Employing Acoustic Emission for Monitoring Oil Film Regimes

Abstract
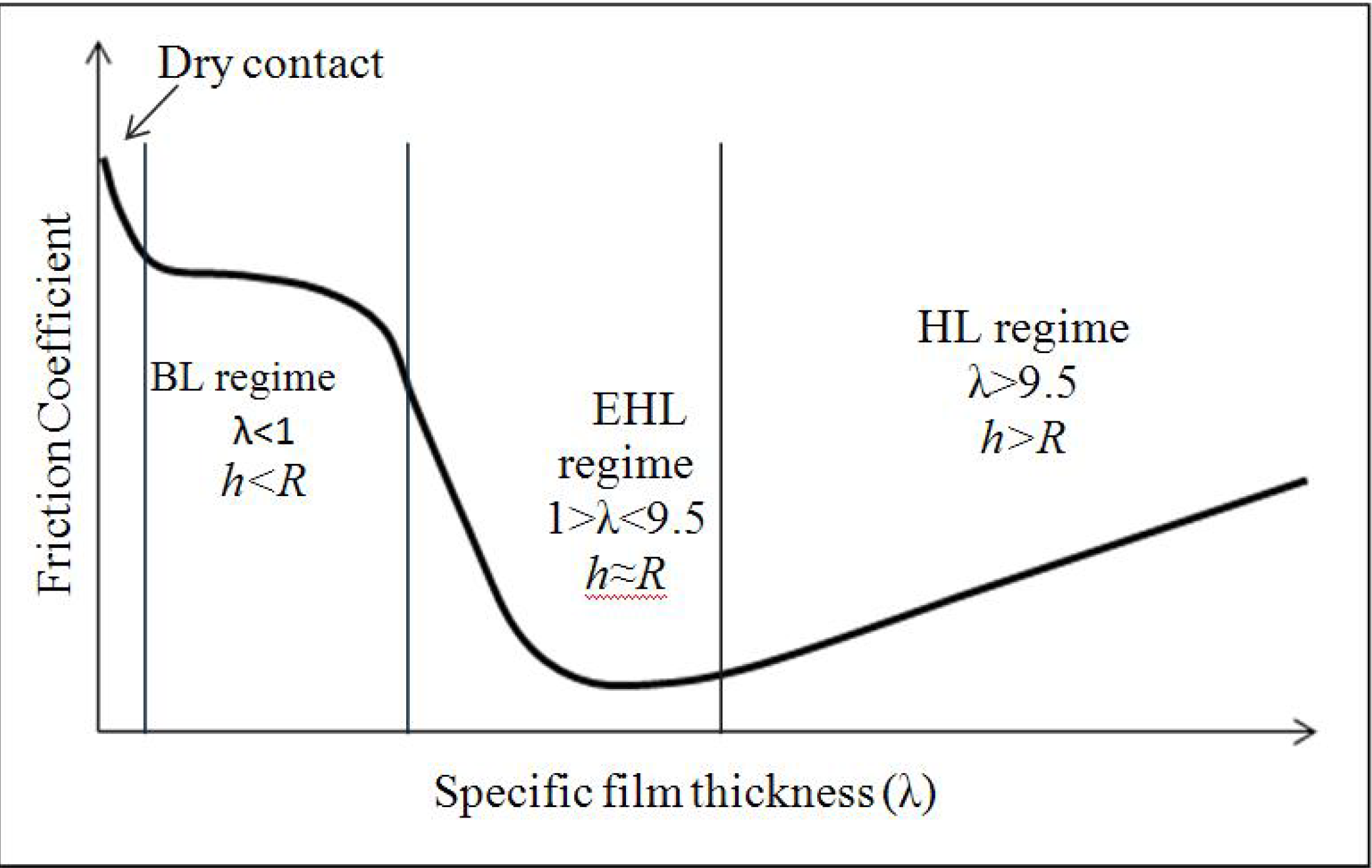
:1. Introduction
2. Experimental Setup and Procedure
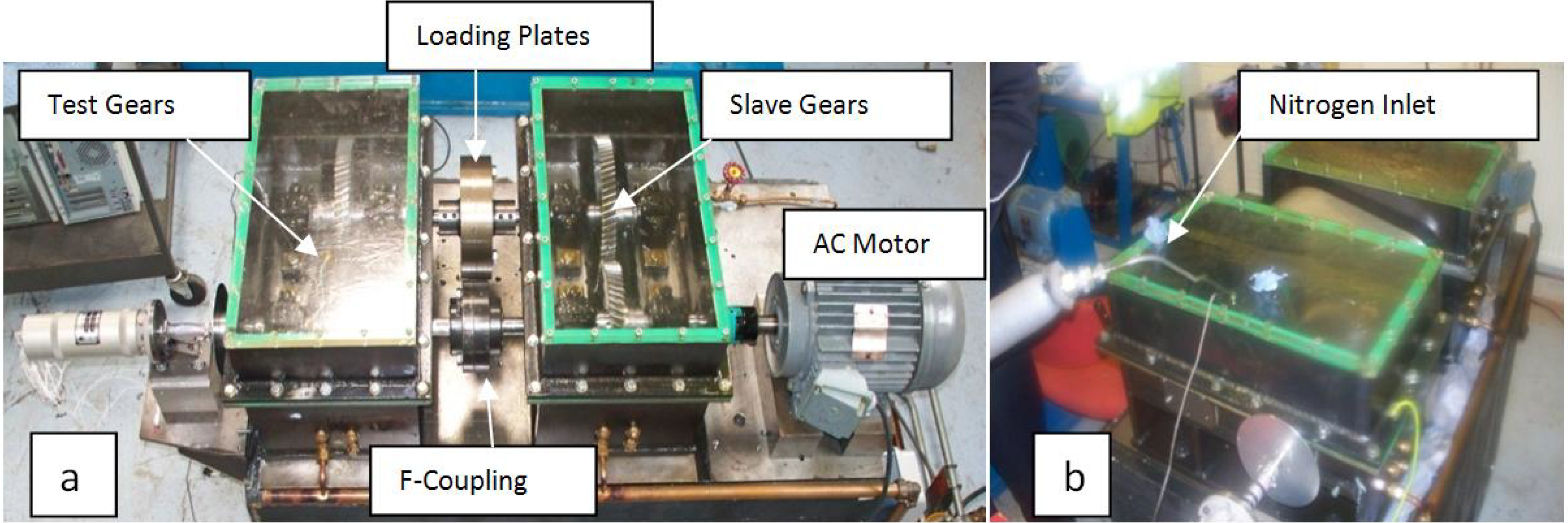
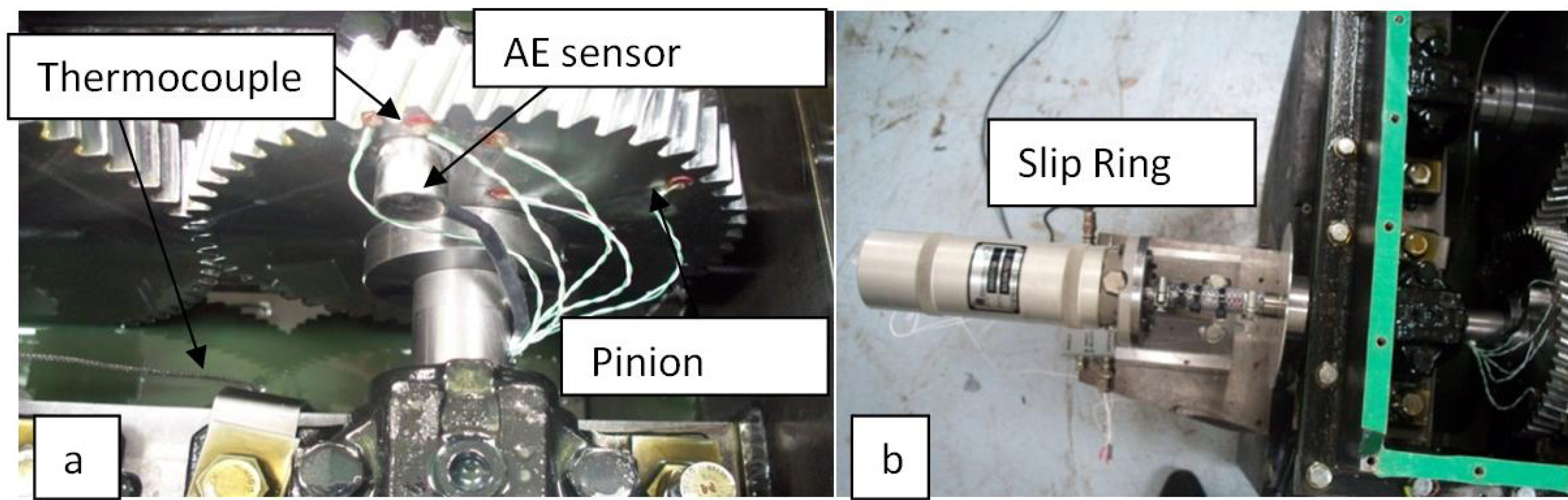
2.1. Experimental Setup

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mobilgear 636 | |
|---|---|
| ISO Viscosity Grade | 680 |
| cSt @ 40 °C | 680 |
| cSt @ 100 °C | 39.2 |
| Viscosity Index, ASTM D 2270 | 90 |
| Pour Point, °C, ASTM D 97 | −9 |
| Flash Point, °C, ASTM D 92 | 285 |
| Density @ 15.6 °C, ASTM D 4052, kg/L | 0.91 |
| Timken OK Load, ASTM D 2782, lb | 65 |
| 4-Ball EP test, ASTM D 2783 | |
| Weld Load, kg | 250 |
| Load Wear Index, kgf | 48 |
| FZG Scuffing, DIN 51534, A/8.3/90, Fail Stage | 12+ |
| Rust protection, ASTM D 665, Sea Water | Pass |
| Copper Strip Corrosion, ASTM D 130, 3 h @ 100 °C | 1B |
| Demulsibility, ASTM D 1401, @ 54 °C Time to 3 mL emulsion, minutes @ 82 °C | 30 |
| Foam Test, ASTM D 892, Seq I and II, Tendency/Stability, mL/mL | 0/0 |
| Gear dimensions | |
|---|---|
| da: tip diameter, pinion | da = 166.65 mm |
| do: base diameter, pinion | do = 150.06 mm |
| d: pitch diameter, pinion | d = 160.65 mm |
| Da: tip diameter, wheel | Da = 226.50 mm |
| Do: base diameter, wheel | Do = 205.97 mm |
| D: pitch diameter, wheel | D = 220.50 mm |
| f: gear face width | f = 25 mm |
| C: center distance | C = 190.58 mm |
| Wheel: 70 teeth | Pinion = 51 teeth |
| σo: base helix angle | σo = 17.75° |
| mn: normal module | mn = 3 |
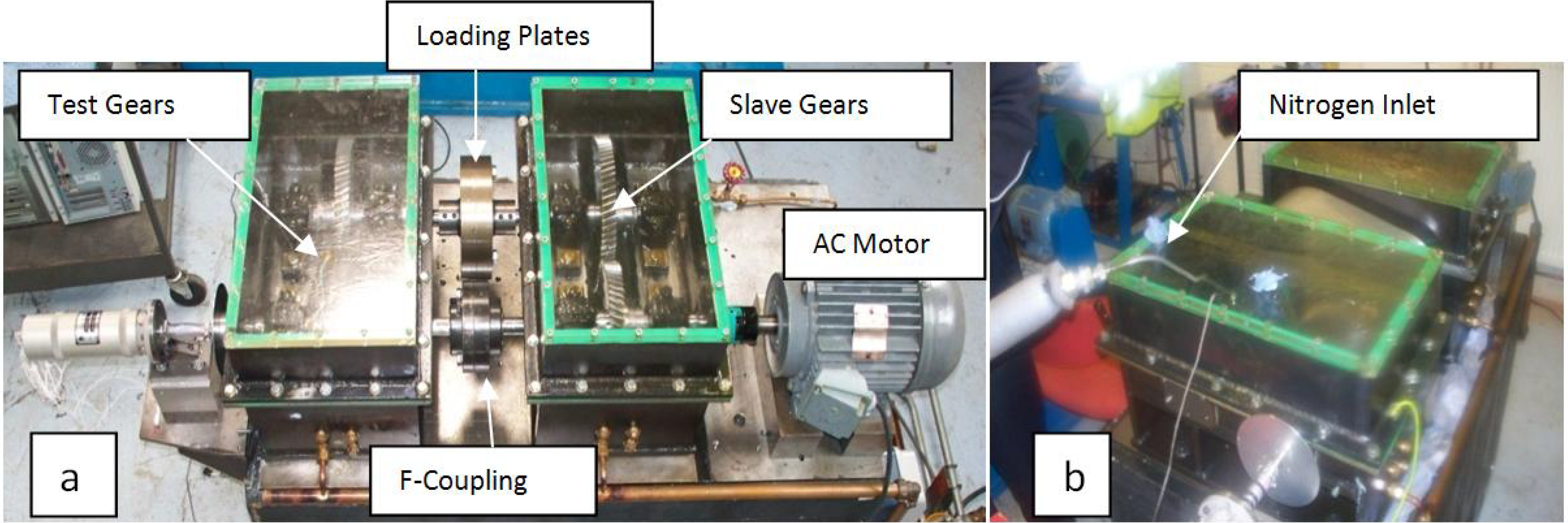

2.2. Experimental Procedure
3. Results and Discussion
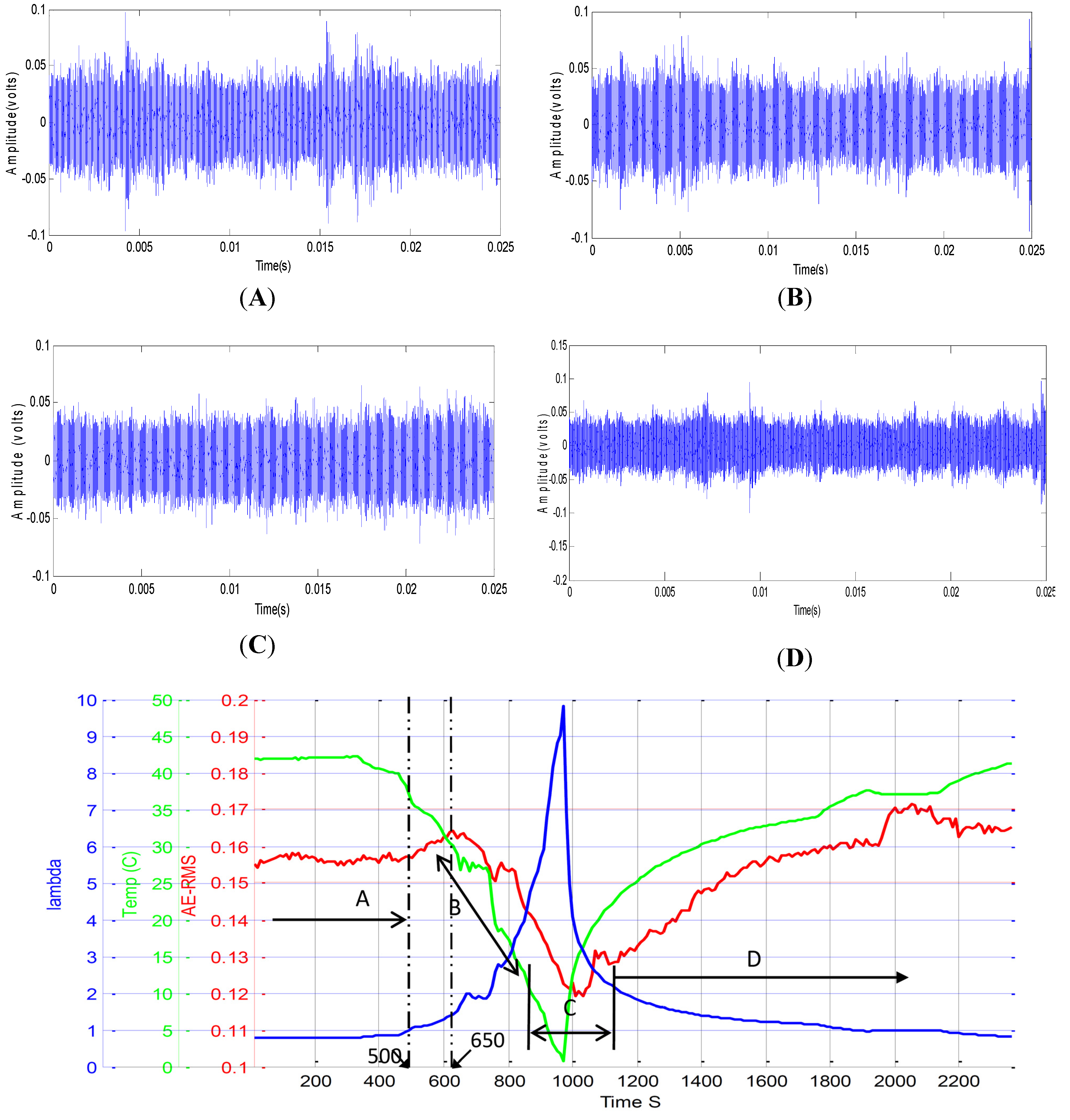
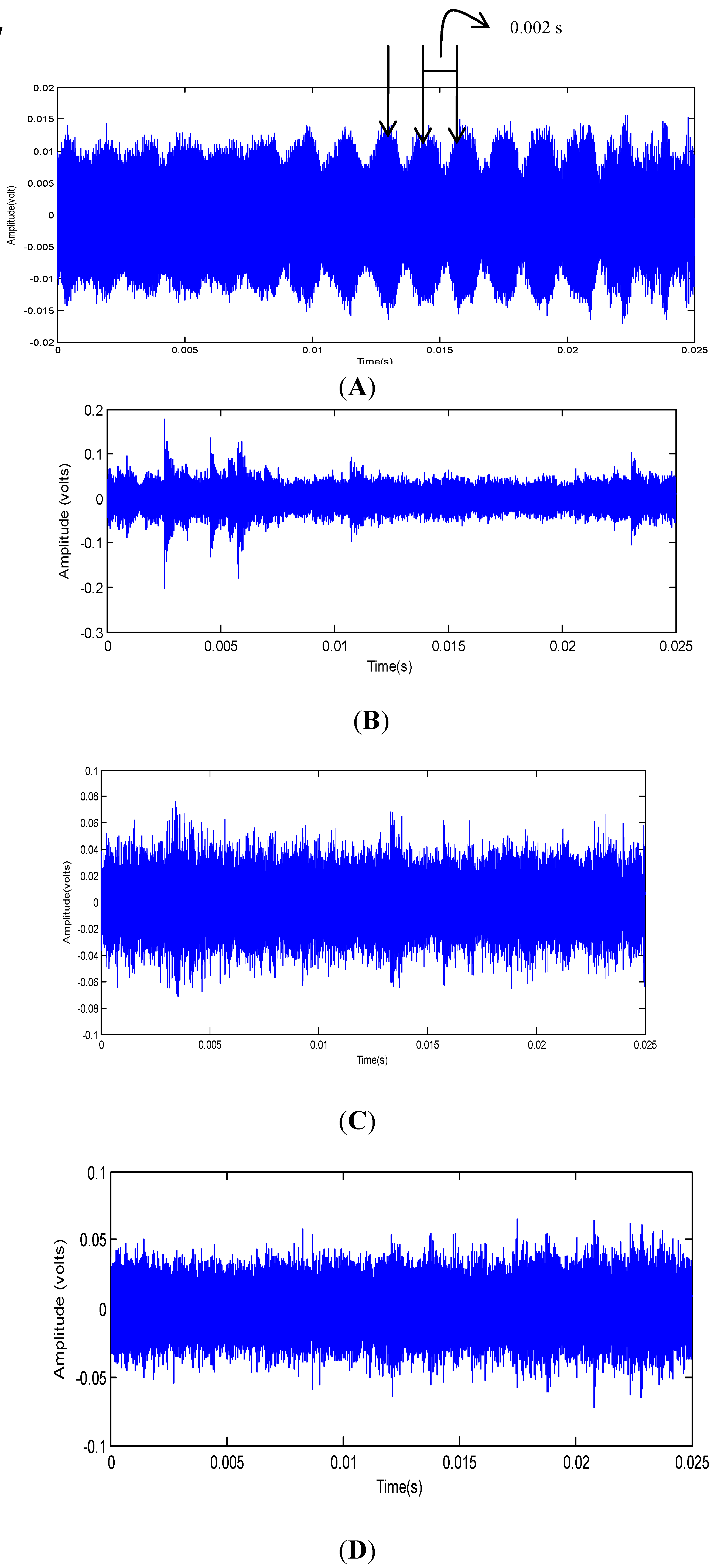
3.1. Test 1: Observations of AE under Lubricated Conditions
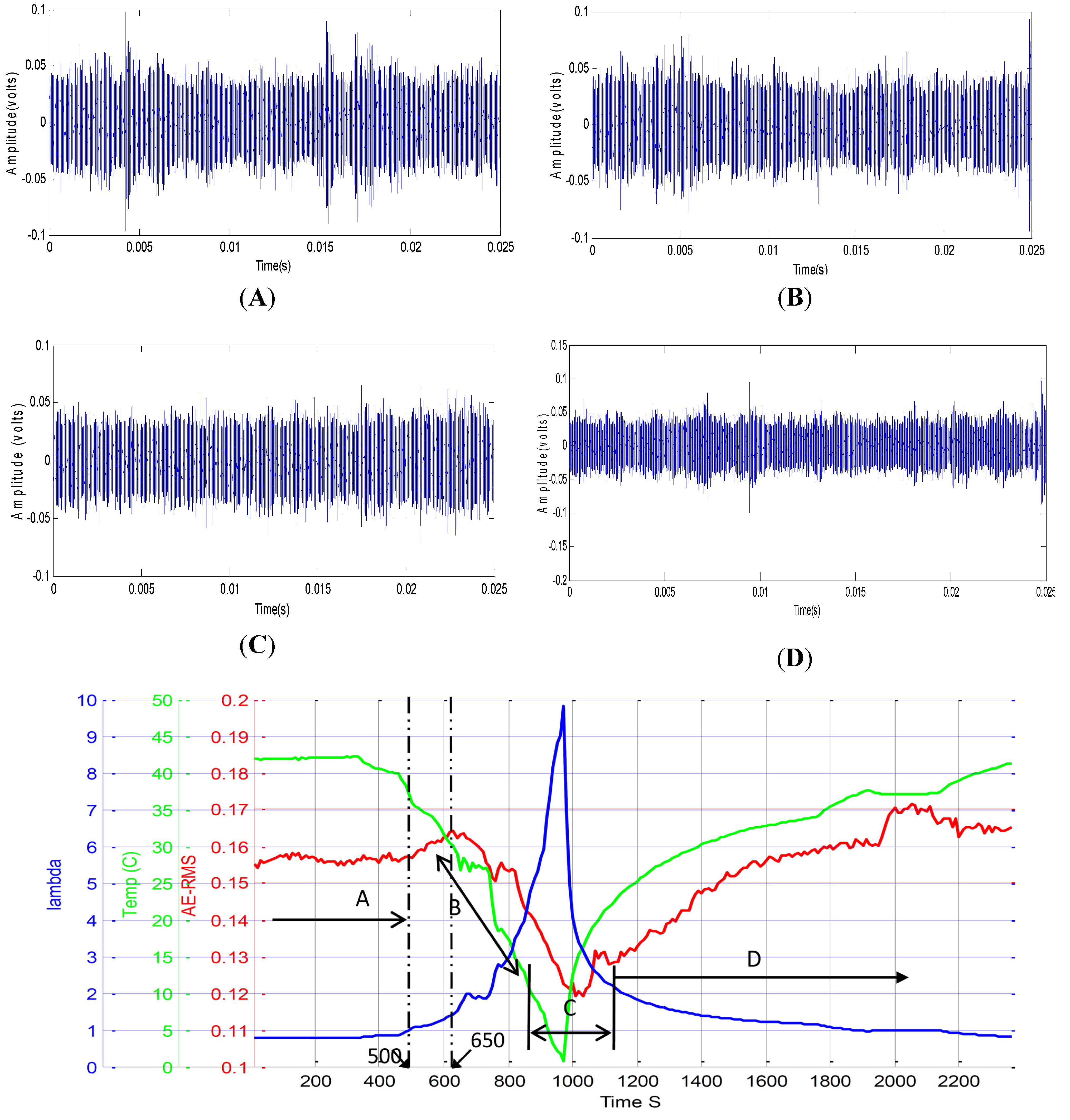
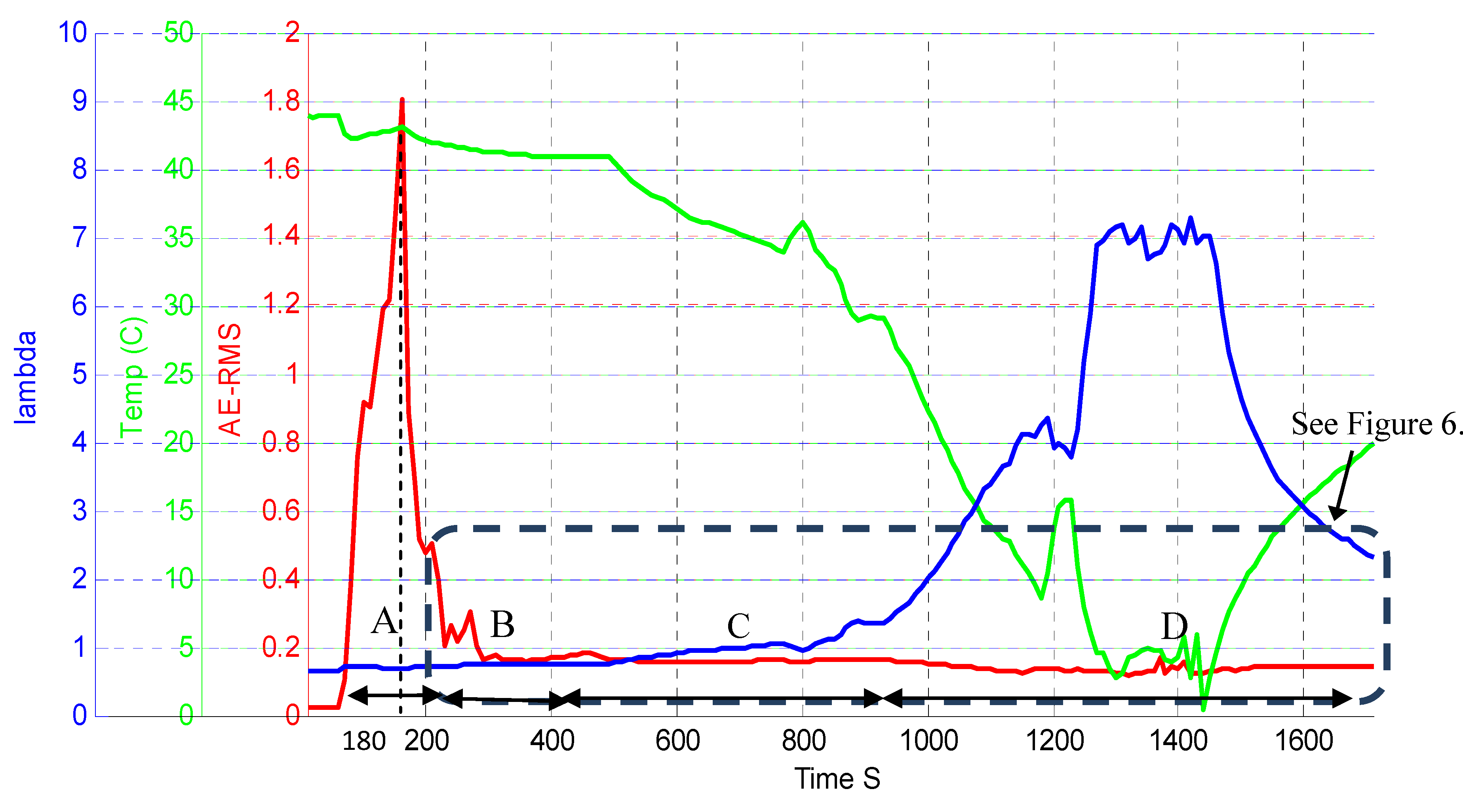
3.2. Test 2: Observations of AE under Unlubricated and Lubricated Conditions


4. Conclusions and Recommendations for Future Work
Acknowledgment
Conflict of Interest
References
- Dowson, D. Elastohydrodynamics and microelastohydrodynamic lubrication. Wear 2005, 190, 125–138. [Google Scholar] [CrossRef]
- Dowson, D.; Higginson, G. Elastohydrodynamic Lubrication, 1st ed.; Pergamon Press: Oxford, UK, 1977; p. 235. [Google Scholar]
- Kutz, M. Mechanical Engineers’ Handbook—Materials and Mechanical Design, 3rd ed.; John Wiley & Sons Inc.: New Jersey, NJ, USA, 2006; p. 840. [Google Scholar]
- Fernandes, P.J.L.; McDuling, C. Surface contact fatigue failures in gear. Eng. Fail. Anal. 1997, 4, 99–103. [Google Scholar] [CrossRef]
- Tan, C.K.; Irving, P.; Mba, D. A Comparative experimental study on the diagnostic and prognostic capabilities of acoustics emission, vibration and spectrometric oil analysis for spur gears. Mech. Syst. Signal Process. 2007, 21, 208–233. [Google Scholar] [CrossRef]
- Miller, R.K.; McIntyre, P. NDT Handbook—Acoustic Emission Testing ; American Society for Nondestructive Testing: Columbus, OH, USA, 1987. [Google Scholar]
- Holroyd, T.J.; Randall, N. Use of acoustic emission for machine condition monitoring. Br. J. Non-Destr.Test. 1993, 35, 75–78. [Google Scholar]
- Toutountzakis, T.; Tan, C.; Mba, D. Application of acoustic emission to seeded gear fault detection. NDT E Int. 2005, 38, 27–36. [Google Scholar] [CrossRef]
- Bones, R. Wear studies using acoustic emission techniques. Tribol. Int. 1990, 23, 291–295. [Google Scholar] [CrossRef]
- Bones, R.; McBride, S. Adhesive and abrasive wear studies using acoustic emission techniques. Wear 1991, 149, 41–53. [Google Scholar] [CrossRef]
- Tan, C.; Mba, D. Identification of the acoustic emission source during a comparative study on diagnosis of a spur gearbox. Tribol. Int. 2005, 38, 469–480. [Google Scholar] [CrossRef]
- Hamzah, R.; Mba, D. Acoustic emission and specific film thickness for operating spur gears. J. Tribol. 2007, 129, 860–867. [Google Scholar] [CrossRef]
- Benabdallah, H.S.; Aguilar, D.A. Acoustic emission and its relationship with friction and wear for sliding contact. Tribol. Trans. 2008, 51, 738–747. [Google Scholar] [CrossRef]
- Mba, D.; Rao, R. Development of acoustic emission technology for condition monitoring and diagnosis of rotating machines: Bearings, pumps, gearboxes, engines and rotating structures. Shock Vib. Dig. 2006, 38, 3–16. [Google Scholar] [CrossRef]
- Eftekharnejad, B.; Mba, D. Acoustic emission signals associated with gears. Appl. Acoust. 2008, 70, 547–555. [Google Scholar] [CrossRef]
- Eftekharnejad, B.; Mba, D. Seeded fault detection on helical gears with acoustic emission. Appl. Acoust. 2009, 70, 547–555. [Google Scholar] [CrossRef]
- Toutountzakis, T.; Mba, D. Observation of acoustic emission activity during gear defect diagnosis. NDT E Int. 2003, 36, 471–477. [Google Scholar] [CrossRef]
- Hamzah, R.; Mba, D. The influence of operating condition on acoustic emission during meshing of helical and spur gear. Tribol. Int. 2009, 42, 3–14. [Google Scholar] [CrossRef]
- Tan, C.; Mba, D. Experimentally established correlation between acoustic emission activity, load, speed and asperity contact of spur gears under partial elastohydrodynamic lubrication. Proc. Inst. Mech. Eng. 2005, 219, 401–409. [Google Scholar]
- Hamzeh, R.I.; Al-Balushi, K.R.; Mba, D. Observations of acoustic emission under conditions of varying specific film thickness for meshing spur and helical gears. J. Tribol. 2008, 130. [Google Scholar] [CrossRef]
- Alexander, D. The viscosity of lubricants. Lubrication 1992, 78, 1–16. [Google Scholar]
- Dowson, D.; Ehret, P. Past, present and future studies in elastohydrodynamics. Proc. Inst. Mech. Eng. 1999, 213, 317–333. [Google Scholar]
- Mirhadizadeh, S.A.; Mba, D. Observations of acoustic emission in a hydrodynamic bearing. J. Qual. Maint. Eng. 2009, 15, 193–201. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Hamel, M.; Addali, A.; Mba, D. Employing Acoustic Emission for Monitoring Oil Film Regimes . Lubricants 2013, 1, 61-74. https://doi.org/10.3390/lubricants1030061
Hamel M, Addali A, Mba D. Employing Acoustic Emission for Monitoring Oil Film Regimes . Lubricants. 2013; 1(3):61-74. https://doi.org/10.3390/lubricants1030061
Chicago/Turabian StyleHamel, Mhmod, Abdulmajid Addali, and David Mba. 2013. "Employing Acoustic Emission for Monitoring Oil Film Regimes " Lubricants 1, no. 3: 61-74. https://doi.org/10.3390/lubricants1030061
APA StyleHamel, M., Addali, A., & Mba, D. (2013). Employing Acoustic Emission for Monitoring Oil Film Regimes . Lubricants, 1(3), 61-74. https://doi.org/10.3390/lubricants1030061