The Effect of Bias Voltage and Gas Pressure on the Structure, Adhesion and Wear Behavior of Diamond Like Carbon (DLC) Coatings With Si Interlayers

Abstract
:1. Introduction
2. Experimental Section

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Pressure [µbar] | Bias Voltage[V] | Coating Thickness[µm] | Deposition Rate [nm/min] | Silicon Layer Thickness [µm] |
|---|---|---|---|---|---|
| DLC-Si-316L-01 | 5 | 250 | 1.9 | 42 | 0.2 |
| DLC-Si-316L-02 | 300 | 2.5 | 60 | 0.2 | |
| DLC-Si-316L-03 | 350 | 3.0 | 67 | 0.2 | |
| DLC-Si-316L-04 | 10 | 250 | 2.2 | 49 | 0.2 |
| DLC-Si-316L-05 | 300 | 1.3 | 29 | 0.2 | |
| DLC-Si-316L-06 | 350 | 4.0 | 89 | 0.3 | |
| DLC-Si-316L-07 | 15 | 250 | 3.6 | 80 | 0.3 |
| DLC-Si-316L-08 | 300 | 4.3 | 96 | N/A | |
| DLC-Si-316L-09 | 350 | 5.3 | 118 | N/A |
3. Results
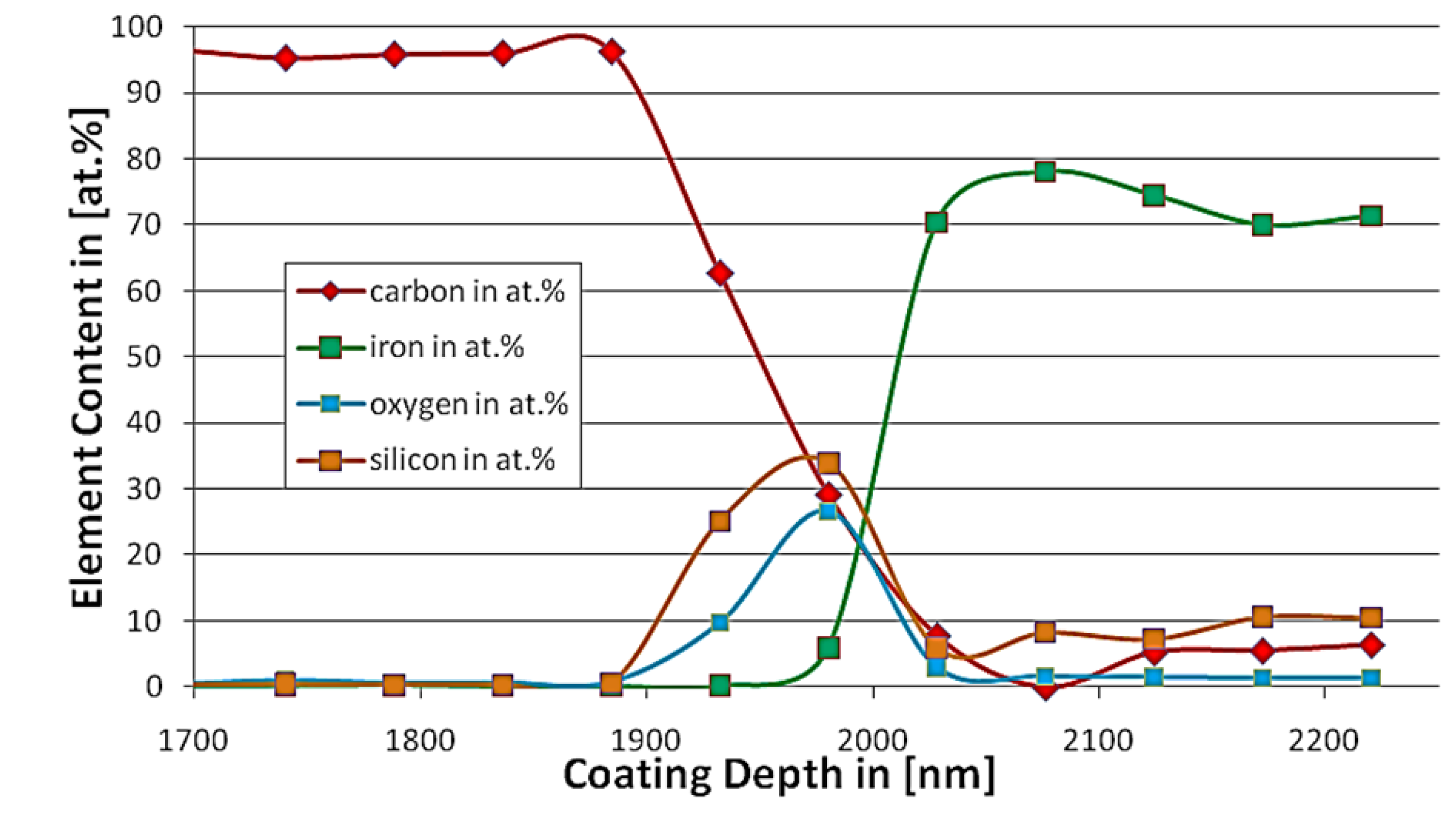
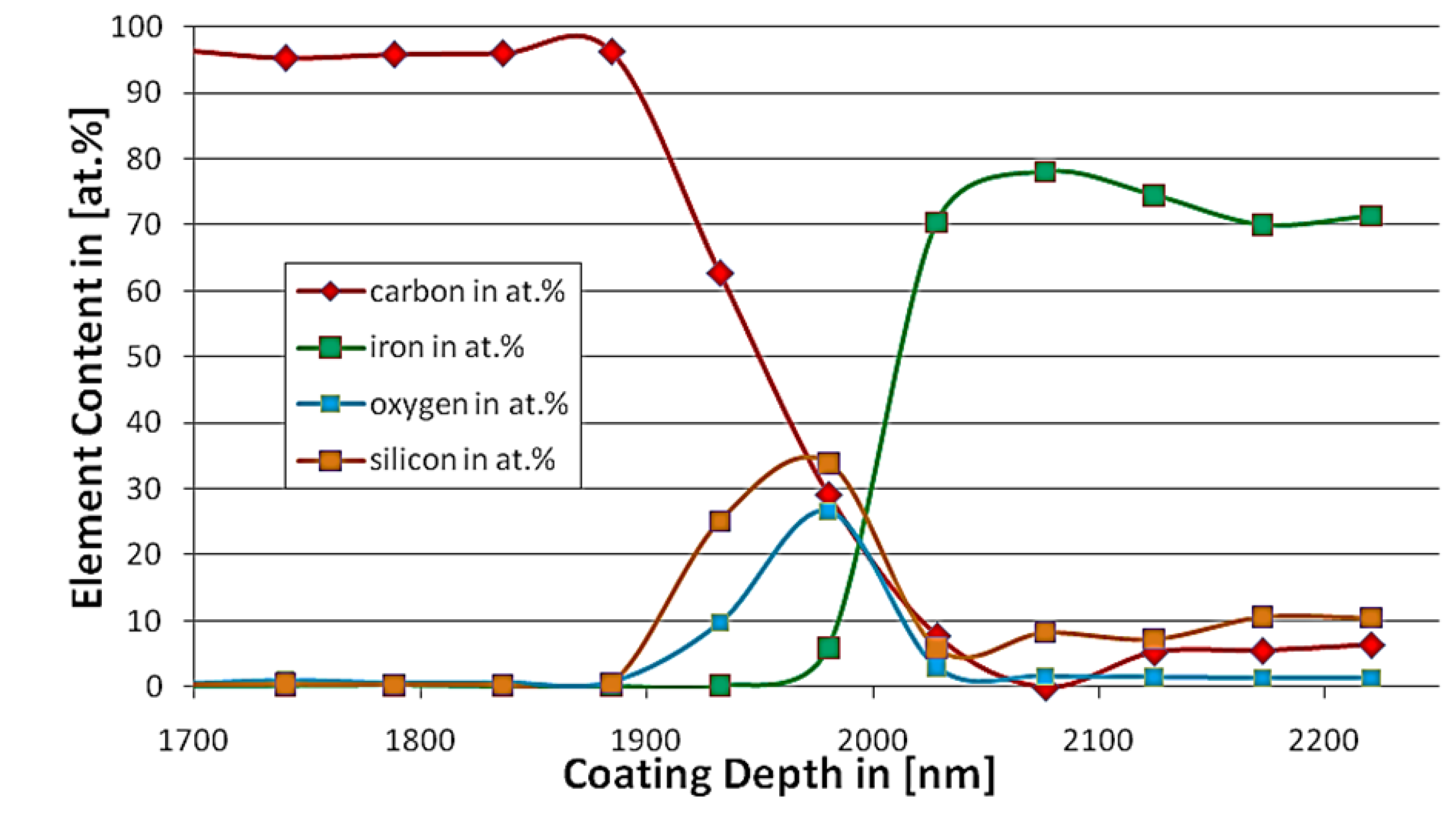
3.1. XPS Depth Profiling Analysis for Coating Thickness Measurements
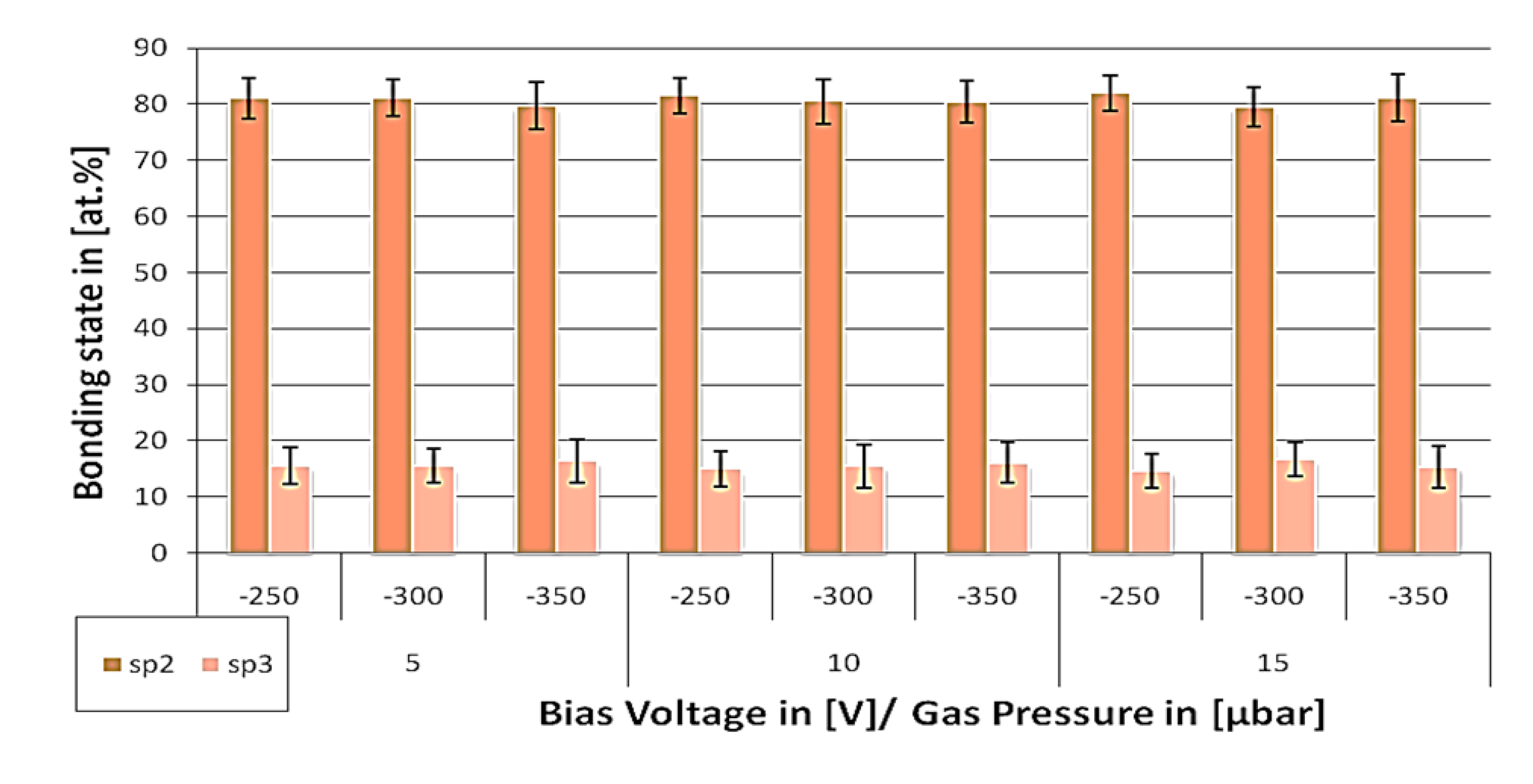
3.2. Determination of Chemical Bonding States (sp2/sp3 Contents) from XPS

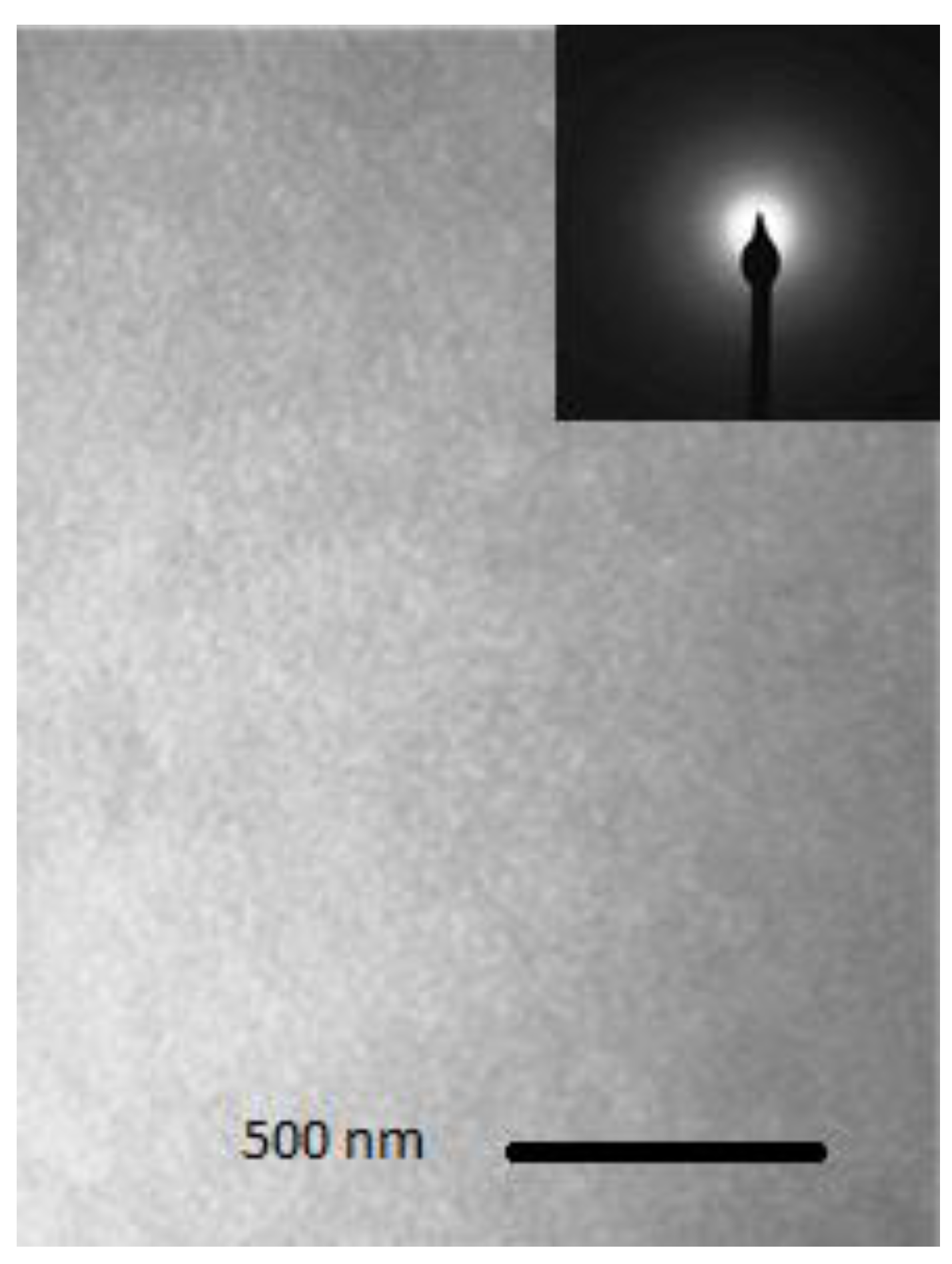
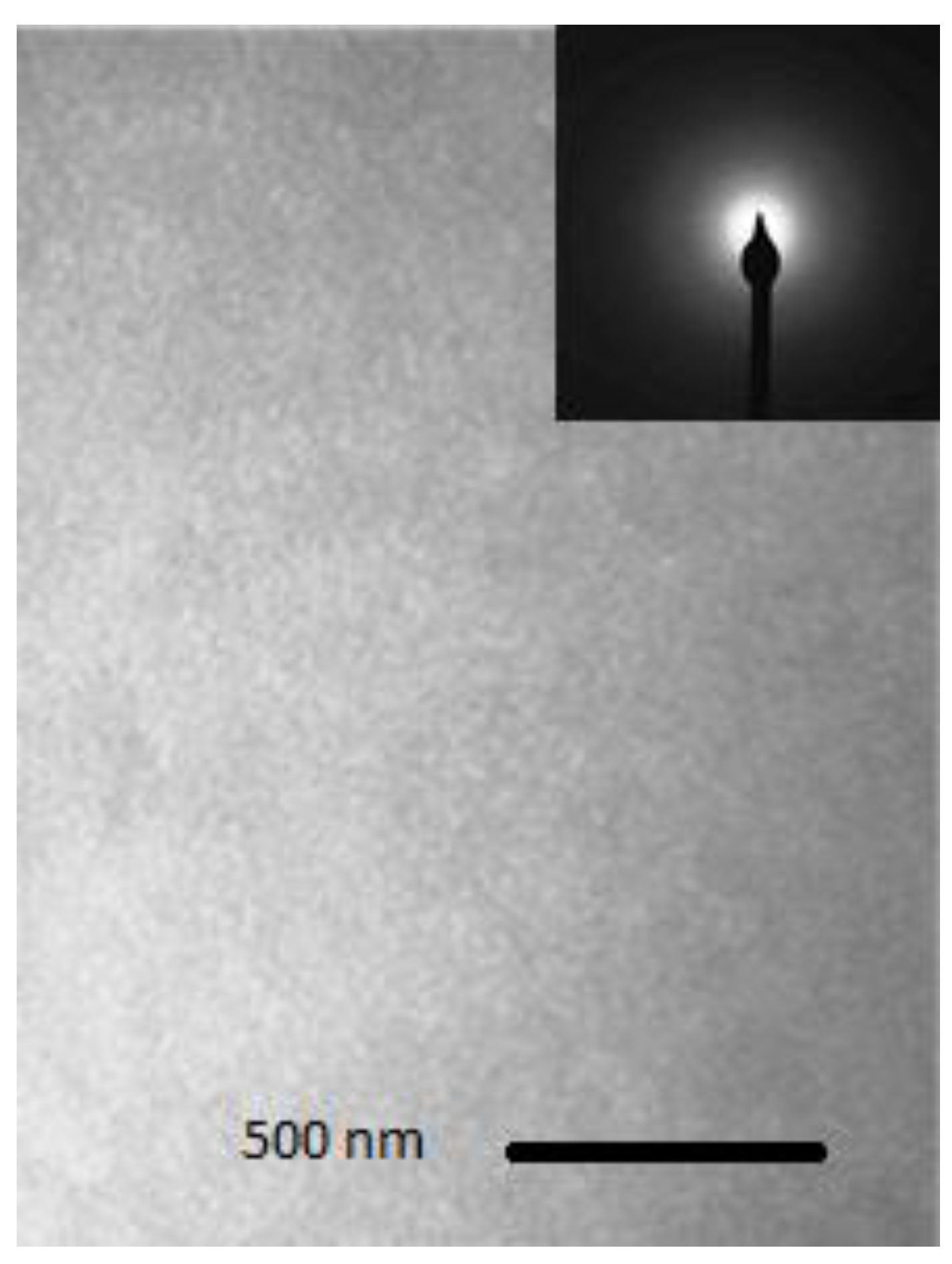
3.3. Structure, Hardness and Modulus of Elasticity Results
| Sample | Hardness [GPa] | Standard Deviation[GPa] | Modulus of Elasticity [GPa] | Standard Deviation [GPa] |
|---|---|---|---|---|
| Uncoated 316L | 2.9 | 0.2 | 220.4 | 12.9 |
| DLC-Si-316L-01 | 25.4 | 1.5 | 190.5 | 7 |
| DLC-Si-316L-02 | 25.6 | 1.3 | 206.6 | 5.6 |
| DLC-Si-316L-03 | 27.3 | 1.7 | 217.8 | 8.5 |
| DLC-Si-316L-04 | 20.6 | 1.2 | 158.9 | 5.4 |
| DLC-Si-316L-05 | 20.6 | 1.2 | 170.5 | 6.3 |
| DLC-Si-316L-06 | 20.3 | 1.3 | 159.6 | 5.8 |
| DLC-Si-316L-09 | 19.0 | 1.1 | 157 | 6.1 |
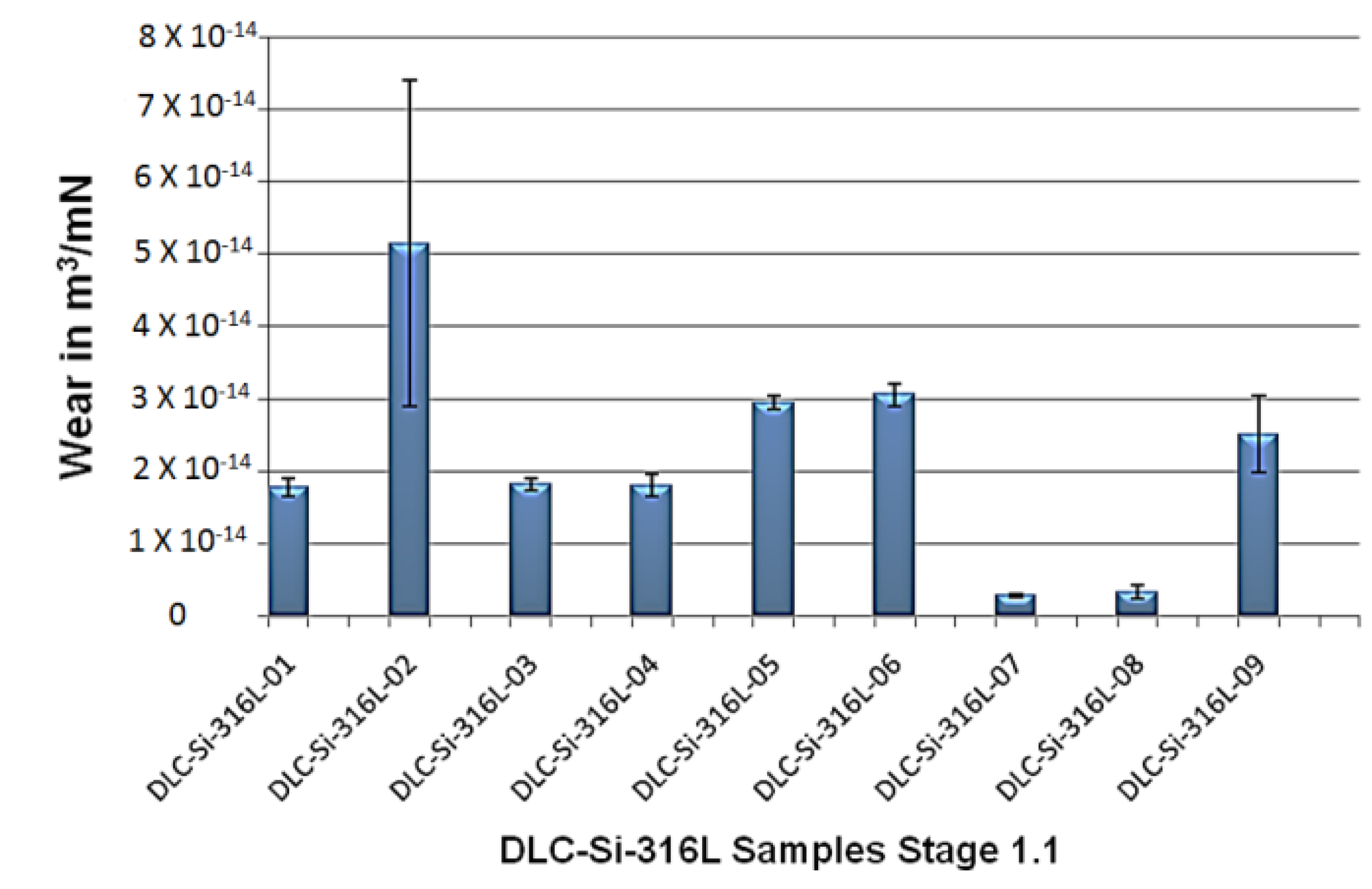
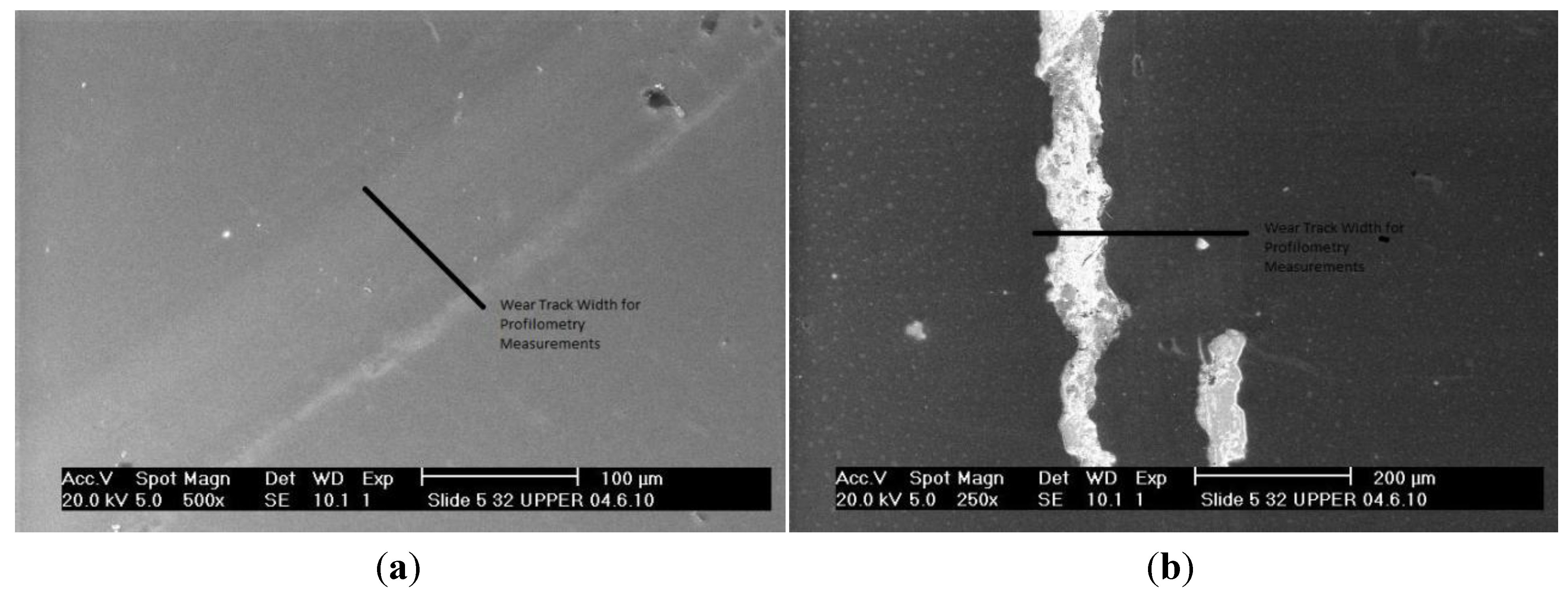
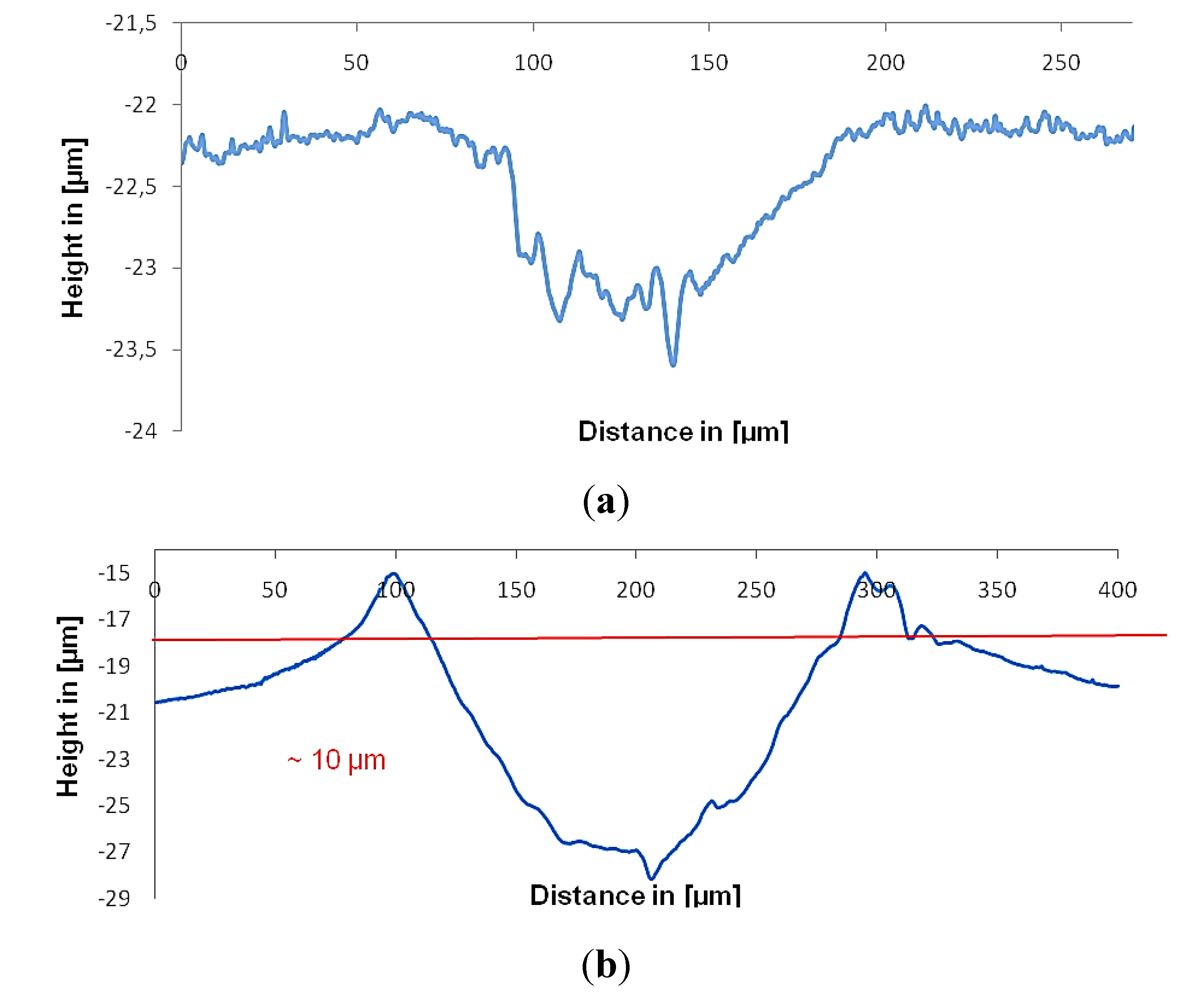
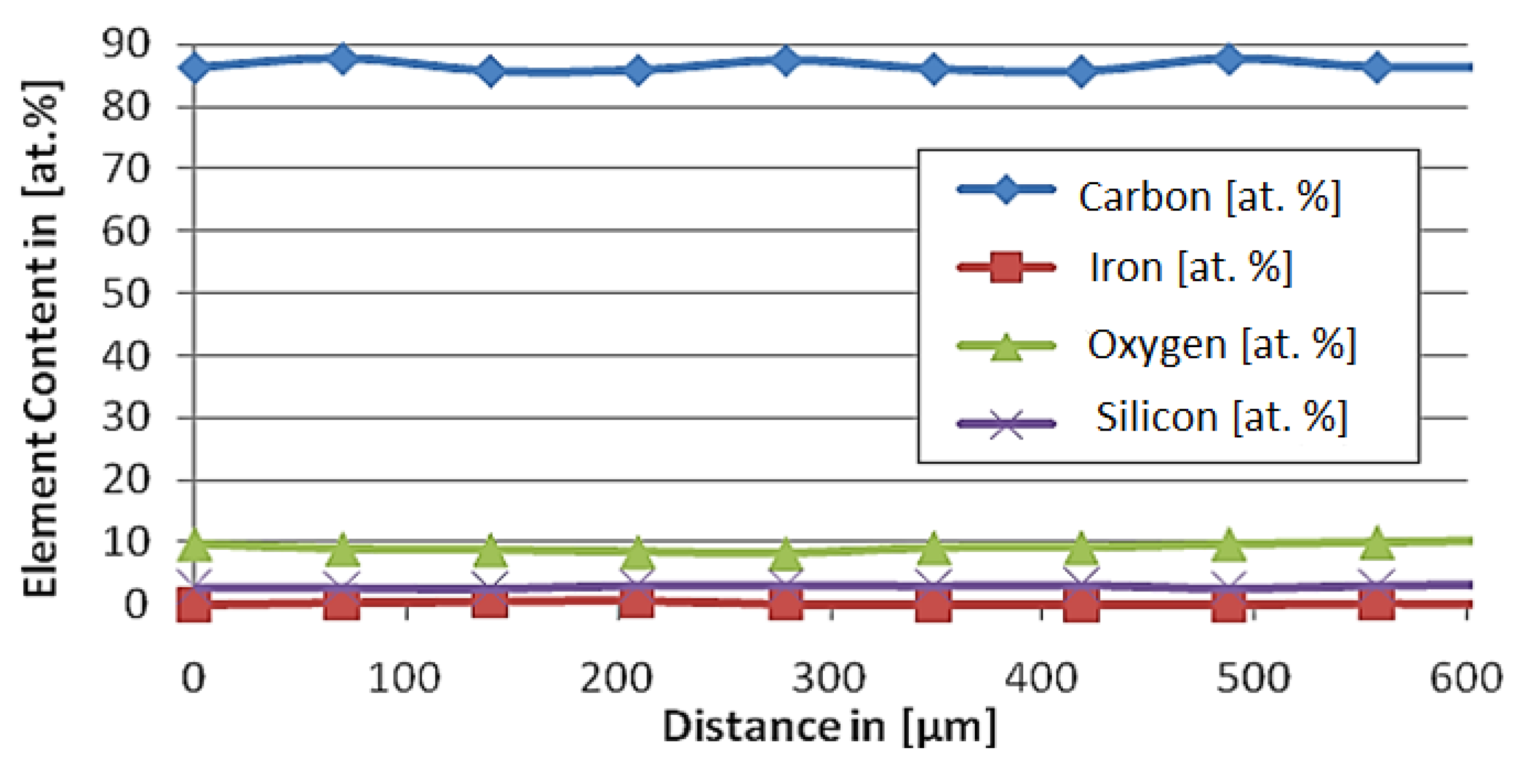
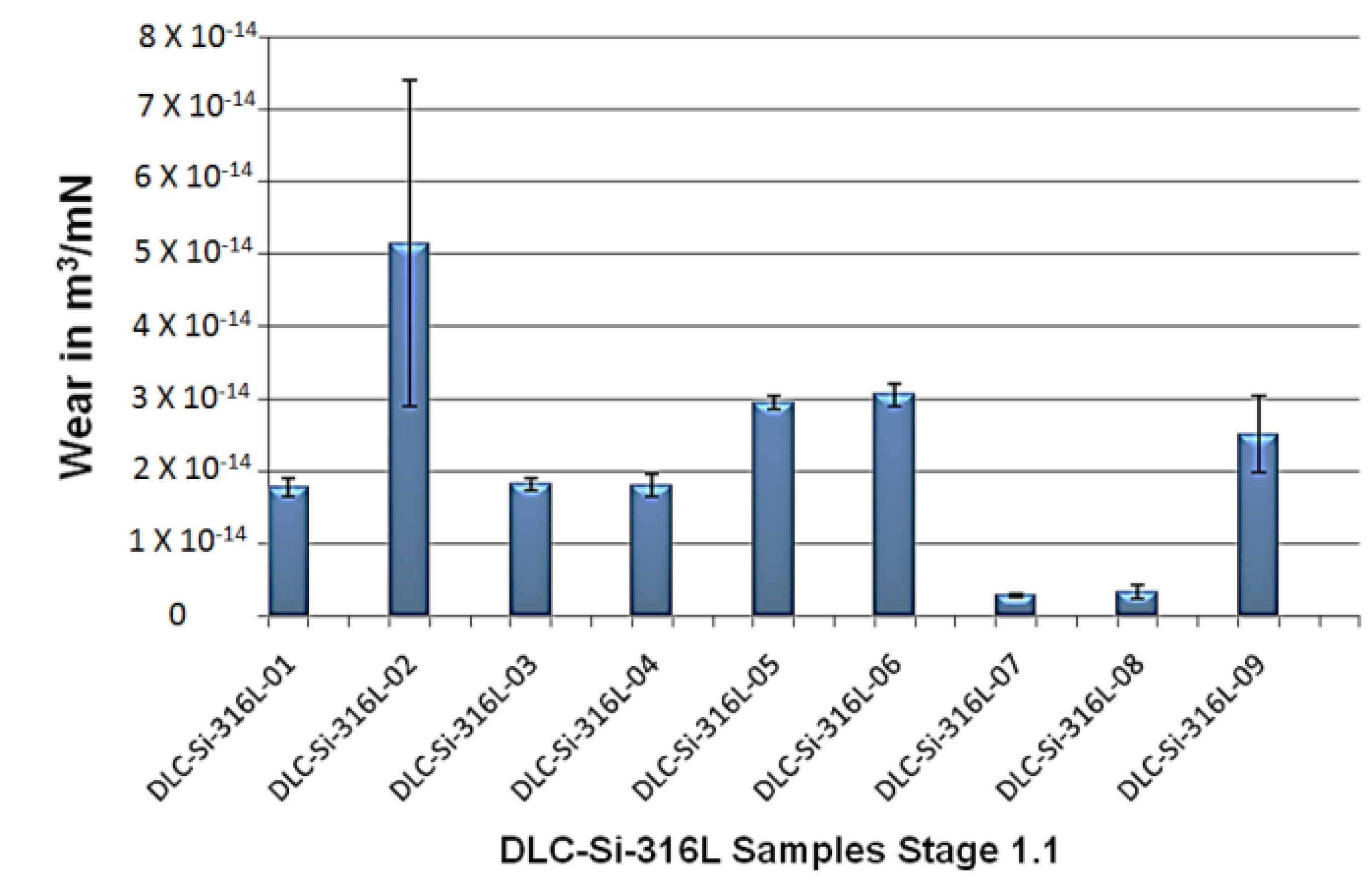
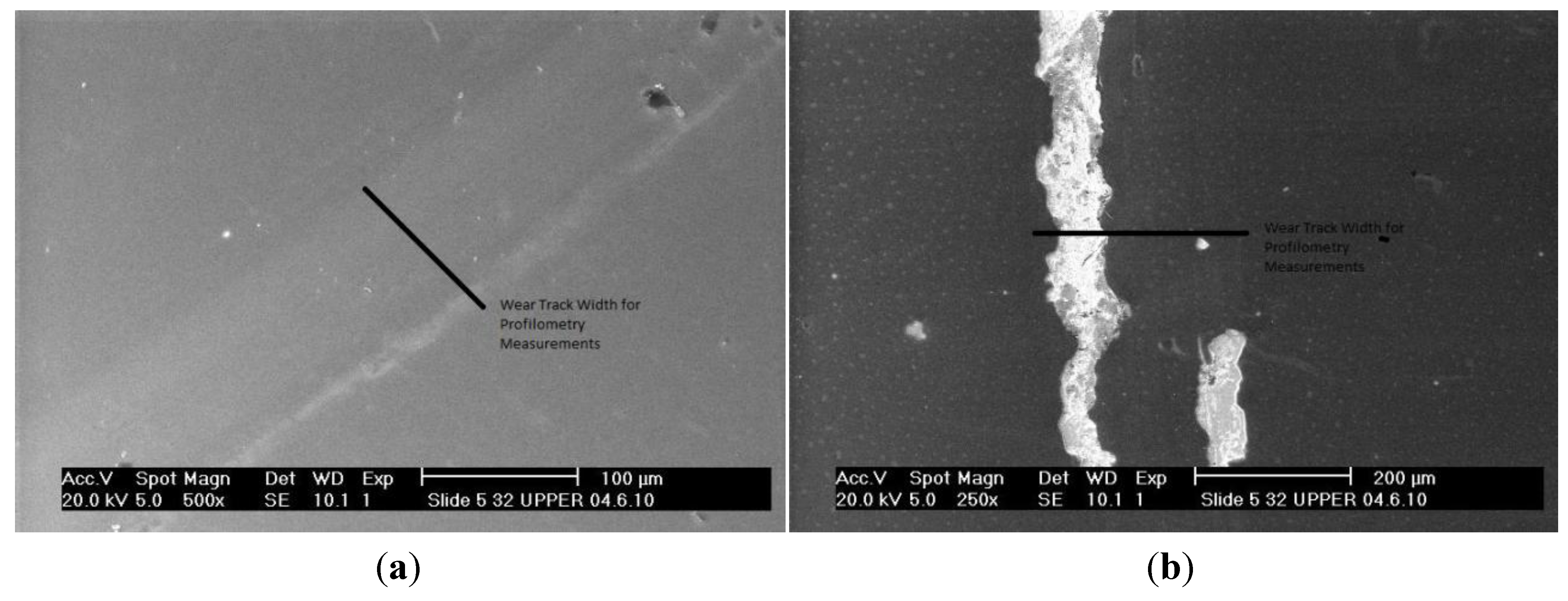
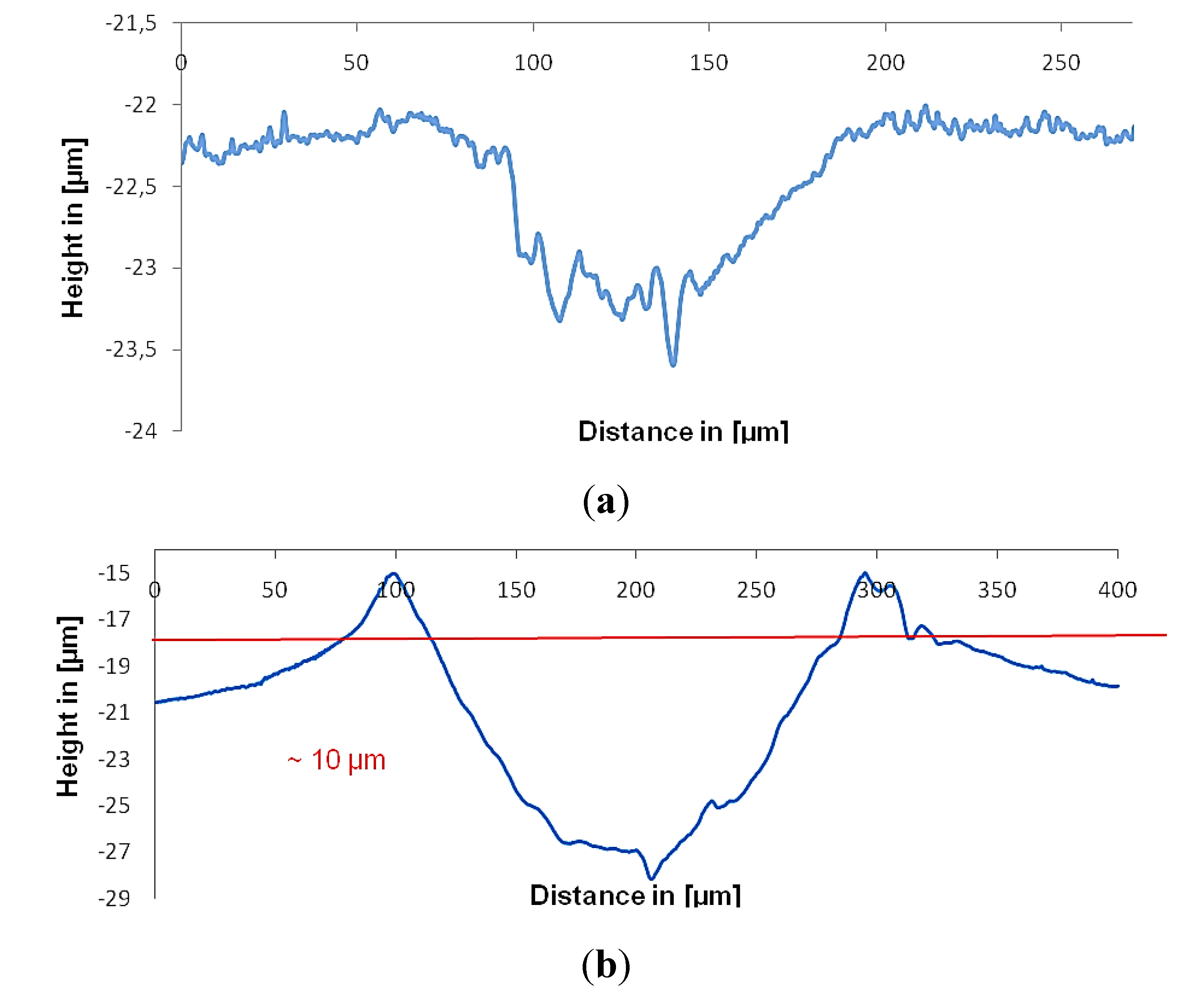
3.4. Wear Test Results

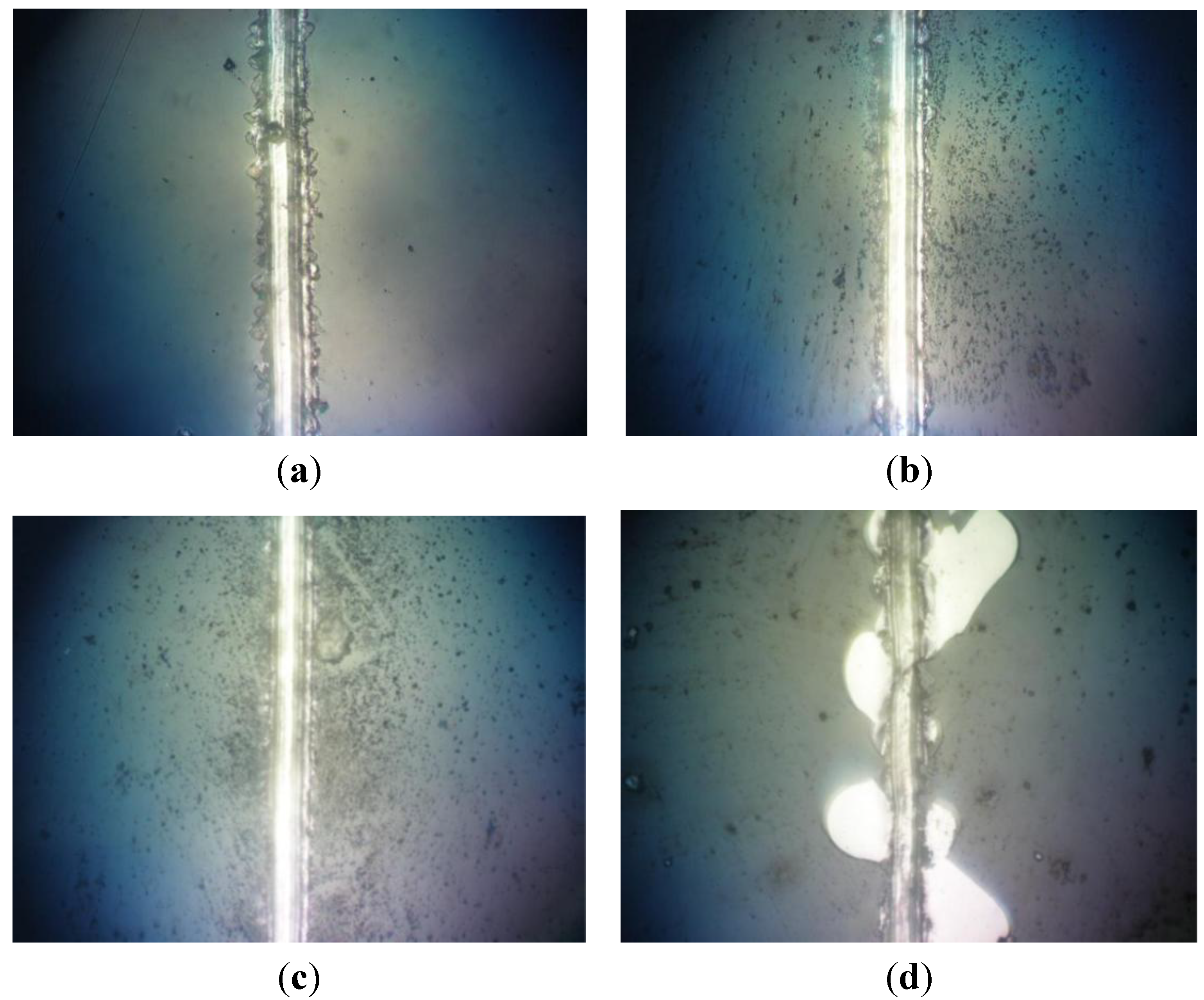
3.5. Adhesion (Scratch Test) Results
4. Discussion
4.1. Influence of Process Parameters on Deposition Rate and Film Thickness
4.2. Influence of Process Parameters on Hardness and Modulus of Elasticity
4.3. Influence of Process Parameters on Wear and Adhesion Characteristics
4.4. Influence of Si Interlayers on the Adhesion and Wear Behavior
5. Conclusions
6. Future Work
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dearnaley, G.; Arps, J. Biomedical applications of diamond-like carbon (DLC) coatings: A review. Surf. Coat. Technol. 2005, 200, 2518–2524. [Google Scholar] [CrossRef]
- Hauert, R. A review of modified DLC coatings for biological applications. Diamond Relat. Mater. 2003, 12, 583–589. [Google Scholar] [CrossRef]
- Thorwarth, G.; Falub, C.; Müller, U.; Weisse, B.; Voisard, C.; Tobler, M.; Hauert, R. Tribological behavior of DLC-coated articulating joint implants. Acta Biomater. 2010, 6, 2335–2341. [Google Scholar] [CrossRef]
- Reisel, A.; Schürer, C.; Müller, E. The wear resistance of diamond-like carbon coated and uncoated Co28Cr6Mo knee prostheses, Diamond Relat. Mater. 2004, 13, 823–827. [Google Scholar]
- Saikko, V.; Ahlroos, T.; Calonius, O.; Kreänen, J. Wear simulation of total hip prostheses with polyethylene against CoCr, alumina and diamond-like carbon. Biomaterials 2001, 22, 1507–1514. [Google Scholar] [CrossRef]
- Sheeja, D.; Tay, B.; Nung, L. Feasibility of diamond-like carbon coatings for orthopaedic applications. Diamond Relat. Mater. 2004, 13, 184–190. [Google Scholar] [CrossRef]
- Galvin, A.; Brockett, C.; Hatto, P.; Burton, A.; Isaac, G.; Stone, M. Comparison of wear of ultra-high molecular weight polyethylene acetabular cups against surface-engineered femoral heads. Proc. Inst. Mech. Eng. H 2008, 222, 1073–1080. [Google Scholar] [CrossRef]
- Xu, T.; Pruitt, L. Diamond-like carbon coatings for orthopaedic applications: An evaluation of tribological performance. J. Mater. Sci. 1999, 10, 83–90. [Google Scholar]
- Dowling, D.; Kola, P.; Donnelly, K.; Kelly, T.; Brumitt, K.; Lloyd, L. Evaluation of diamond-like carbon-coated orthopaedic implants. Diamond Relat. Mater. 1997, 6, 390–393. [Google Scholar] [CrossRef]
- Platon, F.; Fournier, P.; Rouxel, S. Tribological behavior of DLC coatings compared to different materials used in hip joint prostheses. Wear 2001, 250, 227–236. [Google Scholar]
- Kim, W.; Kin, J.; Park, S.; Lee, K. Tribological and electrochemical characteristics of DLC coatings with bias voltage. Met. Mater. Intern. 2005, 11, 473–480. [Google Scholar]
- Shi, X. Hydrogenated diamond-like carbon film deposited on UHMWPE by RF-PECVD. Appl. Surf. Sci. 2009, 255, 246–251. [Google Scholar]
- Puértolas, J.A.; Martínez-Nogués, V.; Martínez-Morlanes, M.; Mariscal, M.; Medel, F. Improved wear performance of ultra high molecular weight polyethylene coated with hydrogenated diamond like carbon. Wear 2010, 269, 458–465. [Google Scholar] [CrossRef] [Green Version]
- Sheeja, D.; Tay, B.; Nung, L. Tribological characterization of diamond-like carbon (DLC) coatings sliding against DLC coatings. Diamond Relat. Mater. 2003, 12, 1389–1395. [Google Scholar] [CrossRef]
- Takeno, T.; Sugawara, T.; Miki, H.; Takagi, T. Deposition of DLC film with adhesive W-DLC layer on stainless steel and its tribological properties. Diamond Relat. Mater. 2009, 18, 1023–1027. [Google Scholar] [CrossRef]
- Azzi, M.; Amirault, P.; Paquette, M.; Klemberg-Sapieha, J.E.; Martinu, L. Corrosion performance and mechanical stability of 316L/DLC coating system: Role of interlayers. Surf. Coat. Technol. 2010, 204, 3986–3994. [Google Scholar] [CrossRef]
- Trava-Airoldi, V.J.; Bonetti, L.F.; Capote, G.; Fernandes, J.A.; Blando, E.; Hübler, R.; Radi, P.A.; Santos, L.V.; Corat, E.J. DLC film properties obtained by a low cost and modified pulsed-DC discharge. Thin Solid Films 2007, 516, 272–276. [Google Scholar] [CrossRef]
- Yong, K.C.; Gang, S.K.; Kyoung, I.M.; Sang, G.K.; Sung, W.K. Tribological properties of the DLC films with different hydrogen content and Si addition. Mater. Res. Soc. Symp. Proc. 2005, 903, 114–119. [Google Scholar]
- Chou, C.C.; Wu, Y.Y.; Lee, J.W.; Yeh, C.H.; Huang, J.C. Characterization and haemocompatibility of fluorinated DLC and Si interlayer on Ti6Al4V. Surf. Coat. Technol. 2013, 231, 418–422. [Google Scholar] [CrossRef]
- Chu, P.K.; Liu, C.L.; Yang, D.Z. In vitro evaluation of diamond-like carbon coatings with a Si/SiCx interlayer on surgical NiTi alloy. Nucl. Instrum. Methods Phys. Res. B 2007, 257, 132–135. [Google Scholar] [CrossRef]
- Choi, H.; Lee, K.R.; Park, S.J.; Wang, R.; Kim, J.G.; Oh, K.H. Effects of plastic strain of diamond-like carbon coated stainless steel on the corrosion behavior in simulated body fluid environment. Surf. Coat. Technol. 2008, 202, 2632–2637. [Google Scholar] [CrossRef]
- Yamauchi, N.; Ueda, N.; Okamoto, A.; Sone, T.; Tsujikawa, M.; Oki, S. DLC coating on Mg-Li alloy. Surf. Coat. Technol. 2007, 201, 4913–4918. [Google Scholar] [CrossRef]
- Erck, R.A.; Nichols, F.A.; Dierks, J.F. Pull-test adhesion measurements of diamond like carbon films on silicon carbide, silicon nitride, aluminum oxide, and zirconium oxide. J. Vac. Sci. Technol. A 1994, 12, 1583–1586. [Google Scholar] [CrossRef]
- Hoffmann, D.M.; Singh, B.; Thomas, J.H., III. Handbook of Vacuum Science andTechnology, 3rd ed.; Academic Press: Waltham, MA, USA, 1998; p. 568. [Google Scholar]
- Sasakim, Y.T. A survey of vacuum material cleaning procedures: A subcommittee report on the American Vacuum Society Recommended Practice Committee. J. Vac. Sci. Technol. A 1991, 9. [Google Scholar] [CrossRef]
- NanoSuite 5; Agilent Technologies Inc: Waldbronn, Germany, 2013.
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Heeg, J.; Rosenberg, M.; Schwarz, C.; Barfels, T.; Wienecke, M. Optimised plasma enhanced chemical vapour deposition (PECVD) process for double layer diamond-like carbon (DLC) deposition on germanium substrates. Vacuum 2009, 83, 712–714. [Google Scholar]
- Ward, L.P. Studies of Ion Plated Coatings for Biomedical Applications. Ph.D Thesis, University of Northumbria, UK, 1991. [Google Scholar]
- Huang, L.; Xu, K.; Lu, J.; Guelorget, B.; Chen, H. Nano-scratch and fretting wear study of DLC coatings for biomedical application. Diamond Relat. Mater. 2001, 10, 1448–1456. [Google Scholar] [CrossRef]
- Poliakov, V.; Siqueira, M.; Veiga, W.; Hümmelgen, I.; Lepienski, C. Physical and tribological properties of hard amorphous DLC films deposited on different substrates. Diamond Relat. Mater. 2004, 13, 1511–1515. [Google Scholar] [CrossRef]
- Wu, J.B.; Chang, J.J.; Li, M.Y.; Leu, M.S.; Li, A.K. Characterization of diamond-like carbon coatings prepared by pulsed bias cathodic vacuum arc deposition. Thin Solid Films 2007, 516, 243–247. [Google Scholar] [CrossRef]
- Robertson, J. Diamond-like amorphous carbon. Mater. Sci. Eng. R 2002, 37, 129–281. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Ward, L.; Junge, F.; Lampka, A.; Dobbertin, M.; Mewes, C.; Wienecke, M. The Effect of Bias Voltage and Gas Pressure on the Structure, Adhesion and Wear Behavior of Diamond Like Carbon (DLC) Coatings With Si Interlayers. Coatings 2014, 4, 214-230. https://doi.org/10.3390/coatings4020214
Ward L, Junge F, Lampka A, Dobbertin M, Mewes C, Wienecke M. The Effect of Bias Voltage and Gas Pressure on the Structure, Adhesion and Wear Behavior of Diamond Like Carbon (DLC) Coatings With Si Interlayers. Coatings. 2014; 4(2):214-230. https://doi.org/10.3390/coatings4020214
Chicago/Turabian StyleWard, Liam, Fabian Junge, Andreas Lampka, Mark Dobbertin, Christoph Mewes, and Marion Wienecke. 2014. "The Effect of Bias Voltage and Gas Pressure on the Structure, Adhesion and Wear Behavior of Diamond Like Carbon (DLC) Coatings With Si Interlayers" Coatings 4, no. 2: 214-230. https://doi.org/10.3390/coatings4020214