
Impact of Particle Size of Ceramic Granule Blends on Mechanical Strength and Porosity of 3D Printed Scaffolds



Abstract
:1. Introduction
2. Materials and Methods
2.1. 3D Printing
2.2. Granule Blends

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fraction | Notation |
|---|---|
| <32 μm | <32 |
| 32–45 μm | 32–45 |
| 45–63 μm | 45–63 |
| 63–80 μm | 63–80 |
| 80–100 μm | 80–100 |
| 100–125 μm | 100–125 |
| >125 μm | >125 |
| entire granule blend | EG |
| Fraction | Notation |
|---|---|
| >125 μm + 15 wt % 32–45 μm | >125, 15% |
| >125 μm + 25 wt % 32–45 μm | >125, 25% |
| >125 μm + 35 wt % 32–45 μm | >125, 35% |
2.3. Specimens
3. Results and Discussion
3.1. Particle Size Distribution
| Fractions | D10 [μm] | D50 [μm] | D90 [μm] |
|---|---|---|---|
| <32 | 8.8 | 20.3 | 31.0 |
| 32–45 | 11.4 | 28.3 | 43.7 |
| 45–63 | 15.1 | 40.2 | 59.2 |
| 63–80 | 45.0 | 63.8 | 88.3 |
| 80–100 | 60.0 | 80.2 | 108.4 |
| 100–125 | 72.4 | 97.7 | 132.8 |
| >125 | 82.9 | 125.5 | 178.8 |
| EG | 22.5 | 58.8 | 107.4 |
| >125, 15% | 40.2 | 122.3 | 173.2 |
| >125, 25% | 36.9 | 119.9 | 174.6 |
| >125, 35% | 34.4 | 118.7 | 175.1 |
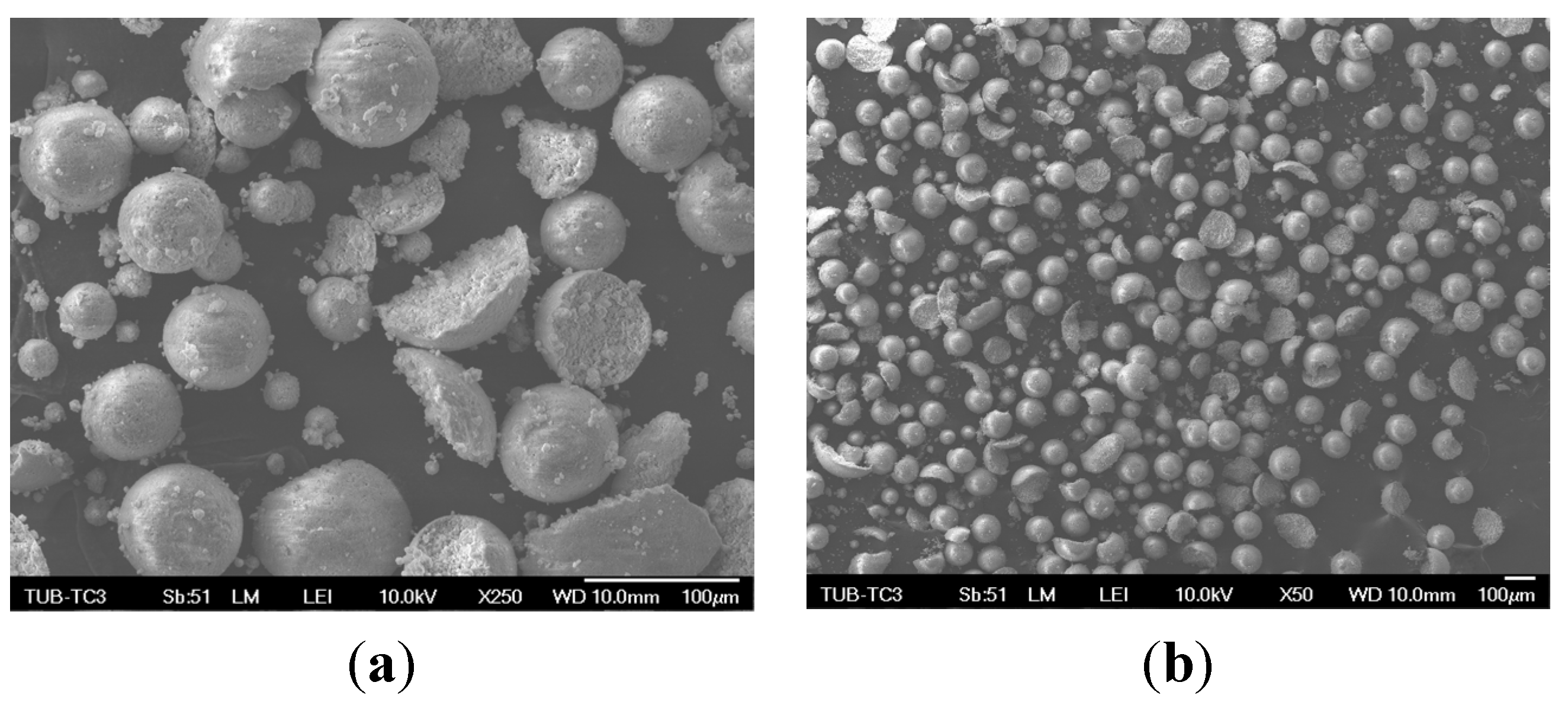
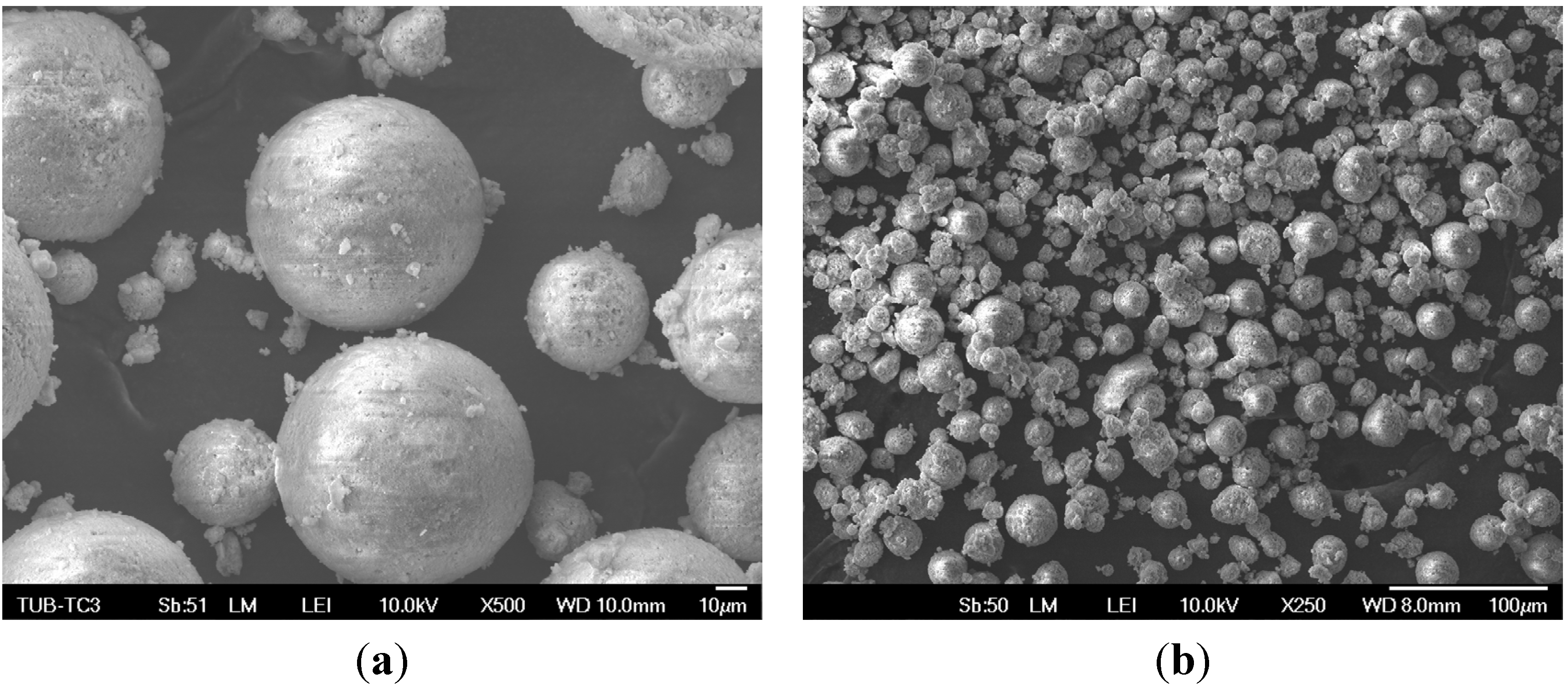
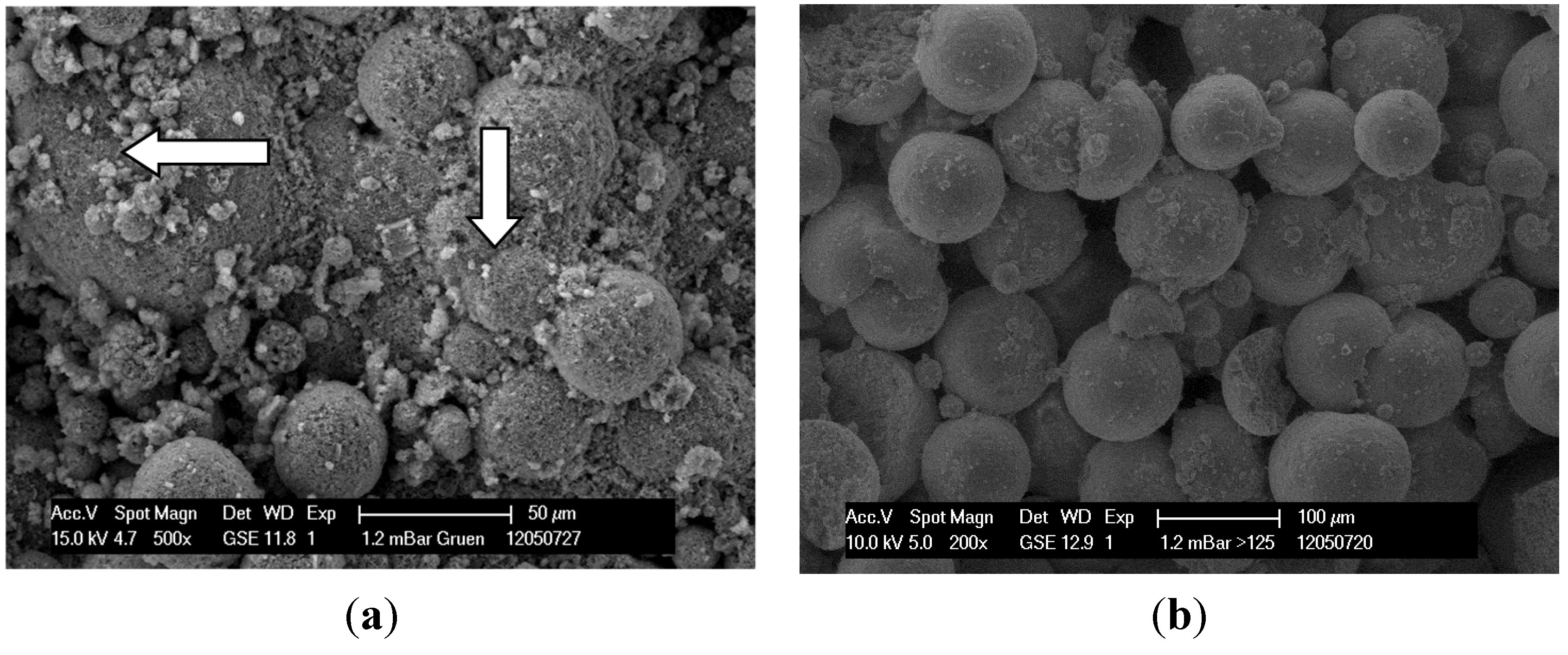
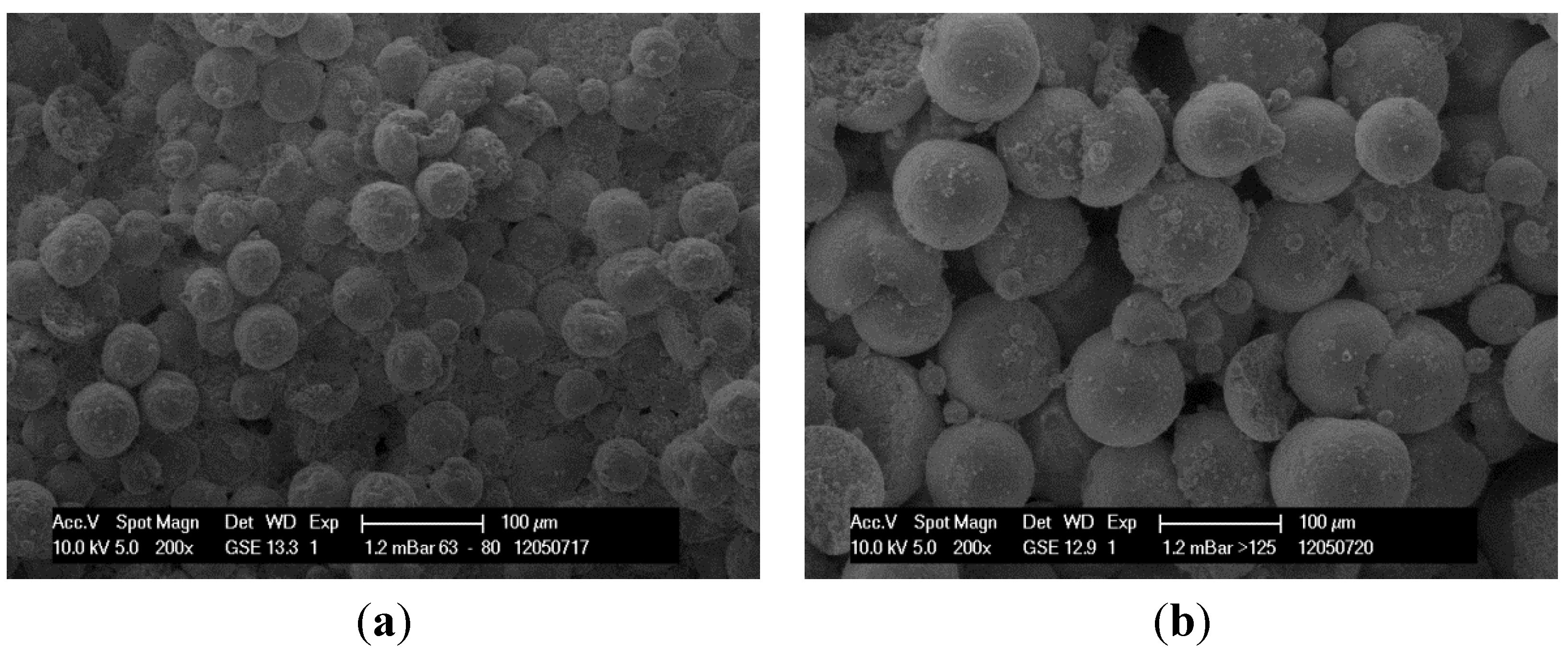
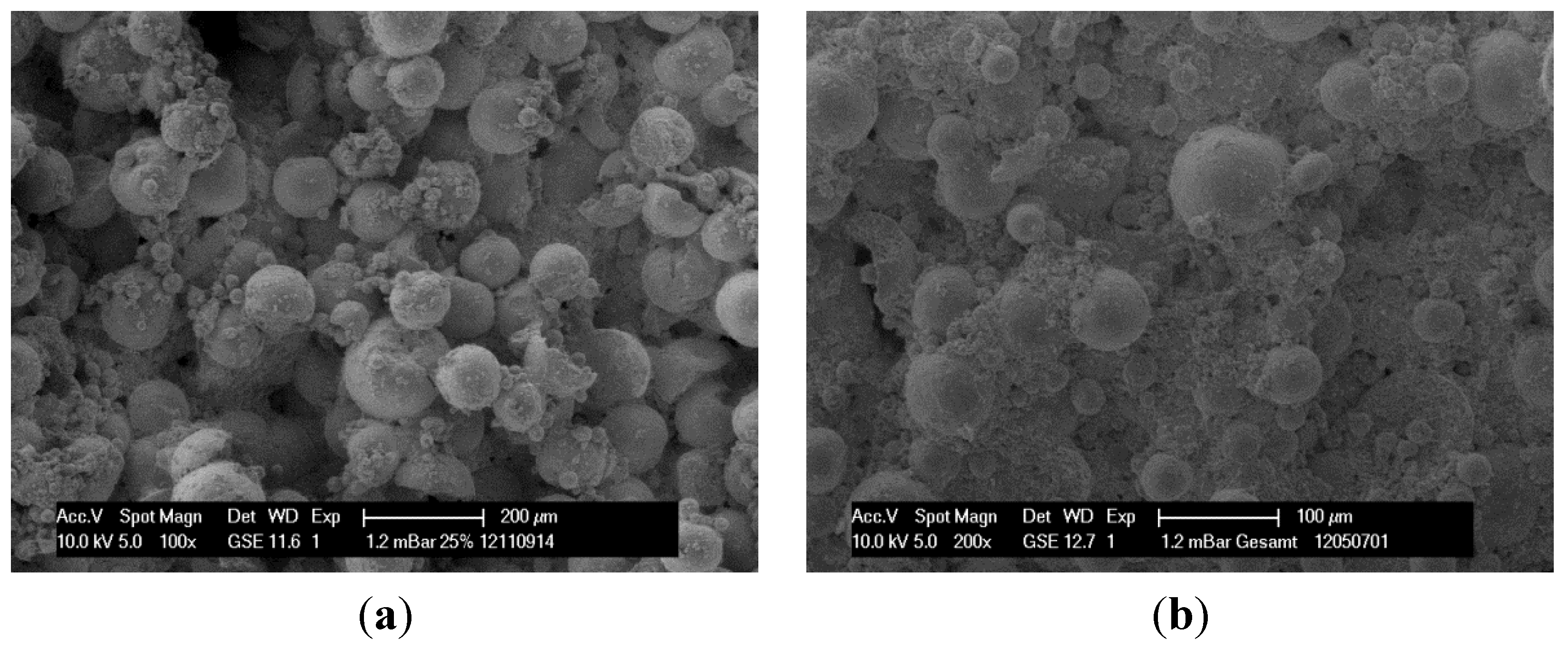
3.2. Optical Analysis
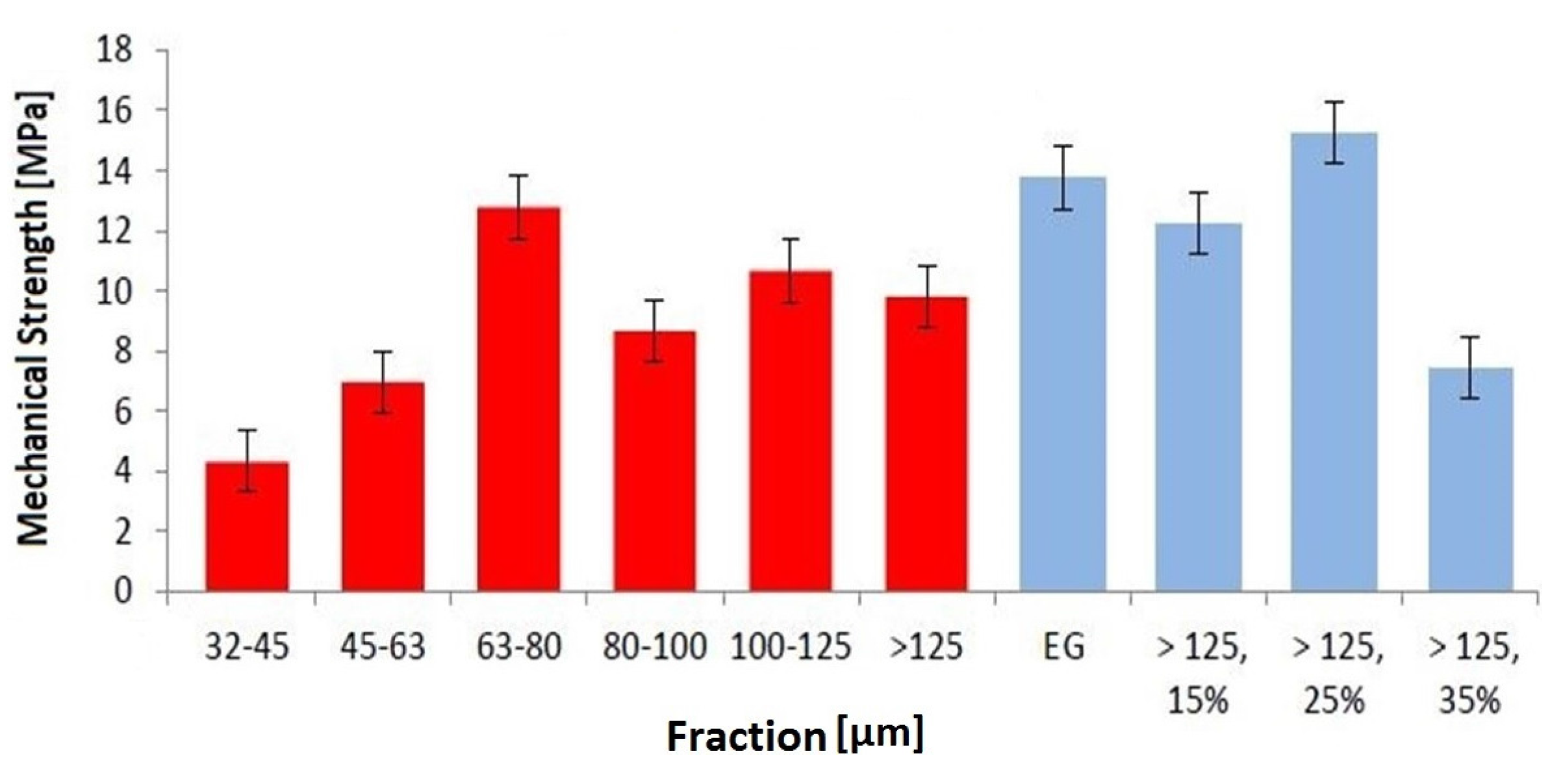
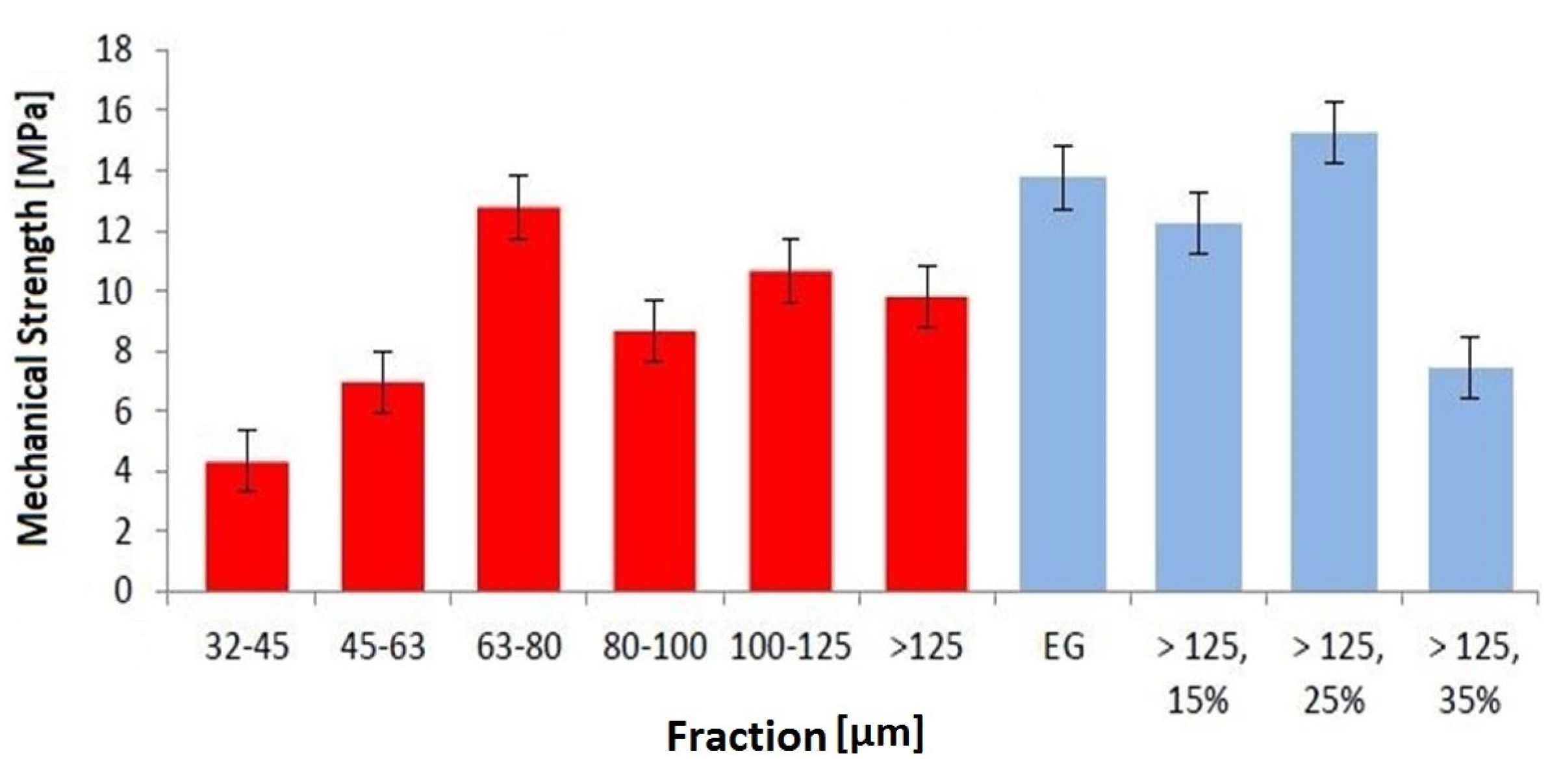
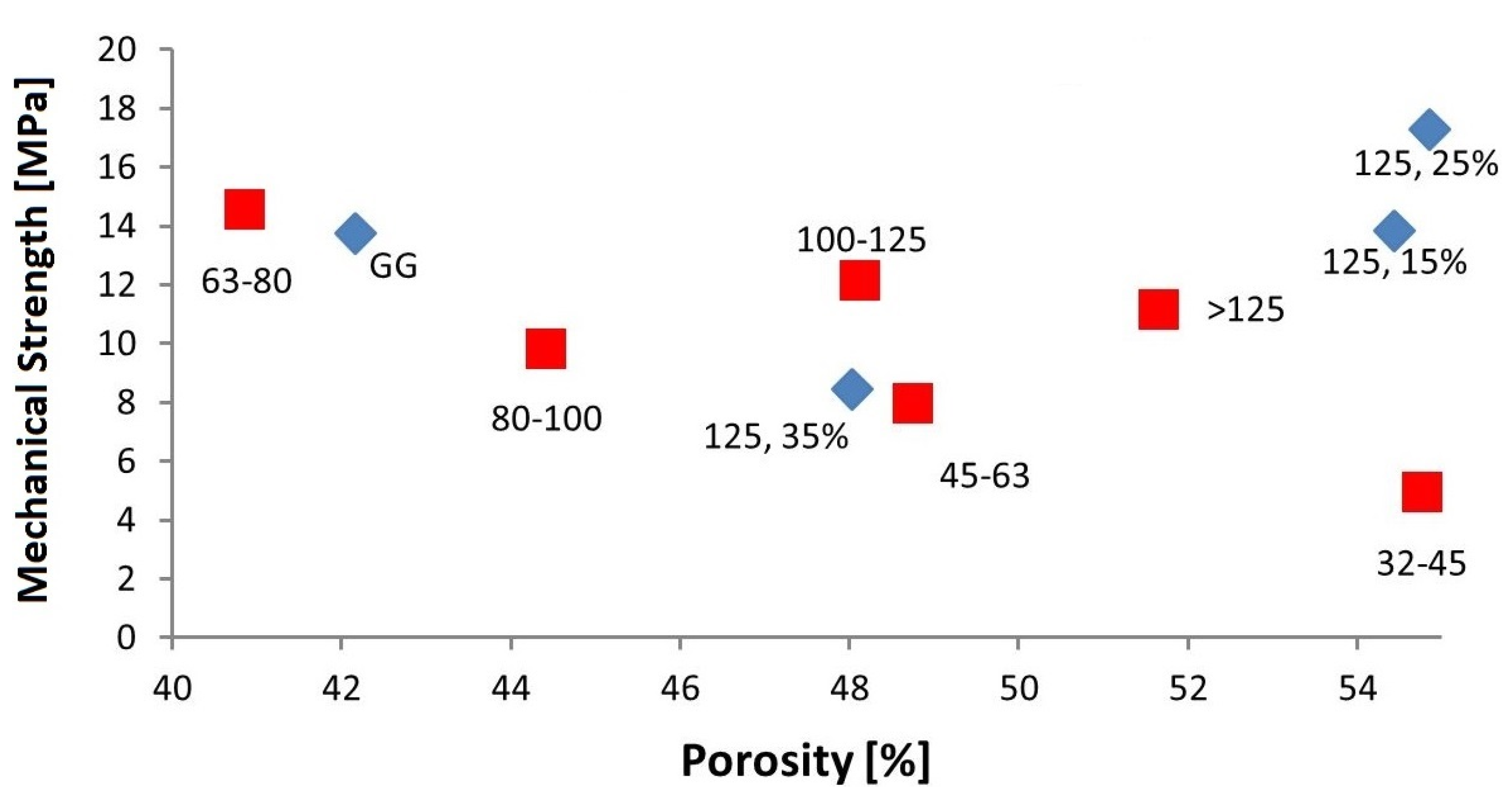
3.3. Mechanical Strength
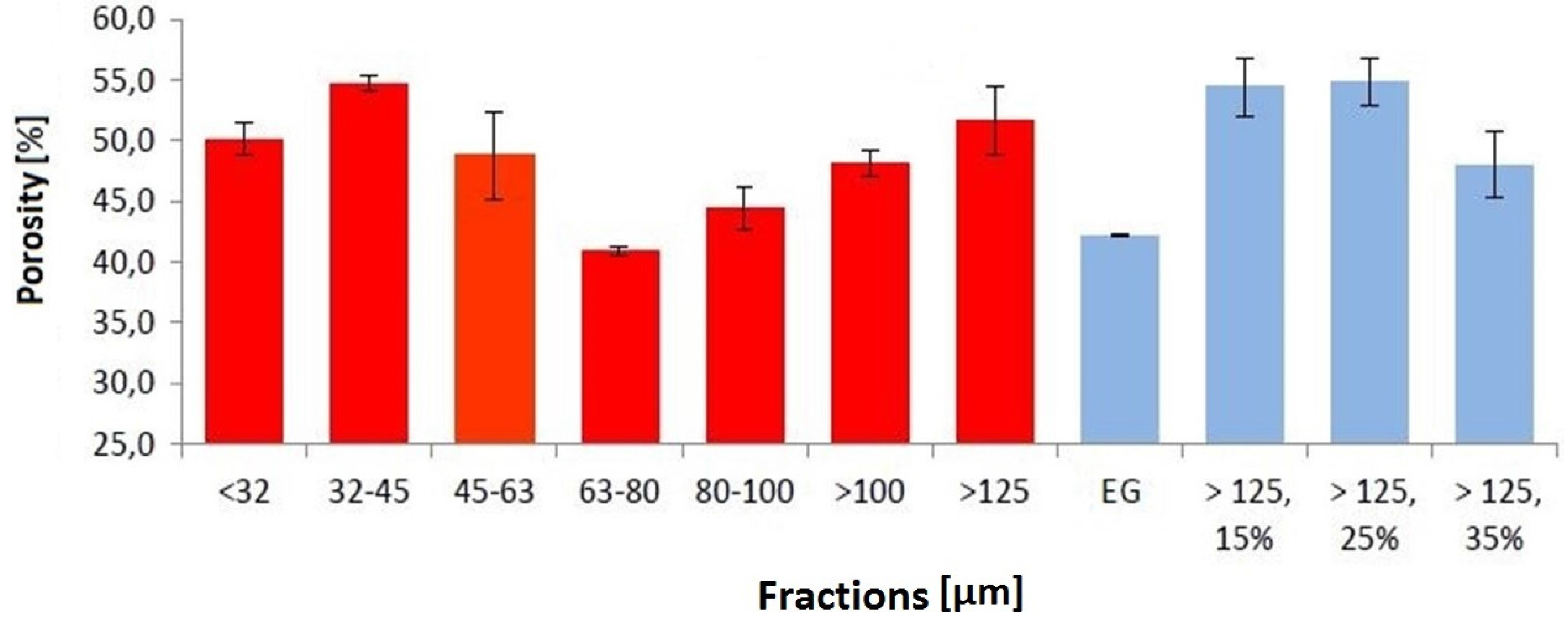
3.4. Porosity
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Butscher, A.; Bohner, M.; Hofmann, S.; Gauckler, L.; Müller, R. Structural and material approaches to bone tissue engineering in powder-based three-dimensional printing. Acta Biomater. 2011, 7, 907–920. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Leong, K.; Zhaohui, D.; Chua, C. The design of scaffolds for use in tissue engineering. Part I. Traditonal factors. Tissue Eng. 2001, 7, 679–689. [Google Scholar] [CrossRef] [PubMed]
- Vorndran, E.; Klarner, M.; Klammert, U.; Grover, L.M.; Patel, S.; Barralet, J.; Gburek, U. 3D powder printing of beta-tricalcium phosphate ceramics using different strategies. Adv. Eng. Mater. 2008, 10, B67–B71. [Google Scholar] [CrossRef]
- Chumnanklang, R.; Panyathanmaporn, T.; Sitthiseripratip, K.; Suwanprateeb, J. 3D printing of hydroxyapatite: Effect of binder concentration in pre-coated particle on part strength. Mater. Sci. Eng. C 2006, 27, 914–921. [Google Scholar] [CrossRef]
- Tadic, D.; Epple, M. Mechanically stable implants of synthetic bone mineral by cold isostatic. Biomaterials 2003, 24, 4565–4571. [Google Scholar] [CrossRef]
- Warnke, P.; Seitz, H.; Warnke, F.; Becker, S.; Sivananthan, S.; Sherry, E.; Liu, Q.; Wiltfang, J.; Douglas, T. Ceramic scaffolds produced by computer-assisted 3D printing and sintering: Characterization and biocompatibility investigations. J. Biomed. Mater. Res. B Appl. Biomater. 2010, 93B, 212–217. [Google Scholar] [CrossRef] [PubMed]
- Irsen, S.; Leukers, B.; Höckling, C.; Tille, C.; Seitz, H. Bioceramic granulates for use in 3D printing—Process engineering aspects. Mater. Werkst. 2006, 37, 533–537. [Google Scholar] [CrossRef]
- LeGeros, R.Z. Biodegradation and bioresorption of calcium phosphate ceramics. Clin. Mater. 1993, 14, 65–88. [Google Scholar] [CrossRef]
- Schaefer, S.; Detsch, R.; Uhl, F.; Deisinger, U.; Ziegler, G. How degradation of calcium phosphate bone substitute materials is influenced by phase composition and porosity. Adv. Eng. Mater. 2011, 13, 342–350. [Google Scholar] [CrossRef]
- Honda, M.; Fujimi, T.; Izumi, S.; Izawa, K.; Aizawa, M.; Morisue, H.; Tsuchiya, T.; Kanzawa, N. Topographical analyses of proliferation and differentiation of osteoblasts in micro- and macropores of apatite-fiber scaffold. J. Biomed. Mater. Res. A 2010, 94A, 937–944. [Google Scholar] [CrossRef] [PubMed]
- Bignon, A.; Chouteau, J.; Chevalier, J.; Fantozzi, G.; Carret, J.-P.; Chavassieux, P.; Boivin, G.; Melin, M.; Hartmann, D. Effect of micro- and macroporosity of bone substitutes on their mechanical properties and cellular response. J. Mater. Sci. 2003, 14, 1089–1097. [Google Scholar] [CrossRef]
- LeGeros, R.Z.; Lin, S.; Rohanizadeh, R.; Mijares, D.; Legeros, J.P. Biphasic calcium phosphate bioceramics: Preparation, properties and applications. J. Mater. Sci. 2003, 14, 201–209. [Google Scholar]
- Hing, K.A.; Saeed, S.; Annaz, B.; Buckland, T.; Revell, P.A. Microporosity affects bioactivity of macroporous hydroxyapatite bone graft substitutes. Key Eng. Mater. 2004, 254–256, 273–276. [Google Scholar] [CrossRef]
- Malmström, J.; Adolfsson, E.; Arvidsson, A.; Thomsen, P. Bone response inside free-form fabricated macroporous hydroxyapatite scaffolds with and without an open microporosity. Clin. Implant Dent. Relat. Res. 2007, 9, 79–88. [Google Scholar] [CrossRef] [PubMed]
- Fuller, W.B.; Thompson, S.E. The laws of proporting concrete. Am. Soc. Civ. Eng. 1907, 33, 223–298. [Google Scholar]
- Furnas, C. The Relations between Specific Volume, Voids and Size Composition in Systems of Broken Solids of Mixed Sizes; U.S. Department of Commerce, Bureau of Mines: Reno, NV, USA, 1928; Volume 2894.
- Santiso, E.; Muller, E.A. Dense packing of binary and polydisperse hard spheres. Mol. Phys. 2002, 100, 2461–2469. [Google Scholar] [CrossRef]
- Stovall, T.; de Larrard, F.; Buil, M. Linear packing density model of grain mixtures. Powder Technol. 1986, 48, 1–12. [Google Scholar] [CrossRef]
- German, R. Prediction of sintered density for bimodal powder mixtures. Metall. Trans. 1992, 23A, 1455–1465. [Google Scholar] [CrossRef]
- Seitz, H.; Deisinger, U.; Leukers, B.; Detsch, R.; Ziegler, G. Different calcium phosphate granules for 3-D printing of bone tissue engineering scaffolds. Adv. Eng. Mater. 2009, 11, B41–B46. [Google Scholar] [CrossRef]
- Seitz, H.; Rieder, W.; Irsen, S.; Leukers, B.; Tille, C. Three-dimensional printing of porous ceramic scaffolds for bone tissue engineering. J. Biomed. Mater. Res. Part. B 2005, 74B. [Google Scholar] [CrossRef] [PubMed]
- Spath, S.; Seitz, H. Influence of grain size and wide grain size distribution on the workability of granules with 3D printing. Int. J. Adv. Manuf. Technol. 2014, 70, 135–144. [Google Scholar] [CrossRef]
- Becker, S.; Bolte, H.; Krapf, O.; Seitz, H.; Douglas, T.; Sivananthan, S.; Wiltfang, J.; Sherry, E.; Warnke, P. Endocultivation: 3D printed customized porous scaffolds for heterotopic bone induction. Oral Oncol. 2009, 11, 181–210. [Google Scholar] [CrossRef] [PubMed]
- Becker, S.; Douglas, T.; Acil, Y.; Seitz, H.; Sivananthan, S.; Wiltfang, J.; Warnke, P. Biocompatibility of individually designed scaffolds towards human periosteum for tissue engineering. J. Mater. Sci. 2010, 21, 1255–1262. [Google Scholar]
- Detsch, R.; Schaefer, S.; Deisinger, U.; Ziegler, G.; Seitz, H.; Leukers, B. In vitro osteoclastic activity studies on 3D-printed calcium phosphate scaffolds. J. Biomater. Appl. 2011, 3, 359–380. [Google Scholar] [CrossRef] [PubMed]
- Jonitz, A.; Wieding, J.; Lochner, K.; Cornelsen, M.; Seitz, H.; Hansmann, D.; Bader, R. Migration capacity and viability of human primary osteoblasts in synthetic three-dimensional bone scaffolds made of tricalciumphosphate. Materials 2011, 4, 1249–1259. [Google Scholar] [CrossRef]
- Leukers, B.; Gülkan, H.; Irsen, S.; Milz, S.; Tille, C.; Seitz, H.; Schieker, M. Biocompatibility of ceramic scaffolds for bone replacement made by 3D printing. Mater. Werkst. 2005, 36, 781–787. [Google Scholar] [CrossRef]
- Leukers, L.; Gülkan, H.; Irsen, S.; Milz, S.; Tille, C.; Schieker, M.; Seitz, H. Hydroxyapatite scaffolds for bone tissue engineering made by 3D printing. J. Mater. Sci. 2005, 16, 359–380. [Google Scholar] [CrossRef] [PubMed]
- Schieker, M.; Seitz, H.; Drosse, I.; Seitz, S.; Mutschler, W. Biomaterials as scaffold for bone tissue engineering. Eur. J. Trauma 2006, 32, 114–124. [Google Scholar] [CrossRef]
- Nebe, J.; Cornelsen, M.; Quade, A.; Weissmann, V.; Kunz, F.; Ofe, S.; Schroeder, K.; Finke, B.; Seitz, H.; Bergemann, C. Osteoblast behavior in vitro in porous calcium phosphate composite scaffolds, surface activated with a cell adhesive plasma polymer layer. Mater. Sci. For. 2012, 706–709, 566–571. [Google Scholar] [CrossRef]
- Wieding, J.; Fritsche, A.; Heinl, P.; Koerner, C.; Cornelsen, M.; Seitz, H.; Mittelmeier, W.; Bader, R. Biomechanical behavior of bone scaffolds made of additive manufactured tricalciumphosphate and titanium under different loading conditions. J. Appl. Biomater. Funct. Mater. 2013, 11, 159–166. [Google Scholar] [CrossRef] [PubMed]
- Cornelsen, M.; Petersen, S.; Dietsch, K.; Rudolph, A.; Schmitz, K.; Sternberg, K.; Seitz, H. Infiltration of 3D printed tricalciumphosphate scaffolds with biodegradable polymers and biomolecules for local drug delivery. Biomed. Eng. 2013, 58. [Google Scholar] [CrossRef] [PubMed]
- Beck-Broichsitter, B.; Becker, S.; Seitz, H.; Wiltfang, J.; Warnke, P. Endocultivation: Histomorphological effects of repetitive rhBMP-2 application into prefabricated hydroxyapatite scaffolds at extraskeletal sites. J. Cranio Maxillofac. Surg. 2015, 43, 981–988. [Google Scholar] [CrossRef] [PubMed]
- Becker, S.; Bolte, H.; Schünemann, K.; Seitz, H.; Bara, J.; Beck-Broichsitter, B.; Russo, P.; Wiltfang, J.; Warnke, P. Endocultivation: The influence of delayed vs. simultaneous application of BMP-2 onto individually formed hydroxyapatite matrices for heterotopic bone induction. Int. J. Oral Maxillofac. Surg. 2012, 9, 1153–1160. [Google Scholar] [CrossRef] [PubMed]
- Berger, M.; Probst, F.; Schwartz, C.; Cornelsen, M.; Seitz, H.; Ehrenfeld, M.; Otto, S. A concept for scaffold-based tissue engineering in alveolar cleft osteoplasty. J. Cranio Maxillofac. Surg. 2015, 43, 830–836. [Google Scholar] [CrossRef] [PubMed]
- Butscher, A.; Bohner, M.; Roth, C.; Ernstberger, A.; Heuberger, R. Printability of calcium phosphate powder for three-dimensional printing of tissue engineering scaffolds. Acta Biomater. 2012, 8, 373–385. [Google Scholar] [CrossRef] [PubMed]
- Sachs, E.; Cima, M.; Williams, P.; Brancazio, D.; Cornie, J. Three dimensional printing: Rapid tooling and prototypes directly from a CAD model. J. Eng. Ind. 1992, 114, 481–488. [Google Scholar] [CrossRef]
- Prüfverfahren für Dichte Geformte Feuerfeste Erzeugnisse—Teil 1: Bestimmung der Rohdichte, Offenen Porosität und Gesamtporosität; DIN EN 993–1:1995–04; Beuth Verlag: Berlin, Germany, 1995. (In German)
- Prüfverfahren für Dichte Geformte Feuerfeste Erzeugnisse—Teil 2: Bestimmung der Dichte; DIN EN 993–2/A1:2004–01; Beuth Verlag: Berlin, Germany, 2003. (In German)
- Hochleistungskeramik; Monolithische Keramik; Allgemeine und strukturelle Eigenschaften; Teil 2: Bestimmung von Dichte und Porosität; DIN EN 623–2:1993–11; Beuth Verlag: Berlin, Germany, 1993. (In German)
- Li, Q.; Rudolph, V.; Weigl, B.; Earl, A. Interparticle van der Waals force in powder flowability and compactibility. Int. J. Pharm. 2004, 280, 77–93. [Google Scholar] [CrossRef] [PubMed]
- McGeary, R.K. Mechanical packing of spherical particles. J. Am. Ceram. Soc. 1961, 44, 513–522. [Google Scholar] [CrossRef]
- Zok, F.; Lange, F.F.; Porter, J.R. Packing density of composite powder mixtures. J. Am. Ceram. Soc. 1991, 74, 1880–1885. [Google Scholar] [CrossRef]
- Kingery, W.D.; Bowen, H.K.; Uhlmann, D.R. Introduction to Ceramics; Wiley-Interscience: Hoboken, NJ, USA, 1976. [Google Scholar]
- Andreasen, A.H.M. Über die Beziehung zwischen Kornabstufung und Zwischenraum in Produkten aus losen Körnern (mit einigen Experimenten). Kolloid Z. 1930, 50, 217–228. (In German) [Google Scholar] [CrossRef]
- Schwanda, F. Der bestwert der kornzusammensetzung von betonzuschlagstoffen. Bauingenieur 1956, 31, 41–46. (In German) [Google Scholar]
- Stieß, M. Mechanische Verfahrenstechnik—Partikeltechnologie. 1; Springer-Lehrbuch: Berlin, Germany, 2009. (In German) [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spath, S.; Drescher, P.; Seitz, H. Impact of Particle Size of Ceramic Granule Blends on Mechanical Strength and Porosity of 3D Printed Scaffolds. Materials 2015, 8, 4720-4732. https://doi.org/10.3390/ma8084720
Spath S, Drescher P, Seitz H. Impact of Particle Size of Ceramic Granule Blends on Mechanical Strength and Porosity of 3D Printed Scaffolds. Materials. 2015; 8(8):4720-4732. https://doi.org/10.3390/ma8084720
Chicago/Turabian StyleSpath, Sebastian, Philipp Drescher, and Hermann Seitz. 2015. "Impact of Particle Size of Ceramic Granule Blends on Mechanical Strength and Porosity of 3D Printed Scaffolds" Materials 8, no. 8: 4720-4732. https://doi.org/10.3390/ma8084720