The Potential of Tribological Application of DLC/MoS2 Coated Sealing Materials

 ,
,
Abstract
1. Introduction
2. Experimental Details
2.1. Test Materials and Coatings
2.2. Test Procedures
2.2.1. Ball on Disc Tests
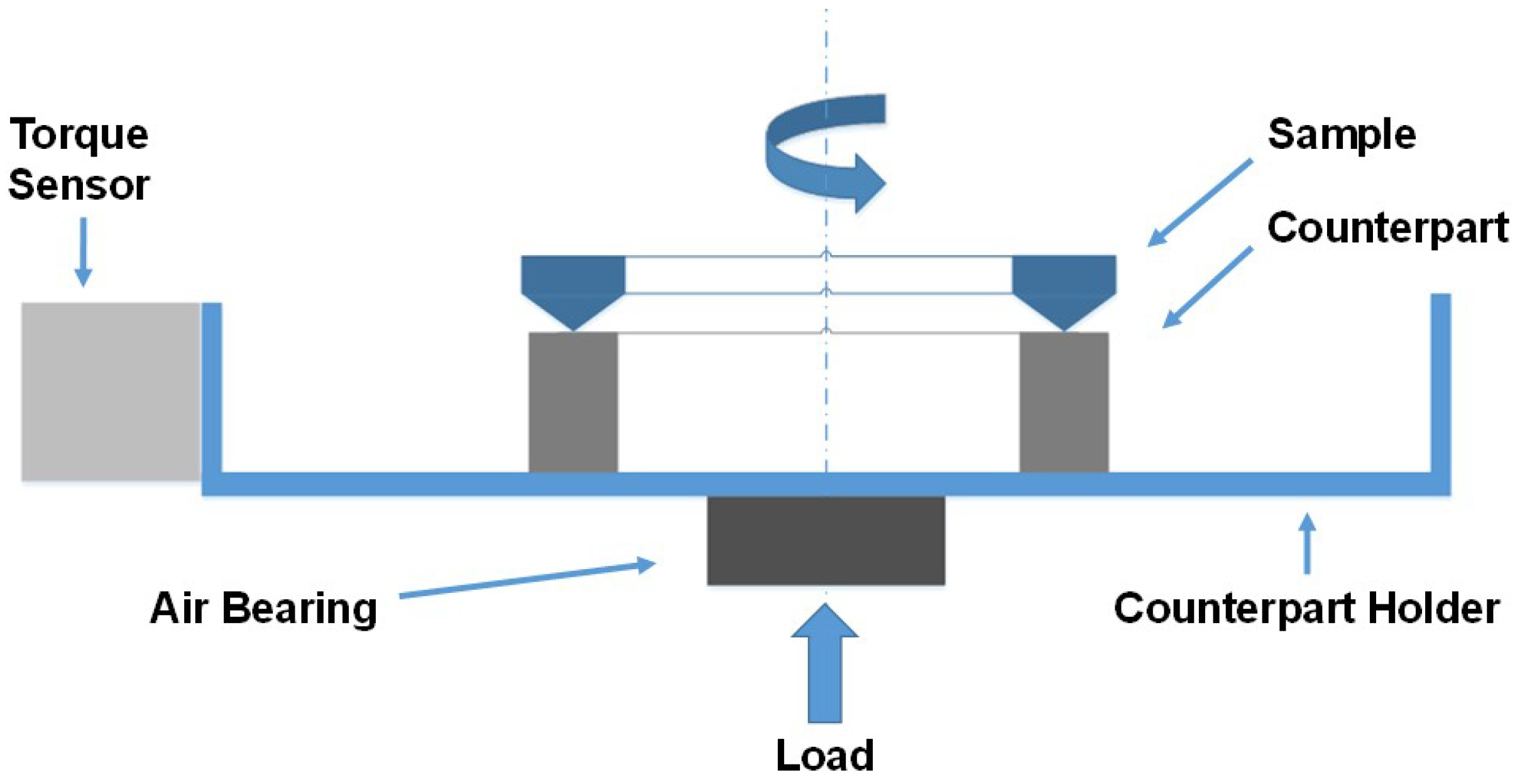
2.2.2. Ring on Disc Tests
3. Results and Discussion
3.1. Characteristics of Coatings
3.1.1. Thickness of the Coatings
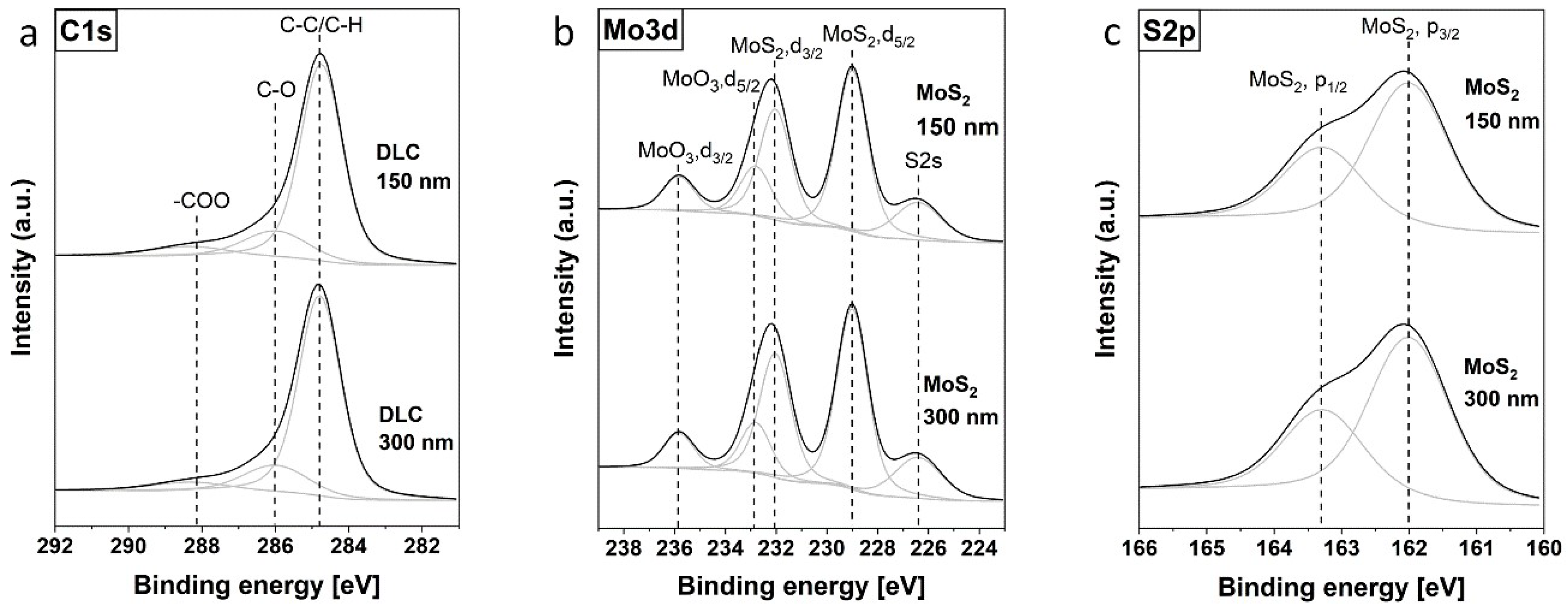
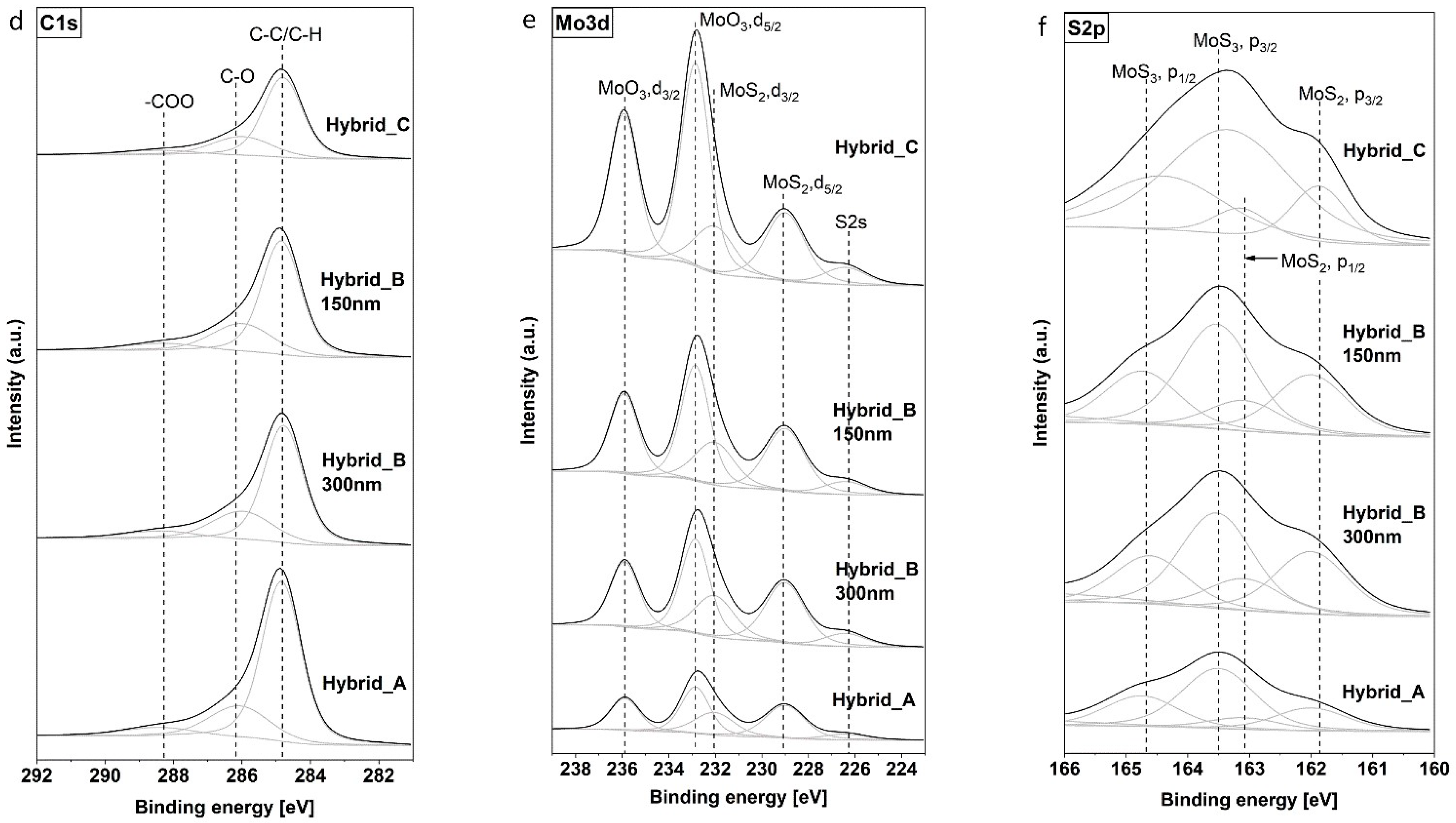
3.1.2. Chemical Composition
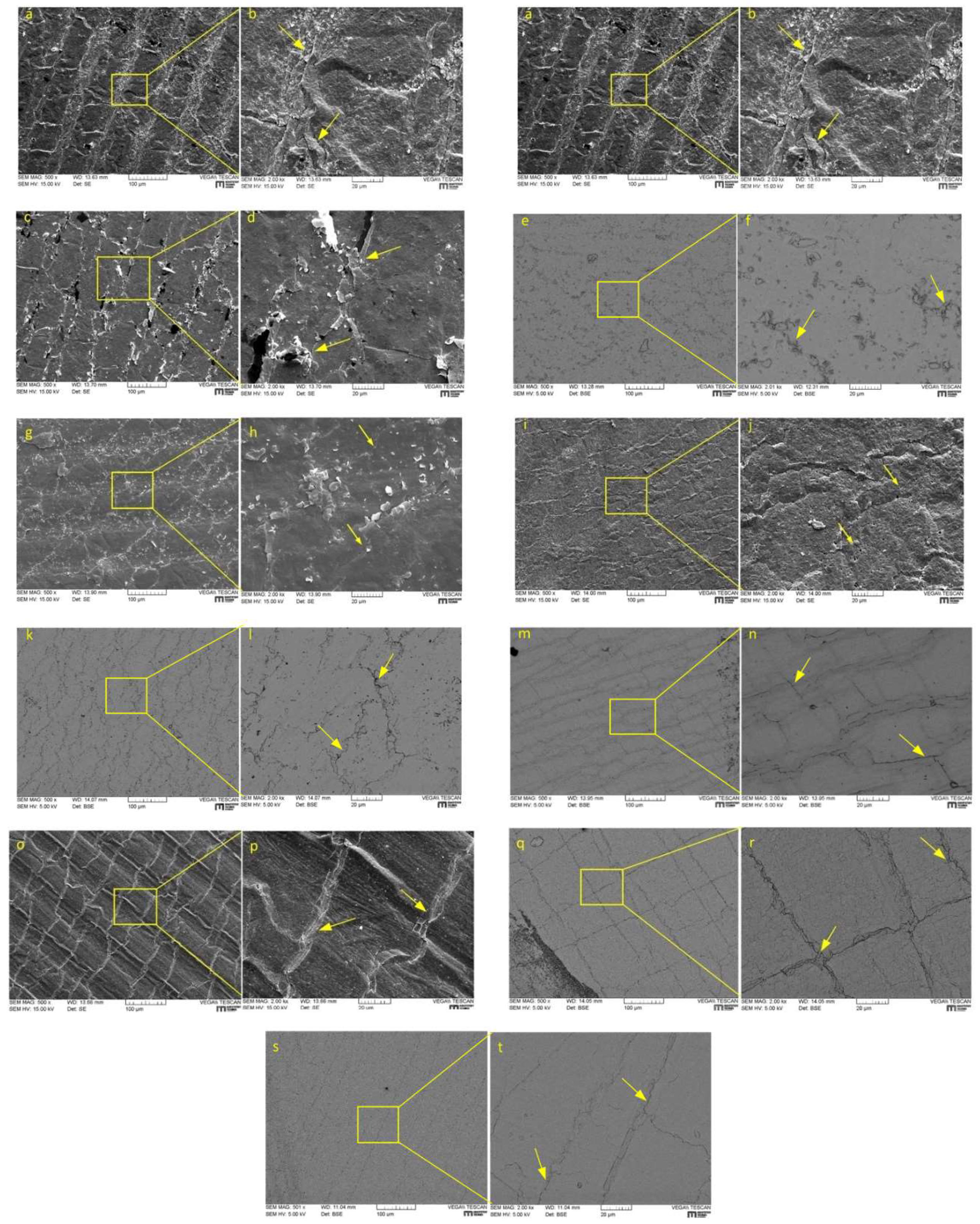
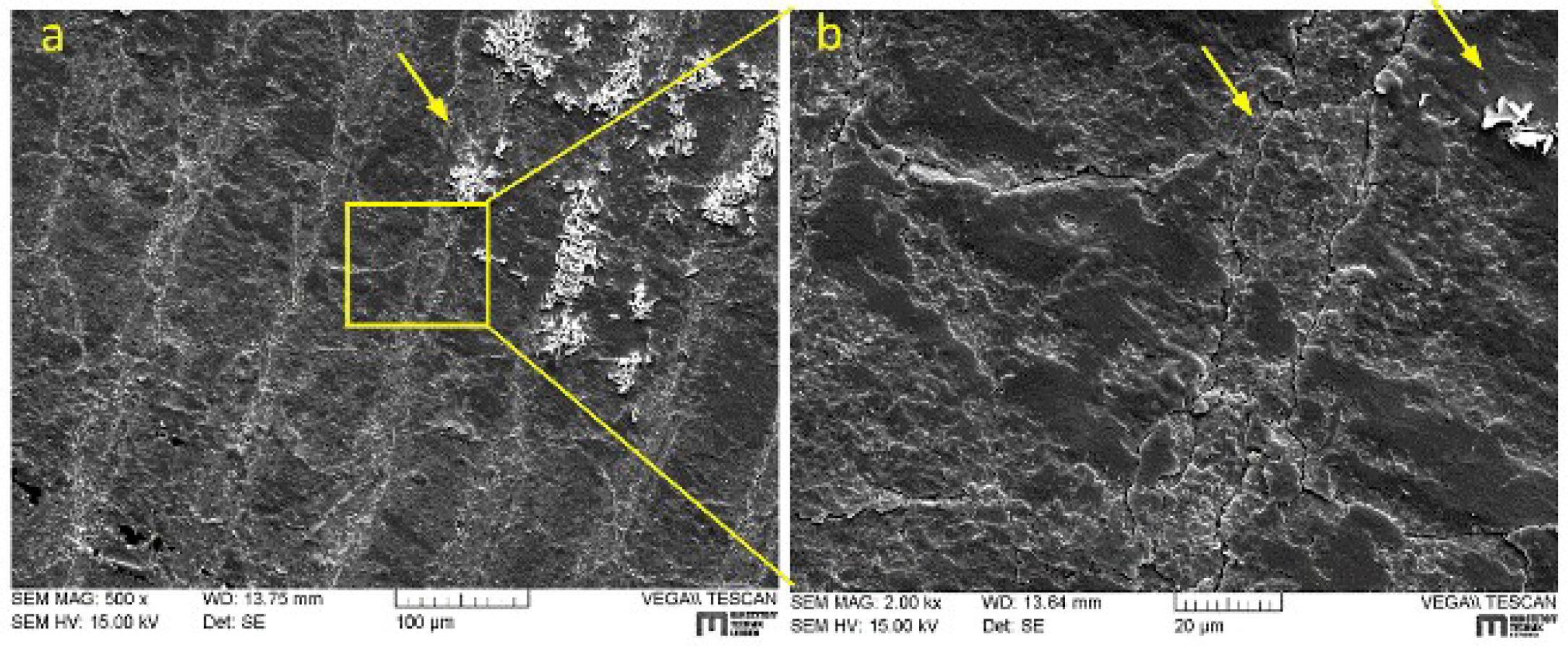
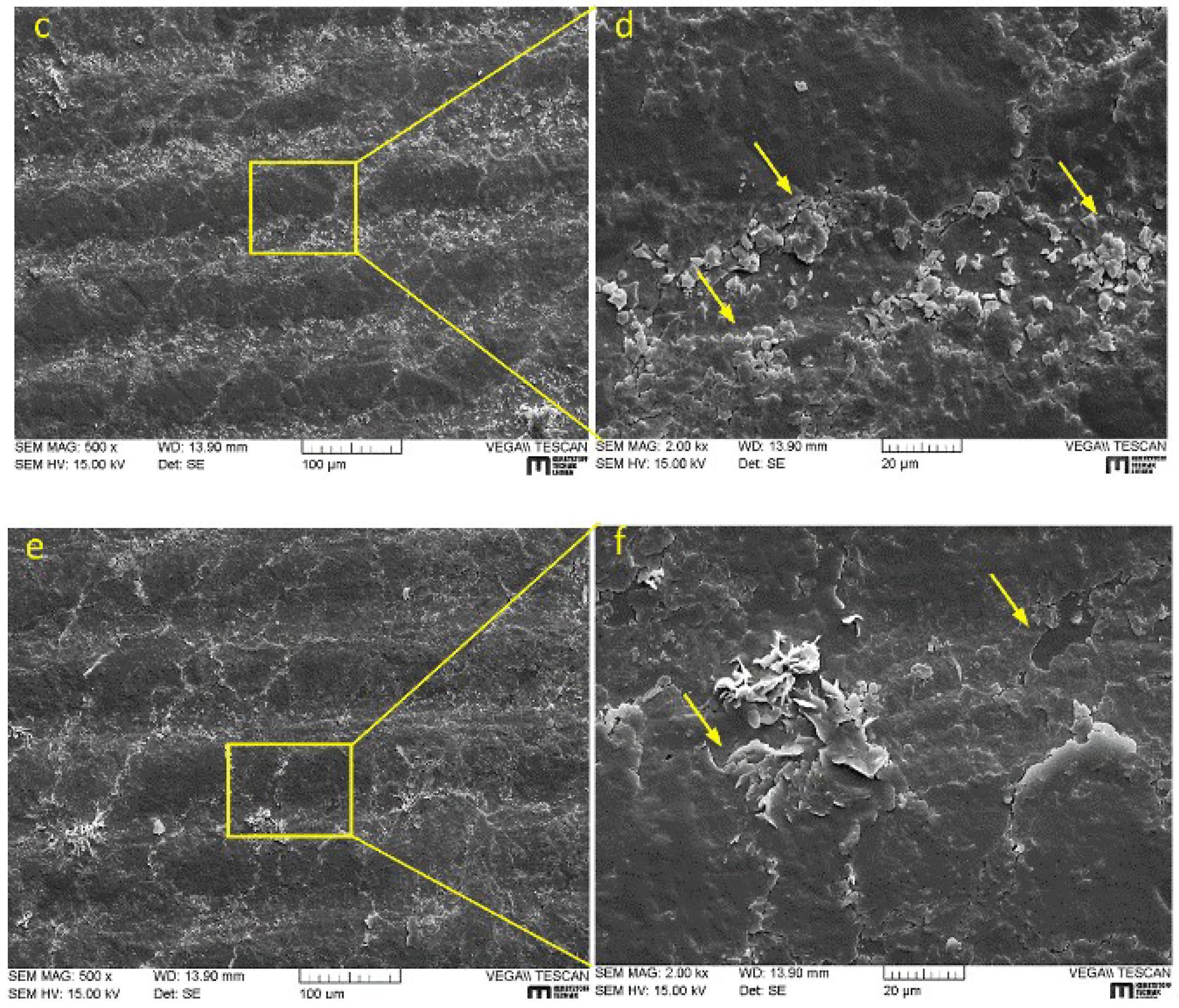
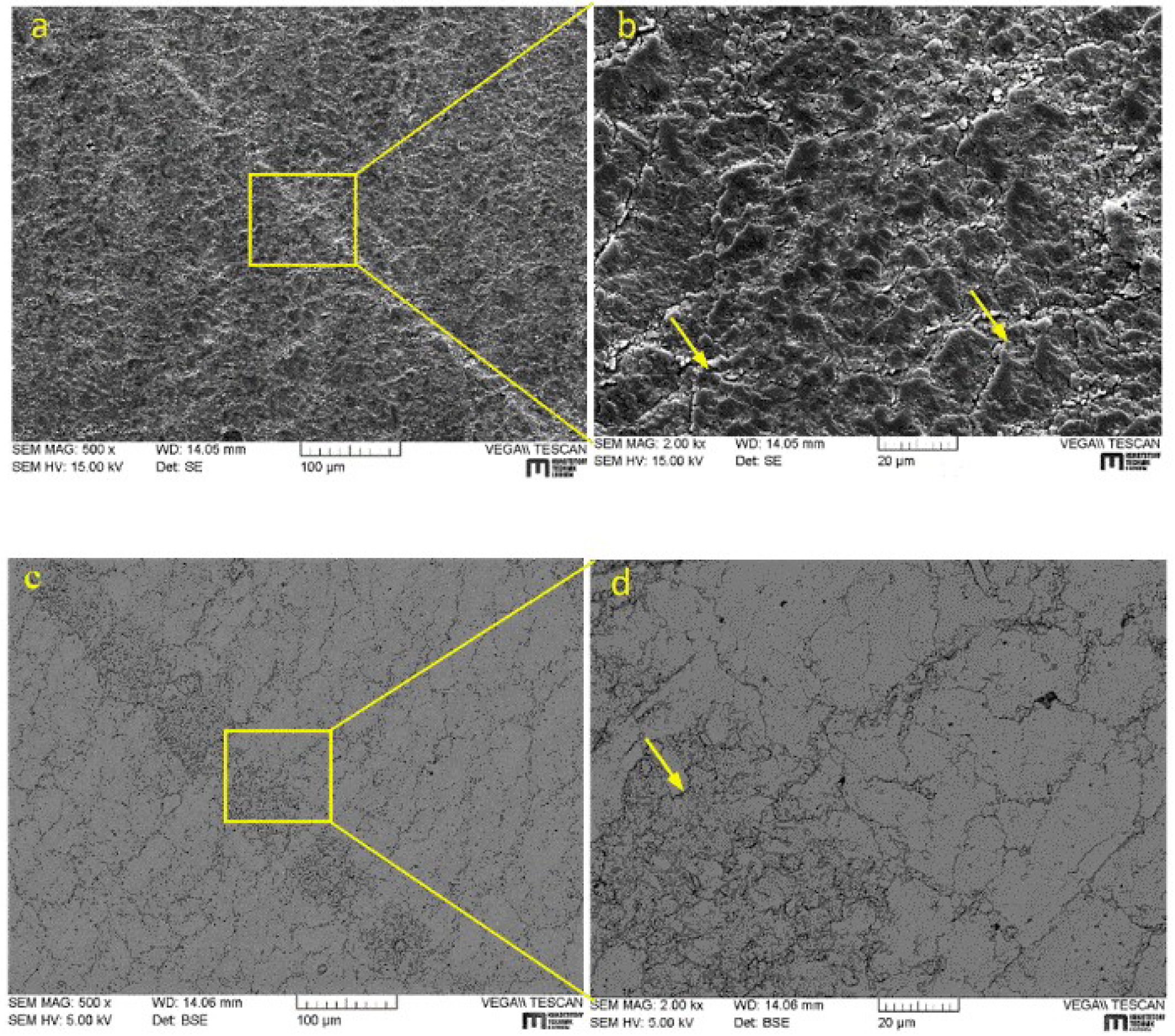
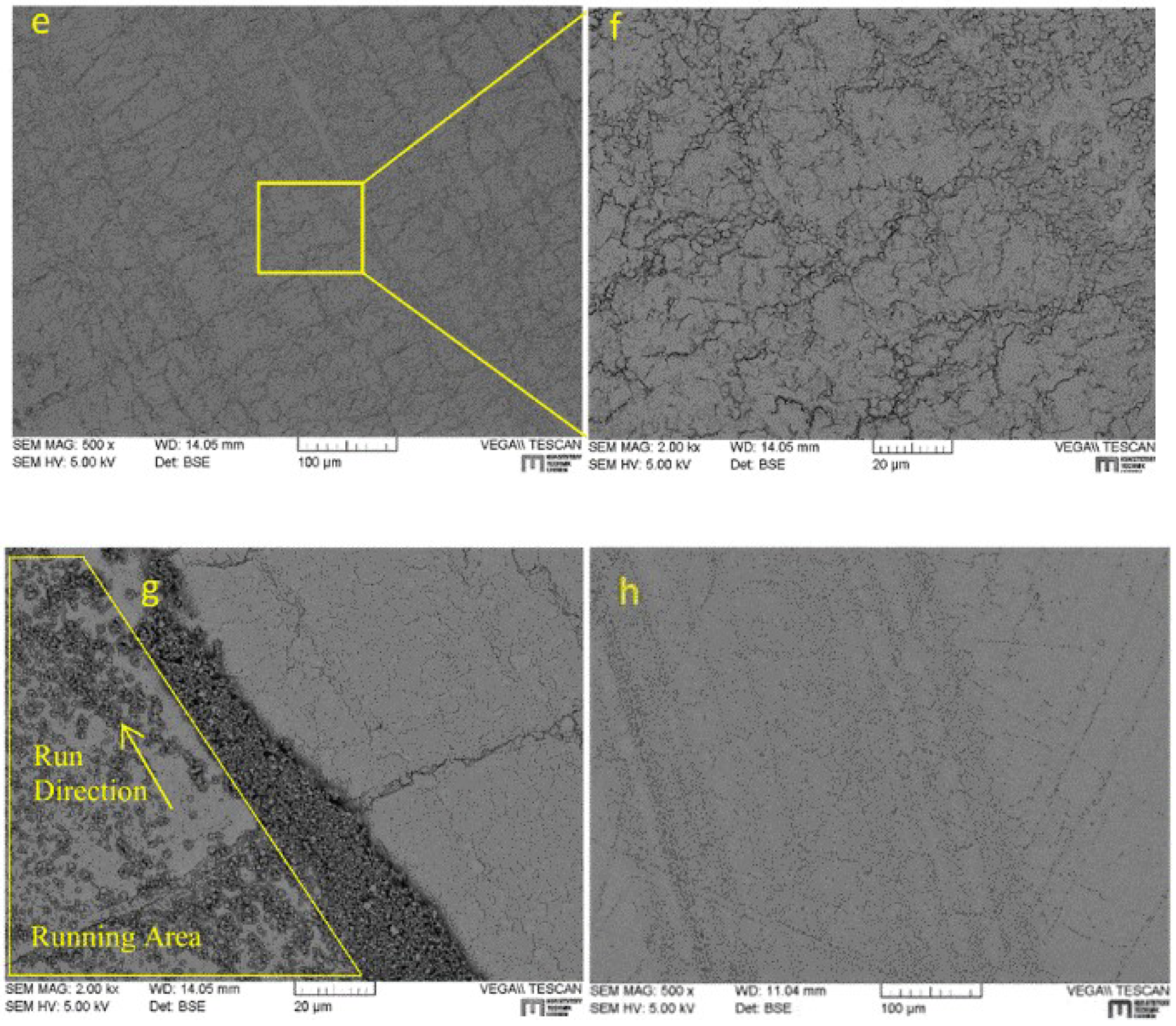
3.1.3. Microscopic Analysis
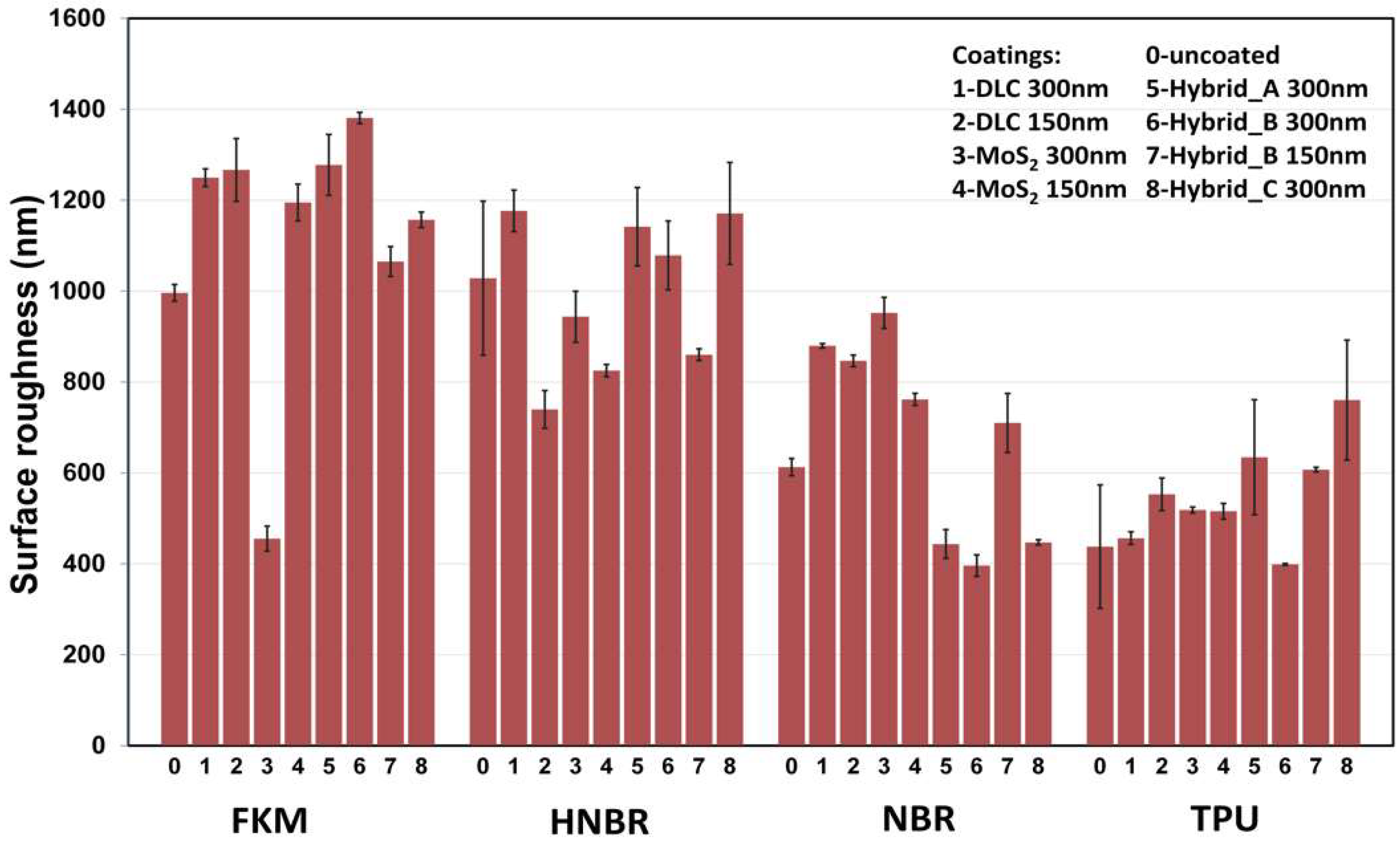
3.1.4. Surface Roughness
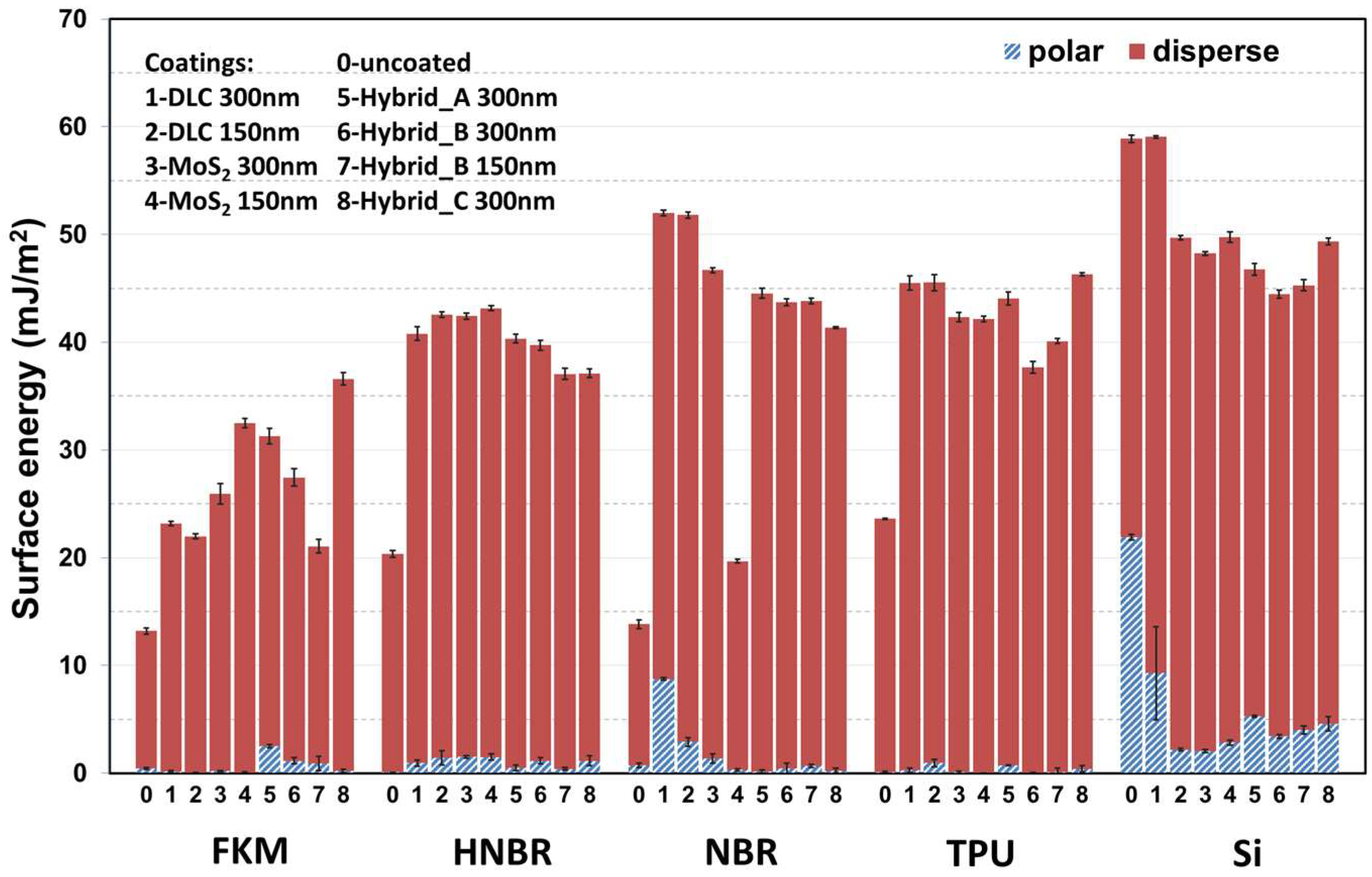
3.1.5. Surface Energy
3.2. Tribological Tests
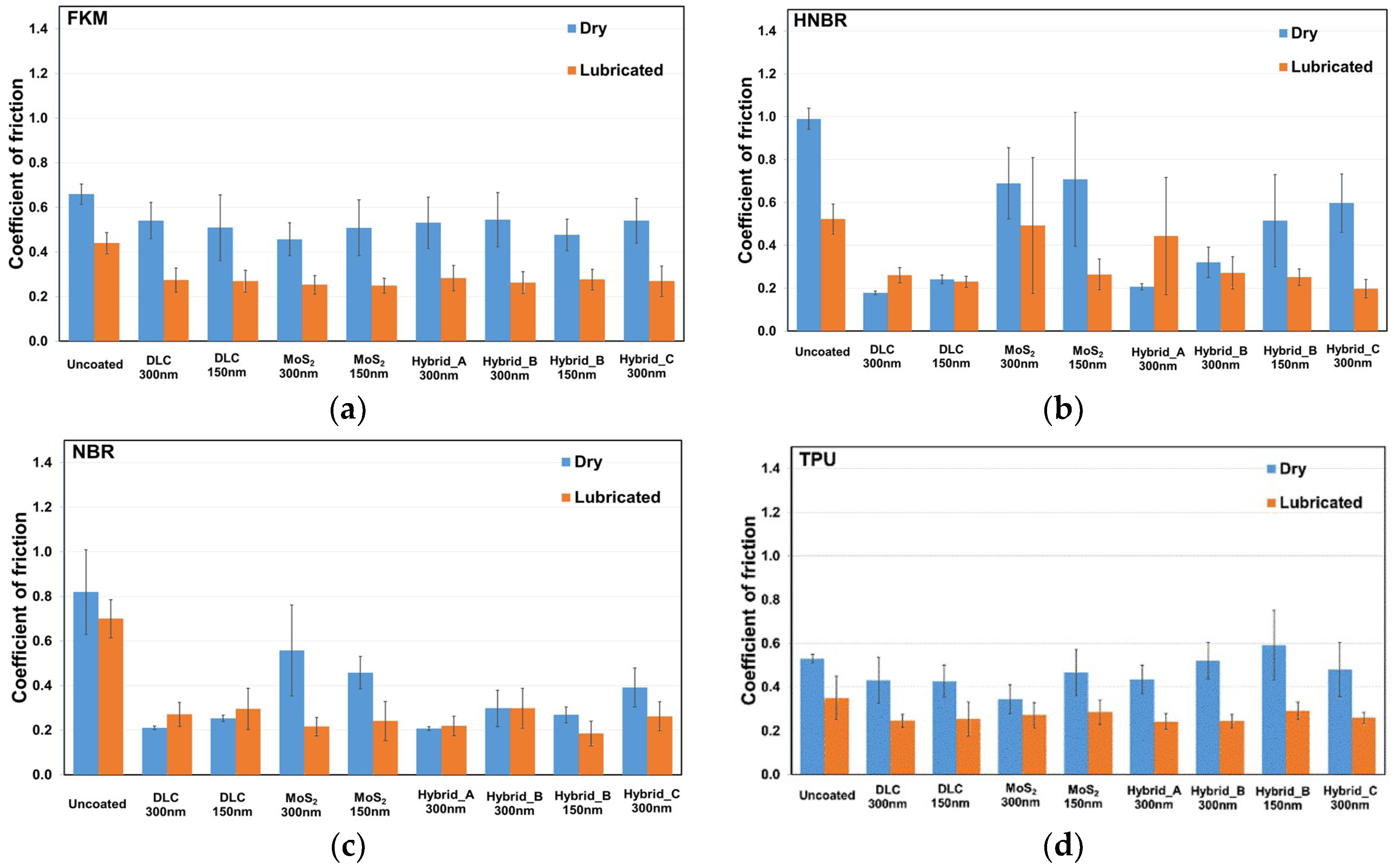
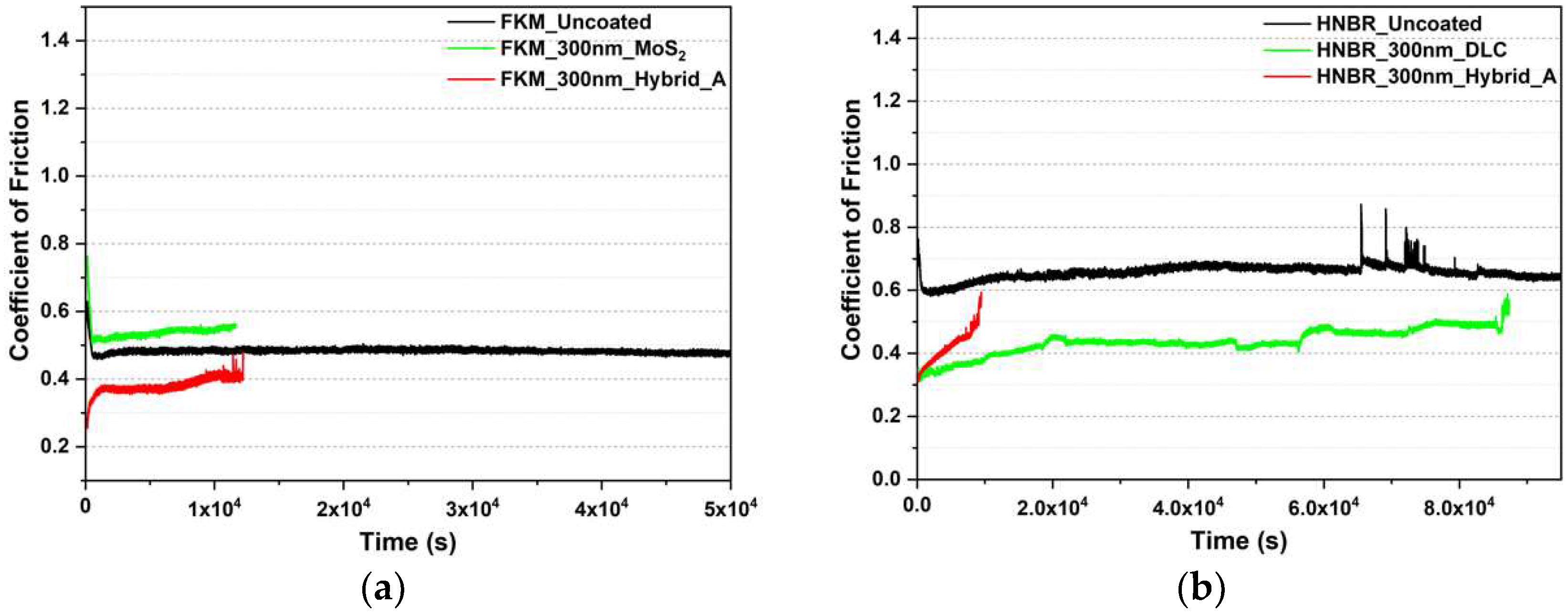
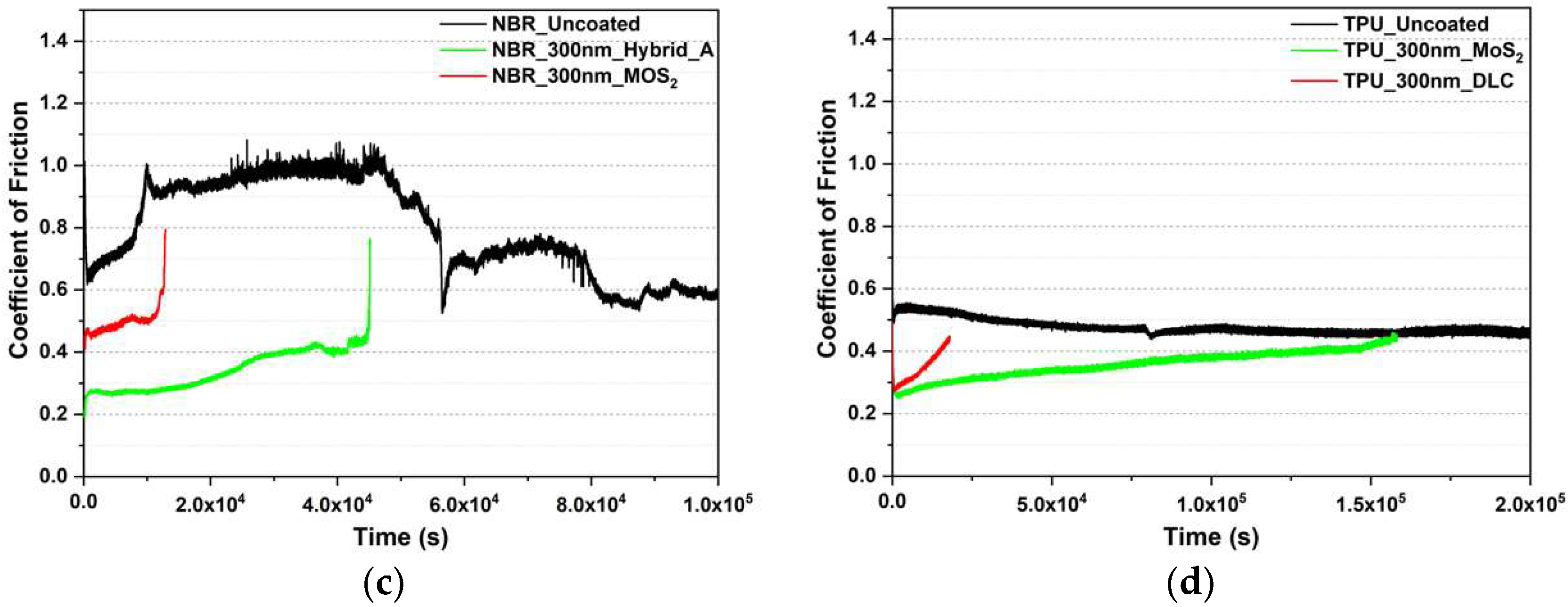
3.2.1. Coefficient of Friction
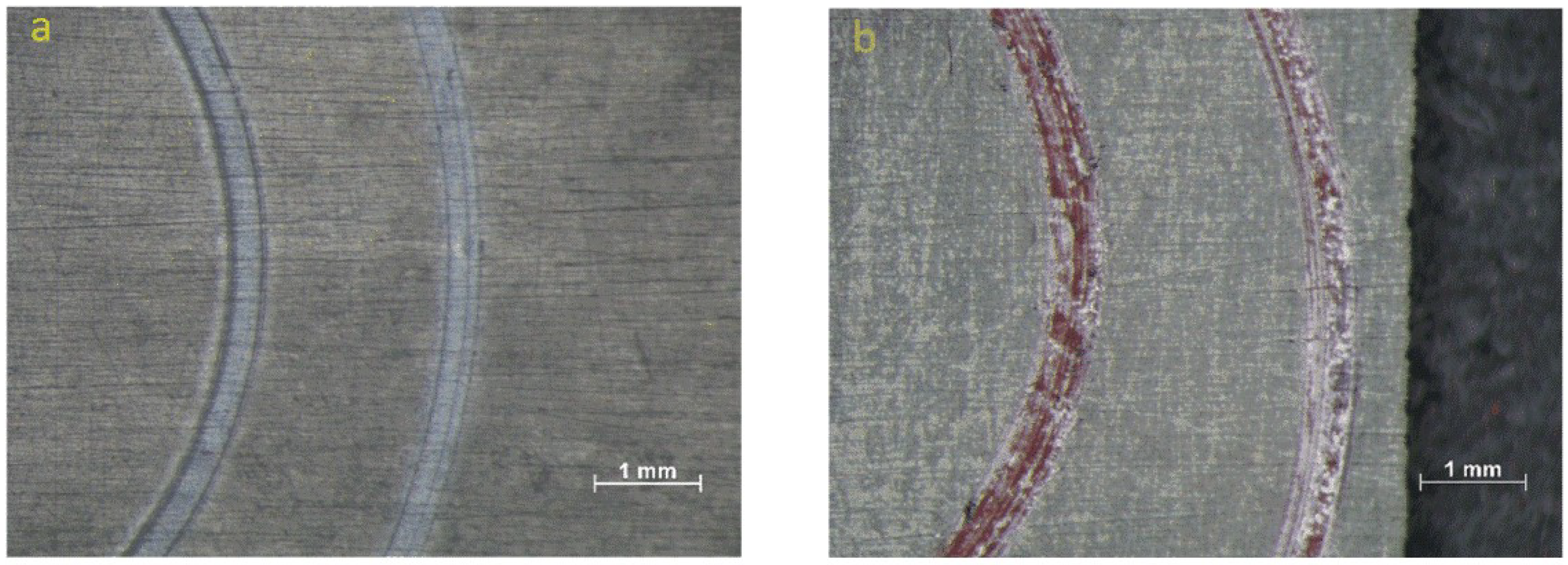
3.2.2. Wear
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Holmberg, K.; Matthews, A. Coatings Tribology. Properties, Mechanisms, Techniques and Applications in Surface Engineering, 2nd ed.; Elsevier Science: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Gawliński, M. Friction and wear of elastomer seals. Arch. Civ. Mech. Eng. 2007, 7, 57–67. [Google Scholar] [CrossRef]
- Nakahigashi, T.; Tanaka, Y.; Miyake, K.; Oohara, H. Properties of flexible DLC film deposited by amplitude-modulated RF P-CVD. Tribol. Int. 2004, 37, 907–912. [Google Scholar] [CrossRef]
- Nakahigashi, T.; Miyake, K.; Murkami, Y. Application of DLC coating to rubber and polymer materials. J. Jpn. Soc. Tribol. 2002, 47, 833–839. [Google Scholar]
- Takikawa, H.; Miyakawa, N.; Minamisawa, S.; Sakakibara, T. Fabrication of diamond-like carbon film on rubber by T-shape filtered-arc-deposition under the influence of various ambient gases. Thin Solid Films 2004, 457, 143–150. [Google Scholar] [CrossRef]
- Takikawa, H.; Miyakawa, N.; Toshifuji, J.; Minamisawa, S.; Matsushita, T.; Takemura, K.; Sakakibara, T. Preparation of elastic DLC film on rubber by T-shape filtered arc deposition. IEEJ Trans. Fundam. Mater. 2003, 123, 738–743. [Google Scholar] [CrossRef]
- Miyakawa, N.; Minamisawa, S.; Takikawa, H.; Sakakibara, T. Physical–chemical hybrid deposition of DLC film on rubber by T-shape filtered-arc-deposition. Vacuum 2004, 73, 611–617. [Google Scholar] [CrossRef]
- Bui, X.; Pei, Y.; de Hosson, J.T.M. Magnetron reactively sputtered Ti-DLC coatings on HNBR rubber: The influence of substrate bias. Surf. Coat. Technol. 2008, 202, 4939–4944. [Google Scholar] [CrossRef]
- Bui, X.L.; Pei, Y.T.; Mulder, E.D.G.; de Hosson, J.T.M. Adhesion improvement of hydrogenated diamond-like carbon thin films by pre-deposition plasma treatment of rubber substrate. Surf. Coat. Technol. 2009, 203, 1964–1970. [Google Scholar] [CrossRef]
- Pei, Y.; Bui, X.; de Hosson, J.T.M. Deposition and characterization of hydrogenated diamond-like carbon thin films on rubber seals. Thin Solid Films 2010, 518, S42–S45. [Google Scholar] [CrossRef]
- Pei, Y.; Martinez-Martinez, D.; van der Pal, J.P.; Bui, X.; Zhou, X.; de Hosson, J.T.M. Flexible diamond-like carbon films on rubber: Friction and the effect of viscoelastic deformation of rubber substrates. Acta Mater. 2012, 60, 7216–7225. [Google Scholar] [CrossRef]
- Pei, Y.; Bui, X.; Zhou, X.; de Hosson, J.T.M. Tribological behavior of W-DLC coated rubber seals. Surf. Coat. Technol. 2008, 202, 1869–1875. [Google Scholar] [CrossRef]
- Lackner, J.M.; Major, R.; Major, L.; Schöberl, T.; Waldhauser, W. RF deposition of soft hydrogenated amorphous carbon coatings for adhesive interfaces on highly elastic polymer materials. Surf. Coat. Technol. 2009, 203, 2243–2248. [Google Scholar] [CrossRef]
- Kahn, M.; Menegazzo, N.; Mizaikoff, B.; Berghauser, R.; Lackner, J.M.; Hufnagel, D.; Waldhauser, W. Properties of DLC and Nitrogen-Doped DLC Films Deposited by DC Magnetron Sputtering. Plasma Process. Polym. 2007, 4, S200–S204. [Google Scholar] [CrossRef]
- Lansdown, A.R. Molybdenum Disulphide Lubrication, 1st ed.; Elsevier Science: Amsterdam, The Netherlands, 1999. [Google Scholar]
- Bellido-González, V.; Jones, A.H.S.; Hampshire, J.; Allen, T.J.; Witts, J.; Teer, D.G.; Ma, K.J.; Upton, D. Tribological behaviour of high performance MoS2 coatings produced by magnetron sputtering. Surf. Coat. Technol. 1997, 97, 687–693. [Google Scholar] [CrossRef]
- Donnet, C.; Martin, J.M.; Le Mogne, T.; Belin, M. Super-low friction of MoS2 coatings in various environments. Tribol. Int. 1996, 29, 123–128. [Google Scholar] [CrossRef]
- Wang, D.; Chang, C.; Ho, W. Microstructure analysis of MoS2 deposited on diamond-like carbon films for wear improvement. Surf. Coat. Technol. 1999, 111, 123–127. [Google Scholar] [CrossRef]
- Zhao, X.; Lu, Z.; Wu, G.; Zhang, G.; Wang, L.; Xue, Q. Preparation and properties of DLC/MoS2 multilayer coatings for high humidity tribology. Mater. Res. Express 2016, 3, 066401. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Y.; Yu, S.; Zhou, B.; Tang, B.; Li, H.; Chen, J. Influences of space irradiations on the structure and properties of MoS2/DLC lubricant film. Tribol. Lett. 2016, 64, 24. [Google Scholar] [CrossRef]
- Noshiro, J.; Watanabe, S.; Sakurai, T.; Miyake, S. Friction properties of co-sputtered sulfide/DLC solid lubricating films. Surf. Coat. Technol. 2006, 200, 5849–5854. [Google Scholar] [CrossRef]
- Hausberger, A.; Godor, V.; Grün, F.; Pinter, G.; Schwarz, T. Development of ring on disc tests for elastomeric sealing materials. In Proceedings of the International Tribology Conference, Tokyo, Japan, 16–20 September 2015. [Google Scholar]
- Rodgers, B.; Waddell, W. The science of rubber compounding. In Science and Technology of Rubber, 4th ed.; Mark, J.E., Erman, B., Roland, C.M., Eds.; Academic Press: Cambridge, MA, USA, 2013; pp. 417–471. [Google Scholar]
- Thirumalai, S.; Hausberger, A.; Lackner, J.M.; Waldhauser, W.; Schwarz, T. Effect of the type of elastomeric substrate on the microstructural, surface and tribological characteristics of diamond-like carbon (DLC) coatings. Surf. Coat. Technol. 2016, 302, 244–254. [Google Scholar] [CrossRef]
- Lackner, J.M.; Waldhauser, W.; Schwarz, M.; Mahoney, L.; Major, L.; Major, B. Polymer pre-treatment by linear anode layer source plasma for adhesion improvement of sputtered TiN coatings. Vacuum 2008, 83, 302–307. [Google Scholar] [CrossRef]
- Assender, H.; Bliznyuk, V.; Porfyrakis, K. How surface topography relates to materials’ properties. Science 2002, 297, 973–976. [Google Scholar] [CrossRef] [PubMed]
- Cho, N.-H.; Krishnan, K.M.; Veirs, D.K.; Rubin, M.D.; Hopper, C.B.; Bhushan, B.; Bogy, D.B. Chemical structure and physical properties of diamond-like amorphous carbon films prepared by magnetron sputtering. J. Mater. Res. 1990, 5, 2543–2554. [Google Scholar] [CrossRef]
- Robertson, J. Diamond-like amorphous carbon. Mater. Sci. Eng. R Rep. 2002, 37, 129–281. [Google Scholar] [CrossRef]
- Martinez-Martinez, D.; de Hosson, J.T.M. On the deposition and properties of DLC protective coatings on elastomers: A critical review. Surf. Coat. Technol. 2014, 258, 677–690. [Google Scholar] [CrossRef]
- Moulder, J.F. Handbook of X-ray Photoelectron Spectroscopy. A Reference Book of Standard Spectra for Identification and Interpretation of XPS Data; Perkin-Elmer: Eden Prairie, MN, USA, 1992. [Google Scholar]
- ASTM D445-17a Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity); ASTM International: West Conshohocken, PA, USA, 2017.
- Data Sheet of Mobil SHC™ Grease 460 WT; Exxon Mobil Corporation: Irving, TX, USA, 2016.
- NIST X-ray Photoelectron Spectroscopy Database; Version 4.1; National Institute of Standards and Technology: Gaithersburg, MD, USA. Available online: https://srdata.nist.gov/xps/Default.aspx (accessed on 13 June 2018).
- Scofield, J.H. Hartree-slater subshell photoionization cross-sections at 1254 and 1487 eV. J. Electron Spectrosc. Relat. Phenom. 1976, 8, 129–137. [Google Scholar] [CrossRef]
- Xu, Y.; Zheng, C.; Wang, S.; Hou, Y. 3D arrays of molybdenum sulphide nanosheets on Mo meshes: Efficient electrocatalysts for hydrogen evolution reaction. Electrochim. Acta 2015, 174, 653–659. [Google Scholar] [CrossRef]
- Fleischauer, P.D.; Lince, J.R. A comparison of oxidation and oxygen substitution in MoS2 solid film lubricants. Tribol. Int. 1999, 32, 627–636. [Google Scholar] [CrossRef]
- Weber, T.; Muijsers, J.C.; Niemantsverdriet, J.W. Structure of Amorphous MoS3. J. Phys. Chem. 1995, 99, 9194–9200. [Google Scholar] [CrossRef]
- Baker, M.A.; Gilmore, R.; Lenardi, C.; Gissler, W. XPS investigation of preferential sputtering of S from MoS2 and determination of MoSx stoichiometry from Mo and S peak positions. Appl. Surf. Sci. 1999, 150, 255–262. [Google Scholar] [CrossRef]
- Qiu, L.; Xu, G. Peak overlaps and corresponding solutions in the X-ray photoelectron spectroscopic study of hydrodesulfurization catalysts. Appl. Surf. Sci. 2010, 256, 3413–3417. [Google Scholar] [CrossRef]
- Robertson, J. Classification of diamond-like carbons. In Tribology of Diamond-Like Carbon Films: Fundamentals and Applications; Donnet, C., Ed.; Springer: Boston, MA, USA, 2008; pp. 13–24. [Google Scholar]
- Paik, N. Raman and XPS studies of DLC films prepared by a magnetron sputter-type negative ion source. Surf. Coat. Technol. 2005, 200, 2170–2174. [Google Scholar] [CrossRef]
- Leung, T.Y.; Man, W.F.; Lim, P.K.; Chan, W.C.; Gaspari, F.; Zukotynski, S. Determination of the sp3/sp2 ratio of a-C: H by XPS and XAES. J. Non-Cryst. Solids 1999, 254, 156–160. [Google Scholar] [CrossRef]
- Benoist, L.; Gonbeau, D.; Pfister-Guillouzo, G.; Schmidt, E.; Meunier, G.; Levasseur, A. XPS analysis of lithium intercalation in thin films of molybdenum oxysulphides. Surf. Interface Anal. 1994, 22, 206–210. [Google Scholar] [CrossRef]
- Martincová, J.; Otyepka, M.; Lazar, P. Is single layer MoS2 stable in the air? Chemistry 2017, 23, 13233–13239. [Google Scholar] [CrossRef] [PubMed]
- Fleischauer, P.D. Effects of crystallite orientation on environmental stability and lubrication properties of sputtered MoS2 thin films. ASLE Trans. 2008, 27, 82–88. [Google Scholar] [CrossRef]
- Fleischauer, P.D.; Bauer, R. Chemical and structural effects on the lubrication properties of sputtered MoS2 films. Tribol. Trans. 1988, 31, 239–250. [Google Scholar] [CrossRef]
- Theilade, U.A.; Hansen, H.N. Surface microstructure replication in injection molding. Int. J. Adv. Manuf. Technol. 2007, 33, 157–166. [Google Scholar] [CrossRef]
- Donnet, C.; Erdemir, A. Tribology of Diamond-Like Carbon Films. Fundamentals and Applications; Springer: Boston, MA, USA, 2008. [Google Scholar]
- Neuville, S.; Matthews, A. A perspective on the optimisation of hard carbon and related coatings for engineering applications. Thin Solid Films 2007, 515, 6619–6653. [Google Scholar] [CrossRef]
- Baglin, J.E.E. Interface design for thin film adhesion. In Fundamentals of Adhesion; Lee, L.-H., Ed.; Springer: Boston, MA, USA, 2014; pp. 363–382. [Google Scholar]
- Goldschmidt, A.; Streitberger, H.-J. BASF Handbook on Basics of Coating Technology, 2nd ed.; Vincentz Network: Hannover, Germany, 2007. [Google Scholar]
- Quéré, D. Wetting and Roughness. Annu. Rev. Mater. Res. 2008, 38, 71–99. [Google Scholar] [CrossRef]
- Martínez, L.; Nevshupa, R.; Álvarez, L.; Huttel, Y.; Méndez, J.; Román, E.; Mozas, E.; Valdés, J.R.; Jimenez, M.A.; Gachon, Y.; et al. Application of diamond-like carbon coatings to elastomers frictional surfaces. Tribol. Int. 2009, 42, 584–590. [Google Scholar] [CrossRef]
- Van der Pal, J.P.; Martinez-Martinez, D.; Pei, Y.T.; Rudolf, P.; de Hosson, J.T.M. Microstructure and tribological performance of diamond-like carbon films deposited on hydrogenated rubber. Thin Solid Films 2012, 524, 218–223. [Google Scholar] [CrossRef]
- Grosch, K.A. The relation between the friction and visco-elastic properties of rubber. Proc. R. Soc. A Math. Phys. Eng. Sci. 1963, 274, 21–39. [Google Scholar] [CrossRef]
- Zhang, S.-W. Tribology of Elastomers, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Fuller, K.N.G.; Tabor, D. The effect of surface roughness on the adhesion of elastic solids. Proc. R. Soc. A 1975, 345, 327–342. [Google Scholar] [CrossRef]
- Persson, B.N.J. On the theory of rubber friction. Surf. Sci. 1998, 401, 445–454. [Google Scholar] [CrossRef]
- Mofidi, M.; Prakash, B. Influence of counterface topography on sliding friction and wear of some elastomers under dry sliding conditions. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2008, 222, 667–673. [Google Scholar] [CrossRef]
- Glaeser, W.A.; Brundle, C.R.; Evans, C.A. Characterization of Tribological Materials, 2nd ed.; Momentum Press: New York, NY, USA, 2012. [Google Scholar]
- Rabinowicz, E. Influence of surface energy on friction and wear phenomena. J. Appl. Phys. 1961, 32, 1440–1444. [Google Scholar] [CrossRef]
- Rabinowicz, E. Friction and Wear of Materials, 2nd ed.; Wiley: New York, NY, USA, 1995. [Google Scholar]
- Friedrich, K. Friction and Wear of Polymer Composites; North Holland Publishing Co.: Amsterdam, The Netherlands, 1986. [Google Scholar]
- Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Oxford University Press: London, UK, 1963. [Google Scholar]
- Okrent, E.H. The effect of lubricant viscosity and composition on engine friction and bearing wear. ASLE Trans. 1961, 4, 97–108. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Lince, J.R.; Frantz, P.P. Anisotropic oxidation of MoS2 crystallites studied by angle-resolved X-ray photoelectron spectroscopy. Tribol. Lett. 2001, 9, 211–218. [Google Scholar] [CrossRef]
- Booser, E.R. CRC Handbook of Lubrication. (Theory and Practice of Tribology). Theory and Design; CRC Press: Boca Raton, FL, USA, 1983. [Google Scholar]
- Pirro, D.M.; Daschner, E. Lubrication Fundamentals, 3rd ed.; Wessol, A.A., Ed.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Zum Gahr, K.-H. Microstructure and Wear of Materials; North Holland Publishing Co.: Amsterdam, The Netherlands, 1987. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Thickness (nm) | Pre-treatment | Deposition | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Voltage (V) | Gas flow (sccm) | Sputtering source | Power (W) | Voltage (V) | Current (A) | Gas flow (sccm) | Pressure (mbar) | Rotation (rpm) | Duration (min) | Frequency (kHz) | ||
| DLC | 300 | 3000 | 15 Ar + 5 O2 for 5 min, 20 Ar for 25 min | Graphite | 3000 | 577–578 | 5.21–5.22 | 42 Ar + 8 C2H2 | 2.3 × 10−3 | 5.00 | 68 | 80 |
| 150 | 579–582 | 5.22–5.19 | 23 | |||||||||
| MoS2 | 300 | MoS2 | 500 | 462–455 | 1.10–1.15 | 50 Ar | 2.6 × 10−3 | 60 | ||||
| 150 | 468–461 | 1.10–1.13 | 30 | |||||||||
| Hybrid_A | 300 | Graphite + MoS2 | C: 3000 MoS2: 54 | C: 602–601 MoS2: 270–258 | C: 4.95–4.93 MoS2: 0.20–0.19 | 50 Ar | 2.6 × 10−3 | 65 | ||||
| Hybrid_B | 300 | C: 3000 MoS2: 255 | C: 604–600 MoS2: 402–403 | C: 4.98–5.01 MoS2: 0.64–0.66 | 54 | |||||||
| 150 | C: 602–610 MoS2: 405–404 | C: 5.01–4.96 MoS2: 0.65–0.67 | 27 | |||||||||
| Hybrid_C | 300 | C: 3000 MoS2: 440 | C: 611–606 MoS2: 467–446 | C: 4.95–4.92 MoS2: 0.98–1.04 | 36 | |||||||
| Material | Thickness (nm) | ||
|---|---|---|---|
| Set Value | Actual Value | Difference | |
| DLC | 300 | 405.0 ± 18.2 | 35.1% |
| DLC | 150 | 113.3 ± 5.8 | −24.1% |
| MoS2 | 300 | 257.8 ± 19.2 | −13.9% |
| MoS2 | 150 | 131.8 ± 7.5 | −12.2% |
| Hybrid_A | 300 | 269.8 ± 14.0 | −9.7% |
| Hybrid_B | 300 | 300.2 ± 8.4 | 0.4% |
| 150 | 116.8 ± 6.0 | −22.5% | |
| Hybrid_C | 300 | 246.3 ± 9.5 | −17.8% |
| Elements | Bonds | Peak Energy (eV) | FWHM (eV) | SF Al [34] | Ref. |
|---|---|---|---|---|---|
| C 1s | C–C/C–H | 284.8 | 1.4 | 1.0 | [33] |
| C–O | 286.0 | 2.1 | [33] | ||
| –COO | 288.4 | 2.5 | [33] | ||
| Mo 3d | MoS2 | 229.0 | 2.0 | 5.6 | [33,35] |
| MoO3 | 232.8 | 1.5 | [33,35] | ||
| S 2p | S2− | 162.0 | 1.4 | 1.1 | [33,36] |
| S22− | 163.6 | 1.4 | [37,38] | ||
| S 2s | – | 226.4 | 2.2 | 1.4 | [38,39] |
| Sample | Composition (%) | |||||||
|---|---|---|---|---|---|---|---|---|
| C | O | Mo | S | N | MoS2/MoO3 | S/Mo | ||
| MoS2 | MoO3 | |||||||
| 300 nm DLC | 90.1 | 9.9 | – | – | – | – | – | – |
| 150 nm DLC | 89.5 | 10.5 | – | – | – | – | – | – |
| 300 nm MoS2 | 22.4 | 13.6 | 13.0 | 3.5 | 26.5 | 21.1 | 3.7 | 1.6 |
| 150 nm MoS2 | 27.4 | 15.3 | 12.1 | 3.7 | 24.5 | 17.0 | 3.2 | 1.6 |
| 300 nm Hybrid_A | 75.2 | 13.4 | 1.3 | 1.3 | 3.5 | 5.3 | 1.0 | 1.3 |
| 300 nm Hybrid_B | 60.3 | 16.5 | 2.5 | 2.8 | 6.7 | 11.3 | 0.9 | 1.3 |
| 150 nm Hybrid_B | 56.1 | 17.0 | 2.5 | 3.3 | 6.7 | 14.5 | 0.7 | 1.2 |
| 300 nm Hybrid_C | 38.4 | 21.6 | 2.6 | 5.7 | 8.2 | 23.5 | 0.5 | 1.0 |
| Parameter | FKM | HNBR | NBR | TPU |
|---|---|---|---|---|
| Ra (µm) | 1.00 | 1.03 | 0.61 | 0.44 |
| Rz (µm) | 6.74 | 5.59 | 3.69 | 3.98 |
| Parameter | FKM | HNBR | NBR | TPU |
|---|---|---|---|---|
| Coefficient of thermal expansion (10−6/K) | 191 | 166 | 165 | 160 |
| Thermal conductivity (W/(m·K)) | 0.24 | 0.15 | 0.26 | 0.06 |
| Material | Best Coating | Worst Coating |
|---|---|---|
| FKM | 300 nm MoS2 | 300 nm Hybrid_A |
| NBR | 300 nm Hybrid_A | 300 nm MoS2 |
| HNBR | 300 nm DLC | 300 nm Hybrid_A |
| TPU | 300 nm MoS2 | 300 nm DLC |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Hausberger, A.; Nothdurft, P.; Lackner, J.M.; Schwarz, T. The Potential of Tribological Application of DLC/MoS2 Coated Sealing Materials. Coatings 2018, 8, 267. https://doi.org/10.3390/coatings8080267
Wang C, Hausberger A, Nothdurft P, Lackner JM, Schwarz T. The Potential of Tribological Application of DLC/MoS2 Coated Sealing Materials. Coatings. 2018; 8(8):267. https://doi.org/10.3390/coatings8080267
Chicago/Turabian StyleWang, Chao, Andreas Hausberger, Philipp Nothdurft, Jürgen Markus Lackner, and Thomas Schwarz. 2018. "The Potential of Tribological Application of DLC/MoS2 Coated Sealing Materials" Coatings 8, no. 8: 267. https://doi.org/10.3390/coatings8080267
APA StyleWang, C., Hausberger, A., Nothdurft, P., Lackner, J. M., & Schwarz, T. (2018). The Potential of Tribological Application of DLC/MoS2 Coated Sealing Materials. Coatings, 8(8), 267. https://doi.org/10.3390/coatings8080267