Some Properties of Composite Panels Made from Wood Flour and Recycled Polyethylene

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials and compounding of the composites
2.2. Panel Properties
3. Results and Discussion
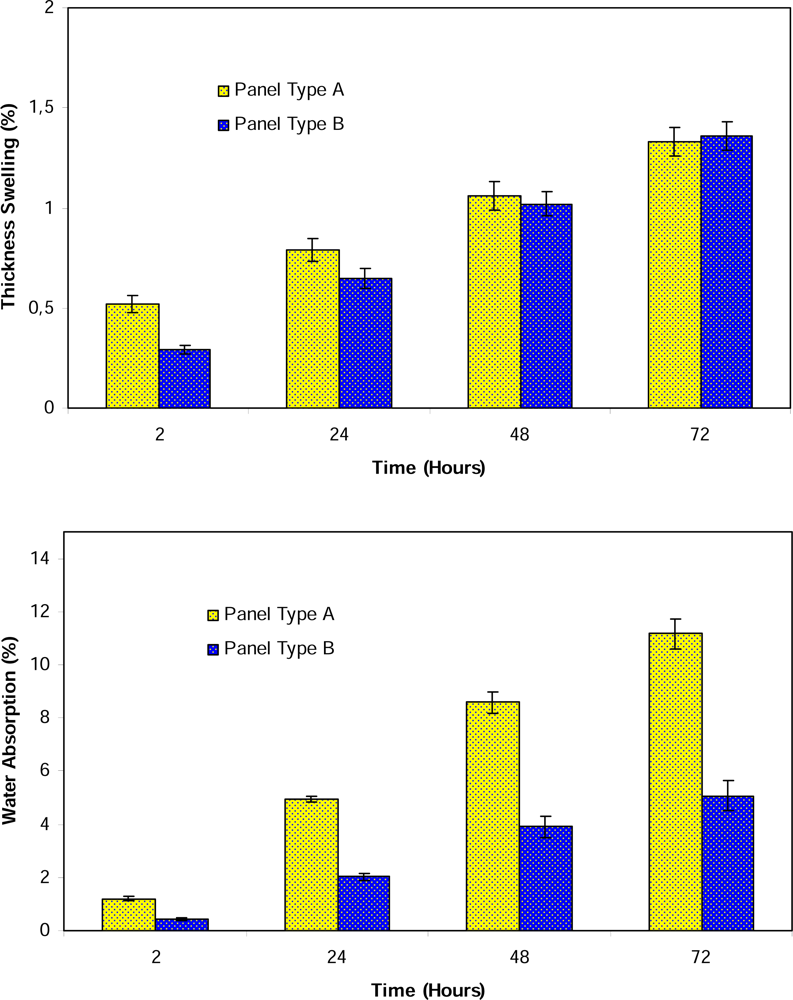
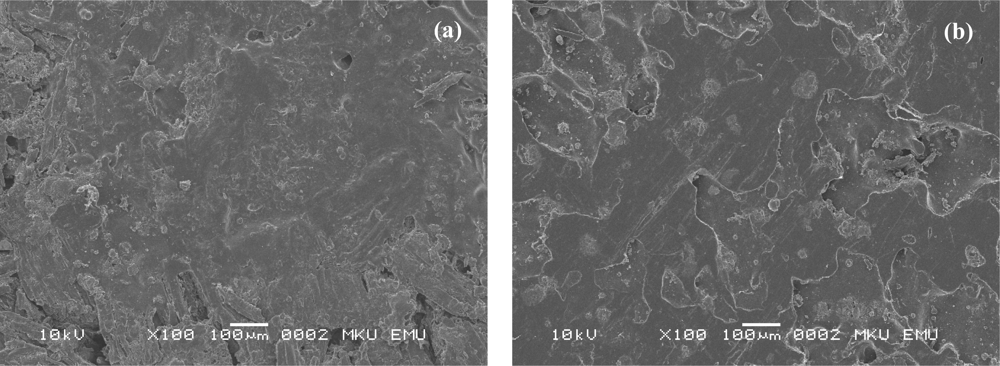
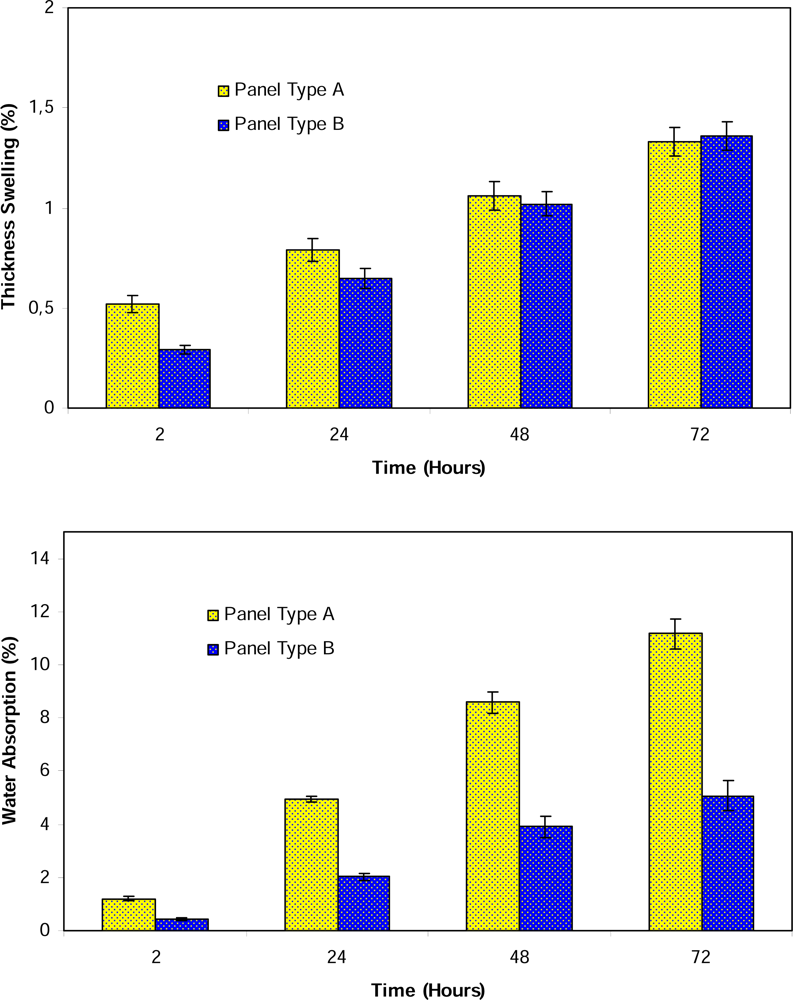
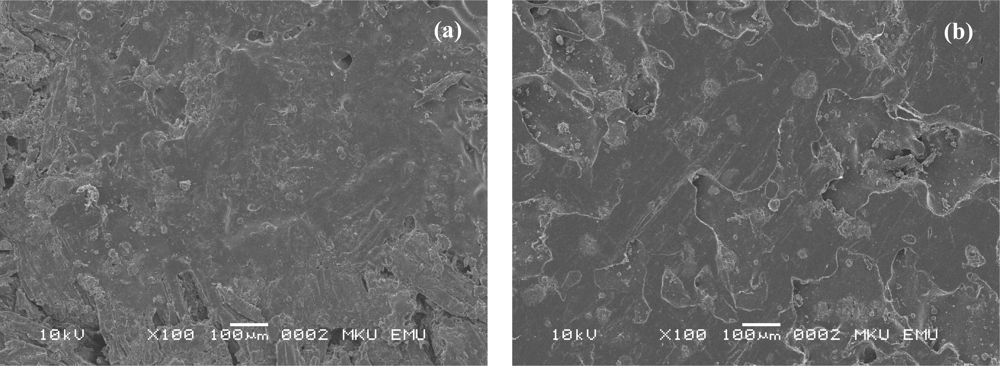
3.1. Determination of surface roughness and thickness swelling - water absorption properties of HDPE based wood plastic composites
3.2. Adhesion strength, abrasion and scratch resistance and gloss properties of coated HDPE based wood plastic composites
4. Conclusions
Acknowledgments
References and Notes
- Clemons, C. Wood-plastic composites in the United States. The interfacing of two industries. Forest Prod. J 2002, 52, 10–18. [Google Scholar]
- Mengeloglu, F; Matuana, LM. Mechanical properties of extrusion foamed rigid PVC/Wood-flour composites. J. Vinyl. Addit. Techn 2003, 9, 26–31, DOI: 10.1002/vnl.10058.. [Google Scholar]
- Abu-Sharkh, BF; Kahraman, R; Abbasi, SH; Hussein, IA. Effect of epolene E-43 as a compatibilizer on the mechanical properties of palm fiber-poly(propylene) composites. J. Appl. Polym. Sci 2004, 92, 2581–2592, DOI: 10.1002/app.20230.. [Google Scholar]
- Matuana, LM; Park, CP; Balatinecz, JJ. Cell morphology and property relationships of microcellular foamed PVC/Wood-fiber composites. Polym. Eng. Sci 1998, 38, 1862–1872, DOI: 10.1002/pen.10356.. [Google Scholar]
- Mengeloglu, F; Matuana, LM; King, J. Effects of impact modifiers on the properties of rigid PVC/wood-fiber composites. J. Vinyl. Addit. Techn 2000, 6, 153–157, DOI: 10.1002/vnl.10244.. [Google Scholar]
- Sanadi, AR; Caulfield, DF; Rowell, RM. Reinforcing polypropylene with natural fibers. Plast. Eng 1994, 4, 27–30. [Google Scholar]
- Geng, Y; Li, K; Simonsen, J. Effect of a new compatibilizer system on the flexural properties of wood-polyethylene composites. J. Appl. Polym. Sci 2004, 91, 3667–3672, DOI: 10.1002/app.13618.. [Google Scholar]
- Klyosov, AA. Wood Plastic Composites; Wiley-Interscience: New Jersey, 2007; pp. 1–49. [Google Scholar]
- DIN 4768. Determination of Values of Surface Roughness Parameters Ra. Rz. Rmax Using Electrical Contact (Stylus) Instruments. Concepts and Measuring Conditions; Deutsches Institut für Norming: Berlin, Germany, 1990.
- Wechsler, A; Hiziroglu, S. Some of the properties of wood-plastic composites. J. Build. Environ 2007, 42, 2637–2644. [Google Scholar]
- ASTM D 4138, Test Method for Measurement of Dry Film Thickness of Protective Coatings. ASTM: Philadelphia, 1971.
- ASTM D 4541, Test Method for Pull-off Strength of Coatings Using Portable Adhesion Testers. ASTM: Philadelphia, 1978.
- British Standards (BS). BS EN 438-2, Decorative high-pressure laminates (HPL) sheets based on thermosetting resins. Determination of properties, 1991.
- International Organization for Standardization (ISO). ISO 2813, Paints and varnishes — Determination of specular gloss of non-metallic paint films at 20 degrees, 60 degrees and 85 degrees, 1994.
- Gupta, BS; Reiniati, I; Laborie, M-PG. Surface properties and adhesion of wood fiber reinforced thermoplastic composites. Colloid Surface A 2007, 302, 388–395. [Google Scholar]
- Hong, KJ. Manufacture and improved properties of dyed wood-plastic combinations (4). Treated with MMA and styrene. Forest Prod. Ind 1996, 15, 77–96. [Google Scholar]
- Hong, KJ. Manufacture and improved properties of dyed rubberwood-plastic combinations. Forest Prod. Ind 1997, 16, 315–334. [Google Scholar]
- Ozdemir, T. The investigation of varnishes features at some tree species grown in Turkey; Thesis; Karadeniz Technical University: Trabzon, Turkey, 2003. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
| ID | Recycled HDPE (%) | Eucalyptus wood residue (%) | MAPE (%) |
|---|---|---|---|
| A | 50 | 50 | - |
| B | 46 | 50 | 4 |
| Varnish variety | Varnish (portion) | Hardener (portion) | Thinner (portion) |
|---|---|---|---|
| Cellulosic primer coat | 100 | - | 80 |
| Cellulosic top coat | 100 | - | 80 |
| Polyurethane primer coat | 100 | 50 | 20 |
| Polyurethane top coat | 100 | 25 | 80 |
| ID | Surface roughness (μ) | ||
|---|---|---|---|
| Ra | Rz | Rmax | |
| A
| 14.91 A1 | 92.31 A | 114.93 A |
| (4.44) 2 | (16.47)
| (17.15)
| |
| B | 8.28 B | 63.33 B | 89.85 B |
| (2.06) | (13.74) | (25.91) | |
| Dependent Variable | Source of variation | SS | DF | MS | F | P |
|---|---|---|---|---|---|---|
| Ra | Board Type | 220.12 | 1 | 220.12 | 18.39 | 0.0004 |
| Pure Error | 215.46 | 18 | 11.97 | |||
| Total
| 435.58
| 19
| ||||
| Rz | Board Type | 4200.65 | 1 | 4200.65 | 18.26 | 0.0005 |
| Pure Error | 4140.19 | 18 | 230.01 | |||
| Total
| 8340.84
| 19
| ||||
| Rmax | Board Type | 3145.78 | 1 | 3145.78 | 6.52 | 0.0002 |
| Pure Error | 8685.34 | 18 | 482.52 | |||
| Total | 11831.13 | 19 |
| Dependent Variable | Source | SS | DF | MS | F | P |
|---|---|---|---|---|---|---|
| Thickness | Model | 5.09 | 7 | 0.73 | 55.72 | <0.0001 |
| Swelling | Board Type | 0.090 | 1 | 0.090 | 6.93 | 0.0130 |
| Testing Time | 4.91 | 3 | 1.64 | 125.26 | <0.0001 | |
| Interaction | 0.095 | 3 | 0.032 | 2.43 | 0.0833 | |
| Pure Error | 0.42 | 32 | 0.013 | |||
| Total
| 5.51
| 39
| ||||
| Water | Model | 41.12 | 7 | 5.87 | 220.37 | <0,0001 |
| Absorption | Board Type | 7.82 | 1 | 7.82 | 293.36 | <0.0001 |
| Testing Time | 33.21 | 3 | 11.07 | 415.30 | <0.0001 | |
| Interaction | 0.089 | 3 | 0.030 | 1.11 | 0.3598 | |
| Pure Error | 0.85 | 32 | 0.027 | |||
| Total | 41.97 | 39 |
| Board Type | Varnish Type | Adhesion Strength (N/mm2) | Abrasion Resistance (rpm) | Scratch Resistance (N) | Gloss (°) |
|---|---|---|---|---|---|
| A | Cellulosic | 0.157 A1 (0.04) 2 | 20.50 A
(4.65) | 0.62 A
(0.4) | 30.08 A
(1.35) |
| A
| Polyurethane
lacquer | 0.155 A
(0.03) | 19.90 A
(5.53) | 0.90 B
(0.03) | 41.39 B
(5.74) |
| B | Cellulosic | 0.161 A
(0.04) | 36.30 B
(9.80) | 0.64 A
(0.05) | 30.91 A
(0.89) |
| B | Polyurethane
lacquer | 0.158 A
(0.04) | 31.70 B
(3.65) | 0.94 B
(0.05) | 43.75 B
(11.31) |
| Dependent Variable | Source | SS | DF | MS | F | P |
|---|---|---|---|---|---|---|
| Adhesion | Model | 3.275E-004 | 3 | 1.092E-004 | 0.066 | 0.9775 |
| Strength | Board Type | 2.500E-006 | 1 | 2.500E-006 | 1.512E-003 | 0.9692 |
| Varnish Type | 1.225E-004 | 1 | 1.225E-004 | 0.074 | 0.7870 | |
| Interaction | 2.025E-004 | 1 | 2.025E-004 | 0.12 | 0.7284 | |
| Pure Error | 0.060 | 36 | 1.653E-003 | |||
| Total
| 0.060
| 39
| ||||
| Abrasion | Model | 1010.20 | 3 | 336.73 | 8.58 | 0.0013 |
| Resistance | Board Type | 952.20 | 1 | 952.20 | 24.28 | 0.0002 |
| Varnish Type | 33.80 | 1 | 33.80 | 0.82 | 0.3671 | |
| Interaction | 24.20 | 1 | 24.20 | 0.68 | 0.4437 | |
| Pure Error | 627.60 | 16 | 39.22 | |||
| Total
| 1637.80
| 19
| ||||
| Scratch | Model | 0.43 | 3 | 0.14 | 70.92 | <0,0001 |
| Resistance | Board Type | 4.500E-003 | 1 | 4.500E-003 | 2.25 | 0.1531 |
| Varnish Type | 0.42 | 1 | 0.42 | 210.25 | <0.0001 | |
| Interaction | 5.000E-004 | 1 | 5.000E-004 | 0.25 | 0.6239 | |
| Pure Error | 0.032 | 16 | 2.000E-003 | |||
| Total
| 0.46
| 19
| ||||
| Gloss | Model | 1489.35 | 3 | 496.45 | 12.15 | <0.0001 |
| Board Type | 25.44 | 1 | 25.44 | 0.62 | 0.4353 | |
| Varnish Type | 1458.06 | 1 | 1458.06 | 35.68 | <0.0001 | |
| Interaction | 5.85 | 1 | 5.85 | 0.14 | 0.7074 | |
| Pure Error | 1471.32 | 36 | 40.87 | |||
| Total | 2960.67 | 39 |
© 2008 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/). This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Ozdemir, T.; Mengeloglu, F. Some Properties of Composite Panels Made from Wood Flour and Recycled Polyethylene. Int. J. Mol. Sci. 2008, 9, 2559-2569. https://doi.org/10.3390/ijms9122559
Ozdemir T, Mengeloglu F. Some Properties of Composite Panels Made from Wood Flour and Recycled Polyethylene. International Journal of Molecular Sciences. 2008; 9(12):2559-2569. https://doi.org/10.3390/ijms9122559
Chicago/Turabian StyleOzdemir, Turgay, and Fatih Mengeloglu. 2008. "Some Properties of Composite Panels Made from Wood Flour and Recycled Polyethylene" International Journal of Molecular Sciences 9, no. 12: 2559-2569. https://doi.org/10.3390/ijms9122559