Microstructural Characterization and Mechanical Properties of Direct Quenched and Partitioned High-Aluminum and High-Silicon Steels



Abstract
:1. Introduction
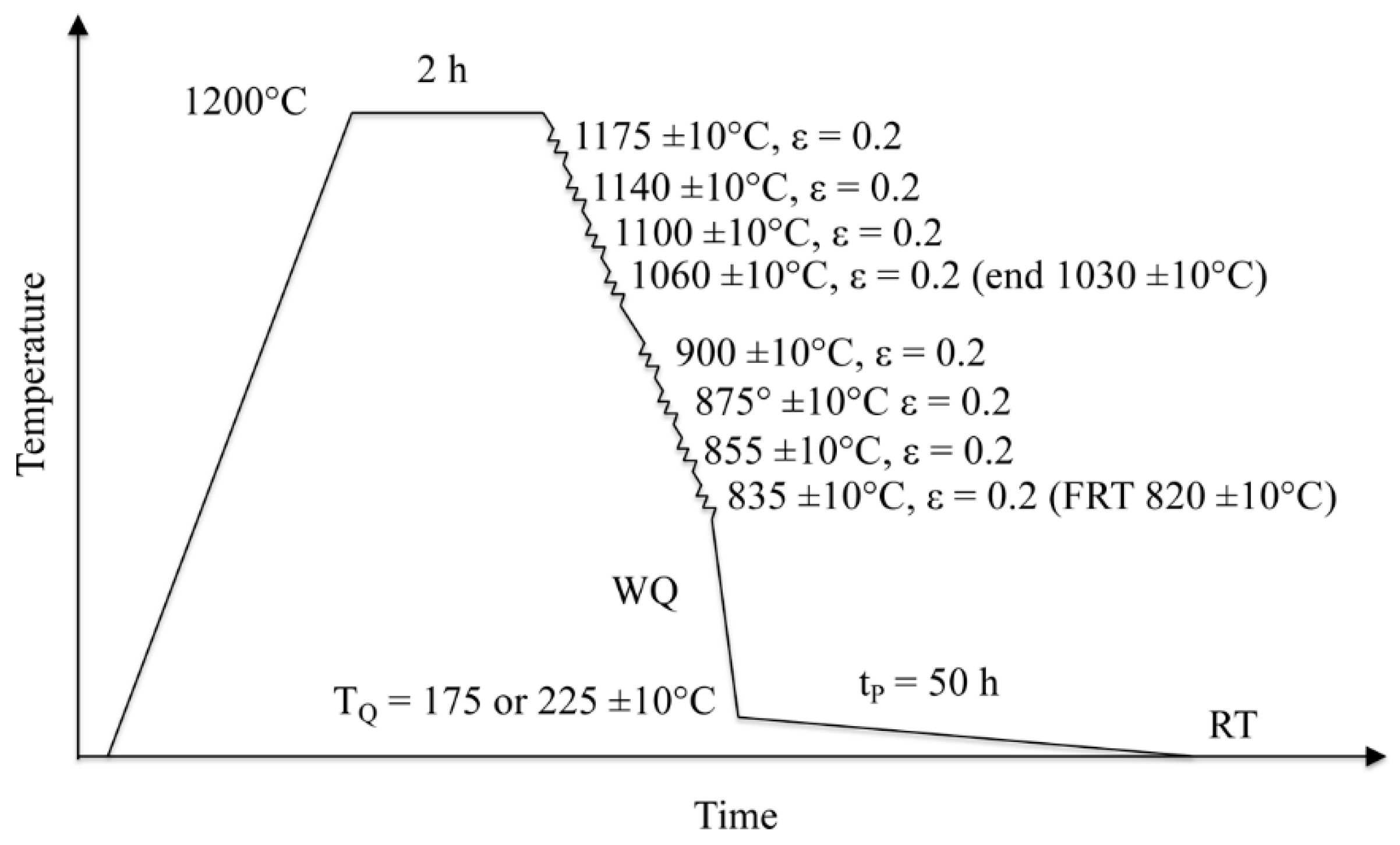
2. Materials and Methods
3. Results and Discussion
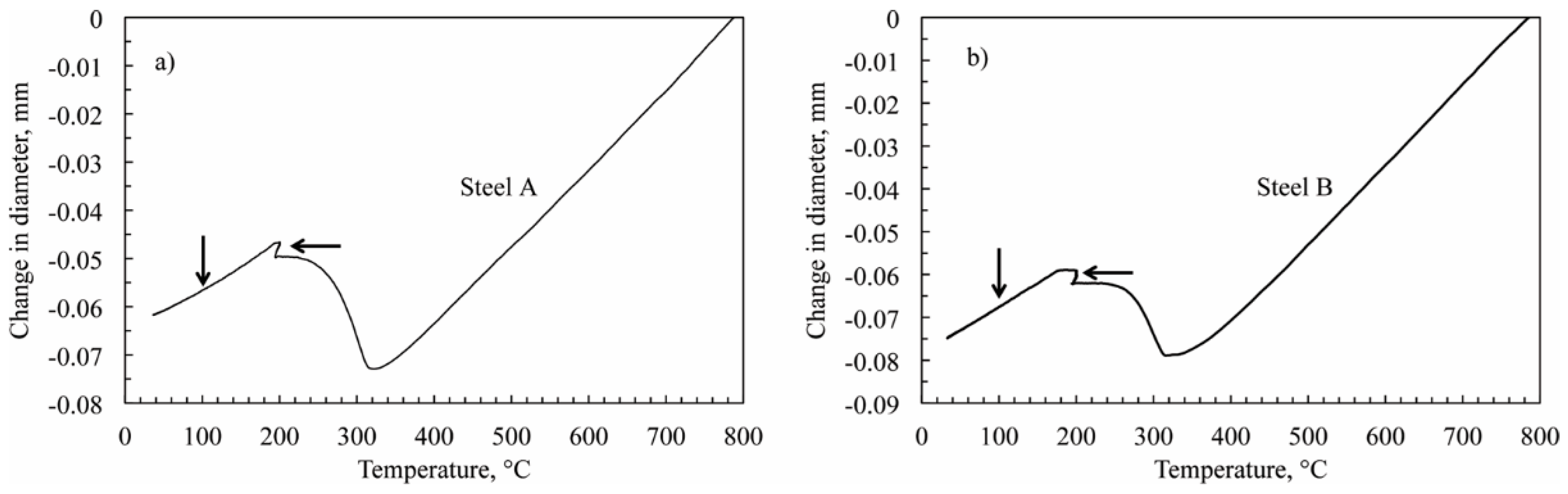
3.1. Determination of Ms Temperature
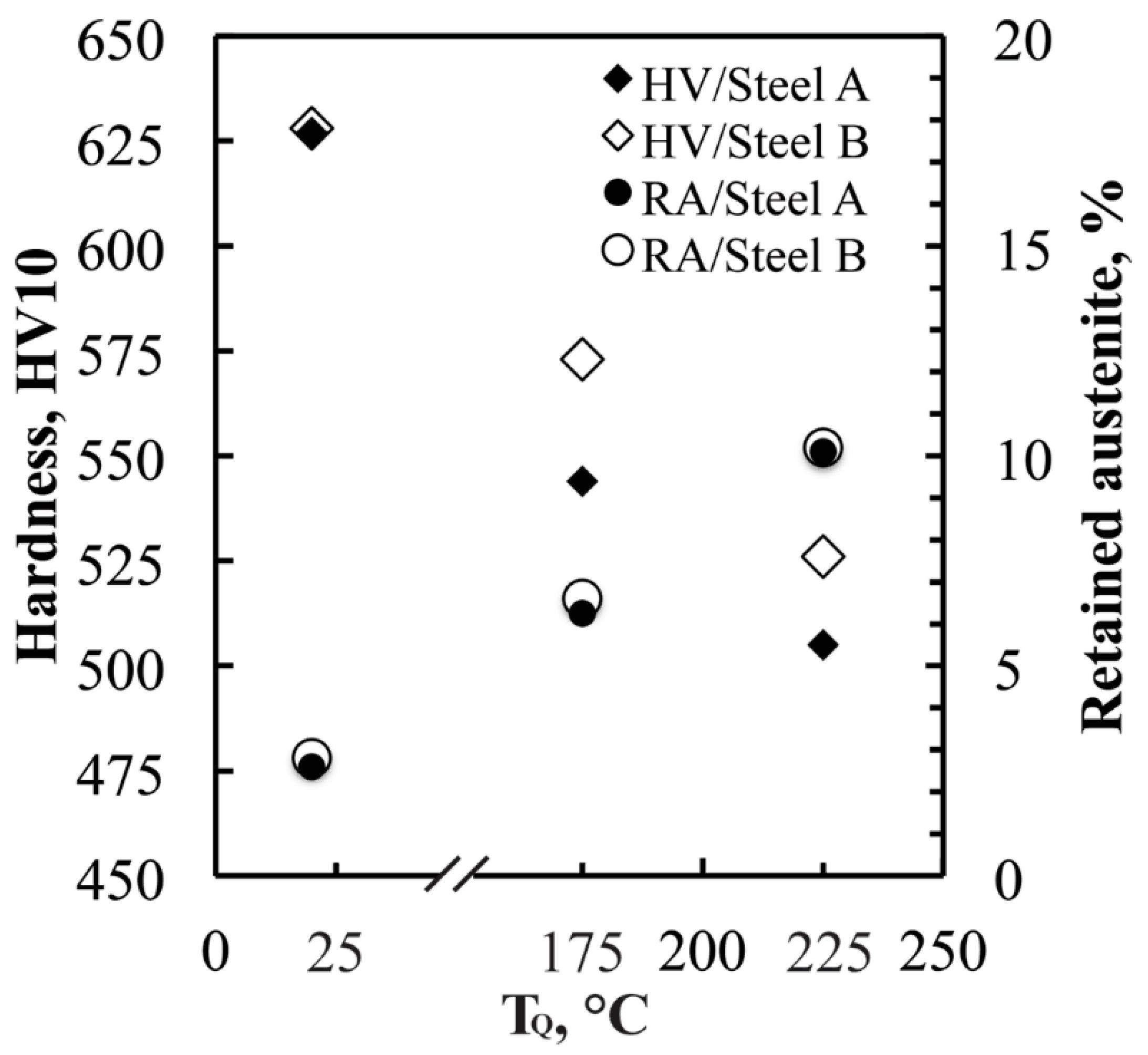
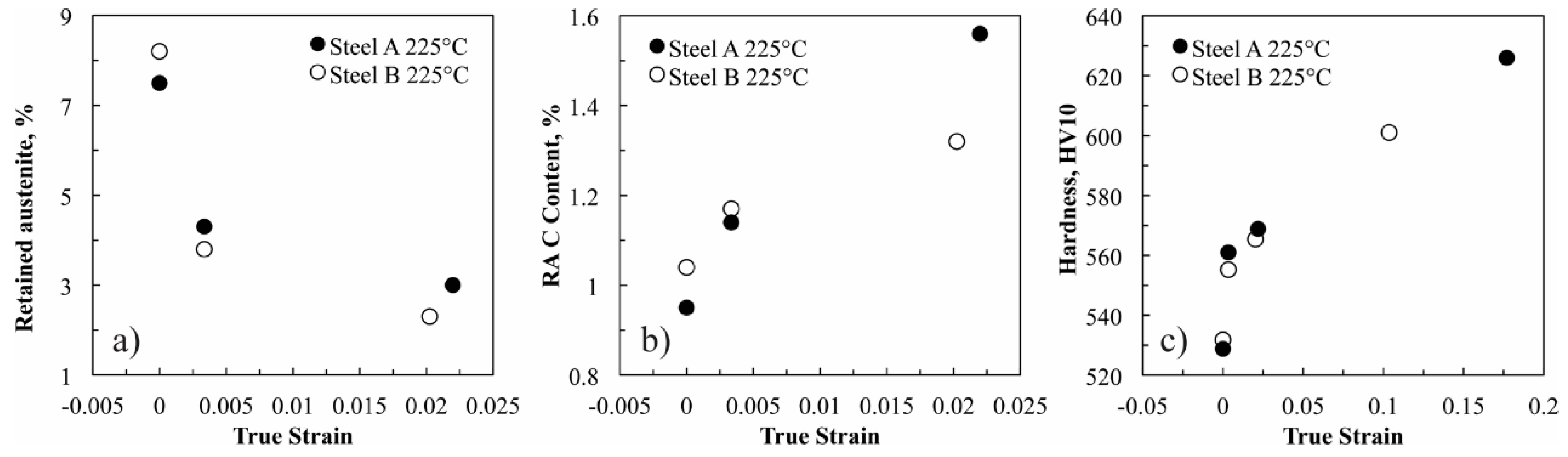
3.2. Retained Austenite of Hot-Rolled and Partitioned Materials
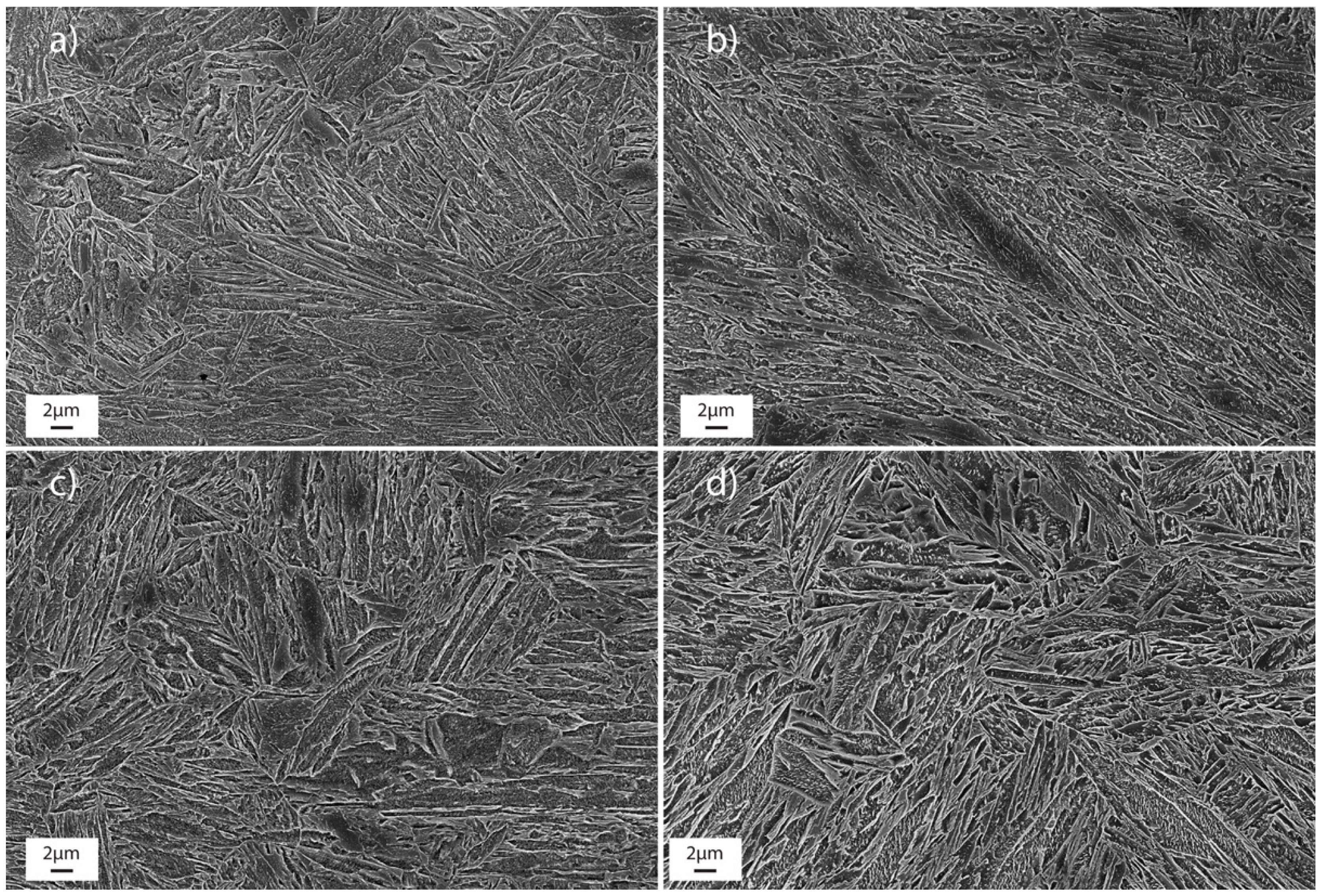
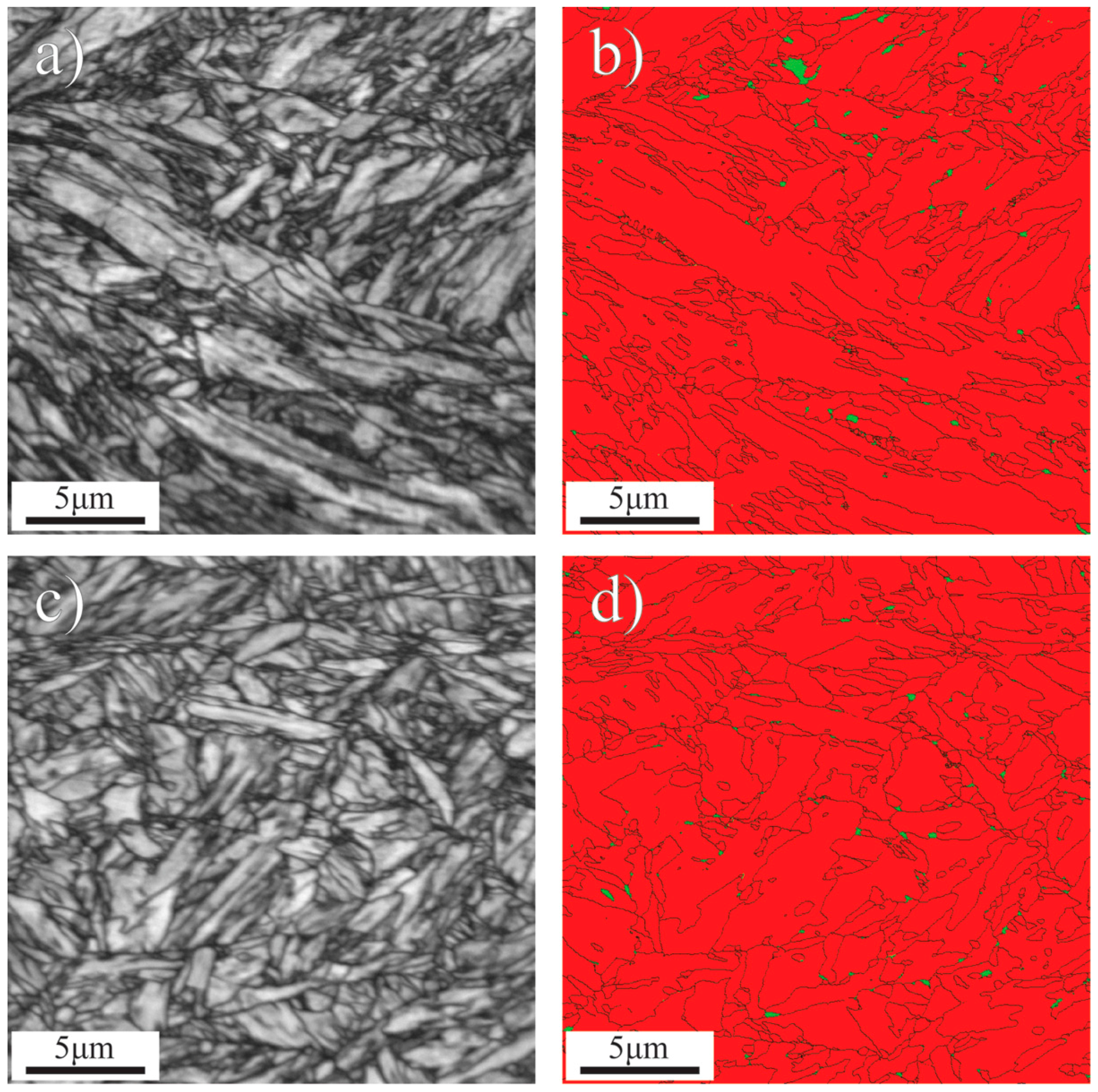
3.3. Microstructural Characterization
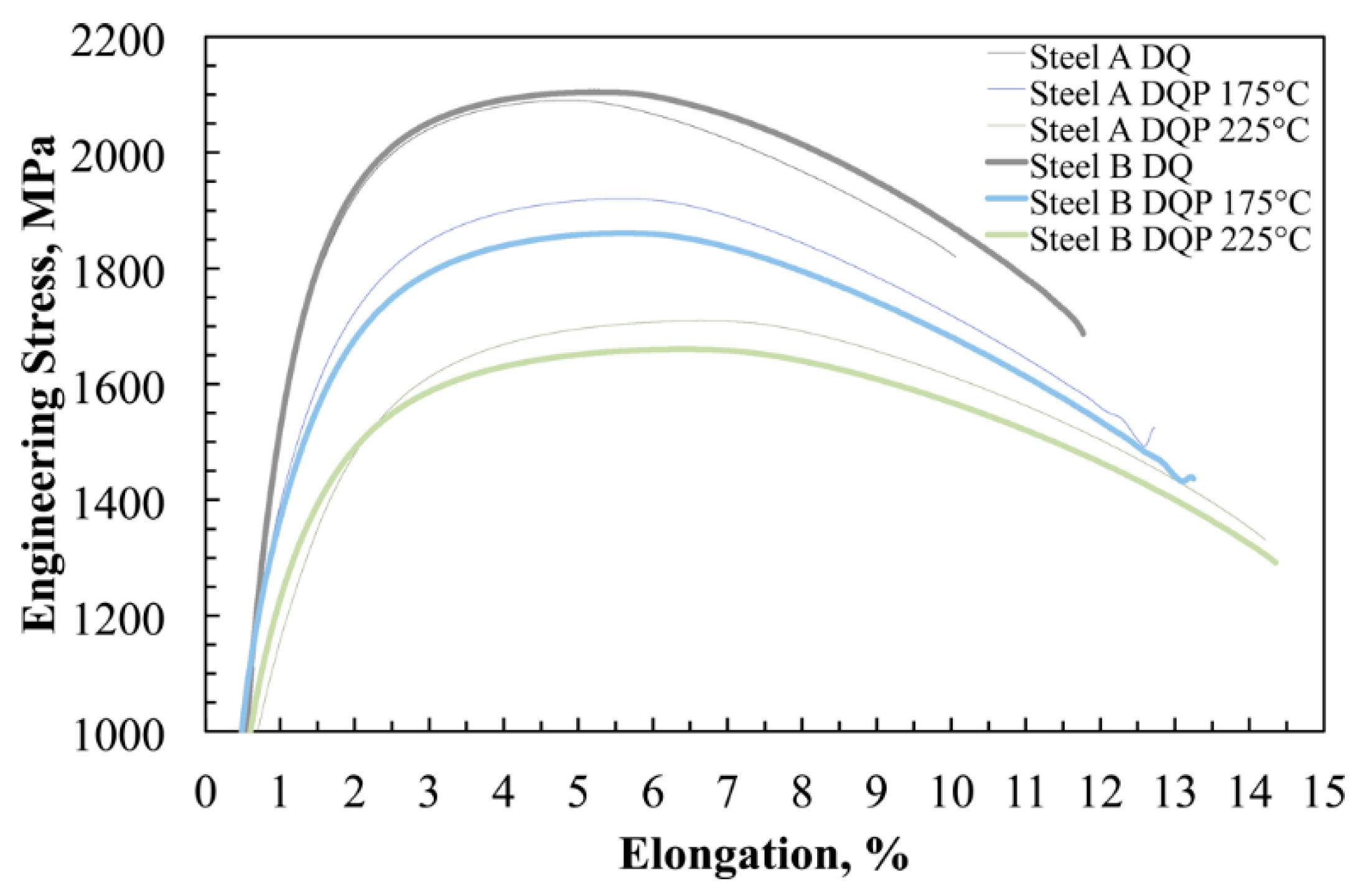
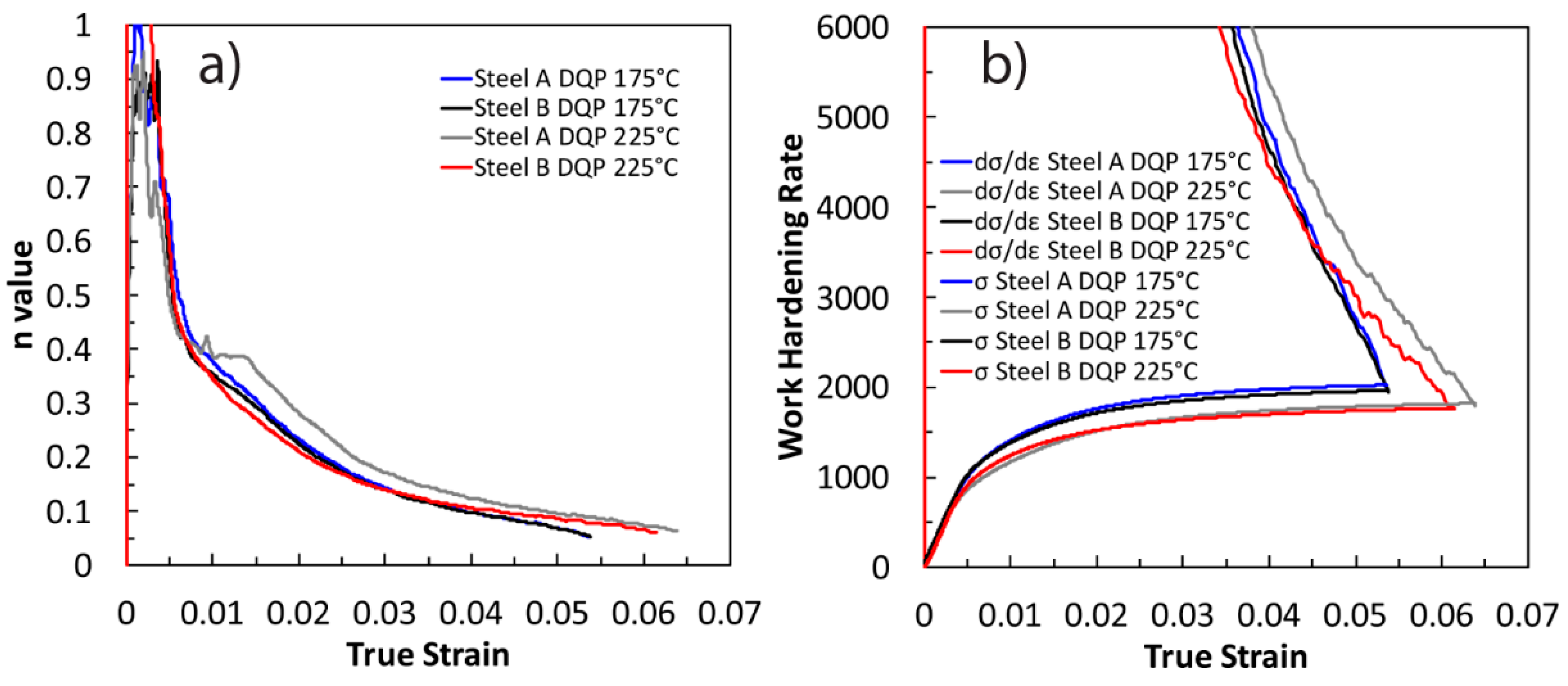
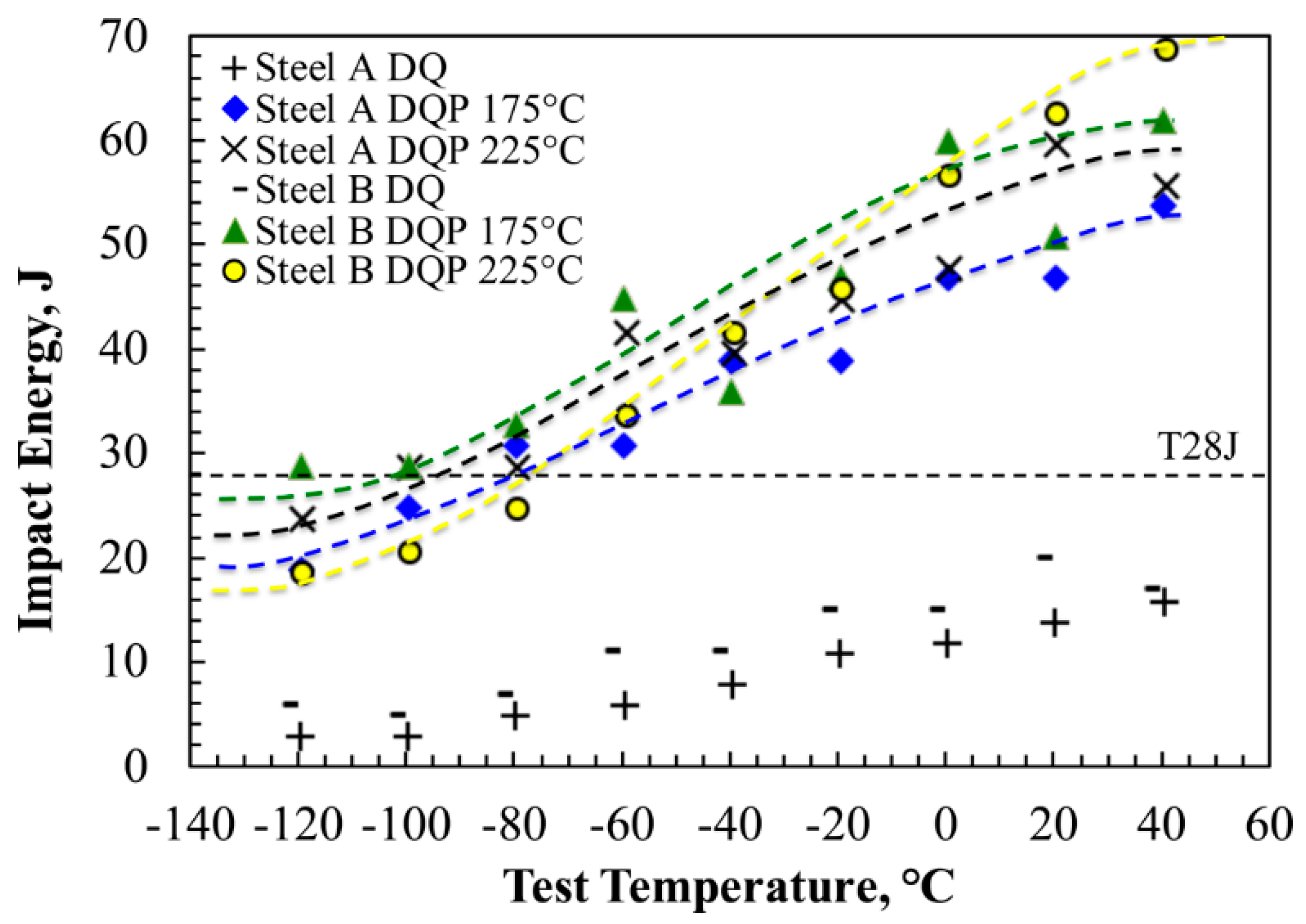
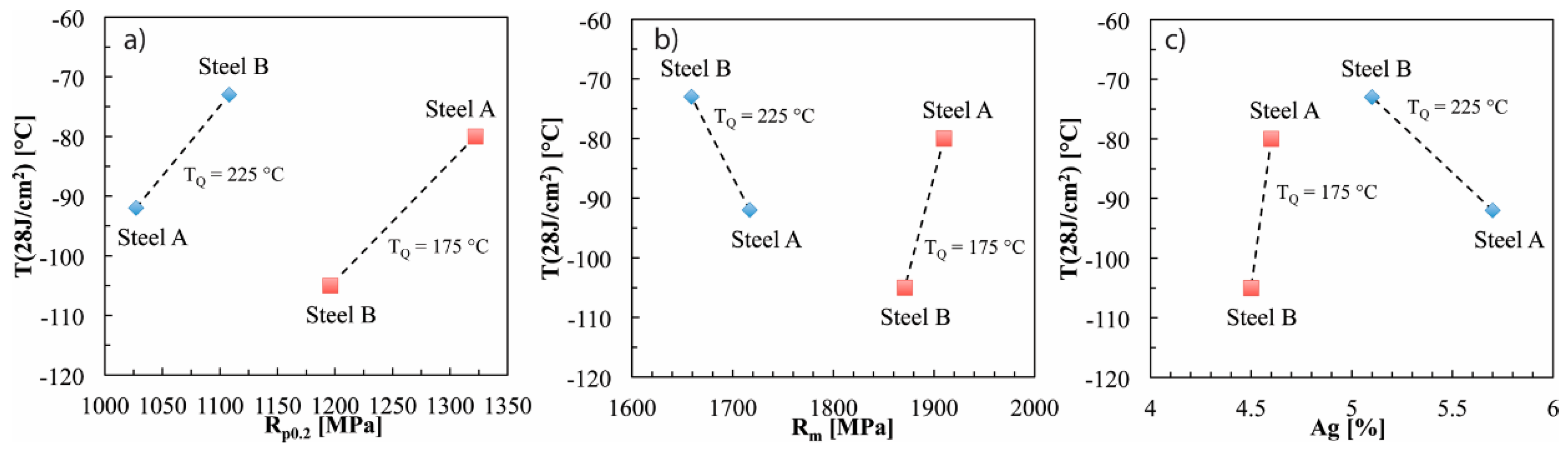
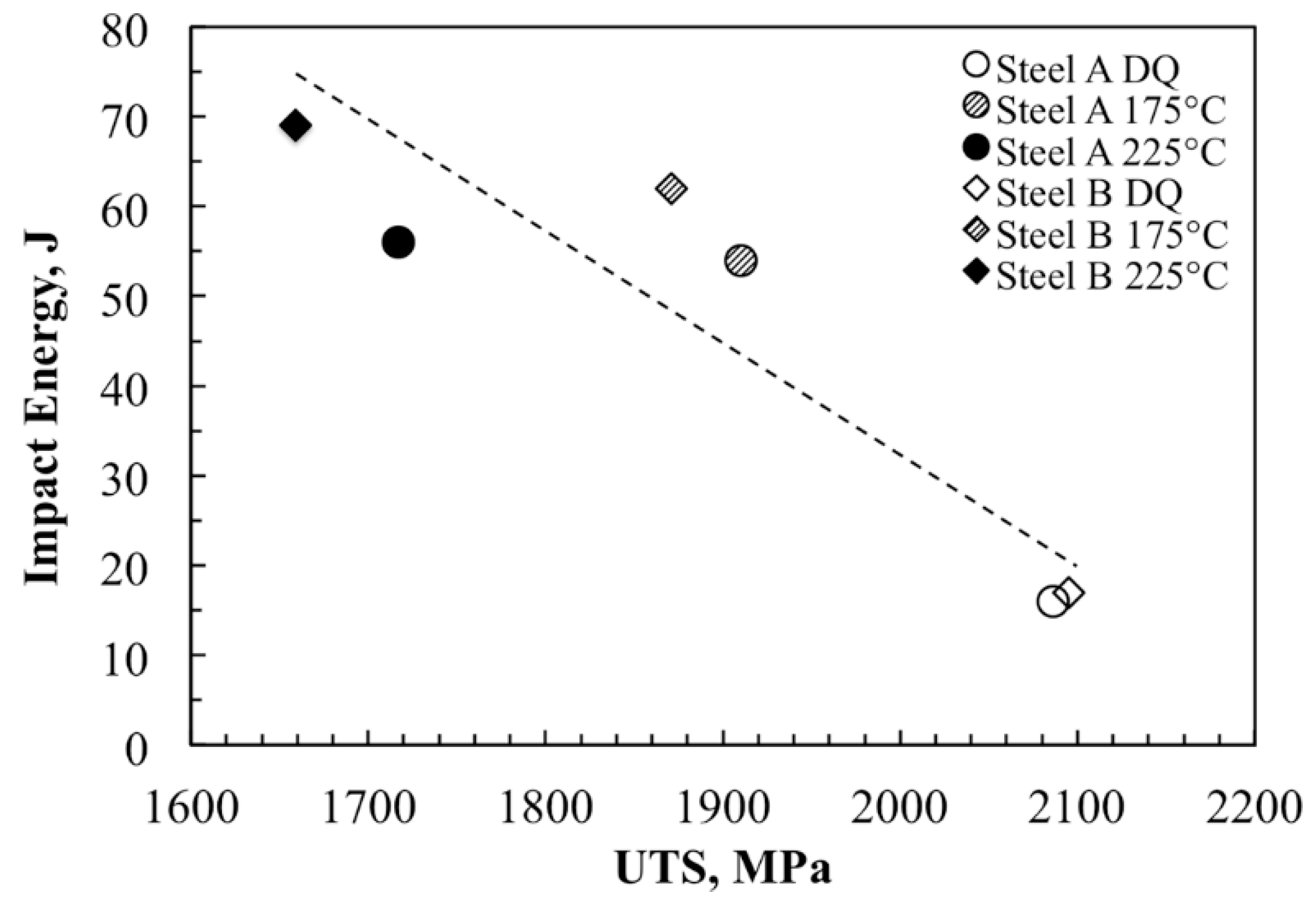
3.4. Mechanical Properties
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- di Schino, A.; Alleva, L.; Guagnelli, M. Microstructure Evolution during Quenching and Tempering of Martensite in a Medium C Steel. Mater. Sci. Forum 2012, 715–716, 860–865. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liu, W.J.; Lan, H.; Wu, H. Comparison on mechanical properties and microstructure of a C-Mn-Si steel treated by quenching and partitioning (Q&P) and quenching and tempering (Q&T) processes. Mater. Sci. Eng. A 2014, 620, 58–66. [Google Scholar]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Nguyen-Minh, T.; Zhao, L.; Petrov, R.; Sabirov, I.; Sietsma, J. New low carbon Q&P steels containing film-like intercritical ferrite. Mater. Sci. Eng. A 2010, 527, 6429–6439. [Google Scholar]
- Thomas, G.A.; Speer, J.G.; Matlock, D.K. Quenched and partitioned microstructures produced via Gleeble simulations of hot-strip mill cooling practices. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 3652–3659. [Google Scholar] [CrossRef]
- Arlazarov, A.; Ollat, M.; Masse, J.P.; Bouzat, M. Influence of partitioning on mechanical behavior of Q&P steels. Mater. Sci. Eng. A 2016, 661, 79–86. [Google Scholar]
- Wang, L.; Speer, J.G. Quenching and Partitioning Steel Heat Treatment. Metallogr. Microstruct. Anal. 2013, 2, 268–281. [Google Scholar] [CrossRef] [Green Version]
- Somani, M.C.; Porter, D.A.; Karjalainen, L.P.; Suikkanen, P.P.; Misra, R.D.K. Process design for tough ductile martensitic steels through direct quenching and partitioning. Mater. Today Proc. 2015, 2, S631–S634. [Google Scholar] [CrossRef]
- Vanderschueren, D.; De Meyer, M.; De Cooman, B.C.; Wor, K.E.Y. The influence of the substitution of Si by Al on the Properties of Cold Rolled C-Mn-Si TRIP Steels. ISIJ Int. 1999, 39, 813–822. [Google Scholar]
- Speer, J.G.; De Moor, E.; Findley, K.O.; Matlock, D.K.; De Cooman, B.C.; Edmonds, D.V. Analysis of Microstructure Evolution in Quenching and Partitioning Automotive Sheet Steel. Metall. Mater. Trans. A 2011, 42, 3591–3601. [Google Scholar] [CrossRef] [Green Version]
- De Moor, E.; Lacroix, S.; Samek, L.; Penning, J.; Speer, J.G. Dilatometric Study of the Quench and Partitioning Process. In Proceedings of the 3rd International Conference on Advanced Structural Steels, Gyeongju, Korea, 22–24 August 2006. [Google Scholar]
- Tsukatani, I.; Hashimoto, S.; Inoue, T. Effects of Silicon and Manganese Addition on Mechanical Properties of High-Strength Hot-Rolled Sheet Steel Containing Retained Austenite. ISIJ Int. 1991, 31, 992–1000. [Google Scholar] [CrossRef]
- di Schino, A.; Braccesi, C.; Cianetti, F.; di Nunzio, P.E.; Mengaroni, S.; Calvillo, P.R.; Cabrera, J.M. Manganese Effect on Q&P CMnSi Steels. Mater. Sci. Forum 2016, 879, 430–435. [Google Scholar]
- Somani, M.C.; Porter, D.A.; Karjalainen, L.P.; Misra, R.D.K. On Various Aspects of Decomposition of Austenite in a High-Silicon Steel during Quenching and Partitioning. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 1247–1257. [Google Scholar] [CrossRef]
- Li, Y.-J.; Li, X.-L.; Yuan, G.; Kang, J.; Chen, D.; Wang, G.-D. Microstructure and partitioning behavior characteristics in low carbon steels treated by hot-rolling direct quenching and dynamical partitioning processes. Mater. Charact. 2016, 121, 157–165. [Google Scholar] [CrossRef]
- Tan, X.; Xu, Y.; Yang, X.; Liu, Z.; Wu, D. Effect of partitioning procedure on microstructure and mechanical properties of a hot-rolled directly quenched and partitioned steel. Mater. Sci. Eng. A 2014, 594, 149–160. [Google Scholar] [CrossRef]
- Dyson, D.J.; Holmes, B. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 208, 469–474. [Google Scholar]
- Van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; Van Der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Scott, C.P.; Drillet, J. A study of the carbon distribution in retained austenite. Scr. Mater. 2007, 56, 489–492. [Google Scholar] [CrossRef]
- Koistinen, D.P.; Marburger, R.E. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- van Bohemen, S.M.C.; Sietsma, J. Martensite formation in partially and fully austenitic plain carbon steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2009, 40, 1059–1068. [Google Scholar] [CrossRef]
- De Moor, E.; Speer, J.G.; Matlock, D.K.; Kwak, J.-H.; Lee, S.-B. Effect of Carbon and Manganese on the Quenching and Partitioning Response of CMnSi Steels. ISIJ Int. 2011, 51, 137–144. [Google Scholar] [CrossRef] [Green Version]
- Maheswari, N.; Chowdhury, S.G.; Kumar, K.C.H.; Sankaran, S. Influence of alloying elements on the microstructure evolution and mechanical properties in quenched and partitioned steels. Mater. Sci. Eng. A 2014, 600, 12–20. [Google Scholar] [CrossRef]
- Edmonds, D.V.; He, K.; Rizzo, F.C.; De Cooman, B.C.; Matlock, D.K.; Speer, J.G. Quenching and partitioning martensite—A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438–440, 25–34. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.P.; Limnell, T.J.; Karjalainen, L.P.; Kömi, J.I.; Porter, D.A. Effect of austenite grain structure on the strength and toughness of direct-quenched martensite. J. Alloys Compd. 2013, 577, S642–S648. [Google Scholar] [CrossRef]
- Hannula, J.; Kömi, J.; Porter, D.A.; Somani, M.C.; Kaijalainen, A.; Suikkanen, P.; Yang, J.R.; Tsai, S.P. Effect of Boron on the Strength and Toughness of Direct-Quenched Low-Carbon Niobium Bearing Ultra-High-Strength Martensitic Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 5344–5356. [Google Scholar] [CrossRef]
- Li, S.; Zhu, G.; Kang, Y. Effect of substructure on mechanical properties and fracture behavior of lath martensite in 0.1C-1.1Si-1.7Mn steel. J. Alloys Compd. 2016, 675, 104–115. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Saleh, M.H.; Priestner, R. Retained austenite in dual-phase silicon steels and its effect on mechanical properties. J. Mater. Process. Technol. 2001, 113, 587–593. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; Estrin, Y.; De Cooman, B.C. Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater. 2016, 113, 124–139. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Al | Cr | N | S | P |
|---|---|---|---|---|---|---|---|---|
| Steel A | 0.30 | 0.56 | 2.00 | 1.10 | 2.20 | 0.0010 | 0.0010 | 0.0010 |
| Steel B | 0.30 | 0.99 | 1.86 | 0.01 | 1.01 | 0.0031 | 0.0009 | 0.0026 |
| Steel (TQ) | Prior Austenite Grain Size (PAGS) (µm) | Aspect Ratio | Lath Size (dl) (µm) | Eff. Grain Size (d) (µm) | d90% (µm) |
|---|---|---|---|---|---|
| Steel A (175 °C) | 14.6 | 1.50 | 1.28 (±0.025) | 1.61 (±0.063) | 9.27 |
| Steel A (225 °C) | 15.0 | 1.26 | 1.29 (±0.026) | 1.60 (±0.059) | 8.77 |
| Steel B (175 °C) | 14.7 | 1.33 | 1.11 (±0.021) | 1.40 (±0.073) | 10.95 |
| Steel B (225 °C) | 14.8 | 1.34 | 1.32 (±0.029) | 1.63 (±0.071) | 10.59 |
| Material | TQ (°C) | Rp0.2 (MPa) | Rp1.0 (MPa) | Rm (MPa) | Ag (%) | A (%) |
| Steel A, DQ | 20 | 1477 ± 110 | 1918 ± 41 | 2086 ± 22 | 3.7 ± 0.3 | 8.9 ± 1.1 |
| Steel A, DQP | 175 * | 1322 ± 65 | 1691 ± 6 | 1910 ± 30 | 4.6 ± 0.1 | 11.9 ± 0.4 |
| Steel A, DQP | 225 * | 1027 ± 134 | 1443 ± 80 | 1717 ± 49 | 5.7 ± 0.7 | 13.6 ± 0.6 |
| Steel B, DQ | 20 | 1475 ± 172 | 1920 ± 57 | 2095 ± 22 | 3.9 ± 0.5 | 10.2 ± 1.5 |
| Steel B, DQP | 175 * | 1196 ± 175 | 1626 ± 14 | 1871 ± 26 | 4.5 ± 0.5 | 11.7 ± 2.5 |
| Steel B, DQP | 225 * | 1108 ± 109 | 1455 ± 75 | 1659 ± 35 | 5.1 ± 0.9 | 13.3 ± 1.1 |
| Material | TQ (°C) | KV (−40 °C) (J) | T28J (°C) | HV10 | RA (vol%) | RA (C %) ** |
| Steel A, DQ | 20 | 8 | >> +40 | 627 ± 6 | 2.6 | 0.43 |
| Steel A, DQP | 175 * | 38 | −80 | 545 ± 3 | 6.3 | 0.60 |
| Steel A, DQP | 225 * | 43 | −92 | 505 ± 2 | 10.1 | 0.65 |
| Steel B, DQ | 20 | 11 | >> +40 | 628 ± 5 | 2.8 | 0.47 |
| Steel B, DQP | 175 * | 45 | −105 | 573 ± 2 | 6.6 | 0.61 |
| Steel B, DQP | 225 * | 41 | −73 | 526 ± 2 | 10.2 | 0.94 |
| Steel A | RA (vol%) | RA (C %) * | Steel B | RA (vol%) | RA (C %) * |
|---|---|---|---|---|---|
| TQ 225 °C Base | 7.5 | 0.95 | TQ 225 °C Base | 8.2 | 1.04 |
| TQ 225 °C 2% | 4.3 | 1.14 | TQ 225 °C 2% | 3.8 | 1.17 |
| TQ 225 °C 6% | 3.0 | 1.56 | TQ 225 °C 5% | 2.3 | 1.32 |
| TQ 225 °C 10% | - ** | - | TQ 225 °C 9.5% | - ** | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kantanen, P.; Somani, M.; Kaijalainen, A.; Haiko, O.; Porter, D.; Kömi, J. Microstructural Characterization and Mechanical Properties of Direct Quenched and Partitioned High-Aluminum and High-Silicon Steels. Metals 2019, 9, 256. https://doi.org/10.3390/met9020256
Kantanen P, Somani M, Kaijalainen A, Haiko O, Porter D, Kömi J. Microstructural Characterization and Mechanical Properties of Direct Quenched and Partitioned High-Aluminum and High-Silicon Steels. Metals. 2019; 9(2):256. https://doi.org/10.3390/met9020256
Chicago/Turabian StyleKantanen, Pekka, Mahesh Somani, Antti Kaijalainen, Oskari Haiko, David Porter, and Jukka Kömi. 2019. "Microstructural Characterization and Mechanical Properties of Direct Quenched and Partitioned High-Aluminum and High-Silicon Steels" Metals 9, no. 2: 256. https://doi.org/10.3390/met9020256