
Abnormal Situation Management in Chemical Processes: Recent Research Progress and Future Prospects
1
College of Mechanical and Electronic Engineering, China University of Petroleum (East China), Qingdao 266580, China
2
Center for Safety, Environmental & Energy Conservation Technology, China University of Petroleum (East China), Qingdao 266580, China
3
College of Chemistry and Chemical Engineering, China University of Petroleum (East China), Qingdao 266580, China
*
Author to whom correspondence should be addressed.
Processes 2023, 11(6), 1608; https://doi.org/10.3390/pr11061608
Submission received: 23 April 2023
/
Revised: 22 May 2023
/
Accepted: 23 May 2023
/
Published: 25 May 2023
Abstract
:In the chemical process, abnormal situations are precursor events of incidents and accidents. Abnormal situation management (ASM) can effectively identify abnormalities and prevent them from evolving into incidents or accidents, ensuring the safe and smooth operation of chemical plants. In recent years, ASM has attracted extensive attention from the process industry and from academia, and a lot of research work has been conducted. However, the intelligence level of ASM in actual chemical plants is still relatively low, and industrial applications still face many difficulties and challenges. This review first summarizes the concepts and involved in the contents of ASM. Then, the latest research progress in various aspects of ASM is systematically reviewed. Finally, the challenges and future research directions of ASM are analyzed based on the perspective of industrial application. This review aims to provide the most cutting-edge reference for follow-up research on ASM, and to promote the intelligent development and practical industrial application of ASM in the chemical process.
1. Introduction
Due to the rapid advances in process control technology, the automation level of modern chemical plants is constantly improving, but this has also made the plants larger and more complex [1,2]. The automation system controls the normal operation of the device by connecting sensors and actuators. Once a sensor or actuator malfunctions, the process parameters will deviate. When deviation or disturbance exceeds the control of the automation system and requires manual intervention, abnormal situations in the chemical process occur. According to the investigation report of the Center for Chemical Process Safety (CCPS) of the American Institute of Chemical Engineers (AIChE), almost all chemical process accidents are caused by abnormalities of or deviations from the process parameters [3]. In addition, even if the abnormality does not evolve into an accident, it may still cause fluctuations or unplanned shutdowns of the device, seriously affecting the normal operation of the device and causing huge economic losses. According to statistics, abnormal situations cause USD 20 billion in economic losses to the US petrochemical industry every year [4]. In China, abnormal situations result in unplanned shutdowns of over 5 days per year for 600,000 tons of catalytic cracking units, resulting in economic losses of over USD 1 million per day [5]. Therefore, strengthening the management of abnormal situations is crucial for ensuring the normal operation of the device and preventing losses caused by abnormalities.
Abnormal situation management (ASM) is mainly achieved through the early prediction and identification of abnormalities, timely diagnosis of the root cause of abnormalities, and appropriate preventive and control measures to prevent abnormalities from evolving into incidents or accidents, as shown in Figure 1. Its purpose is to restore the chemical process to a normal state when process parameters have been deviated from, but they have not yet triggered a safety shutdown or led to other serious consequences. Over the past few decades, research has shown that effective ASM can protect chemical process systems from harm and reduce the likelihood of incidents or accidents [6]. Therefore, ASM is an important means of strengthening chemical process safety management (PSM) and risk control, attracting wide attention from industry and academia.
In 1994, Honeywell joined BP, ExxonMobil, Shell, Penn State, UOP, Human Centered Solutions, Mary Kay O’Connor Process Safety Center, Nanyang Technology University, and the University of Alberta to form the ASM Consortium, which aims to develop technologies, products, and tools for preventing, monitoring, and mitigating chemical process abnormalities [7]. Subsequently, in 1997, with funding from the National Institute of Standards and Technology (NIST), the ASM Consortium developed and designed the Abnormal Events Guidance and Information Systems (AEGIS), which utilizes fault diagnosis technology, dynamic simulation technology, qualitative reasoning technology, and artificial intelligence technology to achieve the early diagnosis of accident precursor events [8]. Since 1998, the European Union has also launched the Advanced Decision Support System for Petrochemical Manufacturing Processes (CHEM) project, which focuses on strengthening process monitoring, data and incident analysis, and operational assistance in the petroleum and chemical industry to avoid unplanned shutdowns and abnormal situations [9]. In 2013, the former State Administration of Work Safety of China also issued guidance on strengthening the safety management of chemical processes, which pointed out that strengthening the monitoring and warning of abnormal situations, as well as using online safety monitoring, automatic detection, or manual data analysis methods, can promptly determine the root cause of abnormal situations and avoid accidents caused by improper handling [10]. After that, the SINOPEC Research Institute of Safety Engineering Co., Ltd. developed a real-time safety operation system based on the identification and warning of abnormal situations, achieving online monitoring of petrochemical plants and operational guidance under abnormal situations [11].
In the past decade, a lot of research work has also been carried out in academia for ASM, especially in the area of fault detection and diagnosis (FDD). For example, Dai et al. proposed an ASM framework for the intelligent operation of chemical processes and discussed the future development direction of ASM [12]. Eljack et al. summarized the process safety aspects of abnormal situations in industrial facilities and introduced current efforts to better manage abnormal situations [13]. Shu et al. systematically reviewed the development of FDD, analyzed the challenges and opportunities faced by FDD in the era of big data, and proposed a new FDD framework based on big data [5]. Arunthavanathan et al. analyzed the relationship between FDD, ASM, and risk assessment (RA), providing a roadmap for subsequent research on process safety [6].
Although existing research has yielded some achievements, most of them have not yet been promoted and applied in actual chemical plants, and the intelligence level of ASM still needs to be improved. The intelligence level of ASM refers to the degree to which artificial intelligence technology and automation systems are used to improve the efficiency and accuracy of management and decision-making when dealing with and responding to various abnormal situations. ASM with a high level of intelligence can automatically predict and identify abnormal situations, quickly determine the root cause of abnormal situations, and formulate countermeasures, thereby reducing manual intervention. Currently, the ASM in chemical plants mainly relies on the DCS alarm management system. When the process parameter deviation exceeds the threshold value, the DCS system issues an alarm. Then, the operator makes a timely judgment with manual experience and takes the necessary emergency disposal measures. However, due to the serious alarm flooding and interference alarms in the DCS system [14], as well as the increasing scale and complexity of modern chemical plants, it is difficult for operators to make timely and accurate judgments. Inexperienced operators, in particular, are more likely to make wrong judgments or take the wrong actions in emergencies [15]. Therefore, the intelligence level of abnormal situation management is still relatively low. Achieving intelligent and industrial applications of ASM in chemical processes is still an urgent issue that needs to be addressed in current research. However, there is no relevant research analyzing the challenges and opportunities in achieving intelligence and industrial applications of ASM in chemical processes.
The main contributions of this paper include two aspects. One is based on a summary of the concept of ASM; a systematic review of the latest research progress in various aspects of ASM in chemical processes is conducted, providing the most cutting-edge reference for subsequent research on ASM. Regarding the other aspect, the challenges and future directions of ASM research are analyzed from the perspective of achieving intelligence and industrial applications, and the framework of the digital twin system for chemical process ASM is proposed to address these challenges, promoting the development of intelligent and industrial applications of ASM in chemical processes. The remaining part of this article is arranged as follows: Section 2 summarizes the definition and related content of ASM. Section 3 systematically reviews the latest research progress in various aspects of ASM. Section 4 analyzes the future outlook of ASM research. Section 5 presents the conclusions drawn.
2. Concept of ASM
What is ASM? The concept of ASM was first introduced by the ASM Consortium, which refers to the use of mathematical reasoning and expert knowledge to locate the cause of an abnormality and propose a solution to the problem once the chemical process deviates from normal production conditions. Subsequently, the SAFEPROCESS committee proposed that ASM is the continuous process of identifying deviations leading to faults or fault conditions and restoring the chemical process to a normal state [16]. Based on the above definition, Venkatasubramanian et al. gave a more specific definition of ASM, defining ASM as the entire activity of the timely identifying of deviations or abnormalities, diagnosing their root causes, and taking appropriate preventive and control measures to restore the chemical process to a normal state [17]. This definition further clarifies the content of ASM and has been widely accepted by researchers [5,13]. However, according to Dai et al., risk assessment was also an important aspect of ASM [12]. Risk assessment is used to identify all potential deviations that may lead to accident scenarios and predict possible accident consequences, thus providing decision support for ASM.
Through summarizing the existing definitions of ASM, we can conclude that ASM is a series of safety management activities that prevent the occurrence of chemical process abnormalities or faults and restore the system to normal operation from an abnormal state, mainly involving the prediction of abnormal situations, identification of abnormal situations, root cause diagnosis, risk assessment, and emergency disposal.
- (1)
- Prediction of abnormal situations: A warning regarding the occurrence of abnormal situations in advance by predicting the future trend of process parameters. The abnormal situations prediction targets potential deviations or abnormalities in the chemical process and can provide time for operators to take preventive measures in advance, effectively reducing the probability of abnormal situations.
- (2)
- Identification of abnormal situations: Based on expert knowledge, models, and process data, a rapid and concise dynamic evaluation of chemical processes is conducted to determine whether the chemical process is in an abnormal state. Identifying abnormal situations as early as possible and taking effective measures can minimize the potential losses and risks and improve production efficiency and system reliability.
- (3)
- Root cause diagnosis: For the predicted and identified abnormal situations, the analysis of the causal relationship between the variables of the abnormal situations, determination of the propagation path of the abnormal situations, and diagnosis of the root variables leading to the abnormal situations in a timely manner. Root cause diagnosis can provide decision support for operators to correctly deal with abnormal situations, thus quickly cutting off the path from abnormal situations to incidents or accidents.
- (4)
- Risk assessment: The calculation of the probability of occurrence of abnormal situations and evaluation of the expected losses caused by process parameter deviations. The further combination of the probability and consequences to determine the dynamic risk of abnormal situations. The dynamic risk assessment of abnormal situations can capture the dynamic changes of risk with the deviation of process parameters in real time, thus providing decision support for ASM.
- (5)
- Emergency disposal: Based on the results of root cause diagnosis and risk assessment, appropriate preventive or control measures are taken to avoid the occurrence of abnormal situations or restore the chemical process from abnormal situations to a normal state.
3. Review of Research Progress
3.1. Review Method
This section reviews the latest research progress in various aspects of ASM in the past five years, including FDD, early prediction and warning of abnormal situations, root cause analysis, and dynamic risk assessment, to provide cutting-edge references for future research. For this purpose, a systematic literature review method is used, which mainly includes the following three steps:
- (1)
- Literature search
Web of Science, ScienceDirect, Scopus, IEEE Xplore, and ACS Publication databases are used to search the relevant research literature. The publication period of the literature is selected as 1 January 2018 to 1 March 2023. Keywords related to ASM are used in all searches of the database, including chemical process, abnormal situation management, fault detection and diagnosis, early prediction, root cause analysis, and dynamic risk assessment, etc. In addition, a snowball method is also adopted to find more relevant literature in the papers’ references.
- (2)
- Literature screening
First, duplicate research articles are removed. Then, we review abstracts and full texts of articles to exclude irrelevant articles. The screening criteria of the literature are determined as follows: ① The literature in the field of non-chemical process is excluded. ② The literature that did not involve various aspects of ASM is excluded, and the reviewed literature related to ASM is included to obtain more relevant literature from their references. ③ Only peer-reviewed original literature is included, and the literature published in conferences and so on is excluded.
- (3)
- Literature classification and summary
According to the research content of the articles, we classify the screened literature into four categories: FDD, early prediction and warning of abnormal situations, root cause analysis, and dynamic risk assessment, and we analyze and summarize the research results of the articles.
3.2. Fault Detection and Diagnosis
FDD refers to the process of identifying potential faults or abnormal states in chemical processes and determining their specific causes. It is the key to ASM and is also the hottest topic in current research. Through FDD, abnormal situations in the chemical process can be effectively identified, avoiding process fluctuations and preventing the further evolution of anomalies into accidents. The methods of FDD are divided into three types: model-based methods, knowledge-based methods, and data-driven methods [17,18,19,20].
In recent years, many researchers have conducted relevant review studies on FDD methods. For example, Park et al. conducted a systematic review of knowledge-based, model-based, data-driven, and hybrid methods, and pointed out that fault diagnosis is a key research area in the future [21]. Li et al. systematically reviewed the model-based and knowledge-based approaches that are widely used in the literature and presented their views on the challenges and opportunities in future research [22]. Alauddin et al. conducted a bibliometric review of the data-driven FDD methods in process systems and pointed out that only a few of the current methods have realized online industrial applications [23]. Md Nor et al. focused on reviewing the multivariate statistical analysis methods and machine learning methods and provided guidance on how to choose suitable fault diagnosis methods [24]. Taqvi et al. reviewed all data-driven methods with supervised learning and unsupervised learning, and indicated that the current method is mainly applicable to the detection and diagnosis of a single fault and has not been extended to multiple faults [25]. The latest review conducted by Bi et al. clarified the concept and characteristics of intelligent FDD, analyzed the main challenges in implementing intelligent FDD, introduced research results achieved by the team for the challenges, and focused on summarizing deep learning FDD methods [26].
Since the existing research reviews describe various FDD methods in detail, this article will not elaborate further. This article focuses on summarizing and analyzing the research achievements and development trends of chemical process FDD in the past five years. Table 1 lists some of the latest research results on FDD.
Though summarizing and analyzing existing research, as shown in Table 1, current FDD research mainly focuses on the following aspects:
- (1)
- Applying deep learning methods
Benefiting from the rapid development of artificial intelligence technology, data-driven methods based on deep learning have shown unique advantages and potential in feature identification and classification in the last five years, and are commonly applied in chemical process FDD research. For example, in autoencoders (AEs), deep convolutional neural networks (DCNNs), generative adversarial networks (GANs), deep belief networks (DBNs), long short-term memory (LSTM) [56], gated recurrent units (GRUs) [54], etc. At the same time, some hybrid deep learning methods have been proposed to better adapt to the characteristics of the data and improve the performance of FDD, such as CNN-DAE [57], CNN-LSTM [58], AE-LSTM [59], GAN-SRCC-DBN [60], and CLSTM-AE [61].
- (2)
- Establishing new FDD models
In the latest research, some new FDD models were proposed, such as transformer and slow feature analysis (SFA). Transformer is a deep learning model that relies solely on attention mechanisms [64]. Wei et al. proposed a target transformer-based fault diagnosis model by introducing target attention in the decoder. Under the TEP, the model exhibited a better performance than DCNN and attention-LSTM models [30]. Zhou et al. proposed a vision transformer-based FDD model and verified its performance based on data extracted from the actual R-22 fluorination production process and the TEP [28]. However, although the transformer has excellent global feature learning ability, its local feature learning ability is insufficient, which can be improved in future research. Secondly, as a dimension reduction method of unsupervised learning, SFA has also received extensive attention from researchers due to its powerful dynamic information analysis ability and good interpretability. SFA is a new method of learning invariant or slowly changing features from vector input signals [65]. It can not only detect deviations from operating conditions by monitoring steady-state distribution but also identify dynamic anomalies in the process based on time distribution. Ma et al. proposed a multi-step dynamic SFA process monitoring method and validated its effectiveness using the TEP and XJTU-SY bearing data sets [38]. To achieve efficient nonlinear mapping and a more sensitive detection of initial changes, Deng et al. proposed a PRSFA method and verified its better performance in fault detection rate, false alarm rate, and time through the simulation of CSTR systems [39]. Considering nonlinear correlation and sequence autocorrelation, Xu et al. proposed a nonlinear dynamic KSFA model [62].
In addition, due to the lack of sufficient types and quantities of fault sample data, some researchers have proposed the FDD model based on transfer learning. For example, Li et al. proposed an FDD model based on CNN-TL [44]. This method first obtained a large number of fault sample data through computer simulation and then used transfer learning to reduce the mismatch between simulation and physical domain, effectively overcoming the lack of fault sample data. Wang et al. proposed an LDA-DTN-based fault classification method by considering the influence of feature variables on distinguishing between source domain and target domain samples [46].
- (3)
- Interpretable FDD models
The internal structure and algorithm of deep learning models are often highly complex and abstract, making it difficult to provide a reasonable explanation of the results, which raises skepticism about the results of the model. To overcome this problem, some researchers also proposed interpretable FDD models. For example, Harinarayan et al. proposed an XFDDC framework based on XAI technology [31]. Bi et al. proposed an FDD model based on OSAVA, improving interpretability by allocating greater attention weights to identify abnormal variables [34].
- (4)
- FDD system development
The development of the system is the foundation for FDD technology to achieve industrial applications. Some researchers have also begun to pay attention to the development of FDD systems. For example, Bian et al. developed an early monitoring system for iron sulfide oxidation, which can effectively monitor early oxidation during dynamic exothermic processes [32]. Kumar et al. developed a replicable fault diagnosis system for large heavy containers in hydrogen production plants, promoting the application of data-driven FDD methods in the practical industry [63].
Although existing FDD research has made significant progress, analyzing the latest research results (Table 1) shows that most studies are still only applied to simulation cases, with only a few studies applied to actual industrial processes. Therefore, industrial applications remain a major challenge for FDD.
3.3. Early Prediction and Warning
The early prediction and warning of abnormal situations is also an important component of ASM. Although FDD can identify abnormal situations in time, it is still a passive method for managing abnormal situations [66]. In some cases, when abnormal situations are detected, there may already be some degree of impact on the chemical process [67]. Therefore, FDD alone is not enough, and the early prediction and warning of abnormal situations are necessary. Through predicting the future trend of process parameters, abnormal situations can be predicted in advance of FDD, providing sufficient time for operators to prevent the occurrence of abnormal situations and reducing the probability of abnormal situations in chemical processes [68,69,70].
Traditionally, the prediction methods for abnormal situations include model-based methods, knowledge-based methods, and data-driven methods [71]. Zhong et al. analyzed the characteristics of various prediction methods in detail and elaborated on suitable methods for different data features [72]. At present, model-based methods are difficult in building accurate prediction models due to the high degree of coupling and strong time-varying nature among variables. In addition, knowledge-based methods are also difficult to apply to complex chemical processes since they demand extensive professional expertise and years of accumulated experience to analyze and reason abnormal situations. Data-driven methods can directly mine the hidden relationship between process parameter data, and are becoming the most widely used methods. Early prediction based on data-driven methods is essentially a prediction of multivariate time series data. George Box and Gwilym Jenkins proposed the Box–Jenkins forecasting model for multivariate time series data [73]. Then, an autoregressive integral moving average (ARIMA) method was proposed based on the Box–Jenkins model [74]. However, ARIMA methods mainly focus on linear chemical process data. To adapt to the nonlinear characteristics of chemical process data, some more flexible data prediction methods have been proposed, such as artificial neural network (ANN) [75], support vector machine (SVM) [76], and autoencoder (AE) [77]. However, these methods cannot effectively extract time series features.
Currently, deep-neural-network-based prediction methods such as LSTM and GRU can not only effectively extract time series features, but also avoid gradient disappearance and explosion, and are thus favored by researchers [78,79,80,81]. For example, Arunthavanathan et al. proposed a prediction method integrating CNN and LSTM, and applied TEP data to verify the effectiveness of the method [82]. Bai et al. established a model that combines dynamic inner principal component analysis (DiPCA) and LSTM to predict key alarm variables in chemical processes [83]. Peng et al. established an LSTM-AM model by incorporating an attention mechanism (AM) into LSTM to predict the future trend of process parameters [84]. Considering the impact of different input features at different times on output, Zhu et al. proposed a hybrid model that integrates the spatiotemporal attention (STA) mechanism, CNN, and BiLSTM to predict the trend of key parameter changes [85]. Xiang et al. proposed a method for predicting the mid-term trends of key process parameters using small datasets [86]. Inspired by the idea of iterative prediction, Bai et al. proposed a multivariate and multi-step prediction method based on the transformer, and this study is also the first to apply the transformer model to the prediction of multivariate time series data in chemical processes [87].
In summary, some achievements have been made in the early prediction and warning of abnormal situations, but the existing research mainly focuses on short-term prediction. The smaller the prediction time step of the model, the less emergency response time is provided for operators. Therefore, improving the prediction time of the model in future research is of great importance to ASM.
3.4. Root Cause Analysis
After predicting or identifying abnormal situations, timely identifying the root cause of abnormal situations is the key to ASM. Intelligent root cause analysis can provide effective decision support for operators, quickly restore chemical processes to a normal state, and thus avoid greater losses. Correctly identifying the causal relationship between chemical process variables is the basis and prerequisite for determining the root cause [88]. Currently, causal relationship analysis methods include knowledge-based methods and data-driven methods. Table 2 provides a detailed summary of the causal relationship analysis methods.
As can be seen from the analysis in Table 2, the knowledge-based methods mainly include SDG methods and HAZOP-based methods. However, due to the highly coupled and strong time-varying characteristics between chemical process variables, it is difficult for the knowledge-based methods to accurately analyze the causal relationships between variables under abnormal situations in real time. In recent years, data-driven causal relationship analysis methods have been the most widely used. For example, Gharahbagheri et al. proposed a root cause diagnosis method that combines KPCA and BN [93]. Cheng et al. proposed a root cause diagnosis method that combines time-delayed convergent cross mapping (TCCM) and BN [94]. Chen et al. proposed a Granger causality analysis method suitable for nonlinear processes by integrating Gaussian process regression into the multivariate Granger causality testing framework [95]. He et al. proposed a root cause diagnosis method based on the attention mechanism and LSTM, inferring the causal relationship by adding an attention mechanism between the input layer and the first hidden layer [97]. Bi et al. proposed a causal gating time series converter model by adding a causal gating structure before the transformer model. The causal gating structure can evaluate the contribution of each variable to the results, thereby determining the causal relationship between variables [98].
Through reviewing the existing data-driven root cause analysis methods, we found that the current BN method is mainly combined with other methods for the root cause analysis of abnormal situations. Secondly, for the Granger causality method, researchers are devoted to methods that apply to nonlinear processes and multivariate variables. Surprisingly, deep neural networks such as LSTM, the temporal convolutional network (TCN), the transformer, and others have begun to be applied to the root cause analysis of abnormal situations, providing the possibility for real-time online analysis of root causes of ASM.
3.5. Dynamic Risk Assessment
When abnormal situations are detected, evaluating the risk of abnormal situations in real-time is also an important step in ASM. The risk assessment of abnormal situations can provide auxiliary decision-making support for managers to prevent accidents from occurring. Since the risk of abnormal situations constantly changes with the deviation of process parameters, traditional static risk assessment methods cannot effectively evaluate the dynamic risk of abnormal situations. The dynamic risk assessment (DRA) method is regarded as an important tool for assessing the risk of abnormal situations in chemical processes [100]. Some researchers established dynamic BN by introducing time variables to evaluate the risks of dynamic systems [101,102]. Some other researchers have proposed DRA methods based on Petri nets, representing the dynamic behavior of complex systems by introducing time constraints in transitions. However, both the DBN and DRA methods based on Petri nets can only update the probability of failure (POF) and cannot update the consequence of failure (COF).
To evaluate the system loss caused by process deviation, Hashemi et al. proposed a real-time consequence assessment method based on loss function (LF) [103]. Furthermore, by introducing a demand rate adjustment coefficient to consider the impact of deviation on the probability of system failure, a DRA method for chemical processes was proposed, which can update the dynamic changes of risk in real time according to the deviation of process parameters [104]. However, system losses may be related to multiple variables. For multivariable cases, Hashemi et al. proposed a multivariate LF based on the copula function [105]. Wang et al. further proposed a dynamic quantitative operational risk assessment method for chemical processes by introducing the residual time to assess the impact of multiple key variables on loss probability, and then combining the multivariate LF to assess the consequences of accidents [106]. To evaluate the dynamic economic loss under abnormal situations, Zadakbar et al. proposed a dynamic economic consequence assessment method based on the overall LF [107]. Combining the Bayesian tree augmented naïve Bayes (TAN) algorithm to predict the time-dependent probability of process deviation, Adedgba et al. further proposed a dynamic economic risk assessment method [108]. Recently, Amin et al. proposed a dynamic operational risk assessment method integrating ANN, BN, and LF to assess the impact of process deviation on the process system for nonlinear, non-Gaussian, and multi-mode process operations [109]. Compared with existing methods, this method has been proven to be the most comprehensive solution.
In the latest research progress, some researchers have conducted research on risk-based abnormal situations warning and identification by moving forward with the DRA. For example, Bhadriraju et al. combined DRA with operable adaptive sparse identification of systems (OASIS) to establish an abnormal situation warning framework, which first uses OASIS to predict the future state of the chemical process and then employs DRA to evaluate the risk of the future state, thereby achieving the early warning of abnormal situations [66].
In this section, recent research progress in various aspects of ASM are reviewed, including FDD, early prediction and warning, root cause analysis, and dynamic risk assessment. It can be found that the early prediction and warning of abnormal situations has attracted more and more researchers’ attention, because it can provide operators with sufficient time to prevent the occurrence of abnormal situations, which is more meaningful for ASM. Secondly, data-driven methods are widely used in all aspects of ASM. However, most of the methods are only applied to simulated cases and are not applied in actual chemical processes. Therefore, data-driven methods should use more operational data from actual chemical processes in future research.
4. Future Prospects for ASM
Although existing research has achieved some results, it is still mainly in the theoretical research stage, and most of the research results have not yet been promoted and applied in actual chemical plants. In most chemical plants, the application of artificial intelligence and big data technology is less prevalent and ASM still relies heavily on manual experience. For example, the operator subjectively judges whether an abnormal situation occurs, and the root cause of the abnormal situation. Therefore, the intelligence level of ASM is still relatively low. Based on the above research progress review, this paper analyzes the challenges and future directions for the ASM in chemical processes from the perspective of achieving intelligence and industrial applications.
4.1. Improving the Adaptability and Generalization of Models
According to the review of research progress on ASM, data-driven methods are the most popular in FDD, early prediction and warning, and root cause analysis research. However, this method heavily relies on the quantity and quality of data [110]. Due to the lack of sufficient types and quantities of abnormal situation sample data, as well as significant differences between industrial datasets and simulated datasets, models with good performance in research often cannot be directly applied to industrial processes, resulting in poor self-adaptability and generalization. Therefore, in future research, the generalization and adaptability of models should be improved, which can be considered from the following aspects: firstly, future research should focus more on using real datasets collected from factories to build models. Secondly, in response to the problem of the poor quality of real datasets, suitable methods can be selected to denoise the original dataset, such as wavelet threshold, ensemble empirical mode decomposition, etc. Through data noise reduction, the model can better understand the data, improving its generalization and adaptability. In addition, for the lack of sample data of abnormal situations, although some researchers have used transfer learning to solve the problem of lack of sample data, successful knowledge transfer still requires more sample data of abnormal situations in the actual process. Therefore, data sharing between multiple factories and similar processes is necessary in the future.
4.2. Establishing the Model Suitable for Long-Term Prediction
Early prediction can provide emergency response time for operators, and the longer the prediction time step, the more meaningful it is for ASM. However, current research mainly focuses on short-term predictions, which are too short to meet the needs of operators’ emergency response. Therefore, more attention should be paid to the study of long-term prediction models, such as iterative prediction, in future research.
4.3. Online Root Causes Diagnosis of Abnormal Situations Based on Real-Time Data
The current root cause diagnosis methods are mainly based on historical process data to extract causal relationships between variables. However, due to the different control strategies and the response of the control system, the causal relationship between variables may undergo significant changes, resulting in an inconsistency between the root cause diagnosis results of abnormal situations and the actual situation. Therefore, the causal relationship network, established based on historical data, is still insufficient to meet the real-time online root causes diagnosis. Future research should consider how to effectively use real-time data to extract the causal relationship between variables, thereby realizing online root causes diagnosis of abnormal situations.
4.4. Establishing the Hybrid Method Combining Process Knowledge and Data-Driven Models
Data-driven models are often referred to as “black box” models, which learn patterns and regularities in the data set to predict or classify new data. However, the internal structure and algorithms of models are often highly complex and abstract, making it difficult to provide a reasonable explanation of the results, which reduces the credibility of the model. In contrast, methods based on process knowledge can provide interpretable results. Therefore, in future research, more attention should be paid to the integration of data-driven methods and process-knowledge-based methods. A data-driven model guided by process knowledge can improve interpretability and generalization, and better leverage the advantages of data-driven models in data mining, making it more suitable for complex chemical processes.
4.5. ASM in Chemical Processes Based on Digital Twins
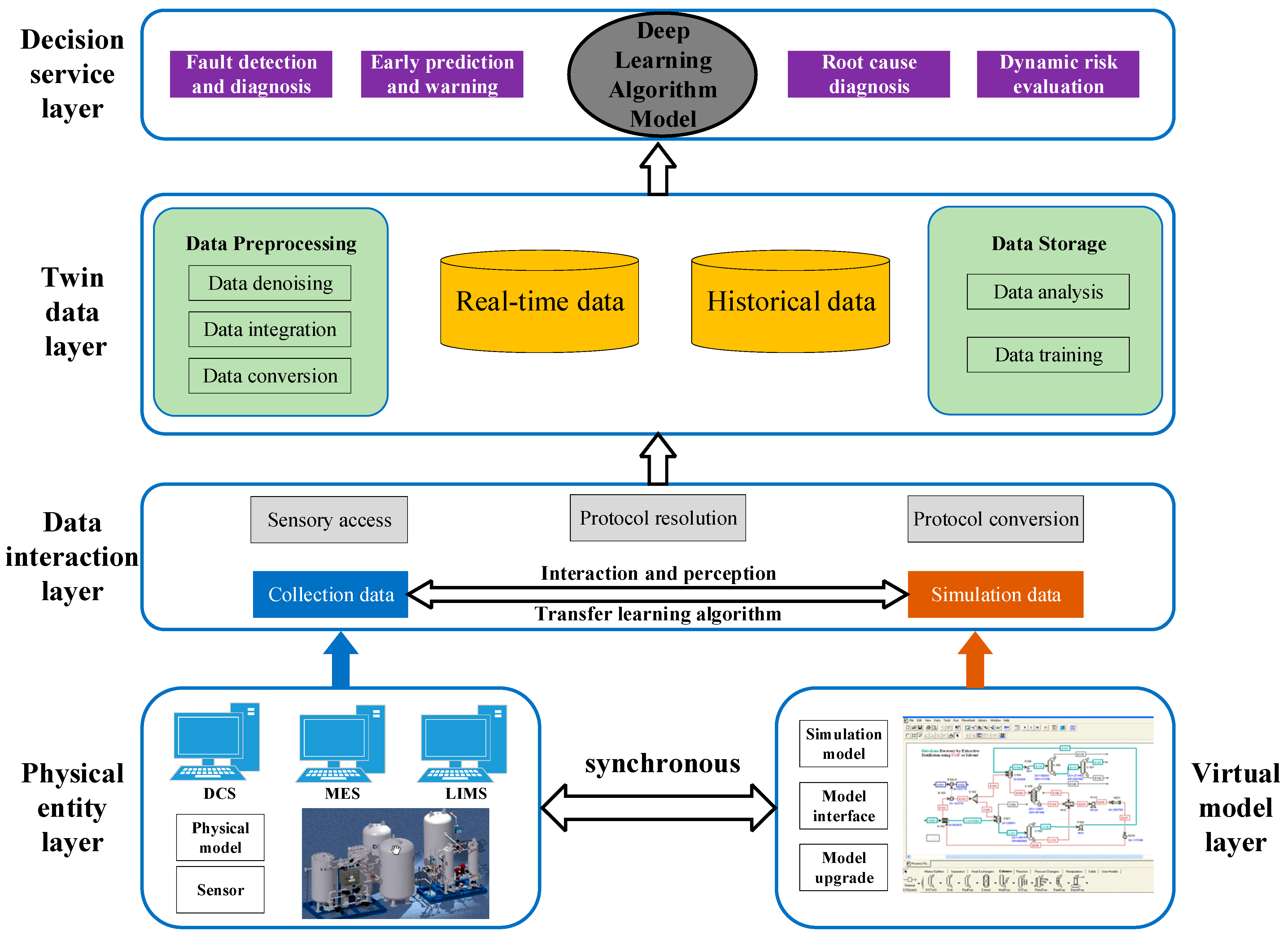
With the advent of the fourth industrial revolution (Industry 4.0), modern factories are gradually transforming into intelligent factories [111,112]. As the key technology and important guarantee of intelligent factory construction, digital twin technology can digitally create virtual entities of physical objects, and then use historical data, real-time data, and algorithm models to simulate, verify, predict, and control the life cycle process of physical entities [113,114,115]. At present, digital twin technology has been widely applied in fields such as aviation and aerospace [116], electricity [117], ships [118], urban management [119], construction [120], manufacturing [121], oil and gas [122], etc. Therefore, in the wave of Industry 4.0, ASM in chemical processes based on digital twins is also an important research direction for intelligence and industrial applications. Our research team has also been committed to research in this direction, and based on the theory of digital twin technology and the demand for ASM, this article proposes a digital twin system framework for ASM in chemical processes, as shown in Figure 2.
The digital twin system framework for ASM in the chemical process proposed in this paper consists of five layers: physical entity layer, virtual model layer, data interaction layer, twin data layer, and decision service layer. The functions of each layer and their relationship with each other are as follows:
- (1)
- Physical entity layer
The physical entity layer refers to the actual running chemical plant, which is the basis of the whole digital twin system. It provides basic information for virtual model layer modelling, and is also the implementation goal of the entire digital twin system. The ultimate goal of the digital twin system is to predict, monitor, and control abnormal situations during the operation of physical chemical plants, thus ensuring the safe operation of chemical plants. In this layer, real-time process data is collected and transmitted to the data interaction layer. At present, chemical plants are equipped with distributed control systems (DCSs), safety instrument systems (SISs), manufacturing execution systems (MESs), and other automatic control systems, which can collect the process parameter data of chemical plants in real time and solve the physical entity data requirements of the digital twin system.
- (2)
- Virtual model layer
The virtual model layer refers to the establishment of a corresponding digital simulation model based on a physical chemical plant. It is a digital mirror of a physical chemical plant and an important component of achieving the intelligent control of abnormal situations in chemical processes. This model is synchronized with the physical chemical plant and updated synchronously according to the operational changes of the physical chemical plant. The virtual model layer also transmits real-time simulation data to the data interaction layer by establishing a data interface for the digital simulation model. With the advancement of computer software technology, chemical process simulation software has also developed rapidly, and many powerful simulation software have emerged, such as Aspen Plus, ProMax, Pro II, UniSim, etc., providing strong guarantees for the construction of digital simulation models in the virtual model layer.
- (3)
- Data interaction layer
The data interaction layer realizes the connection and mapping between the physical entity layer and the virtual model layer. In this layer, real-time interactive perception is achieved between the actual collected data and the simulated data, and the interaction data is further transmitted to the twin data layer. The transfer learning algorithm can map the features in the field of physical entity data and simulation data to make them closer in the feature space, realizing the interactive perception of data.
- (4)
- Twin data layer
The twin data layer is the data center of the entire system. The stored data consists of historical and real-time data generated by physical chemical plants, digital simulation models, and interactions with each other. With the accumulation of historical data, the deep learning model is continuously trained and optimized, and the performance of the model is continuously enhanced. The twin data layer also preprocesses data, through methods such as data denoising and feature extraction, to improve data quality and then inputs the preprocessed data into the deep learning model.
- (5)
- Decision service layer
The decision service layer is equivalent to the “Nerve Center” of the whole system, and the deep learning algorithm model is embedded in this layer. The intelligent control of abnormal situations in chemical processes is achieved through deep learning algorithm models. The specific functions include the early prediction and warning of abnormal situations, fault detection and diagnosis, root cause diagnosis, and dynamic risk assessment, providing intelligent decision support for operators. According to the research progress review, with the rapid progress of artificial intelligence technology, a large number of deep learning models have been constructed, demonstrating good performance in classification and prediction, and providing important technical support for the intelligent decision-making of the digital twin system.
This section analyzes the future research direction of ASM from the perspective of realizing intelligence and industrial applications, including improving the adaptability and generalization of models, establishing the model suitable for long-term prediction, the online root causes diagnosis of abnormal situations based on real-time data, establishing the hybrid method combining process knowledge and data-driven, and ASM in chemical processes based on digital twins. In addition, a digital twin system framework for ASM in the chemical process is proposed. As the analysis shows, to realize industrial applications and improve the intelligence of ASM, researchers should pay more attention to the use of real data sets from chemical plants and establish adaptive methods based on the characteristics of real data sets.
5. Conclusions
In recent years, researchers have conducted extensive research on ASM in chemical processes and achieved a large number of research results. However, ASM still faces many difficulties and challenges in intelligence and practical industrial applications. On the basis of summarizing the concept of ASM, this article reviews the latest research progress in ASM in chemical processes from four aspects: FDD, early prediction and warning, root cause diagnosis, and DRA. Benefiting from the rapid progress of artificial intelligence and big data technology, data-driven methods, especially deep learning methods, are playing a very important role in the fields of early prediction, FDD, and root cause analysis. However, most of the data-driven methods are still only applied in simulation cases and not in real industrial processes. To improve the intelligence level of ASM in actual chemical plants, the future research direction of ASM is proposed from the perspective of industrial applications. In future research, researchers should pay more attention to improving the adaptability and generalization of data-driven models, to the development of long-term prediction models, to root cause analysis based on real-time data, to the development of data-driven models incorporating process knowledge, and to the development of digital twin systems, which provide a cutting-edge reference for subsequent ASM research. Finally, this paper also introduces the framework of the digital twin system for ASM in the chemical process proposed by the author, including a physical entity layer, virtual model layer, data interaction layer, twin data layer, and decision service layer, which lays the theoretical and technical foundation for the landing application of the digital twin system in the field of chemical process ASM. With the rapid progress of computers, artificial intelligence and big data technology, and the unremitting efforts of researchers, we firmly believe that intelligent ASM in real factory chemical processes will be achieved in the near future.
Author Contributions
Conceptualization, S.L. and Q.L.; writing—original draft, S.L.; writing—review and editing, F.L. and D.Z. funding acquisition, D.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This work has been supported by the Qingdao Science and Technology Benefits People Demonstration and Guidance Project (21-1-4-sf-4-nsh).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| CCPS | Center for Chemical Process Safety |
| AIChE | American Institute of Chemical Engineers |
| ASM | Abnormal situation management |
| PSM | Process safety management |
| NIST | National Institute of Standards and Technology |
| AEGIS | Abnormal Events Guidance and Information Systems |
| CHEM | Advanced Decision Support System for Petrochemical Manufacturing Processes |
| FDD | Fault detection and diagnosis |
| RA | Risk assessment |
| DCS | Distributed control system |
| FSBiGAN | Fault-sensitive bidirectional generative adversarial network |
| TEP | Tennessee Eastman Process |
| CSTR | Continuous stirred tank reactor |
| IPO-ViT | Industrial process optimization vision transformer |
| DSGNN | Dynamic-scale graph neural network |
| XFDDC | Explainable fault detection diagnosis and correction |
| XAI | Explainable artificial intelligence |
| AKPCA | Adaptive kernel principal component analysis |
| GRA | Grey relational analysis |
| OSAVA | Orthogonal self-attentive variational autoencoder |
| PTCN | Process topology convolutional network |
| MS-DSFA | Multistep dynamic slow feature analysis |
| PRSFA | Probability-related randomized slow feature analysis |
| NEDA | Neighborhood embedding discriminative analysis |
| DTW | Dynamic time warping |
| CNN | Convolutional neural network |
| PCA | Principal component analysis |
| DNN | Deep neural network |
| DDSAE | Dynamic deep supervised autoencoder neural networks |
| LRP | Layer-wise relevance propagation |
| TL | Transfer learning |
| LDA | Linear discriminant analysis |
| DTN | Deep transfer network |
| EEMD | Ensemble empirical mode decomposition |
| BiRNN | Bidirectional recurrent neural network |
| TSD-LKPCA | Two-step dynamic local kernel principal component analysis |
| MkNN | Mutual k-nearest neighbor |
| AE | Autoencoder |
| DCNN | Deep convolutional neural networks |
| GAN | Generative adversarial networks |
| DBN | Deep belief network |
| LSTM | Long short-term memory |
| GRU | Gated recurrent units |
| ANN | Artificial neural network |
| DiPCA | Dynamic inner principal component analysis |
| AM | Attention mechanism |
| STA | Spatiotemporal attention |
| SDG | Signed directed graph |
| BN | Bayesian network |
| TCCM | Time-delayed convergent cross mapping |
| TCN | Temporal convolutional network |
| DRA | Dynamic risk assessment |
| POF | Probability of failure |
| COF | Consequence of failure |
| LF | Loss function |
| TAN | Tree augmented naïve Bayes |
| OASIS | Operable adaptive sparse identification of systems |
| SIS | Safety instrument system |
| MES | Manufacturing execution system |
References
- Sun, H.; Wang, H.; Yang, M.; Reniers, G. A STAMP-Based Approach to Quantitative Resilience Assessment of Chemical Process Systems. Reliab. Eng. Syst. Saf. 2022, 222, 108397. [Google Scholar] [CrossRef]
- Ayoubi, M.; Isermann, R. Neuro-Fuzzy Systems for Diagnosis. Fuzzy Sets Syst. 1997, 89, 289–307. [Google Scholar] [CrossRef]
- Kenan, S.; Kadri, S. Process Safety Leading Indicators Survey-February 2013: Center for Chemical Process Safety-White Paper. Process Saf. Prog. 2014, 33, 247–258. [Google Scholar] [CrossRef]
- Nimmo, I. Adequately Address Abnormal Situation Operations. Chem. Eng. Prog. 1995, 91. [Google Scholar]
- Shu, Y.; Ming, L.; Cheng, F.; Zhang, Z.; Zhao, J. Abnormal Situation Management: Challenges and Opportunities in the Big Data Era. Comput. Chem. Eng. 2016, 91, 104–113. [Google Scholar] [CrossRef]
- Arunthavanathan, R.; Khan, F.; Ahmed, S.; Imtiaz, S. An Analysis of Process Fault Diagnosis Methods from Safety Perspectives. Comput. Chem. Eng. 2021, 145, 107197. [Google Scholar] [CrossRef]
- Cochran, E.L.; Miller, C.; Bullemer, P. Abnormal Situation Management in Petrochemical Plants: Can a Pilot’s Associate Crack Crude? In Proceedings of the IEEE 1996 National Aerospace and Electronics Conference NAECON 1996, Dayton, OH, USA, 20–22 May 1996; pp. 806–813. [Google Scholar]
- Dash, S.; Venkatasubramanian, V. Challenges in the Industrial Applications of Fault Diagnostic Systems. Comput. Chem. Eng. 2000, 24, 785–791. [Google Scholar] [CrossRef]
- Cauvin, S.; Celse, B. CHEM: Advanced Decision Support Systems for Chemical/Petrochemical Process Industries. Comput. Aided Chem. Eng. 2004, 18, 1027–1032. [Google Scholar] [CrossRef]
- Ministry of Emergency Management of the PRC. The Guidance of the State Administration of Work Safety on Strengthening Chemical Process Safety Management. China, 2013. Available online: https://www.mem.gov.cn/gk/gwgg/agwzlfl/yj_01/201308/t20130816_242220.shtml (accessed on 18 April 2023).
- Wang, X.; Wang, C.; Shi, H.; Li, C. Research on Technology of Abnormal Condition Warning and Process Safety Management Assessment for Petrochemical Enterprise. Refin. Chem. Ind. 2015, 26, 4. [Google Scholar]
- Dai, Y.; Wang, H.; Khan, F.; Zhao, J. Abnormal Situation Management for Smart Chemical Process Operation. Curr. Opin. Chem. Eng. 2016, 14, 49–55. [Google Scholar] [CrossRef]
- Eljack, F.; Kazi, M.K. Process Safety and Abnormal Situation Management. Curr. Opin. Chem. Eng. 2016, 14, 35–41. [Google Scholar] [CrossRef]
- Goel, P.; Datta, A.; Mannan, M.S. Industrial Alarm Systems: Challenges and Opportunities. J. Loss Prev. Process Ind. 2017, 50, 23–36. [Google Scholar] [CrossRef]
- Bullemer, P.T.; Kiff, L.; Tharanathan, A. Common Procedural Execution Failure Modes during Abnormal Situations. J. Loss Prev. Process Ind. 2011, 24, 814–818. [Google Scholar] [CrossRef]
- Isermann, R.; Ballé, P. Trends in the Application of Model-Based Fault Detection and Diagnosis of Technical Processes. In Control Engineering Practice; Elsevier: Amsterdam, The Netherlands, 1997; Volume 5. [Google Scholar]
- Venkatasubramanian, V.; Rengaswamy, R.; Yin, K.; Kavuri, S.N. A Review of Process Fault Detection and Diagnosis Part I: Quantitative Model-Based Methods. Comput. Chem. Eng. 2003, 27, 293–311. [Google Scholar] [CrossRef]
- Dai, X.; Gao, Z. From Model, Signal to Knowledge: A Data-Driven Perspective of Fault Detection and Diagnosis. IEEE Trans. Ind. Inform. 2013, 9, 2226–2238. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Kavuri, S.N.; Yin, K. A Review of Process Fault Detection and Diagnosis Part III: Process History Based Methods. Comput. Chem. Eng. 2003, 27, 327–346. [Google Scholar] [CrossRef]
- Venkatasubramanian, V.; Rengaswamy, R.; Kavuri, S.N. A Review of Process Fault Detection and Diagnosis Part II: Qualitative Models and Search Strategies. Comput. Chem. Eng. 2003, 27, 313–326. [Google Scholar] [CrossRef]
- Park, Y.J.; Fan, S.K.S.; Hsu, C.Y. A Review on Fault Detection and Process Diagnostics in Industrial Processes. Processes 2020, 8, 1123. [Google Scholar] [CrossRef]
- Li, W.; Li, H.; Gu, S.; Chen, T. Process Fault Diagnosis with Model- and Knowledge-Based Approaches: Advances and Opportunities. Control Eng. Pract. 2020, 105, 104637. [Google Scholar] [CrossRef]
- Alauddin, M.; Khan, F.; Imtiaz, S.; Ahmed, S. A Bibliometric Review and Analysis of Data-Driven Fault Detection and Diagnosis Methods for Process Systems. Ind. Eng. Chem. Res. 2018, 57, 10719–10735. [Google Scholar] [CrossRef]
- Md Nor, N.; Che Hassan, C.R.; Hussain, M.A. A Review of Data-Driven Fault Detection and Diagnosis Methods: Applications in Chemical Process Systems. Rev. Chem. Eng. 2020, 36, 513–553. [Google Scholar] [CrossRef]
- Taqvi, S.A.A.; Zabiri, H.; Tufa, L.D.; Uddin, F.; Fatima, S.A.; Maulud, A.S. A Review on Data-Driven Learning Approaches for Fault Detection and Diagnosis in Chemical Processes. ChemBioEng Rev. 2021, 8, 239–259. [Google Scholar] [CrossRef]
- Bi, X.; Qin, R.; Wu, D.; Zheng, S.; Zhao, J. One Step Forward for Smart Chemical Process Fault Detection and Diagnosis. Comput. Chem. Eng. 2022, 164, 107884. [Google Scholar] [CrossRef]
- Tang, X.; Lu, W.; Yan, X. Dual Attention Bidirectional Generative Adversarial Network for Dynamic Uncertainty Process Monitoring and Diagnosis. Process Saf. Environ. Prot. 2023, 171, 214–224. [Google Scholar] [CrossRef]
- Zhou, K.; Tong, Y.; Li, X.; Wei, X.; Huang, H.; Song, K.; Chen, X. Exploring Global Attention Mechanism on Fault Detection and Diagnosis for Complex Engineering Processes. Process Saf. Environ. Prot. 2023, 170, 660–669. [Google Scholar] [CrossRef]
- Lin, Z.; Hu, Z.; Peng, J.; Zhao, H. Dynamic-Scale Graph Neural Network for Fault Detection. Process Saf. Environ. Prot. 2022, 168, 953–970. [Google Scholar] [CrossRef]
- Wei, Z.; Ji, X.; Zhou, L.; Dang, Y.; Dai, Y. A Novel Deep Learning Model Based on Target Transformer for Fault Diagnosis of Chemical Process. Process Saf. Environ. Prot. 2022, 167, 480–492. [Google Scholar] [CrossRef]
- Harinarayan, R.R.A.; Shalinie, S.M. XFDDC: EXplainable Fault Detection Diagnosis and Correction Framework for Chemical Process Systems. Process Saf. Environ. Prot. 2022, 165, 463–474. [Google Scholar] [CrossRef]
- Bian, H.; Jiang, J.; Zhu, Z.; Dou, Z.; Tang, B. Design and Implementation of an Early-Stage Monitoring System for Iron Sulfides Oxidation. Process Saf. Environ. Prot. 2022, 165, 181–190. [Google Scholar] [CrossRef]
- Han, Y.; Song, G.; Liu, F.; Geng, Z.; Ma, B.; Xu, W. Fault Monitoring Using Novel Adaptive Kernel Principal Component Analysis Integrating Grey Relational Analysis. Process Saf. Environ. Prot. 2022, 157, 397–410. [Google Scholar] [CrossRef]
- Bi, X.; Zhao, J. A Novel Orthogonal Self-Attentive Variational Autoencoder Method for Interpretable Chemical Process Fault Detection and Identification. Process Saf. Environ. Prot. 2021, 156, 581–597. [Google Scholar] [CrossRef]
- Deng, L.; Zhang, Y.; Dai, Y.; Ji, X.; Zhou, L.; Dang, Y. Integrating Feature Optimization Using a Dynamic Convolutional Neural Network for Chemical Process Supervised Fault Classification. Process Saf. Environ. Prot. 2021, 155, 473–485. [Google Scholar] [CrossRef]
- Amin, M.T.; Khan, F.; Ahmed, S.; Imtiaz, S. Risk-Based Fault Detection and Diagnosis for Nonlinear and Non-Gaussian Process Systems Using R-Vine Copula. Process Saf. Environ. Prot. 2021, 150, 123–136. [Google Scholar] [CrossRef]
- Wu, D.; Zhao, J. Process Topology Convolutional Network Model for Chemical Process Fault Diagnosis. Process Saf. Environ. Prot. 2021, 150, 93–109. [Google Scholar] [CrossRef]
- Ma, X.; Si, Y.; Yuan, Z.; Qin, Y.; Wang, Y. Multistep Dynamic Slow Feature Analysis for Industrial Process Monitoring. IEEE Trans. Instrum. Meas. 2020, 69, 9535–9548. [Google Scholar] [CrossRef]
- Deng, X.; Zhang, X.; Liu, X.; Cao, Y. Incipient Fault Detection of Nonlinear Chemical Processes Based on Probability-Related Randomized Slow Feature Analysis. Process Saf. Environ. Prot. 2023, 169, 797–807. [Google Scholar] [CrossRef]
- Chen, Y.; Tong, C.; Lan, T. Fault Monitoring for Chemical Processes Using Neighborhood Embedding Discriminative Analysis. Process Saf. Environ. Prot. 2022, 164, 109–118. [Google Scholar] [CrossRef]
- Guo, P.; Rao, S.; Hao, L.; Wang, J. Fault Diagnosis of a Semi-Batch Crystallization Process through Deep Learning Method. Comput. Chem. Eng. 2022, 164, 107807. [Google Scholar] [CrossRef]
- Kopbayev, A.; Khan, F.; Yang, M.; Halim, S.Z. Fault Detection and Diagnosis to Enhance Safety in Digitalized Process System. Comput. Chem. Eng. 2022, 158, 107609. [Google Scholar] [CrossRef]
- Agarwal, P.; Tamer, M.; Budman, H. Explainability: Relevance Based Dynamic Deep Learning Algorithm for Fault Detection and Diagnosis in Chemical Processes. Comput. Chem. Eng. 2021, 154, 107467. [Google Scholar] [CrossRef]
- Li, W.; Gu, S.; Zhang, X.; Chen, T. Transfer Learning for Process Fault Diagnosis: Knowledge Transfer from Simulation to Physical Processes. Comput. Chem. Eng. 2020, 139, 106904. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, J. Fault Detection and Diagnosis Based on Transfer Learning for Multimode Chemical Processes. Comput. Chem. Eng. 2020, 135, 106731. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, D.; Yuan, X. LDA-Based Deep Transfer Learning for Fault Diagnosis in Industrial Chemical Processes. Comput. Chem. Eng. 2020, 140, 106964. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, J. Deep Convolutional Neural Network Model Based Chemical Process Fault Diagnosis. Comput. Chem. Eng. 2018, 115, 185–197. [Google Scholar] [CrossRef]
- Du, Y.; Du, D. Fault Detection and Diagnosis Using Empirical Mode Decomposition Based Principal Component Analysis. Comput. Chem. Eng. 2018, 115, 1–21. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, J. A Deep Belief Network Based Fault Diagnosis Model for Complex Chemical Processes. Comput. Chem. Eng. 2017, 107, 395–407. [Google Scholar] [CrossRef]
- Zhang, S.; Bi, K.; Qiu, T. Bidirectional Recurrent Neural Network-Based Chemical Process Fault Diagnosis. Ind. Eng. Chem. Res. 2019, 59, 824–834. [Google Scholar] [CrossRef]
- Agarwal, P.; Gonzalez, J.I.M.; Elkamel, A.; Budman, H. Hierarchical Deep LSTM for Fault Detection and Diagnosis for a Chemical Process. Processes 2022, 10, 2557. [Google Scholar] [CrossRef]
- Fang, H.; Tao, W.; Lu, S.; Lou, Z.; Wang, Y.; Xue, Y. Nonlinear Dynamic Process Monitoring Based on Two-Step Dynamic Local Kernel Principal Component Analysis. Processes 2022, 10, 925. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, Z.; Li, Z.; Du, S. A Novel Fault Detection Scheme Based on Mutual K-Nearest Neighbor Method: Application on the Industrial Processes with Outliers. Processes 2022, 10, 497. [Google Scholar] [CrossRef]
- Yuan, J.; Tian, Y. An Intelligent Fault Diagnosis Method Using GRU Neural Network towards Sequential Data in Dynamic Processes. Processes 2019, 7, 152. [Google Scholar] [CrossRef]
- Ouyang, H.; Zeng, J.; Li, Y.; Luo, S. Fault Detection and Identification of Blast Furnace Ironmaking Process Using the Gated Recurrent Unit Network. Processes 2020, 8, 391. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, S.; Jin, B. Sequential Fault Diagnosis Based on LSTM Neural Network. IEEE Access 2018, 6, 12929–12939. [Google Scholar] [CrossRef]
- Li, C.; Zhao, D.; Mu, S.; Zhang, W.; Shi, N.; Li, L. Fault Diagnosis for Distillation Process Based on CNN–DAE. Chin. J. Chem. Eng. 2019, 27, 598–604. [Google Scholar] [CrossRef]
- Wang, N.; Yang, F.; Zhang, R.; Gao, F. Intelligent Fault Diagnosis for Chemical Processes Using Deep Learning Multimodel Fusion. IEEE Trans. Cybern. 2022, 52. [Google Scholar] [CrossRef] [PubMed]
- Park, P.; Di Marco, P.; Shin, H.; Bang, J. Fault Detection and Diagnosis Using Combined Autoencoder and Long Short-Term Memory Network. Sensors 2019, 19, 4612. [Google Scholar] [CrossRef]
- Tian, W.; Liu, Z.; Li, L.; Zhang, S.; Li, C. Identification of Abnormal Conditions in High-Dimensional Chemical Process Based on Feature Selection and Deep Learning. Chin. J. Chem. Eng. 2020, 28, 1875–1883. [Google Scholar] [CrossRef]
- Yu, J.; Liu, X.; Ye, L. Convolutional Long Short-Term Memory Autoencoder-Based Feature Learning for Fault Detection in Industrial Processes. IEEE Trans. Instrum. Meas. 2021, 70. [Google Scholar] [CrossRef]
- Xu, Y.; Jia, M.; Mao, Z.; Li, H. A Novel Kernel Dynamic Inner Slow Feature Analysis Method for Dynamic Nonlinear Process Concurrent Monitoring of Operating Point Deviations and Process Dynamics Anomalies. J. Process Control 2022, 110, 59–75. [Google Scholar] [CrossRef]
- Kumar, A.; Bhattacharya, A.; Flores-Cerrillo, J. Data-Driven Process Monitoring and Fault Analysis of Reformer Units in Hydrogen Plants: Industrial Application and Perspectives. Comput. Chem. Eng. 2020, 136, 106756. [Google Scholar] [CrossRef]
- Vaswani, A.; Shazeer, N.; Parmar, N.; Uszkoreit, J.; Jones, L.; Gomez, A.N.; Kaiser, Ł.; Polosukhin, I. Attention Is All You Need. Adv. Neural Inf. Process. Syst. 2017, 30. [Google Scholar]
- Zhang, S.; Zhao, C. Slow-Feature-Analysis-Based Batch Process Monitoring with Comprehensive Interpretation of Operation Condition Deviation and Dynamic Anomaly. IEEE Trans. Ind. Electron. 2019, 66, 3773–3783. [Google Scholar] [CrossRef]
- Bhadriraju, B.; Kwon, J.S.I.; Khan, F. Risk-Based Fault Prediction of Chemical Processes Using Operable Adaptive Sparse Identification of Systems (OASIS). Comput. Chem. Eng. 2021, 152, 107378. [Google Scholar] [CrossRef]
- Bhadriraju, B.; Kwon, J.S.I.; Khan, F. OASIS-P: Operable Adaptive Sparse Identification of Systems for Fault Prognosis of Chemical Processes. J. Process Control 2021, 107, 114–126. [Google Scholar] [CrossRef]
- Zhao, C.; Gao, F. Online Fault Prognosis with Relative Deviation Analysis and Vector Autoregressive Modeling. Chem. Eng. Sci. 2015, 138, 531–543. [Google Scholar] [CrossRef]
- Zhang, B.; Sconyers, C.; Byington, C.; Patrick, R.; Orchard, M.E.; Vachtsevanos, G. A Probabilistic Fault Detection Approach: Application to Bearing Fault Detection. IEEE Trans. Ind. Electron. 2011, 58, 2011–2018. [Google Scholar] [CrossRef]
- Bai, Y.; Xiang, S.; Zhao, Z.; Yang, B.; Zhao, J. Data-Driven Approaches: Use of Digitized Operational Data in Process Safety. Methods Chem. Process Saf. 2022, 6, 61–99. [Google Scholar] [CrossRef]
- Yang, F.; Dai, C.; Tang, J.; Xuan, J.; Cao, J. A Hybrid Deep Learning and Mechanistic Kinetics Model for the Prediction of Fluid Catalytic Cracking Performance. Chem. Eng. Res. Des. 2020, 155, 202–210. [Google Scholar] [CrossRef]
- Zhong, K.; Han, M.; Han, B. Data-Driven Based Fault Prognosis for Industrial Systems: A Concise Overview. IEEE/CAA J. Autom. Sin. 2020, 7, 330–345. [Google Scholar] [CrossRef]
- Pankratz, A.E. Forecasting with Univariate Box-Jenkins Models: Concepts and Cases; John Wiley & Sons: Hoboken, NJ, USA, 1983. [Google Scholar]
- Büyükşahin, Ü.Ç.; Ertekin, Ş. Improving Forecasting Accuracy of Time Series Data Using a New ARIMA-ANN Hybrid Method and Empirical Mode Decomposition. Neurocomputing 2019, 361, 151–163. [Google Scholar] [CrossRef]
- Zhu, Q.; Jia, Y.; Peng, D.; Xu, Y. Study and Application of Fault Prediction Methods with Improved Reservoir Neural Networks. Chin. J. Chem. Eng. 2014, 22, 812–819. [Google Scholar] [CrossRef]
- Arshad, U.; Taqvi, S.A.A.; Buang, A.; Awad, A. SVM, ANN, and PSF Modelling Approaches for Prediction of Iron Dust Minimum Ignition Temperature (MIT) Based on the Synergistic Effect of Dispersion Pressure and Concentration. Process Saf. Environ. Prot. 2021, 152, 375–390. [Google Scholar] [CrossRef]
- Yuan, X.; Ou, C.; Wang, Y.; Yang, C.; Gui, W. A Novel Semi-Supervised Pre-Training Strategy for Deep Networks and Its Application for Quality Variable Prediction in Industrial Processes. Chem. Eng. Sci. 2020, 217, 115509. [Google Scholar] [CrossRef]
- Li, X.; Ma, X.; Xiao, F.; Xiao, C.; Wang, F.; Zhang, S. Time-Series Production Forecasting Method Based on the Integration of Bidirectional Gated Recurrent Unit (Bi-GRU) Network and Sparrow Search Algorithm (SSA). J. Pet. Sci. Eng. 2022, 208, 109309. [Google Scholar] [CrossRef]
- Tian, W.; Liu, N.; Sui, D.; Cui, Z.; Liu, Z.; Wang, J.; Zou, H.; Zhao, Y. Early Warning of Internal Leakage in Heat Exchanger Network Based on Dynamic Mechanism Model and Long Short-Term Memory Method. Processes 2021, 9, 378. [Google Scholar] [CrossRef]
- Xu, P.; Du, R.; Zhang, Z. Predicting Pipeline Leakage in Petrochemical System through GAN and LSTM. Knowl. Based Syst. 2019, 175, 50–61. [Google Scholar] [CrossRef]
- Liu, Z.; Tian, W.; Cui, Z.; Wei, H.; Li, C. An Intelligent Quantitative Risk Assessment Method for Ammonia Synthesis Process. Chem. Eng. J. 2021, 420, 129893. [Google Scholar] [CrossRef]
- Arunthavanathan, R.; Khan, F.; Ahmed, S.; Imtiaz, S. A Deep Learning Model for Process Fault Prognosis. Process Saf. Environ. Prot. 2021, 154, 467–479. [Google Scholar] [CrossRef]
- Bai, Y.; Xiang, S.; Cheng, F.; Zhao, J. A Dynamic-Inner LSTM Prediction Method for Key Alarm Variables Forecasting in Chemical Process. Chin. J. Chem. Eng. 2023, 55, 266–276. [Google Scholar] [CrossRef]
- Pang, C.; Duan, D.; Zhou, Z.; Han, S.; Yao, L.; Zheng, C.; Yang, J.; Gao, X. An Integrated LSTM-AM and SPRT Method for Fault Early Detection of Forced-Oxidation System in Wet Flue Gas Desulfurization. Process Saf. Environ. Prot. 2022, 160, 242–254. [Google Scholar] [CrossRef]
- Yuan, Z.; Yang, Z.; Ling, Y.; Wu, C.; Li, C. Spatiotemporal Attention Mechanism-Based Deep Network for Critical Parameters Prediction in Chemical Process. Process Saf. Environ. Prot. 2021, 155, 401–414. [Google Scholar] [CrossRef]
- Xiang, S.; Bai, Y.; Zhao, J. Medium-Term Prediction of Key Chemical Process Parameter Trend with Small Data. Chem. Eng. Sci. 2022, 249, 117361. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, J. A Novel Transformer-Based Multi-Variable Multi-Step Prediction Method for Chemical Process Fault Prognosis. Process Saf. Environ. Prot. 2023, 169, 937–947. [Google Scholar] [CrossRef]
- Li, G.; Qin, S.J.; Yuan, T. Data-Driven Root Cause Diagnosis of Faults in Process Industries. Chemom. Intell. Lab. Syst. 2016, 159, 1–11. [Google Scholar] [CrossRef]
- Han, X.; Tian, S.; Romagnoli, J.A.; Li, H.; Sun, W. PCA-SDG Based Process Monitoring and Fault Diagnosis: Application to an Industrial Pyrolysis Furnace. IFAC-Pap. 2018, 51, 482–487. [Google Scholar] [CrossRef]
- Hong, J.; Qu, J.; Tian, W.; Cui, Z.; Liu, Z.; Lin, Y.; Li, C. Identification of Unknown Abnormal Conditions in Catalytic Cracking Process Based on Two-Step Clustering Analysis and Signed Directed Graph. Processes 2021, 9, 2055. [Google Scholar] [CrossRef]
- Meng, Y.; Song, X.; Zhao, D.; Liu, Q. Alarm Management Optimization in Chemical Installations Based on Adapted HAZOP Reports. J. Loss Prev. Process Ind. 2021, 72, 104578. [Google Scholar] [CrossRef]
- Liu, N.; Hu, M.; Wang, J.; Ren, Y.; Tian, W. Fault Detection and Diagnosis Using Bayesian Network Model Combining Mechanism Correlation Analysis and Process Data: Application to Unmonitored Root Cause Variables Type Faults. Process Saf. Environ. Prot. 2022, 164, 15–29. [Google Scholar] [CrossRef]
- Gharahbagheri, H.; Imtiaz, S.A.; Khan, F. Root Cause Diagnosis of Process Fault Using KPCA and Bayesian Network. Ind. Eng. Chem. Res. 2017, 56, 2054–2070. [Google Scholar] [CrossRef]
- Cheng, F.; Zhao, J. A Novel Method for Real-Time Alarm Root Cause Analysis. Comput. Aided Chem. Eng. 2018, 44, 2323–2328. [Google Scholar] [CrossRef]
- Chen, H.S.; Yan, Z.; Yao, Y.; Huang, T.B.; Wong, Y.S. Systematic Procedure for Granger-Causality-Based Root Cause Diagnosis of Chemical Process Faults. Ind. Eng. Chem. Res. 2018, 57, 9500–9512. [Google Scholar] [CrossRef]
- Fei, H.; Chaojun, W.; Shu-Kai, S.F. Fault Detection and Root Cause Analysis of a Batch Process via Novel Nonlinear Dissimilarity and Comparative Granger Causality Analysis. Ind. Eng. Chem. Res. 2019, 58, 21842–21854. [Google Scholar] [CrossRef]
- He, R.; Chen, G.; Sun, S.; Dong, C.; Jiang, S. Attention-Based Long Short-Term Memory Method for Alarm Root-Cause Diagnosis in Chemical Processes. Ind. Eng. Chem. Res. 2020, 59, 11559–11569. [Google Scholar] [CrossRef]
- Bi, X.; Wu, D.; Xie, D.; Ye, H.; Zhao, J. Large-Scale Chemical Process Causal Discovery from Big Data with Transformer-Based Deep Learning. Process Saf. Environ. Prot. 2023, 173, 163–177. [Google Scholar] [CrossRef]
- Nauta, M.; Bucur, D.; Seifert, C. Causal Discovery with Attention-Based Convolutional Neural Networks. Mach. Learn. Knowl. Extr. 2019, 1, 312–340. [Google Scholar] [CrossRef]
- Khan, F.; Hashemi, S.J.; Paltrinieri, N.; Amyotte, P.; Cozzani, V.; Reniers, G. Dynamic Risk Management: A Contemporary Approach to Process Safety Management. Curr. Opin. Chem. Eng. 2016, 14, 9–17. [Google Scholar] [CrossRef]
- Analouei, R.; Taheriyoun, M.; Amin, M.T. Dynamic Failure Risk Assessment of Wastewater Treatment and Reclamation Plant: An Industrial Case Study. Safety 2022, 8, 79. [Google Scholar] [CrossRef]
- Daley, J.; Khan, F.; Amin, M.T. Process Safety Analysis Using Operational Data and Bayesian Network. Process Saf. Prog. 2023. [Google Scholar] [CrossRef]
- Hashemi, S.J.; Ahmed, S.; Khan, F. Loss Functions and Their Applications in Process Safety Assessment. Process Saf. Prog. 2014, 33, 285–291. [Google Scholar] [CrossRef]
- Hashemi, S.J.; Ahmed, S.; Khan, F.I. Risk-Based Operational Performance Analysis Using Loss Functions. Chem. Eng. Sci. 2014, 116, 99–108. [Google Scholar] [CrossRef]
- Hashemi, S.J.; Ahmed, S.; Khan, F. Operational Loss Modelling for Process Facilities Using Multivariate Loss Functions. Chem. Eng. Res. Des. 2015, 104, 333–345. [Google Scholar] [CrossRef]
- Wang, H.; Khan, F.; Ahmed, S.; Imtiaz, S. Dynamic Quantitative Operational Risk Assessment of Chemical Processes. Chem. Eng. Sci. 2016, 142, 62–78. [Google Scholar] [CrossRef]
- Zadakbar, O.; Khan, F.; Imtiaz, S. Development of Economic Consequence Methodology for Process Risk Analysis. Risk Anal. 2015, 35, 713–731. [Google Scholar] [CrossRef] [PubMed]
- Adedigba, S.A.; Khan, F.; Yang, M. An Integrated Approach for Dynamic Economic Risk Assessment of Process Systems. Process Saf. Environ. Prot. 2018, 116, 312–323. [Google Scholar] [CrossRef]
- Amin, M.T.; Khan, F. Dynamic Process Safety Assessment Using Adaptive Bayesian Network with Loss Function. Ind. Eng. Chem. Res. 2022, 61, 16799–16814. [Google Scholar] [CrossRef]
- Qin, S.J.; Chiang, L.H. Advances and Opportunities in Machine Learning for Process Data Analytics. Comput. Chem. Eng. 2019, 126, 465–473. [Google Scholar] [CrossRef]
- Reis, M.S.; Gins, G. Industrial Process Monitoring in the Big Data/Industry 4.0 Era: From Detection, to Diagnosis, to Prognosis. Processes 2017, 5, 35. [Google Scholar] [CrossRef]
- Bellavista, P.; Bicocchi, N.; Fogli, M.; Giannelli, C.; Mamei, M.; Picone, M. Requirements and Design Patterns for Adaptive, Autonomous, and Context-Aware Digital Twins in Industry 4.0 Digital Factories. Comput Ind 2023, 149, 103918. [Google Scholar] [CrossRef]
- van Dinter, R.; Tekinerdogan, B.; Catal, C. Reference Architecture for Digital Twin-Based Predictive Maintenance Systems. Comput. Ind. Eng. 2023, 177, 109099. [Google Scholar] [CrossRef]
- Mo, F.; Rehman, H.U.; Monetti, F.M.; Chaplin, J.C.; Sanderson, D.; Popov, A.; Maffei, A.; Ratchev, S. A Framework for Manufacturing System Reconfiguration and Optimisation Utilising Digital Twins and Modular Artificial Intelligence. Robot. Comput.-Integr. Manuf. 2023, 82, 102524. [Google Scholar] [CrossRef]
- García, Á.; Bregon, A.; Martínez-Prieto, M.A. Towards a Connected Digital Twin Learning Ecosystem in Manufacturing: Enablers and Challenges. Comput. Ind. Eng. 2022, 171, 108463. [Google Scholar] [CrossRef]
- Jin, J.; Hu, J.; Li, C.; Shi, Z.; Lei, P.; Tian, W. A Digital Twin System of Reconfigurable Tooling for Monitoring and Evaluating in Aerospace Assembly. J. Manuf. Syst. 2023, 68, 56–71. [Google Scholar] [CrossRef]
- Meraghni, S.; Terrissa, L.S.; Yue, M.; Ma, J.; Jemei, S.; Zerhouni, N. A Data-Driven Digital-Twin Prognostics Method for Proton Exchange Membrane Fuel Cell Remaining Useful Life Prediction. Int. J. Hydrogen Energy 2021, 46, 2555–2564. [Google Scholar] [CrossRef]
- Mauro, F.; Kana, A.A. Digital Twin for Ship Life-Cycle: A Critical Systematic Review. Ocean. Eng. 2023, 269, 113479. [Google Scholar] [CrossRef]
- Al-Sehrawy, R.; Kumar, B.; Watson, R. The Pluralism of Digital Twins for Urban Management: Bridging Theory and Practice. J. Urban Manag. 2023, 12, 16–32. [Google Scholar] [CrossRef]
- Honghong, S.; Gang, Y.; Haijiang, L.; Tian, Z.; Annan, J. Digital Twin Enhanced BIM to Shape Full Life Cycle Digital Transformation for Bridge Engineering. Autom. Constr. 2023, 147, 104736. [Google Scholar] [CrossRef]
- Liu, S.; Lu, Y.; Shen, X.; Bao, J. A Digital Thread-Driven Distributed Collaboration Mechanism between Digital Twin Manufacturing Units. J. Manuf. Syst. 2023, 68, 145–159. [Google Scholar] [CrossRef]
- Min, Q.; Lu, Y.; Liu, Z.; Su, C.; Wang, B. Machine Learning Based Digital Twin Framework for Production Optimization in Petrochemical Industry. Int. J. Inf. Manag. 2019, 49, 502–519. [Google Scholar] [CrossRef]
Figure 1.
The role of ASM.

Figure 2.
Digital twin system framework for ASM in chemical processes.

{kind=link}
{kind=link}
Table 1.
Some of the latest research results on FDD.
| Research | Method | Feature | Apply |
|---|---|---|---|
| Dual attention bidirectional generative adversarial network for dynamic uncertainty process monitoring and diagnosis [27] | Fault-sensitive bidirectional generative adversarial network (FSBiGAN) | Suitable for dynamic uncertain industrial processes. | Tennessee Eastman Process (TEP) |
| Exploring global attention mechanism on fault detection and diagnosis for complex engineering processes [28] | Industrial Process Optimization Vision Transformer (IPO-ViT) | The transformer-based model is first applied to FDD, showing better performance than other deep learning models. | TEP |
| Dynamic-scale graph neural network for fault detection [29] | Dynamic-scale graph neural network (DSGNN) | Considering the diversity of dynamic characteristics of variables in complex chemical processes. | Nonlinear dynamic numerical case; TEP |
| A novel deep learning model based on target transformer for fault diagnosis of chemical process [30] | Target Transformer | Applying the target attention mechanism to modify the decoder improves the FDD performance. | TEP |
| XFDDC: eXplainable Fault Detection Diagnosis and Correction framework for chemical process systems [31] | eXplainable Fault Detection Diagnosis and Correction (XFDDC) | Using eXplainable Artificial Intelligence (XAI) technology enhances the interpretability of the model. | TEP |
| Design and implementation of an early-stage monitoring system for iron sulfides oxidation [32] | Integrated system | Developed an early monitoring system for iron sulfide oxidation based on the FDD model. | Iron sulfide oxidation |
| Fault monitoring using novel adaptive kernel principal component analysis integrating grey relational analysis [33] | Adaptive kernel principal component analysis integrating grey relational analysis (AKPCA-GRA) | Suitable for dynamic monitoring of nonlinear chemical process faults. | TEP |
| A novel orthogonal self-attentive variational autoencoder method for interpretable chemical process fault detection and identification [34] | Orthogonal self-attentive variational autoencoder (OSAVA) | The method is capable of performing an explanatory analysis of the identified anomalous variables. | TEP |
| Integrating feature optimization using a dynamic convolutional neural network for chemical process supervised fault classification [35] | Dynamic convolutional neural network based on a genetic algorithm | It can not only solve the problem of feature redundancy and irrelevant feature arrangement but also fully extract the frequency and time domain information of the data. | TEP |
| Risk-based fault detection and diagnosis for nonlinear and non-Gaussian process systems using R-vine copula [36] | R-vine copula model | Suitable for nonlinear and non-Gaussian chemical processes | TEP; The RT 580 fault-finding control system; The industrial isomer separator unit. |
| Process topology convolutional network model for chemical process fault diagnosis [37] | Process topology convolutional network (PTCN) | Improved the interpretability of the model. | TEP |
| Multistep Dynamic Slow Feature Analysis for Industrial Process Monitoring [38] | Multistep dynamic slow feature analysis (MS-DSFA) | Fully considering the real dynamic structure during the dimensionality expansion process, and accurately monitoring non-stationary states. | TEP; XJTU-SY bearing data sets |
| Incipient fault detection of nonlinear chemical processes based on probability-related randomized slow feature analysis [39] | Probability-related randomized slow feature analysis (PRSFA) | Achieving efficient nonlinear mapping and more sensitive detection of initial changes. | Simulated continuous stirred tank reactor (CSTR) system |
| Fault monitoring for chemical processes using neighborhood embedding discriminative analysis [40] | Neighborhood embedding discriminative analysis (NEDA) | Adaptively provide different latent feature generation mechanisms for different monitoring samples. | TEP |
| Fault diagnosis of a semi-batch crystallization process through deep learning method [41] | Dynamic Time Warping and Convolutional Neural Network (DTW-CNN) | Suitable for non-Gaussian, nonlinear, and unsteady semi-batch crystallization processes. | The semi-batch crystallization process of acetyl-salicylic acid |
| Fault detection and diagnosis to enhance safety in digitalized process system [42] | A hybrid model that combines KPCA and deep neural networks (KPCA-DNN) | Improved classification accuracy and reduced training time. | TEP |
| Explainability: Relevance based dynamic deep learning algorithm for fault detection and diagnosis in chemical processes [43] | Dynamic Deep Supervised Autoencoder neural networks and Layerwise Relevance Propagation (DDSAE-LRP) | Improved the interpretability of the model. | TEP |
| Transfer learning for process fault diagnosis: Knowledge transfer from simulation to physical processes [44] | Convolutional neural network and transfer learning (CNN-TL) | Solved the problem of lack of fault sample data. | Experiments on simulated CSTR; plant-wide pulp mill processes |
| Fault detection and diagnosis based on transfer learning for multimode chemical processes [45] | DNN-TL | Overcame problems with fault data rarity and lack of labels in some modes. | TEP |
| LDA-based deep transfer learning for fault diagnosis in industrial chemical processes [46] | Linear discriminant analysis-based deep transfer learning (LDA-DTN) | Considering the degree of influence of feature variables on the samples of the source domain and the target domain. | TEP; real hydrocracking process |
| Deep convolutional neural network model based chemical process fault diagnosis [47] | Deep convolutional neural network (DCNN) | Effectively extract spatiotemporal features. | TEP |
| Fault detection and diagnosis using empirical mode decomposition based principal component analysis [48] | Ensemble empirical mode decomposition based principal component analysis (EEMD-PCA) | Suitable for non-stationary data, identifying and diagnosing stochastic faults in TE processes. | TEP |
| A deep belief network based fault diagnosis model for complex chemical processes [49] | An extensible deep belief network (DBN) | Extracting fault features from both spatial and temporal domains simultaneously. | TEP |
| Bidirectional Recurrent Neural Network-Based Chemical Process Fault Diagnosis [50] | Bidirectional recurrent neural network (BiRNN) | Using inverse RNN helps to perceive variable deviations at all time points. | TEP |
| Hierarchical Deep LSTM for Fault Detection and Diagnosis for a Chemical Process [51] | Deep LSTM Supervised Autoencoder Neural Network (Deep LSTM-SAE NN) | Studied the application of deep learning in hierarchical structures. | TEP |
| Nonlinear Dynamic Process Monitoring Based on Two-Step Dynamic Local Kernel Principal Component Analysis [52] | Two-step dynamic local kernel principal component analysis (TSD-LKPCA) | Simultaneous handling of nonlinear and dynamic features. | Numerically simulated dynamic nonlinear process; TEP |
| A Novel Fault Detection Scheme Based on Mutual k-Nearest Neighbor Method: Application on the Industrial Processes with Outliers [53] | Mutual k-nearest neighbor (MkNN) | Eliminates the impact of an outlier on training data. | TEP |
| An Intelligent Fault Diagnosis Method Using GRU Neural Network towards Sequential Data in Dynamic Processes [54] | Gated recurrent units (GRU) | Considering the correlation between sequential data. | TEP; Para-xylene (PX) oxidation process |
| Fault Detection and Identification of Blast Furnace Ironmaking Process Using the Gated Recurrent Unit Network [55] | GRU | Fully capture dynamic characteristics. | Blast Furnace Ironmaking Process |
| Sequential Fault Diagnosis Based on LSTM Neural Network [56] | Long short-term memory (LSTM) | Directly classify the raw process data without specific feature extraction and classifier design, and adaptively learn the dynamic information in raw data. | TEP |
| Fault Diagnosis for Distillation Process Based on CNN–DAE [57] | Convolutional neural network and deep auto-encoder (CNN-DAE) | Combining the feature extraction ability of CNN and the classification ability of DAE. | Distillation process of depropanization |
| Intelligent Fault Diagnosis for Chemical Processes Using Deep Learning Multimodel Fusion [58] | Convolutional neural network and long short-term memory network (CNN-LSTM) | Simultaneously extract temporal and spatial features | TEP; An industrial coking furnace process |
| Fault Detection and Diagnosis Using Combined Autoencoder and Long Short-Term Memory Network [59] | Autoencoder and Long Short-Term Memory Network (AE-LSTM) | Combining the strong low-dimensional nonlinear representation of AE and the powerful time series learning ability of LSTM. | TEP |
| Identification of abnormal conditions in high-dimensional chemical process based on feature selection and deep learning [60] | Generative adversarial network, Spearman’s rank correlation coefficient and deep belief network (GAN-SRCC-DBN) | Solving the insufficient industrial data and missing data, noise variables, redundant process variables and high coupling of data problem. | TEP |
| Convolutional Long Short-Term Memory Autoencoder-Based Feature Learning for Fault Detection in Industrial Processes [61] | Convolutional Long Short-Term Memory Autoencoder (CLSTM-AE) | Learning effective features from complex process signals. | TEP; Simulated CSTR |
| A novel kernel dynamic inner slow feature analysis method for dynamic nonlinear process concurrent monitoring of operating point deviations and process dynamics anomalies [62] | Kernel dynamic inner slow feature analysis method | Considering the nonlinear correlation and serial autocorrelation. | A numerical simulation case; An actual cold rolling mill case |
| Data-driven process monitoring and fault analysis of reformer units in hydrogen plants: Industrial application and perspectives [63] | Partial least squares regression and principal components analysis | Developing a reproducible FD system | Large-scale industrial reformer boxes of hydrogen manufacturing units |
Table 2.
Comparison of the causal relationship analysis methods.
| Method | Principle | Advantages or Disadvantages | References | |
|---|---|---|---|---|
| Knowledge-based method | Signed Directed Graph (SDG) | According to the SDG model, the transmission process of abnormal information is mined to determine its propagation path, and then the root cause of abnormal situations is determined. | The construction of SDG models is usually subjective and time-consuming, which limits their applicability in large-scale and complex processes. In addition, the causal relationship between variables may undergo significant changes under certain process conditions. | [89,90] |
| HAZOP based method | Based on the HAZOP report analysis, identify the causal relationship between variables and construct a topological structure model to trace the root cause of abnormal working conditions. | Relying on high-quality HAZOP analysis reports. | [91] | |
| Data-driven method | Bayesian network (BN) method | Dynamically update the Bayesian network through process data, and then determine the propagation path and root cause of abnormal situations based on the changes in node probabilities before and after the update. | A large amount of historical fault data is required, and the root cause analysis results for unknown faults are unreliable. | [92,93,94] |
| Granger causality method | Based on time series data, examine the causal relationship between two variables. | It is not possible to consider causality between all variables from a global perspective and to deal with indirect causality. | [95,96] | |
| Deep learning methods | Though adding attention mechanisms to evaluate the contribution of variables to the results, the causal relationship between variables can be determined. | Capable of learning complex nonlinear relationships and long-term dependencies. | [97,98,99] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, S.; Lei, F.; Zhao, D.; Liu, Q. Abnormal Situation Management in Chemical Processes: Recent Research Progress and Future Prospects. Processes 2023, 11, 1608. https://doi.org/10.3390/pr11061608
AMA Style
Liu S, Lei F, Zhao D, Liu Q. Abnormal Situation Management in Chemical Processes: Recent Research Progress and Future Prospects. Processes. 2023; 11(6):1608. https://doi.org/10.3390/pr11061608
Chicago/Turabian StyleLiu, Shangzhi, Fangyi Lei, Dongfeng Zhao, and Qinglong Liu. 2023. "Abnormal Situation Management in Chemical Processes: Recent Research Progress and Future Prospects" Processes 11, no. 6: 1608. https://doi.org/10.3390/pr11061608
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.