
Mechanical Properties and Fatigue Performance of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing Technology
 , , and
, , and
Abstract
:1. Introduction
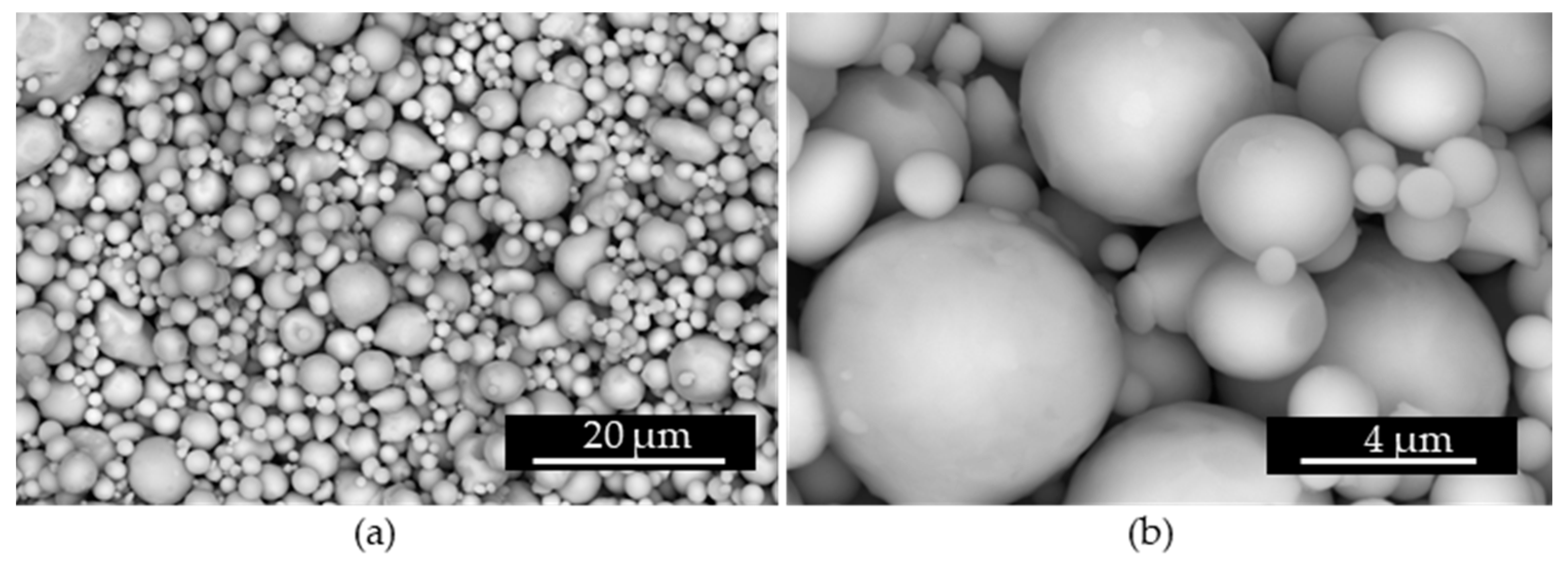
2. Material and Manufacturing System
3. Methods
3.1. Density Measurements
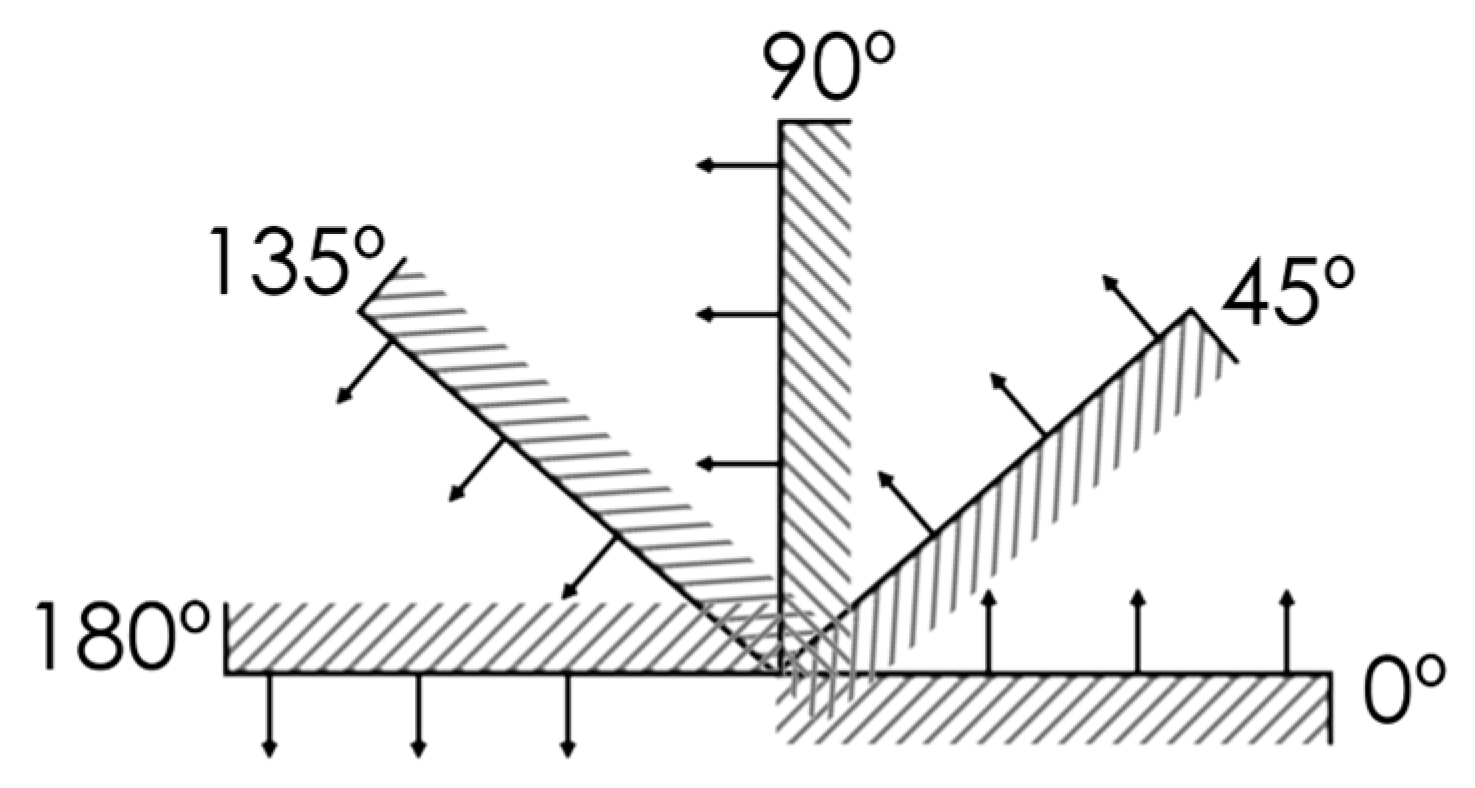
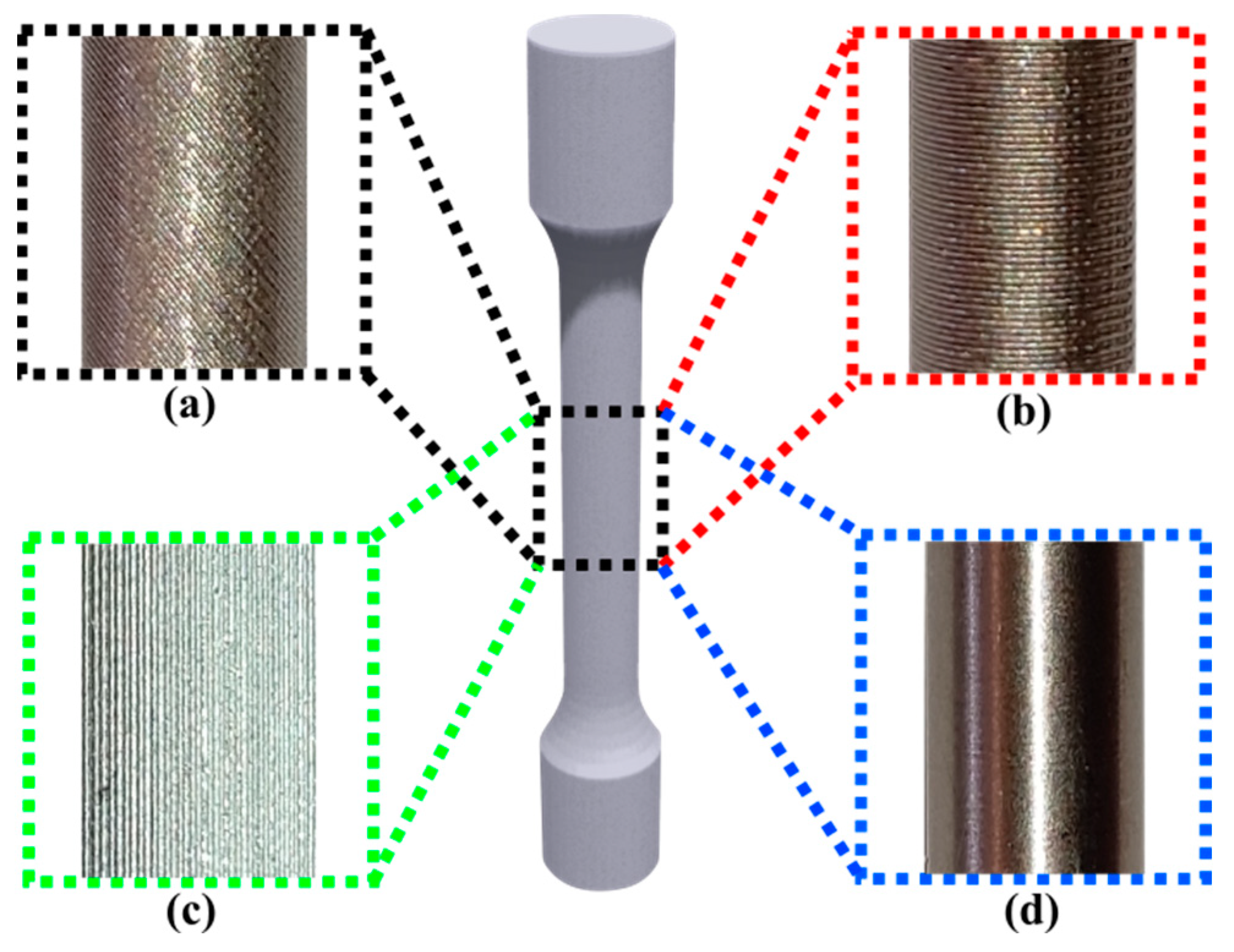
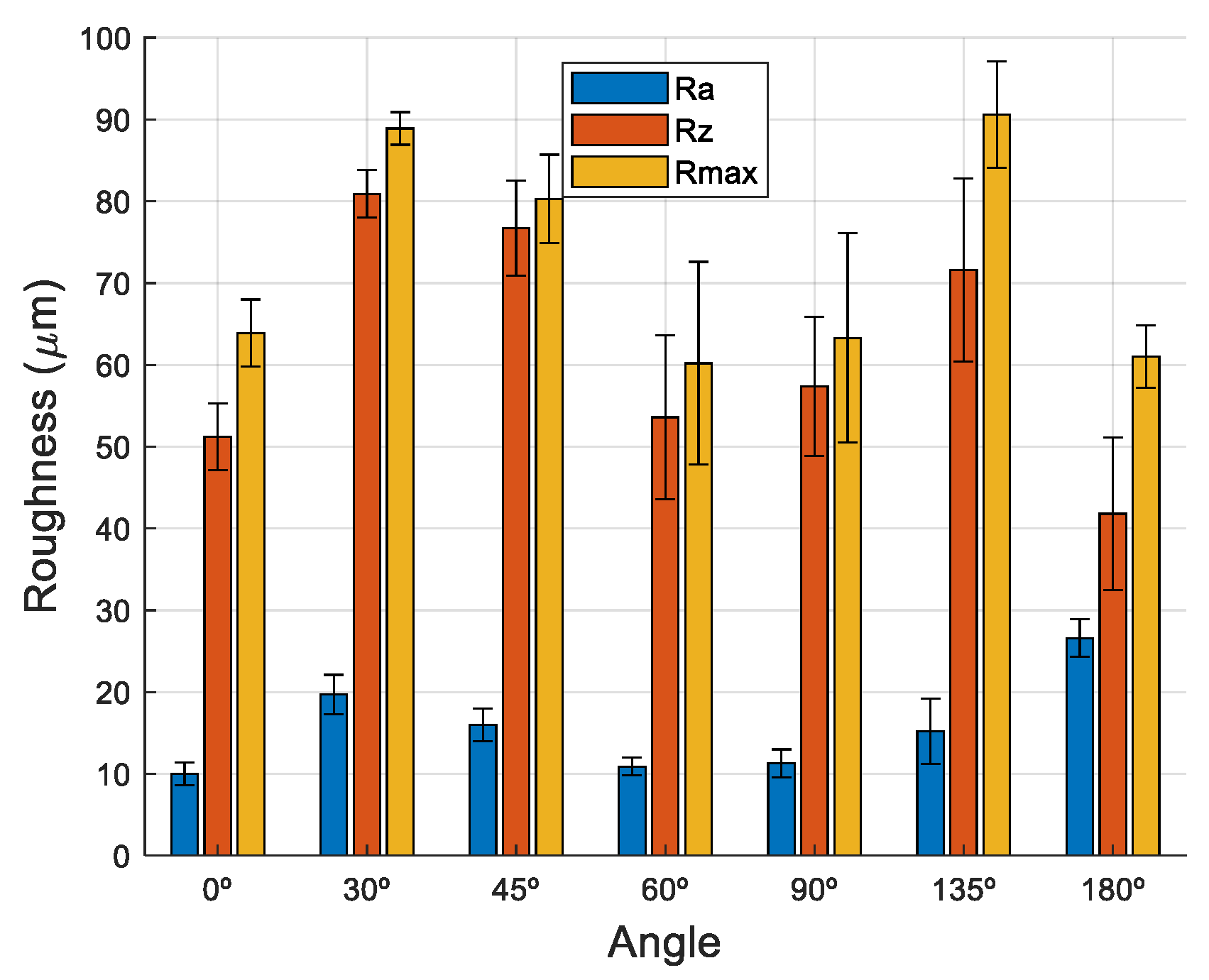
3.2. Surface Roughness Measurements
3.3. Hardness Measurements
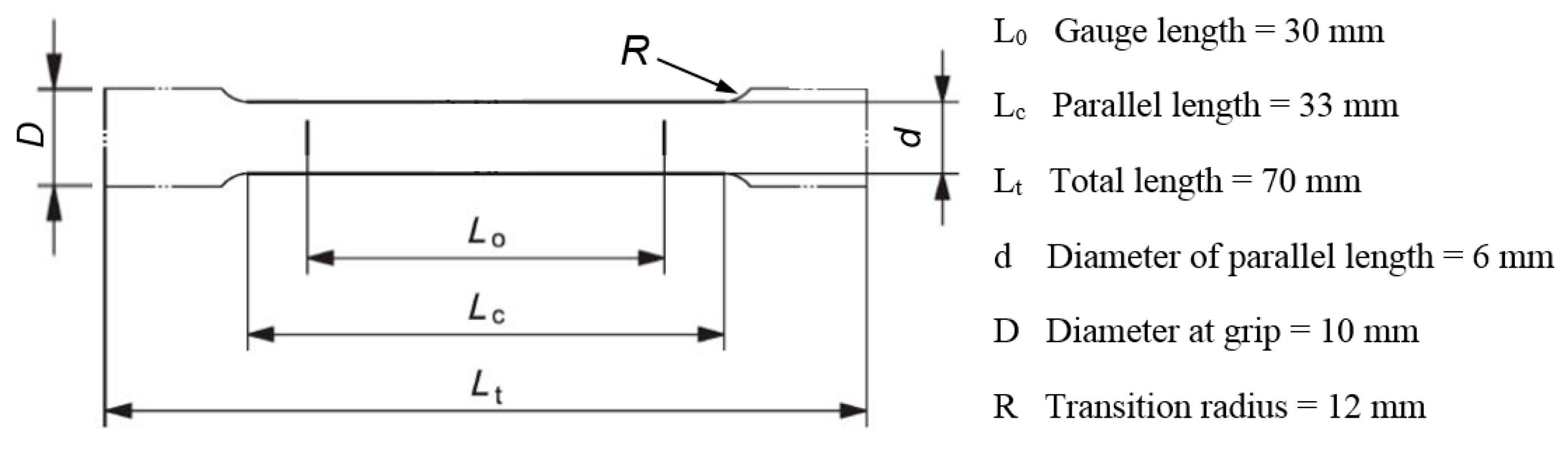
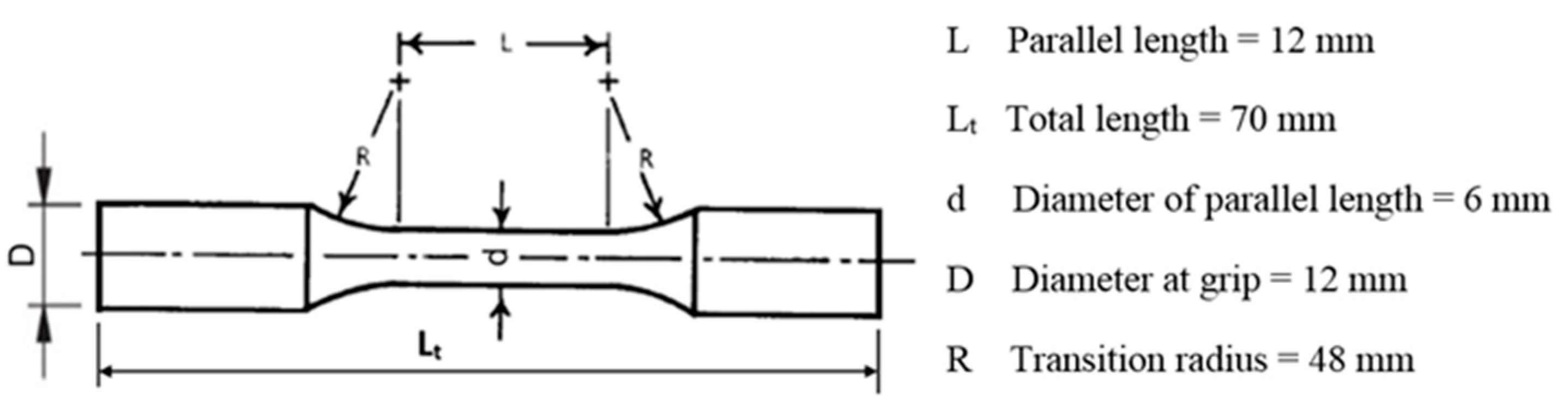
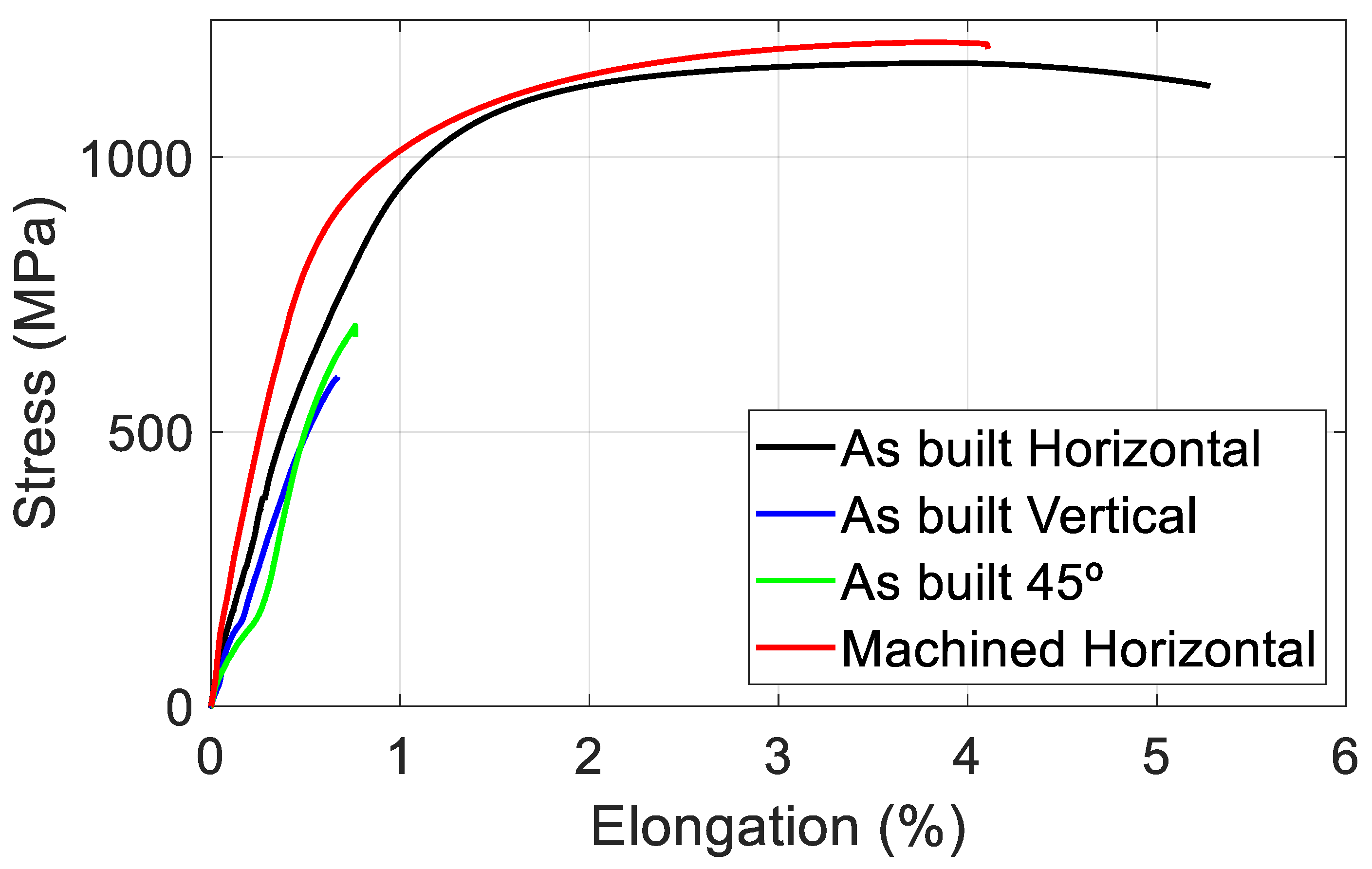
3.4. Tensile Tests
3.5. Fatigue Tests
4. Results
4.1. Surface Roughness Values
4.2. Density and Mechanical Properties
4.3. Fatigue Behavior
5. Discussion
5.1. Mechanical Properties
5.2. Fatigue Behavior
6. Conclusions
- The novel ADAM technology can manufacture parts successfully with comparable mechanical property values to other AM technologies.
- Surface roughness was measured and it was observed that it is plane angle dependent, best results being obtained at 0°, 60° and 90°. However, for most commercial parts, a post-process might be required to achieve an appropriate surface finishing.
- In contrast, no significant variation of hardness was observed in different plan angles.
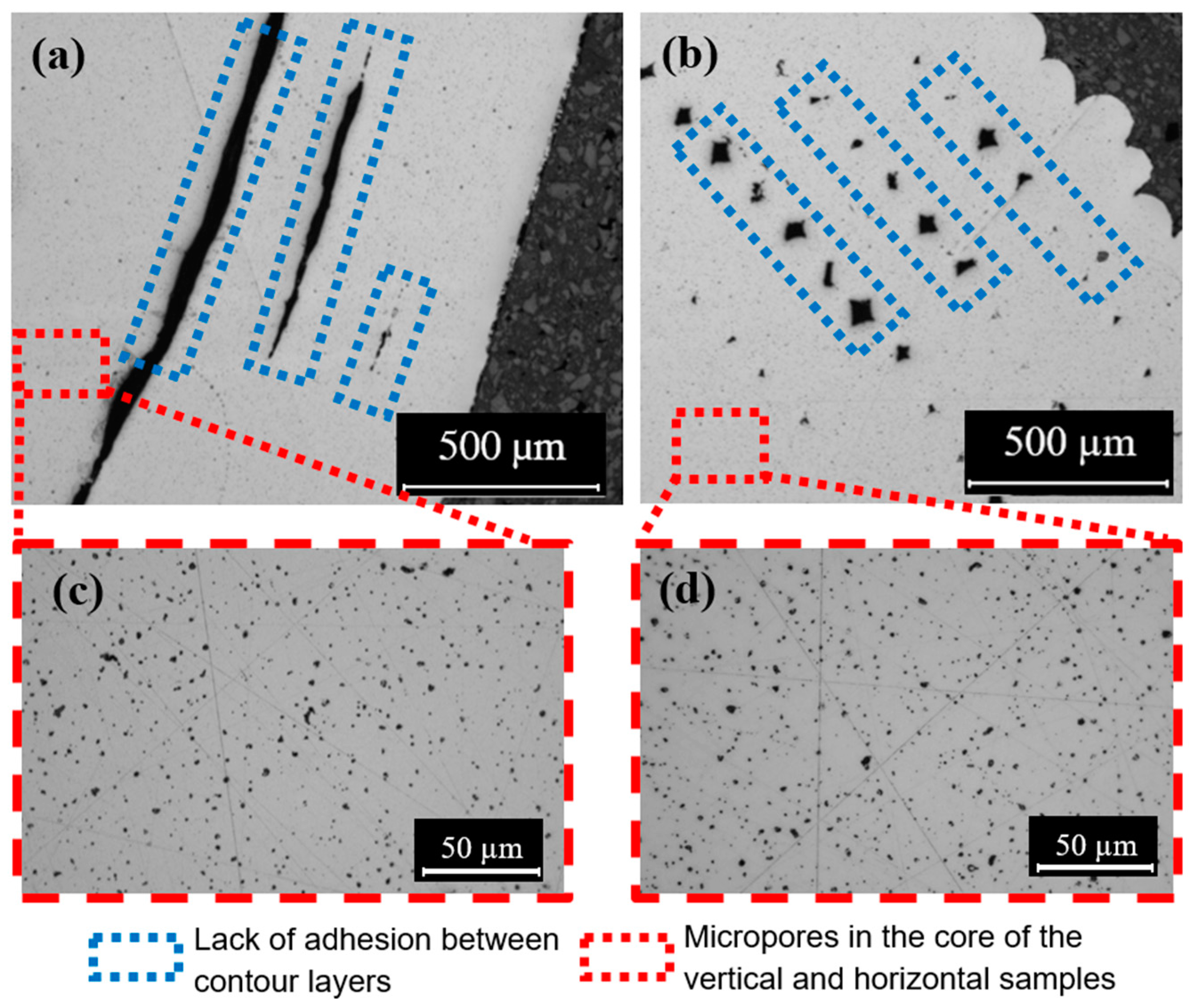
- The highest tensile strength and ductility were found in horizontal build orientation specimens as reported in other AM technologies. Specimens manufactured with a 45° and vertical orientation achieved only half the value in tensile strength and seven times lower elongation, due to the bad adhesion between layers.
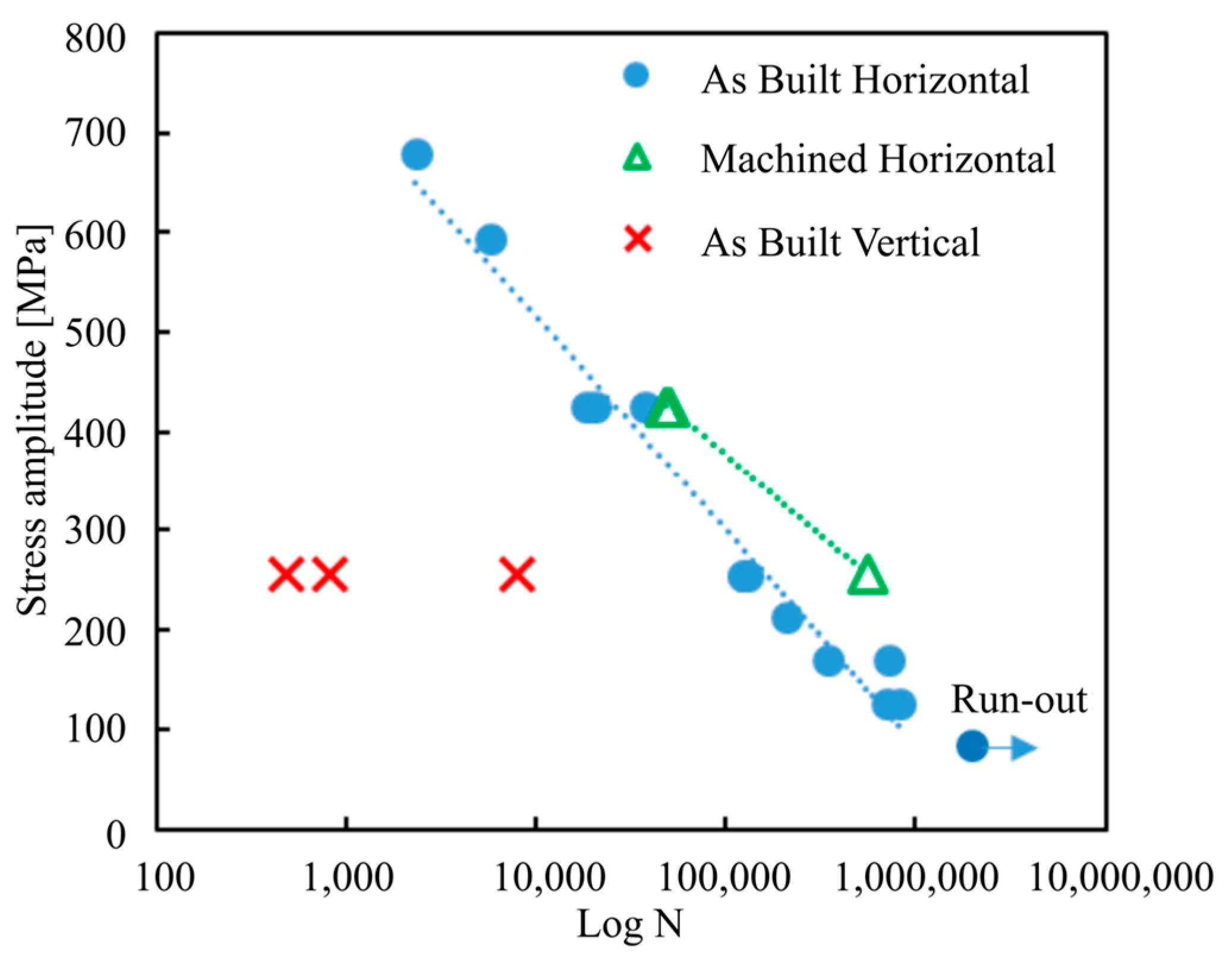
- The behavior of fatigue was also significantly affected by the building orientation. As in other AM technologies, the highest fatigue strength was found in horizontal build orientation specimens.
- All cracks were initiated near the surface in the fatigue tests. The fact that machined parts, with smooth surfaces, increased the fatigue life on average two to four times at the tested stress range shows that surface roughness is a major variable affecting the fatigue performance of parts produced by ADAM technology. This also suggests that post-process operations will be key to the manufacture of parts with enhanced fatigue properties
- The characteristics of ADAM technology make the top part of the fatigue specimens the weakest due to the influence of geometrical distortions and a thinner contour layer at the top compared to the sides of the specimen.
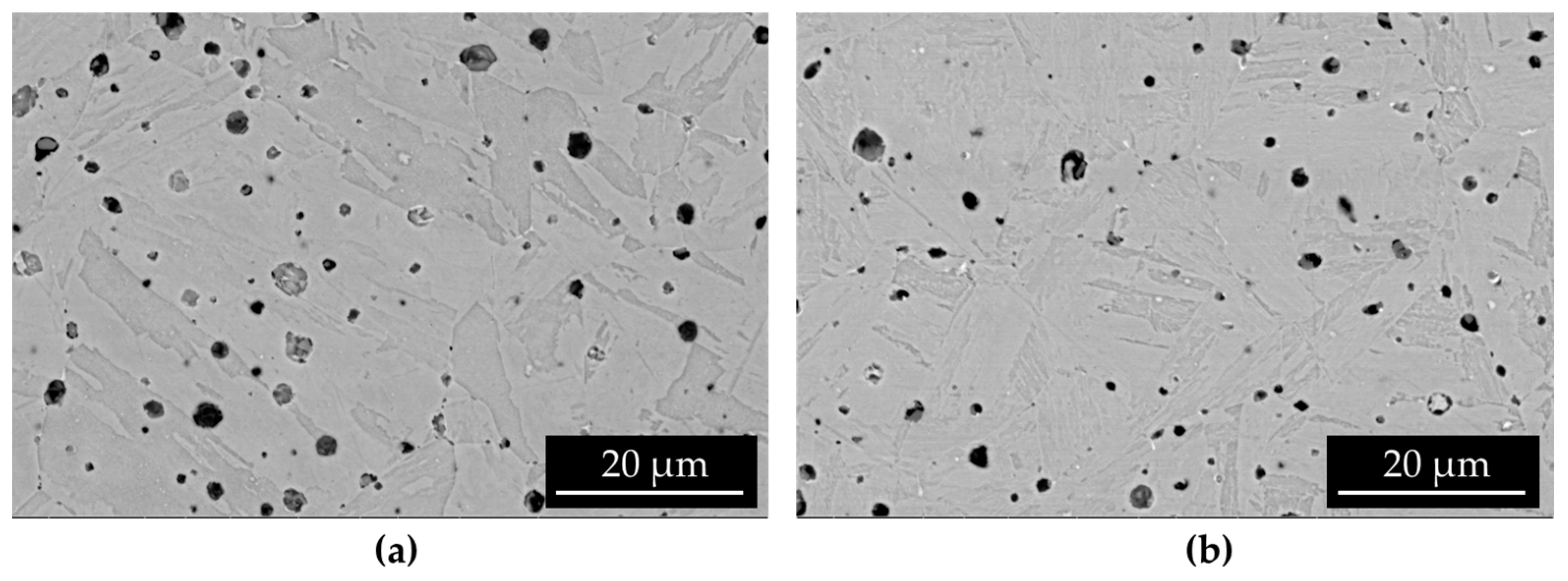
- In spite of the fact that a higher number of cavities was observed in the contour layer, removing it by a post-process like a turning process does not significantly improve the mechanical behavior of a part; indeed, it seems that this could be counterproductive.
- However, poor relative density values were achieved. An optimization of the printing stage is expected to produce parts with higher density values. Consequently, an improvement in relative density will increase its mechanical and fatigue behavior.
Author Contributions
Funding
Conflicts of Interest
References
- Hunt, J.; Derguti, F.; Todd, I. Selection of Steels Suitable for Additive Layer Manufacturing. Ironmak. Steelmak. 2014, 41, 254–256. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Elwany, A.; Yadollahi, A.; Thompson, S.M.; Bian, L.; Shamsaei, N. Mechanical Properties and Microstructural Characterization of Selective Laser Melted 17-4 PH Stainless Steel. Rapid Prototyp. J. 2017, 23, 280–294. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of Fused Deposition Modeling Process Parameters: A Review of Current Research and Future Prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Galati, M.; Minetola, P. Materials Analysis of Density, Roughness, and Accuracy of the Atomic Diffusion Additive Manufacturing (ADAM) Process for Metal Parts. Materials 2019, 12, 4122. [Google Scholar] [CrossRef]
- Campbell, I.; Wohlers, T. Markforged: Taking a Different Approach to Metal Additive Manufacturing. Metal AM 2017, 3, 113–115. [Google Scholar]
- Gonzalez-Gutierrez, J.; Arbeiter, F.; Schlauf, T.; Kukla, C.; Holzer, C. Tensile Properties of Sintered 17-4PH Stainless Steel Fabricated by Material Extrusion Additive Manufacturing. Mater. Lett. 2019, 248, 165–168. [Google Scholar] [CrossRef]
- Bouaziz, M.A.; Djouda, J.M.; Chemkhi, M.; Rambaudon, M.; Kauffmann, J.; Hild, F. Heat Treatment Effect on 17-4PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing (ADAM). Procedia CIRP 2021, 104, 935–938. [Google Scholar] [CrossRef]
- Pellegrini, A.; Lavecchia, F.; Guerra, M.G.; Galantucci, L.M. Influence of Aging Treatments on 17–4 PH Stainless Steel Parts Realized Using Material Extrusion Additive Manufacturing Technologies. Int. J. Adv. Manuf. Technol. 2023, 126, 163–178. [Google Scholar] [CrossRef]
- Henry, T.C.; Morales, M.A.; Cole, D.P.; Shumeyko, C.M.; Riddick, J.C. Mechanical Behavior of 17-4 PH Stainless Steel Processed by Atomic Diffusion Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2021, 114, 2103–2114. [Google Scholar] [CrossRef]
- Alkindi, T.; Alyammahi, M.; Susantyoko, A.; Atatreh, S. The Effect of Varying Specimens’ Printing Angles to the Bed Surface on the Tensile Strength of 3D-Printed 17-4PH Stainless-Steels via Metal FFF Additive Manufacturing. MRS Commun. 2021, 11, 310–316. [Google Scholar] [CrossRef]
- Abe, Y.; Kurose, T.; Santos, M.V.A.; Kanaya, Y.; Ishigami, A.; Tanaka, S.; Ito, H. Materials Effect of Layer Directions on Internal Structures and Tensile Properties of 17-4PH Stainless Steel Parts Fabricated by Fused Deposition of Metals. Materials 2021, 14, 243. [Google Scholar] [CrossRef] [PubMed]
- Romano, S.; Nezhadfar, P.D.; Shamsaei, N.; Seifi, M.; Beretta, S. High Cycle Fatigue Behavior and Life Prediction for Additively Manufactured 17-4 PH Stainless Steel: Effect of Sub-Surface Porosity and Surface Roughness. Theor. Appl. Fract. Mech. 2020, 106, 102477. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defects in Additive Manufactured Metals and Their Effect on Fatigue Performance: A State-of-the-Art Review. Prog. Mater. Sci. 2021, 117, 100724. [Google Scholar] [CrossRef]
- Bouzakis, E.; Arvanitidis, A.; Kazelis, F.; Maliaris, G.; Michailidis, N. Comparison of Additively Manufactured vs. Conventional Maraging Steel in Corrosion-Fatigue Performance after Various Surface Treatments. Procedia CIRP 2020, 87, 469–473. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef]
- Markforged Material Datasheet. 17-4 PH Stainless Steel. 2022. Available online: https://static.markforged.com/downloads/markforged_datasheet_17-4_ph_stainless_steel.pdf (accessed on 23 September 2023).
- Andrzejewski, J.; Mohanty, A.K.; Misra, M. Development of Hybrid Composites Reinforced with Biocarbon/Carbon Fiber System. The Comparative Study for PC, ABS and PC/ABS Based Materials. Compos. B Eng. 2020, 200, 108319. [Google Scholar] [CrossRef]
- Markforged Sinter-1 Furnace. Available online: https://www.mark3d.com/en/product/markforged-3d-printers/metal-x-markforged-3d-printer/markforged-sinter-1-furnace/ (accessed on 18 July 2023).
- ASTM B09.04 B962; Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle. ASTM International (ASTM): West Conshohocken, PA, USA, 2017. [CrossRef]
- Aegerter, J.; Kühn, H.J.; Frenz, H.; Weißmüller, C. EN ISO 6892-1:2009 Tensile Testing: Initial Experience from the Practical Implementation of the New Standard. Mater. Test. 2011, 53, 595–603. [Google Scholar] [CrossRef]
- Cho, Y.H.; Park, S.Y.; Kim, J.Y.; Lee, K.A. 17-4PH Stainless Steel with Excellent Strength–Elongation Combination Developed via Material Extrusion Additive Manufacturing. J. Mater. Res. Technol. 2023, 24, 3284–3299. [Google Scholar] [CrossRef]
- E466 Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials. Available online: https://www.astm.org/e0466-21.html (accessed on 17 July 2023).
- Becker, T.H.; Kumar, P.; Ramamurty, U. Fracture and Fatigue in Additively Manufactured Metals. Acta Mater. 2021, 219, 117240. [Google Scholar] [CrossRef]
- Concli, F.; Fraccaroli, L.; Nalli, F.; Cortese, L. High and Low-Cycle-Fatigue Properties of 17–4 PH Manufactured via Selective Laser Melting in as-Built, Machined and Hipped Conditions. Prog. Addit. Manuf. 2022, 7, 99–109. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in Additive Manufacturing: A Review of Their Microstructure and Properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Rafi, H.K.; Pal, D.; Patil, N.; Starr, T.L.; Stucker, B.E. Microstructure and Mechanical Behavior of 17-4 Precipitation Hardenable Steel Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2014, 23, 4421–4428. [Google Scholar] [CrossRef]
- Allegheny Technologies Incorporated Stainless Steel AL 17-4TM Precipitation Hardening Alloy (UNS Designation S17400). 2016. Available online: https://www.atimaterials.com/Products/Documents/datasheets/stainless-specialty-steel/precipitationhardening/ati_17-4_tds_en_v2.pdf (accessed on 23 September 2023).
- Sepe, R.; Giannella, V.; Alfieri, V.; Caiazzo, F. Static and Fatigue Behavior of Laser Welded Additively Manufactured 17-4 PH Steel Plates. Procedia Struct. Integr. 2021, 34, 172–177. [Google Scholar] [CrossRef]
- Nezhadfar, P.D.; Burford, E.; Anderson-Wedge, K.; Zhang, B.; Shao, S.; Daniewicz, S.R.; Shamsaei, N. Fatigue Crack Growth Behavior of Additively Manufactured 17-4 PH Stainless Steel: Effects of Build Orientation and Microstructure. Int. J. Fatigue 2019, 123, 168–179. [Google Scholar] [CrossRef]
- Afkhami, S.; Dabiri, M.; Alavi, S.H.; Björk, T.; Salminen, A. Fatigue Characteristics of Steels Manufactured by Selective Laser Melting. Int. J. Fatigue 2019, 122, 72–83. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical Behavior of Additive Manufactured, Powder-Bed Laser-Fused Materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Cu | Si | Mn | |
| Amount (%) | 15–17.5 | 3–5 | 3–5 | 1 max | 1 max |
| Nb | C | P | S | Fe | |
| Amount (%) | 0.15–0.45 | 0.07 max | 0.04 max | 0.03 max | bal |
| Elastic Modulus (GPa) | Yield Stress (MPa) | Tensile Strength (MPa) | Maximum Elongation (%) | |
|---|---|---|---|---|
| As built horizontal | 137 ± 11 | 851 ± 23 | 1125 ± 10 | 4.98 ± 0.5 |
| As built vertical | a | b | 630 ± 54 | 0.66 ± 0.15 |
| As built 45° | a | b | 660 ± 56 | 0.69 ± 0.06 |
| Machined | 195 ± 16 | 842 ± 57 | 1146 ± 19 | 3.47 ± 0.65 |
| Metal Extrusion [6] | 196 ± 22 | - | 696 ± 31 | 4 ± 1.12 |
| Wrought [27] | 196 | 760 | 1030 | 8 |
| Markforged Reference Values [16] | 152 | 710 | 1180 | 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez, J.; Zuriarrain, A.; Madariaga, A.; Arrazola, P.J.; Dominguez, E.; Fraile, I.; Soler, D. Mechanical Properties and Fatigue Performance of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing Technology. J. Manuf. Mater. Process. 2023, 7, 172. https://doi.org/10.3390/jmmp7050172
Rodriguez J, Zuriarrain A, Madariaga A, Arrazola PJ, Dominguez E, Fraile I, Soler D. Mechanical Properties and Fatigue Performance of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing Technology. Journal of Manufacturing and Materials Processing. 2023; 7(5):172. https://doi.org/10.3390/jmmp7050172
Chicago/Turabian StyleRodriguez, Jon, Aitor Zuriarrain, Aitor Madariaga, Pedro J. Arrazola, Erika Dominguez, Itziar Fraile, and Daniel Soler. 2023. "Mechanical Properties and Fatigue Performance of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing Technology" Journal of Manufacturing and Materials Processing 7, no. 5: 172. https://doi.org/10.3390/jmmp7050172