Recycling Potentials of Critical Metals-Analyzing Secondary Flows from Selected Applications

Abstract
:1. Introduction
2. Description of Methods
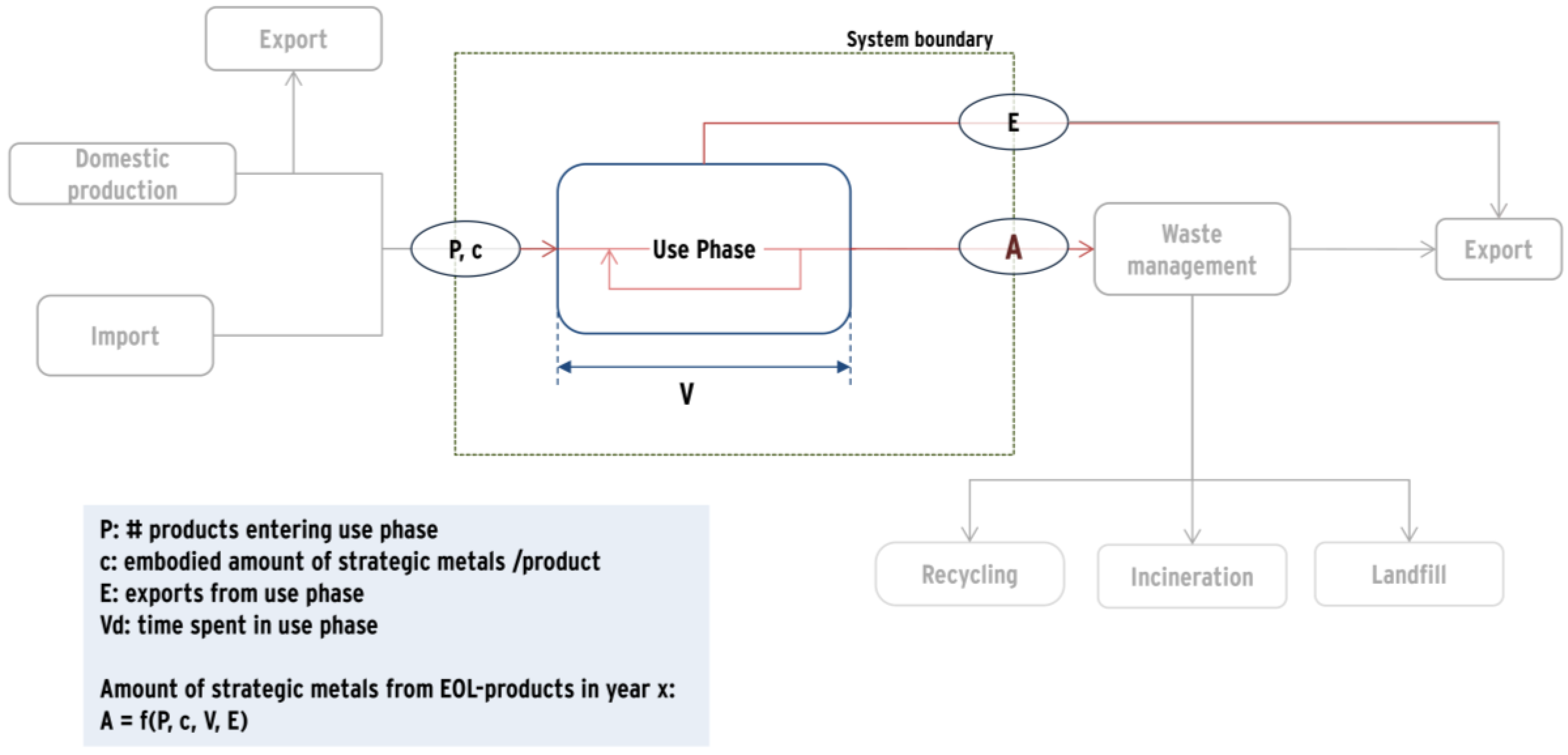
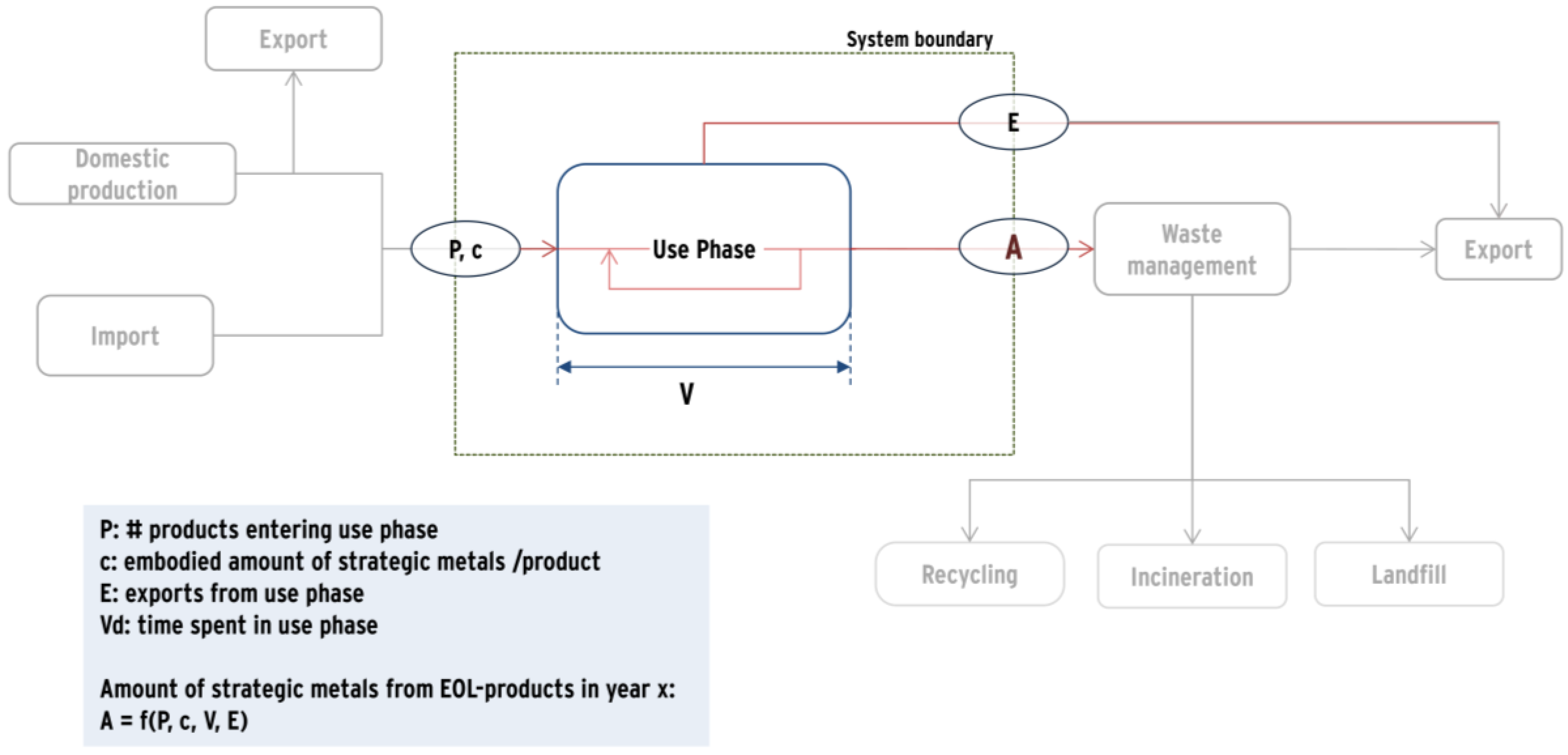
2.1. Modeling of End-of-Life Flows

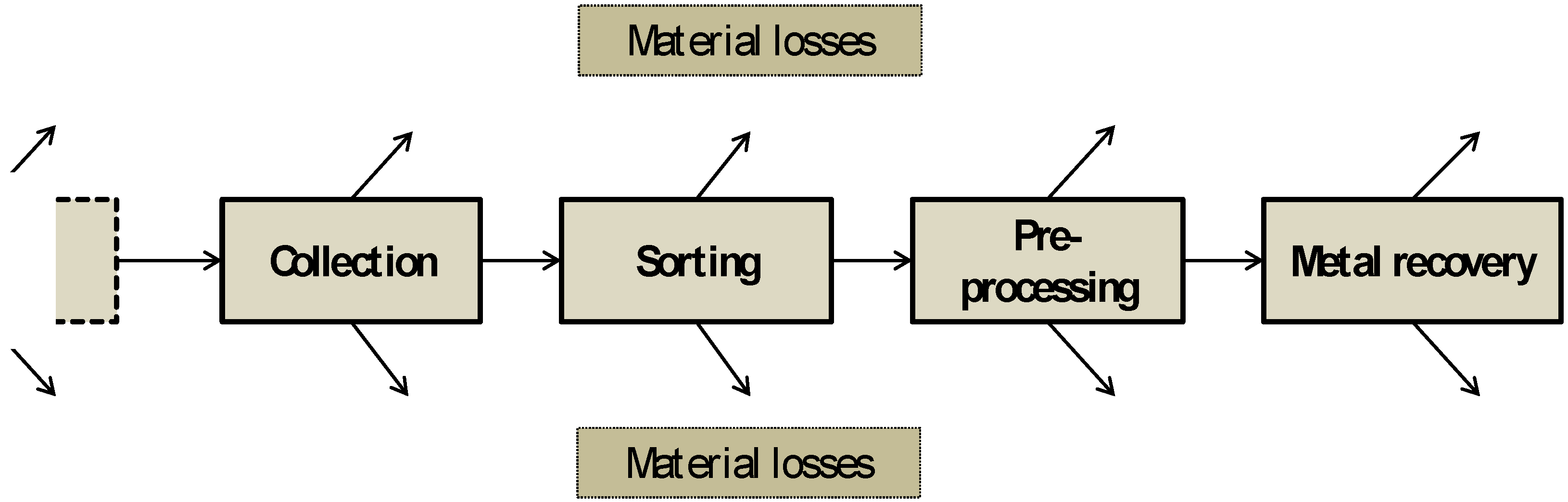
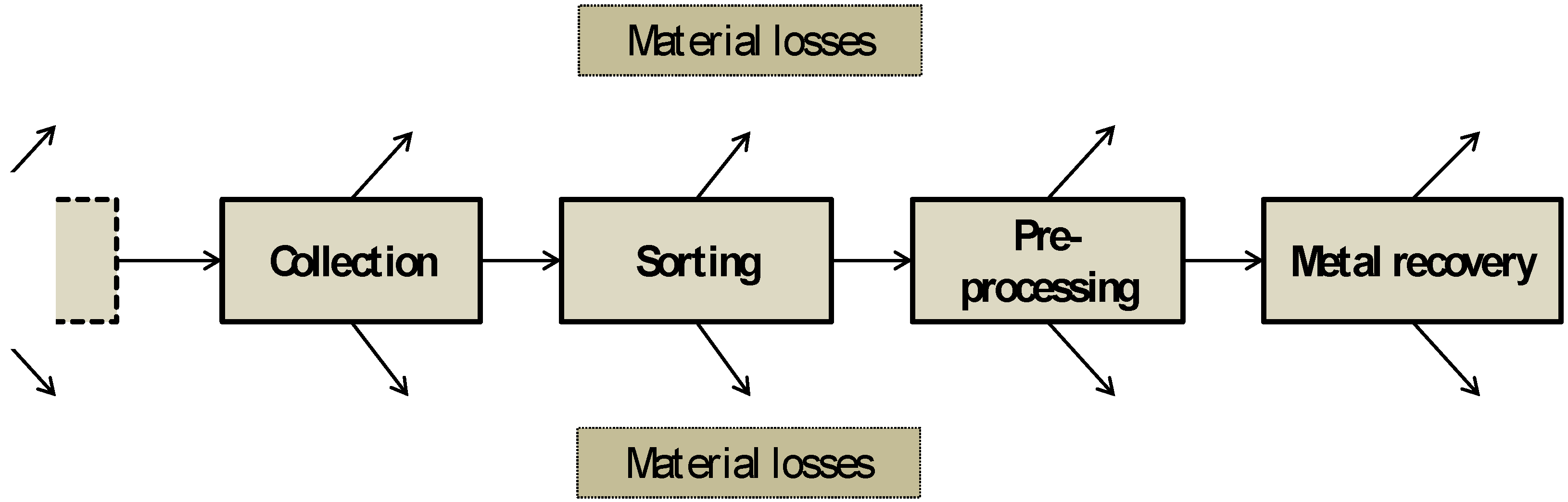
2.2. Analysis of Material Losses along Recycling/End-of-Life Chain
3. Exemplary Product Analyses
3.1. Thermal Barrier Coatings
3.1.1. Metal Concentration
3.1.2. Products Placed on the Market and Lifespan


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Installed capacity–decentralized gas turbines [MW] | Resulting Y flows into use [kg] (baseline scenario) | Installed capacity–centralized power plants [MW] | Resulting Y flows into use [kg] (baseline scenario) |
|---|---|---|---|---|
| 2006 | 7,480 | – | 17,760 | – |
| 2007 | – | – | 18,317 | – |
| 2008 | – | – | 19,761 | – |
| 2009 | – | – | 20,469 | – |
| 2010 | 8,200 | – | 20,916 | – |
| 2011 | 8,500 | – | 23,302 | – |
| 2012 | 8,800 | 238 | 24,796 | 812 |
| 2013 | 9,100 | 242 | 25,077 | 713 |
| 2014 | 9,400 | 248 | 25,997 | 820 |
| 2015 | 9,700 | 254 | 26,530 | 802 |
| 2016 | 10,000 | 261 | 26,530 | 760 |
| 2017 | 10,300 | 268 | 29,030 | 1,067 |
| 2018 | 10,600 | 275 | 29,630 | 874 |
| 2019 | 10,900 | 283 | 30,830 | 666 |
| 2020 | 11,200 | 290 | 30,830 | 837 |
| Year | Short-Distance | Mid-/Long distance | ||||
|---|---|---|---|---|---|---|
| Aircrafts | Engines | Y flows into use (kg) | Aircrafts | Engines | Y flows into use (kg) | |
| 2012 | 264 | 528 | 161 | 326 | 844 | 105 |
| 2013 | 295 | 590 | 203 | 362 | 936 | 168 |
| 2014 | 325 | 650 | 208 | 398 | 1028 | 170 |
| 2015 | 350 | 700 | 215 | 423 | 1096 | 158 |
| 2016 | 350 | 700 | 196 | 453 | 1156 | 118 |
| 2017 | 350 | 700 | 204 | 482 | 1214 | 125 |
| 2018 | 350 | 700 | 204 | 496 | 1242 | 130 |
| 2019 | 350 | 700 | 204 | 498 | 1246 | 133 |
| 2020 | 350 | 700 | 204 | 498 | 1246 | 134 |
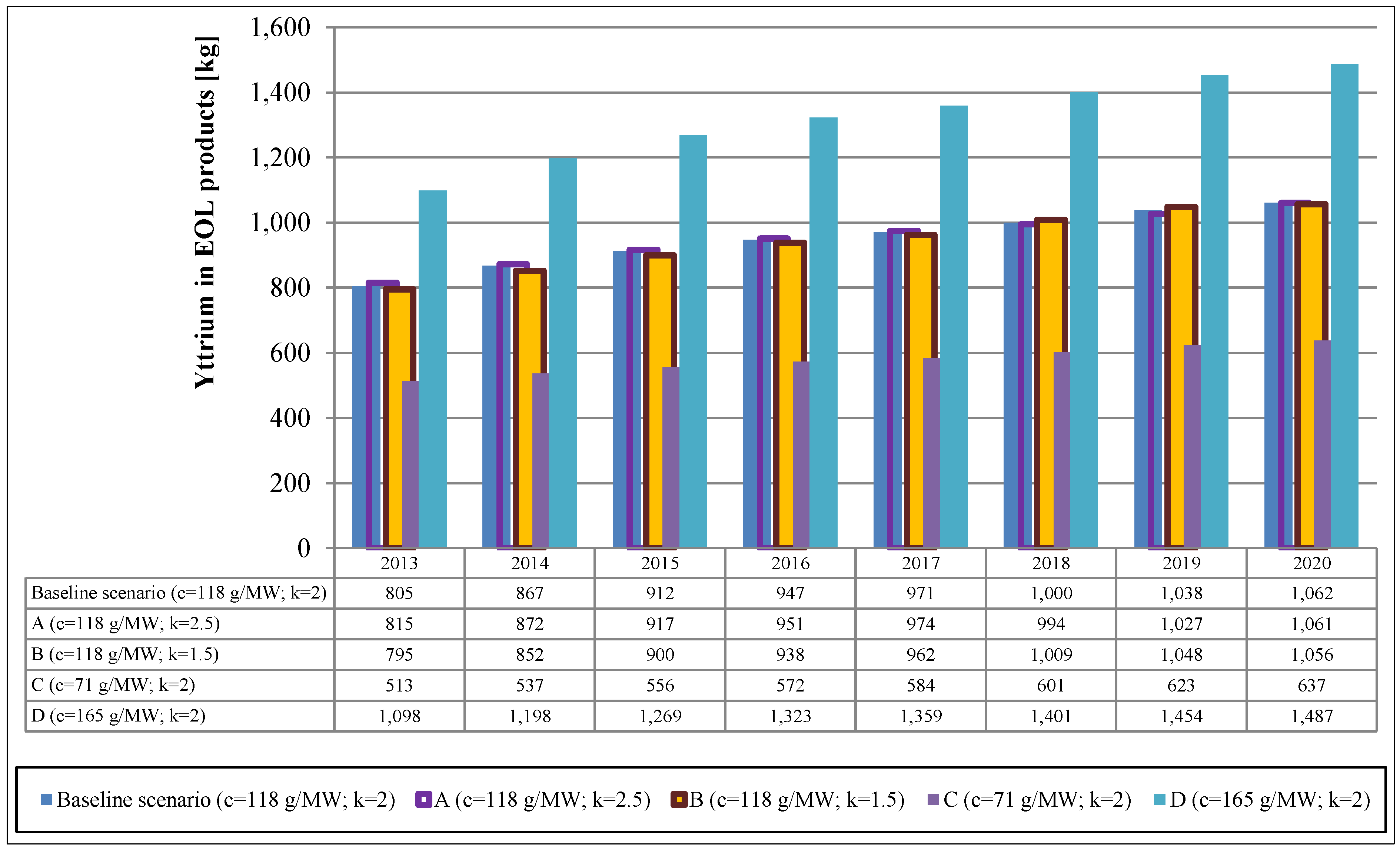
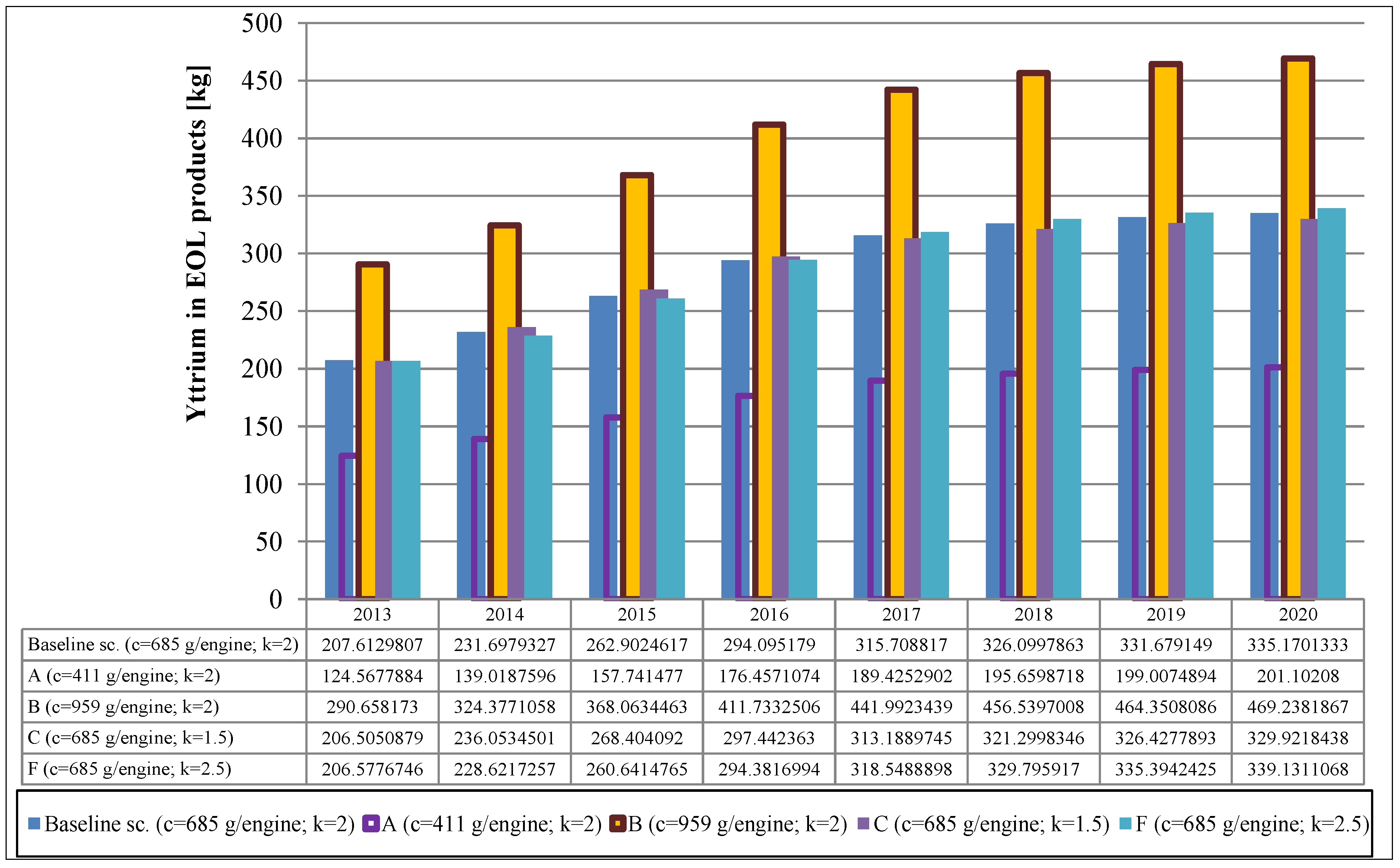
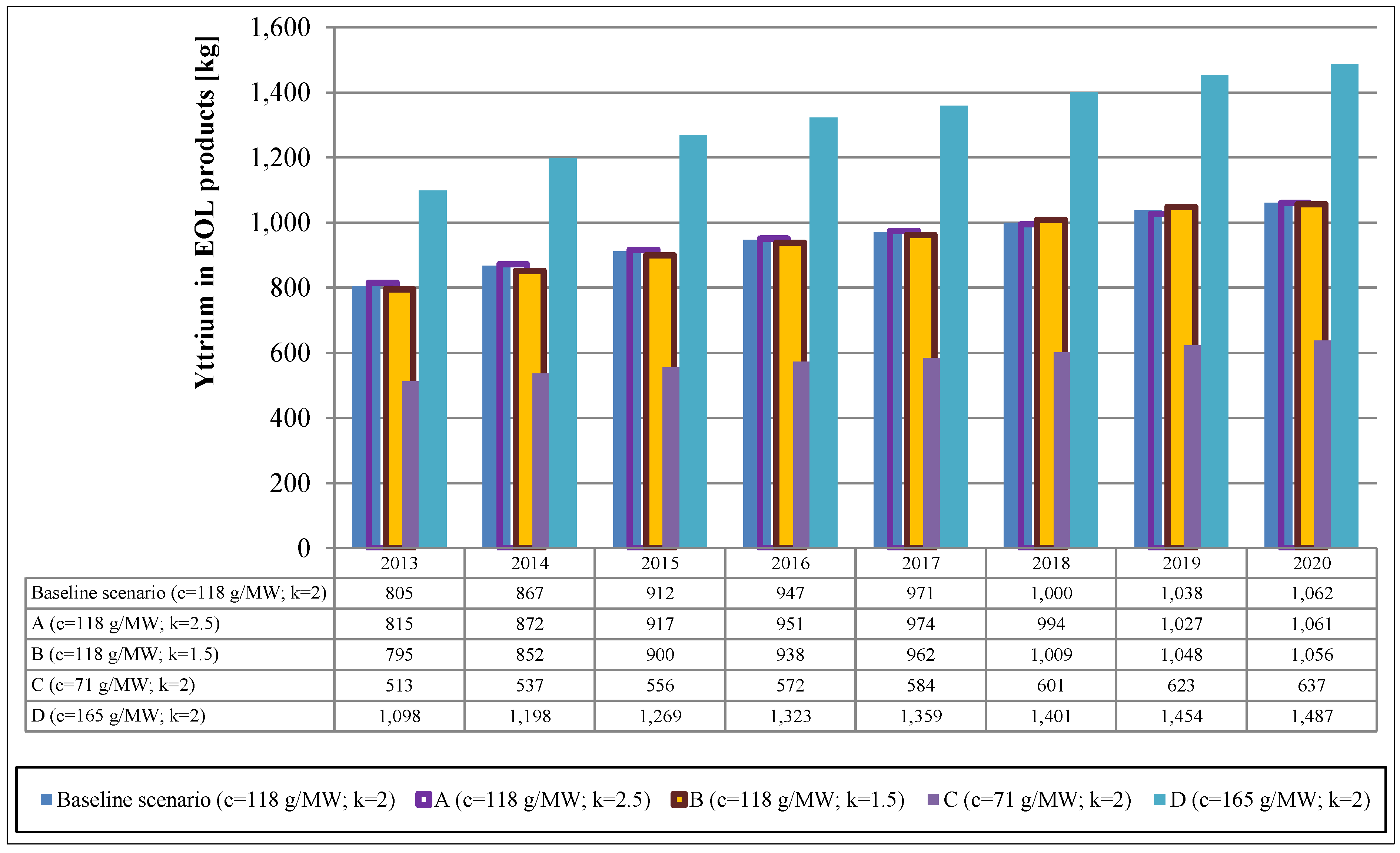
3.1.3. Calculation and Results

3.1.4. Material Losses along EOL Chain
| Life cycle stage | Collection | Sorting, pre-processing | Recovery | EOL chain |
|---|---|---|---|---|
| Maintenance | <10% | irrelevant | 100% | 100% |
| Final disposal | <10% | irrelevant | 100% | 100% |
3.2. CIGS Photovoltaic Cells
3.2.1. Metal Concentration
| Metal | Material intensity (kg/MW) | ||
|---|---|---|---|
| Lower bound | Mean value–baseline scenario | Upper bound | |
| Indium | 9.8 | 16.5 | 23.1 |
| Gallium | 2.3 | 11.0 | 19.7 |
3.2.2. Products Placed on the Market
| Year | CIGS installations (MW) | Metal flows into use (kg)–baseline scenario | Year | CIGS installations (MW) | Metal flows into use (kg)–baseline scenario | ||
|---|---|---|---|---|---|---|---|
| In | Ga | In | Ga | ||||
| 1999 | 0.009 | 0.15 | 0.10 | 2010 | 111.8 | 1844.83 | 1229.89 |
| 2000 | 0.066 | 1.09 | 0.73 | 2011 | 179.6 | 2964.06 | 1976.04 |
| 2001 | 0.22 | 3.63 | 2.42 | 2012 | 101.6 | 1677.06 | 1118.04 |
| 2002 | 0.22 | 3.63 | 2.42 | 2013 | 101.2 | 1670.04 | 1113.36 |
| 2003 | 0.83 | 13.76 | 9.17 | 2014 | 104.5 | 1724.26 | 1149.51 |
| 2004 | 2.7 | 44.22 | 29.48 | 2015 | 110.2 | 1817.49 | 1211.66 |
| 2005 | 1.9 | 31.38 | 20.92 | 2016 | 115.7 | 1908.71 | 1272.47 |
| 2006 | 1.7 | 27.82 | 18.55 | 2017 | 123.9 | 2043.95 | 1362.64 |
| 2007 | 6.4 | 104.86 | 69.91 | 2018 | 132.4 | 2184.62 | 1456.41 |
| 2008 | 19.5 | 321.75 | 214.50 | 2019 | 141.1 | 2327.34 | 1551.56 |
| 2009 | 75.6 | 1247.10 | 831.40 | 2020 | 149.6 | 2467.58 | 1645.05 |
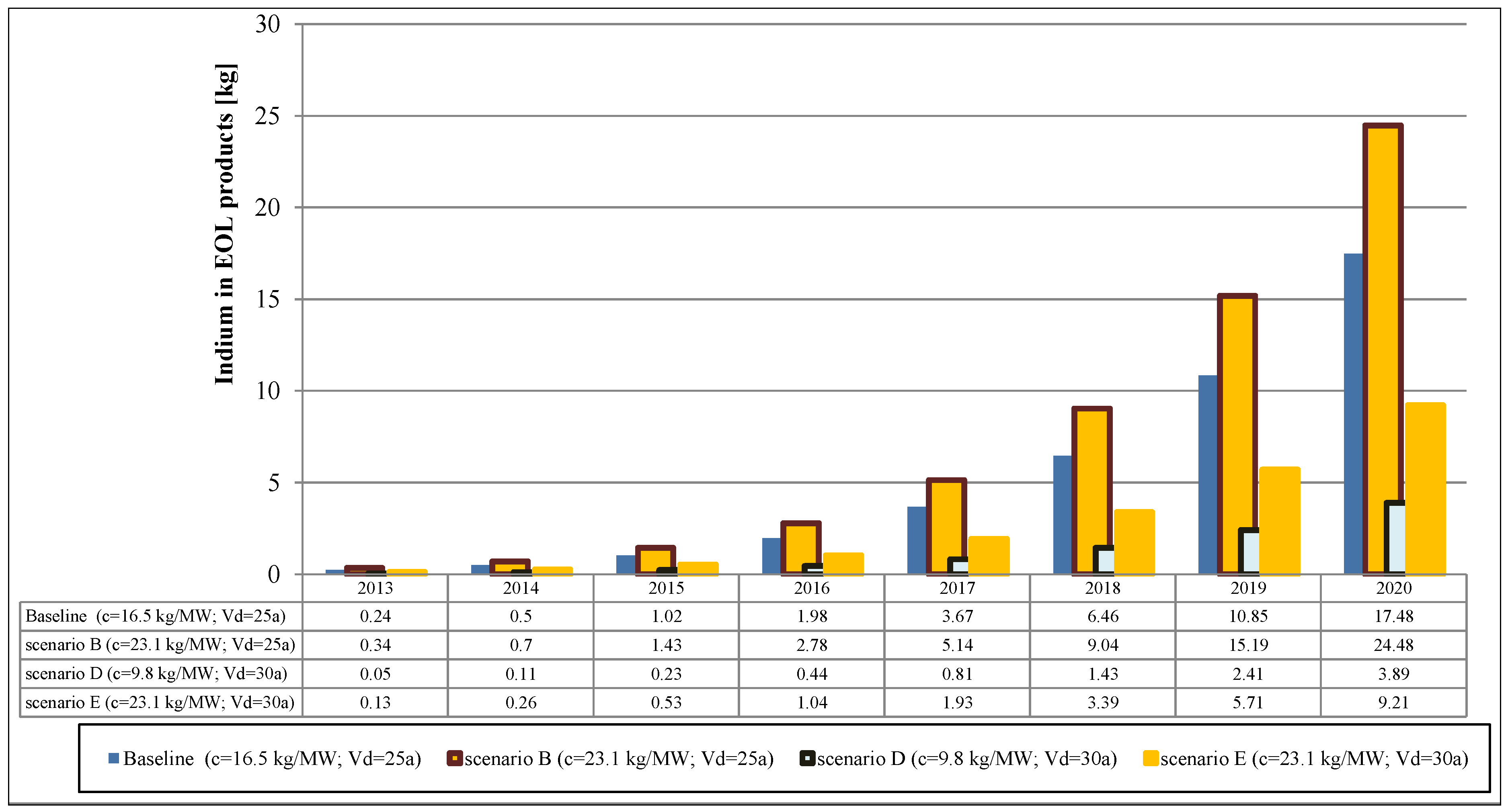
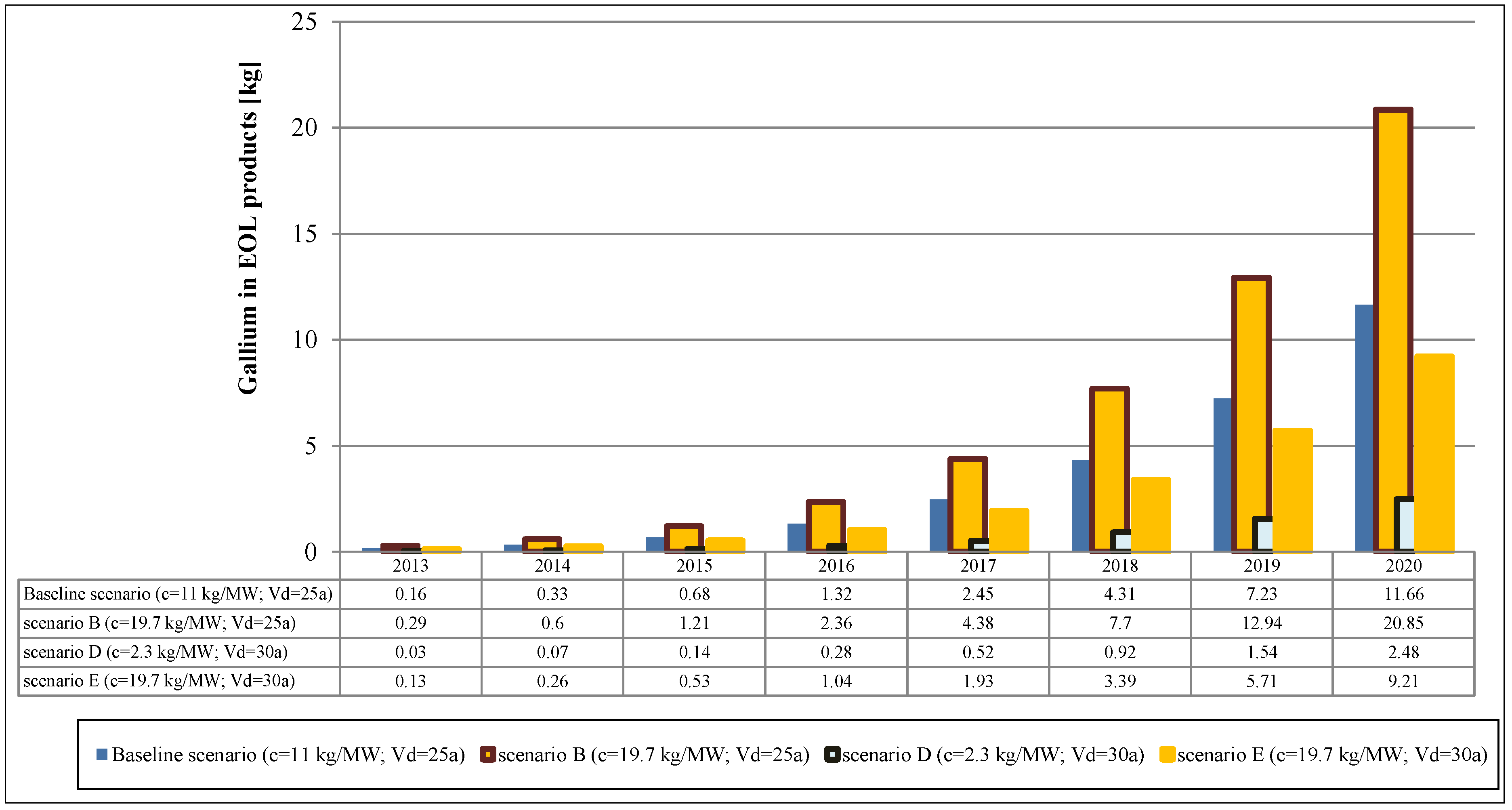
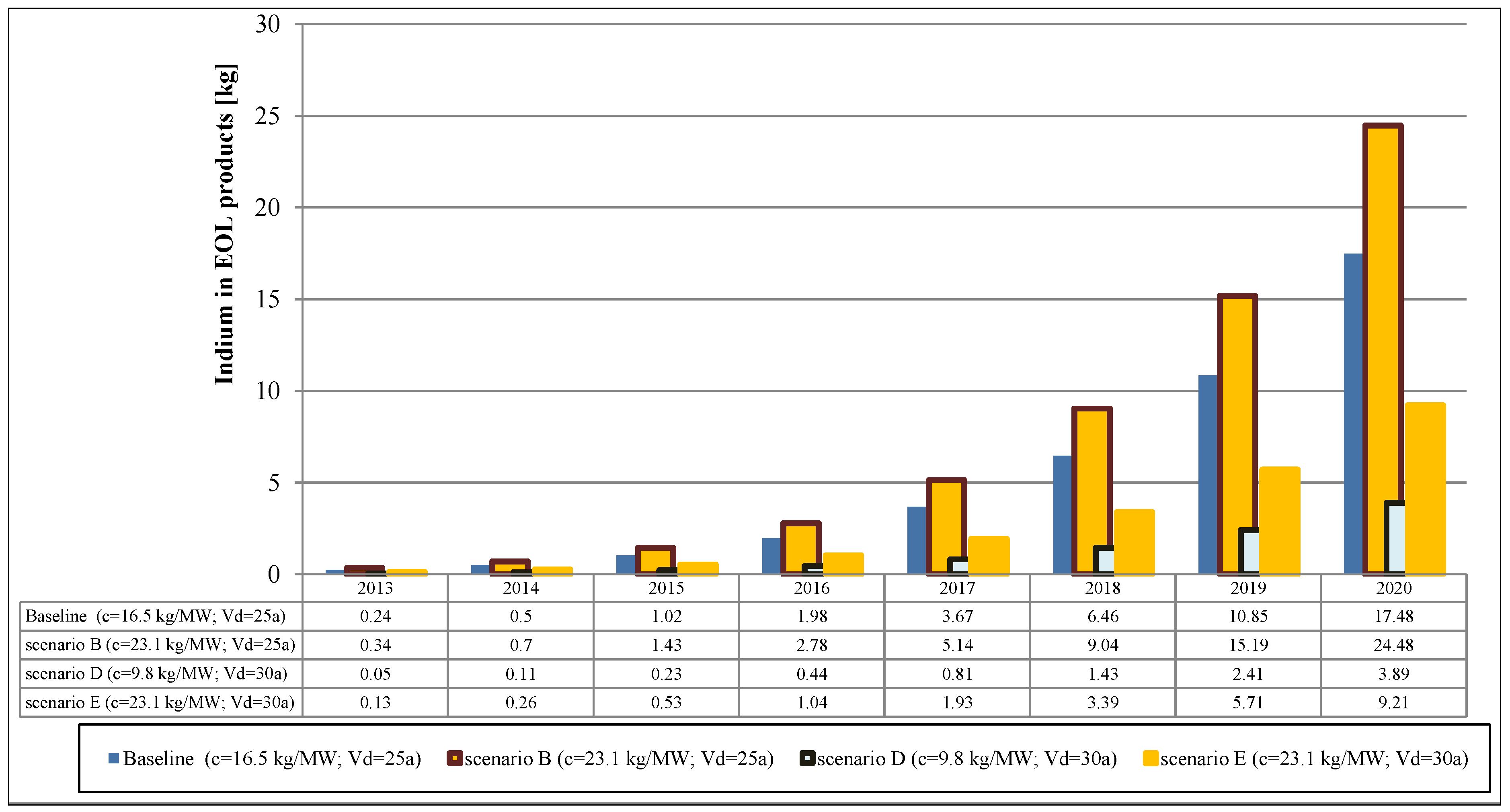
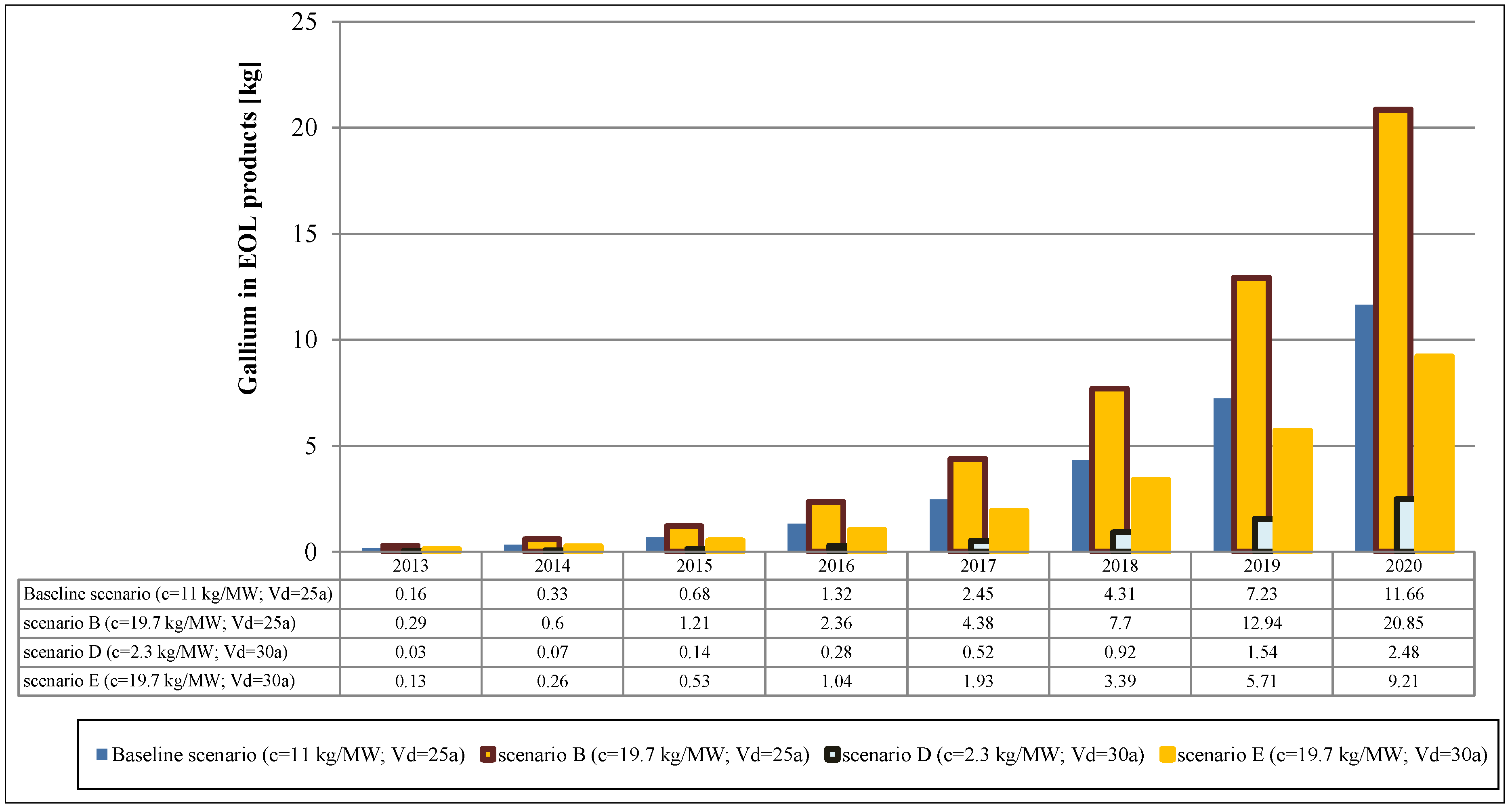
3.2.3. Calculation and Results
3.2.4. Material Losses along EOL Chain
| Scenario | Collection | Sorting, pre-processing, recovery | EOL chain |
|---|---|---|---|
| Today | <15% | 100% In, Ga | 100% In |
| Outlook | <15% | 10%–30% In, Ga | 24%–41% In, Ga |
3.3. Industrial Catalysts
3.4. PGM Bearing Catalysts
3.4.1. Calculation and Results
| Catalyst type | Platinum | Palladium | Rhodium | |||
|---|---|---|---|---|---|---|
| 2013 | 2020 | 2013 | 2020 | 2013 | 2020 | |
| Refinery catalysts | 830 | 90 | – | |||
| Catalysts in nitric acid production | 760 | 200 | 40 | |||
| Catalysts in cyanhydric acid production | 180 | 187 | – | 20 | 27 | |
| Powdered catalyst | 533–588 | 746–842 | 4801–5294 | 6876–7581 | – | |
| Packed and fluidized-bed catalysts | 320 | 2900 | – | |||
| Homogeneous catalysis | 2286–2520 | 3274–3610 | 114–126 | 164–180 | 594–656 | 851–939 |
| Environmental catalysts | 150 | – | – | |||
| Total | 5059–5349 | 6285–6699 | 8106–8610 | 10,230–10,951 | 654–716 | 918–1006 |
3.4.2. Material Losses along EOL Chain
| Catalyst type | Collection and sorting | Pre-processing and recovery | EOL chain |
|---|---|---|---|
| Refinery catalysts | irrelevant | 1.5% (Pt und Pd) | 1.5% |
| Cat. in nitric acid production | irrelevant | irrelevant | irrelevant |
| Cat. in cyanhydric acid production | irrelevant | irrelevant | irrelevant |
| Chemical industry: powdered catalyst | irrelevant | 2% | 2% |
| Chemical industry: packed and fluidized-bed catalysts | irrelevant | irrelevant | <4.5% |
| Chemical industry: homogeneous catalysis | Irrelevant for Pt, Rh48% Pd | 3.3% Pt; 4.4% Rh; 3.8% Pd | 3.3% Pt; 4.4% Rh; 50% Pd |
| Environmental catalysts | 80%–90% | <10% | 82%–91% |
3.5. Rare Earth Bearing Catalysts
3.5.1. Metal Concentration
3.5.2. Products Placed on the Market and Lifespan
3.5.3. Calculations and Results
| Rare earths in EOL FCC catalysts, 2013 to 2020 (t) | Capacity utilization rate | |||
|---|---|---|---|---|
| 81.3% | 78% | 95% | ||
| Metal concentration | 2.5% | 235 | 226 | 275 |
| 2% | 188 | 181 | 220 | |
| 3% | 282 | 271 | 330 | |
3.5.3. Material Losses along End-of-Life Chain
| Application | Collection, sorting | Pre-processing and recovery | EOL chain |
|---|---|---|---|
| FCC-catalysts | <10% (RE*) | 100% (RE*) | 100% (RE*) |
| *La, Ce, Nd, Pr, Sm | |||
3.6. Ge Bearing Catalysts
3.6.1. Metal Concentration
3.6.2. Products Placed on the Market
| Beverage type | Year | Returnable PET bottles | One-way PET Bottles |
|---|---|---|---|
| Beer and shandy | 2010–2020 | – | 6%/7%/8% |
| Water | 2010–2020 | 15%/20% | 50%/56.1%/70% |
| Soft drinks | 2010–2020 | 15%/25% | 50%/60.5%/70% |
3.6.3. Calculation and Results
3.6.4. Material Losses along End-of-Life Chain
3.7. Assessing the Results’ Scale
| Metal | World production | 2013 | 2014 | 2015 | 2016 | 2017 | 2018 | 2019 | 2020 |
|---|---|---|---|---|---|---|---|---|---|
| Y | 125,384 t (RE) | 0.001% | 0.001% | 0.001% | 0.001% | 0.001% | 0.001% | 0.001% | 0.001% |
| In | 641 t | ~0% | 0.0001% | 0.0002% | 0.0003% | 0.0006% | 0.0010% | 0.0017% | 0.0027% |
| Ga | 216 t | ~0% | 0.0002% | 0.0003% | 0.0006% | 0.0011% | 0.0020% | 0.0033% | 0.0054% |
| Pt | 179 t | 2.91% | 3.01% | 3.11% | 3.22% | 3.32% | 3.42% | 3.52% | 3.63% |
| Pd | 200 t | 4.18% | 4.34% | 4.50% | 4.66% | 4.82% | 4.98% | 5.14% | 5.30% |
| Rh | 28 t | 2.45% | 2.59% | 2.73% | 2.87% | 3.01% | 3.15% | 3.29% | 3.44% |
| RE in FCC Catalysts | 125,384 t (RE) | 0.20% | |||||||
| Ge | 120 t | 1.11% | |||||||
4. Discussion and Conclusions
Acknowledgments
Author Contribution
Conflicts of Interest
References
- Deutsches Ressourceneffizienzprogramms (ProgRess)—Programm zur Nachhaltigen Nutzung und zum Schutz natürlicher Ressourcen; Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit (BMU; German Federal Ministry for the Environment, Nature Convervation, and Nuclear Safety): Berlin, Germany, 2012. (in German)
- European Commission. Mitteilung der Kommission an das europäische Parlament, den Rat, den europäischen Wirtschafts- und Sozialausschuss und den Ausschuss der Regionen: Fahrplan für ein ressourcenschonendes Europa, Kom (2011) 571; Communication from the Commission to the European Parliament. Europeam Commission: Brussels, Belgium, 2011. (in German) [Google Scholar]
- Von Gleich, A. Outlines of a Sustainable Metals Industry. In Sustainable Metals Management: Securing Our Future-Steps towards a Closed Loop Economy; von Gleich, A., Ayres, R.U., Gößling-Reisemann, S., Eds.; Springer: Berlin, Germany, 2006; pp. 3–39. [Google Scholar]
- Graedel, T.E.; Barr, R.; Chandler, C.; Chase, T.; Choi, J.; Christoffersen, L.; Friedlander, E.; Henly, C.; Jun, C.; Nassar, N.T.; et al. Methodology of metal criticality determination. Environ. Sci. Technol. 2012, 46, 1063–1070. [Google Scholar] [CrossRef]
- Reuter, M.; Hudson, C.; Hagelüken, C.; Heiskanen, K.; Meskers, C.; van Schaik, A. Metal Recycling: Opportunities, Limits, Infrastructure; UNEP Report; United Nations Environment Programme: Paris, France, 2013. [Google Scholar]
- Erdmann, L.; Graedel, T.E. Criticality of non-fuel minerals: A review of major approaches and analyses. Environ. Sci. Technol. 2011, 45, 7620–7630. [Google Scholar] [CrossRef]
- American Physical Society; Materials Research Society. Energy Critical Elements: Securing Materials for Emerging Technologies; A Report by the APS Panel on Public Affairs & the Materials Research Society: Washington, DC, USA, 2011. [Google Scholar]
- Buchert, M.; Schüler, D.; Bleher, D. Critical Metals for Future Sustainable Technologies and their Recycling Potential; UNEP Report: Darmstadt, Germany, July 2009. [Google Scholar]
- Reller, A. Rohstoffsituation Bayern: Keine Zukunft ohne Rohstoffe: Strategien und Handlungsoptionen; vbw Bayern, IW Consult GmbH: Munich, Germany, 2009. [Google Scholar]
- European Commission. Critical Raw Materials for the EU; Report of the Ad-hoc Working Group on Defining Critical Raw Materials; European Commission: Brussels, Belgium, 2010. [Google Scholar]
- Erdmann, L.; Behrendt, S. Kritische Rohstoffe für Deutschland: Identifikation aus Sicht Deutscher Unternehmen Wirtschaftlich Bedeutsamer Mineralischer Rohstoffe, Deren Versorgungslage sich Mittel- bis Langfristig als Kritisch Erweisen Könnte; Final Report; kfw Bankengruppe: Berlin, Germany, 2011. (in German) [Google Scholar]
- Zimmermann, T.; Gößling-Reisemann, S. Critical materials and dissipative losses: A screening study. Sci. Total Environ. 2013, 461–462, 774–780. [Google Scholar] [CrossRef]
- Graedel, T.E.; Allwood, J.; Birat, J.-P.; Buchert, M.; Hagelüken, C.; Reck, B.K.; Sibley, S.F.; Sonnemann, G. What do we know about metal recycling rates? J. Ind. Ecol. 2011, 15, 355–366. [Google Scholar] [CrossRef]
- Murakami, S.; Oguchi, M.; Tasaki, T.; Daigo, I.; Hashimoto, S. Lifespan of commodities, part I. J. Ind. Ecol. 2010, 14, 598–612. [Google Scholar] [CrossRef]
- Cullen, A.C.; Frey, H.C. Probabilistic Techniques in Exposure Assessment: A Handbook for Dealing with Variability and Uncertainty in Models and Inputs; Plenum Press: New York, NY, USA, 1999. [Google Scholar]
- Tasaki, T.; Takasuga, T.; Osako, M.; Sakai, S.-I. Substance flow analysis of brominated flame retardants and related compounds in waste TV sets in Japan. Waste Manag. 2004, 24, 571–580. [Google Scholar] [CrossRef]
- Kagawa, S.; Tasaki, T.; Moriguchi, Y. The environmental and economic consequences of product lifetime extension: Empirical analysis for automobile use. Ecol. Econ. 2006, 58, 108–118. [Google Scholar] [CrossRef]
- Oguchi, M.; Kameya, T.; Yagi, S.; Urano, K. Product flow analysis of various consumer durables in Japan. Resour. Conserv. Recycl. 2008, 52, 463–480. [Google Scholar] [CrossRef]
- Zimmermann, T.; Rehberger, M.; Gößling-Reisemann, S. Material flows resulting from large scale deployment of wind energy in Germany. Resources 2013, 2, 303–334. [Google Scholar] [CrossRef]
- Marwede, M.; Reller, A. Future recycling flows of tellurium from cadmium telluride photovoltaic waste. Resour. Conserv. Recycl. 2012, 69, 35–49. [Google Scholar] [CrossRef]
- Zimmermann, T. Historic and Future Flows of Critical Materials Resulting from Deployment of Photovoltaics. In Proceedings of the 6th International Conference on Life Cycle Management (LCM 2013), Gothenburg, Sweden, 25–28 August 2013.
- Zimmermann, T. Dynamic Material Flow Analysis of Critical Metals Embodied in Thin-Film Photovoltaic Cells. Available online: http://www.uni-bremen.de/fileadmin/user_upload/single_sites/artec/artec_Dokumente/artec-paper/194_paper.pdf (accessed on 4 January 2013).
- Wilker, H. Leitfaden zur Zuverlässigkeitsermittlung technischer Komponenten: Mit 86 Tabellen, 86 Beispielen, 2nd ed.; BoD (Books on demand): Norderstedt, Germany, 2010. (in German) [Google Scholar]
- Qiu, S.-L.; Vuorinen, M. Special Functions in Geometric Function Theory. In Handbook of Complex Analysis: Geometric Function Theory, 1st ed.; Kühnau, R., Ed.; Elsevier North Holland: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Abramowitz, M.; Stegun, I.A. Handbook of Mathematical Functions with Formulas, Graphs, and Mathematical Tables, 7th ed.; Dover Publications: New York, NY, USA, 1972. [Google Scholar]
- Lehman, E.H. Shapes, moments and estimators of the weibull distribution. IEEE Trans. Reliab. 1963, 12, 32–38. [Google Scholar] [CrossRef]
- Nomura, K. Duration of Assets: Examination of Directly Observed Discard Data in Japan; KEO Discussion Paper No. 99; Keio Economic Observatory, Keio University: Tokyo, Japan, 2005. [Google Scholar]
- Chancerel, P. Substance Flow Analysis of the Recycling of Small Waste Electrical and Electronic Equipment: An Assessment of the Recovery of Gold and Palladium. Ph.D. Thesis, Technische Universität Berlin, Berlin, Germany, 2010. [Google Scholar]
- Chancerel, P.; Meskers, C.E.; Hagelüken, C.; Rotter, V.S. Assessment of precious metal flows during preprocessing of waste electrical and electronic equipment. J. Ind. Ecol. 2009, 13, 791–810. [Google Scholar] [CrossRef]
- Chancerel, P.; Rotter, S. Edelmetallrückgewinnung aus Elektro- und Elektronikaltgeräten durch Aufbereitung. Müll Abfall 2009, 2, 78–82. (in German). [Google Scholar]
- Buchert, M.; Manhart, A.; Bleher, D.; Pingel, D. Recycling Critical Raw Material from Waste Electronic Equipment; Oeko-Institut e.V.: Freiburg, Darmstadt, Germany, 2012. [Google Scholar]
- Hagelüken, C. Edelmetallrecycling-Status und Entwicklungen. In Sondermetalle und Edelmetalle: Vorträge beim 44. Metallurgischen Seminar des Fachausschusses für Metallurgische Aus- und Weiterbildung der GDMB vom 03.02. bis 05.02.2010 in Hanau; Harre, J., Ed.; GDMB-Info GmbH: Clausthal-Zellerfeld, 2010; Volume 121. (in German) [Google Scholar]
- Batista, C. Laser-Glazing of Plasma-Sprayed Thermal Barrier Coatings-Experimental and Computational Studies. Master Thesis, Universidade do Minho, Braga, Portugal, 2007. [Google Scholar]
- Schweda, M.E. Optimierung von APS-ZrO2-Wärmedämmschichten durch Variation der Kriechfestigkeit und der Grenzflächenrauhigkeit. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2010. [Google Scholar]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Batista, C. Thermal barrier coatings (TBCs)-State of the art. In Laser-Glazing of Plasma-Sprayed Thermal Barrier Coatings-Experimental and Computational Studies; Universidade do Minho: Braga, Portugal, 2007. [Google Scholar]
- Nelson, W.A.; Orenstein, R.M. TBC experience in land-based gas turbines. J. Therm. Spray Technol. 1997, 6, 176–180. [Google Scholar] [CrossRef]
- Subanovic, M. Einfluss der Bondcoatzusammensetzung und Herstellungsparameter auf die Lebensdauer von Wärmedämmschichten bei zyklischer Temperaturbelastung. In Schriften des Forschungszentrum Jülich; Forschungszentrum Jülich: Jülich, Germany, 2009. (in German) [Google Scholar]
- Vaßen, R.; Jarligo, M.O.; Steinke, T.; Mack, D.E.; Stöver, D. Overview on advanced thermal barriercoatings. Surf. Coat. Technol. 2010, 205, 938–942. [Google Scholar] [CrossRef]
- Czech, N. Korrosion und Beschichtung. In Stationäre Gasturbinen; Lechner, C., Seume, J., Eds.; Springer-Verlag Berlin Heidelberg: Berlin, Germany, 2014. (in German) [Google Scholar]
- Schulz, U.; Head of Department, Hochtemperatur-und Funktionsschichten, DLR (Deutsches Zentrum für Luft- und Raumfahrt), Köln, Germany. Personal Communication, January 2013.
- Sopka, J.; Technology/Development, ALSTOM Power GmbH, Mannheim, Germany. Personal Communication, October 2012.
- Bacos, M.-P.; Dorvaux, J.-M.; Landais, S.; Lavigne, O.; Mévrel, R.; Poulain, M.; Rio, C.; Vidal-Sétif, M.-H. 10 years-activities at onera on advanced thermal barrier coatings. J. Aerosp. Lab. 2011, 3, 1–14. [Google Scholar]
- Trunova, O.; Beck, T.; Herzog, R.; Steinbrech, R.; Singheiser, L. Damage mechanisms and lifetime behavior of plasma sprayed thermal barrier coating systems for gas turbines—Part I: Experiments. Surf. Coat. Technol. 2008, 202, 5027–5032. [Google Scholar] [CrossRef]
- Görke, O.; Institut für Werkstoffwissenschaften, FG Keramische Werkstoffe, TU Berlin, Berlin, Germany. Personal Communication, November 2012.
- Lemke, J.; ALD Vacuum Technologies GmbH, Mannheim, Germany. Personal Communication, January 2013.
- Seitz, T.; Director Propulsion Systems Engineering, Lufthansa Technik AG, Hamburg, Germany. Personal Communication, 2013.
- SulzerMetco. 8% Yttria Stabilized Zirconia Agglomerated and HOSP Thermal Spray Powders: Material Product Data Sheet. 2012. Available online: http://www.sulzer.com/en/-/media/Documents/ProductsAndServices/Coating_Materials/Thermal_Spray/ProductInformation/Ceramics_Zirconium_Oxide/DSMTS_0001_2_8YOZrOHOSP.pdf (Accessed on 2 January 2013).
- SulzerMetco. 8% Yttria Stabilized Zirconia Agglomerated and Sintered Thermal Spray Powders, Material Product Data Sheet. 2012. Available online: http://www.sulzer.com/en/-/media/Documents/ProductsAndServices/Coating_Materials/Thermal_Spray/ProductInformation/Ceramics_Zirconium_Oxide/DSMTS_0047_1_8YOZrOaggsint.pdf (accessed on 2 January 2013).
- SulzerMetco. Ceria-Yttria Stabilized Zirconium Oxide HOSP Powder: Material Product Data Sheet. 2012. Available online: http://www.sulzer.com/en/-/media/Documents/ProductsAndServices/Coating_Materials/Thermal_Spray/ProductInformation/Ceramics_Zirconium_Oxide/DSMTS_0038_0_CeZrO.pdf? (Accessed on 02 January 2013).
- Burmeister, R.; Döbber, P.; MTU Maintenance Hannover GmbH, Hannover, Germany. Personal Communication, 2013.
- Strangman, T.E. Thermal barrier coatings for turbine airfoils. Thin Solid Films 1985, 127, 93–106. [Google Scholar] [CrossRef]
- Nissley, D.M. Thermal barrier coating life modeling in aircraft gas turbine engines. JTST 1997, 6, 91–98. [Google Scholar] [CrossRef]
- Rolls-Royce. Journey through a Jet Engine. 2011. Available online: http://www.rolls-royce.com/interactive_games/journey03/index.html (accessed on 15 January 2013).
- Parsons, D.; Chatterton, J. Ceramic Coatings for Jet Engine Turbine Blades; Carbon Brainprint Case Study, Center for Environmental Risks and Futures, Cranfield University: Cranfield, UK, 2011. [Google Scholar]
- Padture, N.P. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Heinloth, K. Die Energiefrage: Bedarf und Potentiale, Nutzen, Risiken und Kosten, 2nd ed.; Vieweg: Braunschweig, Germany, 2003. (in German) [Google Scholar]
- Wenk, E. Neue Turbine, Neue Computer. 2011. Available online: http://www.pnn.de/potsdam/554325/ (accessed on 2 January 2013).
- Stadtwerke Leipzig. Turbinentausch im Leipziger Kraftwerk. 2012. Available online: http://www.swl.de/web/swl/DE/Unternehmen/presse/Pressemeldungen/2012/turbinentausch.htm (accessed on 2 January 2013).
- Lechner, C.; Seume, J. Stationäre Gasturbinen; Springer-Verlag: Berlin, Germany, 2010. (in German) [Google Scholar]
- Babar, F.-U.-R. Gas Turbines Maintenance Inspections and Calculations for Equivalent Operating Hours. 2013. Available online: http://de.scribd.com/doc/37753088/Gas-Turbine-Equivalent-Op-Hours-for-Maintenance (accessed on 4 February 2013).
- ASUE. Gasturbinen-Kenndaten-Referenzen; Arbeitsgemeinschaft für Sparsamen und Umweltfreundlichen Energieverbrauch e.V.: Kaiserslautern, Germany, 2006. (in German) [Google Scholar]
- ASUE. Hocheffiziente Kraft-Wärme-Kopplung mit Gasturbinen: Gesetzliche Rahmenbedingungen, Aktuelle Entwicklungen, Betriebserfahrungen. In Proceedings of ASUE-Fachtagung, Berlin, Germany, 29–30 September 2009; Arbeitsgemeinschaft für Sparsamen und umweltfreundlichen Energieverbrauch e.V.: Berlin, Germany, 2009. (in German). [Google Scholar]
- Bundesverband der Energie- und Wasserwirtschaft e.V. (BDEW). 69 Kraftwerke bis 2020 geplant, Anlage zur Presseinformation “Trotz Milliardeninvestition keine Entwarnung beim Kraftwerksbau”. 2012. (in German). Available online: http://bdew.de/internet.nsf/id/91C0FC9A8D7AD3EEC12579E9002F8CBF/$file/120424%20Anlage%20zur%20PM%20Hannover_Kraftwerksliste%20aktuell.pdf (accessed on 3 January 2013).
- Umweltbundesamt. Kraftwerke in Deutschland. 2012. (in German). Available online: http://www.umweltbundesamt.de/energie/archiv/kraftwerke_in_deutschland_datenbank.xls (accessed on 4 February 2013).
- AirBerlin. Airberlin IR–Die Flotte. 2013. (in German). Available online: http://ir.airberlin.com/de/ir/fakten-zur-gruppe/die-flotte (accessed on 8 February 2013).
- AirBerlin. UnsereFlotte. 2013. (in German). Available online: http://www.airberlin.com/de-DE/site/flotte.php (accessed on 7 February 2013).
- Condor. Condor-Unternehmen|Unsere Geschichte. 2012. (in German). Available online: http://www.condor.com/de/unternehmen/unsere-geschichte.jsp (accessed on 8 February 2013).
- Condor. Unsere Flotte. 2013. (in German). Available online: http://www.condor.com/de/unternehmen/unsere-flotte.jsp (accessed on 7 February 2013).
- TAI. World of TUI als verborgener Airline-Riese. 2012. (in German). Available online: http://www.tai.at/index.php?option=com_content&view=article&id=2719:world-of-tui-als-verborgener-airline-riese&catid=9&Itemid=4&lang=de (accessed on 8 February 2013).
- TUIfly. Über TUIfly–Das Unternehmen|TUIfly. (in German). Available online: http://www.tuifly.com/de/unternehmen_tuifly/index.html (accessed on 7 February 2013).
- Lufthansa, A.G. Geschäftsbericht. 2011. (in German). Available online: http://investor-relations.lufthansa.com/fileadmin/downloads/de/finanzberichte/geschaeftsberichte/LH-GB-2011-d.pdf (accessed on 8 February 2013).
- Lufthansa, A.G. Lufthansa-Flotte. (in German). Available online: http://konzern.lufthansa.com/flotte.html (accessed on 7 Februar 2013).
- Steinke, S. Luftfahrt-Nachrichten und –Community. (in German). Available online: http://www.aero.de/news-14328/Lufthansa-mustert-ihre-erste-Boeing-747-400-aus.html (accessed on 15 January 2013).
- Pandit, P.N. Tenets of MRO Strategy for Airlines. Available online: http://www.infosys.com/industries/airlines/white-papers/Documents/tenets-MRO-strategy.pdf (accessed on 7 February 2013).
- Aircraft-commerce. Aircraft Owner’s and Operator’s Guide: 747-200/-300. 2005. Available online: http://www.aircraft-commerce.com/sample_articles/sample_articles/owners_guide.pdf (accessed on 7 February 2013).
- Heermann, J. Warum sie oben bleiben-FAQ vom Autor. 2011. (in German). Available online: http://www.flugingenieur.de/faq/faq_vom_autor.htm (accessed on 15 January 2013).
- Aviation Broker GmbH. Fragen rund ums Fliegen. 2012. (in German). Available online: http://www.aviation-broker.com/flugzeuge/technik.html (accessed on 7 February 2013).
- China Economic Net. In China entwickelter Passagierjet Comac C919 Soll im Jahr 2014 starten. 2012. (in German). Available online: http://de.ce.cn/ga/un/unternehmen/201209/18/t20120918_581146.shtml (accessed on 7 February 2013).
- Krummheuer, E. Verlängertes Leben: Airbus macht Jets fit. 2008. (in German). Available online: http://www.handelsblatt.com/unternehmen/industrie/verlaengertes-leben-airbus-macht-jets-fit/2910418.html;%20https://www.bit-ag.com/downloads/drpeters_vpinfo_08_2008_lebenszyklusa320.pdf (accessed on 7 February 2013).
- Stadt Cuxhaven. Stadt Cuxhaven-Flugzeuge, n.d. (in German). Available online: http://www.cuxhaven.de/staticsite/staticsite.php?menuid=66&topmenu=13 (accessed on 7 February 2013).
- Flugzeugforum. durchschnittliche Flugleistung? n.d. (in German). Available online: http://www.flugzeugforum.de/durchschnittliche-flugleistung-47174.html (accessed on 7 February 2013).
- Flugzeugforum. Lebensdauer von Flugzeugen, n.d. (in German). Available online: http://www.flugzeugforum.de/lebensdauer-flugzeugen-37810.html (accessed on 7 February 2013).
- NIES. Lifespan database for Vehicles, Equipment, and Structures: LiVES. 2010. Available online: http://www.nies.go.jp/lifespan/index-e.html (accessed on 30 January 2013).
- Gülzow, R.; Umweltmanagement, Abfallentsorgung, Lufthansa Technik GmbH, Hamburg, Germany. Personal Communication, 2013.
- El Chaar, L.; lamont, L.; El Zein, N. Review of photovoltaic technologies. Renew. Sustain. Energy Rev. 2011, 15, 2165–2175. [Google Scholar] [CrossRef]
- Speirs, J.; Gross, R.; Candelise, C.; Gross, B. Materials Availability: Potential Constraints to the Future Low-Carbon Economy; Working Paper, Imperial College: London, UK, 2011. [Google Scholar]
- Fthenakis, V. Sustainability of photovoltaics: The case for thin-film solar cells. Renew. Sustain. Energy Rev. 2009, 13, 2746–2750. [Google Scholar] [CrossRef]
- Sander, K.; Schilling, S.; Wambach, K.; Schlenker, S.; Müller, A.; Springer, J.; Fouquet, D.; Jelitte, A.; Stryi-Hipp, G.; Chrometzka, T. Studie zur Entwicklung eines Rücknahme- und Verwertungssystems für photovoltaische Produkte; Ökopol: Hamburg, Germany, 2007. (in German) [Google Scholar]
- Critical Materials Strategy; US DOE Report, U.S. Department of Energy: Washington, DC, USA, 2010.
- Critical Materials Strategy; US DOE Report, U.S. Department of Energy: Washington, DC, USA, 2011.
- Moss, R.L.; Tzimas, E.; Kara, H.; Kooroshy, J. Critical Metals in Strategic Energy Technologies: Assessing Rare Metals as Supply-Chain Bottlenecks in Low-Carbon Energy Technologies; JRC Scientific and Technical Reports, Joint Research Center, European Commission: Petten, Netherlands, 2011. [Google Scholar]
- Andersson, B.A. Materials availability for large-scale thin-film photovoltaics. Progr. Photov. Res. Appl. 2000, 8, 61–76. [Google Scholar] [CrossRef]
- Jungbluth, N.; Tuchschmid, M. Photovoltaics. In Sachbilanzen von Energiesystemen: Grundlagen für den ökologischen Vergleich von Energiesystemen und den Einbezug von Energiesystemen in Ökobilanzen für die Schweiz; Dones, R., Ed.; Paul Scherrer Institute Villigen, Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2007. [Google Scholar]
- Bleiwas, D.I. Byproduct Mineral Commodities Used for the Production of Photovoltaic Cells. Circular 1365; 2010. Available online: http://pubs.usgs.gov/circ/1365/Circ1365.pdf (accessed on 19 July 2012). [Google Scholar]
- Berger, W.; Simon, F.-G.; Weimann, K.; Alsema, E.A. A novel approach for the recycling of thin film photovoltaic modules. Resourc. Conserv. Recycl. 2010, 54, 711–718. [Google Scholar] [CrossRef]
- Sherwani, A.F.; Usmani, J.A.; Varun. Life cycle assessment of solar PV based electricity generation systems: A review. Renew. Sustain. Energy Rev. 2010, 14, 540–544. [Google Scholar] [CrossRef]
- García-Valverde, R.; Miguel, C.; Martínez-Béjar, R.; Urbina, A. Life cycle assessment study of a 4.2 kWp stand-alone photovoltaic system. Solar Energy 2009, 83, 1434–1445. [Google Scholar] [CrossRef]
- Stoppato, A. Life cycle assessment of photovoltaic electricity generation. Energy 2008, 33, 224–232. [Google Scholar] [CrossRef]
- Briem, S.; Blesl, M.; Fahl, U.; Ohl, M.; Moerschner, J.; Eltrop, L.; Voß, A.; Viebahn, P.; Krewitt, W.; Gürzenich, D.; et al. Lebenszyklusanalysen Ausgewählter zuküNftiger Stromerzeugungstechnologien. Forschungsvorhaben mit Finanzieller Unterstützung des Bundesministeriums für Wirtschaft und Arbeit; University of Stuttgart: Stuttgart, Germany, 2004. (in German) [Google Scholar]
- Azzopardi, B.; Mutale, J. Life cycle analysis for future photovoltaic systems using hybrid solar cells. Renew. Sustain. Energy Rev. 2010, 14, 1130–1134. [Google Scholar] [CrossRef]
- Held, M.; Ilg, R. Update of environmental indicators and energy payback time of CdTe PV systems in Europe. Progr. Photovolt Res. Appl. 2011, 19, 614–626. [Google Scholar] [CrossRef]
- Raugei, M.; Fthenakis, V. Cadmium flows and emissions from CdTe PV: Future expectations. Energy Policy 2010, 38, 5223–5228. [Google Scholar] [CrossRef]
- European Photovoltaic Industry Association (EPIA). Solar Generation 6: Solar Photovoltaic Electricity Empowering the World; EPIA: Brussels, Belgium, 2011. [Google Scholar]
- Kuitche, J.M. Statistical Lifetime Predictions for PV Modules. 2010. Available online: http://www1.eere.energy.gov/solar/pdfs/pvrw2010_kuitche.pdf (accessed on 12 March 2013).
- Kumar, S.; Sarkan, B. Design for reliability with weibull analysis for photovoltaic modules. Int. J. Curr. Eng. Technol. 2013, 3, 129–134. [Google Scholar]
- Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit (BMU). Erneuerbare Energien-Zeitreihen zur Entwickung der erneuerbaren Energien in Deutschland. 2012. Available online: http://www.erneuerbare-energien.de/erneuerbare_energien/datenservice/zeitreihen/doc/45919.php (accessed on 15 October 2012).
- Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit (BMU). Langfristszenarien und Strategien für den Ausbau der erneuerbaren Energien in Deutschland bei Berücksichtigung der Entwicklung in Europa und Global. Schlussbericht-BMU-FKZ 03MAP146. 2012. (in German). Available online: http://www.fvee.de/fileadmin/publikationen/Politische_Papiere_anderer/12.03.29.BMU_Leitstudie2011/BMU_Leitstudie2011.pdf.
- PHOTON. Das Solarstrommagazin: April 2012-Anteile der verschiedenen Zelltechnologien, weltweite Solarzellenproduktion 1999 bis 2011. Photon Das Solarstrom Mag. 2012, 4, 43–53. [Google Scholar]
- Wambach, K. Erfassung von Solarmodulen-Zukünftige Entsorgungsmengen. In Proceedings of Urban Mining Kongress 2013, Iserlohn, Germany, 12–13 June 2013; Available online: http://urban-mining-kongress.de/fileadmin/pdfs/vortraege_2013/Wambach_Urbanmining12062013.pdf (accessed on 10 October 2013).
- PV Cycle. PV CYCLE, Rücknahme und Recycling von PV-Altmodulen. 2013. (in German). Available online: http://www.pvcycle.org/de/ (accessed on 30 May 2013).
- Wambach, K.; Wade, A. Rückführungskonzepte und Aufbereitungsverfahren für Photovoltaikmodule-Stand der Technik und rechtliche Rahmenbedingungen. First Solar, Wambach Consulting; Urban Mining Kongress: Iserlohn, Germany, 2013. (in German) [Google Scholar]
- Beckmann, J. Wieso Abfall? Entsorgung von photovoltaik-anlagen. Installateur 2012, 2, 28–31. [Google Scholar]
- Landbell AG. Neues Rücknahmesystem für ausgediente Solarmodule. 2013. (in German). Available online: http://www.landbell.de/news/102-neues-ruecknahmesystem-fuer-ausgediente-solarmodule.html (accessed on 17 July 2013).
- Sinha, P.; Cossette, M.; Ménard, J.-F. End-of-life CdTe PV recycling with semiconductor refining. In 27th European Photovoltaic Solar Energy Conference and Exhibition, Proceedings of the International Conference, Frankfurt, Germany, 24–28 September 2012; Nowak, S., Jäger-Waldau, A., Helm, P., Eds.; European Photovoltaic Solar Energy Conference and Exhibition (EU PVSEC): München, Germany, 2012; pp. 4653–4656. [Google Scholar]
- Palitzsch, W. PV Recyclingstrategien der Loser Chemie GmbH; Loser Chemie GmbH: Langenweißbach, Germany. (in German)
- Lobbe. Recycling von PV-Modulen. 2012. (in German). Available online: http://www.lobbe.de/fileadmin/Lobbe_Downloads/TatSachen/Tat39_web.pdf (accessed on 17 July 2013).
- Betrieb einer Recyclinganlage für Photovoltaik-Module. 2013. (in German). Available online: http://www.saperatec.de/index.php/technologie/referenzen (accessed on 17 July 2013).
- Marwede, M.; TU Berlin, Fraunhofer IZM, Berlin, Germany. Personal Communication, 2013.
- Hassan, A. Rohstoffeinsparung durch Kreislaufführung von verbrauchten Katalysatoren aus der chemischen Industrie; Forschungsbericht 299 93 301,UBA-FB 000139; Umweltbundesamt: Berlin, Germany, 2001. (in German) [Google Scholar]
- Weitkamp, J.; Gläser, R. Katalyse. In Chemische Technik: Prozesse und Produkte, 5th ed.; Dittmeyer, R., Keim, W., Kreysa, G., Oberholz, A., Eds.; Wiley-VCH: Weinheim, Germany, 2004–2006. (in German) [Google Scholar]
- Hagelüken, C.; Buchert, M.; Stahl, H. Stoffströme der Platingruppenmetalle: Systemanalyse und Massnahmen für eine nachhaltige Optimierung der Stoffströme der Platingruppenmetalle; Endbericht; GDMB-Medienverl: Clausthal-Zellerfeld, Germany, 2005. (in German) [Google Scholar]
- Hagelüken, C. Material Flows of Platinum Group Metals in Germany. Presentation at GFMS Precious & Base Metals Seminar. 2005. Available online: http://www.gfms.co.uk/Market%20Commentary/Materials%20Flow%20of%20PGMs%20in%20Germany.pdf (accessed on 17 March 2011).
- Hagelüken, C.; Meskers, C. Technology challenges to recover precious and special metals from complex products. 2009. Available online: http://ewasteguide.info/files/Hageluecken_2009_R09.pdf (accessed on 28 January 2014).
- Hassan, A. Stand der Verwertung von verbrauchten Katalysatoren aus der chemischen Industrie sowie Einflussfaktoren zur Verbesserung der Kreislaufführung. Forschungsbericht 363 01 046, UBA-FB 000443; Umweltbundesamt: Berlin, Germany, 2003. (in German) [Google Scholar]
- Hagelüken, C.; Director EU Governmental Affairs, Umicore Precious Metals Refining. Hanau, Germany. Personal Communication, 2013.
- Zimmer, H.-O.; GmbH & Co. KG. Hürth, Germany. Managing director Zimmer Katalysatoren-Recycling. Personal Communication, 2012. [Google Scholar]
- Oakdene Hollins. Study into the Feasibility of Protecting and Recovering Critical Raw Materials through Infrastructure Development in the South East of England; Final Report; Oakdene Hollins, Ed.; European Pathway to Zero Waste Environment Agency: Reading, Berkshire, UK, 2011. [Google Scholar]
- Yang, W.-C. Handbook of Fluidization and Fluid-Particle Systems; Marcel Dekker: New York, NY, USA, 2003. [Google Scholar]
- Schüler, D.; Buchert, M.; Liu, R.; Dittrich, S.; Merz, C. Study on Rare Earths and Their Recycling; Final Report for The Greens/EFA Group in the European Parliament: Darmstadt, Germany, 2011. [Google Scholar]
- Campagna, R. FCC Network Editor, Refining Process Servicesn.C.. Personal Communication, 10 December 2012.
- Goonan, T.G. Rare Earth Elements-End use and Reyclability; Scientific Investigations Report 2011–5094; U.S. Geological Survey; U.S. Geological Survey; U.S. Department of the Interior: Reston, VA, USA, 2011. [Google Scholar]
- Ismall, S. Fluid Catalytic Cracking (FCC) Catalyst Optimization to Cope with High Rare Earth Oxide Price Environment; Technical Note; BASF: Middlesex/Essex, UK, 2011. [Google Scholar]
- Young, G.H.; Cowfer, J.A.; Johnston, V.J. Katalysator und Verfahren zu Oxychlorierung von Ethylen in Dichlorethan. EP0582165 B1, 21 May 1997. (in German). [Google Scholar]
- Auer, A.; Treibacher Industrie AG, Althofen, Austria. Personal Communication, 13 December 2012.
- EID. EID Daten und Fakten Energiepreise und Statistiken zum Download|Energie Informationsdienst. 2012. (in German). Available online: http://www.eid-aktuell.de/inhalt/statistiken/raffineriedurchsatz/ (accessed on 18 December 2012).
- Jahresbericht Mineralöl-Zahlen 2011; Mineralölwirtschaftsverband e.V.: Berlin, German, 2012. (in German)
- Shotyk, W.; Krachler, M. Contamination of bottled waters with antimony leaching from polyethylene terephthalate (PET) Increases upon storage. Environ. Sci. Technol. 2007, 41, 1560–1563. [Google Scholar] [CrossRef]
- Thiele, U. Quo vadis polyester catalyst? Chem. Fibers Int. 2004, 54, 162–163. [Google Scholar]
- Landesanstalt für Umwelt, M.u.N.B.-W.(Abfallsteckbriefe-1608 Gebrauchte Katalysatoren, Informationsportal zur Abfallbewertung–IPA. 2012. (in German). Available online: http://www.abfallbewertung.org/repgen.php?report=ipa&char_id=1608_Kat&lang_id=de&avv=&synon=&kapitel=2 (accessed on 10 April 2013).
- Kauertz, B.; Wellenreuther, F.; Busch, S.; Krüger, M.; Detzel, A. Ökobilanz der Glas- und PET-Mehrwegflaschen der GDB im Vergleich zu PET-Einwegflaschen. Studie im Auftrag der Genossenschaft Deutscher Brunnen eG; PGenossenschaft Deutscher Brunnen eG: Heidelberg, Germany, 2008. (in German) [Google Scholar]
- Kauertz, B.; Döhner, A.; Detzel, A. Ökobilanz von Getränkeverpackungen in Österreich Sachstand 2010; IFEU-Institut: Heidelberg, Germany, 2011. (in German) [Google Scholar]
- Heinisch, J. Verbrauch von Getränken in Einweg- und Mehrweg-Verpackungen: Berichtsjahr 2009; UBA-Texte 37/2011; Umweltbundesamt: Dessau-Roßlau, Germany, 2011. (in German) [Google Scholar]
- Umweltbundesamt. Trend zu Einwegflaschen aus Kunststoff Ungebrochen. Presse-Information 031/2011; Umweltbundesamt: Dessau-Roßlau, Germany, 2011. (in German) [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Zimmermann, T.; Gößling-Reisemann, S. Recycling Potentials of Critical Metals-Analyzing Secondary Flows from Selected Applications. Resources 2014, 3, 291-318. https://doi.org/10.3390/resources3010291
Zimmermann T, Gößling-Reisemann S. Recycling Potentials of Critical Metals-Analyzing Secondary Flows from Selected Applications. Resources. 2014; 3(1):291-318. https://doi.org/10.3390/resources3010291
Chicago/Turabian StyleZimmermann, Till, and Stefan Gößling-Reisemann. 2014. "Recycling Potentials of Critical Metals-Analyzing Secondary Flows from Selected Applications" Resources 3, no. 1: 291-318. https://doi.org/10.3390/resources3010291
APA StyleZimmermann, T., & Gößling-Reisemann, S. (2014). Recycling Potentials of Critical Metals-Analyzing Secondary Flows from Selected Applications. Resources, 3(1), 291-318. https://doi.org/10.3390/resources3010291