1. Introduction
In the crust, the specific minerals of scandium are very rare. Moreover, there are only small economic reserves of Sc-bearing minerals including only thortveitite (Sc,Y)
2Si
2O
7, scandium phosphite ScPO
4·2H
2O, bazzite Be
3(Sc,Al)
2Si
6O
18, titanium silicate mineral Sc(Nb,Ti,Si)
2O
5, and befanamite (Sc,Zr)
2Si
2O
7, etc. In nature, scandium mostly occurs in ilmenite, zircon, bauxite, rare earth ore, ilmenite, V-Ti magnetite, tungsten ore, tin ore, uranium ore, coal, and other minerals [
1]. The global scandium reserves are about 2 million tons, with China accounting for 27.5%, ranking first in the world. There are more than 800 kinds of scandium bearing minerals, which are complex in mineral composition and low in scandium content. They are distributed in other minerals in isomorphic or adsorption states, making the enrichment, separation, and extraction of high-purity scandium quite complex [
2]. Scandium and its compounds have many excellent properties and are widely used in national defense, electric light source, aerospace, chemical industry, metallurgy, and other fields [
3]. With of scandium consumption increasing year by year, it is of great practical significance to find more scandium containing materials and effectively extract and recover scandium from them [
4,
5,
6,
7].
The recovery of scandium mainly refers to the scandium enriched in some intermediate products or by-products when comprehensively treating scandium bearing mineral resources. When processing scandium bearing mineral resources, scandium has different trends, resulting in the different characteristics of scandium rich materials. Beneficiation, hydrometallurgy, precipitation method, extraction method, and ion exchange method are the main process of recovering scandium from primary ores, slag, and waste liquid [
8,
9,
10,
11].
At present, the main objects of scandium recovery in primary ores are phosphorite, some rare earth ores, mica ores, brown yttrium niobium ores and some tailings of titanium and iron separation. The main methods to produce scandium concentrate are gravity separation, flotation, magnetic separation and electric separation. It is very important to recover scandium from primary ore, analyze the physicochemical properties of main scandium bearing minerals, select reasonable beneficiation methods to find out the trend of scandium and produce scandium concentrate [
12,
13,
14,
15,
16].
The recovery of scandium from slag mainly refers to the leaching and extraction of scandium from some smelting slag of ferrotungsten and tin, the slag of ferrotungsten and ferromanganese, the chlorinated fume or the chlorinated waste melt of titanium tetrachloride production by high temperature boiling chlorination of ilmenite and the coal ash. The leaching efficiency of scandium directly affects the recovery of scandium extraction. Generally, the best leaching agent, the particle size of leaching material, solid-liquid ratio, leaching time and temperature should be determined according to the characteristics of slag system. Scandium oxide, a common compound of scandium in nature, is insoluble in dilute acid and can only be dissolved at high temperature and in concentrated acid. Hydrochloric acid, hydrofluoric acid, sulfuric acid, nitric acid is the main leaching agent of scandium extraction. In general, chlorination roasting leaching, hydrolysis leaching and adding auxiliaries leaching can also be used to improve the leaching efficiency of scandium [
17,
18].
Therefore, rare and precious metals can be recovered by thermochemical treatment before recovery, and Scandium is easy to react with hydrochloric acid at high temperature to form scandium chloride and dissolve in the solution. This can change the structure of minerals and speed up the chemical reaction after adding auxiliaries. Common chlorinators include sodium chloride, potassium chloride, barium chloride, calcium chloride, magnesium chloride, etc. Alkali fusion agents include caustic soda, sodium carbonate, sodium bicarbonate, etc. Auxiliaries is usually some catalyst.
In recent years, the combination of mineral processing and hydrometallurgical separation technology has been widely used in the field of comprehensive recovery and extraction of scandium, which greatly improves the concentration ratio and recovery rate of scandium. In future research and production, the recovery process of main metals and other valuable metals should be considered, with the recovery and extraction process of scandium simplified, and the production cost reduced as much as possible. To obtain scandium products with a high purity and recovery rate, it is necessary to combine multiple methods to improve the extraction process, to find more materials that can recover scandium, as well as improve the recovery and extraction methods of scandium, which will be of great significance to the effective use of the source [
19,
20,
21,
22].
The value of scandium accounts for about 47% of Panzhihua V-Ti magnetite. The economic value of scandium is more than four hundred million USD, ranking first in the economic value of all elements of Panzhihua V-Ti magnetite. Because the grade of Panzhihua V-Ti magnetite is not high, it produces a large amount of tailings, which not only occupy a lot of arable land, but also pollute the environment. There are rare scandium-containing minerals, making it difficult to separate and extract scandium. Consequently, scandium and its compounds become rather expensive. Scandium in V-Ti magnetite is mainly enriched in the tailings of titanium separation by beneficiation process, so it is necessary to extract scandium from the tailings of titanium separation. The tailings of V-Ti magnetite are pretreated by magnetic separation gravity separation electro separation process to enrich scandium to obtain scandium concentrate [
23,
24,
25,
26,
27].
The main minerals in scandium concentrate are diopside, titanaugite, albite, hornblende, montmorillonite, mica, olivine, etc. Due to the high content of aluminum, silicon, calcium, and magnesium in the scandium concentrate, and the complex mineral composition, if the scandium is leached directly by hydrochloric acid, the amount of leaching agent will be increased significantly, and the impurities in the leaching solution will also be increased, which will further harm the separation and purification of scandium in the leaching solution. Therefore, in this study, roasting-hydrolysis is used for pretreatment to remove most of the water soluble salts such as the sodium salts of silicon and alumina, which creates favorable conditions for the further separation of scandium from hydrolysis residue by acid leaching, and plays an important role in improving the leaching recovery of scandium, increasing the concentration of Sc
3+ ions and reducing the content of unwanted components in the leaching solution [
28,
29,
30,
31].
2. Materials and Methods
2.1. Sampling
The tailings samples of V-Ti magnetite from Panzhihua area of China were collected, which contained 38.61 g/t of Sc
2O
3. The mineral composition of the tailings is complex, and the content of scandium is very low. The scandium rough concentrate containing 76.98 g/t of Sc
2O
3 was further enriched by magnetic separation, gravity separation, and electric separation from the tailings samples of V-Ti magnetite, and granularity of scandium rough concentrate less than 0.074 mm. There is no independent scandium mineral in scandium concentrate, and the minerals closely related to scandium are mainly titanium pyroxene, plagioclase, diopside, chlorite, mica, etc. The main chemical composition analysis of scandium concentrate is shown in
Table 1, the main Sc-bearing minerals analysis in the scandium rough concentrate is shown in
Table 2, and the X-ray diffraction (XRD) analysis of the sample is shown in
Figure 1.
2.2. Main Chemical Reagent and Equipment
The main chemical reagents used in this test are sodium hydroxide (purity, 99.5%), sodium carbonate (purity, 99.5%), sodium peroxide (purity, 99.5%), sodium bicarbonate (purity, 99.5%), sodium oxide (purity, 99.5%), hydrochloric acid (purity, 36.5%), hydrofluoric acid (purity, 50%), sulfuric acid (purity, 99.8%), nitric acid (purity, 99.5%), and sodium silicate (purity, 99%), all of which come from Guangzhou Chemical Reagent, Co., Ltd., Guangzhou, China.
The main equipment of the experiment are: muffle furnace (≤1100 °C, Shanghai Shiyan Electric Furnace Co., Ltd. Shanghai, China), Magnetic stirrer (1.5L, Jilin Exploration Machinery Factory, Changchun, China), Mechanical stirrer (1.5L, Jilin Exploration Machinery Factory, Changchun, China), Cone ball mill (Φ 240 × 90 mm, Jilin Exploration Machinery Factory, Changchun, China), Disc grinder (Φ 300 × 150 mm, Jilin Exploration Machinery Factory, Changchun, China), Drying box (Shanghai Shiyan Electric Furnace Co., Ltd., Shanghai, China), Vacuum filter (Φ 300, Southwest Chengdu Experimental Equipment Co., Ltd., Chengdu, China), Ceramic mortar(Φ 100, Beijing Grinder Instrument Co., Ltd., Beijing, China), Separating funnel (100 ml, 500 ml, 1000 ml, Taizhou Gaogang Kejia Experimental Equipment Co. Ltd., Taizhou, China).
2.3. Procedure
The main Sc-bearing carrier minerals in scandium rough concentrate are closely related to silica-aluminate minerals, such as chlorite, montmorillonite, talc and amphibole, it will lead to the consumption of a large amounts of extractants by direct acid leaching and increase the content of impurities in the leaching solution, which is not conducive to further separation and purification of scandium in the subsequent process. Therefore, the process of roasting hydrolysis leaching (shown in
Figure 2) is adopted to treat the scandium rough concentrate.
Raw materials (a mass of 100 g for each test) are mixed the with chemical agents (Na2CO3, NaOH, NaHCO3, Na2O2, Na2O, Na2SO4, etc.) in a 5%–25% proportion and put them into the roasting furnace for roasting, and the sodium salt reacts with SiO2 and Al2O3 in the scandium rough concentrate to generate soluble Na2SiO3 and NaAlO2. After hydrolysis, Na2SiO3 and NaAlO2 are removed, so as to reduce the content of silicon and aluminum in the leaching liquid and create favorable conditions for the subsequent leaching and separation of scandium from the hydrolysis residue. After hydrolysis residue (a mass of 100 g for each test) is added with a certain amount of leaching agents (hydrochloric acid, nitric acid, sulfuric acid and hydrofluoric acid), scandium is further separated.
By analyzing the content of Si, Al and Sc in the hydrolytic residue obtained from different roasting hydrolysis process conditions, the effect of removing Si, Al and the effect of enriching Sc were evaluated. By analyzing the content of scandium in the leaching residue produced by acid leaching of hydrolysis residue, leaching efficiency (LE) of Scandium to evaluate the separation effect of Scandium, and dissolution efficiency (DE) to evaluate the dissolution degree of the leaching residue can be calculated. The calculation formulas are shown in Equations (1) and (2):
where Q
1 is of weight before acid leaching/g, Q
2 is of weight after acid leaching/g, β
1 is of scandium oxide content before acid leaching/%, and β
2 is of scandium oxide content before acid leaching/%.
2.4. Analysis and Characterization
The chemical composition of solid materials was analyzed by Z–2000 atomic absorption spectrophotometer (Hitachi Co., Ltd. Tokyo, Japan), the diffraction grating was Zenier-tana Type, 1800 lines/mm, the flash wavelength was 200 nm, the wavelength range was 190–900 nm, the automatic peak seeking setting, and the spectral bandwidth was divided into 4 grades (0.2, 0.4, 1.3, and 2.6 nm) for the analysis of mineral chemical composition. Inductively coupled plasma mass spectrometry (8800 ICP-MS/MS, Agilent Technologies Inc. California, USA) were used to determine the Sc2O3 content of solid materials (scandium rough concentrate, hydrolysis residue, leaching residue).
The mineral phase composition of solid substances (scandium rough concentrate, hydrolysis residue, leaching residue) was analyzed by X-ray diffraction (XRD, X Pert pro, Panaco, The Netherlands). The microstructure of the solid products was observed by SEM (S440, Hirschmann Laborgerate GmbH & Co. KG, Eberstadt, Germany) equipped with an energy dispersive X-ray spectroScopy (EDS) detector (UItra55, CarlzeissNTS GmbH, Hirschmann Laborgerate GmbH & Co. KG, Eberstadt, Germany).
4. Conclusions
Based on the results obtained in this work, we draw the following conclusions:
(1) Rough scandium concentrate contained Sc2O3 of 76.98 g/t was prepared from Sc-bearing V-Ti magnetite tailings in the Panxi area by magnetic separation, gravity separation, and electric separation. The minerals closely related to scandium are mainly titanaugite, plagioclase, diopside, chlorite, and mica.
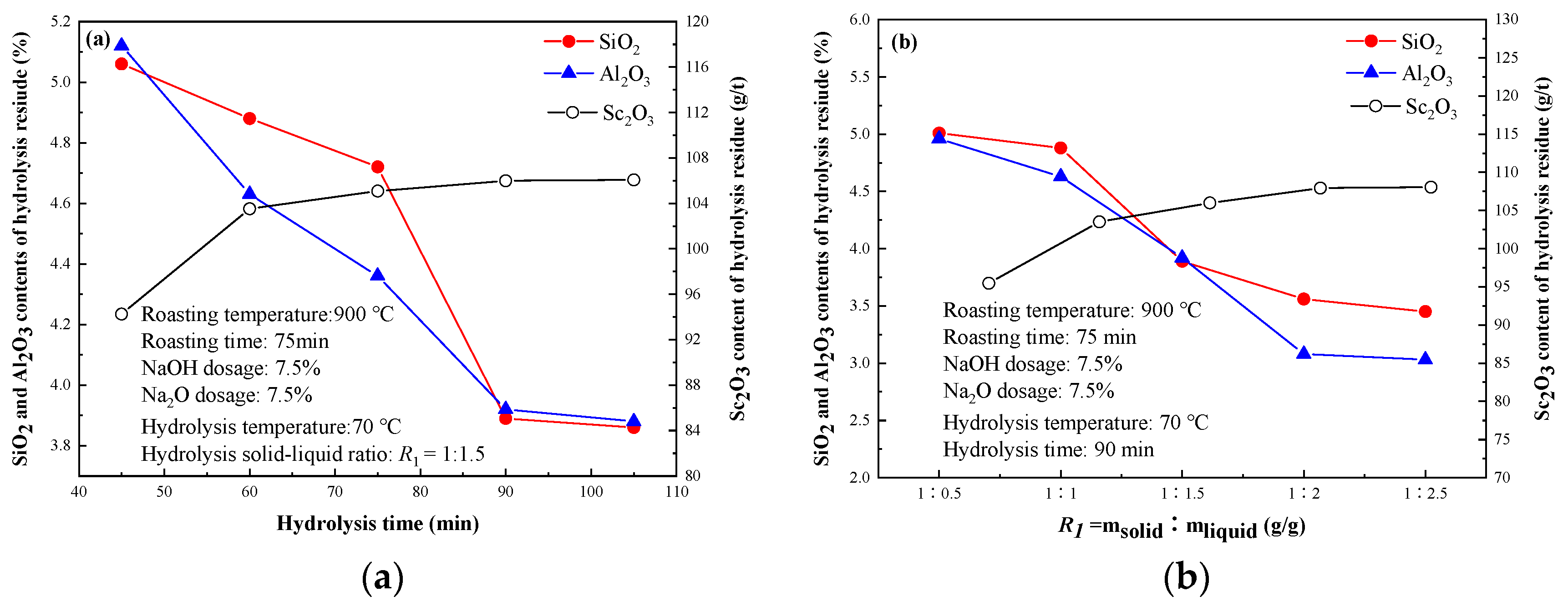
(2) A roasting-hydrolysis-acid leaching is used to treat the scandium rough concentrate. SiO2 and Al2O3 are removed in advance by roasting-hydrolysis to decrease impurities in Scandium lixivium. Test results show that Sc2O3 in the hydrolytic residue was enriched from 76.98 g/t to 108.24 g/t, with the enrichment ratio of 108.24/76.98 = 1.41; SiO2 was reduced from 27.08% to 11.24%, Al2O3 was reduced from 21.67% to 10.78% under the following conditions: roasting temperature of 900 °C, roasting time of 75 min, sodium hydroxide dosage of 7.5%, sodium oxide dosage of 7.5%, hydrolysis temperature of 70 °C, hydrolysis time of 90 min, hydrolysis solid-liquid ratio of R1 = 1:2.
(3) Scandium is further recovered from roasting-hydrolysis residue by acid leaching, test results show that the leaching efficiency of scandium was 95.12% and the leaching residue with Sc2O3 content of 8.12 g/t under the conditions of hydrochloric acid dosage of 20%, leaching time of 90 min, leaching temperature of 60 °C, solid-liquid ratio of R2 = 1:1.5 were obtained.
(4) SEM, EDS, XRD analysis, and characterization results show that there is no obvious peak value of Sc spectrum in hydrochloric acid leaching residue, most of scandium in hydrolytic residue is dissolved into the liquid phase, and the main minerals of the leaching residue are perovskite, ferric silicate, and olivine.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}