1. Introduction
Nondestructive testing techniques are widely used for the early detection of potential failure of a material, component or system. These techniques do not alter nor damage the article under inspection and, as such, provide a valuable tool to increase the safety while minimizing the associated costs. However, these inspections are usually prescheduled and do not give information about the real behavior of the components during operation. Real-time structural health monitoring techniques, on the other hand, provide real data obtained during the operation of the system, allowing for the early detection of potential structural failures and the corresponding adoption of mitigating actions before an accident occurs. The predictive maintenance of an industrial system relies, to a large extent, on the possibility of monitoring continuously and in real-time sensors that have been strategically placed in selected components. An example is the measurement of vibrations and forces in machines; in case a pre-established value is reached, the order of repairing is triggered before being reached the state of stop by failure. Furthermore, the new trends and the so-called Industry 4.0 is based on SCADA (supervisory control and data acquisition) systems, which are an integral part of industrial process control and equipment. Sensing elements for parameters such as pressure, flow, temperature or strain, among others, are one of the key elements of such systems.
Strain is usually measured with strain gage transducers. These widespread components are composed of a thin metallic sheet or wire whose electric resistance changes as it is stretched or compressed; this change is then converted into the strain value. However, the use of strain gages to measure strain in a rotating shaft requires the use of slip rings to connect the gages with the required interrogation electronic module; this increases the complexity of the system and may become a noise source, with a negative impact on the accuracy of the required measurements.
Strain can also be measured with fiber-optic sensors using Fiber Bragg gratings. These sensors can be embedded in the structures to be monitored and, when the structure is deformed, the displacement felt by the optic fiber influences the propagation of the light and causes changes in the intensity, phase, polarization or wavelength of the radiation. In the case of Bragg gratings, for instance, the change in the internal reflections at the gratings caused by the fiber displacement can be monitored by light interferometry techniques. These sensors are the preferable solution for remote monitoring or when low electromagnetic interference (EMI) sensitivity is required. However, in the case of monitoring, the deformation of a rotating shaft, the optical signals need to be routed out and optical slip rings are tailored for digital data transfer only, so these sensors are also not suitable for the monitoring of a rotating shaft.
Surface acoustic wave (SAW) technology provides a third technique to monitor the strain that is felt by a mechanical component. An SAW device is composed of a piezoelectric slab with one interdigitated (IDT) contact and some reflectors. When an alternating electric field is applied to the IDT of a SAW resonator, a mechanical deformation of the piezoelectric substrate takes place. If the distance between the IDT fingers is such that the frequency of the electric signal,
, is related with the phase velocity
and the wavelength of the SAWs
by
, a resonance condition happens and a SAW wave propagates across the surface of the piezoelectric material. SAW waves were described by Lord Rayleigh in the 19th century [
1] and are similar to longitudinal seismic waves, in the sense that they only penetrate solids up to a depth of the order of magnitude of the wavelength, they undergo little attenuation as they progress on the surface, and the movement of particles in the solid is elliptical. Propagating velocities in common materials (such as quartz or lithium niobate) are of the order of 10
−5 of the speed of light. If an external magnitude (such as temperature or deformation) influences the propagation characteristics of the piezoelectric materials, the phase velocity of the SAW waves changes and the frequency
of the sensor changes accordingly. By probing the resonance frequency of the SAW sensor, the user is able to get an indirect measurement of the parameter under surveillance. The operating frequency of SAW sensors depends on the phase velocity of the acoustic waves and on the dimensions of the IDT fingers, which, in turn, are limited by the photolithographic process. Typical operating frequencies range between 30 MHz and approximately 3 GHz. Commercial devices usually operate in two different bands, 433.92 MHz and 2.45 GHz (ISM bands).
SAW sensors have a few characteristics that make them the ideal choice for measurement of strain on moving parts or in harsh environments. The IDT can be physically connected to an RF antenna and the interrogation of the device can be made remotely, that is, without the need of a wired connection. In addition, the sensors respond with a fraction of the energy sent by the interrogation unit, meaning that they are passive devices that do not require external power or batteries. SAW sensors have other advantages as well. They are low-cost small devices (typically a few square millimeters), exhibit high immunity to EMI and are able to operate under harsh environments. Depending on the operating frequency, the antenna and the RF environment for each particular case, reading distance can be as high as 3 m.
SAW devices have been used in telecommunications for several decades as resonators and filters. More recently they have started to be used as sensors and identification (RFID) tags. Due to their high resilience, SAW sensors have been used to monitor temperature under extreme conditions, such as the inside lining of metallurgical vessels [
2], jet engine turbine blades [
3] or within the metal-oxide column of surge arresters [
4]. Commercial solutions allow real-time and continuous monitoring of temperature in critical electric power transmission and distribution assets [
5]. SAW sensors have also been used to measure the cutting forces in computer numerically controlled (CNC) turning [
6,
7] and strain on rotating shafts [
8]. The strain sensitivity of SAW sensors was studied on Chip-level by Hempel and his co-workers [
9]. In the automotive industry, these sensors have been used for torque measurement [
10,
11], in kinetic energy recovery systems [
12] and to monitor in real time the tire pressure of mining and commercial [
13] and high performance racing vehicles [
14]. High acquisition rates of commercial interrogation units enable the use of these components to measure vibration of mechanical structures [
15]. Besides sensing capabilities, SAW devices can also behave as RFID tags. Commercial solutions are already available for the railway [
16] and metallurgical [
17] sectors.
This work intends to evaluate the possibility of using the commercial off-the-shelf (COTS) system fabricated by SENSeOR (Besançon, France) to measure torque and temperature of a rotating shaft. The system is composed of temperature and strain sensors and the corresponding interrogation unit. Since the COTS RF antenna is not appropriate to be used under rotation, a simple RF coupler was designed and fabricated. An aluminum load cell was fabricated and instrumented with the sensors. The temperature sensor was calibrated using a thermal chamber. The strain sensors were calibrated using a mechanical setup designed and fabricated specifically for that purpose. A second mechanical setup was designed to perform the measurements under rotation. The influence of the rotation in the accuracy of the measurements was evaluated at different temperatures and rotation speeds in the absence of external torque. Finally, an external torque was applied to the rotating shaft while the strain sensors were interrogated with the interrogation unit. As a general conclusion, it can be stated that commercial sensors can be used to measure torque and temperature of a rotating shaft. However, the sensors’ response is hampered by some particular characteristics of COTS components that have a negative impact on the accuracy of the complete system. These characteristics have been identified and corrective measurements proposed.
2. Materials and Methods
The system that was used in this work is based on a 433 MHz kit fabricated by the French company SENSeOR; the kit includes a temperature sensor, two strain gages and the corresponding interrogation unit.
The sensors were mounted on the surface of a load cell that consisted of a hollow cylinder fabricated in aluminum Al7075-T6. The cell was 90 mm long, inner and outer diameters were 74 and 80 mm, respectively. A flat 24 × 50 mm2 surface was machined to allow for the fixation of the sensors. Since the load cell was assembled together with a rotating shaft, the antenna was replaced by a large diameter RF coupler that keeps the sensors in line of sight with the interrogation unit.
2.1. SAW Sensors
Temperature was measured with a TSE F162 sensor chip (SENSeOR, Besançon, France) mounted in a 5 × 5 mm
2 SMD (surface-mount device) packaging. This sensor has two resonators with different temperature coefficients. Room temperature (25 °C) resonant frequencies and temperature coefficients for each resonator (taken from the data sheet) can be seen in
Table 1. In the COTS solution, the SMD packaging comes embedded in a 26 × 16 × 54.7 mm
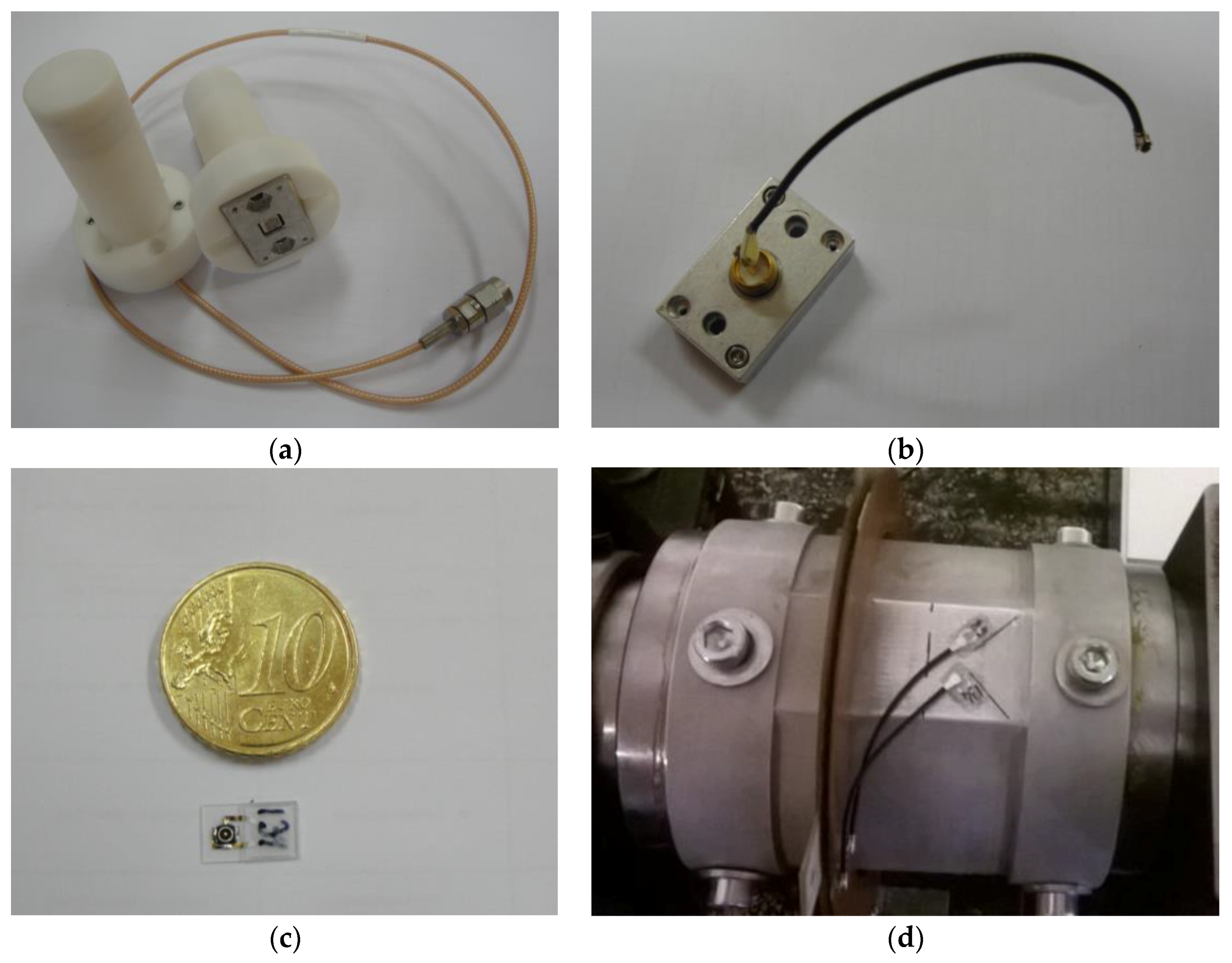
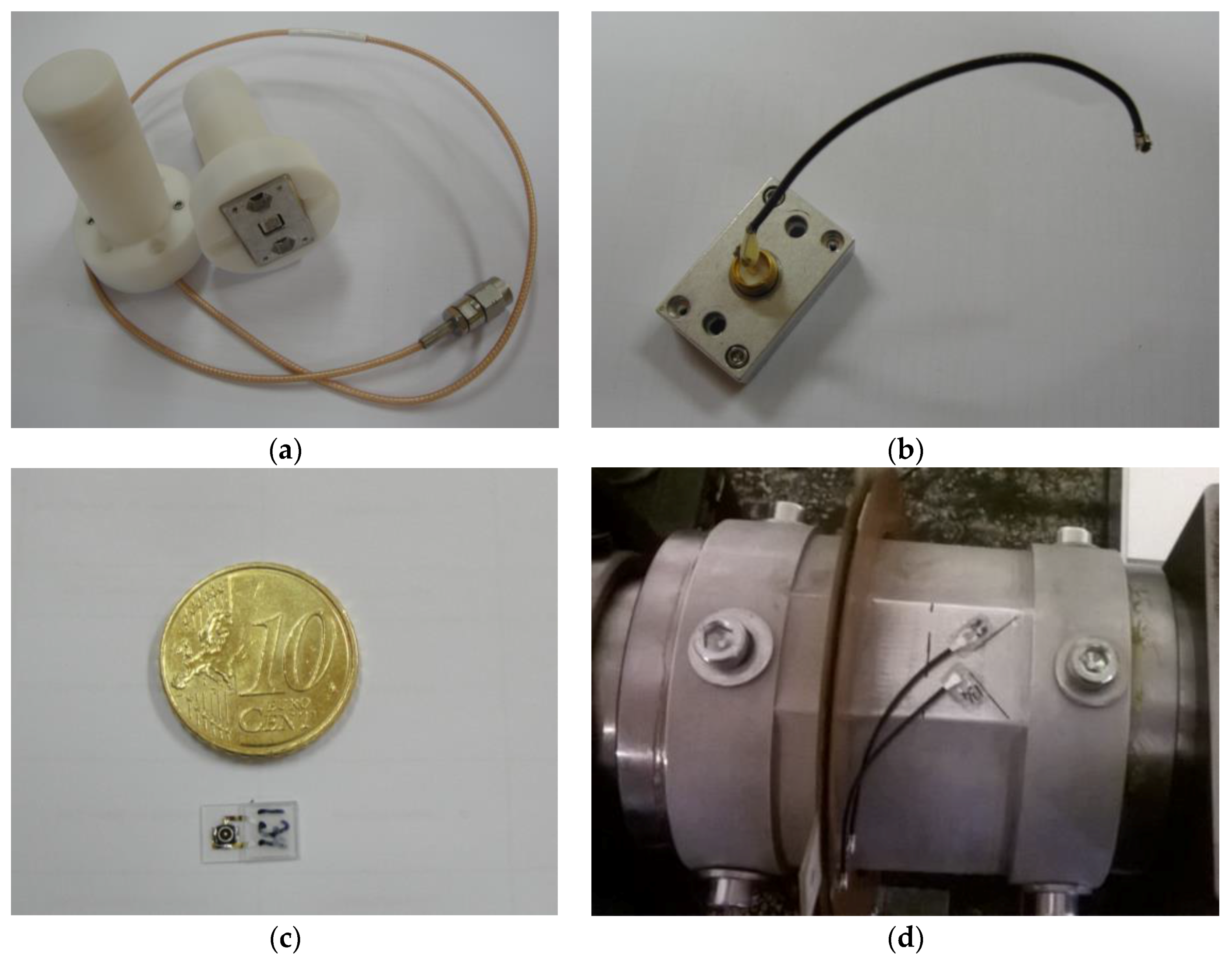
3 aluminium cage that can be glued or screwed directly on the surface of the material to be probed. The weight of the sensor chip and aluminium package is 7 g. The cage is further embedded inside a PTFE (polytetrafluoroethylene) radome 54.8 mm-high with a cylindrical 35.5 mm-diameter base—
Figure 1a. The weight of the aluminium cage embedded in the radome is 35 g. Inside the radome, an omnidirectional antenna is connected to the sensor by means of ultra-small surface mount coaxial W.FL connectors (
https://www.hirose.com/product/en/products/W.FL/). It is also possible to obtain the sensor module with an additional coaxial cable that can be connected directly to the interrogation unit (
Figure 1a). However, this solution is not appropriate for the current application; on one side, the large volume and height of the radome make it inappropriate to be assembled on a rotating shaft; on the other side, the omnidirectional radiation pattern of the antenna does not guarantee a stable communication link between the sensor and the interrogation unit. As such, the radome and antenna were detached from the sensor chip and corresponding aluminium cage and a W.FL cable was soldered to the male 50 Ω SMA connector that is connected to the sensor—
Figure 1b. After this step, the sensor (embedded in the aluminium cage) was fixed on the load cell with M-Bond 200 Glue and M-Bond 200 catalyst; thermally conductive paste guaranteed the thermal contact between the sensor chip and the surface of the load cell. The W.FL cable attached to the sensor was then connected (i) directly to the RF coupler or (ii) to the interrogation unit or to a dipole antenna (for calibration purposes) with an SMA (SubMiniature version A) coaxial cable.
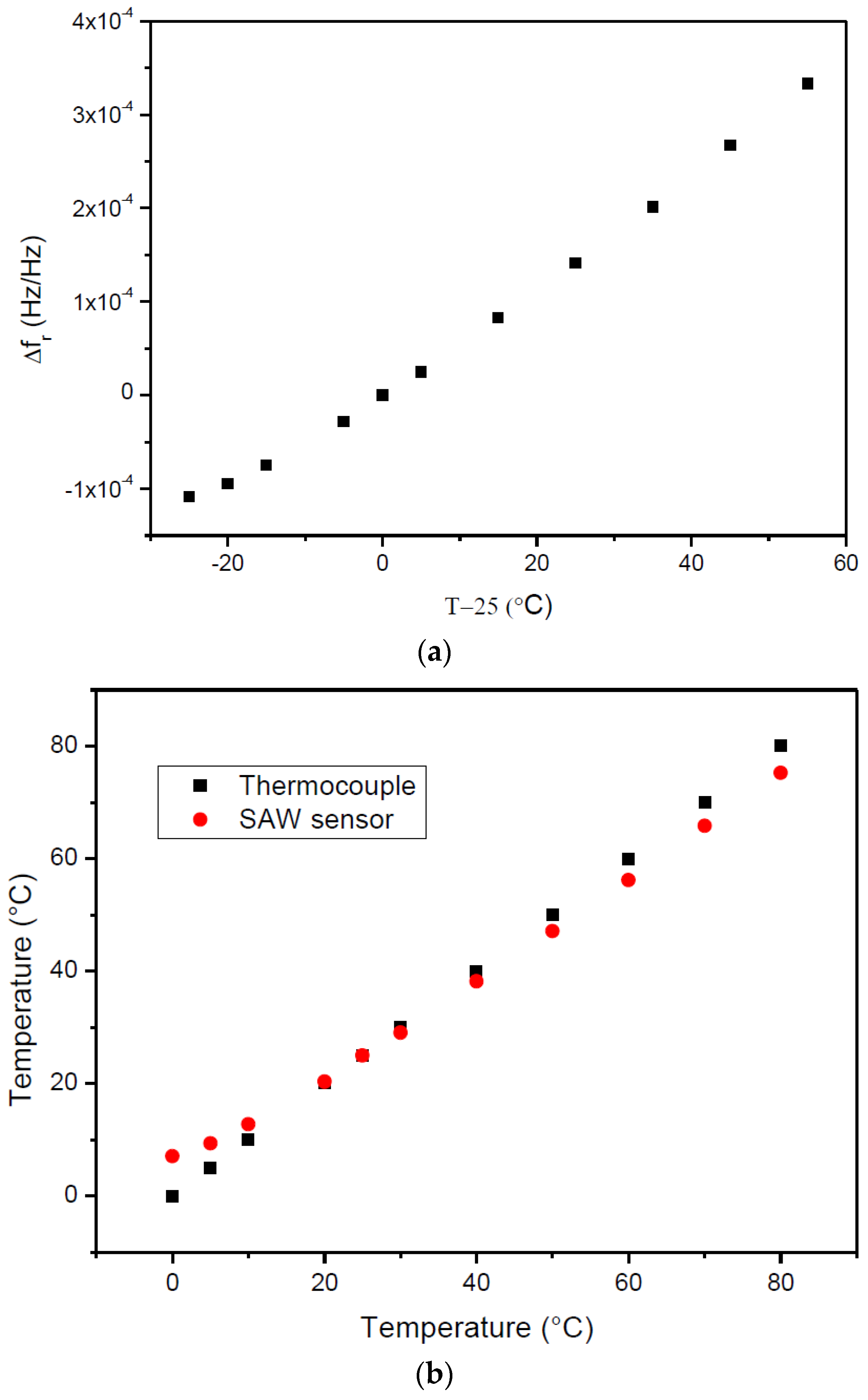
After being mounted on the load cell surface, the temperature sensors were calibrated using a FITOTERM 22E thermal chamber (Aralab, Lisbon, Portugal) with the sensors and interrogation unit connected directly to dipole antennas. The load cell was exposed to temperature sweeps, with 5 °C resolution, from 20 °C to 80 °C. Between each temperature step, there was a time interval of 45 min; a J-type thermocouple digital thermometer was used to measure the temperature directly on the load cell surface. At each step, the response of the sensors was recorded using the interrogation unit.
Torque was measured with SENSeOR SSE E015 and SSE E017 strain gages. The thickness of each gage is 350 µm, while the length and width are 9.0 and 5.5 mm, respectively, and the weight is ≈0.04 g.
Figure 1c shows the detail of one of the gages with a clear view of the W.FL connector. Each strain gage consists of one resonator with a different resonant frequency—
Table 1. The gages were fixed on the load cell surface using M-Bond 200 Glue and M-Bond 200 catalyst. In order to measure applied torque, a half-bridge configuration was used with the strain gages placed at a 45° angle with the load cell neutral axis—
Figure 1d. The W.FL cables connected to each of the gages were connected (i) directly to the RF coupler or (ii) to the interrogation unit with an SMA coaxial cable.
As can be seen from
Table 1, the resonant frequencies do not overlap and simultaneous interrogation can be performed without the risk of spectral overlap.
2.2. Interrogation Unit
The sensors were interrogated by the SENSeOR wideband radio-frequency transceiver WR D005. This unit operates in the [430.5, 449.5] MHz frequency band. It provides digital RS232/USB and analogue outputs. The maximum sampling rate/sensor is, according to the data sheet, 150 Hz (depending on the application). The dimensions of the interrogation unit are 18.4 × 10.9 × 3.0 cm3.
Once the interrogation unit is turned on, the user is prompted to choose a configuration. Different types of measurements are possible: quarter-bridge, half-bridge, half-bridge with temperature compensation or temperature alone. After the configuration has been chosen, the user may configure the filtering and recording parameters and correct the frequency offset.
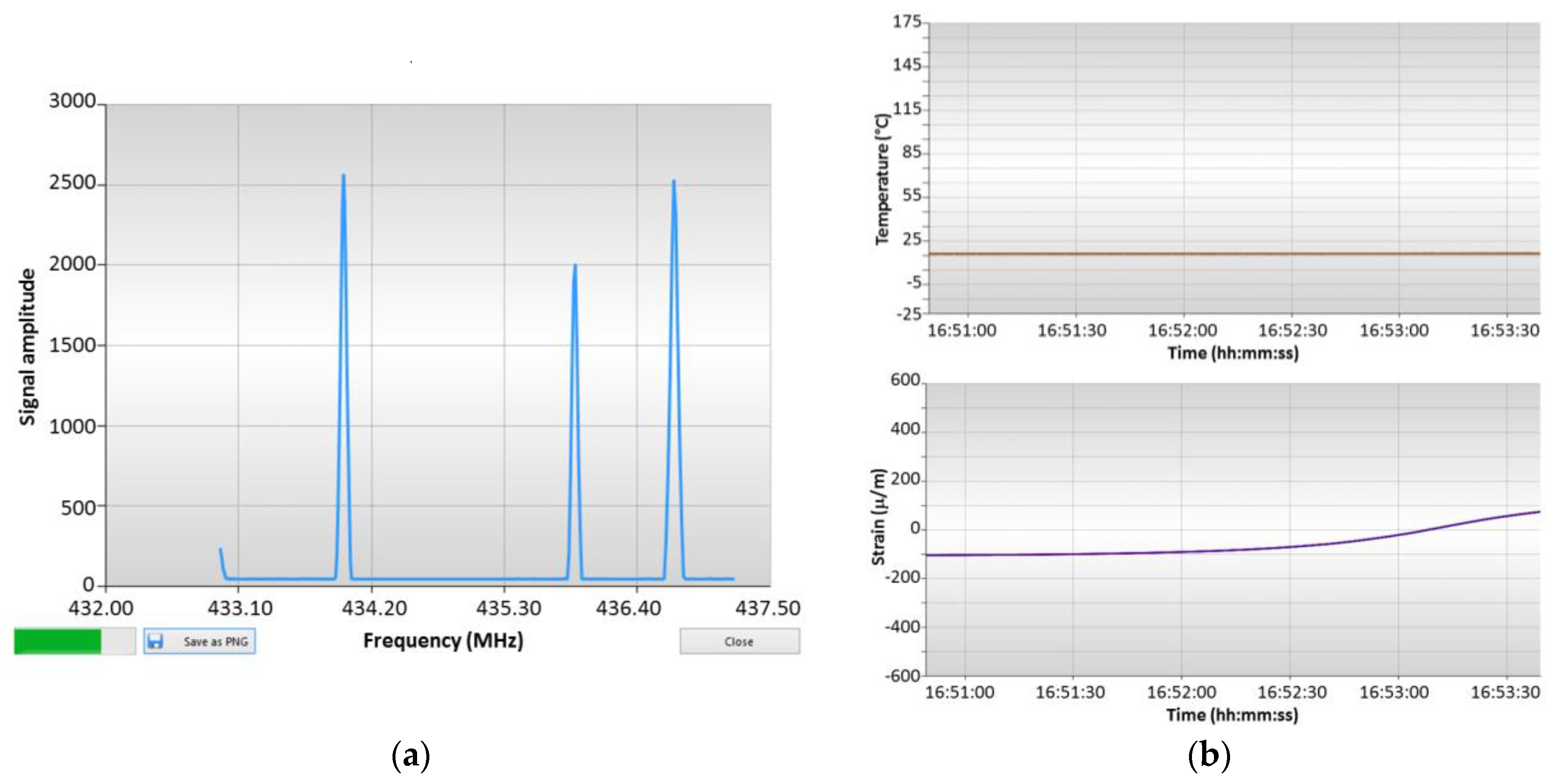
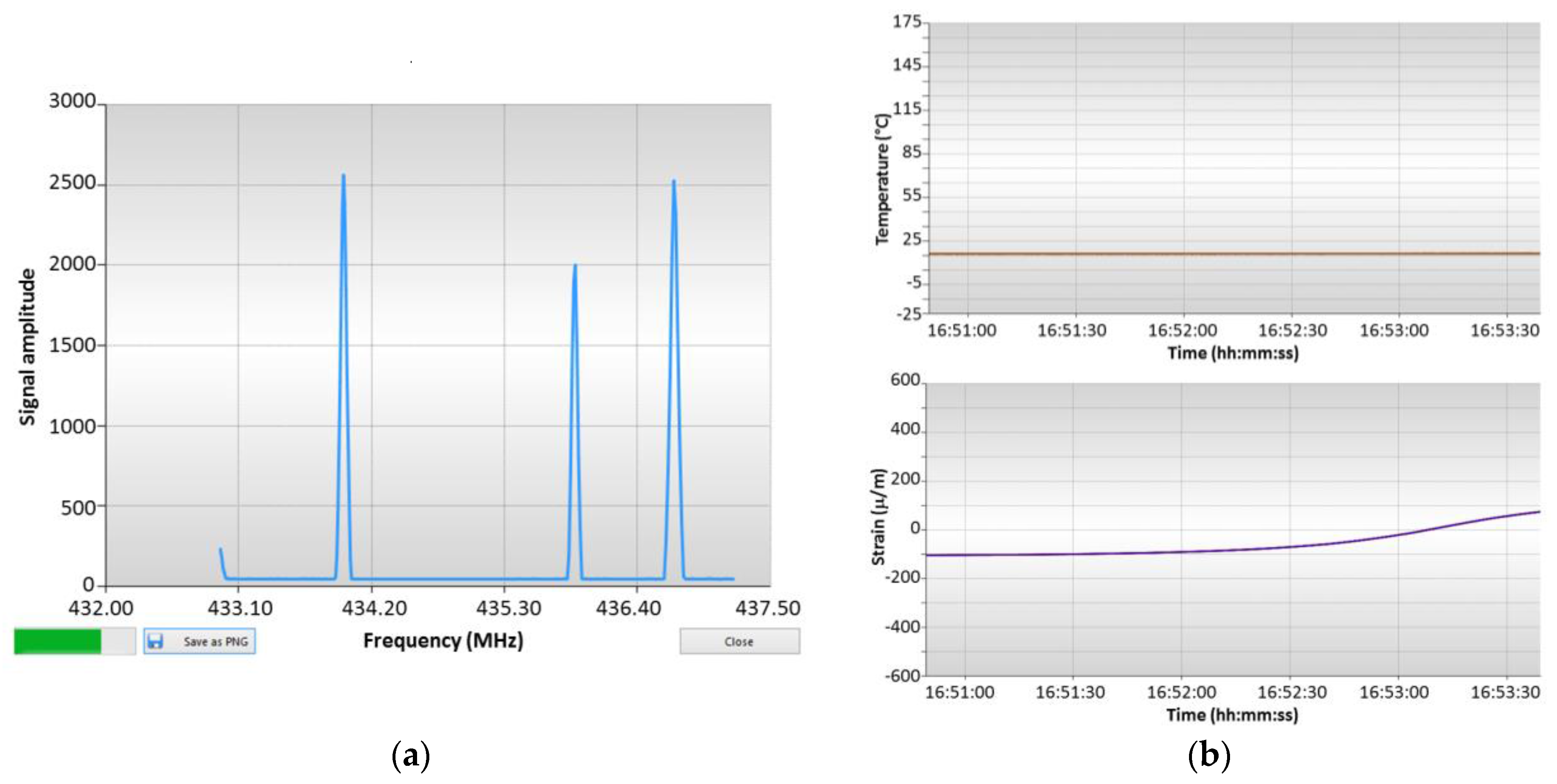
After this configuration, the user can start acquiring data. The “Oscilloscope” mode is similar to the display of a spectrum analyzer, where the frequency response of the sensors is shown. As an example,
Figure 2a shows the response of sensor SSE E015 (peak centered at 433.95 MHz) and the two resonance peaks of sensor TSE F162 (435.88 and 436.58 MHz). The left most resonance is related with the response of a 3rd sensor and falls outside the visible window. Typical temperature and strain output windows are depicted in
Figure 2b.
2.3. RF Couplers
A dipole antenna is the simplest solution for establishing communication at 434 MHz band. However, in the present case, this solution would compromise the line of sight, so a large diameter microstrip coupler [
18] was implemented.
The stator and rotor couplers were fabricated using FR-4 epoxy laminate. This material has a copper conductive layer and a dielectric constant of 4.5 and is available in plates of different thickness. On the top layer, micro strip transmission lines were patterned by selectively removing the copper layer, while the back surface remained covered with a copper layer, behaving as a ground plane. The length of the stator line was chosen to meet one wavelength
—under these conditions, the travelling wave regime minimizes the amplitude variation of the signal along the stator circumference. The length of the rotor line was
. The possible combinations for the length
L and width
W of the stator and rotor lines were calculated as a function of the thickness
W of commercially available FR-4 substrates using TX-Line by AWR transmission line design tool—
Table 2.
L remains almost unchanged while
W changes significantly with the thickness of the FR-4 substrate. To keep the largest
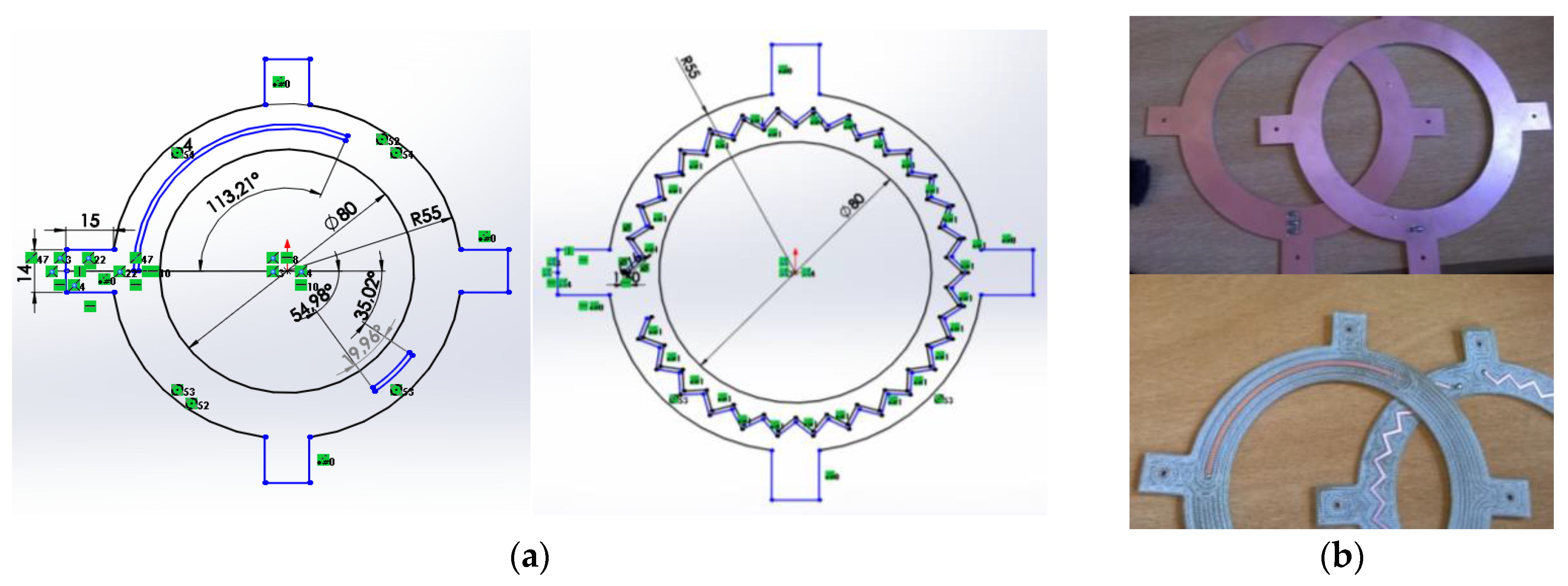
L/W ratio, FR-4 substrate with a thickness of 0.8 mm was chosen. The inner diameter of the couplers was ≈80 mm (to fit the external diameter of the load cell), which corresponds to a minimum perimeter of ≈250 mm, and the outer diameter was 110 mm. The
rotor line was obtained with a curved line while the stator line had a zigzag shape (
Figure 3a). The fabricated couplers can be seen in
Figure 3b.
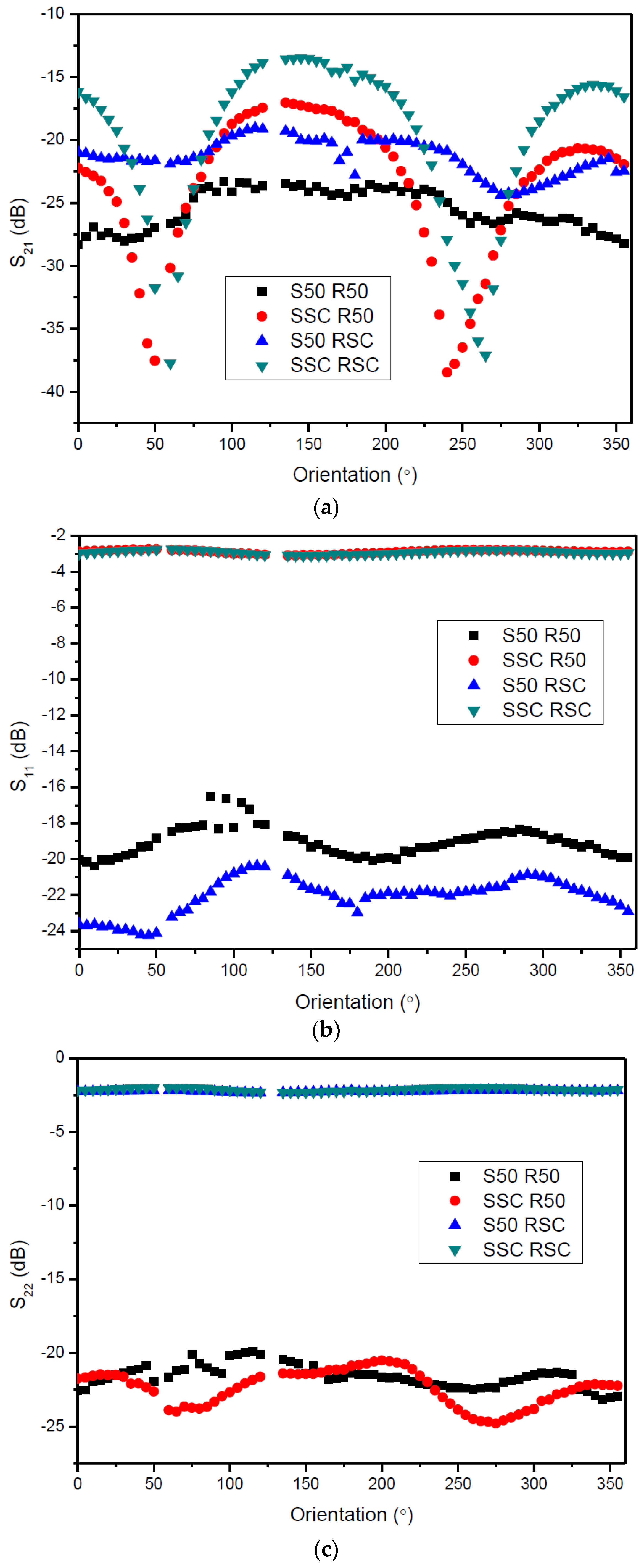
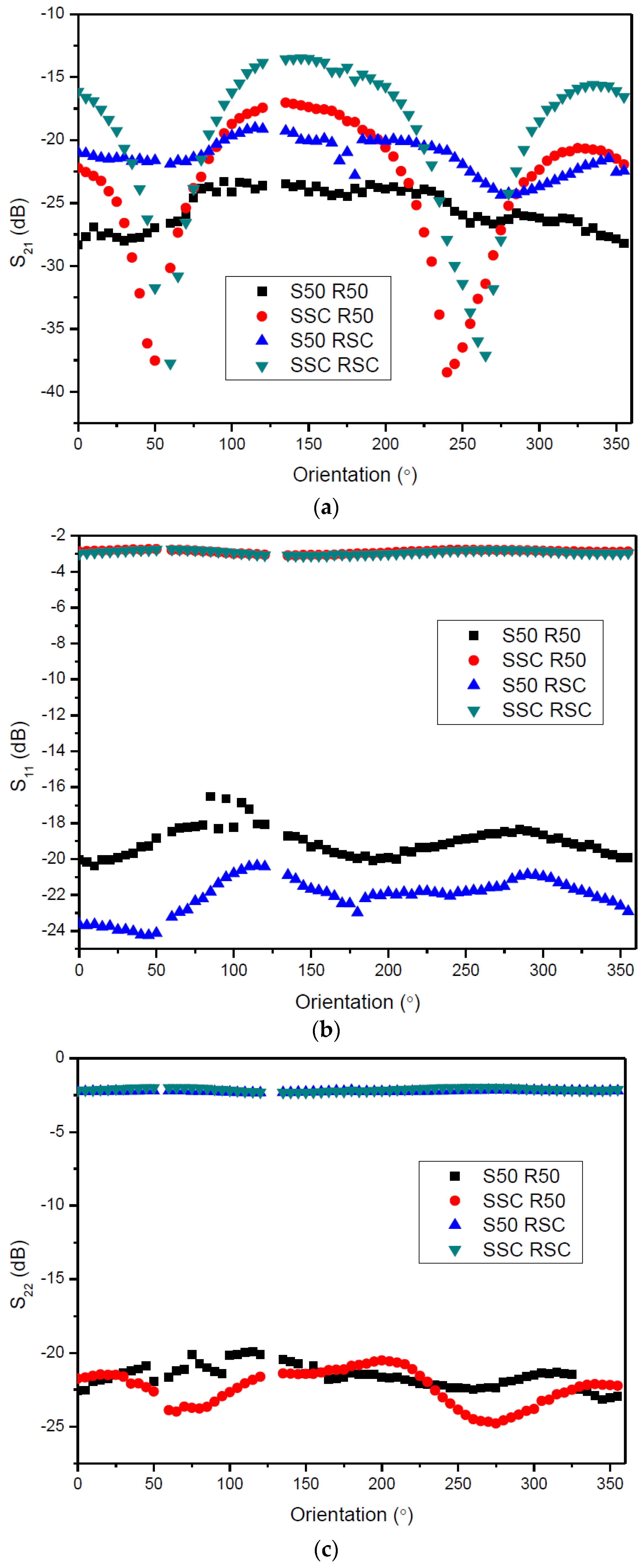
The stator coupler was fixed with screws to an L-shape metallic piece mounted directly on the table; the transmission line was terminated with 50 Ω and was connected to the interrogation unit with a coaxial cable. The rotor coupler was mounted directly on the shaft. The rotor was designed in a way that its inner diameter meets the external diameter of the load cell. After inserting the shaft through the coupler’s hole, it was further fixed to the load cell with epoxy. This guarantees that shaft and rotor coupler behave as one single body once the system is rotating. The transmission line was short-circuited and was connected to the SAW sensors with W.FL cables. The scattering parameters of the implemented couplers (
Figure 3b) were measured with a PNA E8361C network analyzer (Santa Rosa, CA, USA).
2.4. Calibration Setup
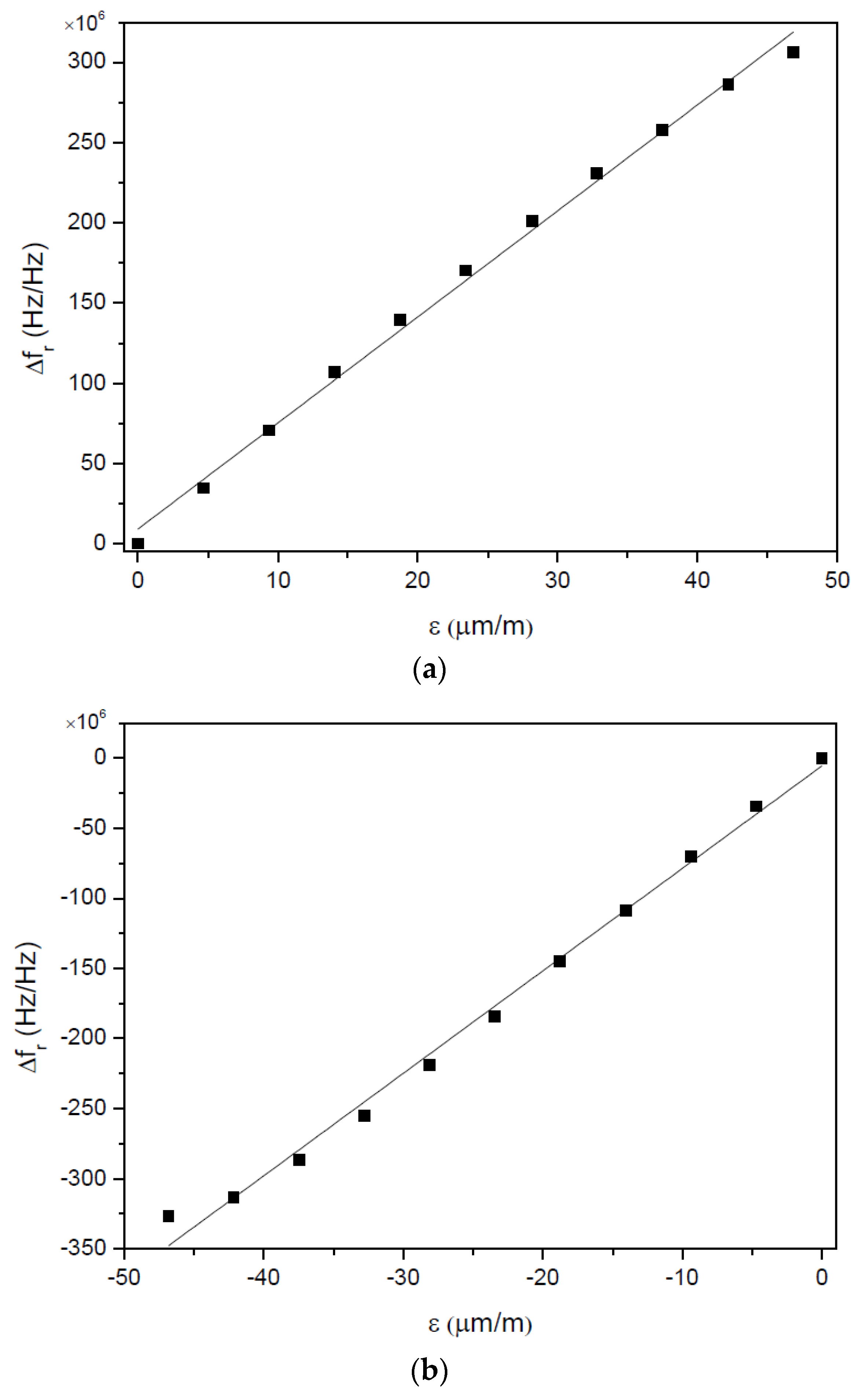
To determine the gage factor
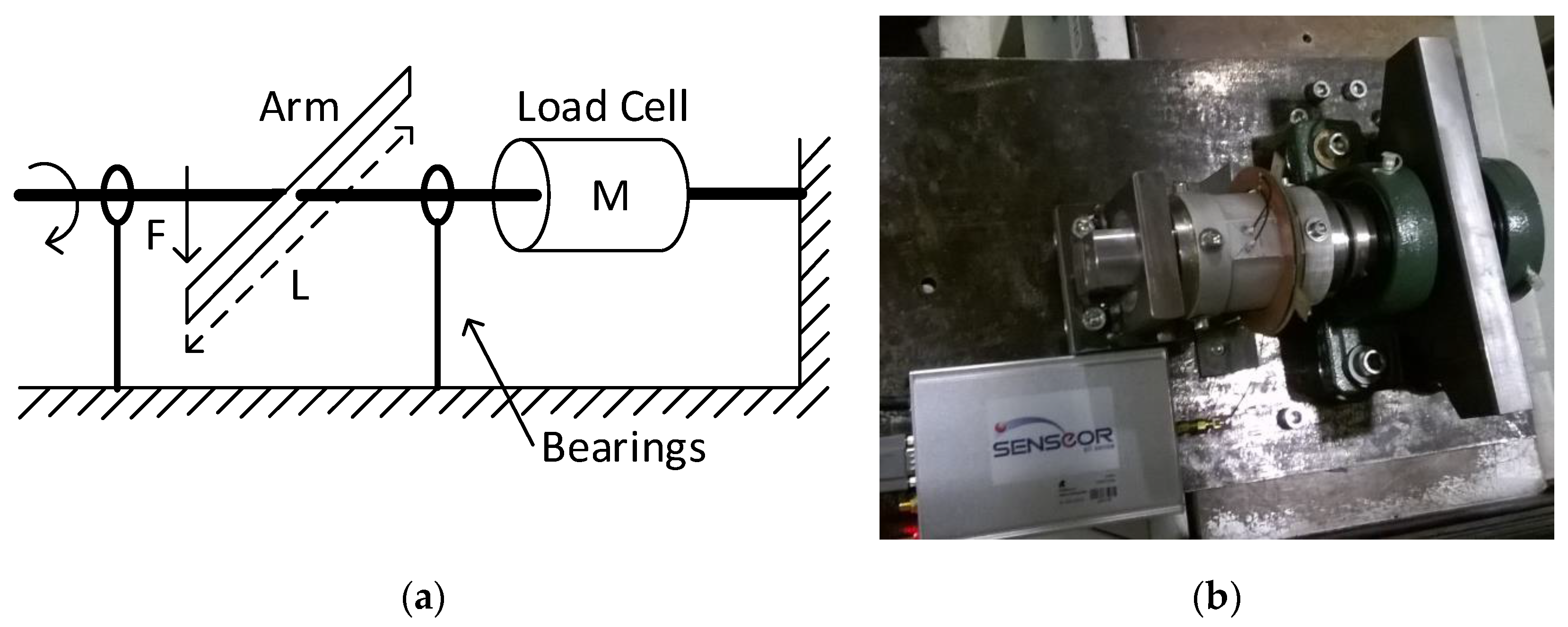
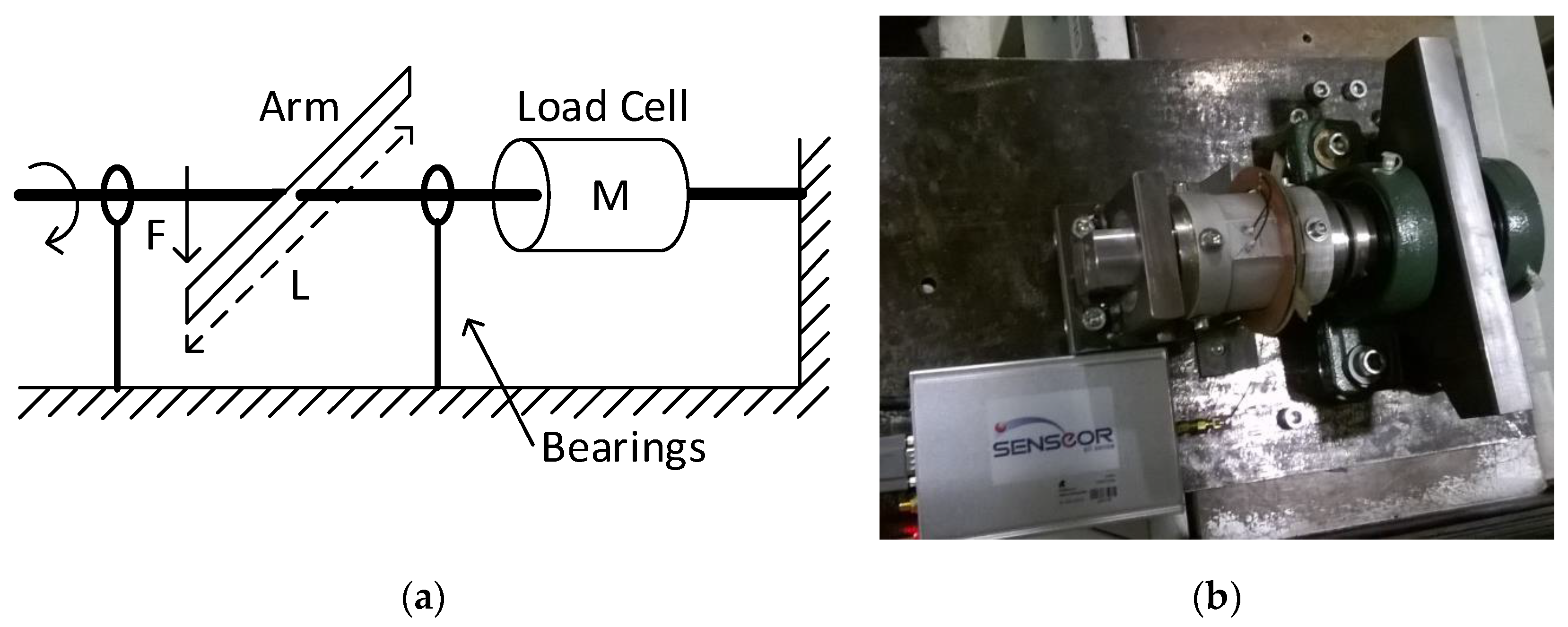
of the SAW strain gages, a static calibration setup was previously designed and implemented. The operation principle is represented in
Figure 4a. A force
is applied perpendicularly to a metallic arm that is connected to a steel shaft. The load cell is attached to this shaft, which, in turn, stands on two bearings. Under these conditions, the torque
M applied to the load cell is given by the following equation:
where
F is the applied force,
L is the length of the moveable arm and
θ is the angle formed between the applied force vector and the arm. Since the force is applied perpendicularly to the moveable arm and the maximum vertical displacement of the arm is negligible when compared to its length, for practical considerations
and this term can be neglected.
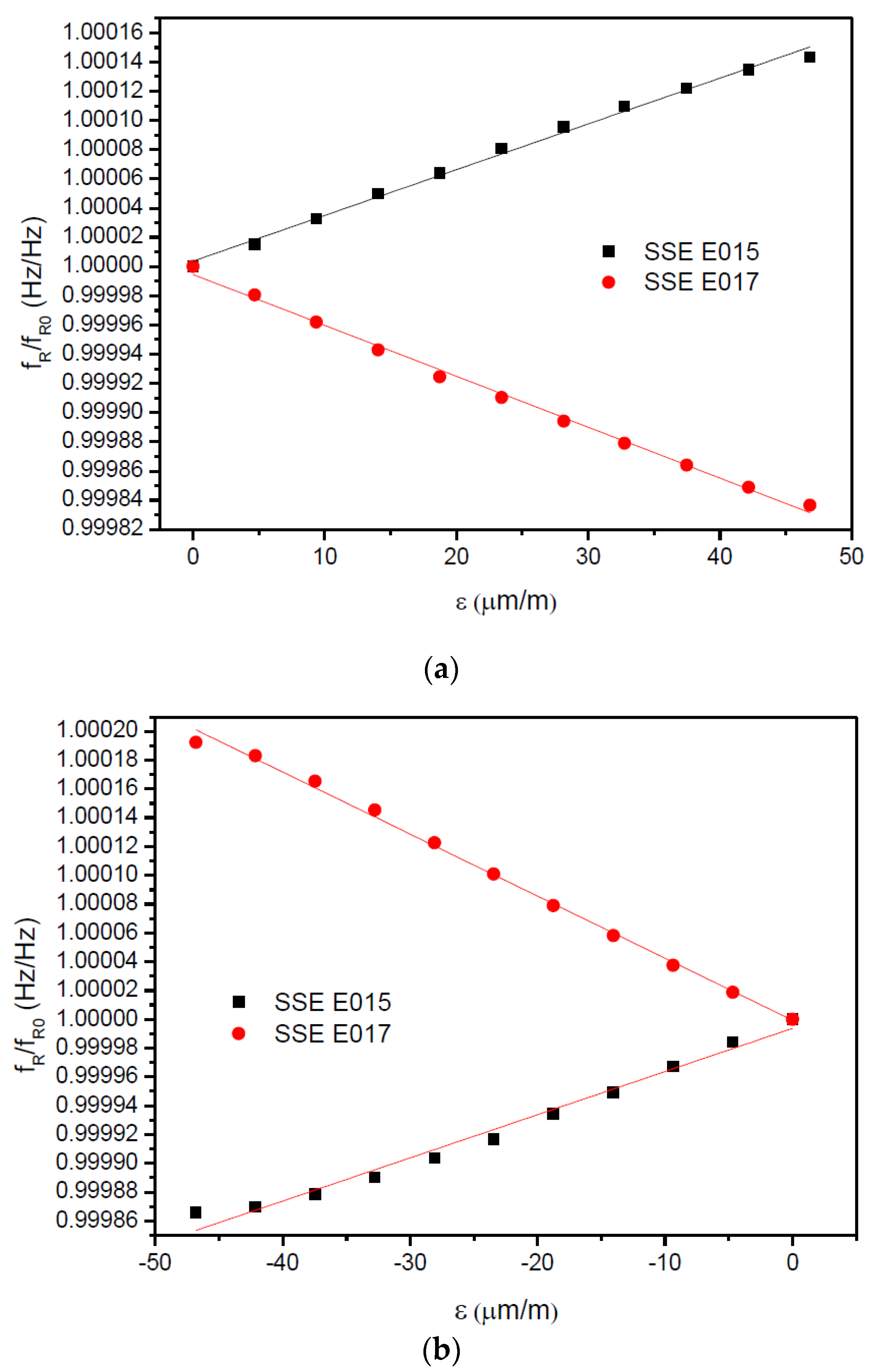
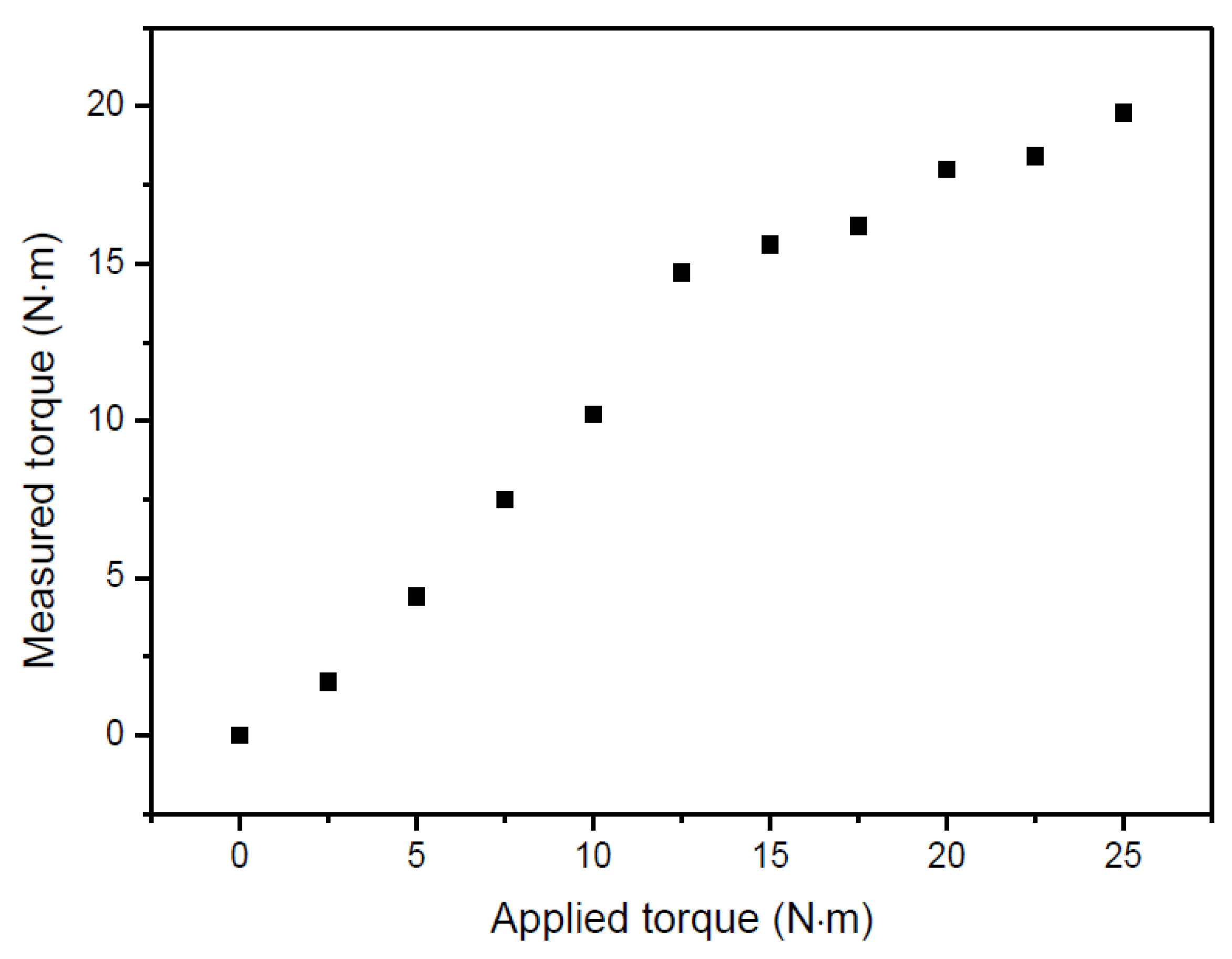
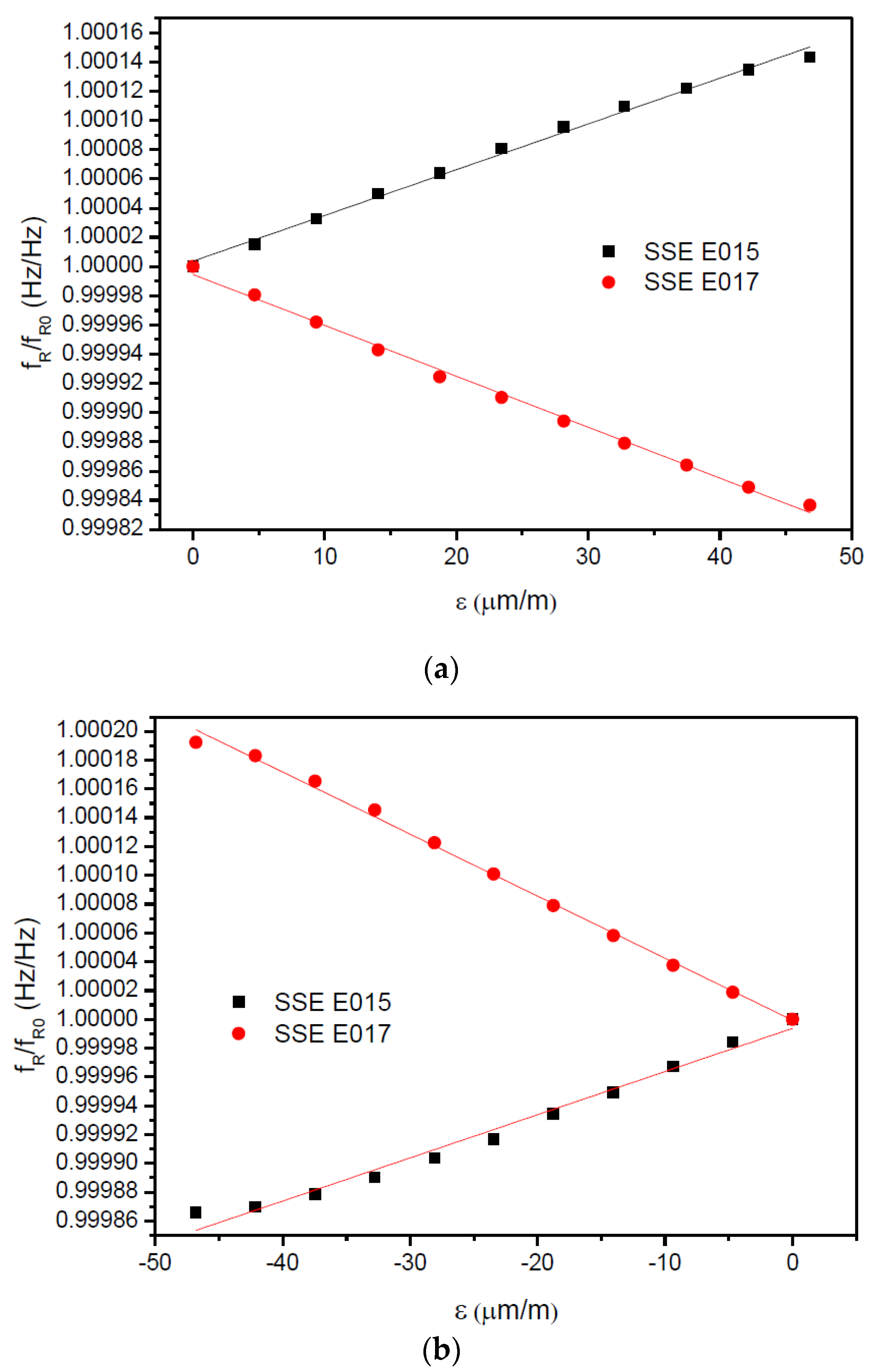
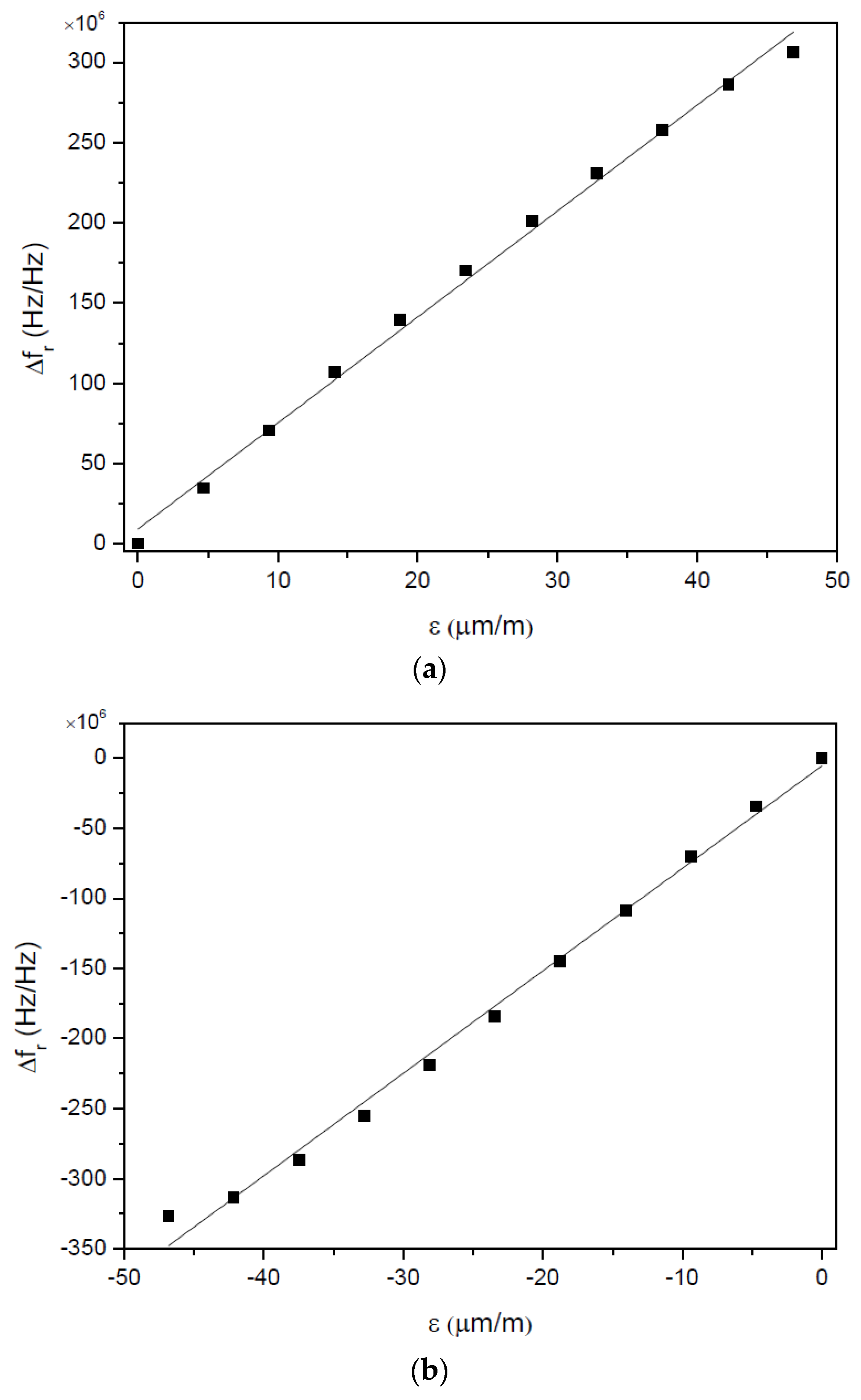
The instrumented load cell was assembled in the calibration setup and the RF couplers were positioned with a relative orientation of 0°. A Shimadzu Autograph AGS-10kN Universal Testing Machine (UTM) (Kyoto, Japan) applied strain in the downward direction in the moveable arm; measurements were performed at room temperature. The values of applied strain varied between 0 and 47 µm/m with a step of 4.7 µm/m. The procedure was repeated afterwards but with strain applied in the upward direction using a steel cable connected to the arm. For each applied strain, the response of the gages was measured with the interrogation unit. The detail of the load cell, the strain sensors and the moveable arm can be seen in
Figure 4b.
2.5. Setup for Dynamic Measurements
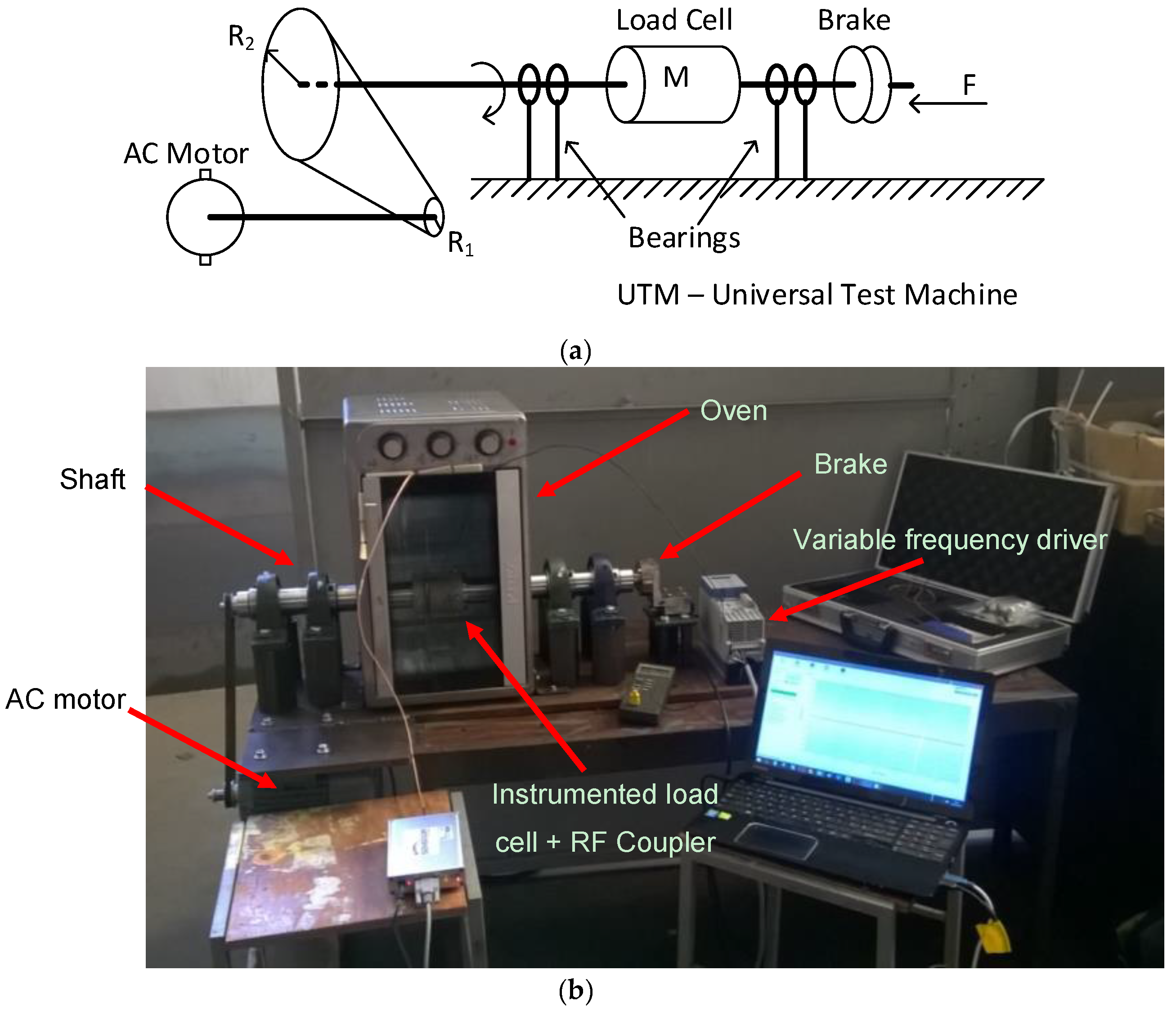
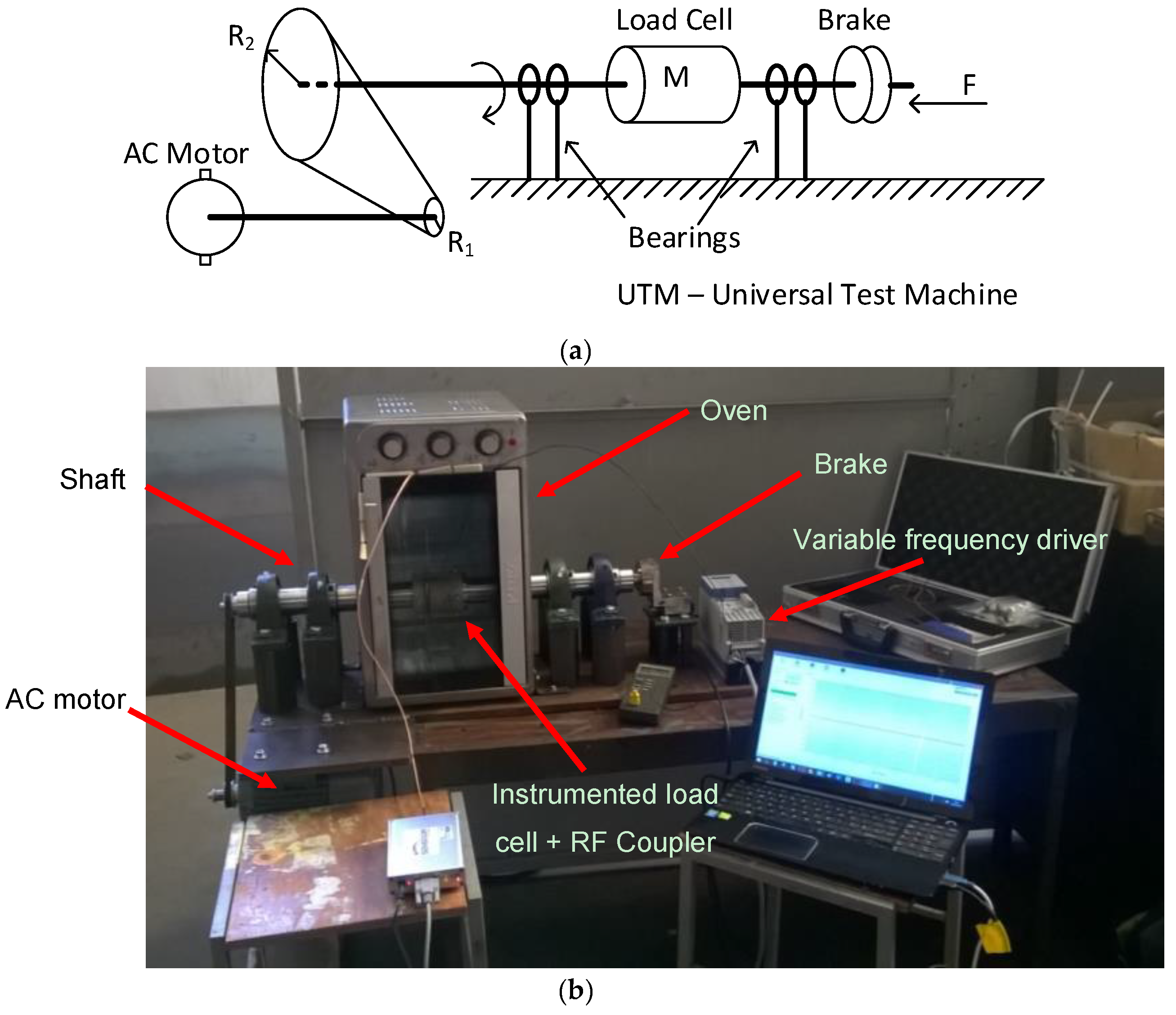
Figure 5a represents the schematic diagram of the setup for making the measurements under rotation. An alternating current (AC) motor is connected to a steel shaft through a couple of pulleys and a toothed belt. The load cell is attached to this shaft, which, in turn, stands on two bearings. Finally, a brake is connected to the free side of the shaft.
Considering that the loading of the AC motor by the shaft is negligible, the torque felt by the load cell is equal to the torque produced by the brake. When the brake is pressed by a force
parallel to the shaft axis, the generated torque
M is equal to:
where
is the friction coefficient between the brake disk and the shaft,
is the absolute value of the applied force and
is the radius of the shaft. For the present case, the friction coefficient was
.
Figure 5b shows the assembled setup. To control the ambient temperature, the shaft with the attached load cell penetrated a commercial oven perforated for this effect. The shaft was mounted on two mechanical bearings and the stator antenna was fixed to the oven by a metallic L-shaped piece. A motor NORD SK80-LH/2 (Oliveira do Bairro, Portugal), with a nominal rotating speed of 2825 rpm, was connected to the shaft with a toothed belt. The speed of the motor was controlled with a frequency inverter NORDAC AC Vector Drive (Oliveira do Bairro, Portugal) of the SK500E family, with 200–240 V 3-phased power supply. The rotation speed of the shaft was measured with a digital tachometer HS2234. The braking system consisted of a metallic brake pad that was pressed perpendicularly against the shaft to reduce the rotation velocity. A load cell was used to measure the force impressed on the braking system. Whenever necessary, the temperature in the air surrounding the load cell was measured with a J-type thermocouple digital thermometer.
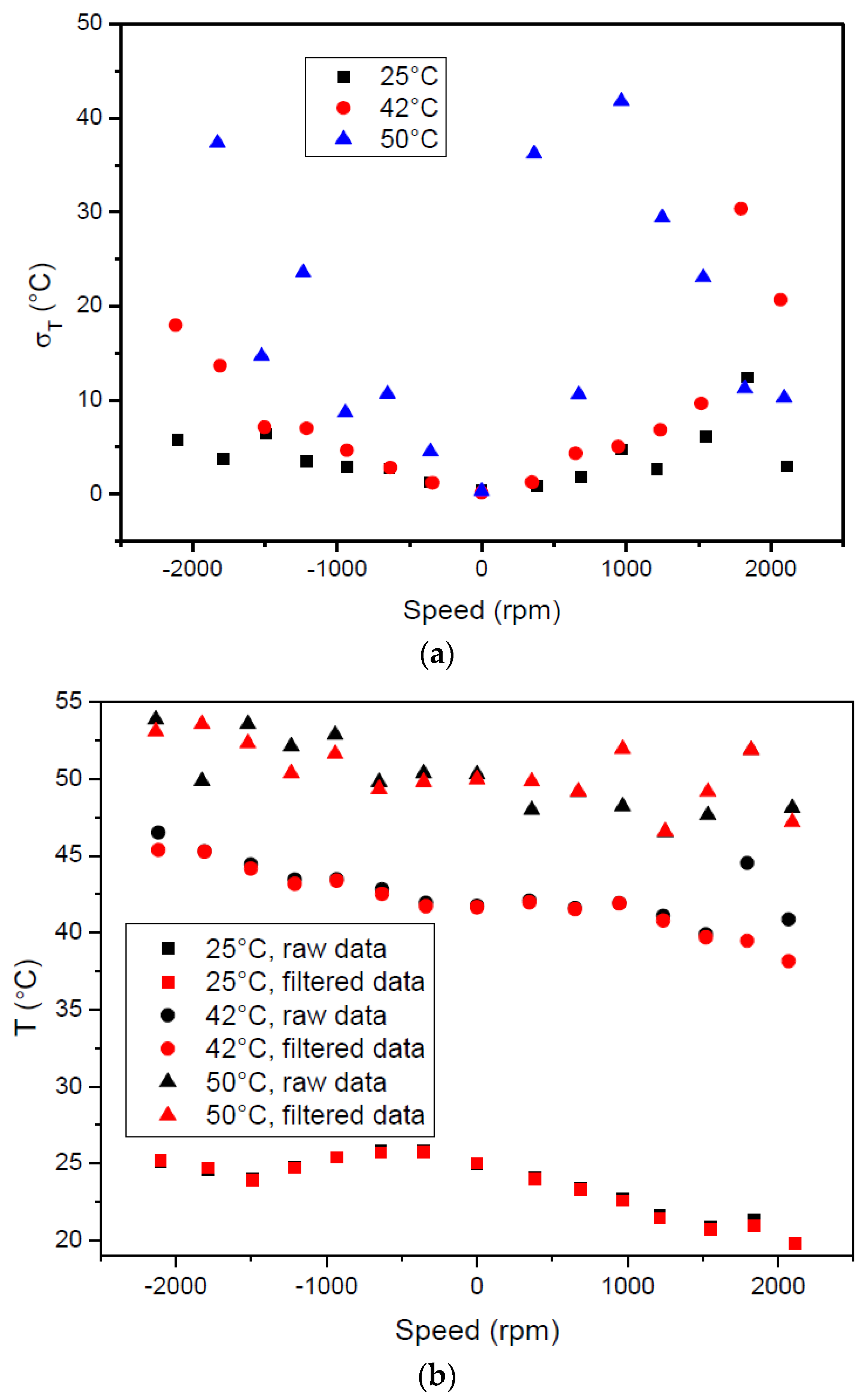
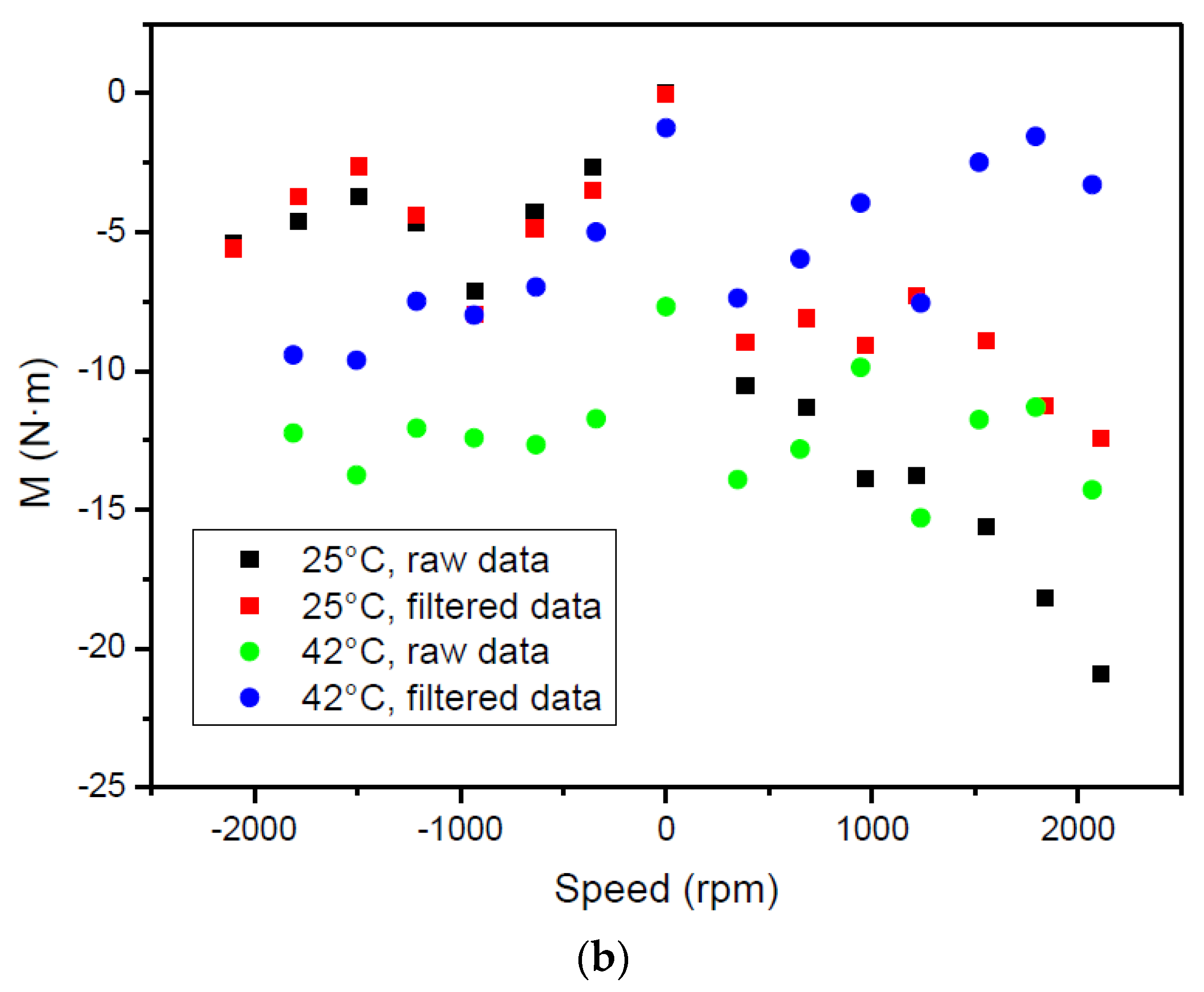
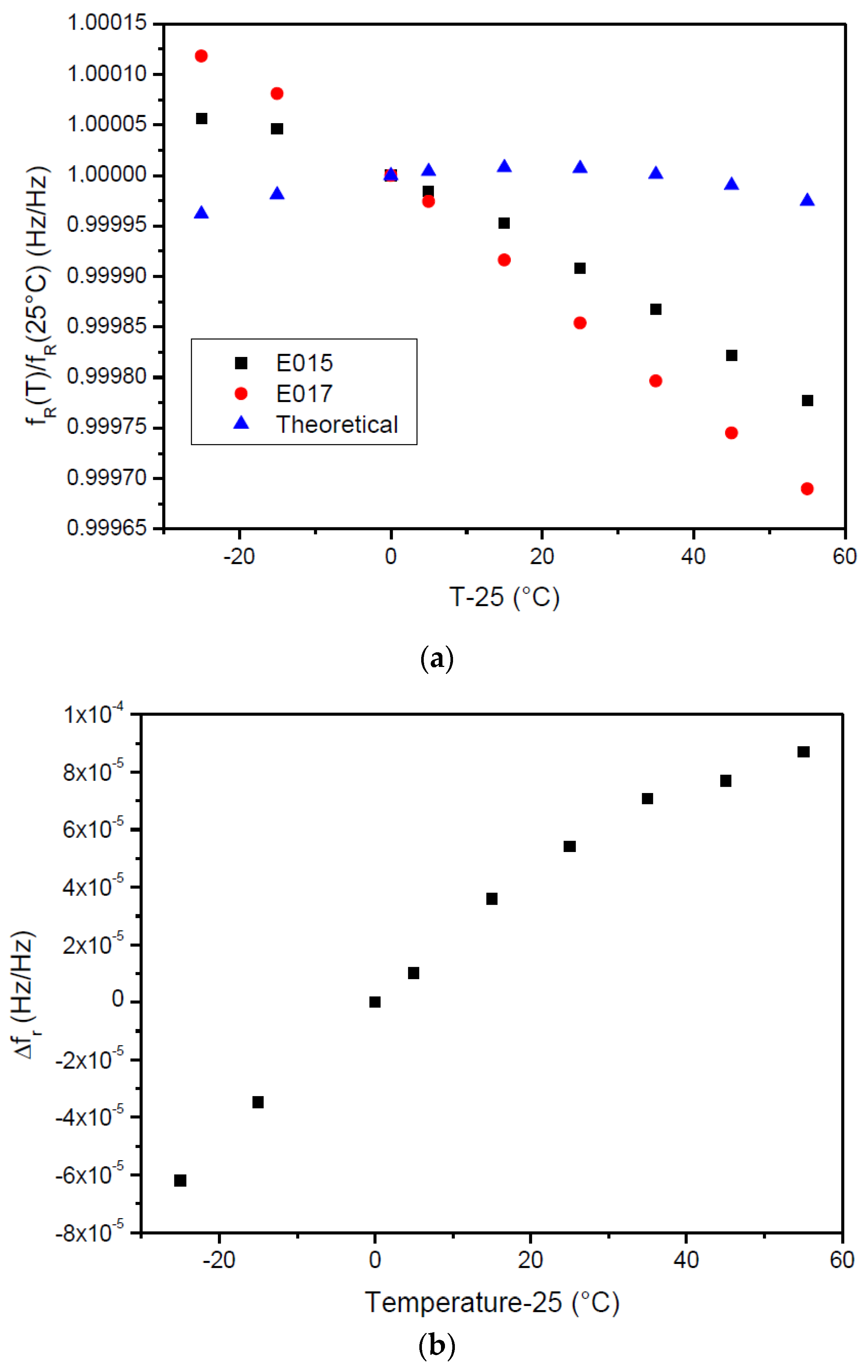
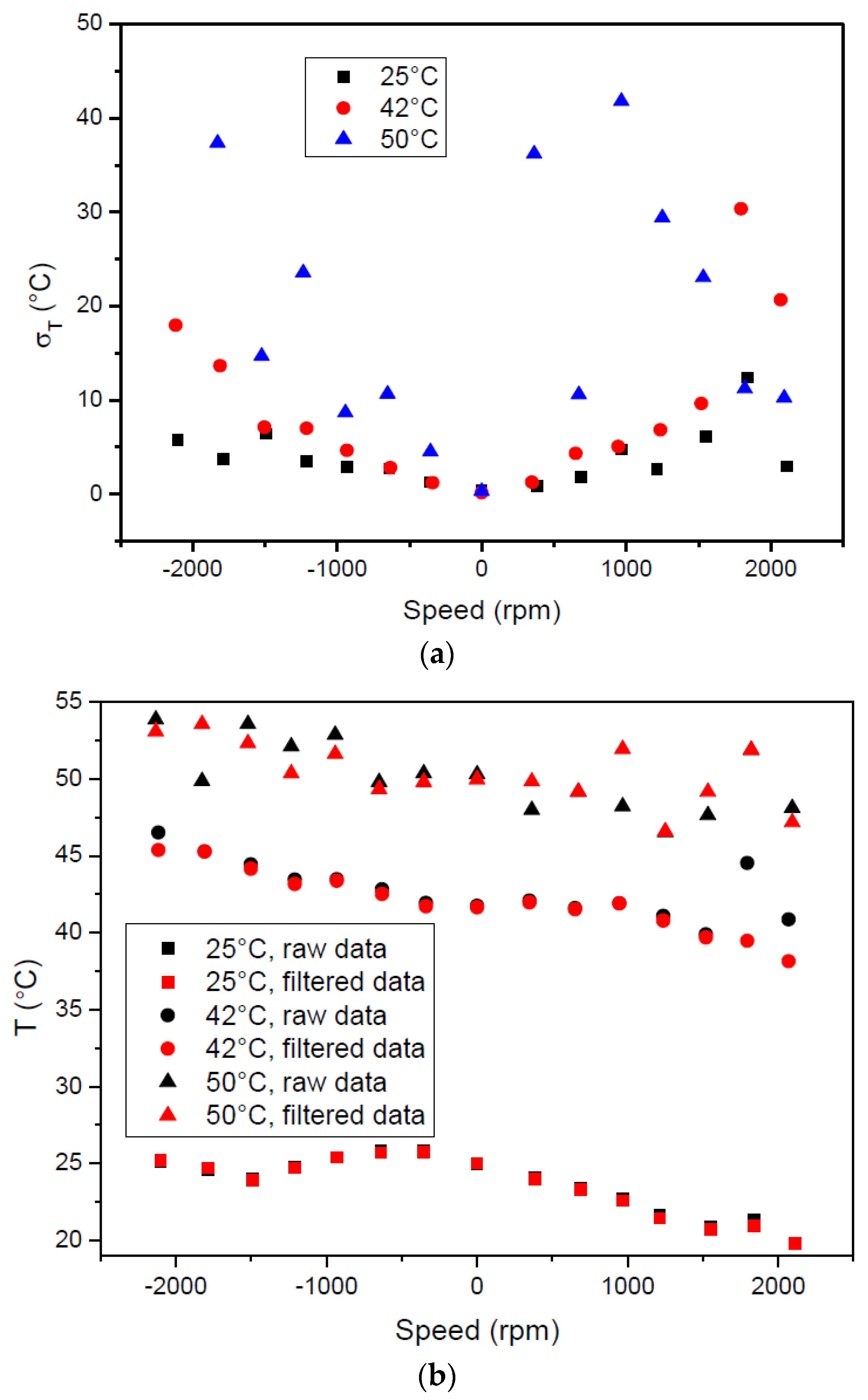
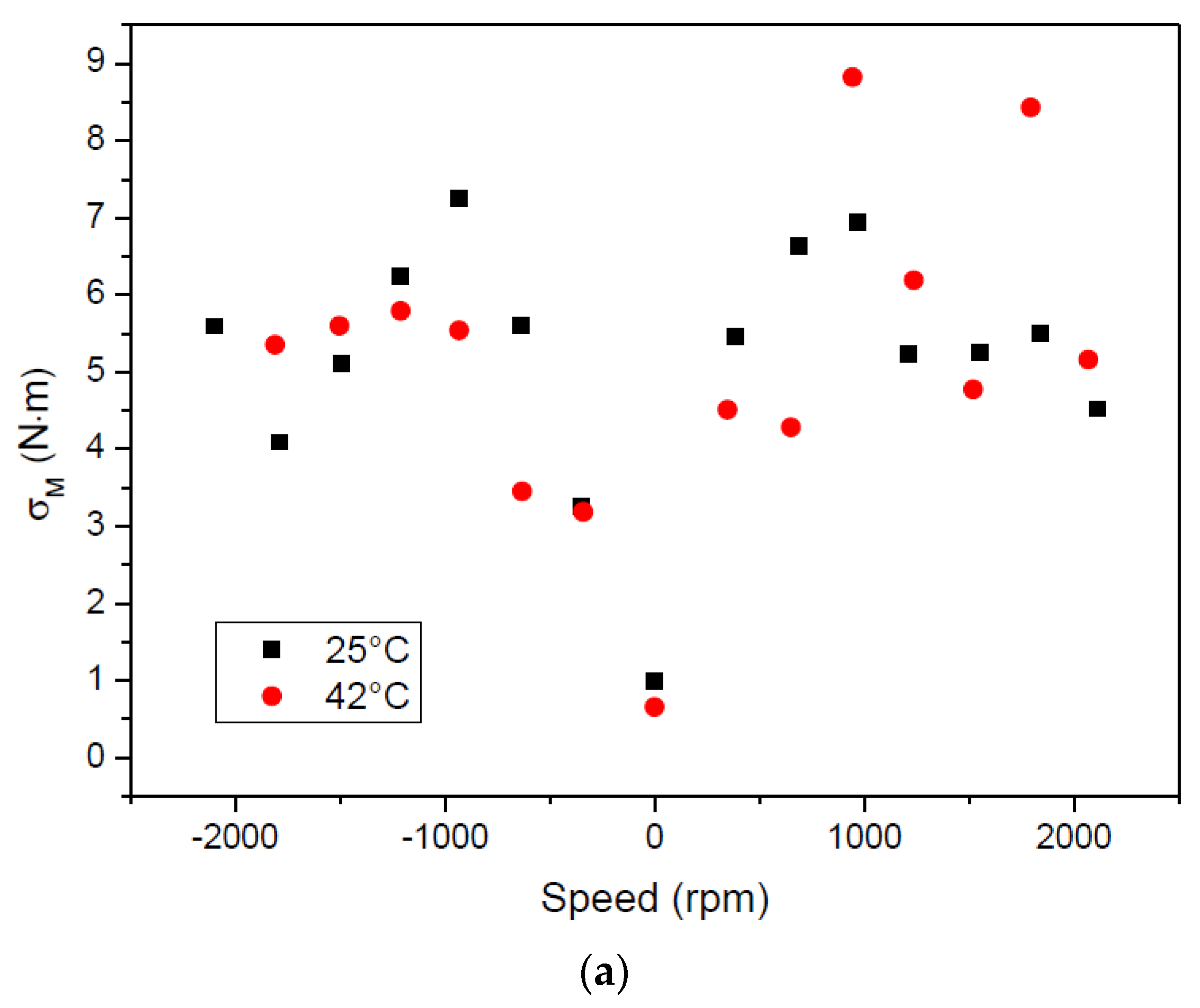
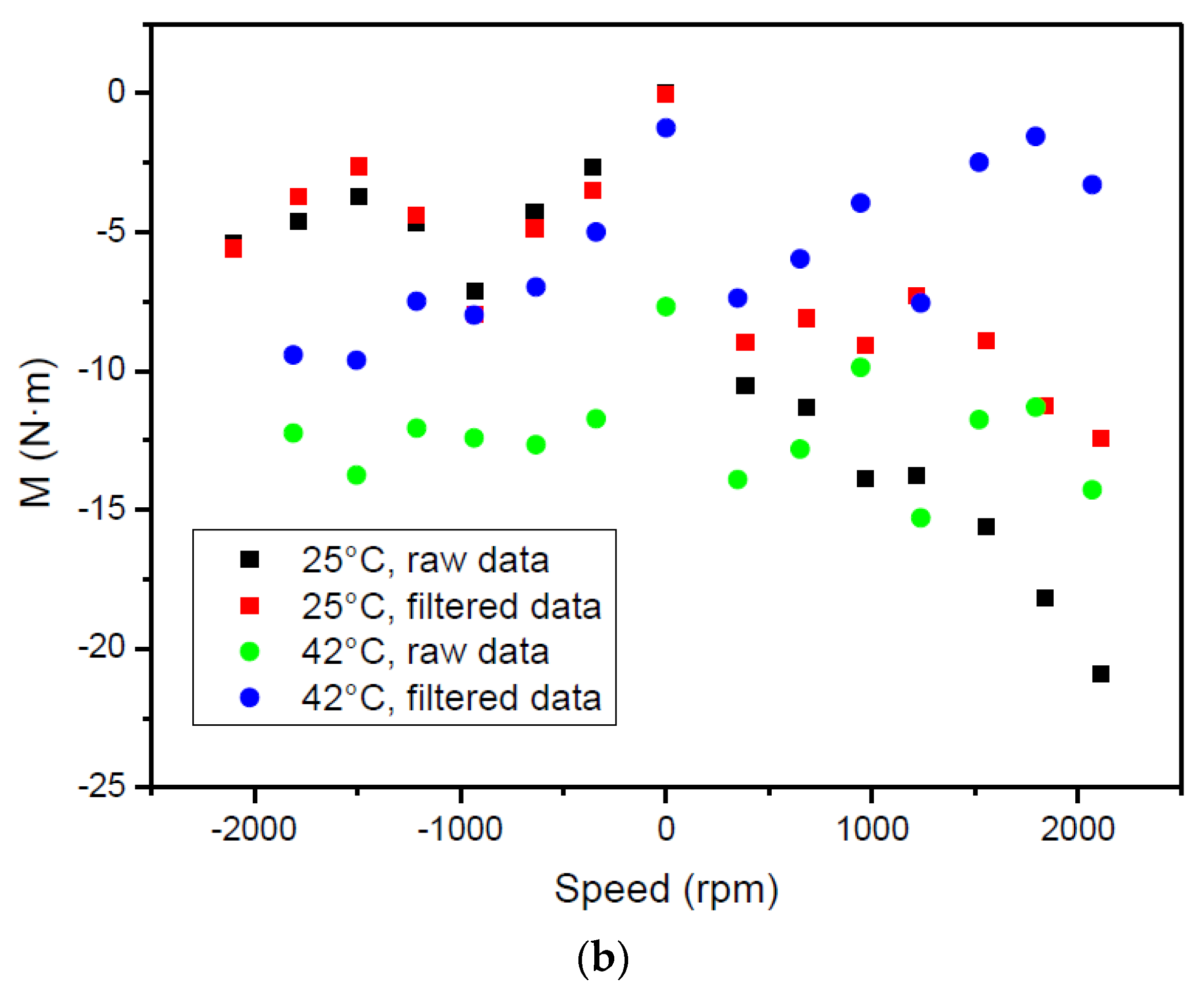
This setup was used for three purposes: (i) to measure the temperature response of the strain gages in the absence of applied torque; (ii) to record the response of the temperature sensor at different rotation speeds and (iii) to measure the applied torque under rotation. For task (i), the RF coupler was positioned with a relative orientation of 0°. The resonant frequencies of each gage were measured under static conditions, without any applied external torque, between 0 and 80 °C with a 10 °C interval. The resonant frequencies were also measured at the reference temperature 25 °C. To guarantee the uniform heating of the cell, each heating cycle was followed by a 1 h waiting period. For task (ii), the measurements were performed at three different temperatures (25, 47.5 and 60 °C), with rotation speeds between 0 and 2300 rpm with increments of ≈300 rpm in both rotation directions and without applied torque. For each experimental condition, 1000 readings of the resonant frequencies of the temperature and strain sensors were recorded. The average resonating frequencies and corresponding standard deviations were then computed from the experimental data. In order to improve the accuracy of the measurements, the maximum standard deviation allowed to accept an interrogation cycle data frame was 3 kHz and 22 frequency readings were averaged to extract a data point. For task (iii), the tests were performed at room temperature and at a rotation speed of ≈150 rpm. The force applied to the brake varied between 0 and 2000 N, with steps of 250 N. The data were recorded during ≈10 s, to avoid the heating of the braking pad.
4. Discussion
The possibility of using SAW sensors to measure temperature and torque in the shaft of a power gearbox was evaluated with a COTS solution fabricated by SENSeOR. This system is composed of the interrogation unit WR D005, the temperature sensor TSE F162 and strain gages SSE E015 and SSE E017 mounted in half bridge configuration. The communication between the interrogation unit and the sensors can be made with coaxial cables or with two omnidirectional antennas. The temperature sensor was calibrated in a thermal chamber, while strain gages were calibrated using a custom-designed and fabricated mechanical setup. A second mechanical setup that allowed the application of controlled torque while the load cell was rotating was also fabricated in order to emulate a simplified gear box shaft.
The COTS solution (interrogation unit + sensors + antenna) can in principle be used without any need of adaptation to remotely measure temperature and strain/torque in any flat surface. The temperature sensor can be glued or fixed with screws; fixation by magnets in the metallic basis is also possible (
http://www.senseor.com/senseor-monitoring-solutions/wireless-temperature-monitoring/tsa-h161-v). The accuracy of the temperature sensor (after proper calibration) is +/−1 °C. The strain sensors need to be glued to the surface of the part to be monitored with proper adhesive. The typical strain sensitivity at room temperature is 0.94 and −0.08 ppm/(µm/m) in the
x- and
y-direction, respectively), which leads to a gage factor higher than 3. Since the gage factor of a metallic extensometer is typically 2, SAW strain sensors have potentially higher precision and accuracy. If, however, the surface to be monitored is not flat (like for instance the surface of a shaft) a flat area needs to be machined before gluing the sensors; contrary to a flexible extensometer, for instance, SAW sensors are fabricated on a rigid piezoelectric material and, as such, do not bend. In [
12], for instance, the surface of the shaft was processed before assembling the SAW sensors. In some cases, however, this procedure may make the shaft itself more fragile and would need to be avoided. One way to overcome this issue would be to clamp the temperature sensor to the shaft, like in [
20]. In this case, the sensor would not be measuring the temperature of the shaft directly and the pre-calibration of the set sensor + clamping ring + shaft would be required. Following a similar approach, the SAW strain gages could also be glued on a plate transducer or on an outer ring previously designed to fit the curvature of the shaft. However, this would mean adding another interface so the transfer of strain between the shaft and the plate or ring transducers should be previously determined. In addition to the issues related with the assemblage of the sensors, it should be also taken into consideration that the Young’s modulus of the piezoelectric material is much higher than the one of adhesives that typically are used. Any asymmetries in the process of gluing different gages will have an impact in the transfer of strain from the part to be monitored to the sensor, especially at higher temperatures when the viscoelastic properties of the adhesive begin to change. The assemblage of the temperature sensor requires a circular 35.5 mm-diameter flat base (if attached to the antenna radome) or, alternatively, a ~26 × 16 mm
2 rectangular flat base (to accommodate the aluminum cage). Since individual strain sensors are 9.0 × 5.4 mm
2, half-bridge configuration requires at least a ~15 × 15 mm
2 flat area. If both strain and temperature sensors are to be assembled, the required flat area is ~50 × 15 mm
2 (temperature sensor attached to radome antenna) or ~26 × 32 mm
2 (temperature sensor without antenna). After the sensors have been fixed on the surface to be monitored, the temperature sensor can be connected to the antenna by means of a 27 cm-long coaxial cable, while strain sensors can be connected with a 22 cm-long W.FL coaxial cable; this allows the antennas to be placed away from the sensors at a more convenient location, if necessary.
However, if the shaft is rotating, the COTS system is not adequate for immediate use and a series of constraints were identified:
Due to the large dimensions of the sensor antennas and to the difficulty to guarantee that sensors are in continuous line of sight with the interrogation unit, the antennas have to be replaced by a RF coupler. The mechanical stability of the RF coupler plays a crucial role in the stability and accuracy of the measurements with rotation speed. If, however, the variable changes slowly (like in the case of temperature or steady-state strain measurements), an array of several frequencies can be obtained; in this case, the value of the variable is calculated from the average frequency value and the accuracy of the readings improves considerably.
A second problem that arises is related with the sensors themselves. The temperature sensor comes embedded in an aluminum cage that cannot be removed and its weight (7 g) may unbalance the shaft at high rotation speeds. Both temperature and strain sensors have to be connected to the antenna by means of coaxial or W.FL coaxial cables. The mass of the cables cannot be neglected, nor can the centrifugal forces that appear when the shaft is rotating, which distort and pull the cables away from the sensors; this induces a strain on the piezoelectric material that compromises the accuracy of the readings. This effect is worse in the case of the strain sensors: since the W.FL connector is located in one of the extremities of the piezoelectric slab, the centrifugal force applied on the cables induces a cantilever effect that is an additional source of error.
The third problem is related with the acquisition rate: the user may define a confidence interval for the readings or even force the interrogation unit to average the results obtained during several interrogation windows. This is not problematic in the case of temperature readings, since temperature is a slow-changing magnitude. Strain, however, is expected to change rapidly and the accurate monitoring requires a large interrogation rate (a few tenths of even hundreds of Hz). If the configuration is made based on the confidence interval or on the window averaging, the interrogation rate may be seriously compromised.
The user does not have access to the full frequency response of the sensors. Like what was said above, the accuracy of the resonance frequency reading may be improved by defining a confidence interval of by averaging multiple readings. However, this is a limited procedure, since it relies in defining the parameters of the interrogation unit. It would be more useful if the user could have access to the full range of measured frequencies at each interrogation cycle; this way, it would be possible for the user to use different interpolation algorithms in order to improve the accuracy of the resonant frequency.

 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}