Superior Mechanical Properties and Work-Hardening Ability of Ultrafine-Grained Quenched and Partitioned Steels Processed by a Novel Approach Involving Asymmetric Hot Rolling

Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Speer, J.G.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Solid State Mater. Sci. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Xiong, X.C.; Chen, B.; Huang, M.X.; Wang, J.F.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, H.; Misra, R.D.K.; Wang, C. Enhanced stability of retained austenite and consequent work hardening rate through pre-quenching prior to quenching and partitioning in a Q–P microalloyed steel. Mater. Sci. Eng. A 2014, 611, 252–256. [Google Scholar] [CrossRef]
- Li, W.S.; Gao, H.Y.; Nakashima, H.; Hata, S.; Tian, W.H. In-situ EBSD study of deformation behavior of retained austenite in a low-carbon quenching and partitioning steel via uniaxial tensile tests. Mater. Charact. 2016, 118, 431–437. [Google Scholar] [CrossRef]
- Zhao, H.S.; Li, W.; Zhu, X.; Lu, X.H.; Wang, L.; Zhou, S.; Jin, X.J. Analysis of the relationship between retained austenite locations and the deformation behavior of quenching and partitioning treated steels. Mater. Sci. Eng. A 2016, 649, 18–26. [Google Scholar] [CrossRef]
- Ding, R.; Tang, D.; Zhao, A. A novel design to enhance the amount of retained austenite and mechanical properties in low-alloyed steel. Scr. Mater. 2014, 88, 21–24. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Nguyen-Minh, T.; Zhao, L.; Petrov, R.; Sabirov, I.; Sietsma, J. New low carbon Q&P steels containing film-like intercritical ferrite. Mater. Sci. Eng. A 2010, 527, 6429–6439. [Google Scholar]
- Sugimoto, K.I.; Muramatsu, T.; Hashimoto, S.I.; Mukai, Y. Formability of Nb bearing ultra high-strength TRIP-aided sheet steels. J. Mater. Process. Technol. 2006, 177, 390–395. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Mizuno, Y.; Natori, M.; Hojo, T. Effects of fine particle peening on fatigue strength of a TRIP-aided martensitic steel. Int. J. Fatigue 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Ding, R.; Tang, D.; Zhao, A.; Guo, H.; He, J.H.; Zhi, C. Effect of ultragrain refinement on quenching and partitioning steels manufactured by a novel method. Mater. Des. 2015, 87, 640–649. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Raabe, D.; Speer, J.G.; Matlock, D.K. Overview of processing, microstructure and mechanical properties of ultrafine grained bcc steels. Mater. Sci. Eng. A 2006, 441, 1–17. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.J.; De Cooman, B.C. Work hardening behavior of ultrafine-grained Mn transformation-induced plasticity steel. Acta Mater. 2011, 59, 7546–7553. [Google Scholar] [CrossRef]
- Duan, Y.L.; Xu, G.F.; Tang, L.; Liu, Y.; Xu, J.W.; Deng, Y.; Yin, Z.M. Excellent high strain rate superplasticity of Al-Mg-Sc-Zr alloy sheet produced by an improved asymmetrical rolling process. J. Alloys Compd. 2017, 715, 311–321. [Google Scholar] [CrossRef]
- Wronski, S.; Bacroix, B. Microstructure evolution and grain refinement in asymmetrically rolled aluminium. Acta Mater. 2014, 76, 404–412. [Google Scholar] [CrossRef]
- Ma, B.; Li, C.S.; Song, Y.L.; Wang, J.K.; Sui, F.L. Deformation and recrystallization microtextures of an austenitic steel during asymmetrical hot rolling process. J. Mater. Sci. 2017, 52, 13212–13226. [Google Scholar] [CrossRef]
- Chen, S.; An, Y.G.; Lahaije, C. Toughness improvement in hot rolled HSLA steel plates through asymmetric rolling. Mater. Sci. Eng. A 2015, 625, 374–379. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuji, N.; Minamino, Y.; Koizumi, Y. Ultragrain refinement of plain low carbon steel by cold-rolling and annealing of martensite. Acta Mater. 2002, 50, 4177–4189. [Google Scholar] [CrossRef]
- Lee, S.W.; Lee, S.J.; Cooman, B.C.D. Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning. Scr. Mater. 2011, 65, 225–228. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.J.; Wang, M.Q.; Hui, W.J.; Dong, H.; Cao, W.Q. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.H.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Wang, Z.C.; Kim, S.J.; Lee, C.G.; Lee, T.H. Bake-hardening behavior of cold-rolled CMnSi and CMnSiCu TRIP-aided steel sheets. J. Mater. Process. Technol. 2004, 151, 141–145. [Google Scholar] [CrossRef]
- Li, Z.; Wu, D. Effects of Hot Deformation and Subsequent Austempering on the Mechanical Properties of Si–Mn TRIP Steels. ISIJ Int. 2006, 46, 121–128. [Google Scholar] [CrossRef]
- Tang, Z.Y.; Huang, J.N.; Ding, H.; Cai, Z.H.; Misra, R.D.K. Austenite stability and mechanical properties of a low-alloyed ECAPed TRIP-aided steel. Mater. Sci. Eng. A 2018, 724, 95–102. [Google Scholar] [CrossRef]
- Orlovc, D.; Lapovok, R.; Tóth, L.S.; Timokhina, I.B.; Hodgson, P.D.; Bhattacharjee, D.; Haldar, A. Development of Asymmetric Rolling for the Better Control over Structure and Mechanical Properties in IF Steel. Mater. Sci. Forum 2012, 2788, 706–709. [Google Scholar]
- Lee, K.M.; Lee, H.C. Grain refinement and mechanical properties of asymmetrically rolled low carbon steel. J. Mater. Process. Technol. 2010, 210, 1574–1579. [Google Scholar] [CrossRef]
- Zakerinia, H.; Kermanpur, A.; Najafizadeh, A. The effect of bainite in producing nano/ultrafine grained steel by the martensite treatment. Mater. Sci. Eng. A 2011, 528, 3562–3567. [Google Scholar] [CrossRef]
- Hamzeh, M.; Kermanpur, A.; Najafizadeh, A. Fabrication of the ultrafine-grained ferrite with good resistance to grain growth and evaluation of its tensile properties. Mater. Sci. Eng. A 2014, 593, 24–30. [Google Scholar] [CrossRef]
- Karmakar, A.; Sivaprasad, S.; Nath, S.K.; Misra, R.D.K.; Chakrabarti, D. Comparison Between Different Processing Schedules for the Development of Ultrafine-Grained Dual-Phase Steel. Metall. Mater. Trans. A 2014, 45, 2466–2479. [Google Scholar] [CrossRef]
- Pous-Romero, H.; Lonardelli, I.; Cogswell, D.; Bhadeshia, H.K.D.H. Austenite grain growth in a nuclear pressure vessel steel. Mater. Sci. Eng. A 2013, 567, 72–79. [Google Scholar] [CrossRef]
- Yi, H.L.; Lee, K.Y.; Bhadeshia, H.K.D.H. Mechanical stabilisation of retained austenite in δ-TRIP steel. Mater. Sci. Eng. A 2011, 528, 5900–5903. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: new composition–property approach Part 1. Met. Sci. 1983, 17, 411–419. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, A.; Ding, R.; Zhi, C.; He, J. Quenching and partitioning steel produced through hot rolling, direct quenching and annealing. Mater. Sci. Technol. 2016, 32, 1605–1612. [Google Scholar] [CrossRef]
- Takahashi, M.; Bhadeshia, H.K.D.H. A Model for the Microstructure of Some Advanced Bainitic Steels. Mater. Trans. 1991, 32, 689–696. [Google Scholar] [CrossRef] [Green Version]
- Jacques, P.; Delannay, F.; Ladriere, J. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Fonstein, N. Advanced High Strength Sheet Steels: Physical Metallurgy, Design, Processing, and Properties; Springer: New York, NY, USA, 2015; ISBN 978-3-319-37301-0. [Google Scholar]
- Matlock, D.K.; Speer, J.G. Third Generation of AHSS: microstructure design concepts. In Microstructure and Texture in Steels; Springer: London, UK, 2009; pp. 185–205. [Google Scholar]
- Zhu, R.; Li, S.; Karaman, I.; Arroyave, R.; Niendorf, T.; Maier, H.J. Multi-phase microstructure design of a low-alloy TRIP-assisted steel through a combined computational and experimental methodology. Acta Mater. 2012, 60, 3022–3033. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, W.H.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
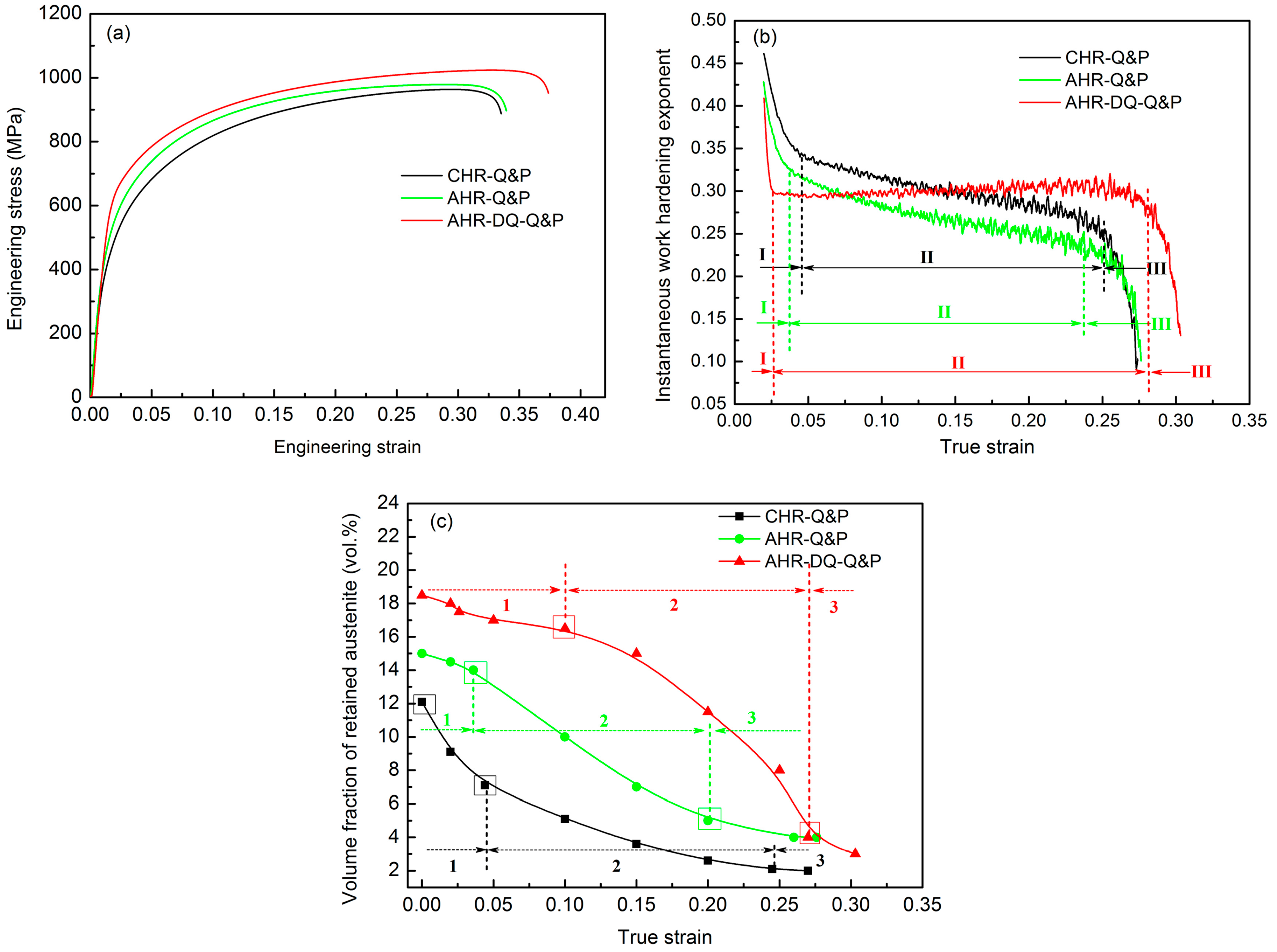
| Sample | YS (MPa) | UTS (MPa) | TEL (%) | UTS × TEL (GPa%) | fRA (Vol.%) |
|---|---|---|---|---|---|
| CHR-Q&P | 495 (±10) | 963 (±15) | 28 (±0.3) | 26.9 (±0.2) | 12.1 |
| AHR-Q&P | 537 (±8) | 978 (±10) | 29 (±0.2) | 28.3 (±0.2) | 15.0 |
| AHR-DQ-Q&P | 605 (±12) | 1023 (±17) | 35 (±0.3) | 35.8 (±0.3) | 18.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Z.; Huang, J.; Lu, X.; Ding, H.; Zhang, D.; Misra, D. Superior Mechanical Properties and Work-Hardening Ability of Ultrafine-Grained Quenched and Partitioned Steels Processed by a Novel Approach Involving Asymmetric Hot Rolling. Metals 2018, 8, 872. https://doi.org/10.3390/met8110872
Tang Z, Huang J, Lu X, Ding H, Zhang D, Misra D. Superior Mechanical Properties and Work-Hardening Ability of Ultrafine-Grained Quenched and Partitioned Steels Processed by a Novel Approach Involving Asymmetric Hot Rolling. Metals. 2018; 8(11):872. https://doi.org/10.3390/met8110872
Chicago/Turabian StyleTang, Zhengyou, Jianeng Huang, Xingchao Lu, Hua Ding, Dongmei Zhang, and Devesh Misra. 2018. "Superior Mechanical Properties and Work-Hardening Ability of Ultrafine-Grained Quenched and Partitioned Steels Processed by a Novel Approach Involving Asymmetric Hot Rolling" Metals 8, no. 11: 872. https://doi.org/10.3390/met8110872