
Electrical Reliability of a Film-Type Connection during Bending

Abstract
:
1. Introduction
2. Methods
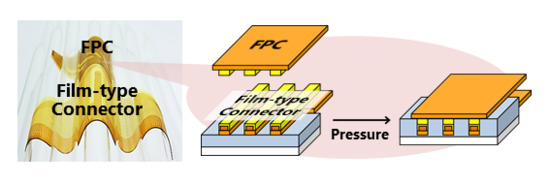
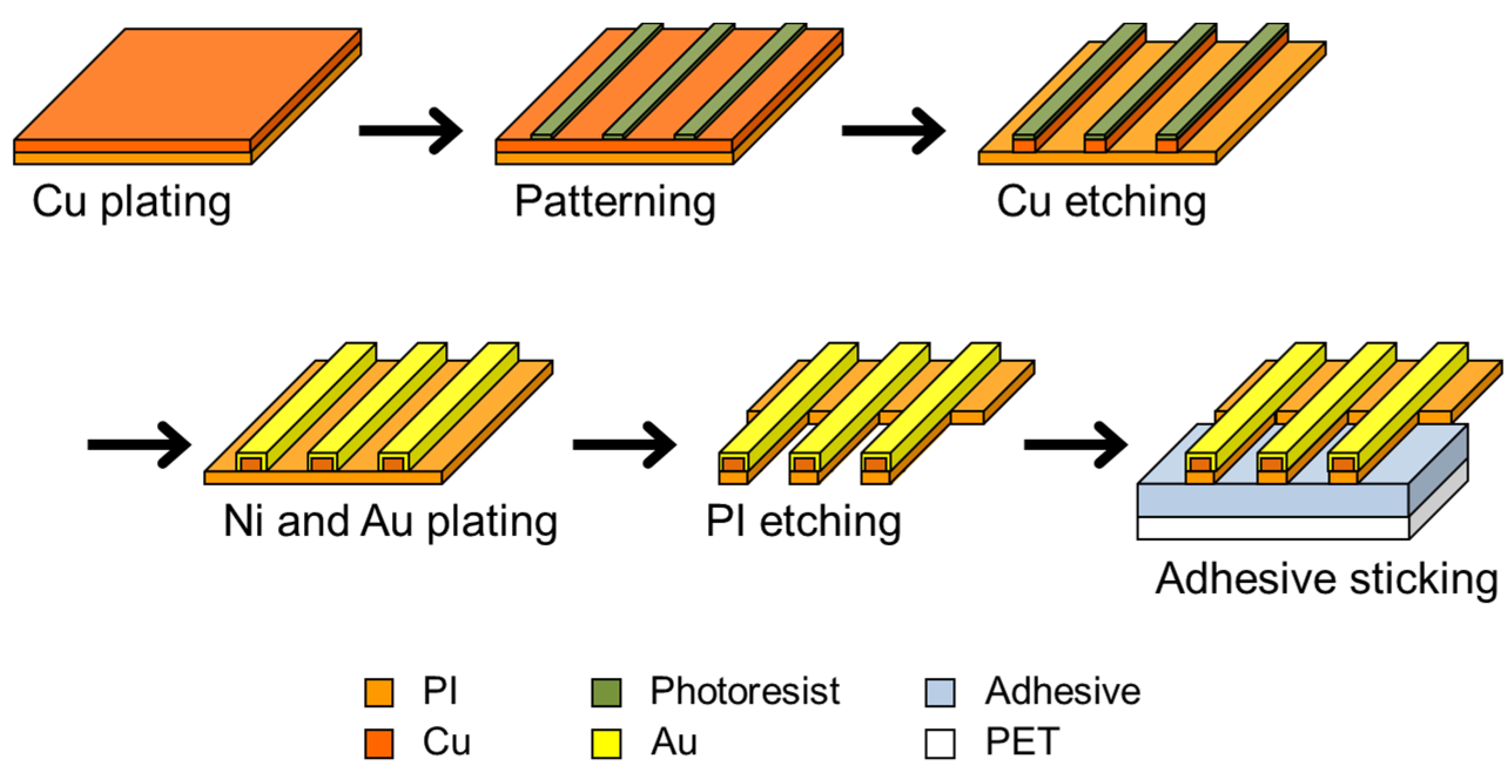
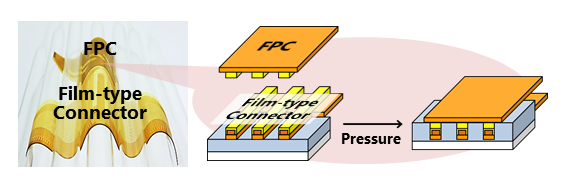
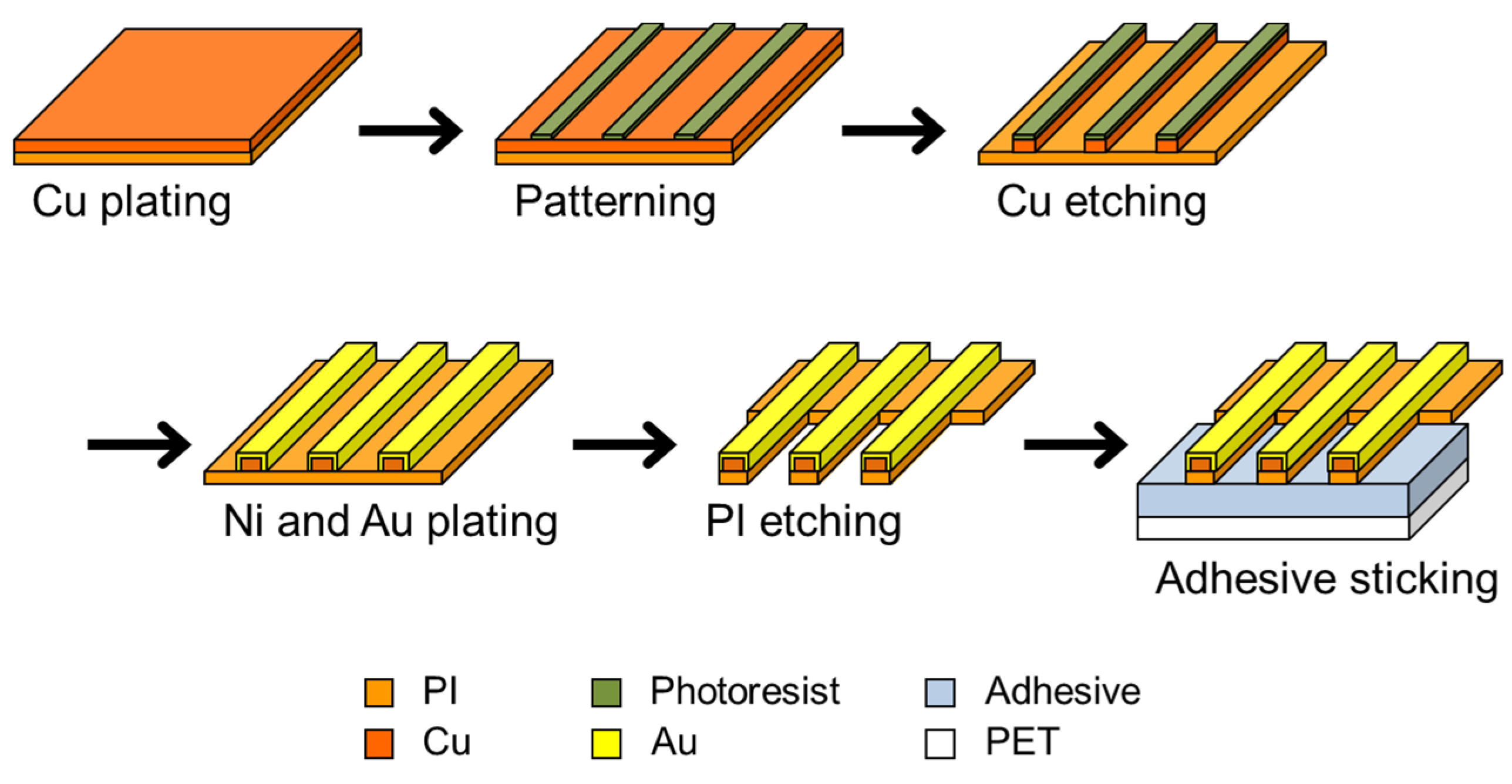
2.1. Fabrication of the Film-Type Connector
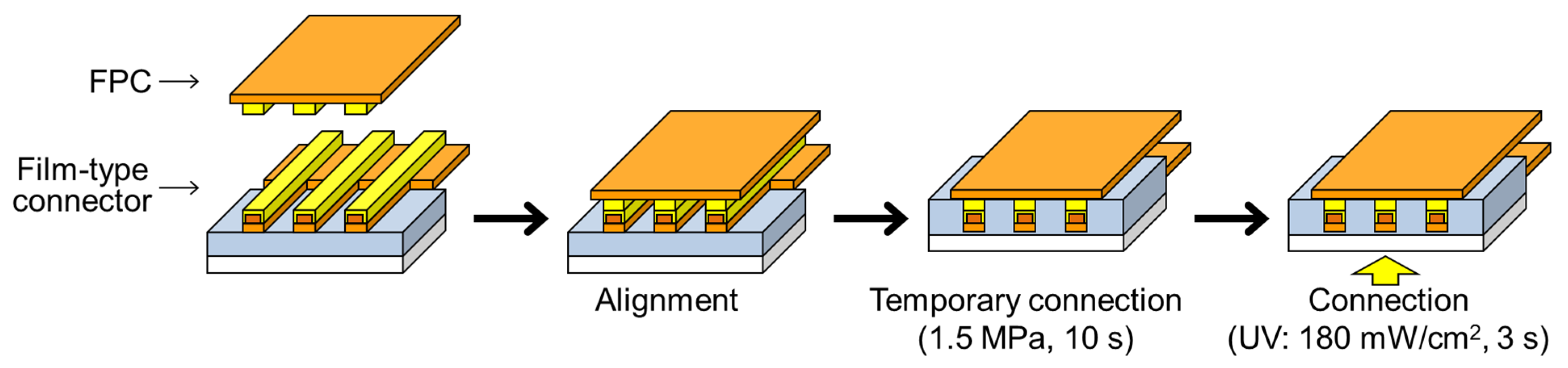
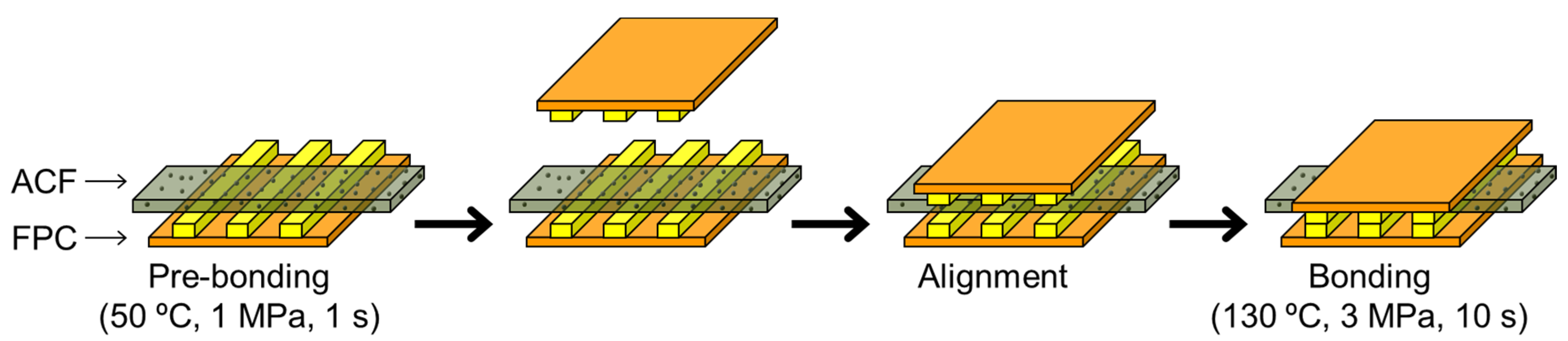
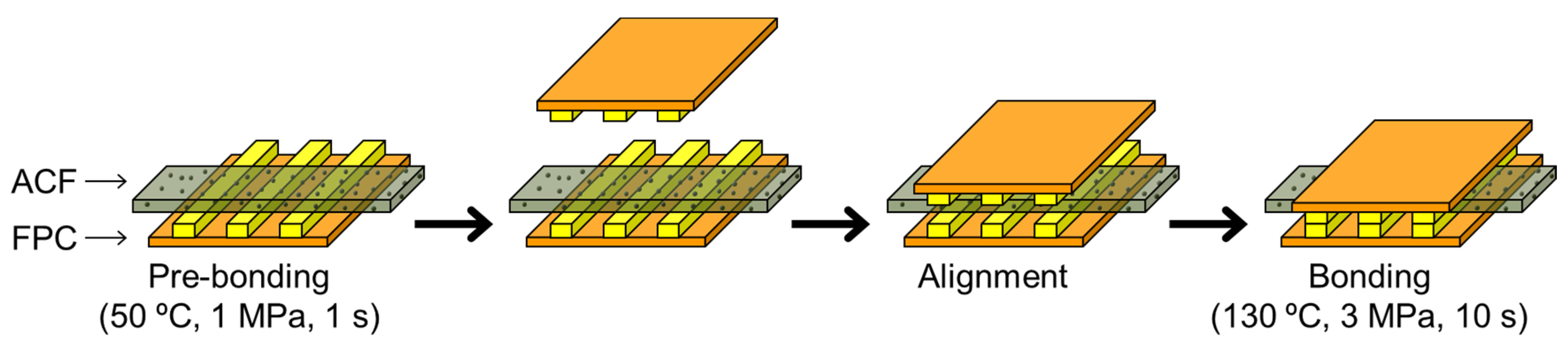
2.2. Connection Process of the Film-Type Connector
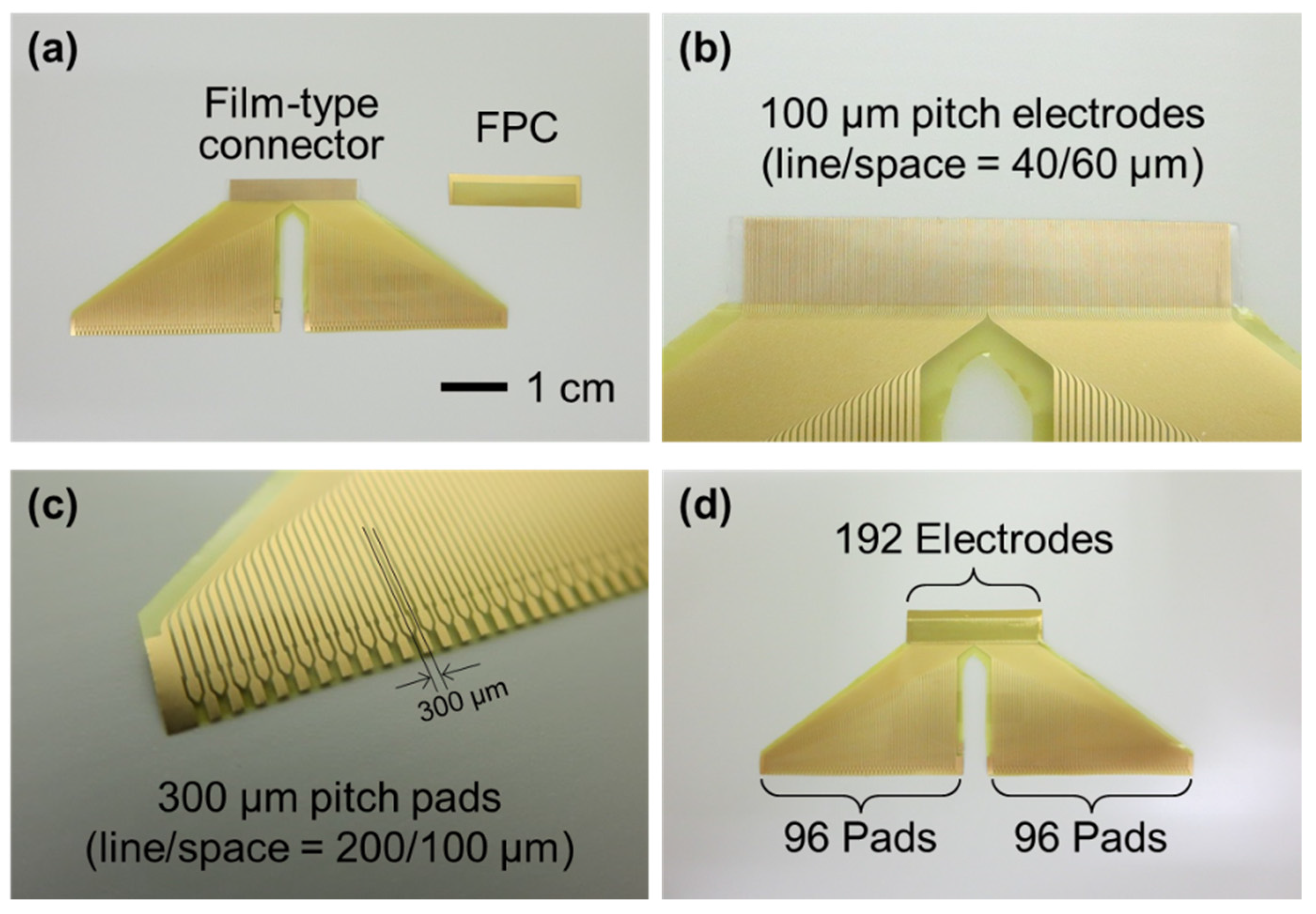
2.3. Preparation of Samples


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Specification |
|---|---|
| PI film thickness | 7.5 µm |
| Electrode thickness | Cu/Ni/Au = 9/0.5/0.1 µm |
| Electrode pitch | 100 µm (line/space = 40/60 µm) |
| Number of electrodes | 192 |
| Adhesive thickness | 50 µm |
| PET substrate thickness | 25 µm |
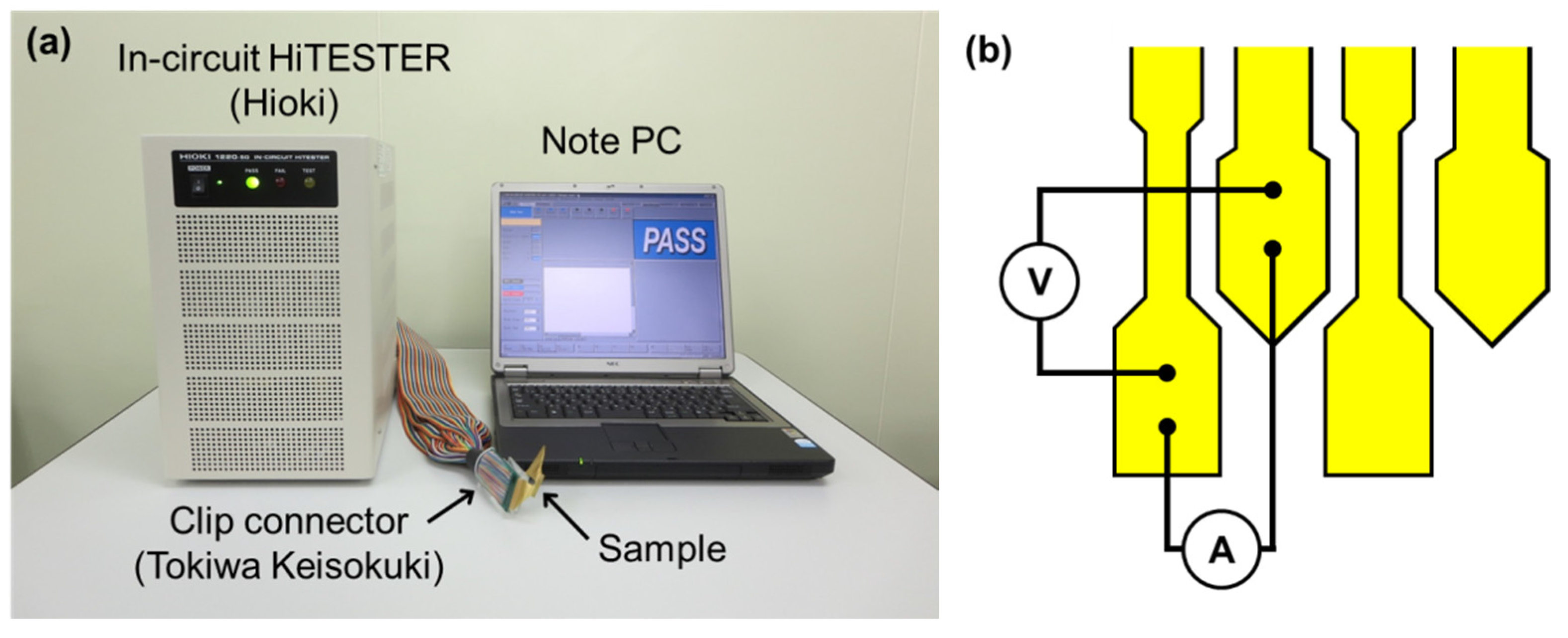
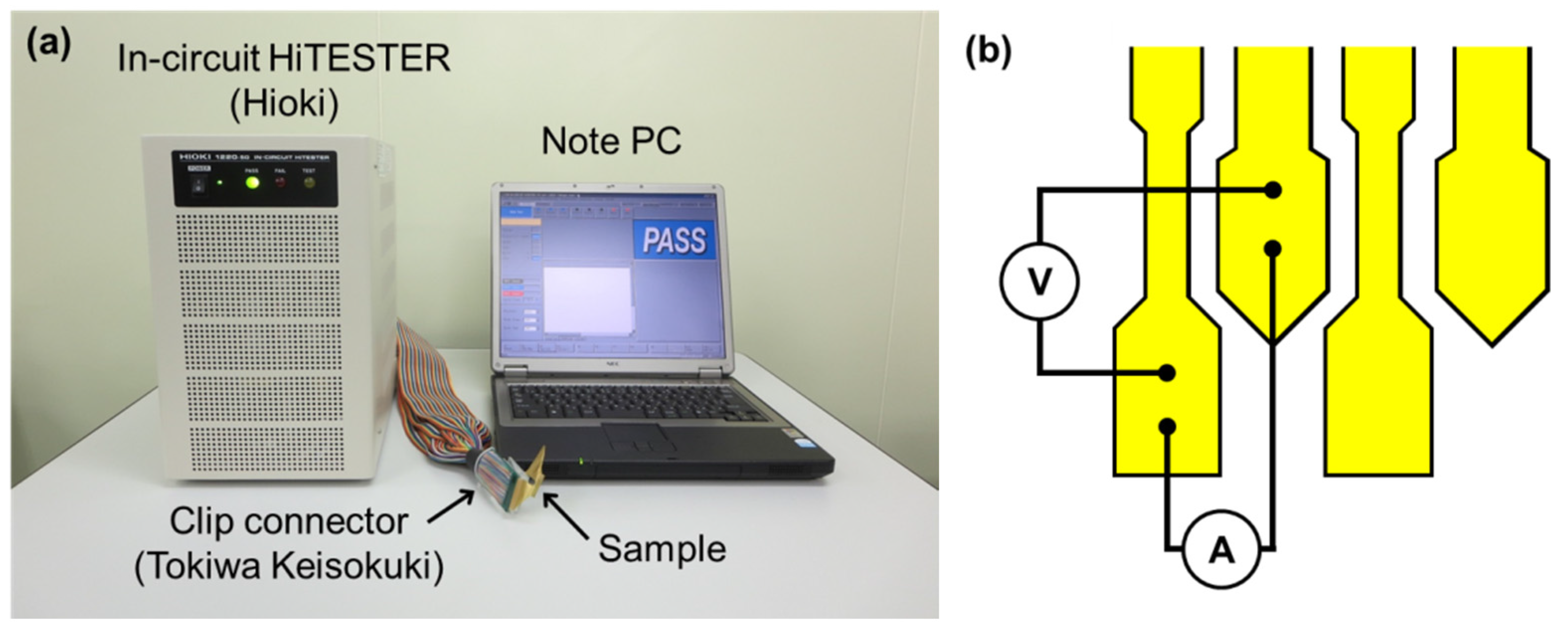
2.4. Measurement of the Electrical Resistance of the Samples
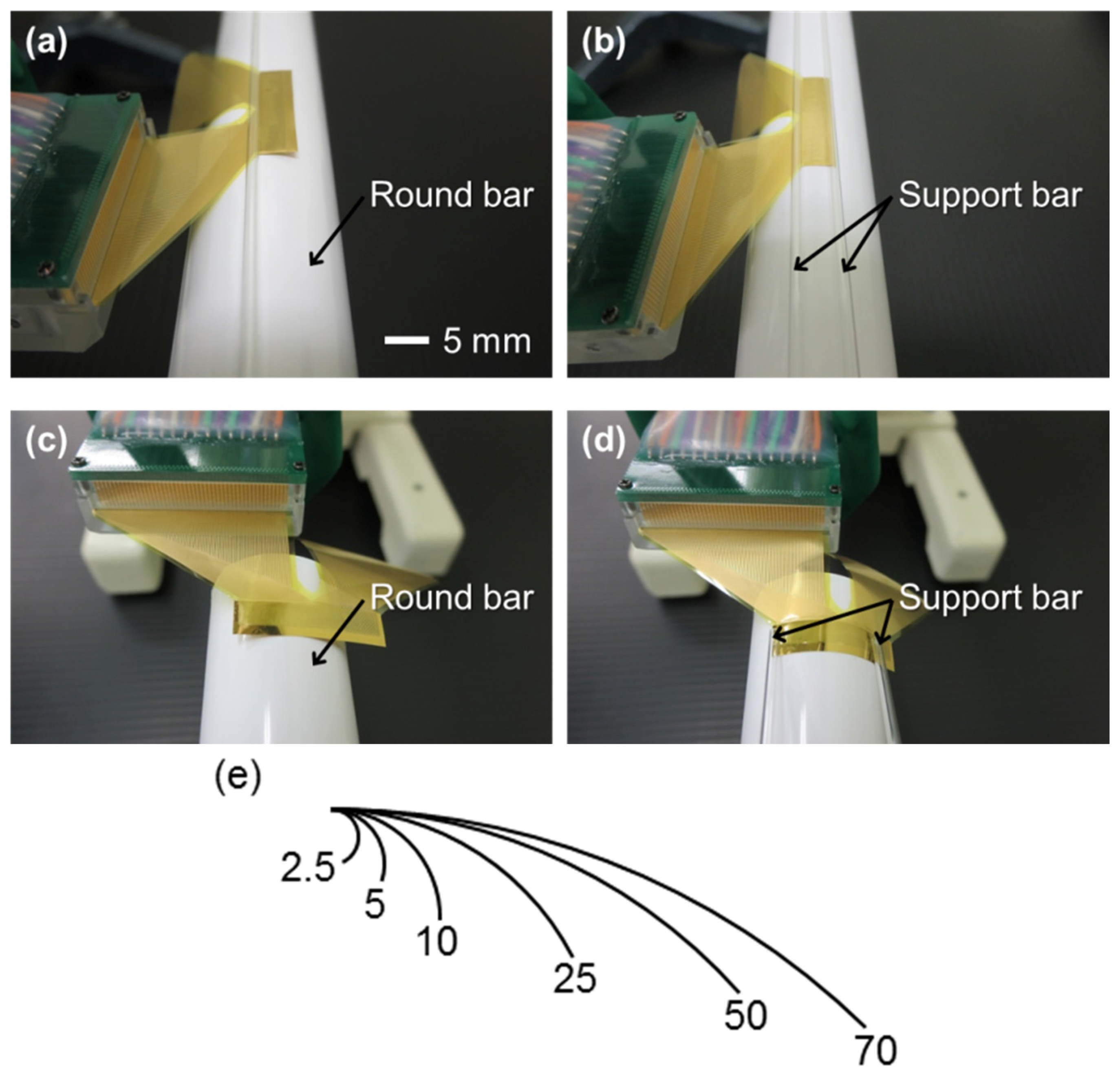
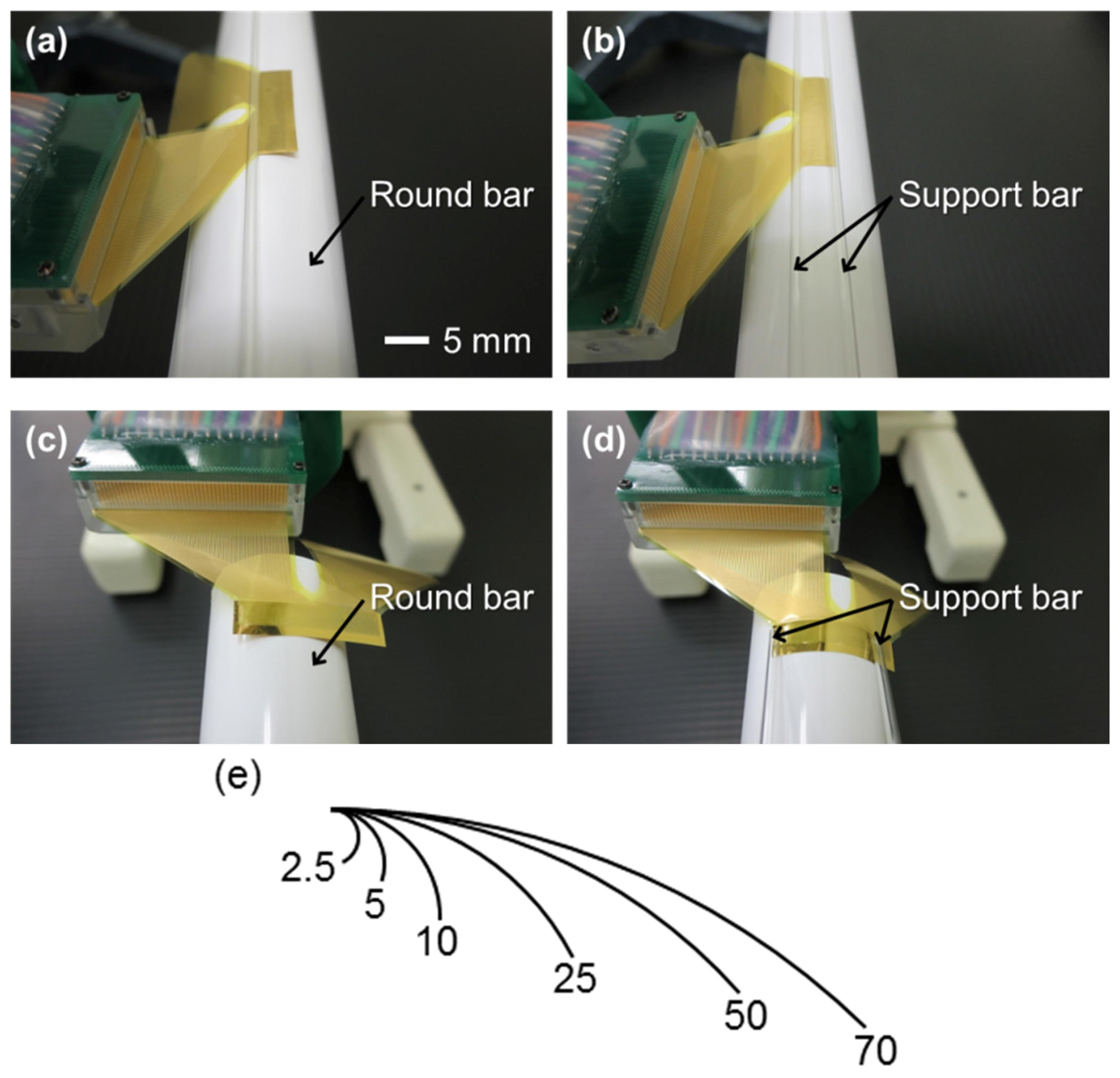
2.5. Procedure of the Bending Test

3. Results and Discussion
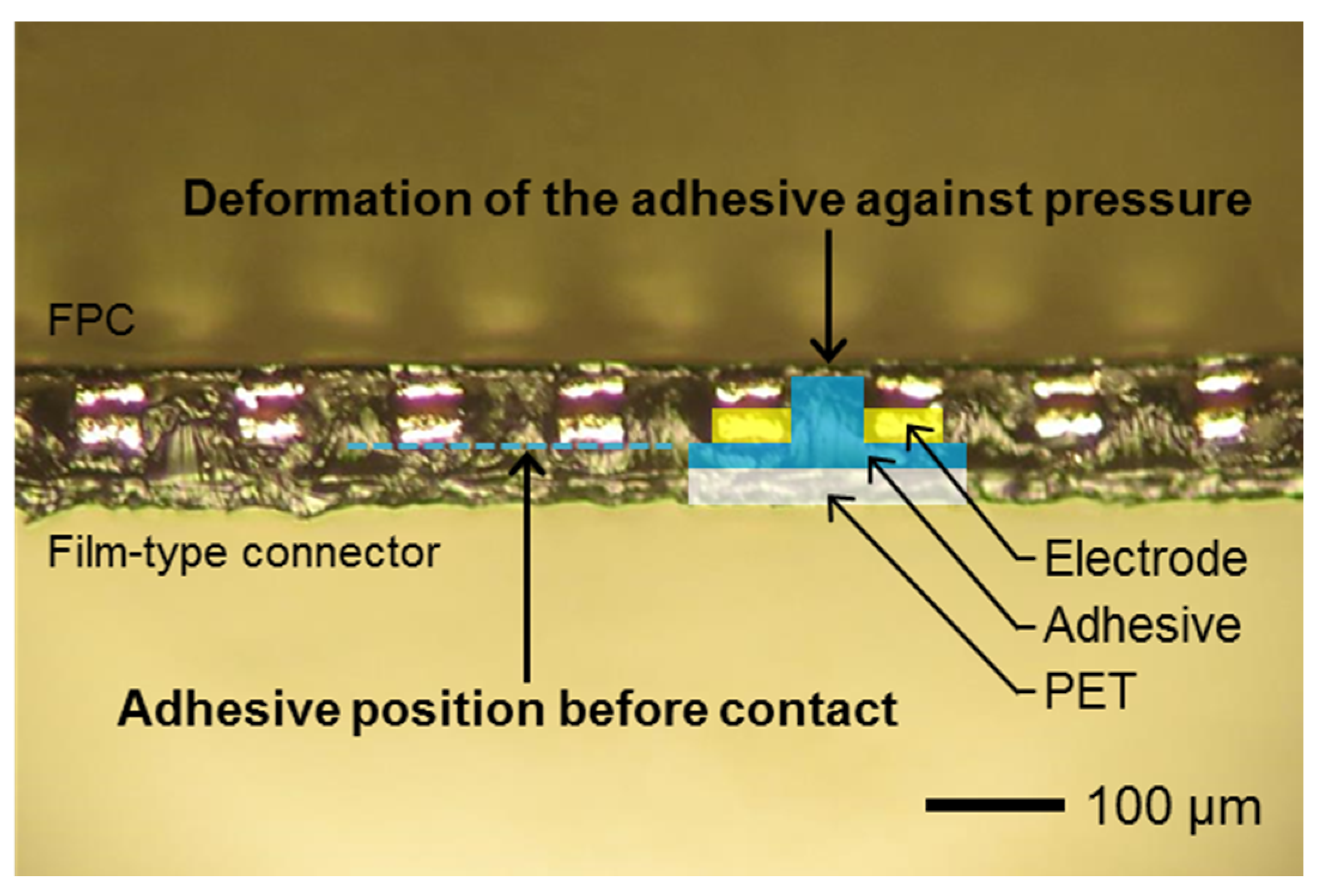
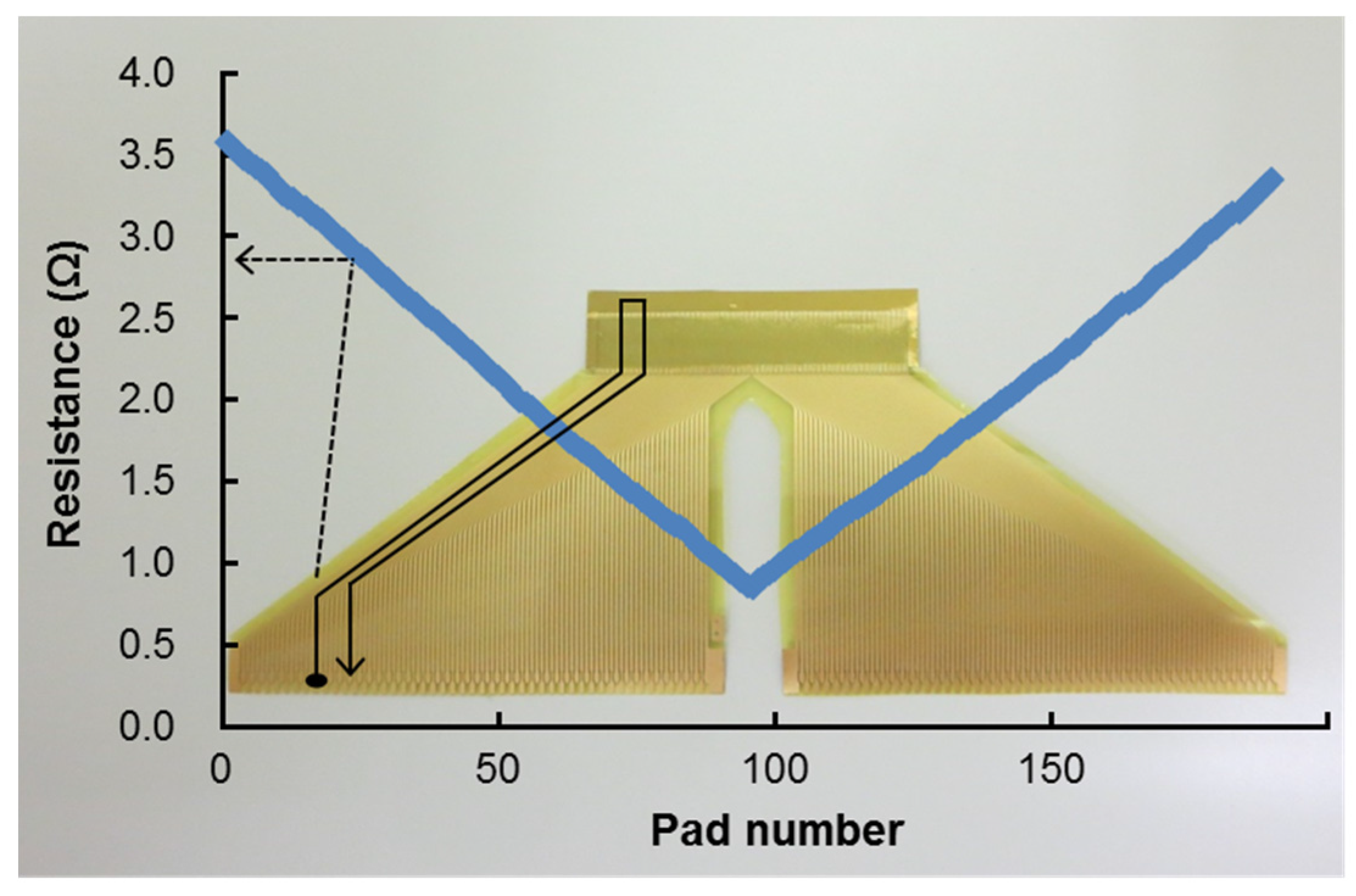
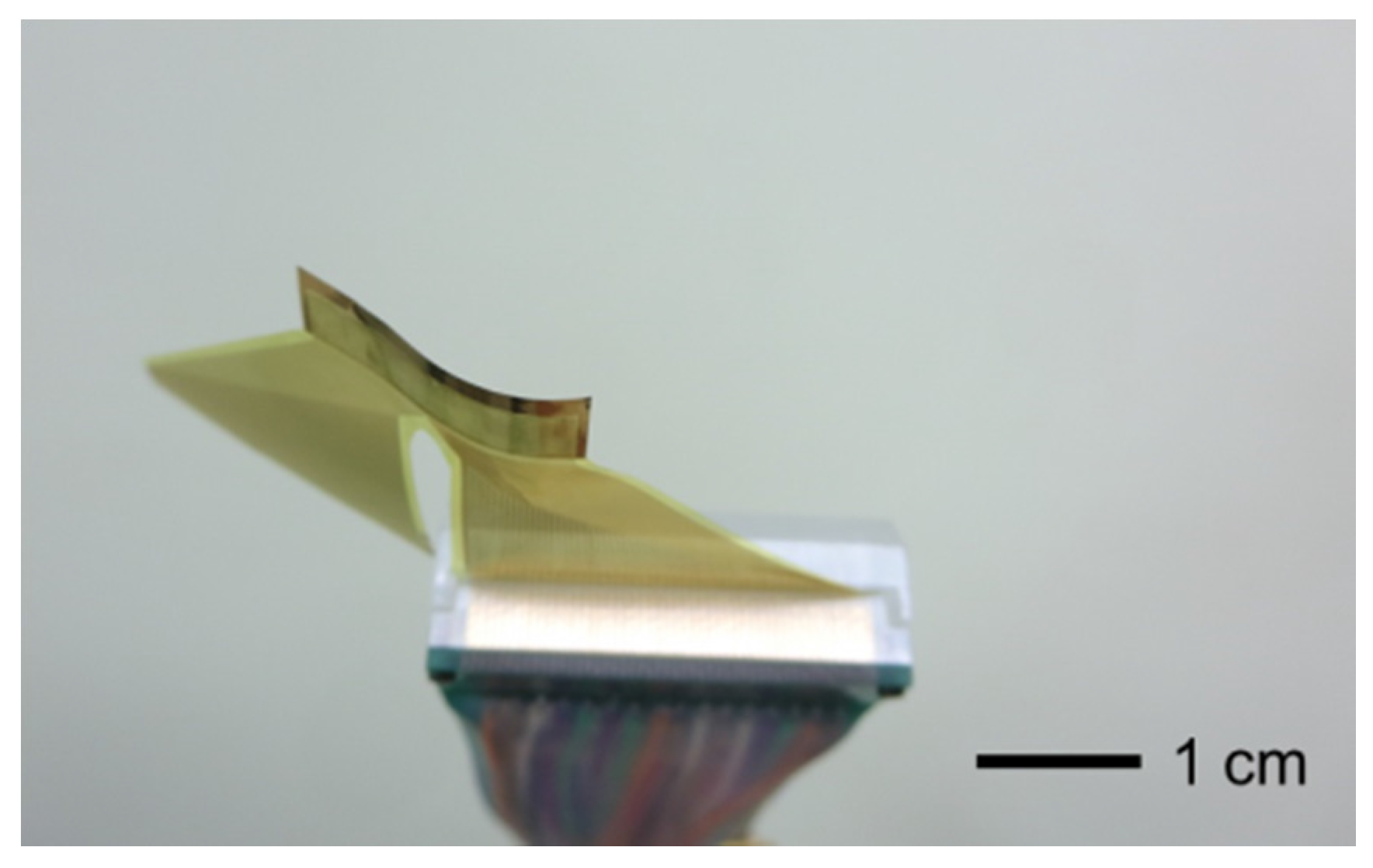
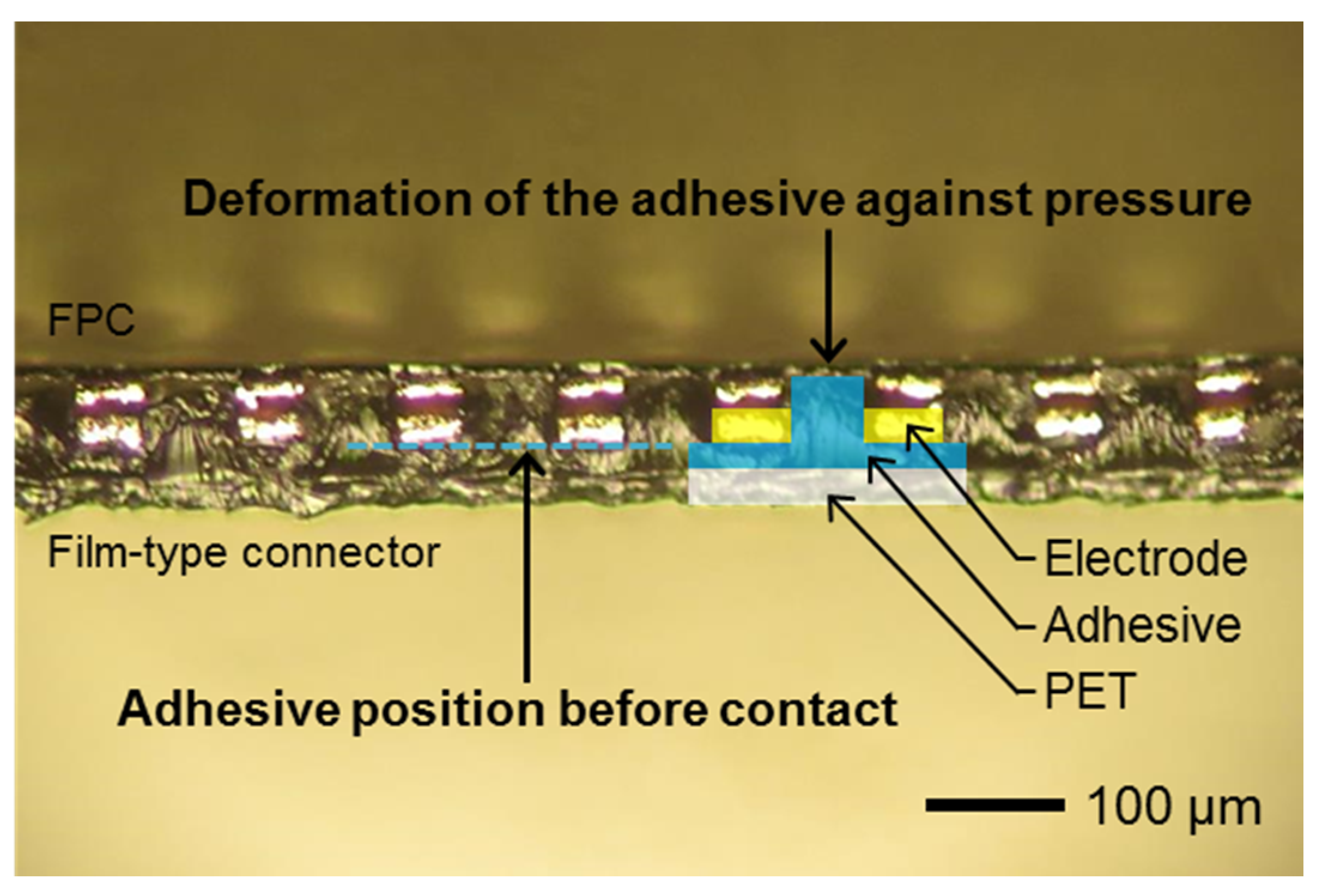
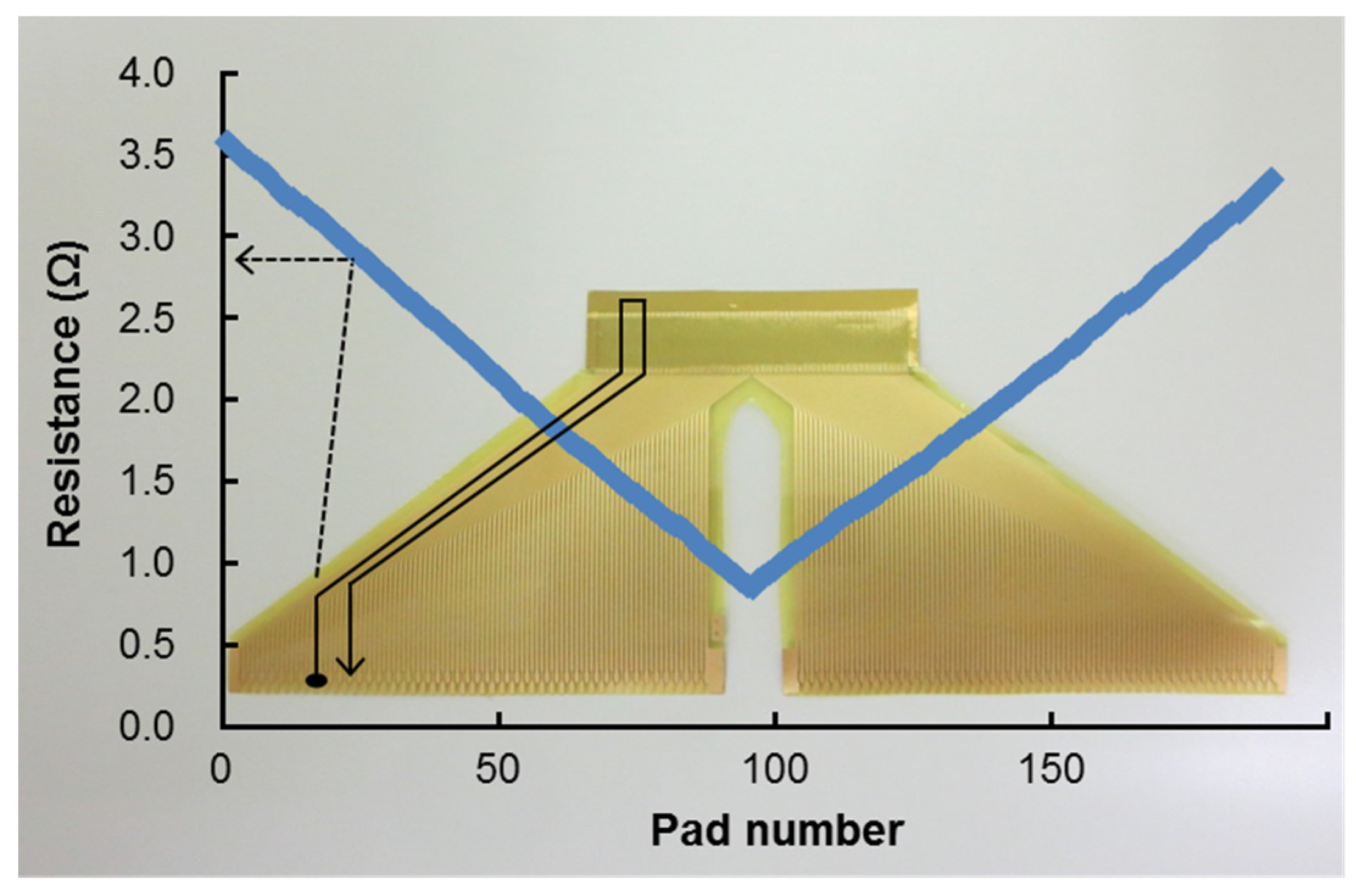
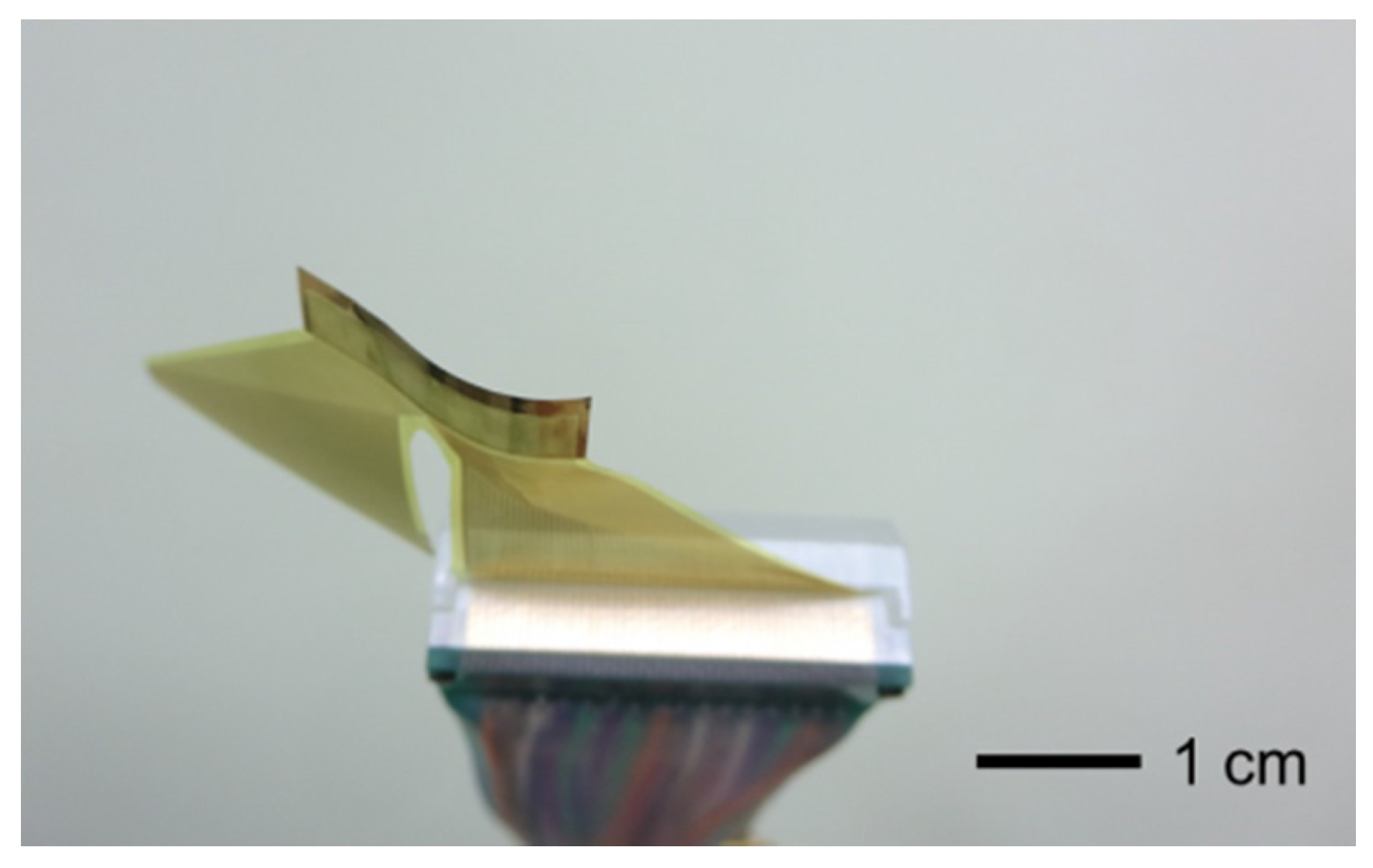
3.1. Characteristics of the Film-Type Connection
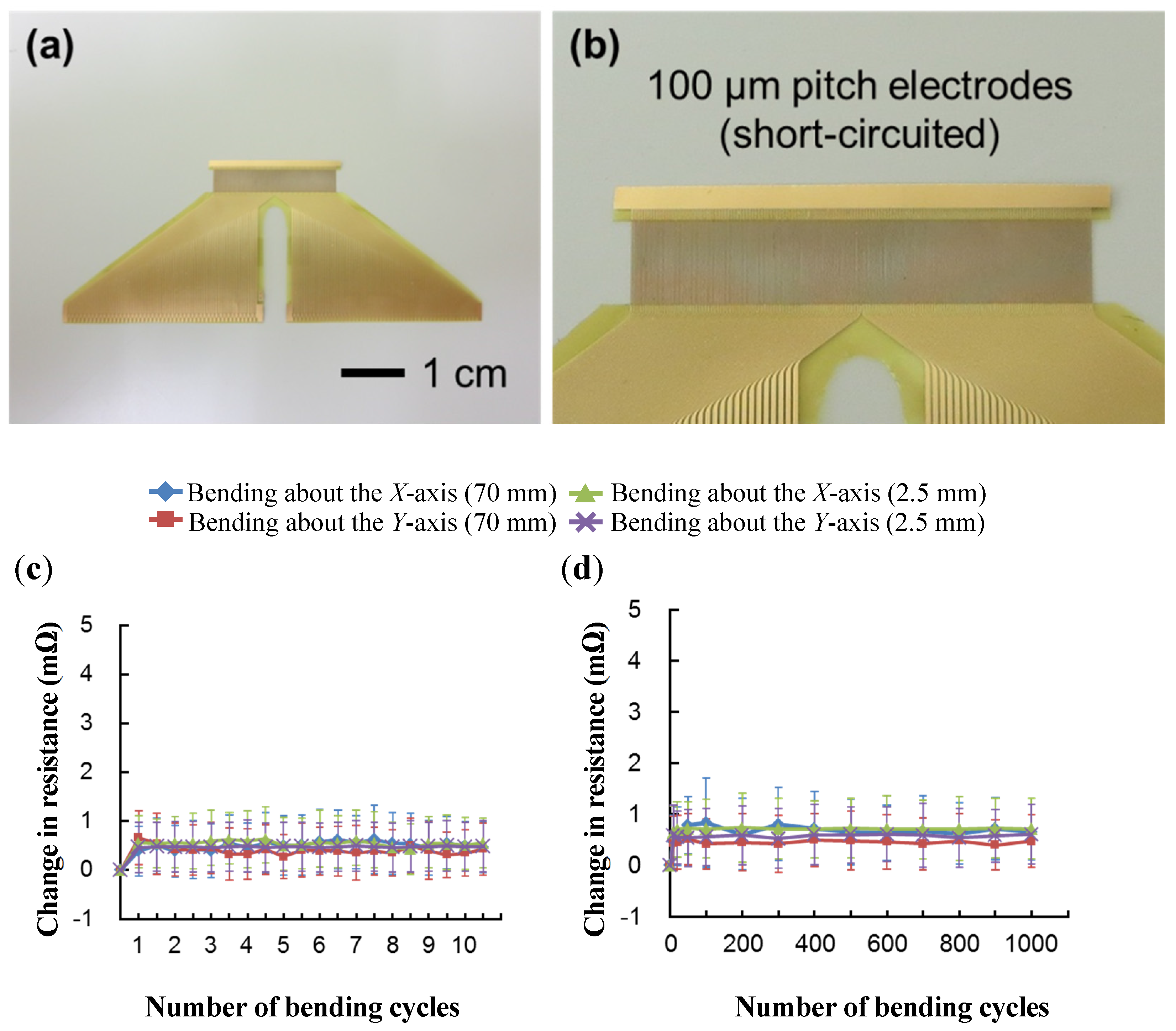
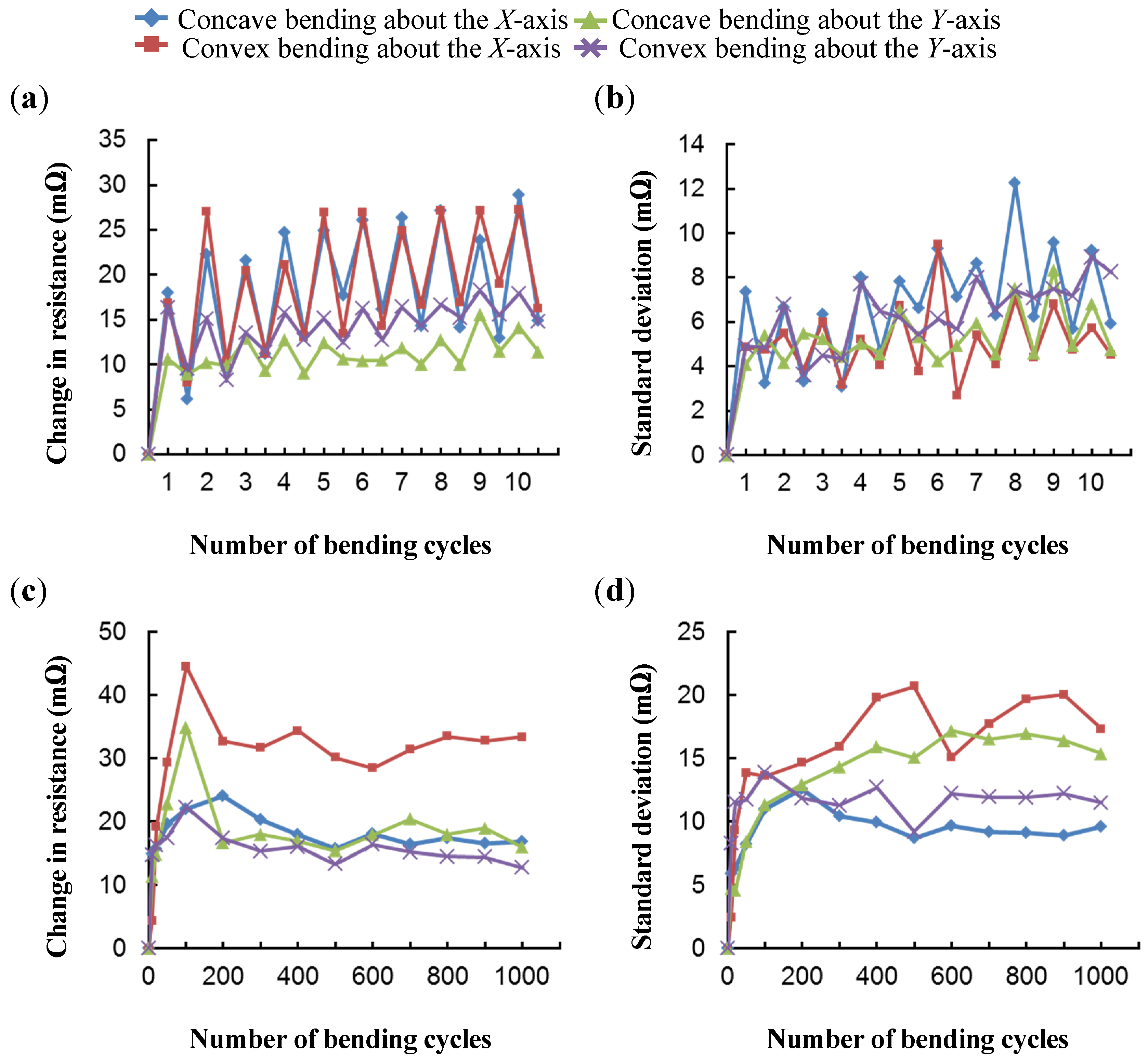
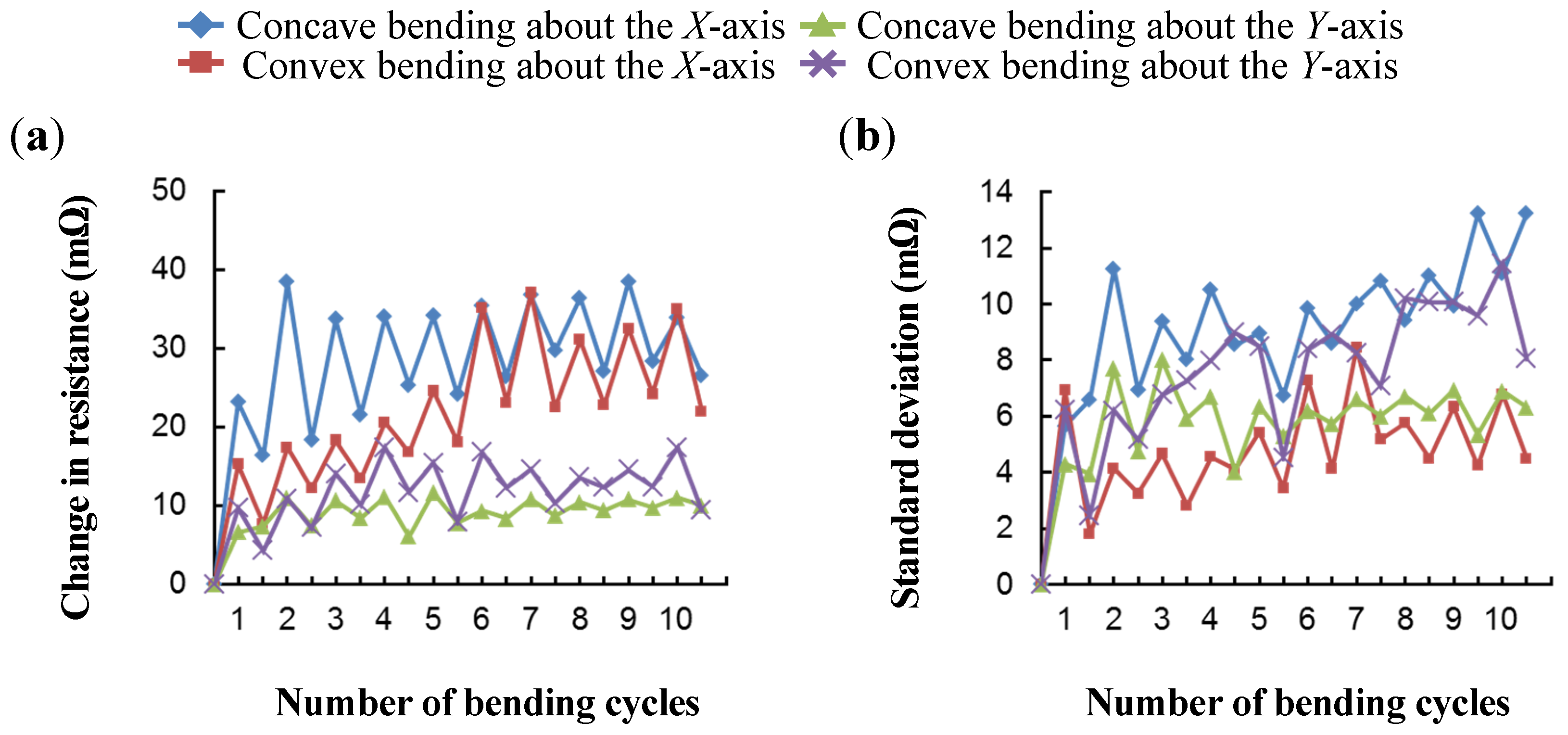
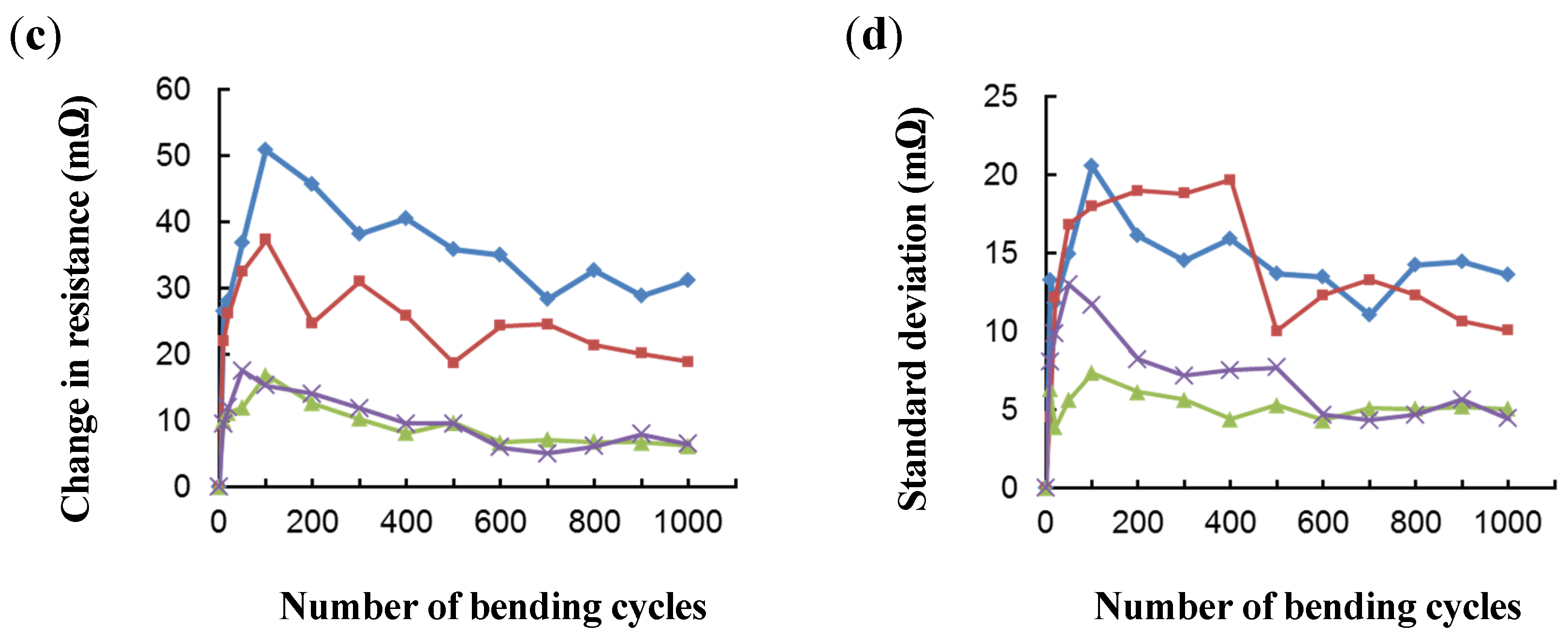
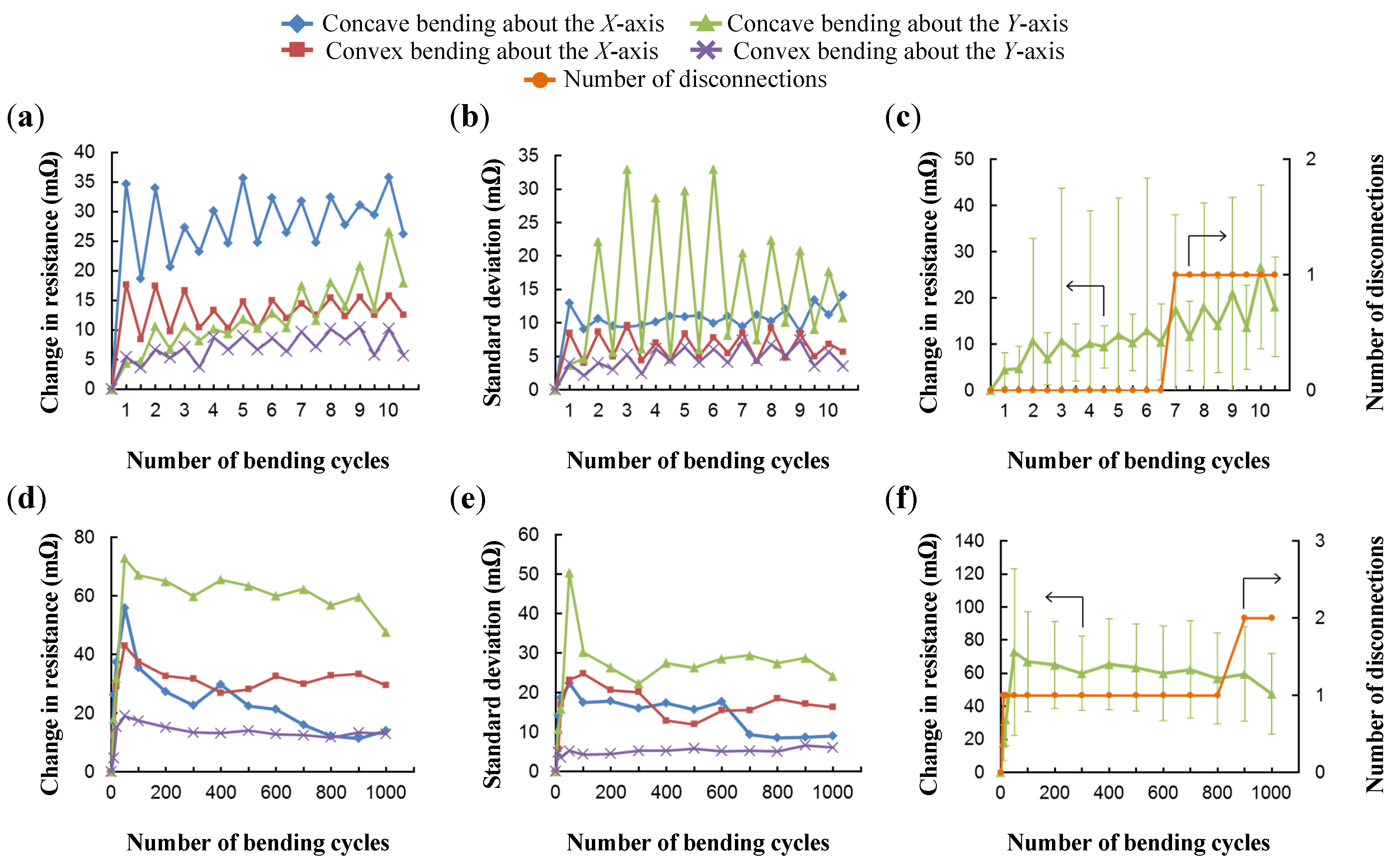
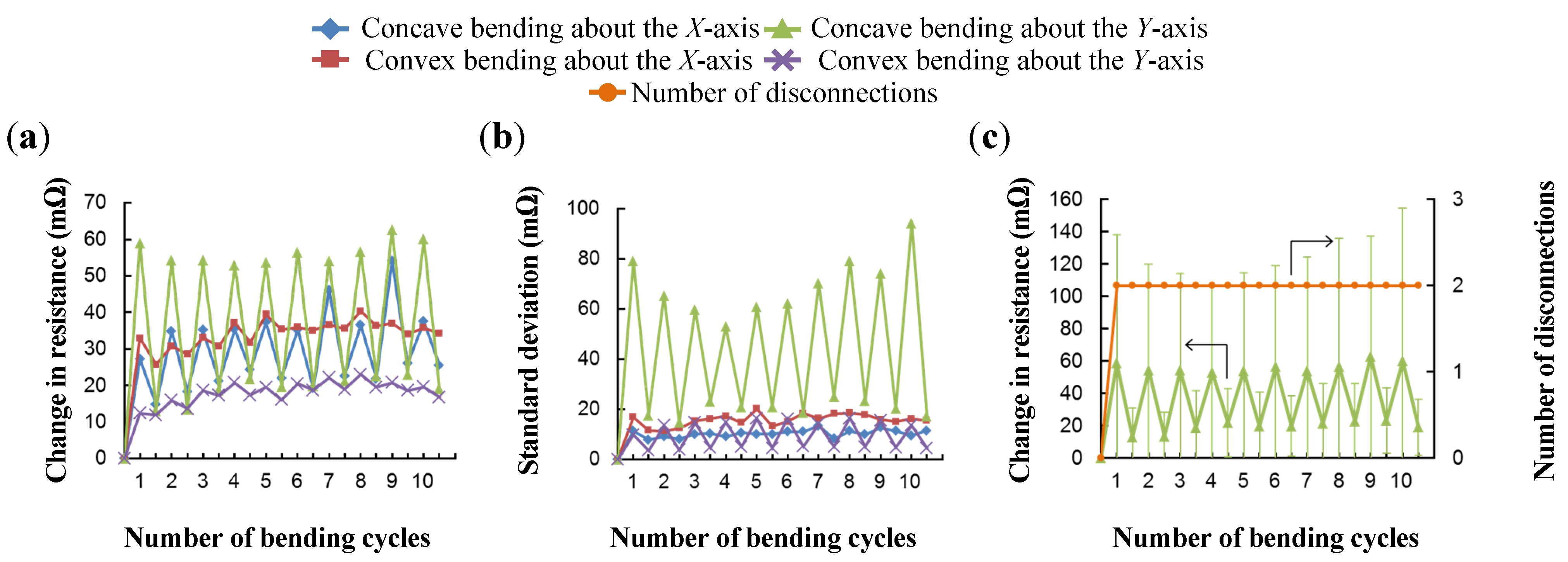
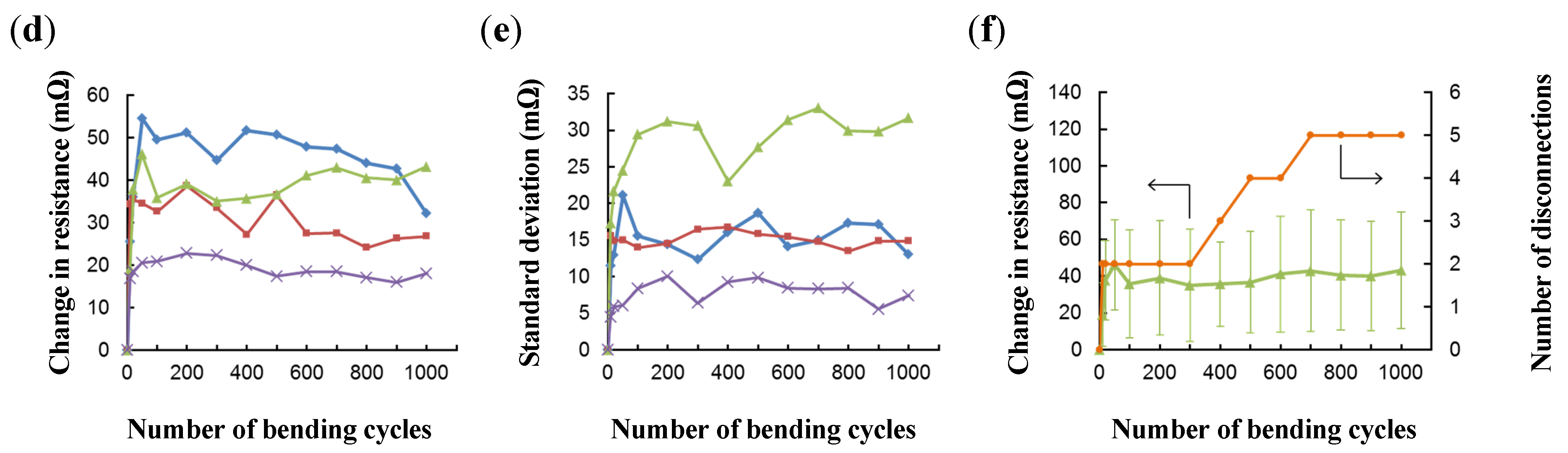
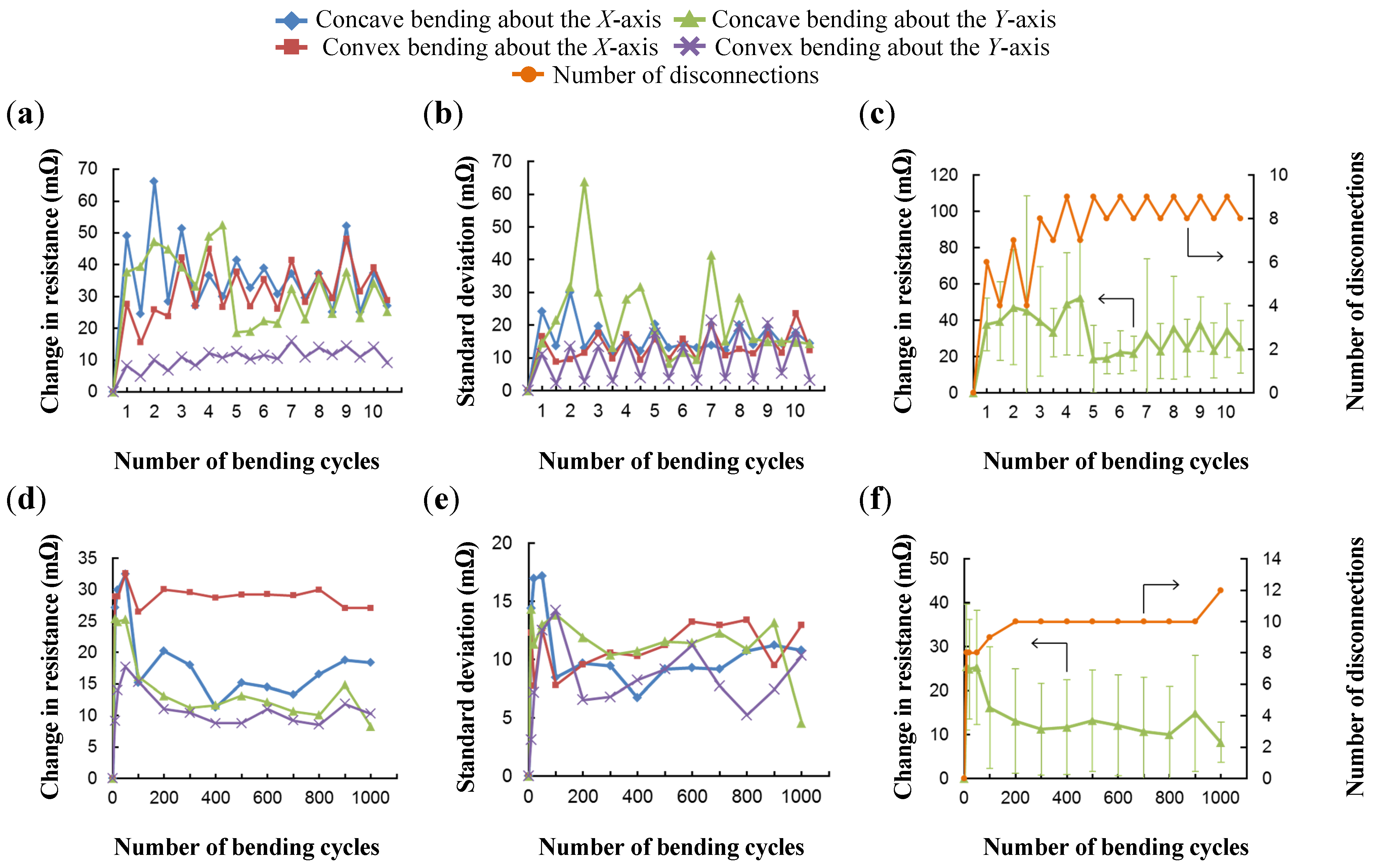
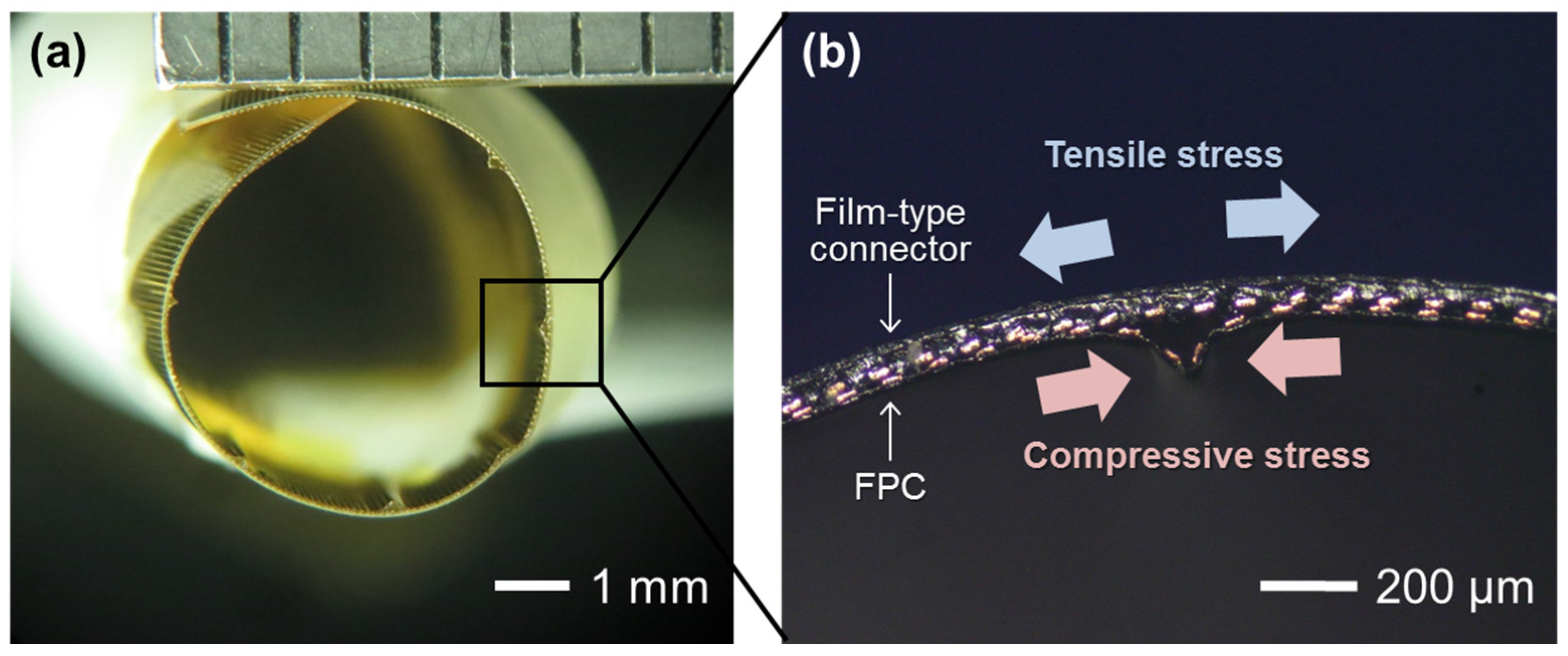
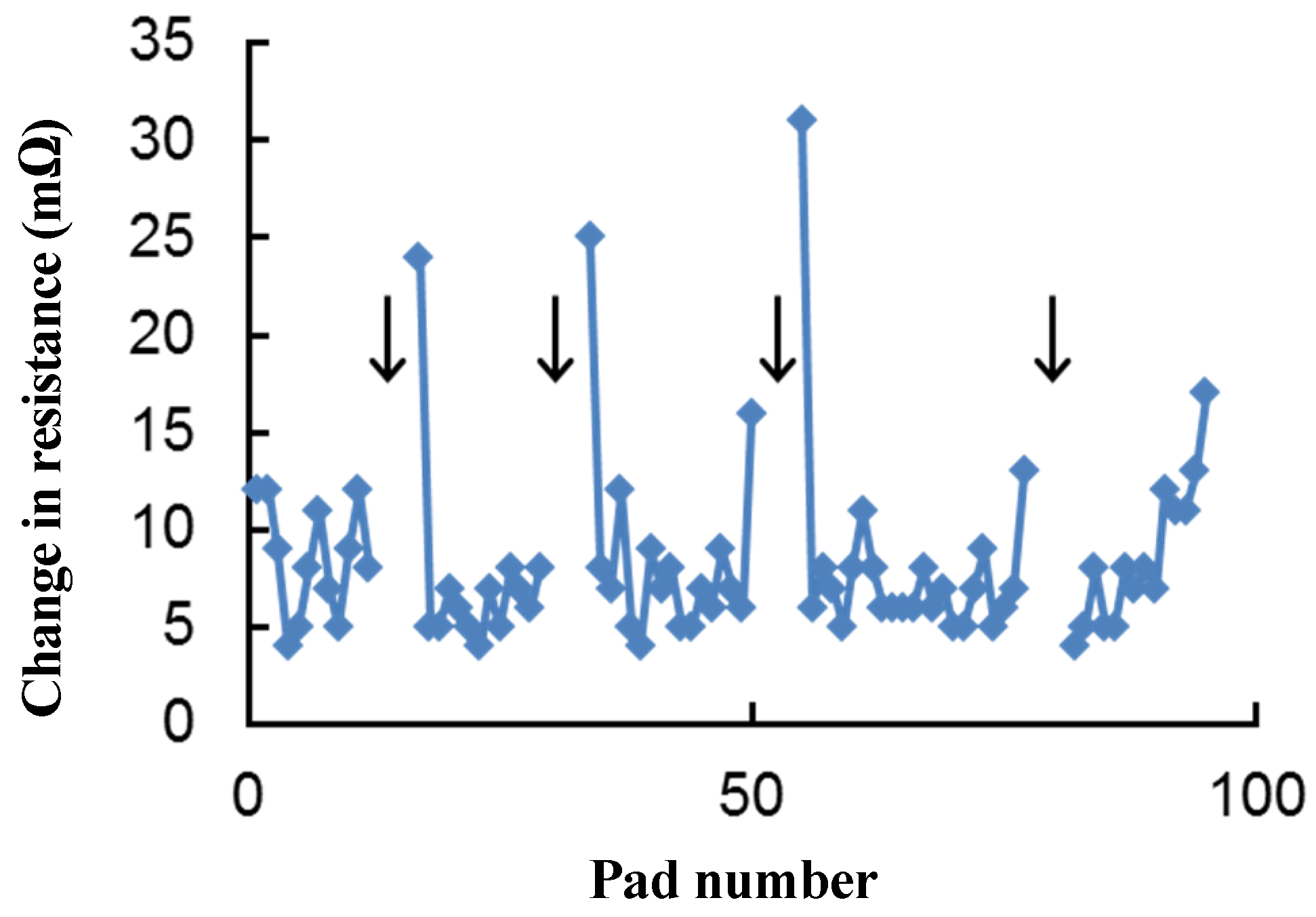
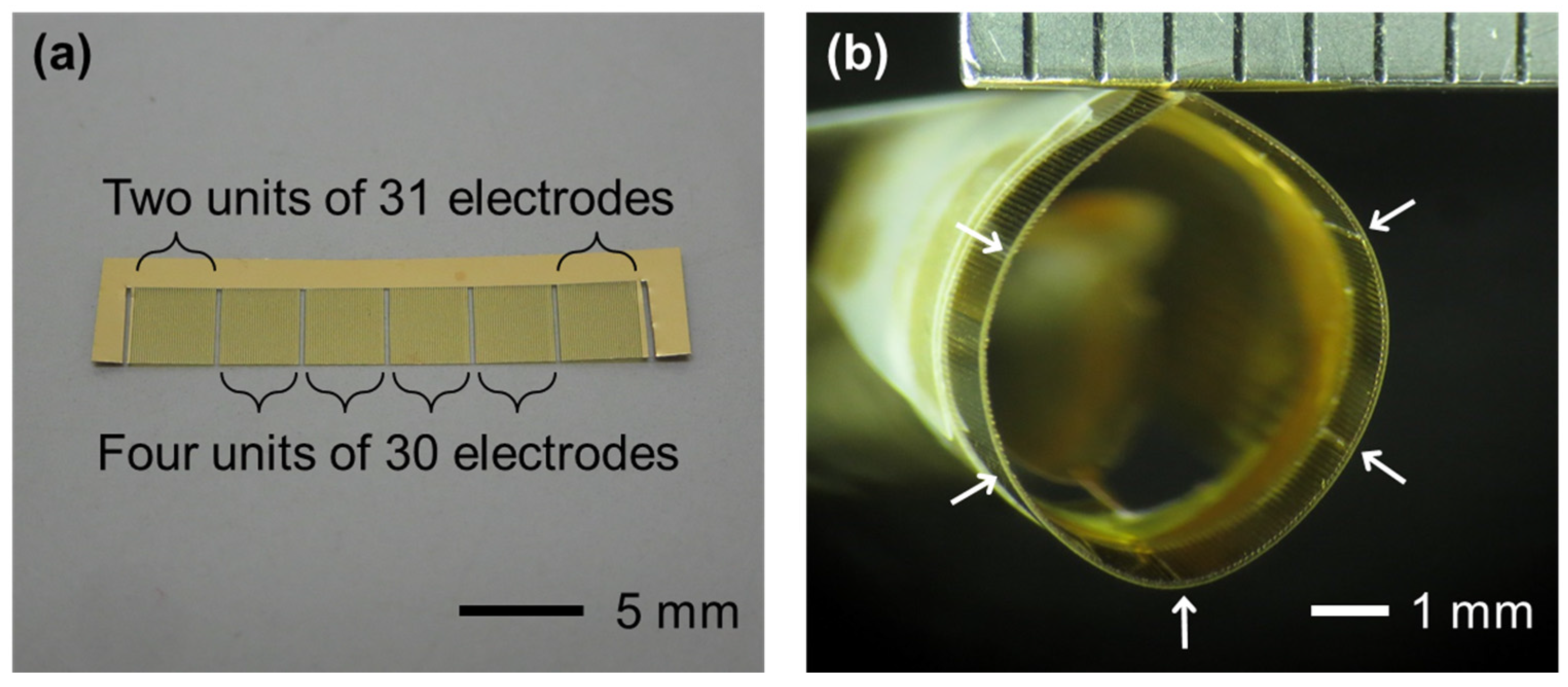
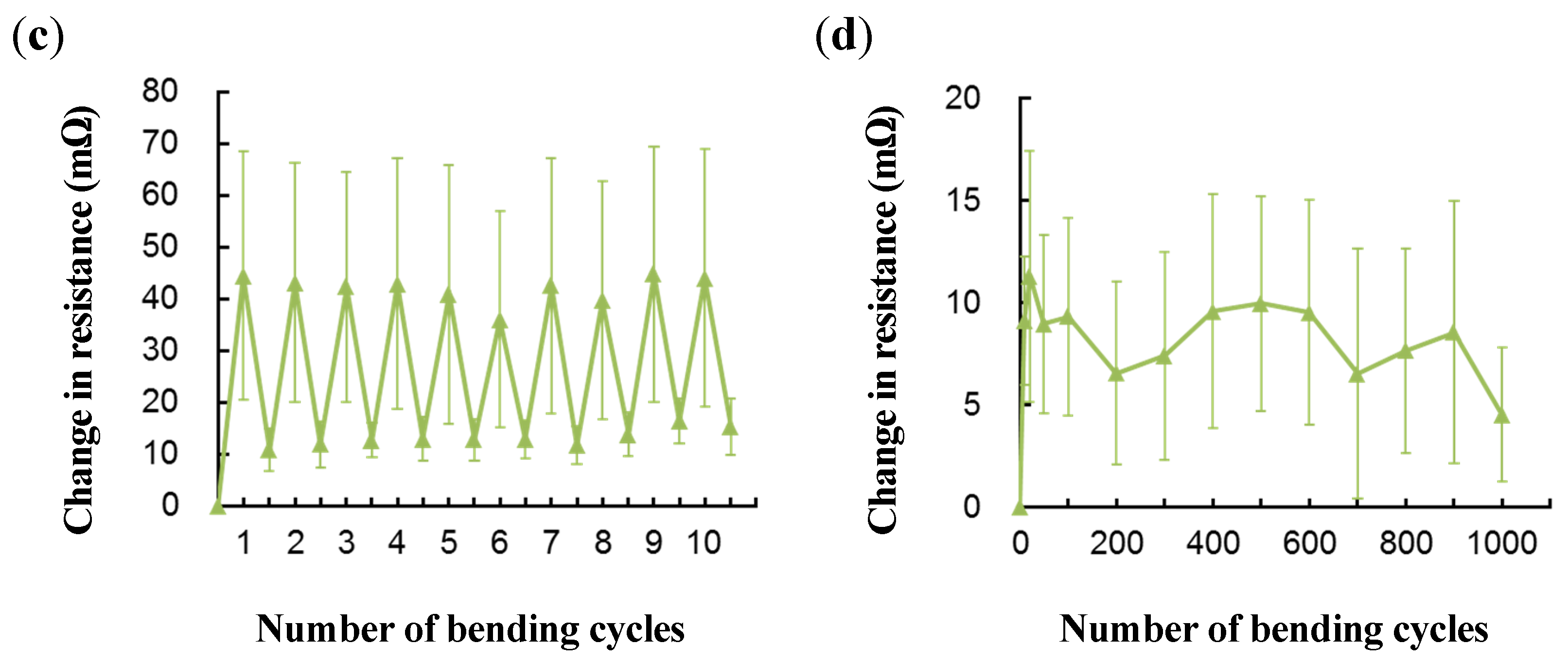
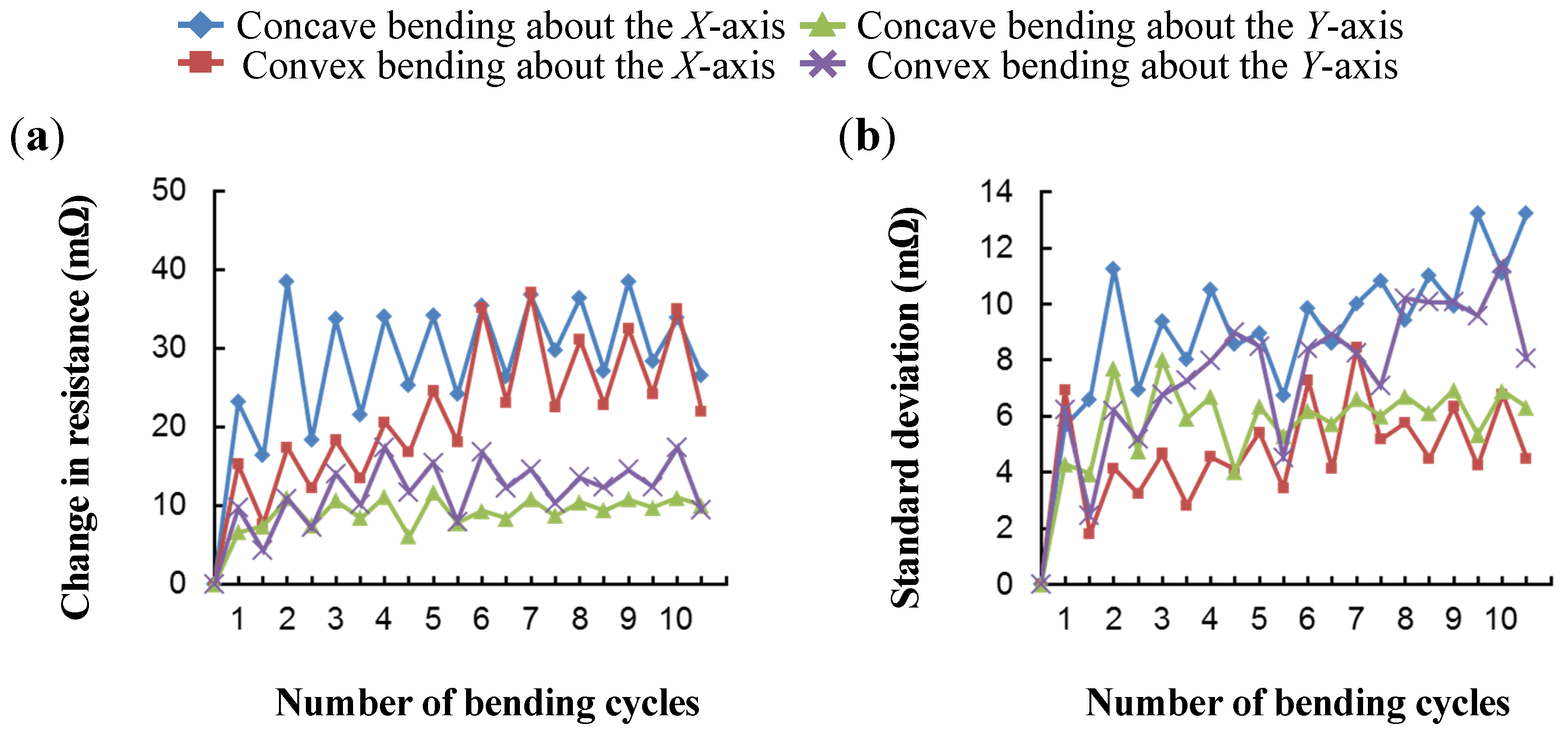
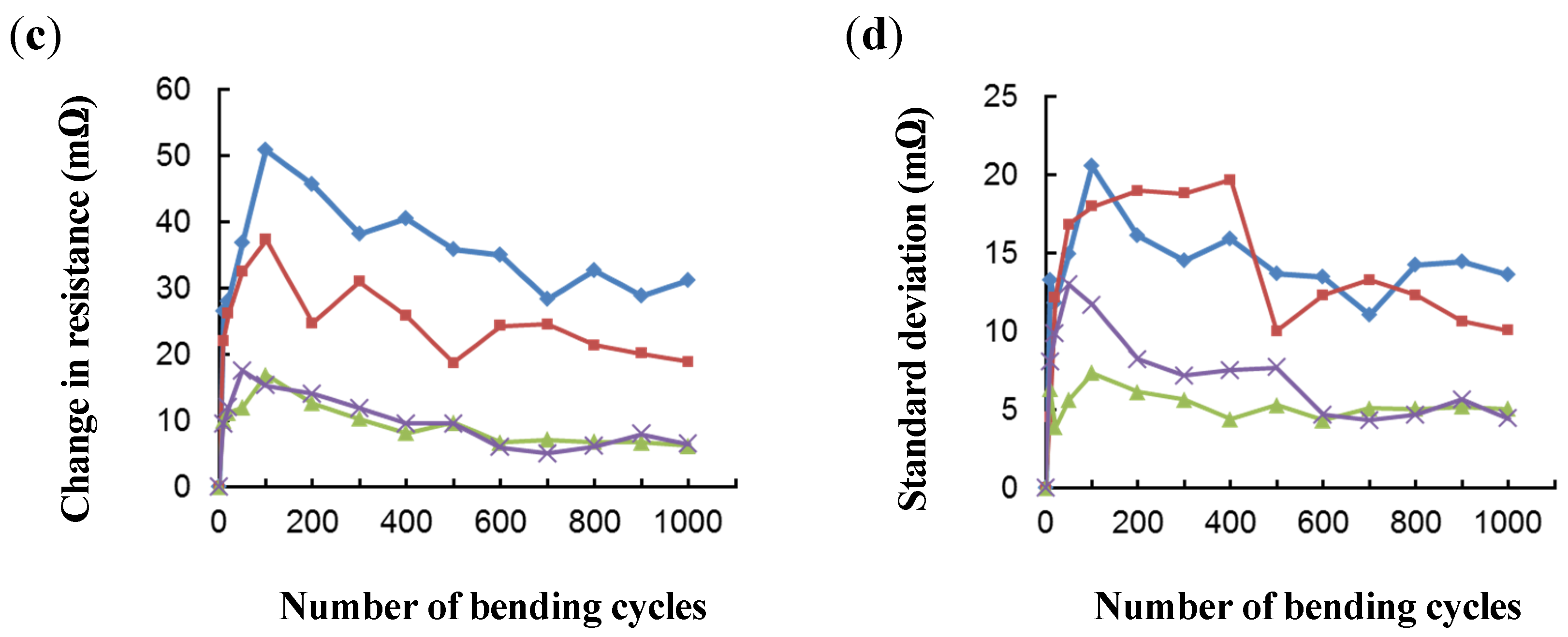
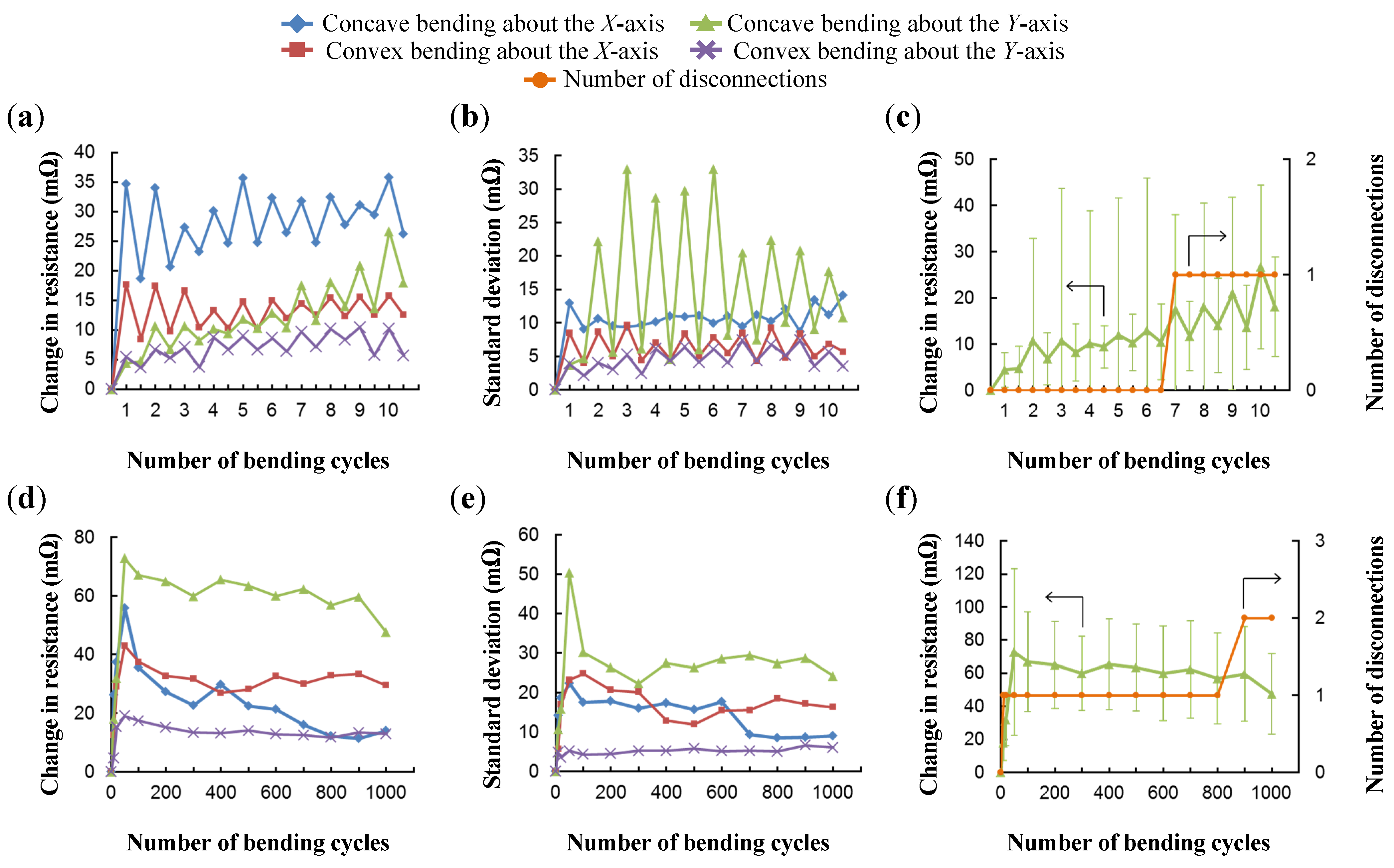
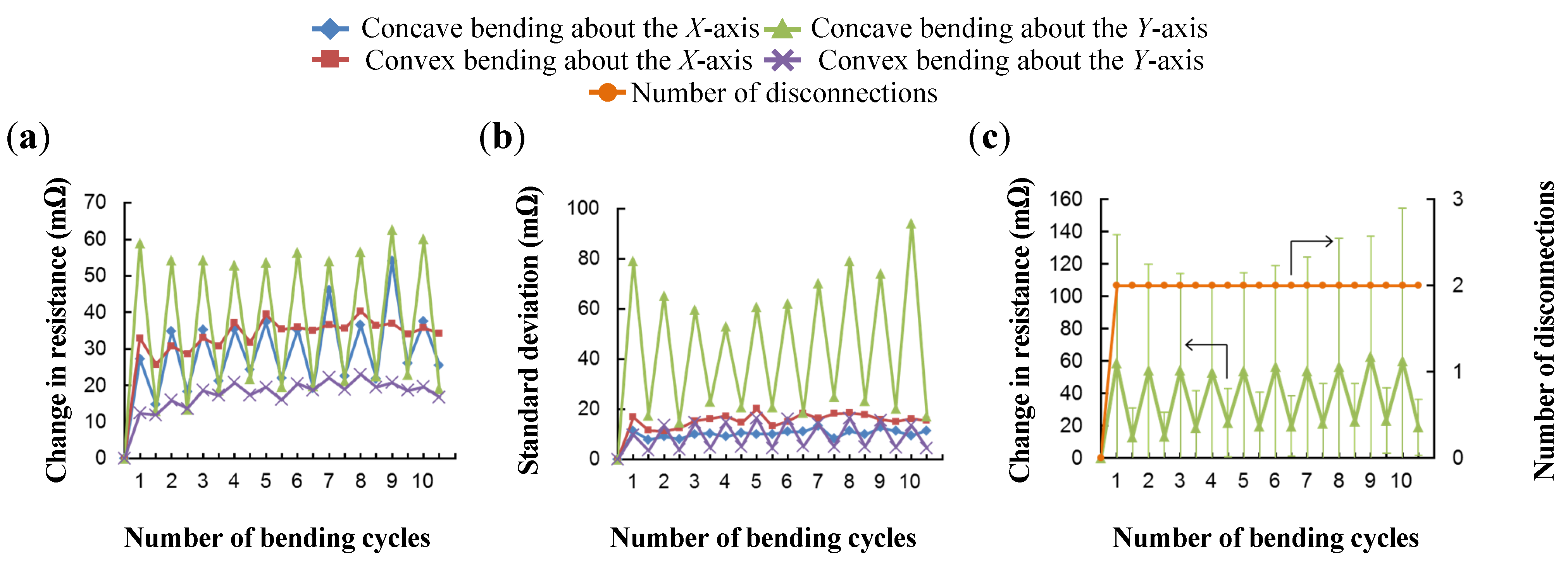
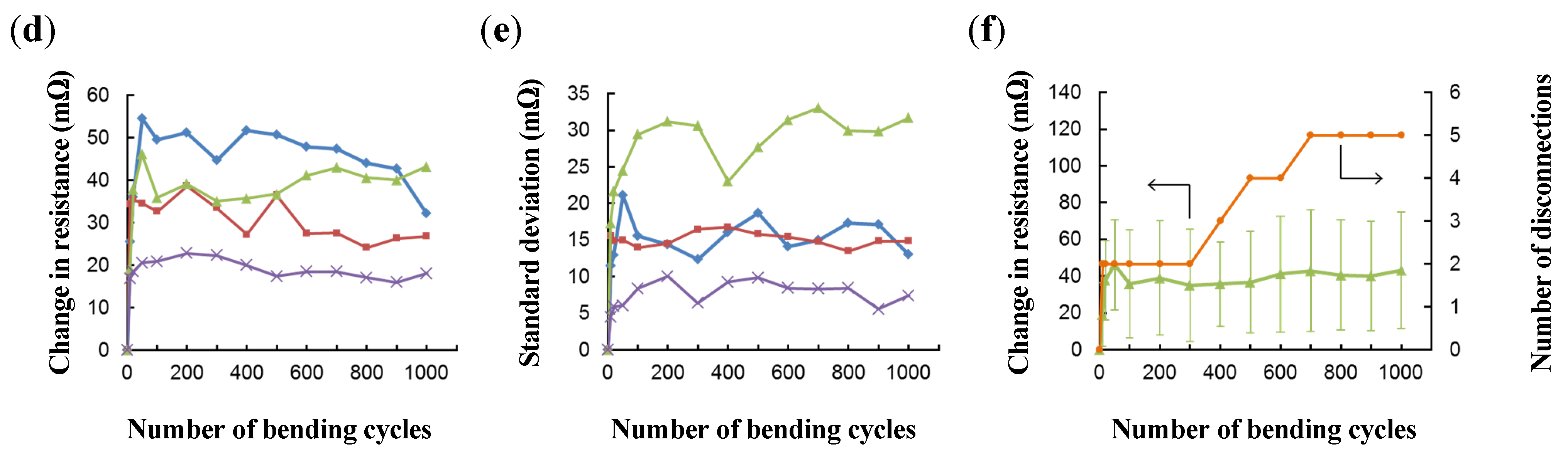
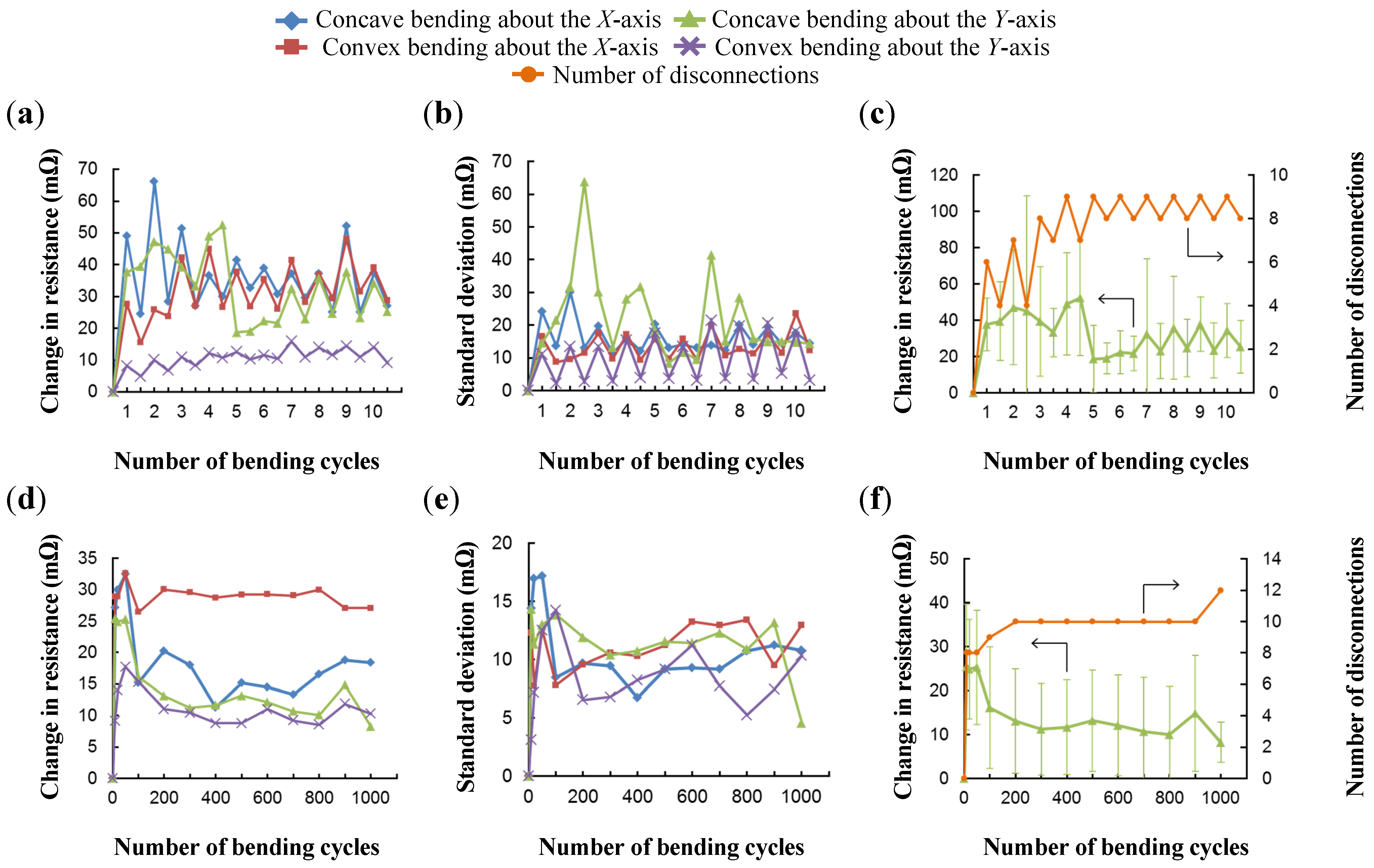
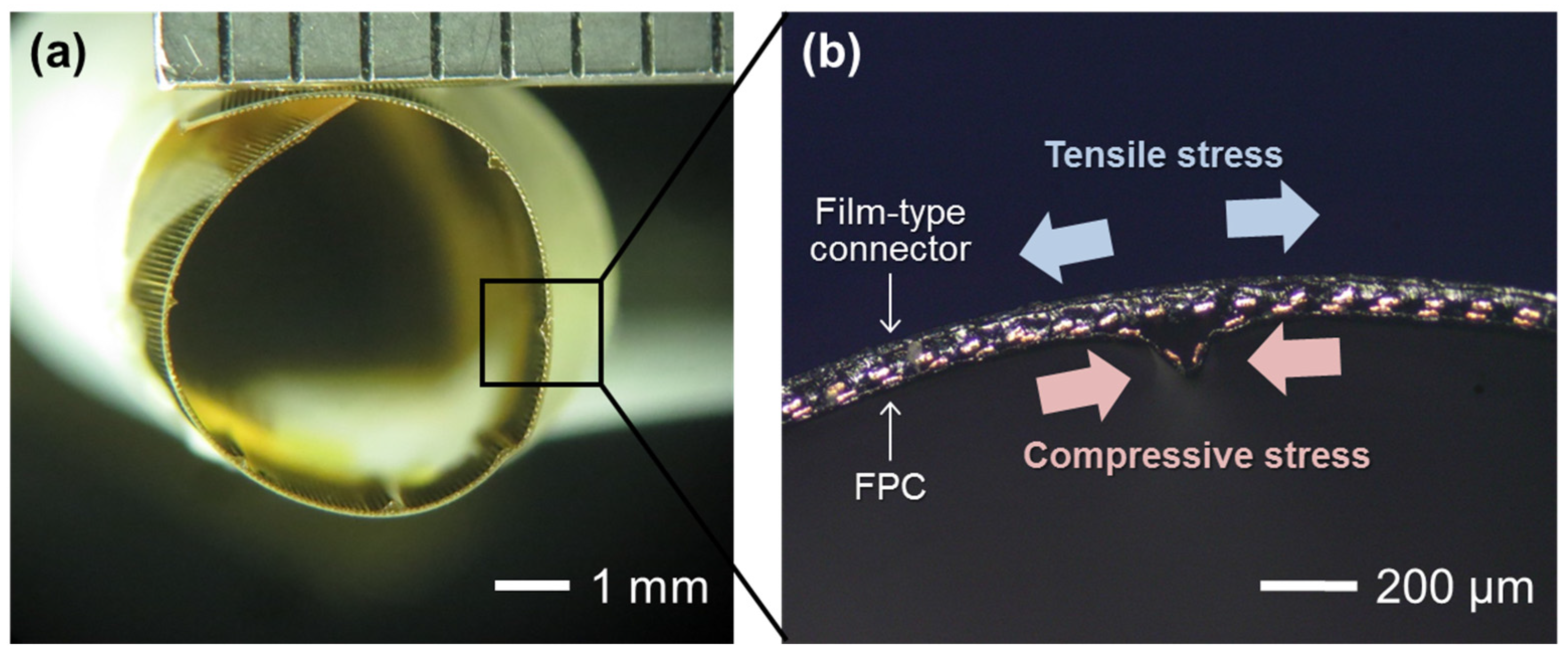
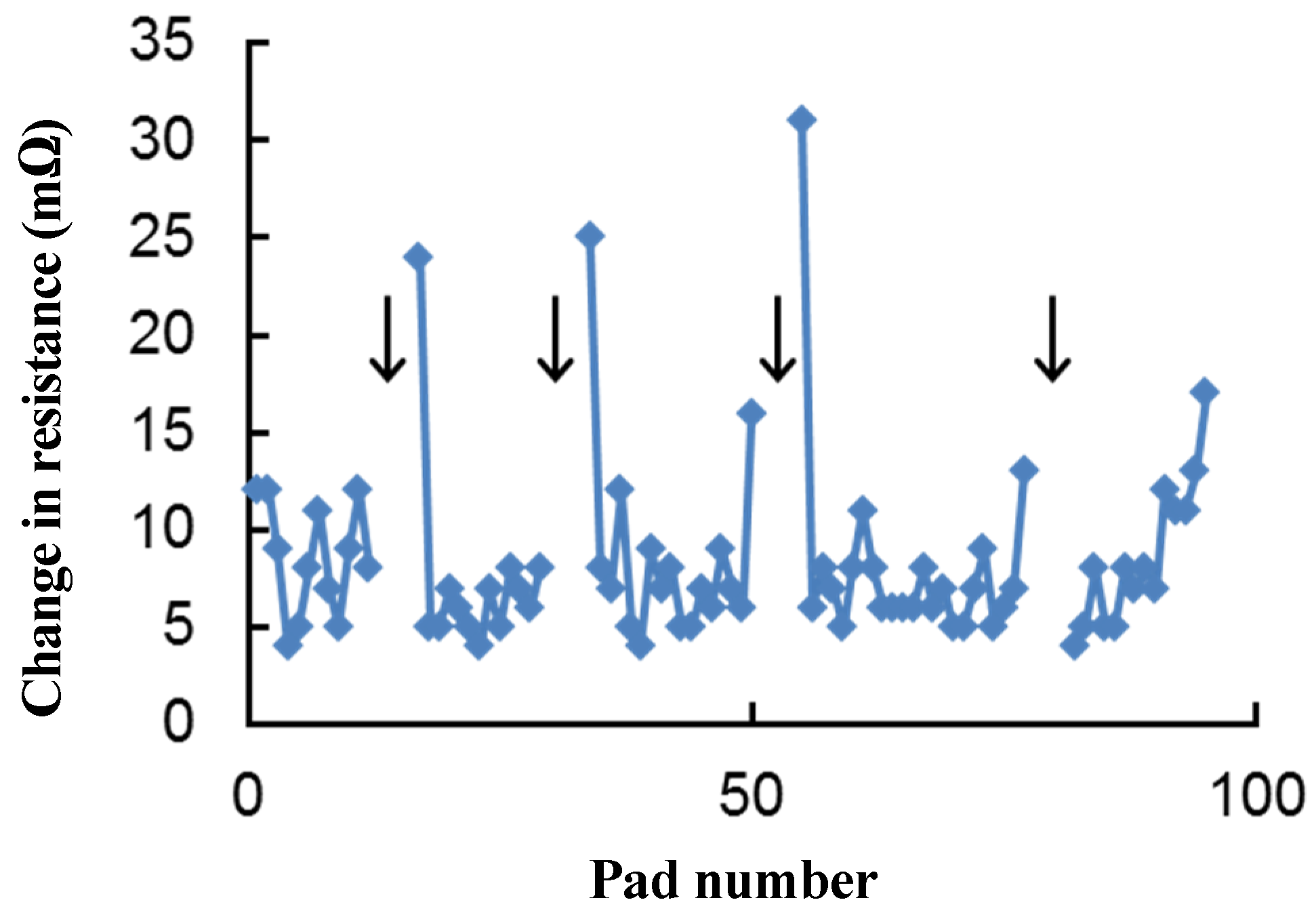
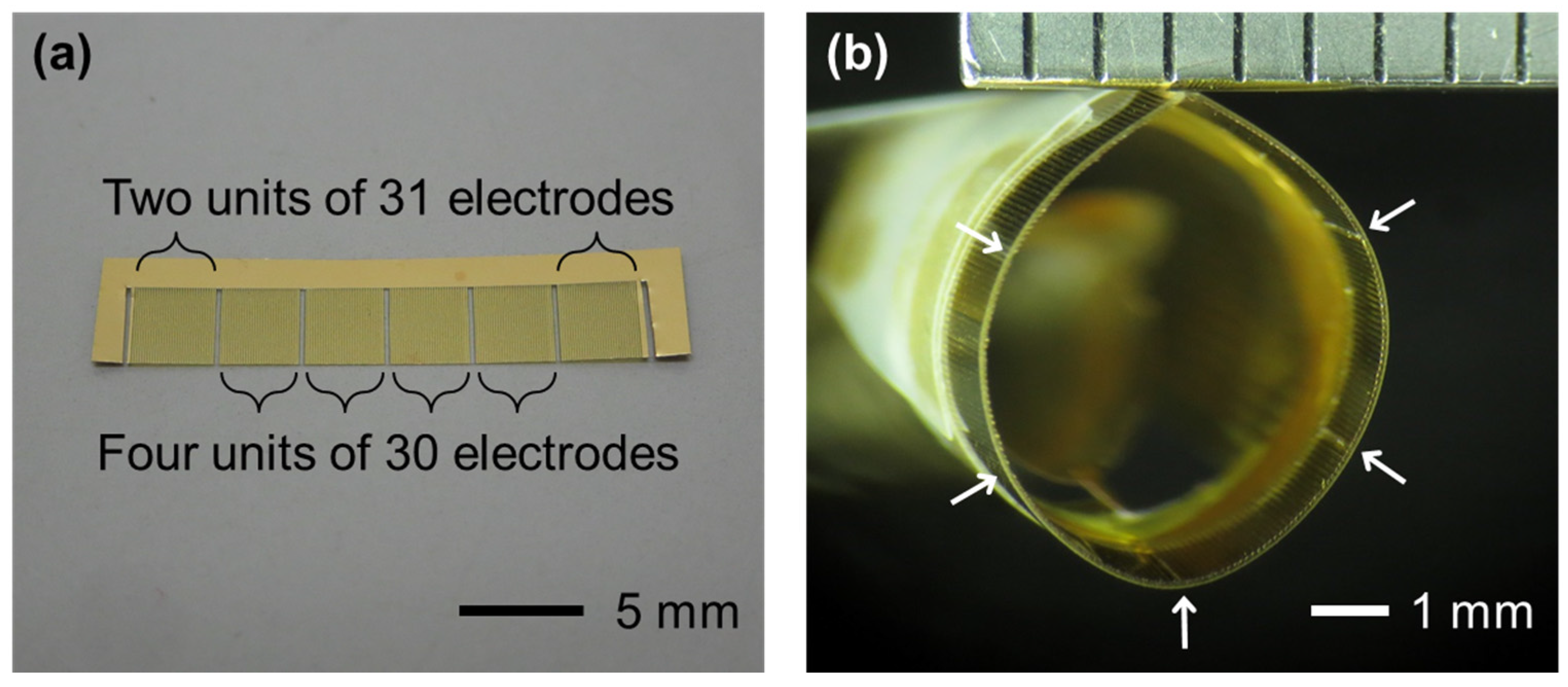
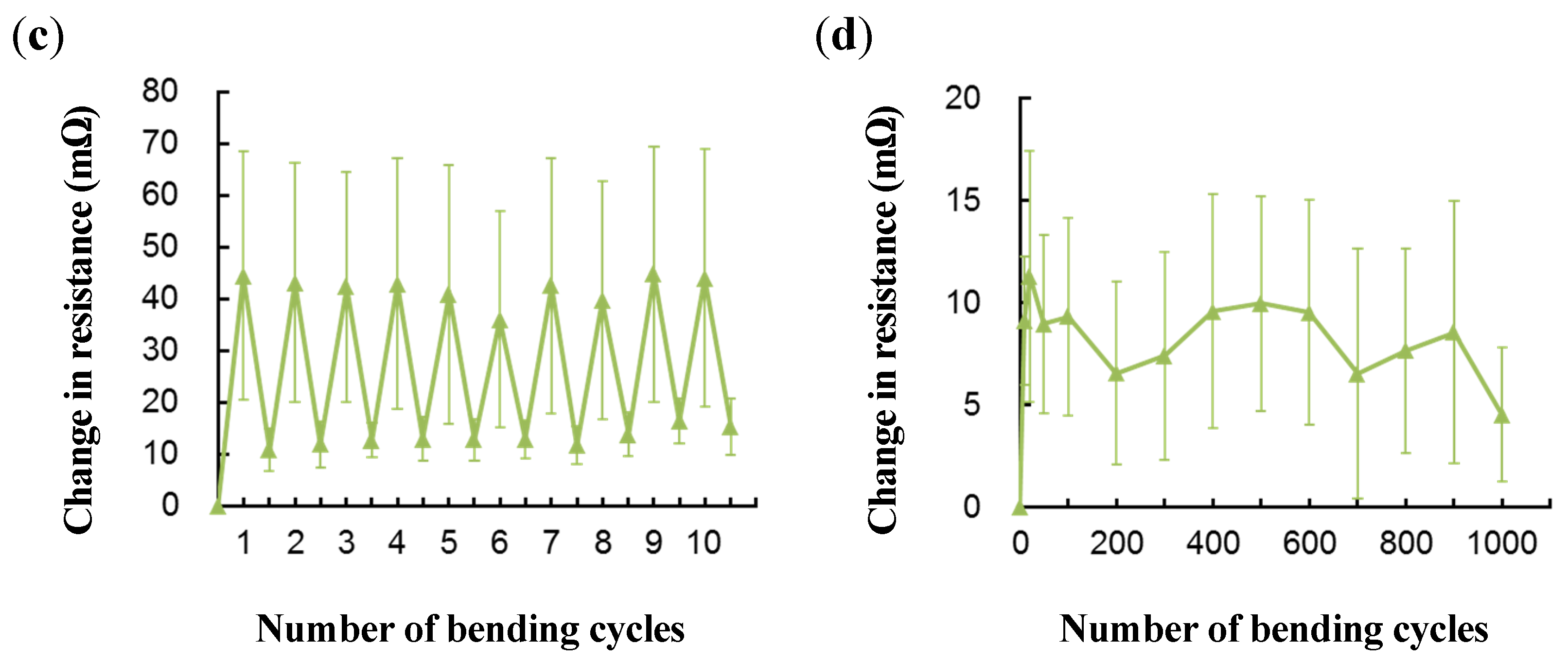
3.2. Bending Tests



4. Conclusions
Author Contributions
Conflicts of Interest
References
- Fjelstad, J. Flexible Circuit Technology, 4th ed.; BR Publishing: Seaside, OR, USA, 2011. [Google Scholar]
- Leong, W.C.; Abdullah, M.Z.; Khor, C.Y. Application of flexible printed circuit board (FPCB) in personal computer motherboards: Focusing on mechanical performance. Microelectron. Reliab. 2012, 52, 744–756. [Google Scholar] [CrossRef]
- Constable, J.H.; Kache, T.; Teichmann, H.; Mühle, S.; Gaynes, M.A. Continuous electrical resistance monitoring, pull strength, and fatigue life of isotropically conductive adhesive joints. IEEE Trans. Compon. Packag. Technol. 1999, 22, 191–199. [Google Scholar] [CrossRef]
- Yim, M.J.; Paik, K.W. Recent advances on anisotropic conductive adhesives (ACAs) for flat panel displays and semiconductor packaging applications. Int. J. Adhes. Adhes. 2006, 26, 304–313. [Google Scholar] [CrossRef]
- Xie, B.; Shi, X.Q.; Ding, H. Understanding of delamination mechanism of anisotropic conductive film (ACF) bonding in thin liquid crystal display (LCD) module. IEEE Trans. Compon. Packag. Technol. 2007, 30, 509–516. [Google Scholar] [CrossRef]
- Sheng, X.; Jia, L.; Xiong, Z.; Wang, Z.; Ding, H. ACF-COG interconnection conductivity inspection system using conductive area. Microelectron. Reliab. 2013, 53, 622–628. [Google Scholar] [CrossRef]
- Nathan, A.; Ahnood, A.; Cole, M.T.; Lee, S.; Suzuki, Y.; Hiralal, P.; Bonaccorso, F.; Hasan, T.; Garcia-Gancedo, L.; Dyadyusha, A.; et al. Flexible electronics: The next ubiquitous platform. Proc. IEEE 2012, 100, 1486–1517. [Google Scholar] [CrossRef]
- Ko, H.; Kapadia, R.; Takei, K.; Takahashi, T.; Zhang, X.; Javey, A. Multifunctional, flexible electronic systems based on engineered nanostructured materials. Nanotechnology 2012, 23, 344001. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; Wanga, A.; Wu, S.C.; Sun, J.; Park, S.; Jackson, T.N. All-organic active matrix flexible display. Appl. Phys. Lett. 2006, 88, 083502. [Google Scholar] [CrossRef]
- Choi, M.C.; Kim, Y.; Ha, C.S. Polymers for flexible displays: From material selection to device applications. Prog. Polym. Sci. 2008, 33, 581–630. [Google Scholar] [CrossRef]
- Delmdahl, R.; Fricke, M.; Fechner, B. Laser lift-off systems for flexible-display production. J. Inf. Disp. 2014, 15, 1–4. [Google Scholar] [CrossRef]
- Li, C.; Han, J.; Ahn, C.H. Flexible biosensors on spirally rolled micro tube for cardiovascular in vivo monitoring. Biosens. Bioelectron. 2007, 22, 1988–1993. [Google Scholar] [CrossRef] [PubMed]
- Kwon, O.S.; Park, E.; Kweon, O.Y.; Park, S.J.; Jang, J. Novel flexible chemical gas sensor based on poly(3,4-ethylenedioxythiophene) nanotube membrane. Talanta 2010, 82, 1338–1343. [Google Scholar] [CrossRef] [PubMed]
- Segev-Bar, M.; Haick, H. Flexible sensors based on nanoparticles. ACS Nano 2013, 7, 8366–8378. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.Z.; Chou, S.L.; Liu, H.; Wang, G.X.; Zhong, C.; Chew, S.Y.; Liu, H.K. Highly flexible and bendable free-standing thin film polymer for battery application. Mater. Lett. 2009, 63, 2352–2354. [Google Scholar] [CrossRef]
- Pushparaj, V.L.; Shaijumon, M.M.; Kumar, A.; Murugesan, S.; Ci, L.; Vajtai, R.; Linhardt, R.J.; Nalamasu, O.; Ajayan, P.M. Flexible energy storage devices based on nanocomposite paper. Proc. Natl. Acad. Sci. USA 2007, 104, 13574–13577. [Google Scholar] [CrossRef] [PubMed]
- Zhou, G.; Li, F.; Cheng, H.M. Progress in flexible lithium batteries and future prospects. Energy Environ. Sci. 2014, 7, 1307–1338. [Google Scholar] [CrossRef]
- Pagliaro, M.; Ciriminna, R.; Palmisano, G. Flexible solar cells. ChemSusChem 2008, 1, 880–891. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Zhang, T.; Zhou, H.; Price, S.C.; Wiley, B.J.; You, W. Solution-processed flexible polymer solar cells with silver nanowire electrodes. ACS Appl. Mater. Interfaces 2011, 3, 4075–4084. [Google Scholar] [CrossRef] [PubMed]
- Brown, T.M.; de Rossi, F.; di Giacomo, F.; Mincuzzi, G.; Zardetto, V.; Reale, A.; di Carlo, A. Progress in flexible dye solar cell materials, processes and devices. J. Mater. Chem. A 2014, 2, 10788–10817. [Google Scholar] [CrossRef]
- Ji, Y.; Lee, S.; Cho, B.; Song, S.; Lee, T. Flexible organic memory devices with multilayer graphene electrodes. ACS Nano 2011, 5, 5995–6000. [Google Scholar] [CrossRef] [PubMed]
- Lai, Y.C.; Wang, Y.X.; Huang, Y.C.; Lin, T.Y.; Hsieh, Y.P.; Yang, Y.J.; Chen, Y.F. Rewritable, moldable, and flexible sticker-type organic memory on arbitrary substrates. Adv. Funct. Mater. 2014, 24, 1430–1438. [Google Scholar] [CrossRef]
- Han, S.T.; Zhou, Y.; Roy, V.A.L. Towards the development of flexible non-volatile memories. Adv. Mater. 2013, 25, 5425–5449. [Google Scholar] [CrossRef] [PubMed]
- Kris, M.; Soeren, S.; Peter, V.; Monique, B.; van Aerle, N.A.J.M.; Gerwin, H.G.; Jan, G.; Wim, D.; Paul, H. Plastic circuits and tags for 13.56 MHz radio-frequency communication. Solid-State Electron. 2009, 53, 1220–1226. [Google Scholar]
- Babar, A.A.; Bjorninen, T.; Bhagavati, V.A.; Sydänheimo, L.; Kallio, P.; Ukkonen, L. Small and flexible metal mountable passive UHF RFID tag on high-dielectric polymer-ceramic composite substrate. IEEE Antennas Wirel. Propag. Lett. 2012, 11, 1319–1322. [Google Scholar] [CrossRef]
- Martínez-Olmos, A.; Fernández-Salmerón, J.; Lopez-Ruiz, N.; Torres, A.R.; Capitan-Vallvey, L.F.; Palma, A.J. Screen printed flexible radiofrequency identification tag for oxygen monitoring. Anal. Chem. 2013, 85, 11098–11105. [Google Scholar] [CrossRef] [PubMed]
- Ruffini, G.; Dunne, S.; Fuentemilla, L.; Grau, C.; Farrés, E.; Marco-Pallarés, J.; Watts, P.C.P.; Silva, S.R.P. First human trials of a dry electrophysiology sensor using a carbon nanotube array interface. Sens. Actuators A 2008, 144, 275–279. [Google Scholar] [CrossRef]
- Kim, D.-H.; Lu, N.; Ma, R.; Kim, Y.-S.; Kim, R.-H.; Wang, S.; Wu, J.; Won, S.M.; Tao, H.; Islam, A.; et al. Epidermal electronics. Science 2011, 333, 838–843. [Google Scholar] [CrossRef] [PubMed]
- Pang, C.; Lee, C.; Suh, K.Y. Recent advances in flexible sensors for wearable and implantable devices. J. Appl. Polym. Sci. 2013, 130, 1429–1441. [Google Scholar] [CrossRef]
- Forrest, S.R. The path to ubiquitous and low-cost organic electronics appliances on plastic. Nature 2004, 428, 911–918. [Google Scholar] [CrossRef] [PubMed]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll-to-roll fabrication of large area functional organic materials. J. Polym. Sci. Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Alzoubi, K.; Hamasha, M.M.; Lu, S.; Sammakia, B. Bending fatigue study of sputtered ITO on flexible substrate. J. Disp. Technol. 2011, 7, 593–600. [Google Scholar] [CrossRef]
- Hamasha, M.M.; Alzoubi, K.; Lu, S.; Desu, S.B. Durability study on sputtered indium tin oxide thin film on poly ethylene terephthalate substrate. Thin Solid Films 2011, 519, 6033–6038. [Google Scholar] [CrossRef]
- Peng, C.-Y.; Dhakal, T.P.; Garner, S.M.; Cimo, P.; Lu, S.; Westgate, C.R. Strained growth of aluminum-doped zinc oxide on flexible glass substrate and degradation studies under cyclic bending conditions. IEEE Trans. Device Mater. Reliab. 2014, 14, 121–126. [Google Scholar] [CrossRef]
- Hamasha, M.M.; Alzoubi, K.; Switzer, J.C.; Lu, S.; Poliks, M.D.; Westgate, C.R. Reliability of sputtered aluminum thin film on flexible substrate under high cyclic bending fatigue condition. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 2007–2016. [Google Scholar] [CrossRef]
- Peng, C.Y.; Hamasha, M.M.; VanHart, D.; Lu, S.; Westgate, C.R. Electrical and optical degradation studies on AZO thin films under cyclic bending conditions. IEEE Trans. Device Mater. Reliab. 2013, 31, 236–244. [Google Scholar] [CrossRef]
- Cho, C.K.; Hwang, W.J.; Eun, K.; Choa, S.H.; Na, S.I.; Kim, H.K. Mechanical flexibility of transparent PEDOT:PSS electrodes prepared by gravure printing for flexible organic solar cells. Sol. Energy Mater. Sol. Cell 2011, 95, 3269–3275. [Google Scholar] [CrossRef]
- Lee, H.M.; Lee, H.B.; Jung, D.S.; Yun, J.Y.; Ko, S.H.; Park, S.B. Solution processed aluminum paper for flexible electronics. Langmuir 2012, 28, 13127–13135. [Google Scholar] [CrossRef] [PubMed]
- Koo, M.; Park, K.I.; Lee, S.H.; Suh, M.; Jeon, D.Y.; Choi, J.W.; Kang, K.; Lee, K.J. Bendable inorganic thin-film battery for fully flexible electronic systems. Nano Lett. 2012, 12, 4810–4816. [Google Scholar] [CrossRef] [PubMed]
- Trung, T.Q.; Tien, N.T.; Kim, D.; Jang, M.; Yoon, O.J.; Lee, N.E. A flexible reduced graphene oxide field-effect transistor for ultrasensitive strain sensing. Adv. Funct. Mater. 2014, 24, 117–124. [Google Scholar] [CrossRef]
- Yeo, J.; Kim, G.; Hong, S.; Kim, M.S.; Kim, D.; Lee, J.; Lee, H.B.; Kwon, J.; Suh, Y.D.; Kang, H.W.; et al. Flexible supercapacitor fabrication by room temperature rapid laser processing of roll-to-roll printed metal nanoparticle ink for wearable electronics application. J. Power Sources 2014, 246, 562–568. [Google Scholar] [CrossRef]
- Mitsui, R.; Takahashi, S.; Nakajima, S.; Nomura, K.; Ushijima, H. Film-type connection system toward flexible electronics. Jpn. J. Appl. Phys. 2014, 53, 05HB04. [Google Scholar] [CrossRef]
- Choi, K.S.; Lee, H.; Bae, H.C.; Eom, Y.S.; Lee, J.H. Interconnection technology based on InSn solder for flexible display applications. ETRI J. 2015, 37, 387–394. [Google Scholar] [CrossRef]
- Kim, J.M.; Song, Y.; Cho, M.; Lee, S.H.; Shin, Y.E. Characteristics of thermosonic anisotropic conductive adhesives (ACFs) flip-chip bonding. Mater. Trans. 2010, 51, 1790–1795. [Google Scholar] [CrossRef]
- Lee, K.; Kim, H.J.; Kim, I.; Paik, K.W. Ultrasonic anisotropic conductive films (ACFs) bonding of flexible substrates on organic rigid boards at room temperature. In Proceedings of the 57th IEEE Electronic Components and Technology Conference (ECTC’07), Reno, NV, USA, 29 May–1 June 2007; pp. 480–486.
- Hwang, J.W.; Yim, M.J.; Paik, K.W. Effects of thermoplastic resin content of anisotropic conductive films on the pressure cooker test reliability of anisotropic conductive film flip-chip assembly. J. Electron. Mater. 2005, 34, 1455–1461. [Google Scholar] [CrossRef]
- Rizvi, M.J.; Chan, Y.C.; Bailey, C.; Lu, H. Study of anisotropic conductive adhesive joint behavior under 3-point bending. Microelectron. Reliab. 2005, 45, 589–596. [Google Scholar] [CrossRef]
- Jang, K.W.; Paik, K.W. Effects of heating rate on material properties of anisotropic conductive film (ACF) and thermal cycling reliability of ACF flip chip assembly. IEEE Trans. Compon. Packag. Technol. 2009, 32, 339–346. [Google Scholar] [CrossRef]
- Ma, J.; Gao, H.; Gao, L.; Chen, X. Uniaxial ratcheting behavior of anisotropic conductive adhesive film at elevated temperature. Polym. Test. 2011, 30, 571–577. [Google Scholar] [CrossRef]
- Leu, J.; Chang, C.C.; Chen, A.; Lin, M.H.; Huang, K.F. Effects of localized warpage and stress on chip-on-glass packaging: Induced light-leakage phenomenon in mid-sized TFT-LCD. J. Soc. Inf. Disp. 2012, 20, 28–36. [Google Scholar] [CrossRef]
- Braunović, M.; Konchits, V.V.; Myshkin, N.K. Electrical Contacts: Fundamentals, Applications and Technology; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Sawada, S.; Tamai, T.; Hattori, Y.; Iida, K. Numerical analyses for contact resistance due to constriction effect of current flowing through multi-spot construction. IEICE Trans. Electron. 2010, E93-C, 905–911. [Google Scholar] [CrossRef]
- Leidner, M.; Schmidt, H.; Myers, M.; Schlaak, H.F. A new simulation approach to characterizing the mechanical and electrical qualities of a connector contact. Eur. Phys. J. Appl. Phys. 2010, 49, 22909. [Google Scholar] [CrossRef]
- Pennec, F.; Peyrou, D.; Leray, D.; Pons, P.; Plana, R.; Courtade, F. Impact of the surface roughness description on the electrical contact resistance of ohmic switches under low actuation forces. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 85–94. [Google Scholar] [CrossRef]
- Duan, K.; Zhu, F.; Li, Y.; Tang, K.; Liu, S.; Chen, Y. Contact resistance investigation of electrical connector with different shrink range. In Proceedings of the 15th International Conference on Electronic Packaging Technology (ICEPT 2014), Chengdu, China, 12–15 August 2014; pp. 1146–1149.
- Fukuyama, Y.; Sakamoto, N.; Kaneko, N.; Kondo, T.; Onuma, M. Constriction resistance of physical simulated electrical contacts with nanofabrication. In Proceedings of the IEEE 60th Holm Conference on Electrical Contacts (Holm 2014), New Orleans, LA, USA, 12–15 October 2014; pp. 216–220.
- Lewis, J. Material challenge for flexible organic devices. Mater. Today 2006, 9, 38–45. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitsui, R.; Sato, J.; Takahashi, S.; Nakajima, S.-i. Electrical Reliability of a Film-Type Connection during Bending. Electronics 2015, 4, 827-846. https://doi.org/10.3390/electronics4040827
Mitsui R, Sato J, Takahashi S, Nakajima S-i. Electrical Reliability of a Film-Type Connection during Bending. Electronics. 2015; 4(4):827-846. https://doi.org/10.3390/electronics4040827
Chicago/Turabian StyleMitsui, Ryosuke, Junya Sato, Seiya Takahashi, and Shin-ichiro Nakajima. 2015. "Electrical Reliability of a Film-Type Connection during Bending" Electronics 4, no. 4: 827-846. https://doi.org/10.3390/electronics4040827