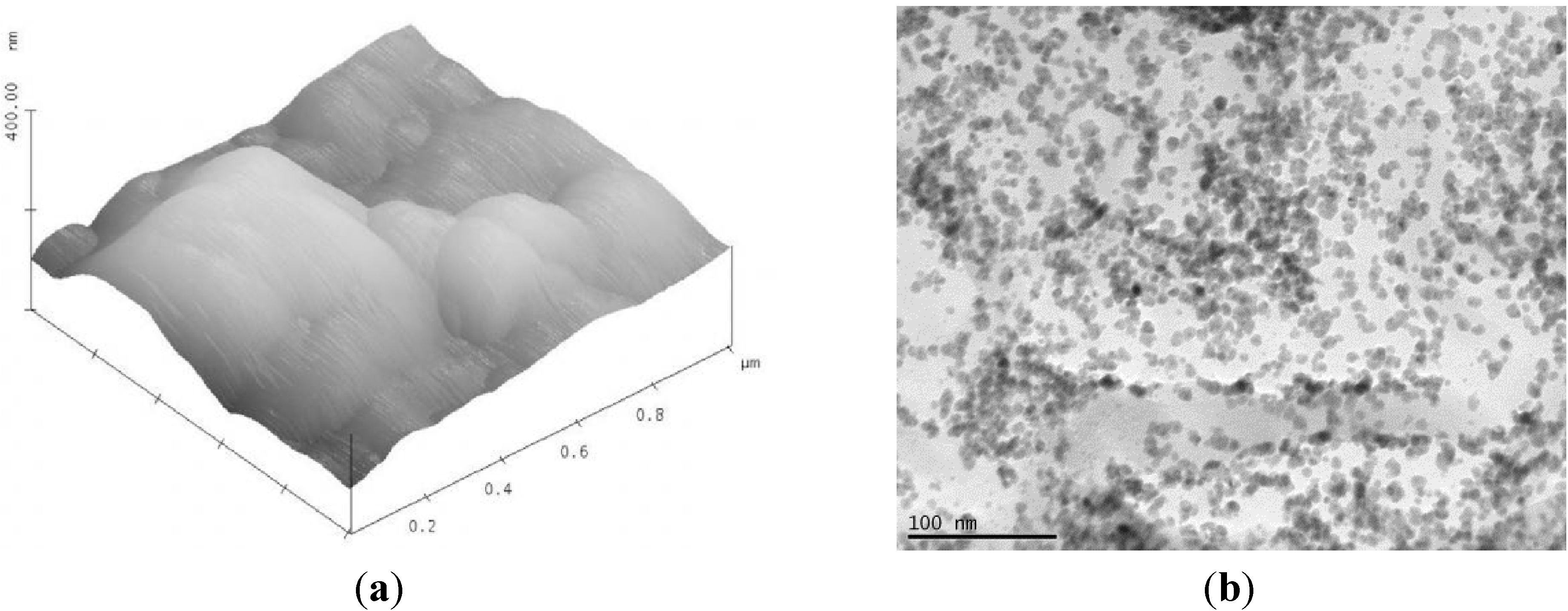
The Pd-graphene ratio was varied, and the properties of the nanocomposites were studied. Atomic force microscopy (AFM) and transmission electron microscopy (TEM) images of homogeneously dispersed Pd nanoparticles onto graphene materials are shown in Figure 5. This is a promising strategy for designing, synthesizing and developing next-generation functional novel nanomaterials with a broad range of applications, where the simplicity of the reactor design offers great possibility for the production of graphene-based nanocomposite materials.
Figure 5.
(a) Atomic force microscopy (AFM) images and (b) transmission electron microscopy (TEM) images of Pd-graphene nanocomposites.
Figure 5.
(a) Atomic force microscopy (AFM) images and (b) transmission electron microscopy (TEM) images of Pd-graphene nanocomposites.
2.5. Continuous Hydrothermal Flow Synthesis (CHFS)
Like sc-CO2, supercritical water (sc-H2O) has attracted tremendous interest amongst academia and industry [126]. The critical parameters of sc-H2O (374 °C and 22.1 MPa) are higher than those for sc-CO2 (31.1 °C and 7.38 MPa). In the supercritical state, water solvent properties, such as the density, viscosity and dielectric constant, change drastically in comparison to ambient water [95]. Conventionally, due to the high dielectric constant, ambient water easily dissolves polar compounds [127]. However, near the critical phase, the dielectric constant of water is greatly reduced, and therefore, it has the ability to dissolve non-polar compounds. Furthermore, the lower density and viscosity values of water at its supercritical state mean higher diffusion and, consequently, faster reaction rates, provided that mass transfer is the rate controlling step of the process. The density, viscosity and dielectric constant of sc-H2O, as with most SCF properties, can be controlled by fine-tuning the pressure and temperature of the fluid. Sc-H2O with unique tuneable properties provides an excellent medium for the synthesis of various highly crystalline nanoparticles [128].
In the manufacture of materials, hydrothermal (superheated or sc-H2O) syntheses can offer many advantages over conventional preparation methods, e.g., lower synthesis temperatures and relatively less processing steps [129,130,131]. The vast majority of hydrothermal synthesis tends to be conducted in batch reactions, which are time consuming and allow little or no control over the final product properties. Following the pioneering research of the Arai group in Japan [132], continuous hydrothermal flow reactors were developed [133,134,135,136]. The process is considered green, since it uses water rather than organic solvents. The basic process involves mixing a flow of superheated or sc-H2O with a flow of an aqueous solution of metal salts to give the rapid precipitation and growth of well-defined particles [137,138]. The composition and certain particle properties, such as size and morphology can be modulated by controlling the ratios of the metal salt feed, the pressure, the temperature of mixing and the presence of a pH or redox modifiers [131,137,139]. Sc-H2O provides a rapid nucleating and crystallizing environment within a hydrothermal flow reactor, which facilities the accelerated synthesis of highly crystalline nanomaterials. The mechanism of the production of nanomaterials is generally explained in terms of: (i) the kinetics of the reaction; (ii) the solubility of the metal oxide; and (iii) the hydrodynamics around the mixing point. Near to or in the supercritical conditions, the rate of the hydrothermal reactions increases, and the solvation of metal oxides are extremely low. Consequently, such hydrothermal reactions are associated with high supersaturation levels, very rapid nucleation, high dehydration and low growth rates, which lead to the precipitation of fine particles. Further, the reaction engineering of the reactor, including the shape and the direction of the mixing point, influence the particle size and the particle size distribution of the final product. Commonly, the mixing of water and metal feeds is usually carried out in a tee union mixer. In the nozzle reactor, the water is injected downwards using a pipe-in-pipe design [133,136], whereas the side injection of water has been reported to produce smaller particles. Recently, a new mixer design was reported, where the metal salt feed and auxiliary were mixed well and then split into two streams before entering the reactor through two inlets, where they meet sc-H2O, forming nanoparticles [140]. In all cases, the synthesis of uniform reproducible nanoparticles has been successfully achieved. To conclude, continuous hydrothermal synthesis has been proven to be an excellent medium for the synthesis of nanomaterials. In such processes, control over particle properties, such as the size and composition, is easily achievable. Moreover, continuous hydrothermal systems offer the ability to carry out synthesis in a high-throughput mode, enabling the discovery of new materials [139,141,142]. Additionally, large-scale production is also reported [143,144].
2.6. Supercritical Water Oxidation (SCWO) Process
Supercritical water oxidation utilises the unique properties of sc-H2O, such as the high diffusivity, low density and remarkable mass transport properties, for the destruction of various toxic and hazardous wastes streams, such as paints, oils, pharmaceutical wastes, chemical warfare agents and contaminated soil [145,146,147,148,149]. The addition of an oxidant, such as hydrogen peroxide or oxygen, is often required. The destruction efficiencies of supercritical water oxidation (SCWO) are reported to be very high (99.99%). At supercritical conditions, various organic compounds, such as chlorinated organic compounds or nitro-compounds, are destroyed to more environmentally friendly compounds, such as chloride ions and nitrates, respectively [150]. However, this process is associated with technical drawbacks, such as corrosion and salt precipitation, and, as such, is limited to the selection of a suitable wastewater and correctly designed reactors that satisfy a selection of criteria for successful operation, including an energy recovery system for the economically feasible implementation of this technology [151].
2.7. Green Process Using Biphasic Catalysis
Most of the industrial processes rely on catalysis, such as chemical, pharmaceutics, materials, polymers and energy. In the case of homogeneous catalysts, where the catalyst is in the same phase as the reactants, they offer numerous advantages for optimizing catalytic systems [152]. However, homogeneous catalysts suffer from many drawbacks, including difficulty in separating the catalyst particles after the reaction, which could increase the overall product cost. The concept of biphasic catalysis, which could possess high activity and reusability, has attracted considerable interest [153]. One such example of the biphasic catalytic process is the Ruhrchemie/Rhone-Poulenc commercial process [154]. In a biphasic catalysis system, a homogenous catalyst is modified to dissolve in a particular solvent, e.g., Solvent A, and the reactants are dissolved in another solvent, e.g., Solvent B. During the course of the reaction, the reactants, catalyst and Solvents A and B are vigorously stirred to form a single phase in which the reaction can take place. As soon as the reaction is completed, the reaction mixture is cooled down, resulting in phase separation and can be easily separated by simple decantation. Since the catalyst and product are in separate phases, this helps in removing the catalyst from the reaction mixture, and it could be recycled several times without any problems. Yu et al. [155] investigated the oxidation of benzyl alcohol to benzaldehyde with hydrogen peroxide as the oxidant and metal dodecanesulfonate salts as the catalysts and found that ~100% selectively could be achieved by the principle of biphasic catalysis. Recently, the application of biphasic catalysis for hydrogenation of cinnamaldehyde to hydrocinnamaldehyde has been reported, wherein 100% selectivity of cinnamaldehyde to hydrocinnamaldehyde has been achieved [156].
3. Conclusions
Engineering strategies have a direct significant impact on the environment. These approaches can either add to growing environmental concerns or direct us towards sustainability if the right tools and options are selected. As such, green engineering is an effective approach, which offers guidance and support towards the direction of sustainable processes, products and systems, whilst reducing the risks to humans and the environment. The “greening” of the industry with the introduction of processes that provide adequate environmental protection is a key component for the future sustainable growth of our society. To implement this vision, new approaches have been developed. These include the utilisation of greener supercritical fluids, catalysis, continuous flow processes for the synthesis of a broad range of materials or the conversion of carbon dioxide to a value-added chemical. Overall, the examples represented here aim to be green in terms of processing with cleaner solvents, avoiding multiple step reactions and lowering the energy requirements, in addition to providing materials with improved properties. To conclude, driven by fast developing social and economic factors, the greening of the industry is the key to our future, where the motivation and efforts of chemical and process engineers have introduced attractive and ecological changes via changes in chemical processes. However, there still are challenges ahead, and much has to be achieved for the “greening” of chemical processes.
Acknowledgments
Some of our research activities have been supported by the U.K. Engineering and Physical Sciences Research Council (EPSRC) (grant no. EP/H027653/1), The Royal Society Brian Mercer Feasibility award, Purolite International Ltd., Llantrisant, Wales, U.K. and MEL Chemicals, Manchester, Eng., U.K. We would like to thank David C. Sherrington, Rene Mbeleck, Misbahu Ladan Mohammed, Adegboyega Isaac Adeleye and Rim Saada for their important contributions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Website of U.S. Environmental Protection Agency, Washington, D.C. Available online: http://www.epa.gov/oppt/greenengineering/pubs/whats_ge.html (accessed on 3 February 2014).
- Jenck, J.F.; Agterberg, F.; Droesher, M.J. Products and processes for a sustainable chemical industry: A review of achievements and prospects. Green Chem. 2004, 6, 544–556. [Google Scholar] [CrossRef]
- Anastas, P.T.; Zimmerman, J.B. Design through the 12 principles of green engineering. Environ. Sci. Technol. 2003, 37, 94A–101A. [Google Scholar] [CrossRef]
- Abraham, M.A.; Nguyen, N. “Green engineering: Defining the principles”—Resdts from the sandestin conference. Environ. Prog. 2003, 22, 233–236. [Google Scholar] [CrossRef]
- Patel, D.; Kellici, S.; Saha, B. Some novel aspects of green process engineering. Chim. Oggi 2013, 31, 57–61. [Google Scholar]
- Website of Engineering and Physical Sciences Research Council (EPSRC). Available online: http://www.epsrc.ac.uk/newsevents/news/2012/Pages/greenengineering.aspx (accessed on 3 February 2014).
- Liu, C.; Li, F.; Ma, L.P.; Cheng, H.M. Advanced materials for energy storage. Adv. Mater. 2010, 22, E28–E62. [Google Scholar] [CrossRef]
- Diwekar, U.M. Greener by design. Environ. Sci. Technol. 2003, 37, 5432–5444. [Google Scholar] [CrossRef]
- Grimm, N.B.; Faeth, S.H.; Golubiewski, N.E.; Redman, C.L.; Wu, J.G.; Bai, X.M.; Briggs, J.M. Global change and the ecology of cities. Science 2008, 319, 756–760. [Google Scholar] [CrossRef]
- Lotero, E.; Liu, Y.J.; Lopez, D.E.; Suwannakarn, K.; Bruce, D.A.; Goodwin, J.G. Synthesis of biodiesel via acid catalysis. Ind. Eng. Chem. Res. 2005, 44, 5353–5363. [Google Scholar] [CrossRef]
- Abbaszaadeh, A.; Ghobadian, B.; Omidkhah, M.R.; Najafi, G. Current biodiesel production technologies: A comparative review. Energy Convers. Manag. 2012, 63, 138–148. [Google Scholar] [CrossRef]
- Rawat, I.; Kumar, R.R.; Mutanda, T.; Bux, F. Biodiesel from microalgae: A critical evaluation from laboratory to large scale production. Appl. Energy 2013, 103, 444–467. [Google Scholar] [CrossRef]
- Abidin, S.Z.; Haigh, K.F.; Saha, B. Esterification of free fatty acids in used cooking oil using ion-exchange resins as catalysts: An efficient pretreatment method for biodiesel feedstock. Ind. Eng. Chem. Res. 2012, 51, 14653–14664. [Google Scholar] [CrossRef]
- Haigh, K.F.; Abidin, S.Z.; Saha, B.; Vladisavljević, G.T. Pretreatment of used cooking oil for the preparation of biodiesel using heterogeneous catalysis. Prog. Colloid Polym. Sci. 2012, 139, 19–22. [Google Scholar]
- Demirbaş, A. Biodiesel fuels from vegetable oils via catalytic and non-catalytic supercritical alcohol transesterifications and other methods: A survey. Energy Convers. Manag. 2003, 44, 2093–2109. [Google Scholar] [CrossRef]
- Abidin, S.Z.; Vladisavljević, G.; Saha, B. Two-stage esterification-transesterification process for synthesis of biodiesel from used cooking oil (UCO) using novel heterogeneous catalysts. In Proceedings of the 9th World Congress of Chemical Engineering (WCCE9), Seoul, Korea, 18–23 August 2013; Paper number ThO-T409-6. Korean Institute of Chemical Engineers (KIChE): Seoul, Korea, 2013. [Google Scholar]
- Dorado, M.P.; Ballesteros, E.; Mittelbach, M.; Lopez, F.J. Kinetic parameters affecting the alkali-catalyzed transesterification process of used olive oil. Energy Fuels 2004, 18, 1457–1462. [Google Scholar] [CrossRef]
- Haigh, K.F.; Abidin, S.Z.; Vladisavljević, G.T.; Saha, B. Comparison of Novozyme 435 and Purolite D5081 as heterogeneous catalysts for the pretreatment of used cooking oil for biodiesel production. Fuel 2013, 111, 186–193. [Google Scholar] [CrossRef]
- Kim, H.J.; Kang, B.S.; Kim, M.J.; Park, Y.M.; Kim, D.K.; Lee, J.S.; Lee, K.Y. Transesterification of vegetable oil to biodiesel using heterogeneous base catalyst. Catal. Today 2004, 93–95, 315–320. [Google Scholar]
- Du, W.; Xu, Y.Y.; Liu, D.H. Lipase-catalysed transesterification of soya bean oil for biodiesel production during continuous batch operation. Biotechnol. Appl. Biochem. 2003, 38, 103–106. [Google Scholar] [CrossRef]
- Haigh, K.F.; Vladisavljević, G.T.; Reynolds, J.C.; Nagy, Z.; Saha, B. Kinetics of the pre-treatment of used cooking oil using Novozyme 435 for biodiesel production. Chem. Eng. Res. Des. 2014. [Google Scholar] [CrossRef]
- Hoekman, S.K.; Broch, A.; Robbins, C.; Ceniceros, E.; Natarajan, M. Review of biodiesel composition, properties, and specifications. Renew. Sustain. Energy Rev. 2012, 16, 143–169. [Google Scholar] [CrossRef]
- Atadashi, I.M.; Aroua, M.K.; Aziz, A.R.A.; Sulaiman, N.M.N. The effects of catalysts in biodiesel production: A review. J. Ind. Eng. Chem. 2013, 19, 14–26. [Google Scholar] [CrossRef]
- Gog, A.; Roman, M.; Toşa, M.; Paizs, C.; Irimie, F.D. Biodiesel production using enzymatic transesterification—Current state and perspectives. Renew. Energy 2012, 39, 10–16. [Google Scholar] [CrossRef]
- Talebian-Kiakalaieh, A.; Amin, N.A.S.; Mazaheri, H. A review on novel processes of biodiesel production from waste cooking oil. Appl. Energy 2013, 104, 683–710. [Google Scholar] [CrossRef]
- Abidin, S.Z.; Patel, D.; Saha, B. Quantitative analysis of fatty acids composition in the used cooking oil (UCO) by gas chromatography-mass spectrometry (GC-MS). Can. J. Chem. Eng. 2013, 91, 1896–1903. [Google Scholar] [CrossRef]
- Jachuck, R.; Pherwani, G.; Gorton, S.M. Green engineering: Continuous production of biodiesel using an alkaline catalyst in an intensified narrow channel reactor. J. Environ. Monit. 2009, 11, 642–647. [Google Scholar]
- Demirbaş, A.; Demirbaş, M.F. Importance of algae oil as a source of biodiesel. Energy Convers. Manag. 2011, 52, 163–170. [Google Scholar] [CrossRef]
- Blatti, J.L.; Burkart, M.D. Releasing stored solar energy within pond scum: Biodiesel from algal lipids. J. Chem. Educ. 2012, 89, 239–242. [Google Scholar] [CrossRef]
- Pfromm, P.H.; Amanor-Boadu, V.; Nelson, R. Sustainability of algae derived biodiesel: A mass balance approach. Bioresour. Technol. 2011, 102, 1185–1193. [Google Scholar] [CrossRef]
- Gallagher, B.J. The economics of producing biodiesel from algae. Renew. Energy 2011, 36, 158–162. [Google Scholar] [CrossRef]
- Lee, D.H. Algal biodiesel economy and competition among bio-fuels. Bioresour. Technol. 2011, 102, 43–49. [Google Scholar] [CrossRef]
- Wiley, P.E.; Campbell, J.E.; Mckuin, B. Production of biodiesel and biogas from algae: A review of process train options. Water Environ. Res. 2011, 83, 326–338. [Google Scholar] [CrossRef]
- Halim, R.; Danquah, M.K.; Webley, P.A. Extraction of oil from microalgae for biodiesel production: A review. Biotechnol. Adv. 2012, 30, 709–732. [Google Scholar] [CrossRef]
- Chen, L.; Liu, T.Z.; Zhang, W.; Chen, X.L.; Wang, J.F. Biodiesel production from algae oil high in free fatty acids by two-step catalytic conversion. Bioresour. Technol. 2012, 111, 208–214. [Google Scholar] [CrossRef]
- Suganya, T.; Gandhi, N.N.; Renganathan, S. Production of algal biodiesel from marine macroalgae Enteromorpha compressa by two step process: Optimization and kinetic study. Bioresour. Technol. 2013, 128, 392–400. [Google Scholar] [CrossRef]
- Krohn, B.J.; McNeff, C.V.; Yan, B.W.; Nowlan, D. Production of algae-based biodiesel using the continuous catalytic Mcgyan® process. Bioresour. Technol. 2011, 102, 94–100. [Google Scholar] [CrossRef]
- Patil, P.D.; Gude, V.G.; Mannarswamy, A.; Deng, S.G.; Cooke, P.; Munson-McGee, S.; Rhodes, I.; Lammers, P.; Nirmalakhandan, N. Optimization of direct conversion of wet algae to biodiesel under supercritical methanol conditions. Bioresour. Technol. 2011, 102, 118–122. [Google Scholar] [CrossRef]
- Sathish, A.; Sims, R.C. Biodiesel from mixed culture algae via a wet lipid extraction procedure. Bioresour. Technol. 2012, 118, 643–647. [Google Scholar] [CrossRef]
- Martín, M.; Grossmann, I.E. Simultaneous optimization and heat integration for biodiesel production from cooking oil and algae. Ind. Eng. Chem. Res. 2012, 51, 7998–8014. [Google Scholar] [CrossRef]
- Shiels, R.A.; Jones, C.W. Homogeneous and heterogeneous 4-(N,N-dialkylamino)pyridines as effective single component catalysts in the synthesis of propylene carbonate. J. Mol. Catal. A Chem. 2007, 261, 160–166. [Google Scholar] [CrossRef]
- Wang, J.Q.; Yue, X.D.; Cai, F.; He, L.N. Solventless synthesis of cyclic carbonates from carbon dioxide and epoxides catalyzed by silica-supported ionic liquids under supercritical conditions. Catal. Commun. 2007, 8, 167–172. [Google Scholar] [CrossRef]
- Verevkin, S.P.; Emel’yanenko, V.N.; Toktonov, A.V.; Chernyak, Y.; Schäffner, B.; Börner, A. Cyclic alkylene carbonates. Experiment and first principle calculations for prediction of thermochemical properties. J. Chem. Thermodyn. 2008, 40, 1428–1432. [Google Scholar]
- Bian, J.; Xiao, M.; Wang, S.J.; Wang, X.J.; Lu, Y.X.; Meng, Y.Z. Highly effective synthesis of dimethyl carbonate from methanol and carbon dioxide using a novel copper-nickel/graphite bimetallic nanocomposite catalyst. Chem. Eng. J. 2009, 147, 287–296. [Google Scholar] [CrossRef]
- Ulusoy, M.; Kilic, A.; Durgun, M.; Tasci, Z.; Cetinkaya, B. Silicon containing new salicylaldimine Pd(II) and Co(II) metal complexes as efficient catalysts in transformation of carbon dioxide (CO2) to cyclic carbonates. J. Organomet. Chem. 2011, 696, 1372–1379. [Google Scholar] [CrossRef]
- Bhanage, B.M.; Fujita, S.; Ikushima, Y.; Arai, M. Synthesis of dimethyl carbonate and glycols from carbon dioxide, epoxides, and methanol using heterogeneous basic metal oxide catalysts with high activity and selectivity. Appl. Catal. A 2001, 219, 259–266. [Google Scholar] [CrossRef]
- Sun, J.M.; Fujita, S.; Arai, M. Development in the green synthesis of cyclic carbonate from carbon dioxide using ionic liquids. J. Organomet. Chem. 2005, 690, 3490–3497. [Google Scholar] [CrossRef]
- Sakakura, T.; Choi, J.C.; Yasuda, H. Transformation of carbon dioxide. Chem. Rev. 2007, 107, 2365–2387. [Google Scholar] [CrossRef]
- Dai, W.L.; Chen, L.; Yin, S.F.; Luo, S.L.; Au, C.T. 3-(2-Hydroxyl-ethyl)-1-propylimidazolium bromide immobilized on SBA-15 as efficient catalyst for the synthesis of cyclic carbonates via the coupling of carbon dioxide with epoxides. Catal. Lett. 2010, 135, 295–304. [Google Scholar] [CrossRef]
- Song, J.; Zhang, B.; Jiang, T.; Yang, G.; Han, B. Synthesis of cyclic carbonates and dimethyl carbonate using CO2 as a building block catalyzed by MOF-5/KI and MOF-5/KI/K2CO3. Front. Chem. China 2011, 6, 21–30. [Google Scholar] [CrossRef]
- Kim, H.S.; Kim, J.J.; Kwon, H.N.; Chung, M.J.; Lee, B.G.; Jang, H.G. Well-defined highly active heterogeneous catalyst system for the coupling reactions of carbon dioxide and epoxides. J. Catal. 2002, 205, 226–229. [Google Scholar] [CrossRef]
- Alvaro, M.; Baleizao, C.; Carbonell, E.; El Ghoul, M.; García, H.; Gigante, B. Polymer-bound aluminium salen complex as reusable catalysts for CO2 Insertion into epoxides. Tetrahedron 2005, 61, 12131–12139. [Google Scholar] [CrossRef]
- Yasuda, H.; He, L.N.; Takahashi, T.; Sakakura, T. Non-halogen catalysts for propylene carbonate synthesis from CO2 under supercritical conditions. Appl. Catal. A 2006, 298, 177–180. [Google Scholar] [CrossRef]
- Udayakumar, S.; Park, S.W.; Park, D.W.; Choi, B.S. Immobilization of ionic liquid on hybrid MCM-41 system for the chemical fixation of carbon dioxide on cyclic carbonate. Catal. Commun. 2008, 9, 1563–1570. [Google Scholar] [CrossRef]
- Yamaguchi, K.; Ebitani, K.; Yoshida, T.; Yoshida, H.; Kaneda, K. Mg-Al mixed oxides as highly active acid-base catalysts for cycloaddition of carbon dioxide to epoxides. J. Am. Chem. Soc. 1999, 121, 4526–4527. [Google Scholar] [CrossRef]
- Barbarini, A.; Maggi, R.; Mazzacani, A.; Mori, G.; Sartori, G.; Sartorio, R. Cycloaddition of CO2 to epoxides over both homogeneous and silica-supported guanidine catalysts. Tetrahedron Lett. 2003, 44, 2931–2934. [Google Scholar] [CrossRef]
- Wang, J.Q.; Kong, D.L.; Chen, J.Y.; Cai, F.; He, L.N. Synthesis of cyclic carbonates from epoxides and carbon dioxide over silica-supported quaternary ammonium salts under supercritical conditions. J. Mol. Catal. A Chem. 2006, 249, 143–148. [Google Scholar] [CrossRef]
- Zhang, X.H.; Zhao, N.; Wei, W.; Sun, Y.H. Chemical fixation of carbon dioxide to propylene carbonate over amine-functionalized silica catalysts. Catal. Today 2006, 115, 102–106. [Google Scholar] [CrossRef]
- Adeleye, A.I.; Patel, D.; Niyogi, D.; Saha, B. An efficient and greener synthesis of propylene carbonate from carbon dioxide and propylene oxide. Unpublished work (in preparation). 2014. [Google Scholar]
- Saada, R.; Kellici, S.; Saha, B. Synthesis of dimethyl carbonate from carbon dioxide and methanol using ceria-zirconia doped graphene catalyst. Unpublished work (in preparation). 2014. [Google Scholar]
- Sienel, G.; Rieth, R.; Rowbottom, K.T. Epoxides. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2000. [Google Scholar]
- Bauer, K.; Garbe, D.; Surburg, H. Common Fragrance and Flavour Materials, 4th ed.; Wiley-VCH: Weinheim, Germany, 2001; pp. 143–145. [Google Scholar]
- Andrei, K.Y. Aziridines and Epoxides in Organic Synthesis; Wiley-VCH: Weinheim, Germany, 2006; p. 516. [Google Scholar]
- Ambroziak, K.; Mbeleck, R.; He, Y.; Saha, B.; Sherrington, D.C. Investigation of batch alkene epoxidations catalyzed by polymer-supported Mo(VI) complexes. Ind. Eng. Chem. Res. 2009, 48, 3293–3302. [Google Scholar] [CrossRef]
- Serafimidou, A.; Stamatis, A.; Louloudi, M. Manganese(II) complexes of imidazole based-acetamide as homogeneous and heterogenised catalysts for alkene epoxidation with H2O2. Catal. Commun. 2008, 9, 35–39. [Google Scholar] [CrossRef]
- Sözen-Aktaş, P.; Manoury, E.; Demirhan, F.; Poli, R. Molybdenum versus tungsten for the epoxidation of cyclooctene catalyzed by [Cp*2M2O5]. Eur. J. Inorg. Chem. 2013, 2013, 2728–2735. [Google Scholar]
- Kollar, J. Epoxidation Process. US Patent 3351635, 7 November 1967. [Google Scholar]
- Salavati-Niasari, M.; Esmaeili, E.; Seyghalkar, H.; Bazarganipour, M. Cobalt(II) Schiff base complex on multi-wall carbon nanotubes (MWNTs) by covalently grafted method: Synthesis, characterization and liquid phase epoxidation of cyclohexene by air. Inorg. Chim. Acta 2011, 375, 11–19. [Google Scholar] [CrossRef]
- Dell’Anna, M.M.; Mastrorilli, P.; Nobile, C.F.; Suranna, G.P. Epoxidation of olefins catalyzed by polymer-supported metal beta-ketoesterato complexes of iron(III), nickel(II) and cobalt(II). J. Mol. Catal. A Chem. 1995, 103, 17–22. [Google Scholar] [CrossRef]
- Antony, R.; Tembe, G.L.; Ravindranathan, M.; Ram, R.N. Polymer supported Ru(III) complexes, synthesis and catalytic activity. Polymer 1998, 39, 4327–4333. [Google Scholar] [CrossRef]
- Deleuze, H.; Schultze, X.; Sherrington, D.C. Reactivity of some polymer-supported titanium catalysts in transesterification and epoxidation reactions. J. Mol. Catal. A Chem. 2000, 159, 257–267. [Google Scholar] [CrossRef]
- Brulé, E.; de Miguel, Y.R.; Hii, K.K. Chemoselective epoxidation of dienes using polymer-supported manganese porphyrin catalysts. Tetrahedron 2004, 60, 5913–5918. [Google Scholar] [CrossRef]
- Grivani, G.; Tangestaninejad, S.; Halili, A. A readily prepared, highly reusable and active polymer-supported molybdenum carbonyl Schiff base complex as epoxidation catalyst. Inorg. Chem. Commun. 2007, 10, 914–917. [Google Scholar] [CrossRef]
- Islam, S.M.; Roy, A.S.; Mondal, P.; Mobarok, M.; Roy, B.; Salam, N.; Paul, S.; Mondal, S. Olefin epoxidation with tert-butyl hydroperoxide catalyzed by functionalized polymer-supported copper(II) Schiff base complex. Monat. Chem. 2012, 143, 815–823. [Google Scholar] [CrossRef]
- Sherrington, D.C. Polymer-supported metal complex alkene epoxidation catalysts. Catal. Today 2000, 57, 87–104. [Google Scholar] [CrossRef]
- Mbeleck, R.; Ambroziak, K.; Saha, B.; Sherrington, D.C. Stability and recycling of polymer-supported Mo(VI) alkene epoxidation catalysts. React. Funct. Polym. 2007, 67, 1448–1457. [Google Scholar] [CrossRef]
- Tangestaninejad, S.; Mirkhani, V.; Moghadam, M.; Grivani, G. Readily prepared heterogeneous molybdenum-based catalysts as highly recoverable, reusable and active catalysts for alkene epoxidation. Catal. Commun. 2007, 8, 839–844. [Google Scholar] [CrossRef]
- Barrio, L.; Campos-Martin, J.M.; de Frutos, M.P.; Fierro, J.L.G. Alkene epoxidation with ethylbenzene hydroperoxides using molybdenum heterogeneous catalysts. Ind. Eng. Chem. Res. 2008, 47, 8016–8024. [Google Scholar] [CrossRef]
- Ambroziak, K.; Mbeleck, R.; Saha, B.; Sherrington, D.C. Greener and sustainable method for alkene epoxidations by polymer-supported Mo(VI) catalysts. Int. J. Chem. React. Eng. 2010, 8, A125:1–A125:13. [Google Scholar]
- Mbeleck, R.; Mohammed, M.L.; Ambroziak, K.; Sherrington, D.C.; Saha, B. Cleaner and efficient alkenes/terpenes epoxidation process catalysed by novel polymer-supported Mo(VI) complexes. In Proceedings of the IEX 2012, Cambridge, UK, 19–21 September 2012; Society of Chemical Industry (SCI): London, UK, 2012. [Google Scholar]
- Grivani, G.; Akherati, A. Polymer-supported bis (2-hydroxyanyl) acetylacetonato molybdenyl Schiff base catalyst as effective, selective and highly reusable catalyst in epoxidation of alkenes. Inorg. Chem. Commun. 2013, 28, 90–93. [Google Scholar] [CrossRef]
- Mohammed, M.L.; Mbeleck, R.; Sherrington, D.C.; Saha, B. Greener and efficient alkene epoxidation process. In Proceedings of the 9th European Congress of Chemical Engineering (ECCE9), Hague, The Netherlands, 21–24 April 2013; Paper number 794, ECCE9-ECAB2 App. MCI-Eurocongress v.o.f.: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Mbeleck, R.; Mohammed, M.L.; Sherrington, D.C.; Saha, B. Environmentally benign alkene epoxidation process. In Proceedings of the 9th World Congress of Chemical Engineering (WCCE9), Seoul, Korea, 18–23 August 2013; Paper number FrO-T104-3. Paper number FrO-T104-3, Korean Institute of Chemical Engineers (KIChE): Seoul, Korea, 2013. [Google Scholar]
- Mohammed, M.L.; Patel, D.; Mbeleck, R.; Niyogi, D.; Sherrington, D.C.; Saha, B. Optimisation of alkene epoxidation catalysed by polymer supported Mo(VI) complexes and application of artificial neural network for prediction of catalytic performances. Appl. Catal. A 2013, 466, 142–152. [Google Scholar] [CrossRef]
- Mbeleck, R.; Mohammed, M.L.; Ambroziak, K.; Sherrington, D.C.; Saha, B. Efficient epoxidation of cyclododecene and dodecene catalysed by polybezimidazole-supported Mo(VI) complex. Unpublished work (in preparation). 2014. [Google Scholar]
- Oku, N.; Seo, T. Process for Producing Propylene Oxide. U.S. Patent 6646138, 11 November 2003. [Google Scholar]
- Saha, B.; Ambroziak, K.; Sherrington, D.C.; Mbeleck, R. Process. Publication Number WO/2011/012869, International Patent Application Number PCT/GB2010/001458. 3 February 2011. [Google Scholar]
- Mbeleck, R.; Ambroziak, K.; Sherrington, D.C.; Saha, B. Production of commercially important epoxide building blocks by catalytic distillation. Unpublished work (in preparation). 2015. [Google Scholar]
- Saha, B. Continuous clean alkene epoxidation process technology for the production of commercially important epoxide building blocks. In Proceedings of the 3rd International Conference of the Flow Chemistry Society, Munich, Germany, 19–20 March 2013; Select Biosciences Ltd.: Sudbury, UK, 2013. [Google Scholar]
- Mohammed, M.L.; Mbeleck, R.; Niyogi, D.; Sherrington, D.C.; Saha, B. Continuous alkene epoxidation process catalysed by polymer supported molybdenum (VI) complex. Unpublished work (in preparation). 2014. [Google Scholar]
- Browne, D.L.; Baumann, M.; Harji, B.H.; Baxendale, I.R.; Ley, S.V. A new enabling technology for convenient laboratory scale continuous flow processing at low temperatures. Org. Lett. 2011, 13, 3312–3315. [Google Scholar] [CrossRef]
- Kelly, C.B.; Lee, C.; Mercadante, M.A.; Leadbeater, N.E. A continuous-flow approach to palladium-catalyzed alkoxycarbonylation reactions. Org. Process Res. Dev. 2011, 15, 717–720. [Google Scholar] [CrossRef]
- Nagy, K.D.; Jensen, K.F. Catalytic processes in small scale flow reactors Status and opportunities. Chim. Oggi 2011, 29, 18–21. [Google Scholar]
- Palde, P.B.; Jamison, T.F. Safe and efficient tetrazole synthesis in a continuous-flow microreactor. Angew. Chem. Int. Ed. 2011, 50, 3525–3528. [Google Scholar] [CrossRef] [Green Version]
- Savage, P.E.; Gopalan, S.; Mizan, T.I.; Martino, C.J.; Brock, E.E. Reactions at supercritical conditions: Applications and fundamentals. AIChE J. 1995, 41, 1723–1778. [Google Scholar] [CrossRef]
- Darr, J.A.; Poliakoff, M. New directions in inorganic and metal-organic coordination chemistry in supercritical fluids. Chem. Rev. 1999, 99, 495–541. [Google Scholar] [CrossRef]
- Darr, J.A.; Kellici, S.; Rehman, I.U. Titania nanospheres from supercritical fluids. IEE Proc. Nanobiotechnol. 2005, 152, 109–111. [Google Scholar] [CrossRef]
- Jung, J.; Perrut, M. Particle design using supercritical fluids: Literature and patent survey. J. Supercrit. Fluids 2001, 20, 179–219. [Google Scholar] [CrossRef]
- Sheldon, R.A. Green solvents for sustainable organic synthesis: State of the art. Green Chem. 2005, 7, 267–278. [Google Scholar] [CrossRef]
- Eckert, C.A.; Knutson, B.L.; Debenedetti, P.G. Supercritical fluids as solvents for chemical and materials processing. Nature 1996, 383, 313–318. [Google Scholar] [CrossRef]
- Kendall, J.L.; Canelas, D.A.; Young, J.L.; DeSimone, J.M. Polymerizations in supercritical carbon dioxide. Chem. Rev. 1999, 99, 543–563. [Google Scholar] [CrossRef]
- Cooper, A.I. Polymer synthesis and processing using supercritical carbon dioxide. J. Mater. Chem. 2000, 10, 207–234. [Google Scholar] [CrossRef]
- Kazarian, S.G. Polymer processing with supercritical fluids. Polym. Sci, Ser. C 2000, 42, 78–101. [Google Scholar]
- Gregorowicz, J.; Wawrzyńska, E.P.; Parzuchowski, P.G.; Fraś, Z.; Rokicki, G.; Wojciechowski, K.; Wieczorek, S.A.; Wiśniewska, A.; Plichta, A.; Dąbrowski, K.; et al. Synthesis, characterization, and solubility in supercritical carbon dioxide of hyperbranched copolyesters. Macromolecules 2013, 46, 7180–7195. [Google Scholar] [CrossRef]
- Tryznowski, M.; Tomczyk, K.; Fraś, Z.; Gregorowicz, J.; Rokicki, G.; Wawrzyńska, E.; Parzuchowski, P.G. Aliphatic hyperbranched polycarbonates: Synthesis, characterization, and solubility in supercritical carbon dioxide. Macromolecules 2012, 45, 6819–6829. [Google Scholar] [CrossRef]
- Smith, C.A.; Cloutet, E.; Tassaing, T.; Cramail, H. Synthesis of polyurethane particles in supercritical carbon dioxide using organocatalysts or organocatalytic surfactants. Green Chem. 2013, 15, 2769–2776. [Google Scholar] [CrossRef]
- Mohamed, A.L.; Er-Rafik, M.; Moller, M. Supercritical carbon dioxide assisted silicon based finishing of cellulosic fabric: A novel approach. Carbohydr. Polym. 2013, 98, 1095–1107. [Google Scholar] [CrossRef]
- Liu, W.W.; Zhang, B.; Li, Y.Z.; He, Y.M.; Zhang, H.C. An environmentally friendly approach for contaminants removal using supercritical CO2 for remanufacturing industry. Appl. Surf. Sci. 2014, 292, 142–148. [Google Scholar] [CrossRef]
- Matson, D.W.; Fulton, J.L.; Petersen, R.C.; Smith, R.D. Rapid expansion of supercritical fluid solutions: Solute formation of powders, thin films, and fibers. Ind. Eng. Chem. Res. 1987, 26, 2298–2306. [Google Scholar] [CrossRef]
- Beckman, E.J. Supercritical and near-critical CO2 in green chemical synthesis and processing. J. Supercrit. Fluids 2004, 28, 121–191. [Google Scholar] [CrossRef]
- Johnston, K.P.; Harrison, K.L.; Clarke, M.J.; Howdle, S.M.; Heitz, M.P.; Bright, F.V.; Carlier, C.; Randolph, T.W. Water-in-carbon dioxide microemulsions: An environment for hydrophiles including proteins. Science 1996, 271, 624–626. [Google Scholar]
- Kellici, S.; Rehman, I.; Darr, J.A. Controlled growth of titania nanospheres in supercritical carbon dioxide using a novel surfactant stabilised precursor. J. Mater. Chem. 2006, 16, 159–161. [Google Scholar] [CrossRef]
- Reverchon, E.; Adami, R. Nanomaterials and supercritical fluids. J. Supercrit. Fluids 2006, 37, 1–22. [Google Scholar] [CrossRef]
- Poe, D.P.; Veit, D.; Ranger, M.; Kaczmarski, K.; Tarafder, A.; Guiochon, G. Pressure, temperature and density drops along supercritical fluid chromatography columns in different thermal environments. III. Mixtures of carbon dioxide and methanol as the mobile phase. J. Chromatogr. A 2014, 1323, 143–156. [Google Scholar] [CrossRef]
- Yang, Q.Y.; de Vries, M.H.; Picchioni, F.; Loos, K. A novel method of preparing metallic Janus silica particles using supercritical carbon dioxide. Nanoscale 2013, 5, 10420–10427. [Google Scholar] [CrossRef]
- Yan, K.; Jarvis, C.; Lafleur, T.; Qiao, Y.X.; Xie, X.M. Novel synthesis of Pd nanoparticles for hydrogenation of biomass-derived platform chemicals showing enhanced catalytic performance. RSC Adv. 2013, 3, 25865–25871. [Google Scholar] [CrossRef]
- Xie, M.; Zhang, X.X.; Deng, S.X.; Wang, Y.Z.; Wang, H.; Liu, J.B.; Yan, H.; Laakso, J.; Levänen, E. The effects of supercritical carbon dioxide treatment on the morphology and electrochemical performance of LiFePO4 cathode materials. RSC Adv. 2013, 3, 12786–12793. [Google Scholar]
- Romang, A.H.; Watkins, J.J. Supercritical fluids for the fabrication of semiconductor devices: Emerging or missed opportunities? Chem. Rev. 2010, 110, 459–478. [Google Scholar] [CrossRef]
- Wang, W.; Wang, Y.; Gao, Y.; Zhao, Y. Control of number of graphene layers using ultrasound in supercritical CO2 and their application in lithium-ion batteries. J. Supercrit. Fluids 2014, 85, 95–101. [Google Scholar] [CrossRef]
- Li, C.Q.; Yang, G.H.; Deng, H.; Wang, K.; Zhang, Q.; Chen, F.; Fu, Q. The preparation and properties of polystyrene/functionalized graphene nanocomposite foams using supercritical carbon dioxide. Polym. Int. 2013, 62, 1077–1084. [Google Scholar]
- Zhao, J.; Zhang, L.Q.; Chen, T.; Yu, H.; Zhang, L.; Xue, H.; Hu, H.Q. Supercritical carbon-dioxide-assisted deposition of Pt nanoparticles on graphene sheets and their application as an electrocatalyst for direct methanol fuel cells. J. Phys. Chem. C 2012, 116, 21374–21381. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, L.; Xue, H.; Wang, Z.B.; Hu, H.Q. Methanol electrocatalytic oxidation on highly dispersed platinum-ruthenium/graphene catalysts prepared in supercritical carbon dioxide-methanol solution. RSC Adv. 2012, 2, 9651–9659. [Google Scholar] [CrossRef]
- Nguyen, V.H.; Kim, B.K.; Jo, Y.L.; Shim, J.J. Preparation and antibacterial activity of silver nanoparticles-decorated graphene composites. J. Supercrit. Fluids 2012, 72, 28–35. [Google Scholar] [CrossRef]
- Saha, B. The Centre for Green Process Engineering (CGPE) opens with launch event at London South Bank University (LSBU). Green Process. Synth. 2013, 2, 169–174. [Google Scholar]
- Adeleye, A.I.; Kellici, S.; Saha, B. Synthesis of propylene carbonate by graphene-inorganic nanoparticles. Unpublished work (in preparation). 2014. [Google Scholar]
- Weingärtner, H.; Franck, E.U. Supercritical water as a solvent. Angew. Chem. Int. Ed. 2005, 44, 2672–2692. [Google Scholar] [CrossRef]
- Shaw, R.W.; Brill, T.B.; Clifford, A.A.; Eckert, C.A.; Franck, E.U. Supercritical water—A medium for chemistry. Chem. Eng. News 1991, 69, 26–39. [Google Scholar]
- Byrappa, K.; Adschiri, T. Hydrothermal technology for nanotechnology. Prog. Cryst. Growth Charact. Mater. 2007, 53, 117–166. [Google Scholar] [CrossRef]
- Cabañas, A.; Poliakoff, M. The continuous hydrothermal synthesis of nano-particulate ferrites in near critical and supercritical water. J. Mater. Chem. 2001, 11, 1408–1416. [Google Scholar] [CrossRef]
- Blood, P.J.; Denyer, J.P.; Azzopardi, B.J.; Poliakoff, M.; Lester, E. A versatile flow visualisation technique for quantifying mixing in a binary system: Application to continuous supercritical water hydrothermal synthesis (SWHS). Chem. Eng. Sci. 2004, 59, 2853–2861. [Google Scholar] [CrossRef]
- Chaudhry, A.A.; Haque, S.; Kellici, S.; Boldrin, P.; Rehman, I.; Fazal, A.K.; Darr, J.A. Instant nano-hydroxyapatite: A continuous and rapid hydrothermal synthesis. Chem. Commun. 2006, 21, 2286–2288. [Google Scholar]
- Hakuta, Y.; Adschiri, T.; Suzuki, T.; Chida, T.; Seino, K.; Arai, K. Flow method for rapidly producing barium hexaferrite particles in supercritical water. J. Am. Ceram. Soc. 1998, 81, 2461–2464. [Google Scholar]
- Lester, E.; Blood, P.; Denyer, J.; Giddings, D.; Azzopardi, B.; Poliakoff, M. Reaction engineering: The supercritical water hydrothermal synthesis of nano-particles. J. Supercrit. Fluids 2006, 37, 209–214. [Google Scholar] [CrossRef]
- Boldrin, P.; Hebb, A.K.; Chaudhry, A.A.; Otley, L.; Thiebaut, B.; Bishop, P.; Darr, J.A. Direct synthesis of nanosized NiCo2O4 spinel and related compounds via continuous hydrothermal synthesis methods. Ind. Eng. Chem. Res. 2007, 46, 4830–4838. [Google Scholar] [CrossRef]
- Weng, X.; Boldrin, P.; Abrahams, I.; Skinner, S.J.; Darr, J.A. Direct syntheses of mixed ion and electronic conductors La4Ni3O10 and La3Ni2O7 from nanosized coprecipitates. Chem. Mater. 2007, 19, 4382–4384. [Google Scholar] [CrossRef]
- Middelkoop, V.; Boldrin, P.; Peel, M.; Buslaps, T.; Barnes, P.; Darr, J.A.; Jacques, S.D.M. Imaging the inside of a continuous nanoceramic synthesizer under supercritical water conditions using high-energy synchrotron X-Radiation. Chem. Mater. 2009, 21, 2430–2435. [Google Scholar] [CrossRef]
- Weng, X.L.; Boldrin, P.; Abrahams, I.; Skinner, S.J.; Kellici, S.; Darr, J.A. Direct syntheses of Lan+1NinO3n+1 phases (n = 1, 2, 3 and ∞) from nanosized co-crystallites. J. Solid State Chem. 2008, 181, 1123–1132. [Google Scholar] [CrossRef]
- Lin, T.; Kellici, S.; Gong, K.; Thompson, K.; Evans, J.R.G.; Wang, X.; Darr, J.A. Rapid automated materials synthesis instrument: Exploring the composition and heat-treatment of nanoprecursors toward low temperature red phosphors. J. Comb. Chem. 2010, 12, 383–392. [Google Scholar] [CrossRef]
- Zhang, Z.C.; Brown, S.; Goodall, J.B.M.; Weng, X.L.; Thompson, K.; Gong, K.N.; Kellici, S.; Clark, R.J.H.; Evans, J.R.G.; Darr, J.A. Direct continuous hydrothermal synthesis of high surface area nanosized titania. J. Alloys Compd. 2009, 476, 451–456. [Google Scholar]
- Ma, C.Y.; Wang, X.Z.; Tighe, C.J.; Gruar, R.I.; Darr, J.A. Simulation of hydrodynamics and heat transfer in confined jet reactors of different size scales for nanomaterial production. Comput.-Aided Chem. Eng. 2012, 31, 1236–1240. [Google Scholar] [CrossRef]
- Weng, X.L.; Cockcroft, J.K.; Hyett, G.; Vickers, M.; Boldrin, P.; Tang, C.C.; Thompson, S.P.; Parker, J.E.; Knowles, J.C.; Rehman, I.; et al. High-throughput continuous hydrothermal synthesis of an entire nanoceramic phase diagram. J. Comb. Chem. 2009, 11, 829–834. [Google Scholar] [CrossRef]
- Kellici, S.; Gong, K.A.; Lin, T.A.; Brown, S.; Clark, R.J.H.; Vickers, M.; Cockcroft, J.K.; Middelkoop, V.; Barnes, P.; Perkins, J.M.; et al. High-throughput continuous hydrothermal flow synthesis of Zn-Ce oxides: Unprecedented solubility of Zn in the nanoparticle fluorite lattice. Philos. T. R. Soc. A 2010, 368, 4331–4349. [Google Scholar] [CrossRef]
- Gruar, R.I.; Tighe, C.J.; Muir, J.; Kittler, J.T.; Wodjak, M.; Kenyon, A.J.; Darr, J.A. Continuous hydrothermal synthesis of surface-functionalised nanophosphors for biological imaging. RSC Adv. 2012, 2, 10037–10047. [Google Scholar] [CrossRef]
- Gruar, R.I.; Tighe, C.J.; Darr, J.A. Scaling-up a confined jet reactor for the continuous hydrothermal manufacture of nanomaterials. Ind. Eng. Chem. Res. 2013, 52, 5270–5281. [Google Scholar] [CrossRef]
- Hawthorne, S.B.; Yang, Y.; Miller, D.J. Extraction of organic pollutants from environmental solids with sub- and supercritical water. Anal. Chem. 1994, 66, 2912–2920. [Google Scholar]
- Gloyna, E.F.; Li, L.X. Supercritical water oxidation research and development update. Environ. Prog. 1995, 14, 182–192. [Google Scholar] [CrossRef]
- Cabeza, P.; Bermejo, M.D.; Jiménez, C.; Cocero, M.J. Experimental study of the supercritical water oxidation of recalcitrant compounds under hydrothermal flames using tubular reactors. Water Res. 2011, 45, 2485–2495. [Google Scholar] [CrossRef]
- Jimenez-Espadafor, F.; Portela, J.R.; Vadillo, V.; Sánchez-Oneto, J.; Villanueva, J.A.B.; García, M.T.; de la Ossa, E.J.M. Supercritical water oxidation of oily wastes at pilot plant: Simulation for energy recovery. Ind. Eng. Chem. Res. 2011, 50, 775–784. [Google Scholar] [CrossRef]
- Zhao, Q.C.; Dong, X.; Zhou, M.H.; Wang, J.C. Dioxin destruction by supercritical water oxidation. Adv. Mater. Res. 2013, 864–867, 1709–1712. [Google Scholar]
- Kritzer, P.; Dinjus, E. An assessment of supercritical water oxidation (SCWO): Existing problems, possible solutions and new reactor concepts. Chem. Eng. J. 2001, 83, 207–214. [Google Scholar] [CrossRef]
- Vadillo, V.; Sánchez-Oneto, J.; Portela, J.R.; de la Ossa, E.J.M. Problems in supercritical water oxidation process and proposed solutions. Ind. Eng. Chem. Res. 2013, 52, 7617–7629. [Google Scholar]
- Baker, R.T.; Tumas, W. Homogeneous catalysis—Toward greener chemistry. Science 1999, 284, 1477–1479. [Google Scholar] [CrossRef]
- Jutz, F.; Andanson, J.M.; Baiker, A. Ionic liquids and dense carbon dioxide: A beneficial biphasic system for catalysis. Chem. Rev. 2011, 111, 322–353. [Google Scholar] [CrossRef]
- Kohlpaintner, C.W.; Fischer, R.W.; Cornils, B. Aqueous biphasic catalysis: Ruhrchemie/Rhone-Poulenc oxo process. Appl. Catal., A 2001, 221, 219–225. [Google Scholar] [CrossRef]
- Yu, Y.Y.; Lu, B.; Wang, X.G.; Zhao, J.X.; Wang, X.Z.; Cai, Q.H. Highly selective oxidation of benzyl alcohol to benzaldehyde with hydrogen peroxide by biphasic catalysis. Chem. Eng. J. 2010, 162, 738–742. [Google Scholar] [CrossRef]
- Mao, H.; Yu, H.; Chen, J.; Liao, X.P. Biphasic catalysis using amphiphilic polyphenols-chelated noble metals as highly active and selective catalysts. Sci. Rep. 2013, 3, A2226:1–A2226:5. [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
MDPI and ACS Style
Patel, D.; Kellici, S.; Saha, B. Green Process Engineering as the Key to Future Processes. Processes 2014, 2, 311-332. https://doi.org/10.3390/pr2010311
AMA Style
Patel D, Kellici S, Saha B. Green Process Engineering as the Key to Future Processes. Processes. 2014; 2(1):311-332. https://doi.org/10.3390/pr2010311
Chicago/Turabian StylePatel, Dipesh, Suela Kellici, and Basudeb Saha. 2014. "Green Process Engineering as the Key to Future Processes" Processes 2, no. 1: 311-332. https://doi.org/10.3390/pr2010311