
Optimization of Flat-Rolling Parameters for Thermally Stable Alloy of Al-Cu-Mn System with Micro Additions of Si and Zr
 , and
, and
Abstract
:1. Introduction
2. Methods and Materials
3. Results and Discussion
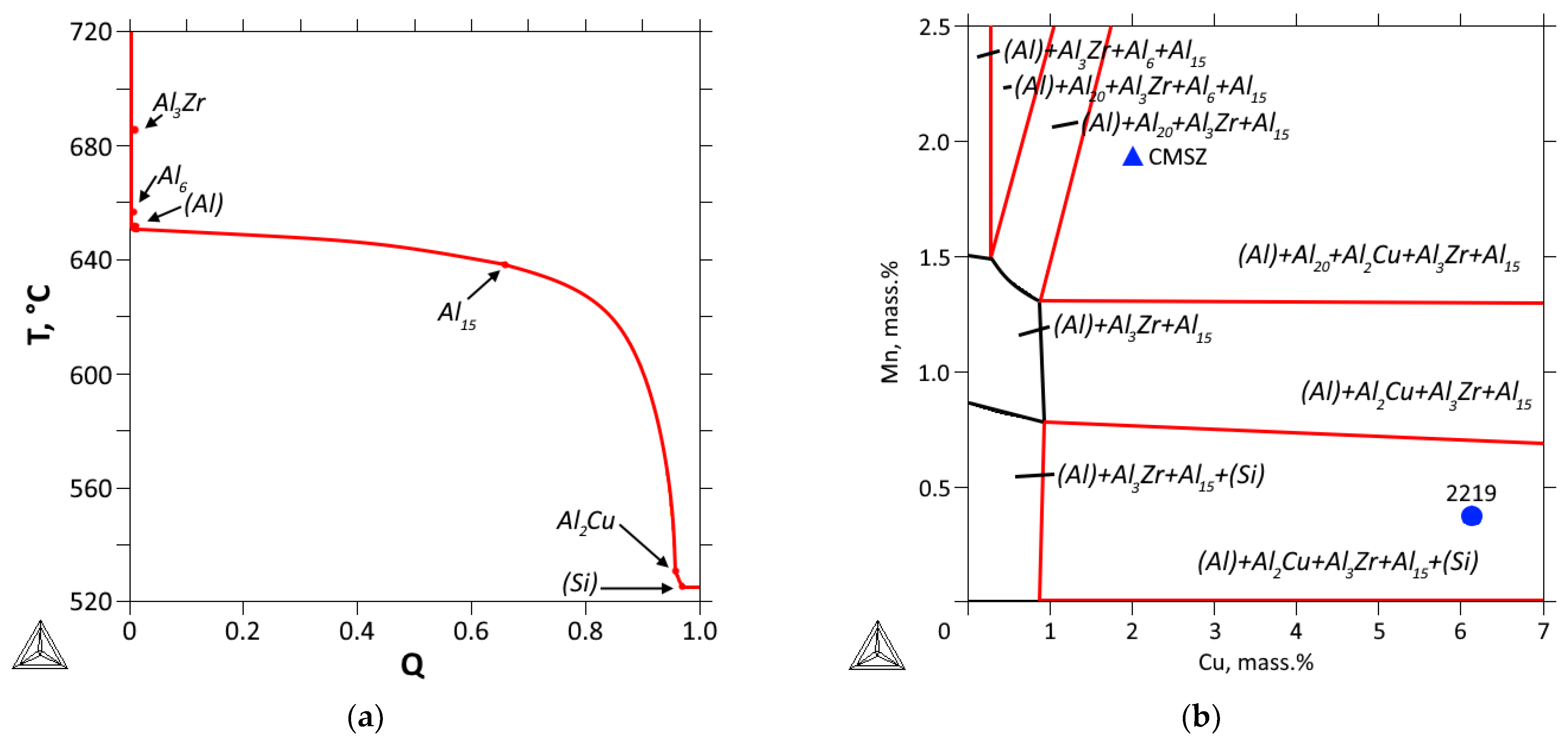
3.1. Phase Diagram Calculation
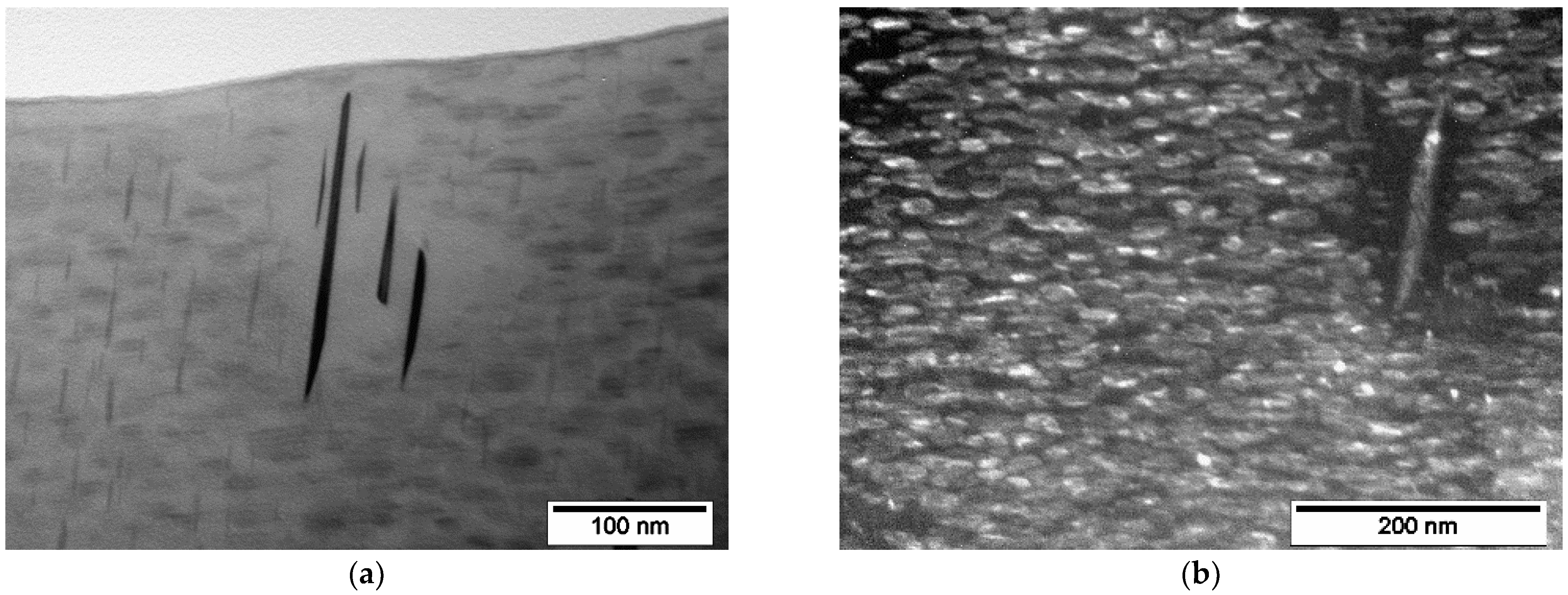
3.2. Microstructure
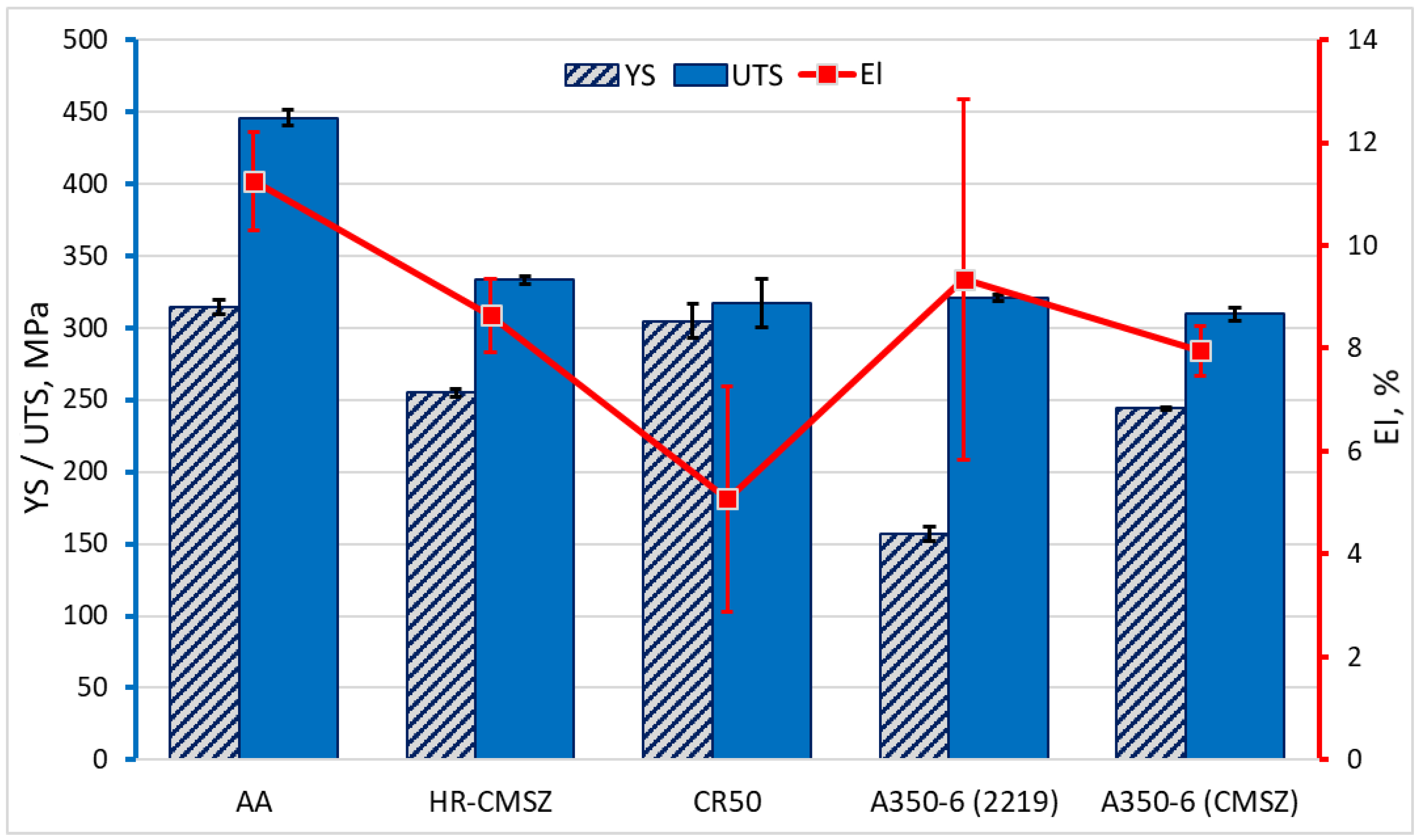
3.3. Mechanical Properties
3.4. Discussion
4. Conclusions
- The phase composition, microstructure, and mechanical properties of non-heat-treatable experimental Al-2%Cu-2%Mn-0.4%Si-0.2%Zr alloy rolled sheets were studied after different deformation and heat-treatment modes and the data were compared with those for the graded heat-treatable AA2219 alloy;
- The as-cast structure of the experimental alloys (except for the Al2Cu phase) contains a small quantity of eutectic phase inclusions and Mn-containing phase interlayers at dendrite cell boundaries that favor the deformability and processability of the alloy;
- The microstructures of the as-deformed experimental alloy specimens and the long-term high-temperature-treated ones contain multiple nanosized Mn- and Zn-containing particles (Al20, Al15, Al3Zr) that deliver the major contribution to the thermal stability of the alloy;
- The 3 to 9% pre-aging deformation of the 2219 heat-treatable alloy specimens had but a little effect on the properties of the rolled sheets. The aged rolled sheets have high YS and UTS (314 and 446 MPa, respectively) which, however, decrease noticeably upon heat treatment at above 250–270 °C;
- The room-temperature mechanical properties of the model non-heat-treatable alloy were studied: The UTS and YS parameters of the hot-rolled CMSZ alloy are 333 and 255 MPa, respectively, the relative elongation being −8.6%. These parameters are the highest for the test alloy and confirm that achieving its best properties does not require additional processing. At 6 h 350 °C heat treatment of the alloy reduces its mechanical properties but slightly;
- Zr and Si microalloying and use of the herein-suggested process route for rolling of semi-finished rolled sheets of the Al-Cu-Mn system alloy prove to deliver the best final product performance that is superior to results achieved in earlier works and to the thermal stability of the compared graded alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kammer, C. Aluminum and Aluminum Alloys. In Springer Handbook of Materials Data; Springer Handbooks; Warlimont, H., Martienssen, W., Eds.; Springer: Cham, Swizerland, 2018; pp. 161–197. [Google Scholar]
- Davis, J.R. Aluminum and Aluminum Alloys. In ASM Specialty Handbook; ASM International: Novelty, OH, USA, 1993. [Google Scholar]
- Ber, L.B.; Kolobnev, N.I.; Tsukrov, S.L. Heat Treatment of Aluminum Alloys, 1st ed.; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Fine, M.E. Precipitation Hardening of Aluminum Alloys. Metall. Trans. A 1975, 6, 625–630. [Google Scholar] [CrossRef]
- Sanders, R.; Staley, J.T. History of Wrought Aluminum Alloys and Applications, Volume 2B: Properties and Selection of Aluminum Alloys; ASM International: Novelty, OH, USA, 2019. [Google Scholar]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties, 1st ed.; Butterworth-Heinemann: London, UK, 1976. [Google Scholar]
- Belov, N.A.; Eskin, D.G.; Aksenov, A.A. Multicomponent Phase Diagrams: Applications for Commercial Aluminum Alloys, 1st ed.; Elsevier Science: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Zhang, Y.; Li, R.; Chen, P.; Li, X.; Liu, Z. Microstructural evolution of Al2Cu phase and mechanical properties of the large-scale Al alloy components under different consecutive manufacturing processes. J. Alloys Compd. 2019, 808, 151634. [Google Scholar] [CrossRef]
- Wan, S.; Su, H.; Shao, B.; Zong, Y.; Shan, D.; Guo, B. Changes in microstructure and mechanical properties of 2219 Al alloy during hot extrusion and post-extrusion aging. J. Mater. Res. Technol. 2023, 24, 3453–3463. [Google Scholar] [CrossRef]
- Mao, X.; Yi, Y.; He, H.; Huang, S.; Guo, W. Second phase particles and mechanical properties of 2219 aluminum alloys processed by an improved ring manufacturing process. Mater. Sci. Eng. A 2020, 781, 139226. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Matveeva, I.A. Optimization of phase composition of Al–Cu–Mn–Zr–Sc alloys for rolled products without requirement for solution treatment and quenching. J. Alloys Compd. 2014, 583, 206–213. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Letyagin, N.V.; Belov, N.A.; Fortuna, A.S.; Nguen, X.D. The role of Sn trace addition in the precipitation behavior and strengthening of the wrought Al–Cu–Mn-based alloy. J. Mater. Sci. 2023, 58, 8210–8229. [Google Scholar] [CrossRef]
- Chen, B.A.; Pan, L.; Wang, R.H.; Liu, G.; Cheng, P.M.; Xiao, L.; Sun, J. Effect of solution treatment on precipitation behaviors and age hardening response of Al–Cu alloys with Sc addition. Mater. Sci. Eng. A 2011, 530, 607–617. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Shuey, R.T. Quench sensitivity of 2219-T87 aluminum alloy plate. Mater. Sci. Eng. A 2010, 527, 5033–5037. [Google Scholar] [CrossRef]
- Dar, S.M.; Liao, H. Creep behavior of heat resistant Al–Cu–Mn alloys strengthened by fine (θ′) and coarse (Al20Cu2Mn3) second phase particles. Mater. Sci. Eng. A 2019, 763, 138062. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Shurkin, P.K.; Korotkova, N.O. Comparative analysis of structure evolution and thermal stability of commercial AA2219 and model Al-2 wt%Mn-2 wt%Cu cold rolled alloys. J. Alloys Compd. 2021, 864, 158823. [Google Scholar] [CrossRef]
- Dorin, T.; Ramajayam, M.; Lamb, J.; Langan, T. Effect of Sc and Zr Additions on the Microstructure/Strength of Al–Cu Binary Alloys. Mater. Sci. Eng. A. 2017, 707, 58–64. [Google Scholar] [CrossRef]
- Kairy, S.K.; Rouxel, B.; Dumbre, J.; Lamb, J.; Langan, T.J.; Dorin, T.; Birbilis, N. Simultaneous Improvement in Corrosion Resistance and Hardness of a Model 2xxx Series Al–Cu Alloy with the Microstructural Variation Caused by Sc and Zr. Corros. Sci. 2019, 158, 108095. [Google Scholar] [CrossRef]
- Gao, Y.H.; Yang, C.; Zhang, J.Y.; Cao, L.F.; Liu, G.; Sun, J.; Ma, E. Stabilizing Nanoprecipitates in Al–Cu Alloys for Creep Resistance at 300 °C. Mater. Res. Lett. 2019, 7, 18–25. [Google Scholar] [CrossRef]
- Rouxel, B.; Ramajayam, M.; Langan, T.J.; Lamb, J.; Sanders, P.G.; Dorin, T. Effect of Dislocations, Al3(Sc, Zr) Distribution and Ageing Temperature on θ′ Precipitation in Al–Cu–(Sc)–(Zr) Alloys. Materialia 2020, 9, 100610. [Google Scholar] [CrossRef]
- Lamb, J.; Rouxel, B.; Langan, T.; Dorin, T. Novel Al-Cu-Mn-Zr-Sc Compositions Exhibiting Increased Mechanical Performance after a High-Temperature Thermal Exposure. J. Mater. Eng. Perform. 2020, 29, 5672–5684. [Google Scholar] [CrossRef]
- Amer, S.M.; Barkov, R.Y.; Prosviryakov, A.S.; Pozdniakov, A.V. Structure and Properties of New Wrought Al–Cu–Y- and Al–Cu–Er-Based Alloys. Phys. Met. Metallogr. 2021, 122, 915–922. [Google Scholar] [CrossRef]
- Amer, S.M.; Mamzurina, O.I.; Loginova, I.S.; Glavatskikh, M.V.; Barkov, R.Y.; Pozdniakov, A.V. Effect of Mn Addition on the Phase Composition and Strengthening Behavior of AlCuYbZr and AlCuGdZr Alloys. JOM 2022, 74, 3646–3654. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Kotov, A.D.; Barkov, R.Y.; Yakovtseva, O.A.; Glavatskikh, M.V.; Loginova, I.S.; Pozdniakov, A.V. The Influence of Y and Er on the Grain Structure and Superplasticity of Al-Cu-Mg-Based Alloys. JOM 2023. [Google Scholar] [CrossRef]
- Vlach, M.; Stulikova, I.; Smola, B.; Piesova, J.; Cisarova, H.; Danis, S.; Plasek, J.; Gemma, R.; Tanprayoon, D.; Neubert, V. Effect of cold rolling on precipitation processes in Al–Mn–Sc–Zr alloy. Mater. Sci. Eng. A 2012, 548, 27–32. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N. Energy Efficient Technology for Al–Cu–Mn–Zr Sheet Alloys. Mater. Sci. Forum 2013, 765, 13–17. [Google Scholar] [CrossRef]
- Dorin, T.; Ramajayam, M.; Vahid, A.; Langan, T. Chapter 12—Aluminium Scandium Alloys. In Fundamentals of Aluminium Metallurgy. Recent Advances; Lumley, R.N., Ed.; Woodhead Publishing: Sawston, UK, 2018; pp. 439–494. [Google Scholar]
- Yashin, V.V.; Aryshenskii, E.V.; Drits, A.M.; Grechnikov, F.V.; Ragazin, A.A.; Bazhenov, V.E. Effect of Scandium on the Microstructure of the Al–Cu–Mn–Mg–Hf–Nb Alloy. Phys. Met. Metallogr. 2021, 122, 960–968. [Google Scholar] [CrossRef]
- Belov, N.A.; Avksent’eva, N.N. Quantitative Analysis of the Al-C-Mg-Mn-Si Phase Diagram as Applied to Commercial Aluminum Alloys of Series 2xxx. Met. Sci. Heat. Treat. 2013, 55, 358–363. [Google Scholar] [CrossRef]
- Belov, N.A.; Cherkasov, S.O.; Korotkova, N.O.; Yakovleva, A.O.; Tsydenov, K.A. Effect of Iron and Silicon on the Phase Composition and Microstructure of the Al-2% Cu-2% Mn (wt %) Cold Rolled Alloy. Phys. Met. Metallogr. 2021, 122, 1095–1102. [Google Scholar] [CrossRef]
- Belov, N.A.; Tsydenov, K.A.; Letyagin, N.V.; Cherkasov, S.O. Structure and mechanical properties of hot rolled sheets of Al-2% Cu-2% Mn-0.4% Si-0.2% Zr alloy subjected to friction stir welding. Tsvetnye Met. 2022, 5, 66–72. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Korotkova, N.O.; Cherkasov, S.O.; Yakovleva, A.O. Effect of Fe and Si on the Phase Composition and Microstructure Evolution in Al-2 wt.% Cu-2 wt.% Mn Alloy During Solidification, Cold Rolling and Annealing. JOM 2021, 73, 3827–3837. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Zhang, Y. Effects of cold predeformation on dissolution of second-phase Al2Cu particles during solution treatment of 2219 Al-Cu alloy forgings. Mater. Charact. 2018, 135, 18–24. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Composition, wt.% | |||||
|---|---|---|---|---|---|---|
| Al | Cu | Mn | Zr | Si | Fe | |
| 2219 | Balance | 6.18 ± 0.09 | 0.37 ± 0.04 | 0.30 ± 0.08 | - | ≤0.01 |
| CMSZ | Balance | 2.03 ± 0.07 | 1.94 ± 0.05 | 0.17 ± 0.08 | 0.41 ± 0.04 | ≤0.01 |
| Alloy | Designation | Thermal and Deformation Processing Route |
|---|---|---|
| 2219 | HR (2219) | HR 2.0 mm |
| O | HR 2.0 mm, Ann 410 °C-1 h | |
| Q | HR 2.0 mm, Ann 535 °C-1 h, Q | |
| AA | HR 2.0 mm, Ann 535 °C-1 h, Q, AA 175 °C-18 h | |
| AA3 | HR 2.06 mm, Ann 535 °C-1 h, Q, CR 3%, AA 175 °C-18 h | |
| AA9 | HR 2.20 mm, Ann 535 °C-1 h, Q, CR 9%, AA 175 °C-18 h | |
| A350-6 (2219) | HR 2.0 mm, Ann 535 °C-1 h, Q, AA 175 °C-18 h, Ann 350 °C-6 h | |
| CMSZ | HR (CMSZ) | HR 2.0 mm |
| CR25 | HR 2.5 mm, CR 25% | |
| CR33 | HR 3.0 mm, CR 33% | |
| CR50 | HR 4.0 mm, CR 50% | |
| A350-6 (CMSZ) | HR 4.0 mm, CR 50%, Ann 350 °C-6 h |
| Alloy | Route | HV | YS, MPa | UTS, MPa | El, % | ||||
|---|---|---|---|---|---|---|---|---|---|
| Value | sd | Value | sd | ||||||
| 2219 | AA | 146 | 2.6 | 314 | 4.8 | 446 | 5.3 | 11.3 | 0.9 |
| A350-6 | 63 | 2.0 | 157 | 4.6 | 320 | 2.4 | 9.3 | 3.5 | |
| CMSZ | HR | 99 | 1.4 | 255 | 3.1 | 333 | 2.9 | 8.6 | 0.7 |
| CR50 | 100 | 2.8 | 305 | 11.9 | 317 | 16.9 | 5.1 | 2.2 | |
| A350-6 | 96 | 1.1 | 244 | 1.4 | 309 | 4.3 | 7.9 | 0.5 | |
| Alloy | Fraction of Phase, wt.% | Concentration in (Al), wt.% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Al2Cu | Al20 | Al15 | Al3Zr | (Al) | Cu | Mn | Si | Zr | |
| 2219 | 9.60 | 1.76 | - | 0.58 | 88.05 | 0.86 | 0.02 | ≤0.01 | 0.07 |
| CMSZ | 1.35 | 3.03 | 4.58 | 0.20 | 90.83 | 0.86 | 0.02 | 0.02 | 0.07 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koshmin, A.; Cherkasov, S.; Fortuna, A.; Gamin, Y.; Churyumov, A. Optimization of Flat-Rolling Parameters for Thermally Stable Alloy of Al-Cu-Mn System with Micro Additions of Si and Zr. Metals 2023, 13, 2019. https://doi.org/10.3390/met13122019
Koshmin A, Cherkasov S, Fortuna A, Gamin Y, Churyumov A. Optimization of Flat-Rolling Parameters for Thermally Stable Alloy of Al-Cu-Mn System with Micro Additions of Si and Zr. Metals. 2023; 13(12):2019. https://doi.org/10.3390/met13122019
Chicago/Turabian StyleKoshmin, Alexander, Stanislav Cherkasov, Anastasiya Fortuna, Yury Gamin, and Alexander Churyumov. 2023. "Optimization of Flat-Rolling Parameters for Thermally Stable Alloy of Al-Cu-Mn System with Micro Additions of Si and Zr" Metals 13, no. 12: 2019. https://doi.org/10.3390/met13122019