
Investigating the Effect of Nanosecond Laser Surface Texturing on Microstructure and Mechanical Properties of AISI 301LN




1
Center for Structural Integrity, Micromechanics, and Reliability of Materials (CIEFMA), Department of Materials Science and Engineering, Universitat Politècnica de Catalunya-BarcelonaTECH, 08019 Barcelona, Spain
2
Barcelona Research Center in Multiscale Science and Engineering, Universitat Politècnica de Catalunya-BarcelonaTECH, 08019 Barcelona, Spain
3
Institute of Ceramic and Glass-CSIC, 28049 Madrid, Spain
*
Author to whom correspondence should be addressed.
Metals 2023, 13(12), 2021; https://doi.org/10.3390/met13122021
Submission received: 7 November 2023
/
Revised: 7 December 2023
/
Accepted: 15 December 2023
/
Published: 17 December 2023
(This article belongs to the Section Metal Failure Analysis)
Abstract
:This study explores pulsed Nd:YLF laser surface modification (LSM) effects on AISI 301LN stainless steel. Laser-treated surfaces underwent SEM characterization, revealing patterns and irregularities. Higher heat input surfaces showed significant microstructural changes, while lower heat input surfaces experienced less alteration. Increased laser spot overlap led to larger exposed areas and higher heat input, influencing groove width, depth, and surface roughness. Three-dimensional reconstructions illustrated the correlation between laser parameters and surface characteristics. XRD (X-ray diffraction analysis) and EBSD (Electron backscatter diffraction) analyses revealed a transformation from austenite to martensite, with an increase in the α’-martensite phase, particularly in patterns with high laser power, attributed to rapid cooling during laser modification. Grain size analysis indicated a 42% reduction post-treatment, enhancing the surface fraction of fine grains. Hardness measurements demonstrated an overall increase in laser-treated samples, linked to fine-grained microstructure formation, induced residual stresses, and the α’-martensitic phase.
1. Introduction
Metastable austenitic stainless steels (MASSs) refer to those stainless steels that contain moderated levels of austenite stabilizing elements, i.e., nickel, nitrogen, manganese, and carbon; therefore, austenite can transform to martensite during cold working, giving rise to the TRIP (transformation-induced plasticity) effect. Thanks to the TRIP effect, the work hardening and ductility of MASS can be improved by cold deformation, reaching a remarkable combination of high strength and ductility, together with corrosion resistance [1,2,3,4,5,6]. These steels find extensive use in various industries, including aerospace, automotive, and medical sectors, where they serve as structural components [7,8,9,10].
The mechanical properties of MASS are primarily influenced by microstructural parameters, such as the phase fraction and texture of each phase. Accordingly, extensive research has focused on understanding the fundamental mechanisms behind the transformation behavior of MASS and studying the effects of various microstructural parameters on mechanical properties [11,12,13]. These parameters can be controlled by adjusting the processing conditions during manufacturing, emphasizing the need to optimize manufacturing processes in order to achieve the desired properties [14].
Laser surface texturing (LST) is a process that involves the use of laser technology to modify the surface properties of a material [15]. This technique has gained considerable attention in recent years due to its potential for enhancing surface functionalities like wettability, adhesion, and friction [16,17,18,19]. LST involves the use of laser pulses to create micro- or nano-sized features on the material’s surface, resulting in alterations of its physical and chemical properties [20,21]. A notable advantage of LST lies in its ability to generate precise and controllable surface structures on a diverse range of materials, including metals, polymers, and ceramics [22,23]. This capability positions LST as a promising technique for numerous applications across industries such as biomedical, automotive, and aerospace sectors [24,25]. Notably, LST has demonstrated its efficacy in improving the tribological properties of various materials, including stainless steel [26,27,28]. In recent applications such as microelectronic systems, prominence has been gained by ultrafast laser welding. Overcoming the challenge of welding non-optical contact transparent materials, a multi-scan picosecond laser welding method for non-optical soda lime glass is introduced in this study. Optimal parameters for welding are revealed through systematic exploration of scanning speed, laser power, and focus position, achieving a welding strength of 6.5 MPa. This method is characterized by simplicity and provides a new technical solution for practical ultrafast laser welding applications [29]. Another study focuses on patterned superhydrophobic surfaces created through femtosecond laser microfabrication and immersion treatment. This method, exhibiting high-adhesion hydrophobic linear patterns, allows directional modulation of droplet motion. The width of the linear pattern controls the contact angles and adhesion force, providing controllable wettability. The presented approach has potential applications in microfluidic devices, parallel reactors, chemical micro-assays, and drug delivery systems [30]. The effects of laser surface texturing (LST) on AISI 301LN stainless steel are investigated comprehensively. Changes in microstructure, mechanical properties, and grain characteristics are explored. The initiation of strain-induced α’-martensite, grain refinement, and substantial hardness enhancements is observed with LST. A dynamic relationship between Schmid factor evolution and plastic deformation in the stainless-steel alloy is revealed. Significant increases in tensile and yield strength are noted, albeit with reductions in elongation to fracture and area reduction [31]. The surface hardening capability of a metastable austenitic transformation-induced plasticity (TRIP) stainless steel, specifically AISI 301LN, is explored through laser patterning. Investigating key parameters such as laser power, scanning speed, and focal length position, the study reveals that maximum surface hardening is achieved by increasing laser power and decreasing scanning speed. A regression equation correlates processing parameters with resulting surface integrity, emphasizing the influence of laser patterning on mechanical properties [32]. Dywel et al. have shown that LST using a pulsed Nd:YAG laser can significantly reduce the friction coefficient and wear rate in AISI 304 and 316 stainless steel [33]. Under boundary lubrication conditions, LST has also been found to enhance the tribological behavior of stainless steel, with scanning speed and laser power identified as key parameters [34,35,36]. Other studies have explored the effects of laser texturing on mechanical properties. In the case of fatigue performance, investigations focused on AISI 301LN stainless steel after LST revealed an enhancement in fatigue life [37,38]. Furthermore, it has been reported that the utilization of a pulsed laser has an influence on grain refinement and the creation of microscale dimples on the surface of the steel, leading to an increase in surface hardness [39,40,41,42]. Although the influence of laser surface texturing (LST) on tribological and mechanical properties has been extensively investigated [43,44], there is a scarcity of research specifically focusing on the phase transformations occurring in MASS when subjected to laser pulses. In prior research, the significance of surface roughness measurements has been emphasized, particularly in thin film fabrication and material surface treatment evaluations, focusing on the evaluation of accurate roughness measurement [45]. Another investigation addresses the compensation of differences in results from entire fracture surface topographies. Utilizing focus variation microscopy and confocal surface topography measurement techniques, roughness parameters are examined, highlighting the impact of measurement errors and presenting compensatory procedures [46]. Additionally, noise in laser scanner data has been explored concerning surface roughness quantification. Measures derived from laser scanner data are compared with manual measurements, emphasizing the influence of range measurement noise on fractal dimensions and roughness profiles. Experimental approaches involving wavelet decomposition and thresholding methods are introduced to mitigate noise effects, revealing that wavelet de-noising methods lead to more realistic estimates of laser profile roughness [47]. These diverse studies collectively contribute to the advancement of precise and reliable surface roughness measurements in various domains, particularly by confocal microscopy. While some previous studies have shown promising results in selecting the laser parameters to archive less surface roughness in some laboratory-scale applications [48,49], more research is needed to demonstrate practical applications of nanosecond laser surface texturing for real-world industrial applications of AISI 301LN.
In the quest for advancing the comprehension of materials science, the intricate effects of laser surface treatments on the microstructural and mechanical intricacies inherent to AISI 301LN stainless steel are sought to be unraveled by this research. Serving as the foundational step in this exploration, laser tracks are orchestrated on the steel surface. Subsequent to the laser treatment, a comprehensive characterization journey ensues, utilizing cutting-edge methodologies such as X-ray diffraction (XRD), electron backscatter diffraction (EBSD) analysis, and microhardness measurement. This systematic and meticulous examination aims not only to scrutinize the microstructural alterations induced by laser treatment but also to delve into the resulting mechanical transformations. Employing advanced analytical tools, nuanced insights are endeavored to be contributed that bridge existing knowledge gaps in the realm of laser surface treatment of metastable austenitic stainless steel (MASS). The intricate interplay between laser-induced modifications and the ensuing changes in microstructure and mechanical properties is held to be key in unlocking novel possibilities for enhancing the material characteristics of AISI 301LN stainless steel. Through this concerted effort, an elevation of understanding is sought, paving the way for innovative applications and advancements in laser surface treatment technology for MASS.
2. Experimental Procedure
2.1. Material and Sample Preparation
In this research, the material of interest was an annealed AISI 301LN stainless steel, which was provided by Outokumpu (Helsinki, Finland) as sheets of 1.5 mm in thickness skin-passed up to 15% of reduction. The chemical composition of the studied material is presented in Table 1.
The specimens utilized in this study had dimensions of 15 mm × 15 mm, with a sheet thickness of 1.5 mm. After laser surface treatment, the samples were cut transversally, mounted on conductive Bakelite resin, and the cross-section surfaces were subjected to grinding and polishing until a 3 µm surface finish was achieved. Subsequently, chemical polishing was performed using OPS (40 nm silica oxide colloidal suspension) to obtain a smooth and mirror-like surface on the samples.
2.2. Laser Processing and Parameters
LST was carried out using a Spectra-Physics Explorer One 349–120 nanosecond pulsed-beam Nd:YLF laser (Milpitas, CA, USA). To create patterns with horizontally parallel tracks, the WeldMARK software (V3) was employed. The study involved varying the laser power (W) and the scanning speed (mm/s) while maintaining a constant distance of 40 μm between tracks and a laser repetition rate of 1000 Hz. Throughout the surface laser treatment, the laser beam parameters remained fixed, including a laser power set at 100%, a pulse width of 2 μs, and a circular focus diameter of 192 μm. The nozzle-to-sample surface distance (stand-off distance) was set at 150 mm, with the focal plane situated 80 mm away from the surface (Figure 1).
The term “overlapping” in pulsed laser processing pertains to the extent to which consecutive laser pulses coincide on the specific area of the surface undergoing processing [50]. The value for this parameter can be determined using Equation (1) [51]:
where S, dcf, and F represent scanning speed, circular focus diameter, and laser repetition rate, respectively.
Figure 1.
Schematic illustration of the laser surface texturing using a linear scanning strategy leading to a defined laser spot overlap. Adapted with permission from [52] (Elsevier, 2019).
Figure 1.
Schematic illustration of the laser surface texturing using a linear scanning strategy leading to a defined laser spot overlap. Adapted with permission from [52] (Elsevier, 2019).
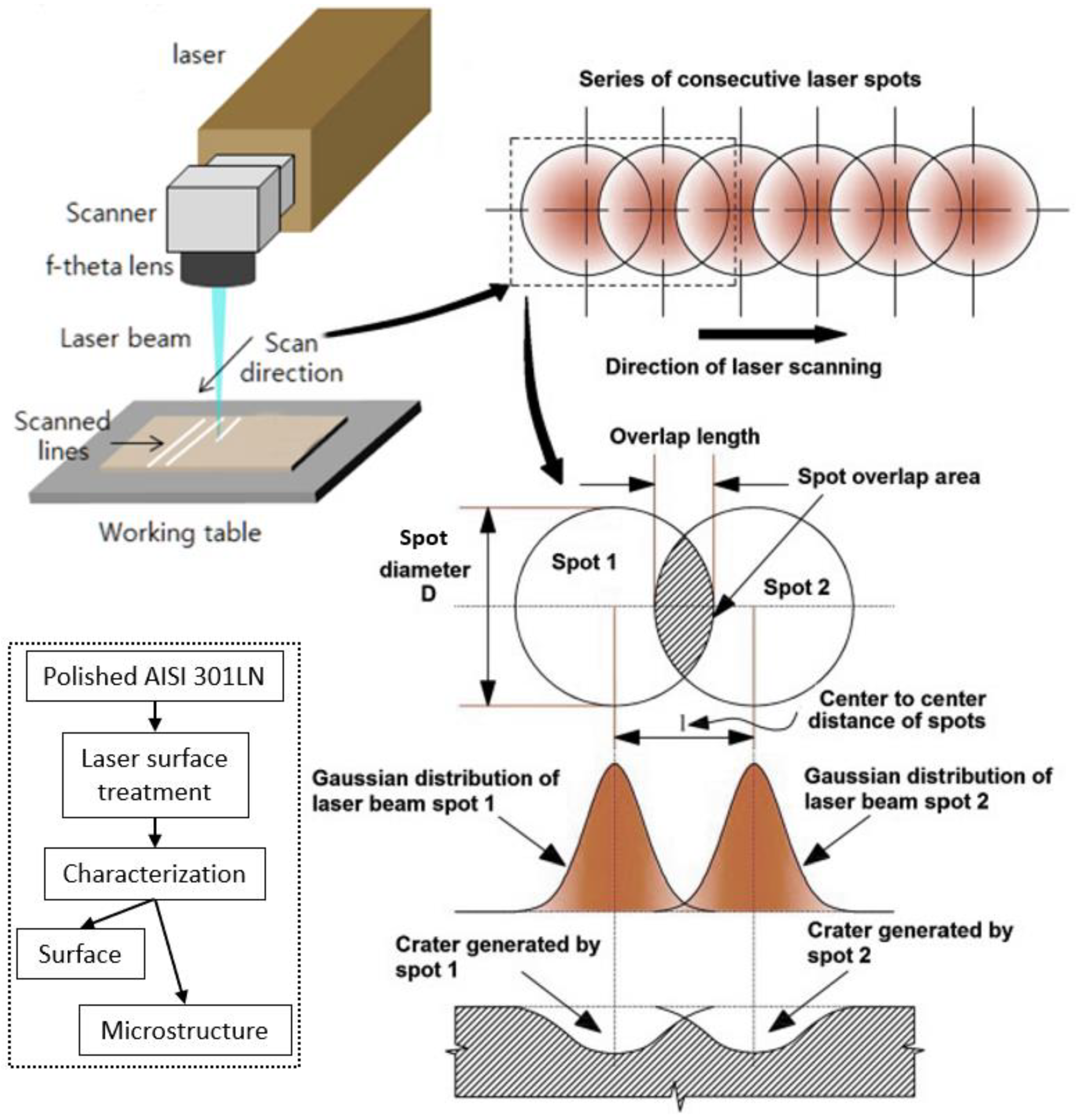
The heat input, which quantifies the energy transferred to the material, is determined by adjusting both the power of the laser beam and the scanning speed, according to the following calculation (Equation (2)):
where P is the power of the laser beam, S represents the scanning speed, and η stands for the efficiency of the pulsed laser (usually taken as η = 0.85) [53,54].
The laser power, scanning speed, pulse energy, and heat input were recorded for each pattern and are summarized in Table 2.
2.3. Microstructural Characterization
2.3.1. Optical and Scanning Electron Microscopy (SEM)
The Olympus LEXT OLS3000 (Tokyo, Japan) confocal microscope was used to evaluate the roughness of the surfaces subjected to LST. The post-laser analysis of the microstructure and substrates was carried out using the Neon40 Carl Zeiss SEM (Oberkochen, Germany). The identification of distinct phases, before and after laser texturing, was performed using the Jeol JSM IT800 SEM (Tokyo, Japan) equipped with an electron backscatter diffraction (EBSD) detector. The EBSD detector was situated at the 11 mm working distance from the interest surface, and the mapping step size was set to 0.2 µm. The area of interest under investigation measured 400 µm × 400 µm, and a beam current of 15 nA and a beam energy of 20 Kev with 70 degrees as the angle were used.
2.3.2. X-ray Diffraction (XRD)
In this study, X-ray diffraction (XRD) tests were conducted on both the as-received and laser-treated samples utilizing a Bruker D8 Advance diffractometer (Karlsruhe, Germany). The XRD analysis was performed on the cross-section below the treated surface. The measurements employed a step size of 0.02° (in 2θ) and a 2θ range spanning from 35° to 80°. Highscore Expert Plus v5.2.0 software, employing the Rietveld method, was utilized for the comprehensive analysis of all XRD patterns. To calculate the volume fraction of different phases, the Reference Intensity Ratio (RIR) method [55,56] was employed.
2.3.3. Vickers Hardness
The DuraScan G5 universal hardness tester unit from EMCO-TEST Prüfmaschinen GmbH, Kuchl, Austria, was employed for Vickers hardness assessments on the sample cross-sections. The chosen test load was 200 g, with a dwell time of 15 s for each test. A series of 10 indents was performed on the cross-section to ascertain the average Vickers hardness. The imprints were positioned approximately 100 μm below and parallel to the treated surface.
3. Results and Discussion
3.1. Surface Characterization
The surface morphology of the laser-treated surfaces obtained from four different laser patterns—labeled as (a), (b), (c), and (d)—were evaluated by analyzing the SEM images. This analysis aimed to assess the impact of laser parameters on surface morphology (Figure 2). Pattern (a) exhibits a distorted and irregular pattern of ridges and grooves, while pattern (b) demonstrates relatively smoother ridges and grooves and reduced laser spot overlap. Pattern (c) displays an irregular surface with wide grooves similar to pattern (a). Lastly, pattern (d) resembles pattern (b) in surface morphology, featuring narrower and shallower ridges.
Samples (a) and (c) have high heat input, resulting in a higher supply of thermal energy to the surface. Consequently, in these samples, significant alterations in the microstructure and surface properties of the steel were induced by the laser. Conversely, samples (b) and (d) correspond to low heat input, leading to less melting and material removal.
Increasing the laser spot overlap leads to a larger area being exposed to the laser beam, resulting in a direct relationship between heat input and laser spot overlap. The quantitative surface characteristics of each sample are presented in Table 3. By analyzing the SEM images shown in Figure 2 and referring to the information provided in Table 2 and Table 3, it is evident that heat input has a notable impact on various parameters of the laser tracks, including groove width and depth, irregularity of ridges, and laser spot overlap. These parameters, in turn, significantly influence the roughness of the laser-textured surfaces. Increased heat input tends to result in higher surface roughness due to the augmented melting and resolidification of the material. Figure 3 depicts the 3D reconstruction of the surface for the laser parameters in this study.
3.2. Microstructural Changes under the Surface
The application of laser on the steel surface induces changes in the microstructure, particularly in the case of 301LN steel where austenite tends to transform into martensite. The transformation from austenite to martensite is a crucial phenomenon in the LST of MASS 301LN, as it enhances the material’s hardness and then its wear resistance [57].
Considering the explanation above, the XRD patterns of the studied samples are presented in Figure 4. The XRD plot exhibits a shift in peak positions compared to the original steel, indicating the formation of new martensitic phases. Specifically, the peak corresponding to the austenite phase shifts to a lower angle, indicating an increase in lattice spacing. Additionally, the α’phase peak is observed at a higher 2θ angle than the peaks corresponding to the austenite (γ) phase.
The XRD analysis reveals that the peaks corresponding to the austenite phase are attributed to the crystallographic planes (111), (200), and (220). On the other hand, only one peak corresponding to the martensite phase is observed at 44.52°, belonging to the crystallographic plane (110). Additionally, changes in the XRD spectra, such as the broadening of the austenitic peaks, can be attributed to residual stresses and microstrains resulting from the laser surface texturing process [58].
The decrease in the intensity of the austenite phase peak following laser pattern application, in contrast to the as-received sample, underscores a significant alteration in the material’s composition. This transformation is further elucidated by the Reference Intensity Ratio (RIR) method, which provides a quantitative assessment of the laser-induced conversion of austenite to the martensite phase. Table 4 illustrates the outcomes of this analysis, portraying the distinct influence of laser surface modification on the phase composition. The RIR method, through its systematic evaluation, serves as a valuable tool in delineating the extent of the phase transformation induced by laser treatment. The observed decrease in austenite intensity, coupled with the RIR results, collectively affirms the efficacy of laser surface modification in instigating the transformation of the predominant austenitic phase into the desired martensitic phase. This nuanced understanding of phase changes contributes to the comprehensive characterization of the material’s response to laser-induced alterations, thereby enhancing the overall comprehension of the underlying structural modifications. The values in Table 4 indicate that laser surface modification can increase the mass content of martensite in MASS 301LN up to 18.44%. Increasing the laser power has a more significant effect on the amount of martensite formation due to the intense melting of the surface. However, the peak intensity of austenite may decrease with decreasing laser scanning speed due to the longer dwell time of the laser on each spot, resulting in a more complete transformation of austenite into martensite [59]. Hence, the optimal conditions for maximizing the martensite phase involve a reduction in laser speed coupled with an increase in laser power. This strategic adjustment facilitates the attainment of the highest proportion of martensitic transformation within the material, emphasizing the intricate interplay between laser parameters and the resultant phase evolution.
Despite the robust analyses conducted through X-ray diffraction (XRD), additional measures were undertaken to further enhance the completeness and validation of the results, particularly concerning the presence of the martensitic phase on the laser-treated surface. To address any lingering ambiguities, supplementary electron backscatter diffraction (EBSD) tests were performed. The incorporation of EBSD analyses serves as a complementary and reinforcing aspect to the XRD findings, providing a more comprehensive understanding of the subsurface microstructural changes induced by the laser treatment.
Figure 5 illustrates the results of the EBSD analysis performed on the studied samples, providing supplementary evidence that supports and validates the previously obtained findings from XRD analysis. In the as-received sample, the α’-martensite phase was primarily observed near the grain boundaries and in specific regions within the grains, mainly twins. However, in pattern (b), corresponding to one of the laser-modified samples, a higher proportion of the α’-martensite phase was observed throughout the entire microstructure, with a more uniform distribution within the grains, and even some of them appear almost totally transformed into martensite.
The notable elevation in the percentage of the α’-martensite phase within pattern (b) can be explicitly ascribed to the accelerated cooling rate and substantial thermal gradient encountered during the laser surface modification process. This phenomenon is indicative of the intricate interplay between laser parameters and resulting microstructural changes. As the laser beam swiftly heats and melts the material, the subsequent rapid cooling engenders conditions conducive to the preferential formation and propagation of the α’-martensite phase. The heightened cooling rate in pattern (b), a consequence of specific laser parameters, contributes to the observed increase in the proportion of the martensitic phase. This intricate relationship underscores the significance of fine-tuning laser parameters to achieve desired microstructural outcomes, offering valuable insights into the tailored control of phase transformations during laser surface modification. The identification of such key factors governing microstructural evolution is pivotal in advancing our understanding of laser–material interactions and optimizing the outcomes for diverse applications. [60,61]. The laser beam rapidly heats and melts the material, followed by an exceptionally rapid cooling rate. This rapid cooling process facilitates the formation of the α’-martensite phase, which is retained due to the absence of subsequent annealing processes. These findings highlight the effectiveness of laser surface modification in inducing the formation and uniform distribution of the α’-martensite phase within the MASS microstructure. The outcomes reveal the discernible presence of the martensitic phase, as indicated by the distinctive red coloration, in the EBSD images. Furthermore, a notable augmentation in the abundance of this phase is observed in the laser-treated cross-sectional image. Specifically, in the sample subjected to a laser power of 63.3 W and a scanning speed of 6 mm/s, there is an approximate 6% increment in the proportion of the martensitic phase.
Figure 5 visually presents important aspects of the microstructural analysis, highlighting the presence of the martensitic phase, the grain size distribution, and the surface fraction occupied by different grain size ranges in the investigated samples.
Figure 6A presents a histogram depicting the measured grain size distribution for pattern (b) using a fixed bin size of 1 μm. The histogram includes measurements for both phases within the same range of values and is based on data obtained from approximately 3000 grains. Analysis of the histogram data reveals that the grain size distribution can be categorized into two distinct ranges: fine grains—represented by the orange color, with sizes less than 6 µm—and coarse grains—represented by the light blue color, with sizes greater than 8 µm. It is important to note that similar measurements have been conducted for all the samples studied, although the specific results for each sample are not presented in this figure. Through the calculation of the average grain size subsequent to laser surface texturing in sample (b), in comparison to the as-received sample, a conspicuous reduction in grain size is evident, quantified at 41.6%.
Figure 6B provides a graphical representation of the surface fraction occupied by different grain size ranges across all the analyzed samples. It is well established that laser parameters such as power and scanning speed can be adjusted to control the grain size during laser surface treatment [62,63]. The results indicate that LST applied to MASS results in an increase in the surface fraction occupied by fine grains in the majority of the samples and therefore demonstrates the capability of laser treatments to promote grain refinement in the examined materials. The rapid solidification and subsequent cooling after laser pass facilitate the development of a refined grain structure because elevated cooling rates effectively hinder the growth of grains, leading to a reduction in grain size relative to the original microstructure [64,65]. As a result, LST enables the attainment of smaller grain sizes, which can have significant implications for material properties and performance [66,67].
The experimental findings provide compelling evidence that LST exerts a substantial influence on the phase content and grain size distribution within the samples under investigation.
3.3. Hardness
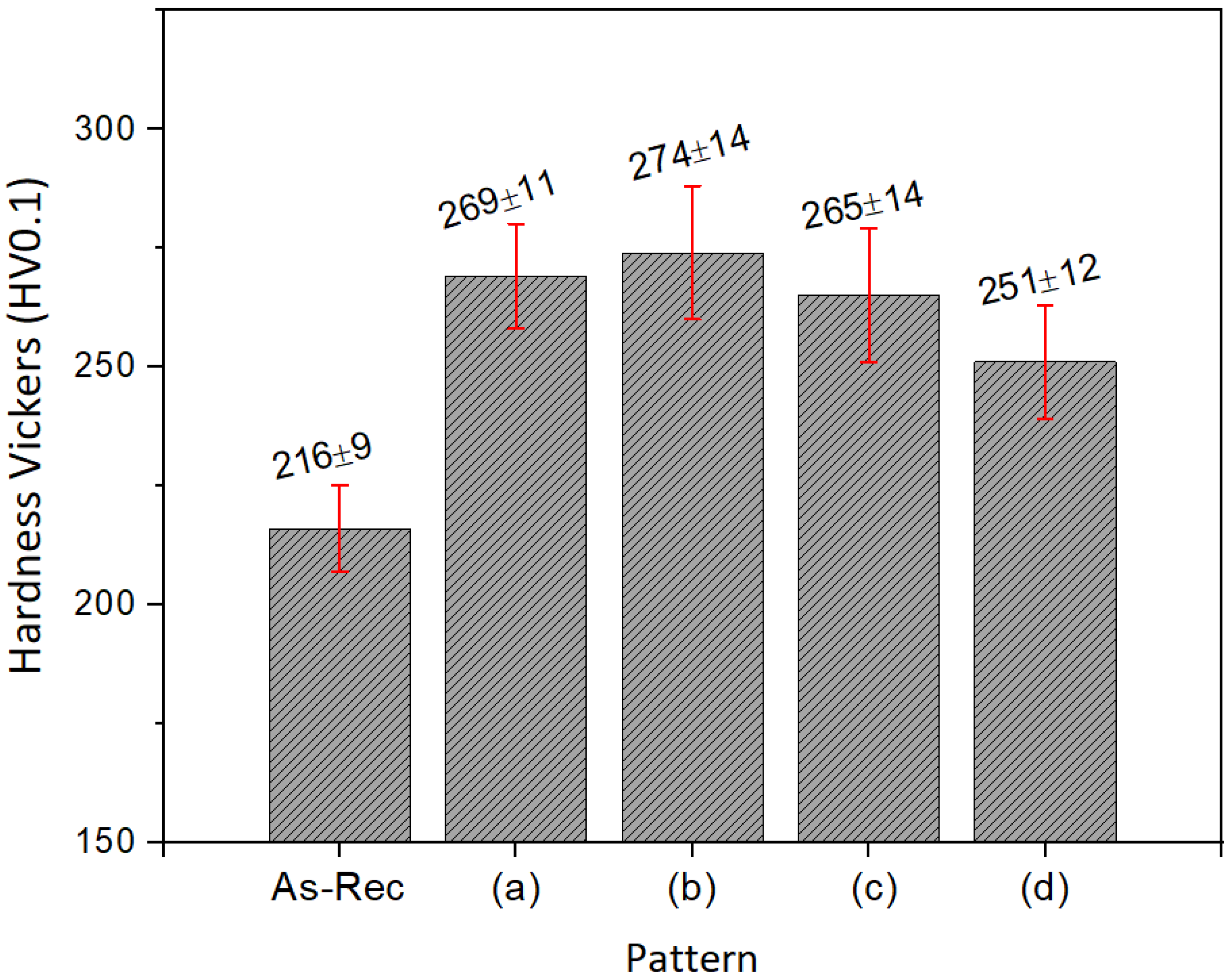
In Figure 7, the Vickers hardness values of the studied materials are compared to the hardness of the as-received sample. The measurements were performed by making 10 indents on the cross-sectional surface after laser treatment. The results indicate that the laser texturing process has a noticeable influence on the hardness of 301LN, with the laser-patterned samples exhibiting increased hardness compared to the as-received specimen.
There are several factors that contribute to the observed increase in surface microhardness. As mentioned in the previous section, the focused laser beam rapidly melts and solidifies the surface material, leading to the formation of a fine-grained microstructure. This microstructure contains a high density of dislocations and defects, which serves as obstacles to the movement of dislocations, thus enhancing the hardness. Additionally, laser texturing can induce residual stresses in the surface layer of the material. The presence of residual stresses can create additional obstacles to dislocation movement, thereby increasing the material’s hardness [64,67,68,69].
Furthermore, as mentioned in the previous section, the LST of austenitic stainless steels like AISI 301LN can result in the formation of the alpha prime (α’) martensitic phase. This phase has a higher hardness compared to the austenite, which ultimately leads to an overall increase in surface hardness [70,71,72,73].
Samples (a) and (b) of the laser-treated samples showed slightly higher hardness compared to samples (c) and (d), which can be attributed to a higher level of martensite formation in their microstructure due to the use of higher laser power. However, at the current scale of analysis, no significant difference was detected among all the laser-treated samples. To gain more accurate and detailed information about their mechanical properties, further investigation employing techniques such as nanoindentation mapping is necessary [74]. Upon the assessment of the average hardness within the subsurface cross-sectional area beneath the laser-treated surface of sample (b), juxtaposed with the as-received sample, a discernible enhancement in average hardness becomes manifest, registering a notable increment of 21.1%.
4. Conclusions
In this study, the effects of laser surface texturing on the microstructure and mechanical properties of an AISI 301LN steel, corresponding to the MASS type, were investigated using a nanosecond pulsed-beam Nd:YLF laser with varying laser power and scanning speed. The following key conclusions were drawn from the experimental findings:
- 1.
- The heat input from the laser significantly influences the parameters of the laser tracks and subsequently affects the roughness of the laser-textured surfaces. Higher heat input leads to increased surface roughness due to a greater amount of melted material and its subsequent resolidification.
- 2.
- The implementation of laser patterns on the surface dwells for a very short time. Accordingly, the melting and solidification take place rapidly, resulting in the formation of a fine-grained microstructure as compared with as-received samples.
- 3.
- The increase in hardness observed after laser surface texturing of 301LN steel can be attributed to the formation of a fine-grained microstructure with a high density of dislocations and defects and the formation of the α’-martensitic phase, which has a higher hardness than the austenitic phase.
5. Outlook
The outcomes of the investigation into the impact of laser surface texturing on AISI 301LN steel reveal several potential avenues for future research. While the study primarily focused on profile roughness parameters, such as Ra, a more in-depth exploration into areal parameters (e.g., Sa) is deemed warranted for a comprehensive understanding of tribo-functional characteristics in diverse tribological applications. Furthermore, a broader tribological analysis, encompassing wear resistance, frictional behavior, and lubrication properties, is seen as essential for a holistic assessment of the material’s performance. Future research endeavors are suggested to concentrate on the optimization of laser parameters, such as power, scanning speeds, and overlapping strategies, to achieve tailored material responses. The incorporation of a multi-technique analysis approach, integrating nanoindentation mapping, advanced microscopy, and spectroscopy methods, is recommended for a more detailed evaluation of mechanical and chemical properties. Addressing the limitations of the current study, refining methodologies, expanding sample sizes, and exploring alternative laser surface modification techniques are seen as key steps to enhance the comprehensiveness of future investigations. This outlook is intended to guide forthcoming research, building upon the foundational study and contributing to the ongoing advancement of knowledge in laser surface texturing and its applications in metastable austenitic stainless steels.
Author Contributions
Conceptualization, H.B.; Methodology, M.R. and H.B.; Software, M.R. and H.B.; Validation, H.B.; Formal analysis, M.R. and H.B.; Investigation, M.R. and H.B.; Data curation, M.R. and H.B.; Writing—original draft, M.R. and H.B.; Writing—review & editing, M.R. and A.M.; Visualization, M.R. and H.B.; Supervision, H.B. and A.M.; Project administration, A.M.; Funding acquisition, M.R. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the AGAUR Fellowship (FI-SDUR-2020) of the Generalitat de Catalunya. Author M. Rezayat has received research support from them.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to the data contain sensitive information about individuals, and making it publicly accessible could compromise their privacy.
Acknowledgments
The authors would like to express their special gratitude to the Outokumpu for supplying the stainless steel and the Agència de Gestió d’Ajuts Universitaris i de Recerca (AGAUR) del Departament de Recerca i Universitats de la Generalitat de Catalunya for recognizing the Microstructural Design and Advanced Manufacturing of Materials Group as a consolidated research group (number 2021SGR01053). M. Rezayat acknowledges the AGAUR (FI-SDUR-2020) of the Generalitat de Catalunya for its financial support. H. Besharatloo acknowledges Ministerio de Universidades for the Margarita Salas grant.
Conflicts of Interest
The authors have no relevant financial or non-financial interests to disclose.
Abbreviations
| MASS | Metastable austenitic stainless steels |
| TRIP | Transformation-induced plasticity |
| LST | Laser surface texturing |
| SEM | Scanning electron microscopy |
| EBSD | Electron backscatter diffraction |
| XRD | X-ray diffraction |
| RIR | Reference Intensity Ratio |
| AISI | American Iron and Steel Institute |
| μm | Micrometer |
| W | Watt |
| Hz | Hertz |
| μs | Microsecond |
| °C | Degrees Celsius |
| OPS | Silica oxide colloidal suspension |
| Nd:YLF | Neodymium-doped Yttrium Lithium Fluoride |
References
- Wu, Z.; Huang, Y. Characterization of a Metastable Austenitic Stainless Steel with Severe Plastic Distortions. Procedia Eng. 2015, 99, 1323–1329. [Google Scholar] [CrossRef]
- Schneider, M.; Liewald, M. Characterization of the Austenitic Stability of Metastable Austenitic Stainless Steel with Regard to Its Formability. In AIP Conference Proceedings; AIP Publishing: College Park, MD, USA, 2018. [Google Scholar] [CrossRef]
- Panov, D.; Pertsev, A.; Smirnov, A.; Khotinov, V.; Simonov, Y. Metastable Austenitic Steel Structure and Mechanical Properties Evolution in the Process of Cold Radial Forging. Materials 2019, 12, 2058. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Martín, D.S.; Wang, J.; Wang, C.; Xu, W. A Review of the Thermal Stability of Metastable Austenite in Steels: Martensite Formation. J. Mater. Sci. Technol. 2021, 91, 200–214. [Google Scholar] [CrossRef]
- Huang, M.; Wang, L.; Yuan, S.; Wang, J.; Wang, C.; Mogucheva, A.; Xu, W. Scale-up Fabrication of Gradient AGS in Austenitic Stainless Steels Achieves a Simultaneous Increase in Strength and Toughness. Mater. Sci. Eng. A 2022, 853, 143763. [Google Scholar] [CrossRef]
- Rezayat, M.; Karamimoghadam, M.; Moradi, M.; Casalino, G.; Roa Rovira, J.J.; Mateo, A. Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals 2023, 13, 1268. [Google Scholar] [CrossRef]
- Kim, Y.H.; Kim, K.Y.; Lee, Y.D. Nitrogen-Alloyed, Metastable Austenitic Stainless Steel for Automotive Structural Applications. Mater. Manuf. Process. 2004, 19, 51–59. [Google Scholar] [CrossRef]
- Smaga, M.; Boemke, A.; Daniel, T.; Skorupski, R.; Sorich, A.; Beck, T. Fatigue Behavior of Metastable Austenitic Stainless Steels in LCF, HCF and VHCF Regimes at Ambient and Elevated Temperatures. Metals 2019, 9, 704. [Google Scholar] [CrossRef]
- Fang, R.; Deng, N.; Zhang, H.; Wang, G.; Su, Y.; Zhou, H.; Gao, K.; Gu, L. Effect of Selective Laser Melting Process Parameters on the Microstructure and Properties of a Precipitation Hardening Stainless Steel. Mater. Des. 2021, 212, 110265. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Wei, S.; Ni, X.; Zhang, L.; Li, R.; Wang, L.; Man, C.; Li, X. About Metastable Cellular Structure in Additively Manufactured Austenitic Stainless Steels. Addit. Manuf. 2021, 38, 101804. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M. Grain Refinement Strengthening of a Micro-Crystalline High Nitrogen Austenitic Stainless Steel. Mater. Lett. 2003, 57, 1830–1834. [Google Scholar] [CrossRef]
- Roa, J.J.; Fargas, G.; Jiménez-Piqué, E.; Mateo, A. Deformation Mechanisms Induced under High Cycle Fatigue Tests in a Metastable Austenitic Stainless Steel. Mater. Sci. Eng. A 2014, 597, 232–236. [Google Scholar] [CrossRef]
- Sapezanskaia, I.; Roa, J.J.; Fargas, G.; Turon-Viñas, M.; Trifonov, T.; Kouitat Njiwa, R.; Redjaïmia, A.; Mateo, A. Deformation Mechanisms Induced by Nanoindentation Tests on a Metastable Austenitic Stainless Steel: A FIB/SIM Investigation. Mater. Charact. 2017, 131, 253–260. [Google Scholar] [CrossRef]
- Sun, S.C.; Mu, J.W.; Jiang, Z.H.; Ji, C.T.; Lian, J.S.; Jiang, Q. Effect of Cold Rolling on Tensile Properties and Microstructure of High Nitrogen Alloyed Austenitic Steel. Mater. Sci. Technol. 2013, 30, 146–151. [Google Scholar] [CrossRef]
- Rezayat, M.; Moradi, M.; Mateo, A. Nanosecond Pulsed Laser Surface Processing of AISI 301LN Steel: Effect on Surface Topography and Mechanical Properties. Int. J. Adv. Manuf. Technol. 2023, 128, 3025–3040. [Google Scholar] [CrossRef]
- Wahab, J.A.; Ghazali, M.J.; Yusoff, W.M.W.; Sajuri, Z. Enhancing Material Performance through Laser Surface Texturing: A Review. Trans. IMF 2016, 94, 193–198. [Google Scholar] [CrossRef]
- Yuan, S.; Lin, N.; Zou, J.; Liu, Z.; Wang, Z.; Tian, L.; Qin, L.; Zhang, H.; Wang, Z.; Tang, B.; et al. Effect of Laser Surface Texturing (LST) on Tribological Behavior of Double Glow Plasma Surface Zirconizing Coating on Ti6Al4V Alloy. Surf. Coat. Technol. 2019, 368, 97–109. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser Surface Texturing and Related Techniques for Enhancing Tribological Performance of Engineering Materials: A Review. J. Manuf. Process 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Shivakoti, I.; Kibria, G.; Cep, R.; Pradhan, B.B.; Sharma, A. Laser Surface Texturing for Biomedical Applications: A Review. Coatings 2021, 11, 124. [Google Scholar] [CrossRef]
- Obilor, A.F.; Pacella, M.; Wilson, A.; Silberschmidt, V. V Micro-Texturing of Polymer Surfaces Using Lasers: A Review. Int. J. Adv. Manuf. Technol. 2022, 120, 103–135. [Google Scholar] [CrossRef]
- Rezayat, M.; Aboutorabi Sani, A.; Talafi Noghani, M.; Saghafi Yazdi, M.; Taheri, M.; Moghanian, A.; Mohammadi, M.A.; Moradi, M.; Mateo, A.; Besharatloo, H. Effect of Lateral Laser-Cladding Process on the Corrosion Performance of Inconel 625. Metals 2023, 13, 367. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive Manufacturing of Advanced Ceramic Materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- du Plessis, A.; Razavi, S.M.J.; Benedetti, M.; Murchio, S.; Leary, M.; Watson, M.; Bhate, D.; Berto, F. Properties and Applications of Additively Manufactured Metallic Cellular Materials: A Review. Prog. Mater. Sci. 2022, 125, 100918. [Google Scholar] [CrossRef]
- Shamsul Baharin, A.F.; Ghazali, M.J.; Wahab, J.A. Laser Surface Texturing and Its Contribution to Friction and Wear Reduction: A Brief Review. Ind. Lubr. Tribol. 2016, 68, 57–66. [Google Scholar] [CrossRef]
- Kumar, V.; Verma, R.; Kango, S.; Sharma, V.S. Recent Progresses and Applications in Laser-Based Surface Texturing Systems. Mater. Today Commun. 2021, 26, 101736. [Google Scholar] [CrossRef]
- Kümmel, D.; Hamann-Schroer, M.; Hetzner, H.; Schneider, J. Tribological Behavior of Nanosecond-Laser Surface Textured Ti6Al4V. Wear 2019, 422–423, 261–268. [Google Scholar] [CrossRef]
- Li, S.; Chen, H.; Luo, T.; Xiao, G.; Yi, M.; Chen, Z.; Zhang, J.; Xu, C. Tribological Properties of Laser Surface Texturing Modified GCr15 Steel under Graphene/5CB Lubrication. J. Mater. Res. Technol. 2022, 18, 3598–3611. [Google Scholar] [CrossRef]
- Soltani-Kordshuli, F.; Miller, C.; Harris, N.; Zou, M. Laser Surface Texturing of Both Thin Polytetrafluoroethylene Coatings and Stainless Steel Substrates for Improving Tribological Properties. Polym. Test. 2023, 117, 107852. [Google Scholar] [CrossRef]
- Jia, X.; Li, K.; Li, Z.; Wang, C.; Chen, J.; Cui, S. Multi-Scan Picosecond Laser Welding of Non-Optical Contact Soda Lime Glass. Opt. Laser Technol. 2023, 161, 109164. [Google Scholar] [CrossRef]
- Wang, C.; Ding, K.; Song, Y.; Jia, X.; Lin, N.; Duan, J. Femtosecond Laser Patterned Superhydrophobic Surface with Anisotropic Sliding for Droplet Manipulation. Opt. Laser Technol. 2024, 168, 109829. [Google Scholar] [CrossRef]
- Rezayat, M.; Roa, J.J.; Mateo, A. Effect of Laser Surface Texturing on Schmid Factor and Plastic Deformation Mechanisms on AISI 301LN Steel. Metals 2023, 13, 1789. [Google Scholar] [CrossRef]
- Rezayat, M.; Mateo, A.; Roa, J.J. Exploring the Effects of Laser Surface Modification on AISI 301LN Steel: A Micro-Mechanical Study. J. Manuf. Mater. Process. 2023, 7, 191. [Google Scholar] [CrossRef]
- Dywel, P.; Szczesny, R.; Domanowski, P.; Skowronski, L. Structural and Micromechanical Properties of Nd:YAG Laser Marking Stainless Steel (AISI 304 and AISI 316). Materials 2020, 13, 2168. [Google Scholar] [CrossRef] [PubMed]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The Effect of Laser Texturing of Steel Surfaces and Speed-Load Parameters on the Transition of Lubrication Regime from Boundary to Hydrodynamic. Tribol. Trans. 2004, 47, 299–307. [Google Scholar] [CrossRef]
- Etsion, I. State of the Art in Laser Surface Texturing. J. Tribol. 2005, 127, 248. [Google Scholar] [CrossRef]
- Shi, X.; Huang, Z.; Laakso, M.J.; Niklaus, F.; Sliz, R.; Fabritius, T.; Somani, M.; Nyo, T.; Wang, X.; Zhang, M.; et al. Quantitative Assessment of Structural and Compositional Colors Induced by Femtosecond Laser: A Case Study on 301LN Stainless Steel Surface. Appl. Surf. Sci. 2019, 484, 655–662. [Google Scholar] [CrossRef]
- Rezayat, M.; Rovira, J.J.R.; García, A.M. Phase Transformation and Residual Stresses after Laser Surface Modification of Metastable Austenitic Stainless Steel. In AIP Conference Proceedings; AIP Publishing: College Park, MD, USA, 2023; p. 020005. [Google Scholar]
- Rezayat, M.; Morales, M.; Moradi, M.; Mateo, A. Laser Wobbling Surface Texturing of AISI 301LN Steel for Enhancement of the Corrosion Resistance at High Temperature. Opt. Laser Technol. 2024, 171, 110375. [Google Scholar] [CrossRef]
- Amanov, A.; Watabe, T.; Sasaki, S. The Influence of Micro-Scale Dimples and Nano-Sized Grains on the Fretting Characteristics Generated by Laser Pulses. J. Nanosci. Nanotechnol. 2013, 13, 8176–8183. [Google Scholar] [CrossRef]
- Costil, S.; Lamraoui, A.; Langlade, C.; Heintz, O.; Oltra, R. Surface Modifications Induced by Pulsed-Laser Texturing—Influence of Laser Impact on the Surface Properties. Appl. Surf. Sci. 2014, 288, 542–549. [Google Scholar] [CrossRef]
- Pfefferkorn, F.E.; Morrow, J.D. Controlling Surface Topography Using Pulsed Laser Micro Structuring. CIRP Ann. 2017, 66, 241–244. [Google Scholar] [CrossRef]
- Mustafa, H.; Mezera, M.; Matthews, D.T.A.; Römer, G.R.B.E. Effect of Surface Roughness on the Ultrashort Pulsed Laser Ablation Fluence Threshold of Zinc and Steel. Appl. Surf. Sci. 2019, 488, 10–21. [Google Scholar] [CrossRef]
- Putignano, C.; Parente, G.; Profito, F.J.; Gaudiuso, C.; Ancona, A.; Carbone, G. Laser Microtextured Surfaces for Friction Reduction: Does the Pattern Matter? Materials 2020, 13, 4915. [Google Scholar] [CrossRef] [PubMed]
- Salguero, J.; Sol, I.D.; Dominguez, G.; Batista, M.; Vazquez-Martinez, J.M. Tribological Wear Effects of Laser Texture Design on AISI 630 Stainless Steel under Lubricated Conditions. Metals 2022, 12, 543. [Google Scholar] [CrossRef]
- Misumi, I.; Naoi, K.; Sugawara, K.; Gonda, S. Profile Surface Roughness Measurement Using Metrological Atomic Force Microscope and Uncertainty Evaluation. Measurement 2015, 73, 295–303. [Google Scholar] [CrossRef]
- Podulka, P.; Macek, W.; Rozumek, D.; Żak, K.; Branco, R. Topography Measurement Methods Evaluation for Entire Bending-Fatigued Fracture Surfaces of Specimens Obtained by Explosive Welding. Measurement 2024, 224, 113853. [Google Scholar] [CrossRef]
- Khoshelham, K.; Altundag, D.; Ngan-Tillard, D.; Menenti, M. Influence of Range Measurement Noise on Roughness Characterization of Rock Surfaces Using Terrestrial Laser Scanning. Int. J. Rock. Mech. Min. Sci. 2011, 48, 1215–1223. [Google Scholar] [CrossRef]
- Boidi, G.; Grützmacher, P.G.; Kadiric, A.; Profito, F.J.; Machado, I.F.; Gachot, C.; Dini, D. Fast Laser Surface Texturing of Spherical Samples to Improve the Frictional Performance of Elasto-Hydrodynamic Lubricated Contacts. Friction 2021, 9, 1227–1241. [Google Scholar] [CrossRef]
- Cunha, Â.; Bartolomeu, F.; Silva, F.; Trindade, B.; Carvalho, Ó. Influence of Laser Parameters on the Texturing of 420 Stainless Steel. Materials 2022, 15, 8979. [Google Scholar] [CrossRef]
- Dahotre, N.B.; Paital, S.R.; Samant, A.N.; Daniel, C. Wetting Behaviour of Laser Synthetic Surface Microtextures on Ti–6Al–4V for Bioapplication. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2010, 368, 1863–1889. [Google Scholar] [CrossRef]
- Hussain, A.; Lee, H.-L.; Moon, Y.-J.; Hwang, J.Y.; Moon, S. Effect of Pulse Overlapping on Temperature Field and Physical Characteristics in Pulsed Laser Sintering of Inkjet-Printed Silver Nanoparticles. Int. J. Heat. Mass. Transf. 2023, 202, 123678. [Google Scholar] [CrossRef]
- Shivakoti, I.; Kibria, G.; Pradhan, B.B. Predictive Model and Parametric Analysis of Laser Marking Process on Gallium Nitride Material Using Diode Pumped Nd:YAG Laser. Opt. Laser Technol. 2019, 115, 58–70. [Google Scholar] [CrossRef]
- Min, D.; Shen, J.; Lai, S.; Chen, J.; Xu, N.; Liu, H. Effects of Heat Input on the Low Power Nd:YAG Pulse Laser Conduction Weldability of Magnesium Alloy AZ61. Opt. Lasers Eng. 2011, 49, 89–96. [Google Scholar] [CrossRef]
- Finger, J.; Bornschlegel, B.; Reininghaus, M.; Dohrn, A.; Nießen, M.; Gillner, A.; Poprawe, R. Heat Input and Accumulation for Ultrashort Pulse Processing with High Average Power. Adv. Opt. Technol. 2018, 7, 145–155. [Google Scholar] [CrossRef]
- Hubbard, C.R.; Snyder, R.L. RIR—Measurement and Use in Quantitative XRD. Powder Diffr. 1988, 3, 74–77. [Google Scholar] [CrossRef]
- Fawcett, T.G.; Kabekkodu, S.N.; Blanton, J.R.; Blanton, T.N. Chemical Analysis by Diffraction: The Powder Diffraction FileTM. Powder Diffr. 2017, 32, 63–71. [Google Scholar] [CrossRef]
- Fargas, G.; Roa, J.J.; Mateo, A. Influence of Pre-Existing Martensite on the Wear Resistance of Metastable Austenitic Stainless Steels. Wear 2016, 364–365, 40–47. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Naghizadeh, M.; Mirzadeh, H. Deformation-Induced Martensite in Austenitic Stainless Steels: A Review. Arch. Civ. Mech. Eng. 2020, 20, 124. [Google Scholar] [CrossRef]
- Larimian, T.; AlMangour, B.; Grzesiak, D.; Walunj, G.; Borkar, T. Effect of Laser Spot Size, Scanning Strategy, Scanning Speed, and Laser Power on Microstructure and Mechanical Behavior of 316L Stainless Steel Fabricated via Selective Laser Melting. J. Mater. Eng. Perform. 2021, 31, 2205–2224. [Google Scholar] [CrossRef]
- Al-Sayed, S.R.; Hussein, A.A.; Nofal, A.A.; Hassab Elnaby, S.I.; Elgazzar, H. Characterization of a Laser Surface-Treated Martensitic Stainless Steel. Materials 2017, 10, 595. [Google Scholar] [CrossRef]
- Richter, J.; Bartzsch, G.; Scherbring, S.; Bolender, A.; Vollmer, M.; Mola, J.; Volkova, O.; Niendorf, T. Metastable CrMnNi Steels Processed by Laser Powder Bed Fusion: Experimental Assessment of Elementary Mechanisms Contributing to Microstructure, Properties and Residual Stress. Sci. Rep. 2022, 12, 21862. [Google Scholar] [CrossRef]
- Chai, L.; Chen, B.; Wang, S.; Guo, N.; Huang, C.; Zhou, Z.; Huang, W. Microstructural Changes of Zr702 Induced by Pulsed Laser Surface Treatment. Appl. Surf. Sci. 2016, 364, 61–68. [Google Scholar] [CrossRef]
- Jafar, S.; Kadhim, M.; Faayadh, S. Effect of Laser Surface Melting on Chromium Carbide of 304 Stainless Steels. Eng. Technol. J. 2018, 36, 344–349. [Google Scholar] [CrossRef]
- Patel, M.N.; Qiu, D.; Wang, G.; Gibson, M.A.; Prasad, A.; StJohn, D.H.; Easton, M.A. Understanding the Refinement of Grains in Laser Surface Remelted Al–Cu Alloys. Scr. Mater. 2020, 178, 447–451. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Popescu, A.C.; Oane, M.; Chioibasu, D.; Popescu-Pelin, G.; Ristoscu, C.; Mihailescu, I.N. Grain Refinement and Mechanical Properties for AISI304 Stainless Steel Single-Tracks by Laser Melting Deposition: Mathematical Modelling versus Experimental Results. Results Phys. 2021, 22, 103880. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, M.; Zhang, T.; Xie, J.; Wei, K.; Wang, S.; Yin, L.; He, P. Grain Refinement and Mechanical Properties Improvement of Inconel 625 Alloy Fabricated by Ultrasonic-Assisted Wire and Arc Additive Manufacturing. J. Alloys Compd. 2022, 910, 164957. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Pavlov, M.; Smurov, I. Residual Stresses at Laser Surface Remelting and Additive Manufacturing. Phys. Procedia 2011, 12, 248–254. [Google Scholar] [CrossRef]
- Zhidkov, M.V.; Smirnov, N.A.; Chen, J.; Kudryashov, S.I.; Goncharov, I.Y. Residual Stresses in Ti6Al4V Alloy after Surface Texturing by Femtosecond Laser Pulses. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 862, p. 022060. [Google Scholar] [CrossRef]
- Jia, Z.; Ye, T.; Ma, J.; Cao, X.; Liu, W.; Yu, W.; Gao, J. Effect of Process Parameters on the Hardness of Laser Surface Textured 5A06 Aluminum Alloy. J. Mater. Eng. Perform. 2021, 30, 5858–5867. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Karjalainen, P.; Hietala, M. Enhancing Mechanical Properties and Formability of AISI 301LN Stainless Steel Sheet by Local Laser Heat Treatment. Key Eng. Mater. 2013, 554–557, 885–892. [Google Scholar] [CrossRef]
- Liu, J.; Chen, C.; Feng, Q.; Fang, X.; Wang, H.; Liu, F.; Lu, J.; Raabe, D. Dislocation Activities at the Martensite Phase Transformation Interface in Metastable Austenitic Stainless Steel: An in-Situ TEM Study. Mater. Sci. Eng. A 2017, 703, 236–243. [Google Scholar] [CrossRef]
- Luo, C.; Zeng, W.; Sun, J.; Yuan, H. Plasticity Modeling for a Metastable Austenitic Stainless Steel with Strain-Induced Martensitic Transformation under Cyclic Loading Conditions. Mater. Sci. Eng. A 2020, 775, 138961. [Google Scholar] [CrossRef]
- Besharatloo, H.; Carpio, M.; Cabrera, J.-M.; Mateo, A.M.; Fargas, G.; Wheeler, J.M.; Roa, J.J.; Llanes, L. Novel Mechanical Characterization of Austenite and Ferrite Phases within Duplex Stainless Steel. Metals 2020, 10, 1352. [Google Scholar] [CrossRef]
- Besharatloo, H.; Wheeler, J.M. Influence of Indentation Size and Spacing on Statistical Phase Analysis via High-Speed Nanoindentation Mapping of Metal Alloys. J. Mater. Res. 2021, 36, 2198–2212. [Google Scholar] [CrossRef]
Figure 2.
Textured MASS 301LN surfaces with varied laser power and scanning speed in a matrix of SEM images. The samples (a–d) as listed in Table 2 are designated with the corresponding SEM labels (a–d), and additional information regarding the as-received sample is provided for the purpose of comparison in Table 3.
Figure 2.
Textured MASS 301LN surfaces with varied laser power and scanning speed in a matrix of SEM images. The samples (a–d) as listed in Table 2 are designated with the corresponding SEM labels (a–d), and additional information regarding the as-received sample is provided for the purpose of comparison in Table 3.
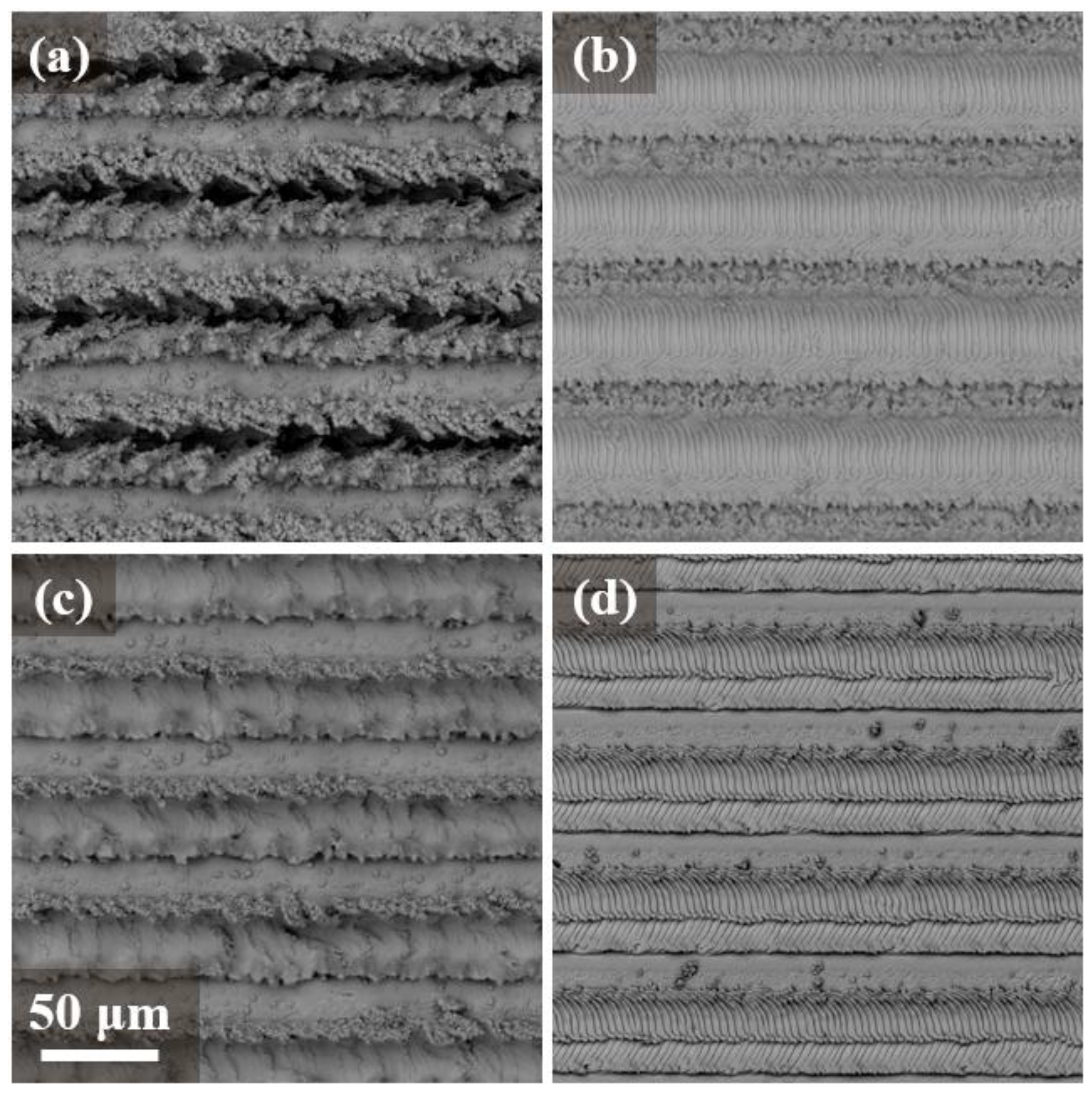
Figure 3.
MASS 301LN surfaces were subjected to laser texturing with varying laser power and scanning speed, and these surfaces were imaged and reconstructed in 3D using confocal microscopy. The samples (a–d) outlined in Table 2 are identified with corresponding labels (a–d) in the optical images, while additional information about surface roughness concerning the as-received sample is included for comparative purposes in Table 3. For more details, only one laser track (groove) was applied on the surface.
Figure 3.
MASS 301LN surfaces were subjected to laser texturing with varying laser power and scanning speed, and these surfaces were imaged and reconstructed in 3D using confocal microscopy. The samples (a–d) outlined in Table 2 are identified with corresponding labels (a–d) in the optical images, while additional information about surface roughness concerning the as-received sample is included for comparative purposes in Table 3. For more details, only one laser track (groove) was applied on the surface.

Figure 4.
XRD diagram for all samples with phases indicated.
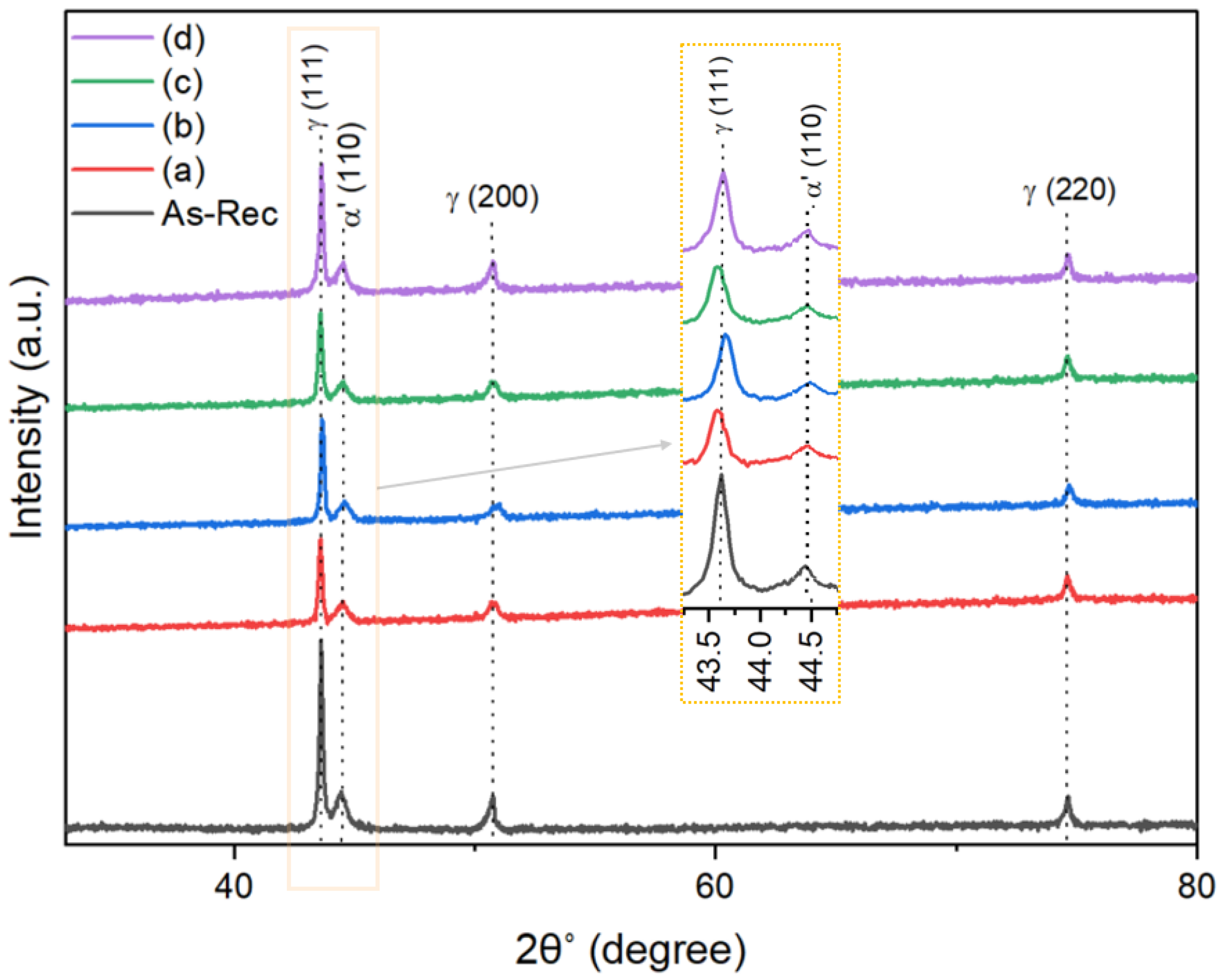
Figure 5.
Phase detection by SEM at the top and EBSD at the bottom for (a) as-received sample and (b) pattern b (laser power 63.3 W and scanning speed 6 mm/s).
Figure 5.
Phase detection by SEM at the top and EBSD at the bottom for (a) as-received sample and (b) pattern b (laser power 63.3 W and scanning speed 6 mm/s).
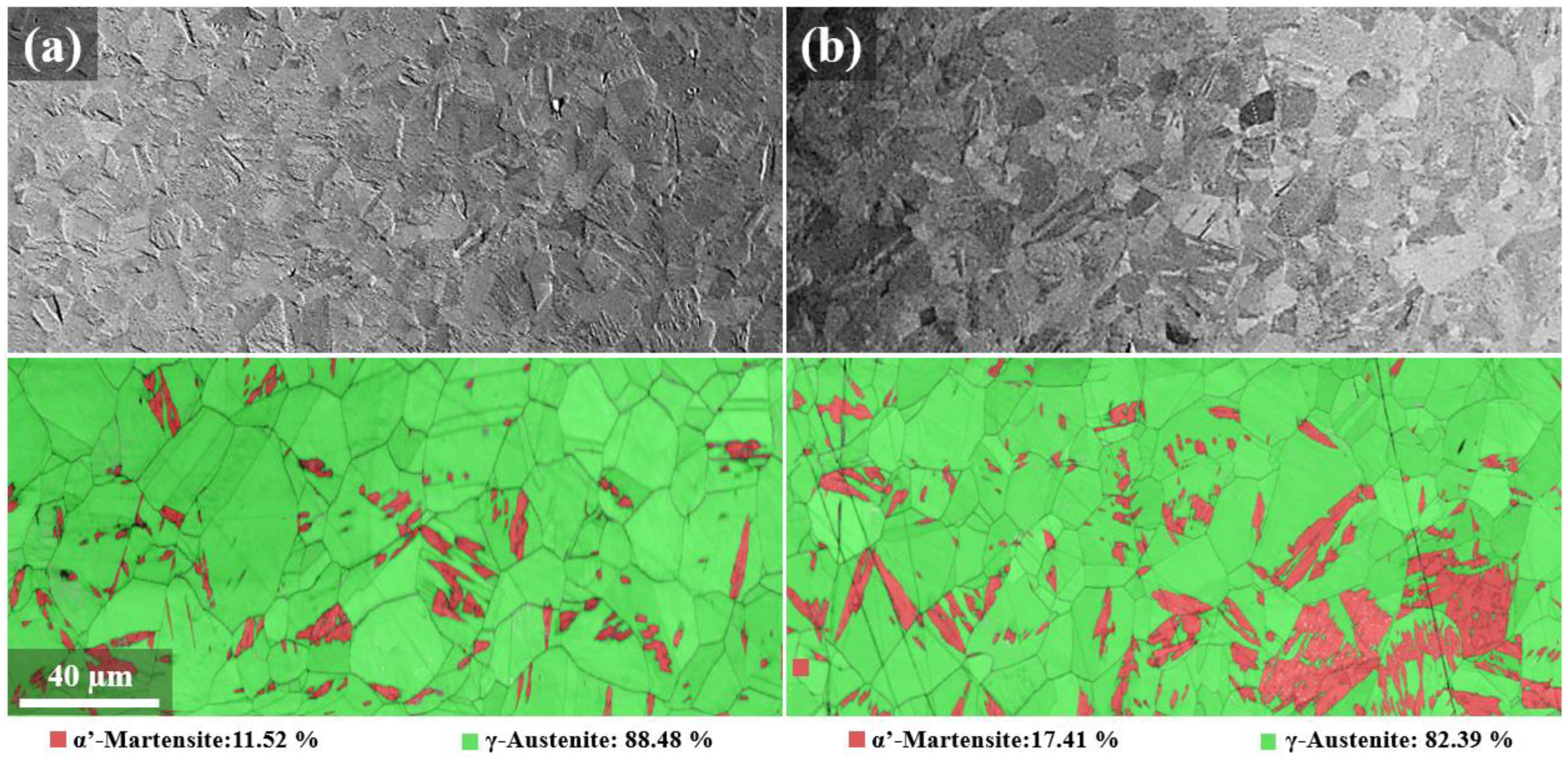
Figure 6.
(A) A histogram of grain size for pattern b was constructed with a bin size of 1 μm, based on at least 3000 counted grains. (B) The surface fraction occupied by different grain size ranges of each phase was calculated for all the samples studied.
Figure 6.
(A) A histogram of grain size for pattern b was constructed with a bin size of 1 μm, based on at least 3000 counted grains. (B) The surface fraction occupied by different grain size ranges of each phase was calculated for all the samples studied.
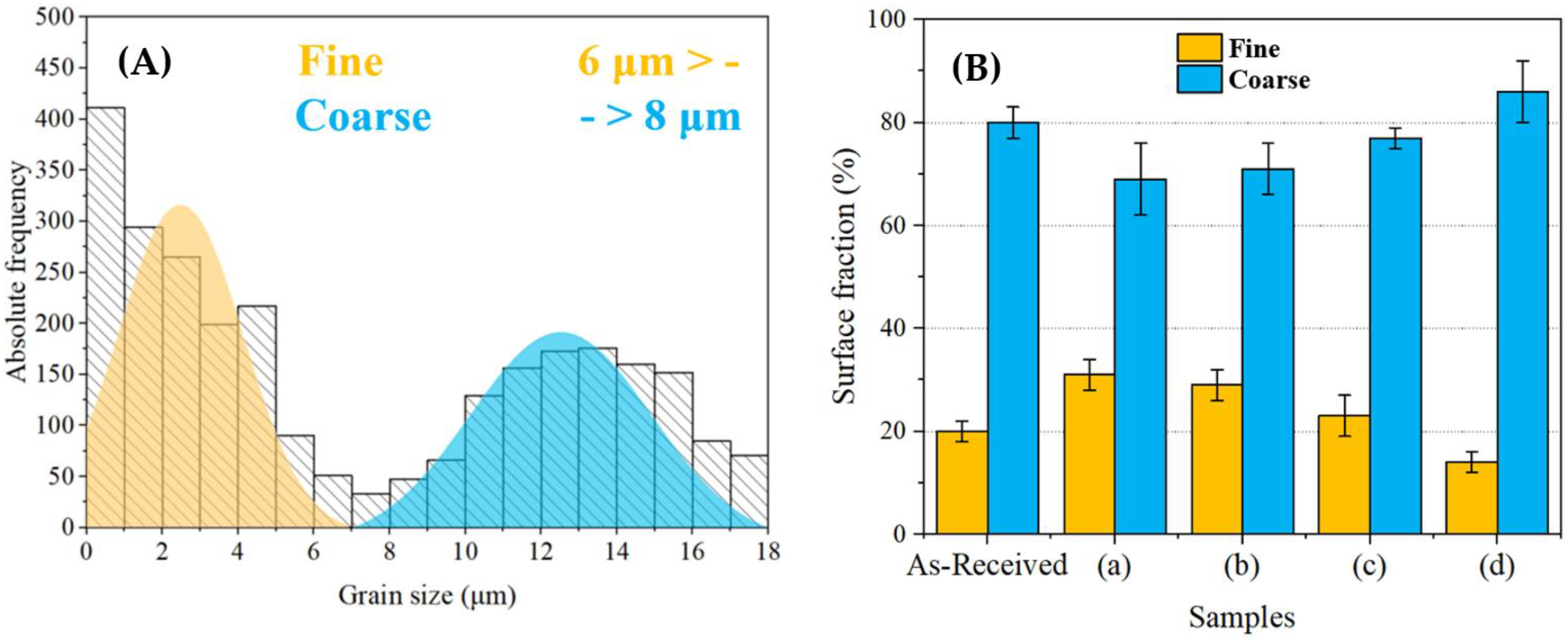
Figure 7.
Vickers microhardness of the cross-section of all samples.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of the AISI 301LN.
| Elements | Cr | Ni | Mn | Si | N | Mo | C | Fe |
|---|---|---|---|---|---|---|---|---|
| Wt% | 17.6 | 6.50 | 1.13 | 0.42 | 0.17 | 0.04 | 0.02 | Bal. |
Table 2.
Laser patterns conditions.
| Pattern | Laser Power (W) | Scanning Speed (mm/s) | Pulse Energy (µJ) | Heat Input (J/mm2) | Laser Spot Overlap (%) |
|---|---|---|---|---|---|
| a | 63.3 | 1.2 | 126.6 | 44.8 | 93 |
| b | 63.3 | 6 | 126.6 | 8.9 | 68 |
| c | 53.6 | 1.2 | 107.2 | 37.9 | 93 |
| d | 53.6 | 6 | 107.2 | 7.5 | 68 |
Table 3.
Surface roughness for the sample obtained via confocal microscopy.
| Pattern | Ra (μm) | Width of Laser Track (μm) | Depth of Laser Track (μm) |
|---|---|---|---|
| As-received | 0.59 ± 0.17 | - | - |
| (a) | 1.92 ± 0.07 | 66.21 ± 1.12 | 29.67 ± 1.37 |
| (b) | 0.99 ± 0.12 | 61.22 ± 1.34 | 24.85 ± 1.23 |
| (c) | 1.62 ± 0.04 | 57.26 ± 0.91 | 19.91 ± 0.88 |
| (d) | 0.74 ± 0.11 | 47.12 ± 1.09 | 17.11 ± 1.17 |
Table 4.
Mass quantification of the austenite and martensite phases of the samples.
| Sample | Austenite γ (%) | α’-Martensite (%) |
|---|---|---|
| As-received | 88.48 ± 0.12 | 11.52 ± 0.23 |
| (a) | 81.56 ± 0.13 | 18.44 ± 0.19 |
| (b) | 82.39 ± 0.13 | 17.41 ± 0.10 |
| (c) | 85.43 ± 0.16 | 14.57 ± 0.14 |
| (d) | 86.44 ± 0.11 | 13.56 ± 0.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Rezayat, M.; Besharatloo, H.; Mateo, A. Investigating the Effect of Nanosecond Laser Surface Texturing on Microstructure and Mechanical Properties of AISI 301LN. Metals 2023, 13, 2021. https://doi.org/10.3390/met13122021
AMA Style
Rezayat M, Besharatloo H, Mateo A. Investigating the Effect of Nanosecond Laser Surface Texturing on Microstructure and Mechanical Properties of AISI 301LN. Metals. 2023; 13(12):2021. https://doi.org/10.3390/met13122021
Chicago/Turabian StyleRezayat, Mohammad, Hossein Besharatloo, and Antonio Mateo. 2023. "Investigating the Effect of Nanosecond Laser Surface Texturing on Microstructure and Mechanical Properties of AISI 301LN" Metals 13, no. 12: 2021. https://doi.org/10.3390/met13122021
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.