
A Comparative Analysis of Partial Replacement of Yeast with CO2 Gas Hydrates as Leavening Agents in Baking of Wheat Bread
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of CO2 GH with Promoters
2.2. Process Description of Standard and GH Bread with Promoters
2.3. Measurement of the Characteristics of GH Bread with Promoters
2.3.1. Baking Loss
2.3.2. Moisture Analysis
2.3.3. Volume Analysis
2.3.4. Pore Analysis
2.3.5. Texture Analysis
3. Results
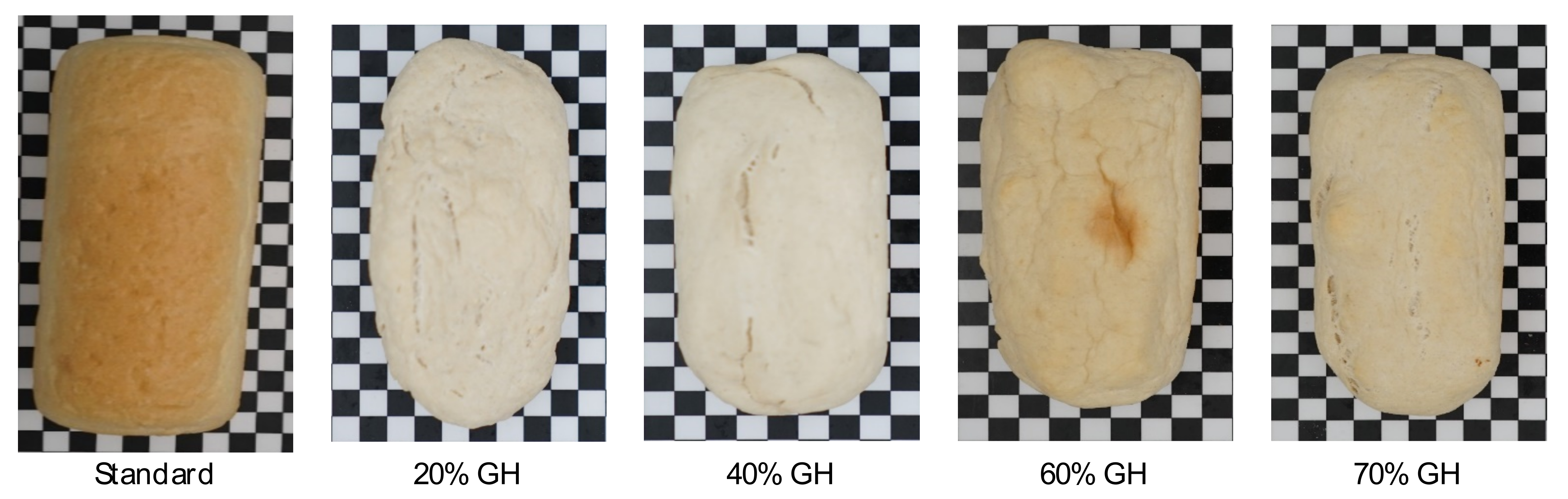
3.1. GH Bread Appearance and Characteristics
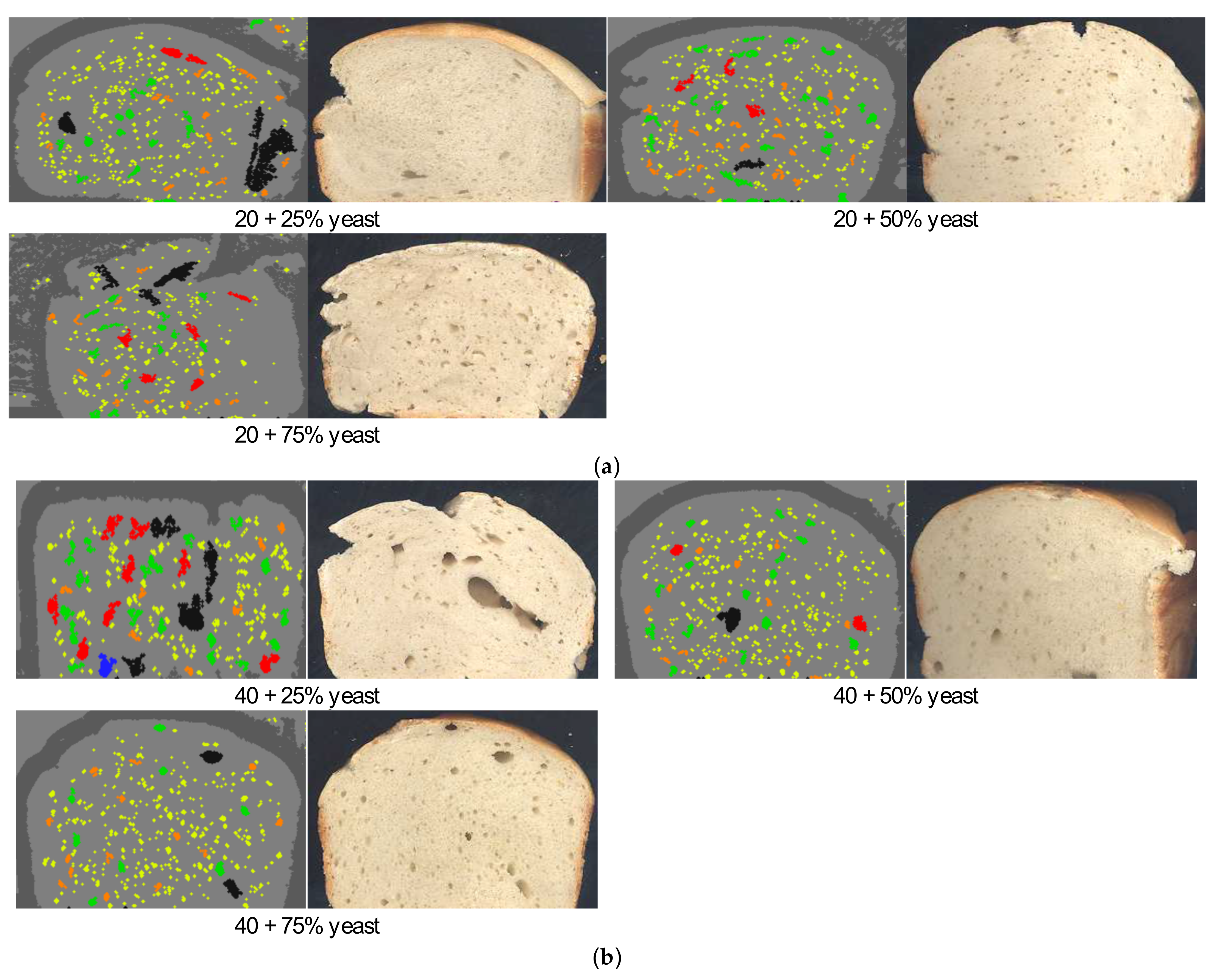
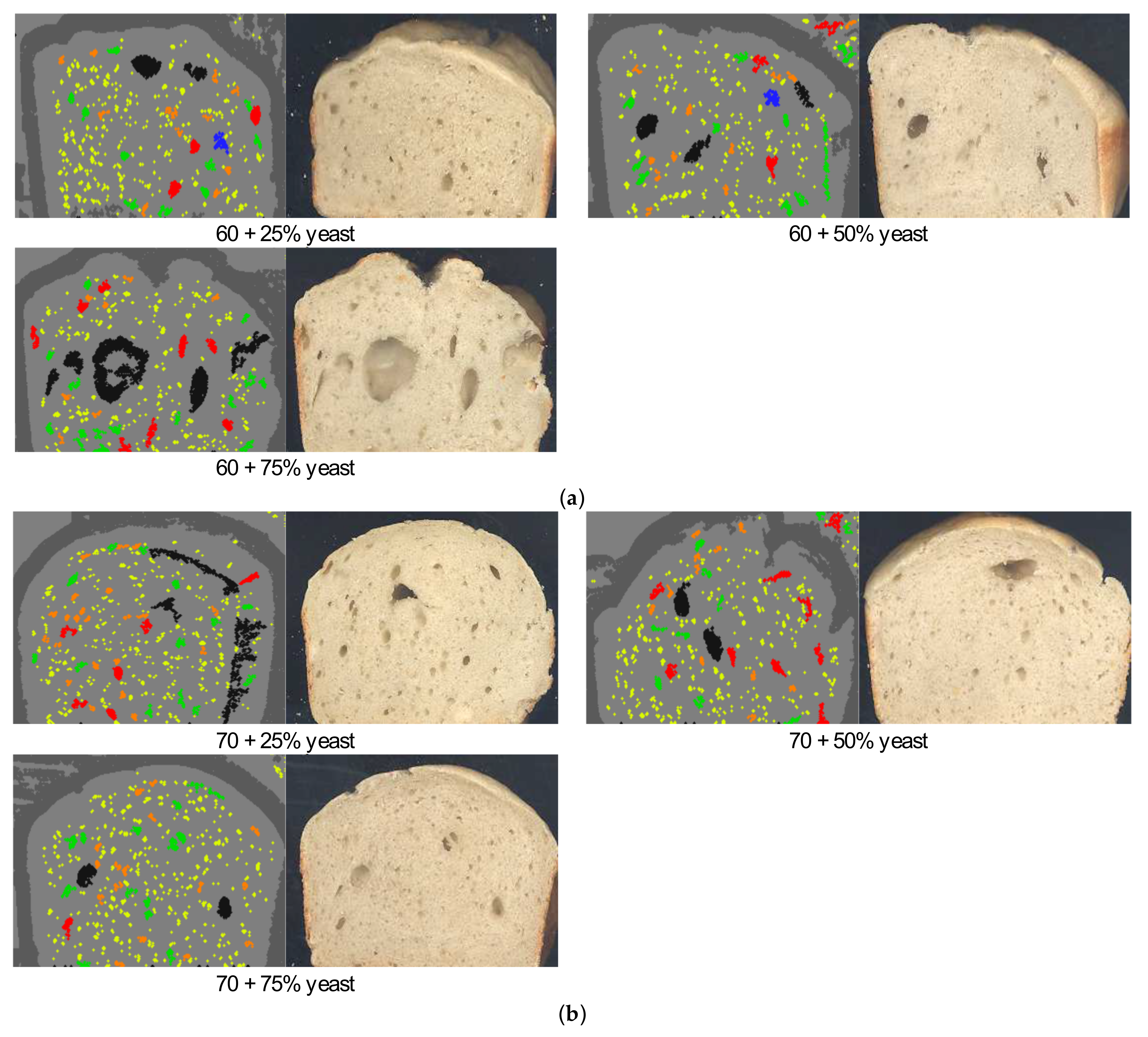
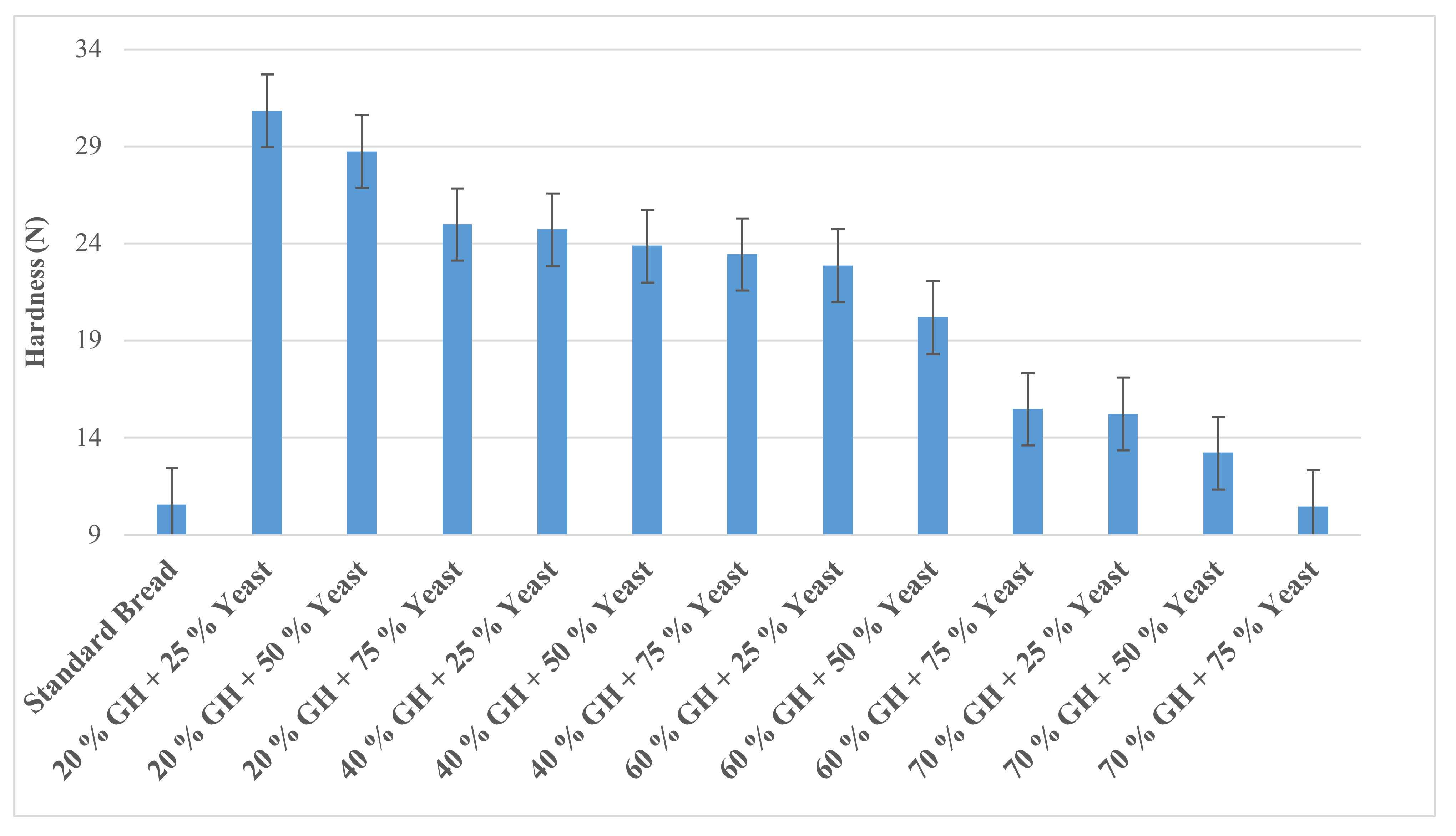
3.2. Analysis of Pores and Effect on Hardness for GH Bread with Promoters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aslankoohi, E.; Herrera-Malaver, B.; Rezaei, M.N.; Steensels, J.; Courtin, C.M.; Verstrepen, K.J. Non-conventional yeast strains increase the aroma complexity of bread. PLoS ONE 2016, 11, e0165126. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Babu, P.; Linga, P.; Kumar, R.; Englezos, P. A review of the hydrate based gas separation (HBGS) process for carbon dioxide pre-combustion capture. Energy 2015, 85, 261–279. [Google Scholar] [CrossRef]
- Bavoh, C.B.; Lal, B.; Osei, H.; Sabil, K.M.; Mukhtar, H. A review on the role of amino acids in gas hydrate inhibition, CO2 capture and sequestration, and natural gas storage. J. Nat. Gas Sci. Eng. 2019, 64, 52–71. [Google Scholar] [CrossRef]
- Bellido, G.G.; Scanlon, M.G.; Page, J.H. Measurement of dough specific volume in chemically leavened dough systems. J. Cereal Sci. 2009, 49, 212–218. [Google Scholar] [CrossRef]
- Cai, Y.; Chen, Y.; Li, Q.; Li, L.; Huang, H.; Wang, S.; Wang, W. CO2 Hydrate Formation Promoted by a Natural Amino Acid l-Methionine for Possible Application to CO2 Capture and Storage. Energy Technol. 2017, 5, 1195–1199. [Google Scholar] [CrossRef]
- Cauvain, S.P.; Young, L.S. Technology of Breadmaking, 2nd ed.; Springer: London, UK, 2007; pp. 303–337. [Google Scholar]
- Zhou, X.; Zang, X.; Long, Z.; Liang, D. Multiscale analysis of the hydrate based carbon capture from gas mixtures containing carbon dioxide. Sci. Rep. 2021, 11, 9197. [Google Scholar] [CrossRef]
- Dobraszczyk, B.J. The physics of baking: Rheological and polymer molecular structure–function relationships in breadmaking. J. Non-Newton. Fluid Mech. 2004, 124, 61–69. [Google Scholar] [CrossRef]
- Ertop, M.H.; Tuğkan, Ş.İ. Optimization of the amount of chickpea sourdough and dry yeast in wheat bread formulation: Evaluation of physicochemical, sensory and antioxidant properties. Food Sci. Technol. Res. 2018, 24, 45–53. [Google Scholar] [CrossRef] [Green Version]
- Fleet, G.H. Yeasts in foods and beverages: Impact on product quality and safety. Curr. Opin. Biotechnol. 2007, 18, 170–175. [Google Scholar] [CrossRef]
- Frühling, Y.; Claßen, T.; Mobarak, M.; Bauer, M.; Zettel, V.; Gatternig, B.; Hitzmann, B.; Delgado, A. CO2 gas hydrate as an innovative leavening agent for baked goods. Future Foods 2022, 7, 100213. [Google Scholar] [CrossRef]
- Grenier, D.; Lucas, T.; Le Ray, D. Enhanced aeration of part-baked bread using a novel combination of baking and partial vacuum. J. Food Eng. 2019, 248, 62–70. [Google Scholar] [CrossRef]
- Goesaert, H.; Brijs, K.; Veraverbeke, W.S.; Courtin, C.M.; Gebruers, K.; Delcour, J.A. Wheat flour constituents: How they impact bread quality, and how to impact their functionality. Trends Food Sci. Technol. 2005, 16, 12–30. [Google Scholar] [CrossRef]
- Heitmann, M.; Zannini, E.; Arendt, E. Impact of Saccharomyces cerevisiae metabolites produced during fermentation on bread quality parameters: A review. Crit. Rev. Food Sci. Nutr. 2018, 58, 1152–1164. [Google Scholar] [CrossRef]
- Kotoki, D.; Deka, S.C. Baking loss of bread with special emphasis on increasing water holding capacity. J. Food Sci. Technol. 2010, 47, 128–131. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Zeng, Y.; Wang, W. CO2 Hydrate Formation Promoted by a Bio-friendly Amino Acid L-Isoleucine. IOP Conf. Ser. Earth Environ. Sci. 2020, 474, 052054. [Google Scholar] [CrossRef]
- Mietton, L.; Samson, M.F.; Marlin, T.; Godet, T.; Nolleau, V.; Guezenec, S.; Sicard, D. Impact of Leavening Agent and Wheat Variety on Bread Organoleptic and Nutritional Quality. Microorganisms 2022, 10, 1416. [Google Scholar] [CrossRef]
- Mohamud, Y.A.; Karim, R.; Chern, B.; Abdul, A.A.; Yaakob, C.M.; Chin, N.L. The influence of different formulations of palm oil/palm stearin-based shortenings on the quality of white bread. Middle East J. Sci. Res. 2010, 5, 469–476. [Google Scholar]
- Murat Karaoğlu, M.; Gürbüz Kotancilar, H. Effect of partial baking, storage and rebaking process on the quality of white pan bread. Int. J. Food Sci. Technol. 2006, 41, 108–114. [Google Scholar] [CrossRef]
- Mollakhalili-Meybodi, N.; Khorshidian, N.; Nematollahi, A.; Arab, M. Acrylamide in bread: A review on formation, health risk assessment, and determination by analytical techniques. Environ. Sci. Pollut. Res. 2021, 28, 15627–15645. [Google Scholar] [CrossRef]
- Nashed, O.; Partoon, B.; Lal, B.; Sabil, K.M.; Shariff, A.M. Review the impact of nanoparticles on the thermodynamics and kinetics of gas hydrate formation. J. Nat. Gas Sci. Eng. 2018, 55, 452–465. [Google Scholar] [CrossRef]
- Palier, J.; Le-Bail, A.; Loisel, C.; Le-Bail, P. Substitution of baking powders in a pound cake by an overpressure mixing process; impact on cake properties. J. Food Eng. 2022, 316, 110824. [Google Scholar] [CrossRef]
- Pan, Z.; Liu, Z.; Zhang, Z.; Shang, L.; Ma, S. Effect of silica sand size and saturation on methane hydrate formation in the presence of SDS. J. Nat. Gas Sci. Eng. 2018, 56, 266–280. [Google Scholar] [CrossRef]
- Purlis, E.; Salvadori, V.O. Modelling the browning of bread during baking. Food Res. Int. 2009, 42, 865–870. [Google Scholar] [CrossRef]
- Ruttarattanamongkol, K.; Wagner, M.E.; Rizvi, S.S. Properties of yeast free bread produced by supercritical fluid extrusion (SCFX) and vacuum baking. Innov. Food Sci. Emerg. Technol. 2011, 12, 542–550. [Google Scholar] [CrossRef]
- Sahlström, S.; Park, W.; Shelton, D.R. Factors influencing yeast fermentation and the effect of LMW sugars and yeast fermentation on hearth bread quality. Cereal Chem. 2004, 81, 328–335. [Google Scholar] [CrossRef]
- Sarion, C.; Codină, G.G.; Dabija, A. Acrylamide in bakery products: A review on health risks, legal regulations and strategies to reduce its formation. Int. J. Environ. Res. Public Health 2021, 18, 4332. [Google Scholar] [CrossRef]
- Sloan, E.D. Fundamental principles and applications of natural gas hydrates. Nature 2003, 426, 353–359. [Google Scholar] [CrossRef]
- Sloan, E.D., Jr.; Koh, C.A. Clathrate Hydrates of Natural Gases, 3rd ed.; Taylor and Francis Group, CRC Press: London, UK, 2007; pp. 68–82, 218–247. [Google Scholar]
- Srivastava, S.; Hitzmann, B.; Zettel, V. A future road map for carbon dioxide (CO2) gas hydrate as an emerging technology in food research. Food Bioprocess Technol. 2021, 14, 1758–1762. [Google Scholar] [CrossRef]
- Srivastava, S.; Kollemparembil, A.M.; Zettel, V.; Claßen, T.; Gatternig, B.; Delgado, A.; Hitzmann, B. Experimental investigation of CO2 uptake in CO2 hydrates formation with amino acids as kinetic promoters and its dissociation at high temperature. Sci. Rep. 2022, 12, 8359. [Google Scholar] [CrossRef]
- Srivastava, S.; Kollemparembil, A.M.; Zettel, V.; Claßen, T.; Mobarak, M.; Gatternig, B.; Delgado, A.; Jekle, M.; Hitzmann, B. An Innovative Approach in the Baking of Bread with CO2 Gas Hydrates as Leavening Agents. Foods 2022, 11, 3570. [Google Scholar] [CrossRef]
- Mohamed, A.; Xu, J.; Singh, M. Yeast leavened banana-bread: Formulation, processing, colour and texture analysis. Food Chem. 2010, 118, 620–626. [Google Scholar] [CrossRef]
- Struyf, N.; Van der Maelen, E.; Hemdane, S.; Verspreet, J.; Verstrepen, K.J.; Courtin, C.M. Bread dough and baker’s yeast: An uplifting synergy. Compr. Rev. Food Sci. Food Saf. 2017, 16, 850–867. [Google Scholar] [CrossRef] [Green Version]
- Tagliasco, M.; Tecuanhuey, M.; Reynard, R.; Zuliani, R.; Pellegrini, N.; Capuano, E. Monitoring the effect of cell wall integrity in modulating the starch digestibility of durum wheat during different steps of bread making. Food Chem. 2022, 396, 133678. [Google Scholar] [CrossRef]
- Vargas, M.C.A.; Simsek, S. Clean Label in Bread. Foods 2021, 10, 2054. [Google Scholar] [CrossRef]
- Veluswamy, H.P.; Bhattacharjee, G.; Liao, J.; Linga, P. Macroscopic kinetic investigations on mixed natural gas hydrate formation for gas storage application. Energy Fuels 2020, 34, 15257–15269. [Google Scholar] [CrossRef]
- Verheyen, C.; Jekle, M.; Becker, T. Effects of Saccharomyces cerevisiae on the structural kinetics of wheat dough during fermentation. LWT-Food Sci. Technol. 2014, 58, 194–202. [Google Scholar] [CrossRef]
- Weegels, P.L.; Groeneweg, F.; Esselink, E.; Smit, R.; Brown, R.; Ferdinando, D. Large and fast deformations crucial for the rheology of proofing dough. Cereal Chem. 2003, 80, 424–426. [Google Scholar] [CrossRef]
- Zhang, L.; Lucas, T.; Doursat, C.; Flick, D.; Wagner, M. Effects of crust constraints on bread expansion and CO2 release. J. Food Eng. 2007, 80, 1302–1311. [Google Scholar] [CrossRef]
- Chin, N.L.; Campbell, G.M. Dough aeration and rheology: Part 2. Effects of flour type, mixing speed and total work input on aeration and rheology of bread dough. J. Sci. Food Agric. 2005, 85, 2194–2202. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Standard Bread | % of GH | ||||
|---|---|---|---|---|---|
| 20 | 40 | 60 | 70 | ||
| Moisture (%) | 38.0 ± 2.1 a | 41.5 ± 1.7 a | 39.4 ± 1.4 a | 42.3 ± 1.07 a | 44.0 ± 0.4 a |
| Baking loss (%) | 13.1 ± 2.4 c | 6.5 ± 1.0 c | 7.4 ± 2.0 c | 7.8 ± 3.74 c | 8.3 ± 0.2 c |
| Volume (mL) | 1193.9 ± 5.5 d | 596.6 ± 11.7 e | 640.6 ± 23.0 e | 655.8 ± 12.2 e | 688.5 ± 17.8 f |
| Specific Volume (mL/g) | 2.8 ± 1.2 g | 1.1 ± 0.0 g | 1.2 ± 0.4 g | 1.6 ± 0.0 g | 1.9 ± 0.0 g |
| Std Bread | % of GH | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 + 25% Yeast | 20 + 50% Yeast | 20 + 75% Yeast | 40 + 25% Yeast | 40 + 50% Yeast | 40 + 75% Yeast | 60 + 25% Yeast | 60 + 50% Yeast | 60 + 75% Yeast | 70 + 25% Yeast | 70 + 50% Yeast | 70 + 75% Yeast | ||
| Moisture (%) | 38.0 ± 2.1 a | 41.9 ± 2.4 a | 35.6 ± 3.3 a | 40.6 ± 1.2 a | 44.6 ± 1.0 a | 42.8 ± 2.1 a | 43.5 ± 2.3 a | 44.6 ± 1.4 a | 44.9 ± 1.2 ab | 46.1 ± 1.0 b | 45.8 ± 2.0 a | 43.8 ± 2.0 a | 46.6 ± 1.3 b |
| Baking loss (%) | 13.1 ± 2.4 c | 7.3 ± 3.0 c | 7.3 ± 0.8 c | 6.4 ± 3.1 c | 11.2 ± 2.1 c | 11.2 ± 1.0 c | 11.3 ± 2.1 c | 8.7 ± 2.0 c | 8.8 ± 1.4 c | 8.9 ± 1.2 c | 7.3 ± 2.8 c | 8.1 ± 2.3 c | 9.4 ± 2.5 c |
| Volume (mL) | 1193.9 ± 5.56 d | 749.6 ± 43.4 de | 755.4 ± 23.6 de | 931.6 ± 21.1 d | 752.1 ± 27.3 de | 761.5 ± 27.6 de | 945.8 ± 11.3 d | 782.1 ± 27.6 e | 790.3 ± 12.5 e | 956.5 ± 27.3 d | 792.6 ± 11.3 e | 821.2 ± 25.3 e | 1052 ± 12.5 d |
| Specific Volume (mL/g) | 2.82 ± 1.23 f | 1.1 ± 0.2 f | 1.2 ± 0.2 f | 1.4 ± 0.1 f | 1.2 ± 0.6 f | 1.3 ± 0.0 f | 1.5 ± 0.2 f | 1.4 ± 0.1 f | 1.4 ± 0.1 f | 1.6 ± 0.1 f | 1.5 ± 0.2 f | 1.9 ± 0.0 f | 2.4 ± 0.1 f |
| Bread Type | Pore Class (mm2) | ||||
|---|---|---|---|---|---|
| Small (0.10–2.00) | Somewhat Medium (2.01–3.00) | Medium (3.01–6.00) | A Little Bigger (6.00–10.00) | Large (10.00–11.00) | |
| Standard | 82.3 ± 0.0 a | 7.8 ± 1.0 b | 7.8 ± 1.0 b | 1.8 ± 0.0 c | 0.4 ± 0.0 c |
| 20% GH | 71.6 ± 2.0 a | 8.8 ± 1.0 b | 11.5 ± 1.2 b | 1.0 ± 0.2 c | 0.8 ± 0.0 c |
| 40% GH | 80.3 ± 2.7 a | 5.1 ± 1.3 b | 4.7 ± 1.5 b | 2.7 ± 0.0 c | 0.7 ± 0.0 c |
| 60% GH | 87.8 ± 2.1 a | 5.2 ± 1.2 b | 5.5 ± 1.7 b | 2.4 ± 0.0 c | 0 ± 0.0 c |
| 70% GH | 89.0 ± 2.7 a | 5.4 ± 1.2 b | 5.6 ± 1.3 b | 2.8 ± 1.1 c | 0.2 ± 0.0 c |
| Bread Type | Pore Class (mm2) | ||||
|---|---|---|---|---|---|
| Small (0.10–2.00) | Somewhat Medium (2.01–3.00) | Medium (3.01–6.00) | A Little Bigger (6.00–10.00) | Large (10.00–11.00) | |
| Standard | 82.3 ± 0.0 a | 7.8 ± 1.0 c | 7.8 ± 1.0 c | 1.8 ± 0.0 e | 0.4 ± 0.0 e |
| 20 + 25% yeast | 89.6 ± 1.0 a | 5.1 ± 1.0 c | 4.5 ± 1.5 c | 0.6 ± 0.0 e | 0.0 ± 0.0 e |
| 20 + 50% yeast | 89.7 ± 1.0 a | 7.2 ± 1.4 c | 4.9 ± 1.2 c | 4.0 ± 0.7 e | 0.4 ± 0.0 e |
| 20 + 75% yeast | 89.8 ± 2.1 a | 7.8 ± 1.0 c | 4.9 ± 1.0 c | 4.1 ± 0.1 e | 0.4 ± 0.0 e |
| 40 + 25% yeast | 86.5 ± 2.8 a | 4.6 ± 1.7 c | 4.6 ± 1.3 c | 3.4 ± 1.2 e | 0.8 ± 0.0 e |
| 40 + 50% yeast | 88.9 ± 3.0 a | 6.3 ± 1.2 c | 7.6 ± 1.2 c | 2.1 ± 0.0 e | 0.4 ± 0.0 e |
| 40 + 75% yeast | 92.2 ± 2.1 b | 5.4 ± 1.0 c | 5.4 ± 1.1 c | 2.8 ± 0.0 e | 0.4 ± 0.0 e |
| 60 + 25% yeast | 89.9 ± 2.6 a | 5.5 ± 1.2 c | 4.1 ± 1.1 c | 3.2 ± 1.3 e | 0.4 ± 0.0 e |
| 60 + 50% yeast | 90.6 ± 2.1 b | 5.6 ± 1.0 c | 4.6 ± 1.4 c | 3.4 ± 1.0 e | 0.4 ± 0.0 e |
| 60 + 75% yeast | 93.4 ± 2.0 b | 6.2 ± 1.2 c | 5.0 ± 1.2 c | 3.9 ± 1.0 e | 0.4 ± 0.0 e |
| 70 + 25% yeast | 90.4 ± 2.0 b | 6.3 ± 1.2 c | 5.7 ± 1.3 c | 3.9 ± 1.1 e | 0.4 ± 0.0 e |
| 70 + 50% yeast | 90.7 ± 2.7 b | 6.6 ± 1.4 c | 5.7 ± 1.2 c | 3.9 ± 1.0 e | 0.4 ± 0.0 e |
| 70 + 75% yeast | 93.5 ± 2.8 b | 7.3 ± 1.7 c | 12.7 ± 1.4 d | 3.9 ± 1.0 e | 0.3 ± 0.0 e |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Srivastava, S.; Kollemparembil, A.M.; Zettel, V.; Claßen, T.; Mobarak, M.; Gatternig, B.; Delgado, A.; Jekle, M.; Hitzmann, B. A Comparative Analysis of Partial Replacement of Yeast with CO2 Gas Hydrates as Leavening Agents in Baking of Wheat Bread. Processes 2023, 11, 653. https://doi.org/10.3390/pr11030653
Srivastava S, Kollemparembil AM, Zettel V, Claßen T, Mobarak M, Gatternig B, Delgado A, Jekle M, Hitzmann B. A Comparative Analysis of Partial Replacement of Yeast with CO2 Gas Hydrates as Leavening Agents in Baking of Wheat Bread. Processes. 2023; 11(3):653. https://doi.org/10.3390/pr11030653
Chicago/Turabian StyleSrivastava, Shubhangi, Ann Mary Kollemparembil, Viktoria Zettel, Timo Claßen, Mohammad Mobarak, Bernhard Gatternig, Antonio Delgado, Mario Jekle, and Bernd Hitzmann. 2023. "A Comparative Analysis of Partial Replacement of Yeast with CO2 Gas Hydrates as Leavening Agents in Baking of Wheat Bread" Processes 11, no. 3: 653. https://doi.org/10.3390/pr11030653