1. Introduction
The modern automobile is a grand assemblage of parts made from a variety of materials. Many of these parts have a protective coating applied to improve the appearance or provide additional durability to the substrate. In many coating systems the uppermost layer is a clear coating (ranging between 5–50 µm in thickness), which not only protects the underlying layers or substrate from chemical and UV degradation, but also provides protection from mechanical damage that can result in surface blemishes/scratches. Consumers desire a permanent, scratch-free finish on all parts of their vehicles, which is evidenced by scratch performance becoming the highest rated customer concern for automotive paint systems [
1].
On contemporary vehicles, the surfaces of the vehicle most prone to scratching are the exterior paint finish, small exterior trim pieces such as door handle pockets or pillar appliques, and interior trim components. However, future vehicle construction may place other scratch prone materials in areas susceptible to scratch damage. In particular, to improve fuel economy, automotive original equipment manufacturers (OEMs) are increasingly using different, lighter materials for vehicle bodies and components. Examples of potential new materials that may see increased usage and be prone to scratch damage are polycarbonate (PC)/hardcoat systems for glazing (windows) and mold-in-color (MIC) plastics to replace painted interior and exterior components. While the scratch performance of automotive exterior paint has been an area of extensive research over the past 10+ years, the scratch performance of MIC plastics and PC/hardcoat systems in automotive applications has not been as thoroughly investigated. The scratch performance of PC glazing systems in particular is critical due to government regulations that mandate levels of optical clarity.
Regardless of the substrate, scratch events occur along a continuum of sizes, from very small, micron size scratches that do not scatter appreciable amounts of light, to very large, millimeter width scratches that appear white due to fractures in the clearcoat. At the smaller end of the size spectrum are car wash scratches, which are typically caused by automatic car wash brushes and home car washing, and can be observed on the painted surfaces of vehicles. These are often referred to as mars in the coatings literature. These car wash scratches are typically only a few microns in width and depth, and do not fracture the clearcoat [
2,
3]. At the other end of the spectrum are deep and wide scratches that are caused by objects being translated across a surface with an appreciable normal force, such as tree branches, keys, and shopping carts. These scratches typically lead to fracture of at least part of the clearcoat and may in extreme cases propagate all the way to the material substrate where additional damage may initiate.
In this paper we review the current understanding of the scratch performance of automotive coatings with particular emphasis on the scratch performance of exterior automotive paint for the vehicle body, and compare that performance to the relatively unknown performance of hardcoats for PC glazing application. We compare and contrast both the intrinsic behavior of the coatings, the performance requirements of each application, and the unique test conditions that are used to assess both initial and long term behavior.
2. Exterior, Painted Class-A Body
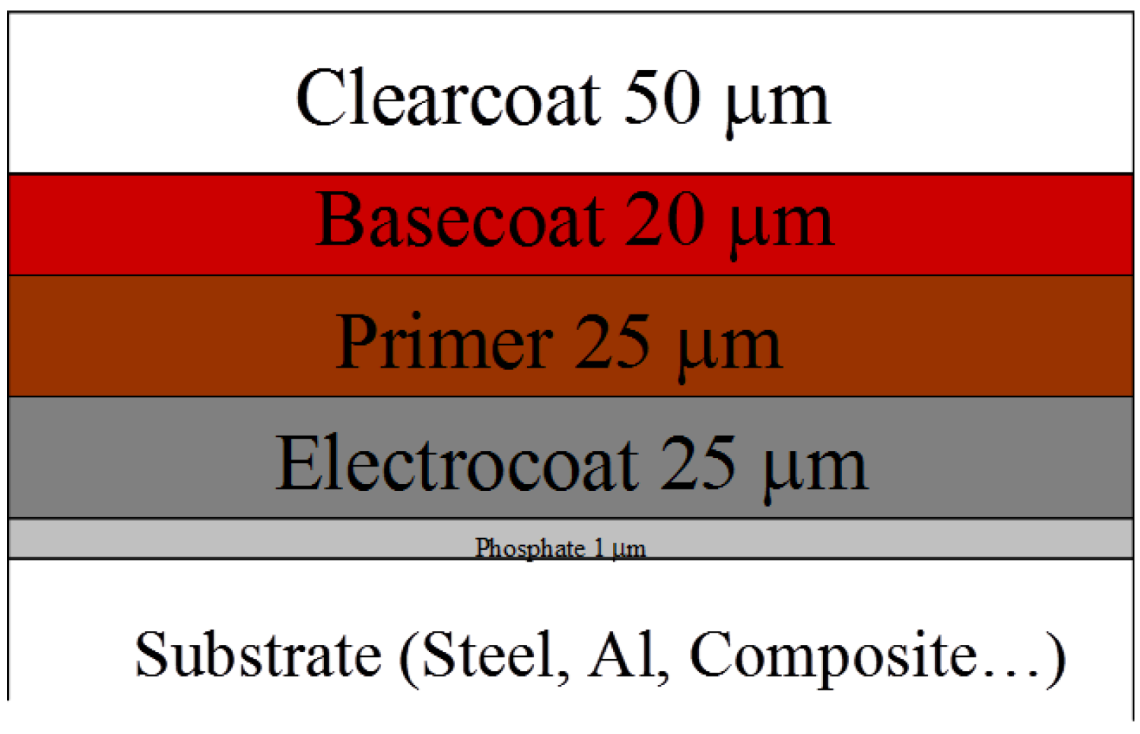
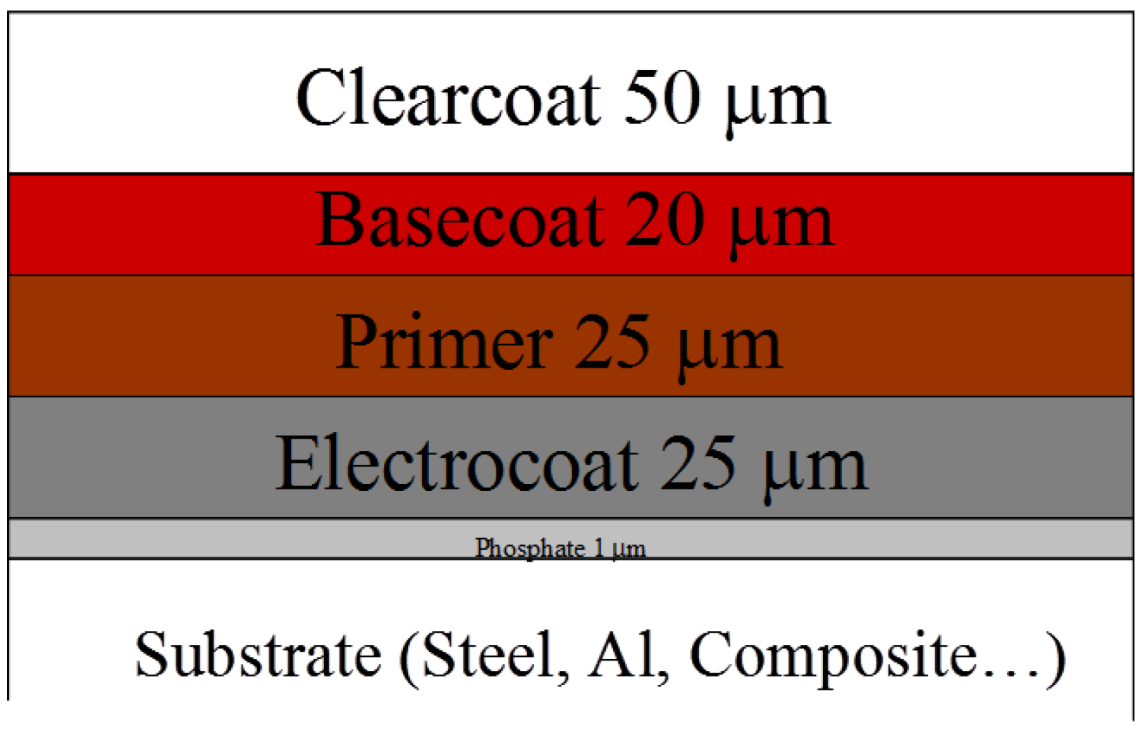
Exterior automotive basecoat/clearcoat paint systems (
Figure 1) were introduced to the market in the 1980s to improve the initial and long-term appearance of vehicles. Over the years, a variety of different clearcoat chemistries have been commercialized, including acrylic melamine, carbamate, and polyurethane formulations. These chemistries, and the ways in which they are formulated, give rise to performance attributes that can vary greatly between the individual formulations as well as the underlying chemistries. Clearly, automotive customers would prefer their vehicles to have pristine, scratch free finishes for the life of their vehicles. The inherent nature of the clearcoats used on auto bodies makes this goal all but impossible to achieve due to the organic binders that are used in automotive paint.
Figure 1.
Schematic of typical automotive basecoat/clearcoat paint system.
Figure 1.
Schematic of typical automotive basecoat/clearcoat paint system.
Coatings that either resist as many scratch events as possible, reduce their visibility or heal within a reasonable period where the customer perceives a reduction in scratches, are a development focus of automotive paint suppliers. However, it must be insured that any improvement in the scratch resistance of the clearcoat does not come at the cost of other performance attributes, such as long-term weatherability, chip, or etch resistance.
Consumers in different geographical regions have different levels of expectation with regard to scratch performance. North American consumers are most concerned about large, fracture scratches. In Europe, where automatic car washes often utilize stiff, plastic bristles, consumers are more concerned with car wash scratches and the associated loss of gloss. Unfortunately, each type of scratch has a unique damage mechanism, so improving a clearcoat’s resistance to one type of scratch may not improve its resistance to the other type. Considerable effort has recently been put into formulating clearcoats with a noticeable improvement in scratch resistance [
4,
5,
6,
7,
8,
9,
10]. Unfortunately, it is unclear how good is “good enough” when comparing laboratory scratch data to customer perception.
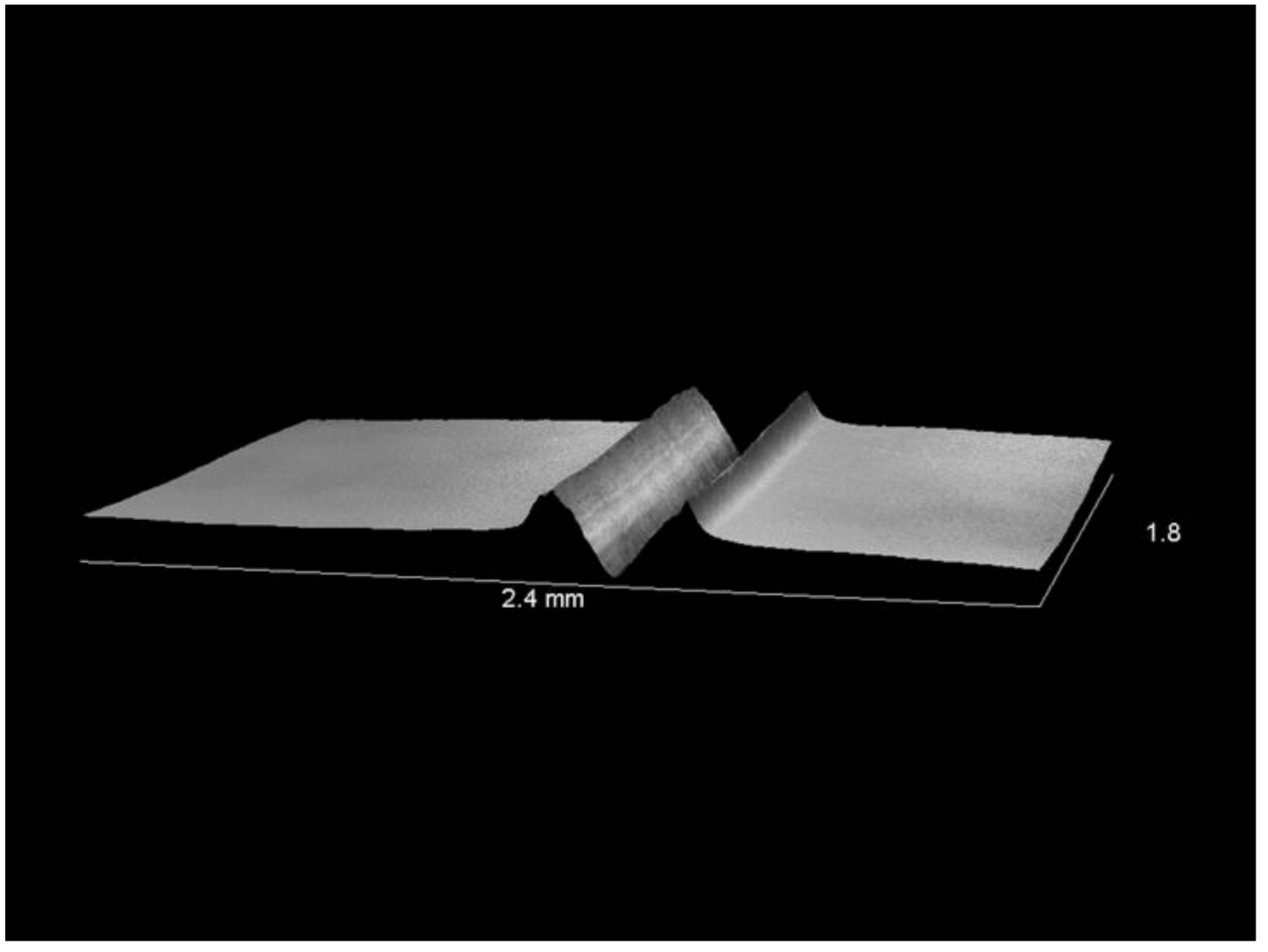
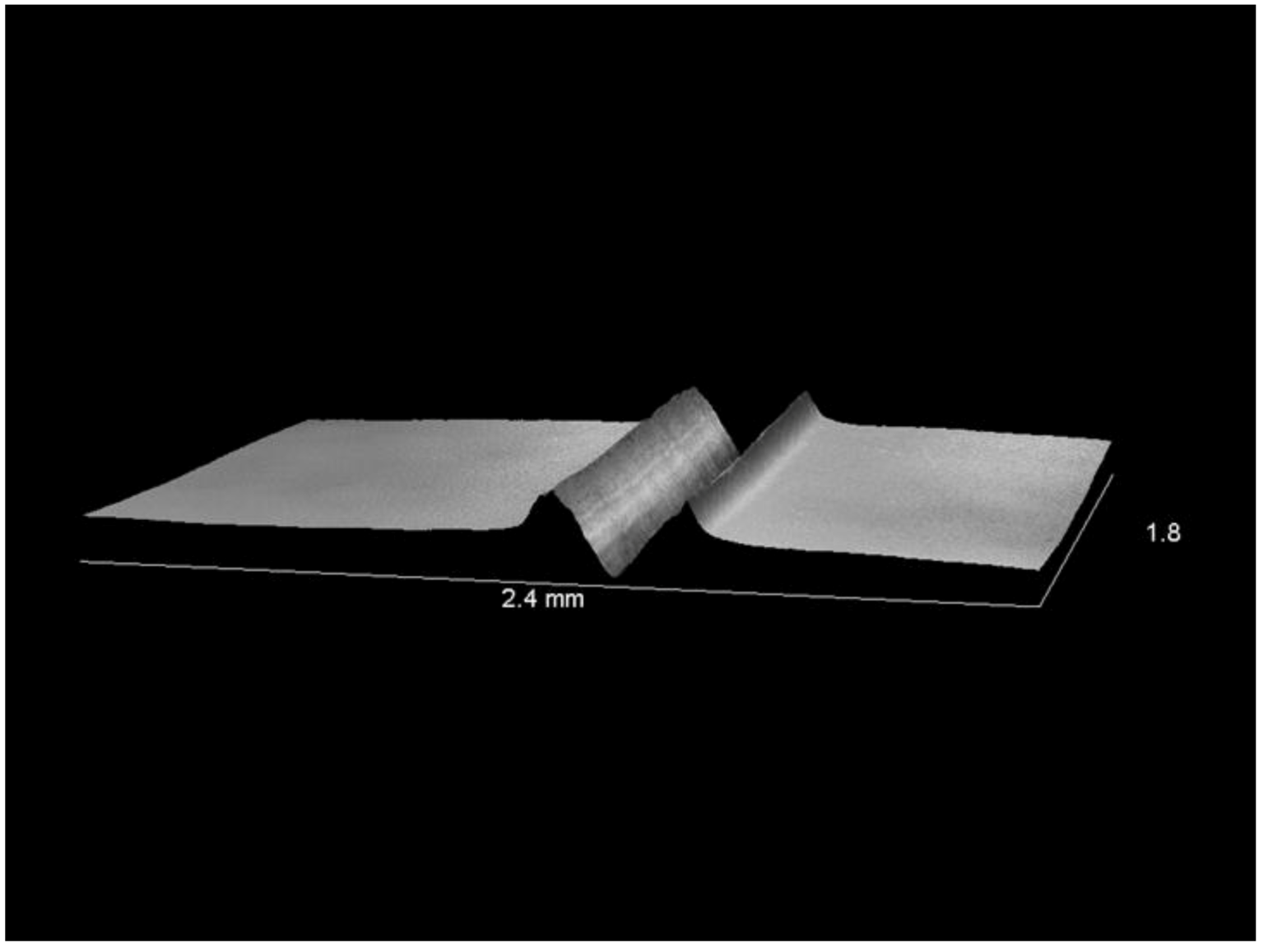
A 3-D profile of a mar in an automotive clearcoat created using a macro-scratch tester is shown in
Figure 2. Details about the macro-scratch testing apparatus and clearcoats tested were previously published [
5]. Of note is the shallow depth of penetration and the small shoulders that remained after deformation by the scratch tip. A minimal amount of material was removed from the surface during the mar event. When mars occur in large numbers, they can reduce the overall gloss of the clearcoat. It is usually difficult to detect a single mar in a clearcoat finish with the naked eye, due to its nature and size. However, as the paint system is exposed to continued car washing, their numbers increase, along with their visibility. Once a significant number of car wash scratches are present, they can be easily seen on bright, sunny days, while observing the paint finish at a shallow angle.
Figure 2.
Mar caused by macro-scratch tester equipped with 460 mm radius diamond tip at 14 N force [
5].
Figure 2.
Mar caused by macro-scratch tester equipped with 460 mm radius diamond tip at 14 N force [
5].
An example of a larger, fracture scratch produced using the same macro-scratch tester is shown in
Figure 3. These fracture scratches are caused by more severe contact damage from larger asperities and higher forces, such as keys, tree branches, grocery carts, and anything else that is translated across the surface with a large amount of force. Here, a jagged scratch profile was present after loading. Much of the profile’s shape was a result of material removal. Any radial cracks or other damage fracturing the clearcoat will scatter light and make the scratch appear white, causing the scratch to be easily visible to the naked eye. Fracture scratch widths on vehicles can range from very small (under 25 µm) to very large (over 1 mm).
Figure 3.
Fracture scratch caused by macro-scratch tester equipped with 460 mm radius diamond tip at 24 N force [
5].
Figure 3.
Fracture scratch caused by macro-scratch tester equipped with 460 mm radius diamond tip at 24 N force [
5].
Clearly, a coating’s resistance to both plastic deformation and fracture are key contributors to its scratch resistance. One approach to improved scratch resistance has been to increase the crosslink density of the clearcoat in an effort to improve the yield strength of the network [
4,
6]. These efforts have led to mixed results. The improved yield strength does lead to reduced amounts of plastic deformation, which in turn increases the marring resistance. In addition, the initial fracture scratch resistance also increases. However, an increase in nano-scratch resistance does not always lead to an increase in large scale scratch resistance, as has been demonstrated via nano-scratch testing [
5].
During nano-scratch testing, a force is applied to a coating normal to the coating surface via a 2 µm radius conical scratch tip. As the sample is moved laterally, the normal force is increased, typically from 0 to 100 mN, at a constant rate until the clearcoat fractures and fracture scratches appear in the clearcoat surface (as viewed under a microscope). This critical fracture force is recorded as a measure of the “scratch resistance” of the clearcoat. The amount of plastic deformation that occurs (residual penetration depth) with a 5 mN normal force is also recorded. This second value is thought to be inversely proportional to the mar resistance of the coating; that is the ability of the clearcoat to resist light deformation that does not fracture the surface. The less deformation that occurs, the more resistant the coating is to this type of marring damage. A representative variety of clearcoat technologies that have been characterized via nano-scratch testing is shown in
Figure 4. The clearcoats with the highest crosslink density, such as those cured via UV initiated radical crosslinking, possessed a higher fracture scratch resistance compared to thermally cured clearcoats that achieved a lower crosslink density. Less differentiation was observed between the clearcoats’ mar resistance (deformation @ 5 mN). The crosslink density of the UV curable clearcoats is significantly higher (5–8 × 10
−3 mol/cc) than that of the thermally cured clearcoats (~2 × 10
−3 mol/cc) [
5,
11].
Figure 4.
Nano-scratch data for an array of automotive clearcoat chemistries.
Figure 4.
Nano-scratch data for an array of automotive clearcoat chemistries.
While the nano-scratch behavior is improved by an increase in crosslink density, the increase comes at the price of long-term cracking resistance [
11], which implies the flaw sensitivity of the coating has been raised to an untenable level. This increased flaw sensitivity (decrease in fracture toughness) is a common outcome of an increase in yield strength [
12,
13]. While increasing fracture toughness should also increase the coatings ability to resist fracture type scratches, further work is necessary to understand the compromises between increased crosslink density and long term durability [
14,
15].
Other workers have sought to improve the scratch/mar resistance of clearcoats through the introduction of nanoparticles [
7,
8]. The nanoparticles can be uniformly distributed throughout the coatings or they can be designed to preferentially segregate to the top surface. The nanoparticles are presumed to increase the surface hardness and resistance to indentation. The abrasion resistance of thin film nano-composites has been shown to increase as a result of small grain sizes and complex grain boundaries of crystalline materials and a lower atomic packing density of an amorphous phase [
16]. For those coatings that contain nanoparticles primarily at the surface, the long-term resistance to scratching is not known. Morphological changes that occur during weathering may reduce the effectiveness of this approach [
17]. Also, it has been shown that forces during scratch events can reach upwards of 35 N [
5], a thin nanoparticle/resin layer will likely not be able to survive these loads, resulting in deep scratches of similar morphology to those seen in standard thermoset systems.
Coating mars can potentially be healed in some coatings by briefly increasing the temperature of the coating. This healing is thought to occur due to reflow of the coating into the damaged area. Specific formulations of polyurethane clearcoats have the ability to recover between ~80%–90% of the scratch/mar’s shoulder height and trough depth compared to current acrylic/melamine/silane formulations which recover between ~35%–60% [
18]. While these thermally healing coatings have been shown to reduce the shoulder and trough heights/depths of mars/scratches, they cannot heal any cracks that occur during fracture scratch events. As such, these coatings have been targeted for applications where marring events are of bigger concern than fracture scratch events.
Self-healing technology based on the inclusion of secondary, healing particles into a coating binder has also been developed [
19,
20]. During a damage event, the secondary particles rupture and release their catalytic liquid phase which flows into the damaged area and reacts with a second phase present in the matrix. These systems are especially efficient at reducing the corrosion that results from scratches that reach the metal substrate. However, it is unlikely these systems can significantly reduce the visibility of fracture scratches, as the clear material likely cannot enter and sufficiently repair cracks in the matrix to eliminate their visibility. Also, current state of the art microcapsules are too large to include in clearcoat formulations, as they would scatter light reducing the transparency of the clearcoat.
3. Polycarbonate Window Glazings
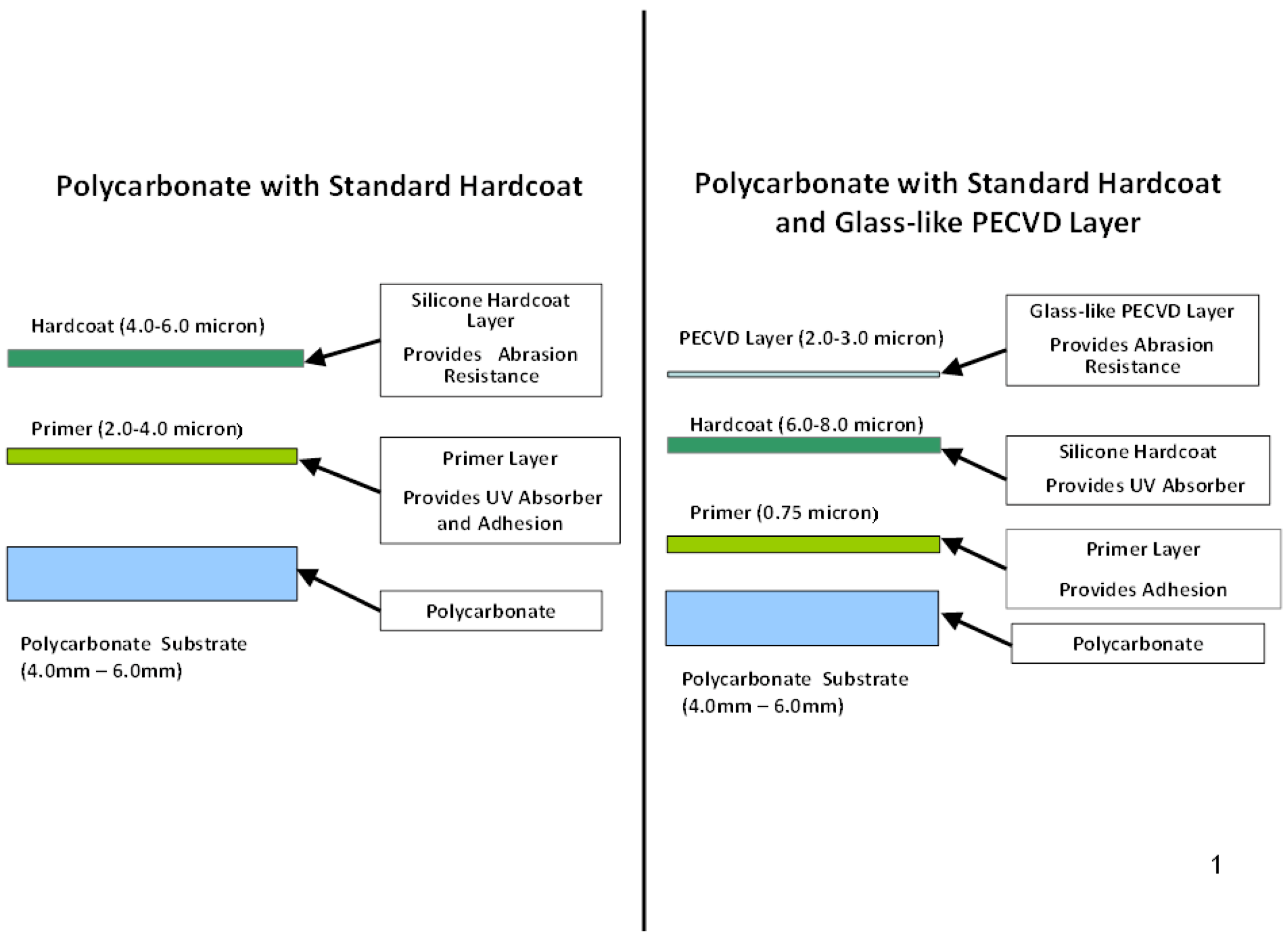
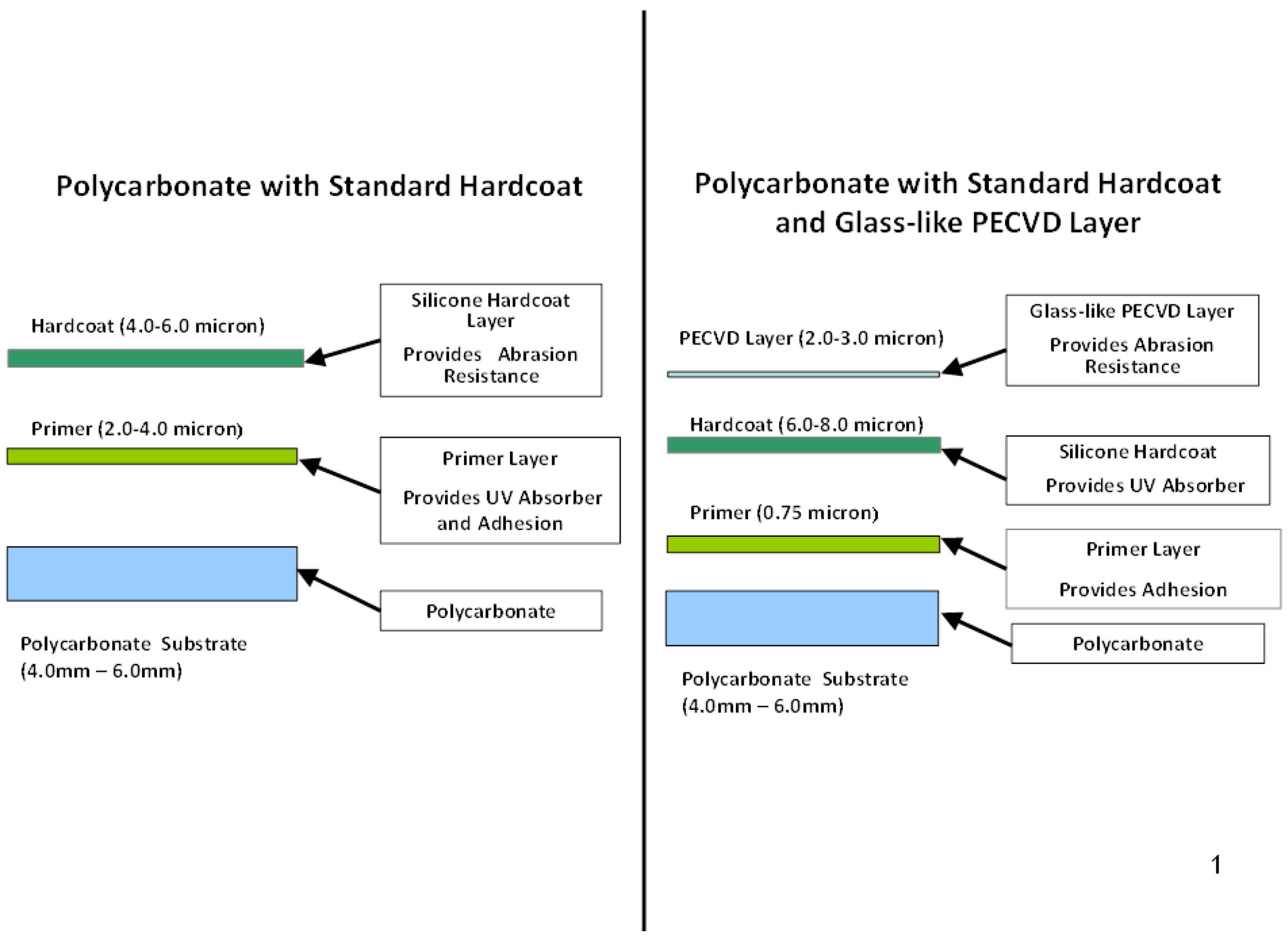
The use of light-weight materials such as PC to produce automotive window glazings is being investigated by many OEMs in the automotive industry. Polymeric glazings are desirable because of their ability to reduce weight by up to 40%–50% and improve fuel economy while providing exceptional optics and impact resistance. The injection molding process used for PC enables breakthrough styling for innovative designs, as well as part integration which reduces cost. Clear silicone hardcoats are used to enhance the durability of the PC substrate. These coatings are used to prevent UV degradation of the PC and provide scratch resistance. Silicone hardcoats can be further enhanced to resist scratching by the deposition of a thin glass-like layer over the top of the hardcoat layer by means of Plasma Enhanced Chemical Vapor Deposition (PECVD) which provides an extremely hard, scratch resistant surface over the hardcoat [
21].
Figure 5 is a schematic of the two coating systems.
Figure 5.
Schematic of typical hardcoat structure on polycarbonate.
Figure 5.
Schematic of typical hardcoat structure on polycarbonate.
As with clearcoats for paint, harder coatings are desired for scratch resistance, however, a harder coating has reduced toughness. This reduced toughness can, as in the case for clearcoats, result in premature microcracking of the hardcoat layer due to the thermal expansion differences between the underlying PC substrate and the hardcoat itself. Hardcoats for polymeric glazings are typically formulated to be much thinner than clearcoats for paints (approximately 10–15 µm vs. 50 µm) to help minimize the tendency for microcracking. Similar to clearcoats for paint, customers are concerned with the scratch performance of PC glazings. Glazings require excellent optical performance, which customers and governmental bodies expect to be maintained over the life of the vehicle. Therefore, only minimal scratching of the glazing is permitted. These optical requirements are typically not an issue with traditional glass systems because of the hardness of the glass material itself.
The nature of a painted part dictates that the clearcoat layer for paint systems is only viewed in reflection. On the other hand, the hardcoat on polymeric glazings is viewed in both reflection and transmission. The transmitted component is of greater importance for driver visibility out of the vehicle. Scratches in the hardcoat, whether micro or macro, affect the clarity of images seen by the driver and contribute to transmitted haze. Scratch resistance for automotive hardcoat applications is governed by a Federal Motor Vehicle Safety Standard [
22] and accompanying test method [
23]. Currently these standards require that all glazings cannot exceed a given transmitted haze level after being subjected to abrasion by a Taber abraser (Taber Industries, North Tonawanda, NY, USA). This device uses a pair of abrasive wheels, consisting of either aluminum oxide or silicon carbide particles in a resilient binder, rotated at a specified speed and load to scratch the coating surface [
24]. Depending on the location of the glazing on the vehicle, the haze value cannot exceed the given value shown in the standards after a specified number of wheel rotations.
Table 1 shows transmitted haze results for annealed glass, standard PC hardcoat, and the glass-like PECVD layer hardcoat while current haze requirements for glazings are shown in
Table 2.
Table 1.
Haze Values for polycarbonate with standard hardcoat, polycarbonate with standard hardcoat and Plasma Enhanced Chemical Vapor Deposition (PECVD) glass layer, and annealed glass after scratching by Taber Abraser.
Table 1.
Haze Values for polycarbonate with standard hardcoat, polycarbonate with standard hardcoat and Plasma Enhanced Chemical Vapor Deposition (PECVD) glass layer, and annealed glass after scratching by Taber Abraser.
| Test | PC with Standard | PC with Standard HC and | Annealed |
|---|
| Hardcoat (Figure 5) | PECVD glass layer (Figure 5) | Glass |
|---|
| Taber 500 | 3%–5% | <1% | <1% |
| cycle | Δ Haze | Δ Haze | Δ Haze |
| Taber 1000 | 8.0%–9.8% | 1.1%–1.8% | <1% |
| cycle | Δ Haze | Δ Haze | Δ Haze |
Table 2.
Transmitted haze requirements for glazings in various vehicle locations.
Table 2.
Transmitted haze requirements for glazings in various vehicle locations.
| Location | Transmitted Haze | Example |
|---|
| Non-vision area | Limit of 15% haze after 100 Taber cycles | Moonroof |
| Vision area | Limit of 4% haze after 100 Taber cycles and 10% haze after 500 Taber cycles | Rear window |
| Vision area—safety glazings | Limit of 2% haze after 1000 Taber cycles | Side door window |
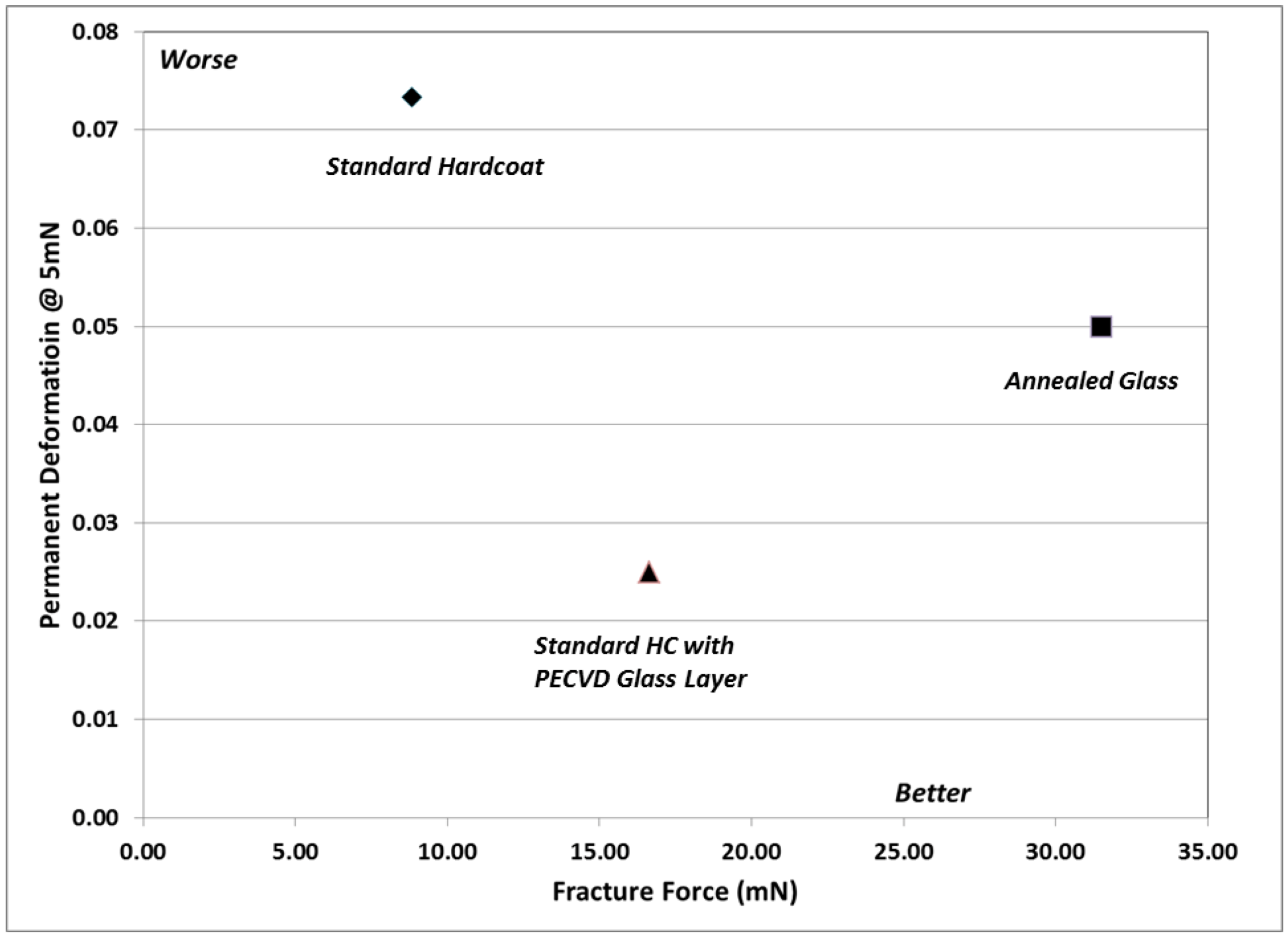
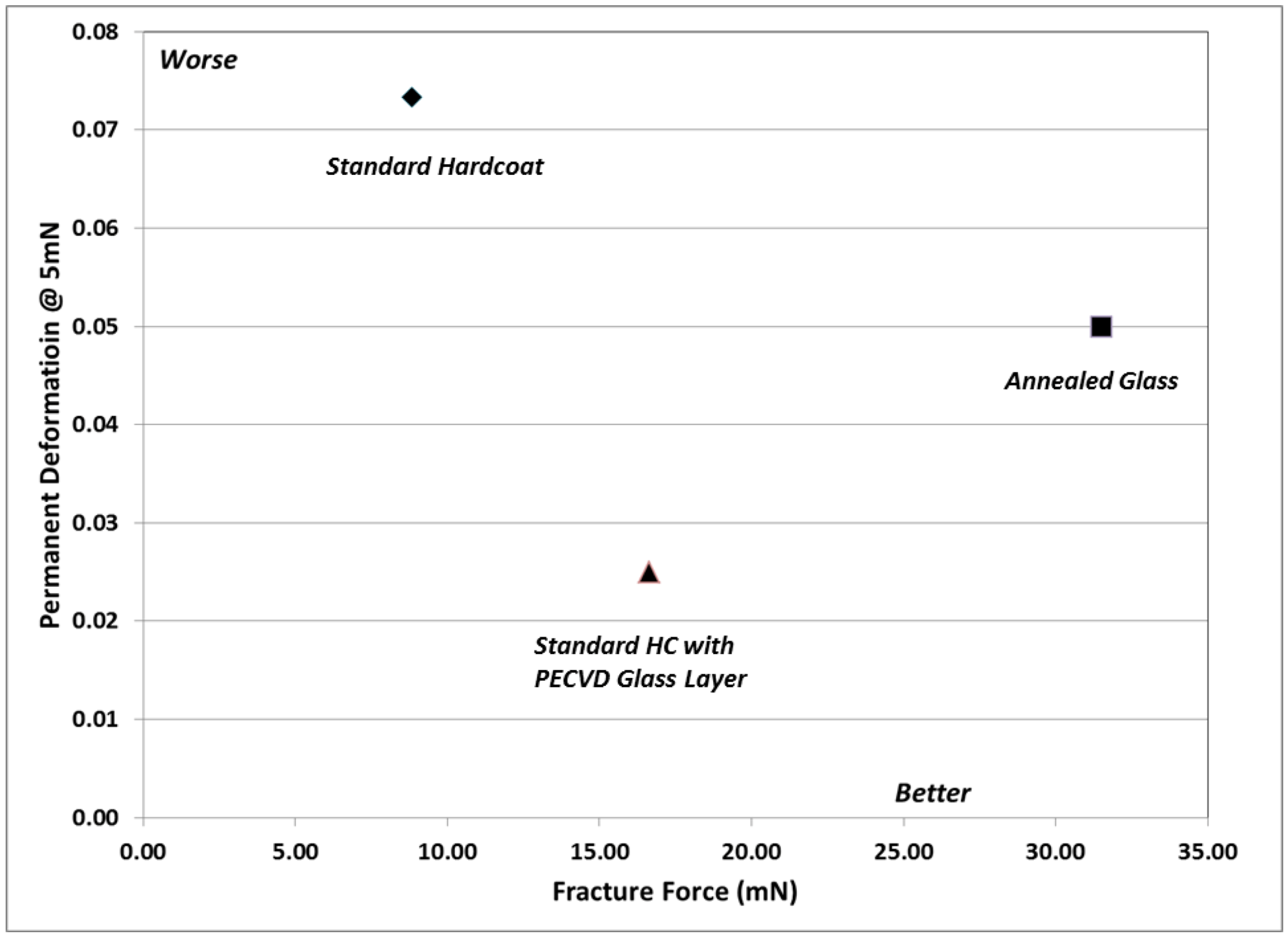
Nano-scratch testing was used to characterize the scratch resistance of this same series of samples. The nano-scratch results of PC coated with standard hardcoat, PC coated with standard hardcoat and glass-like PECVD layer and annealed glass are shown in
Figure 6. Annealed glass had the highest force of fracture of the three systems tested (~30 mN) and a permanent deformation at 5 mN of ~0.05 µm. The standard hardcoat had significantly lower fracture resistance compared to annealed glass, cracking at ~10 mN. It also had a significantly higher residual deformation at 5 mN of ~0.072 µm. When the standard hardcoat included the glass-like PECVD layer, both the fracture resistance and permanent deformation at 5 mN improved significantly to ~17 mN and 0.026 µm respectively. It is interesting to note that the hardcoat samples, while having similar force of fracture values to those of thermally cured exterior clearcoats, permanently deform significantly less than exterior clearcoats (~0.06 µm for hardcoats compared to ~0.3 µm for clearcoats). The links between nano-scratch behavior and the chemical composition of the hardcoat or PECVD layer are currently unknown, but would provide a fertile area of research to guide the improvement of hardcoat performance.
Figure 6.
Nano-scratch results for polycarbonate with standard hardcoat, polycarbonate with standard hardcoat and glass-like PECVD layer and annealed glass.
Figure 6.
Nano-scratch results for polycarbonate with standard hardcoat, polycarbonate with standard hardcoat and glass-like PECVD layer and annealed glass.
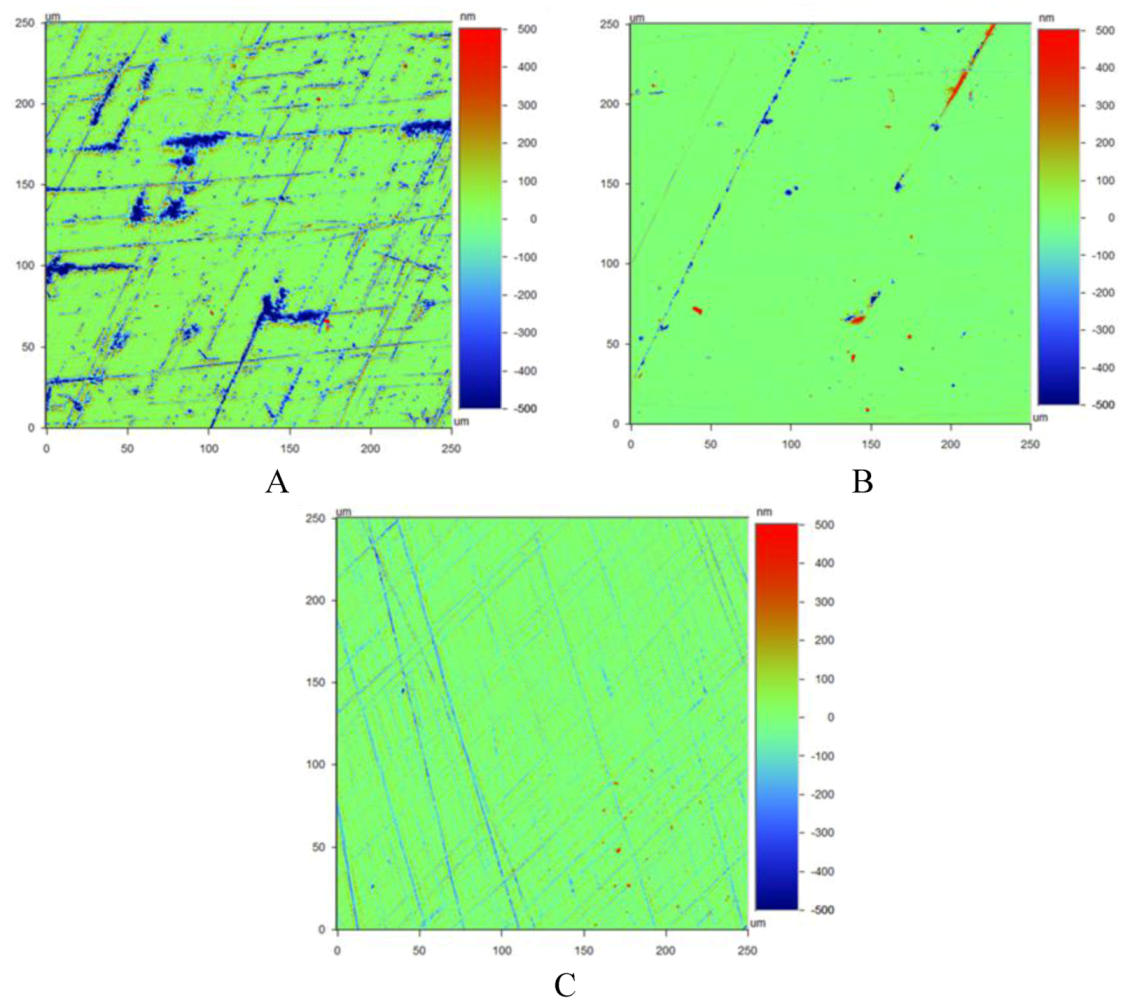
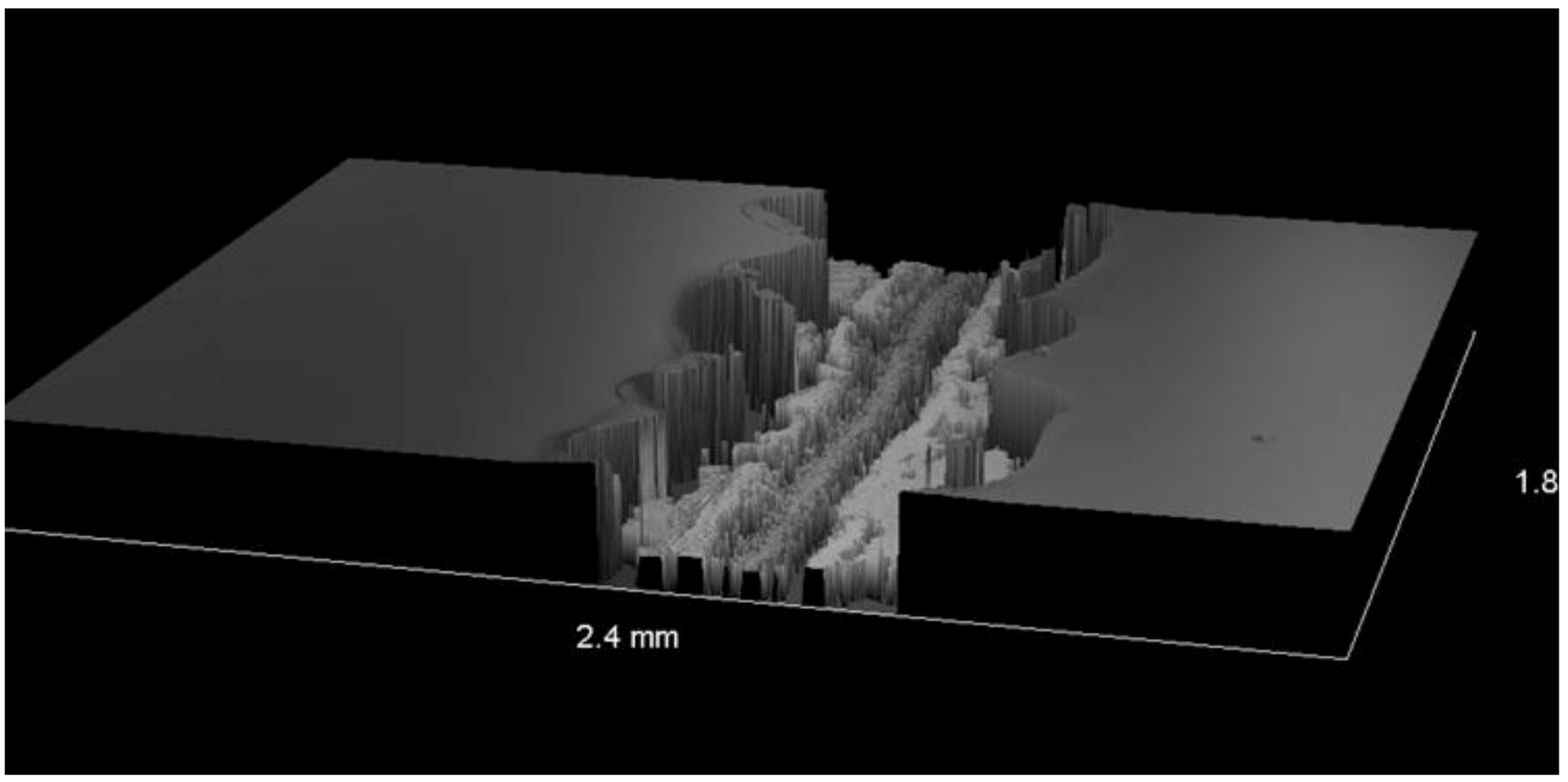
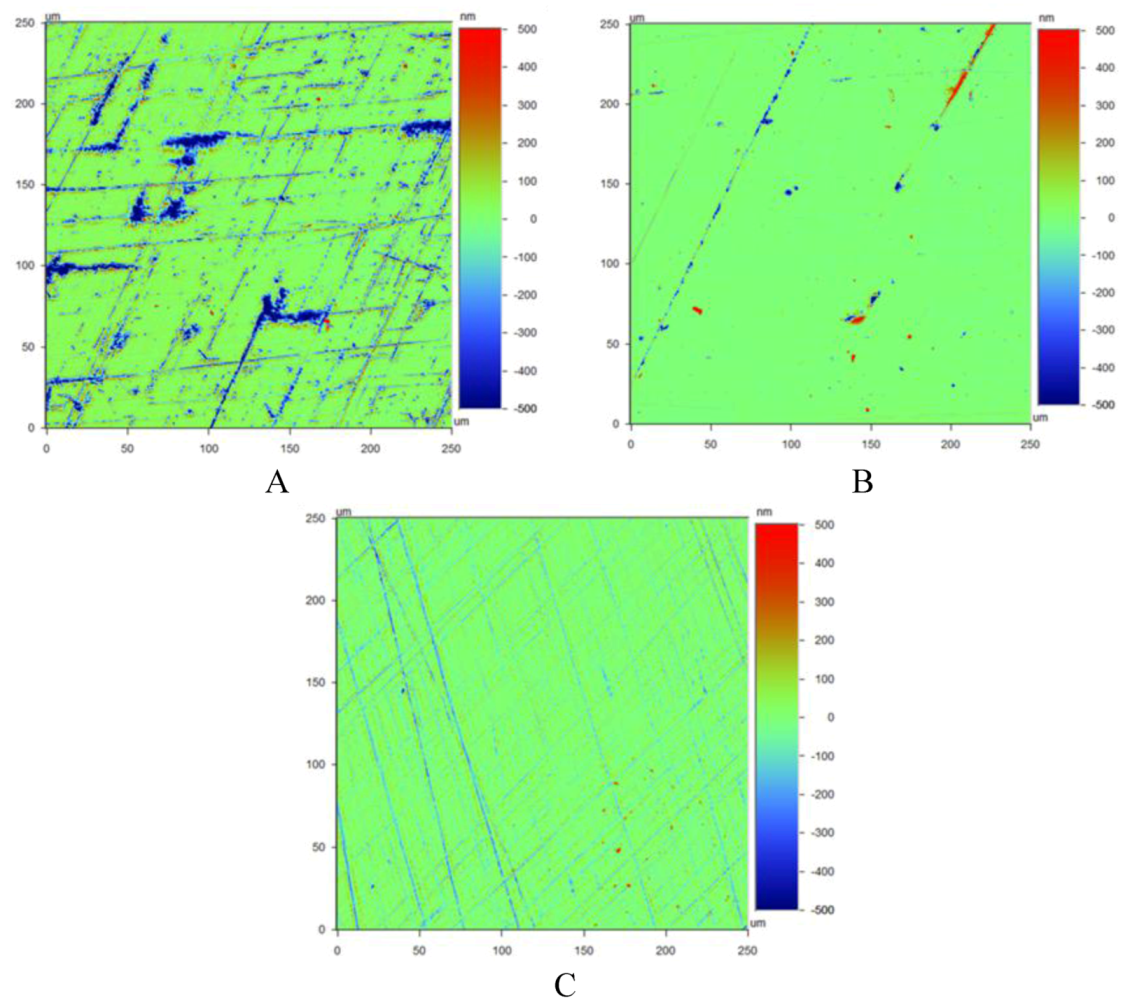
To further understand the correlation between haze and scratch resistance/morphology, Wyko 3D optical profilometry (used in previously published work [
5,
17]) was conducted on the annealed glass, standard hardcoat, and PECVD glass layer samples that were exposed to 1000 cycles of Taber abrasion. 3D profiles of the resulting damage to the three tested systems are shown in
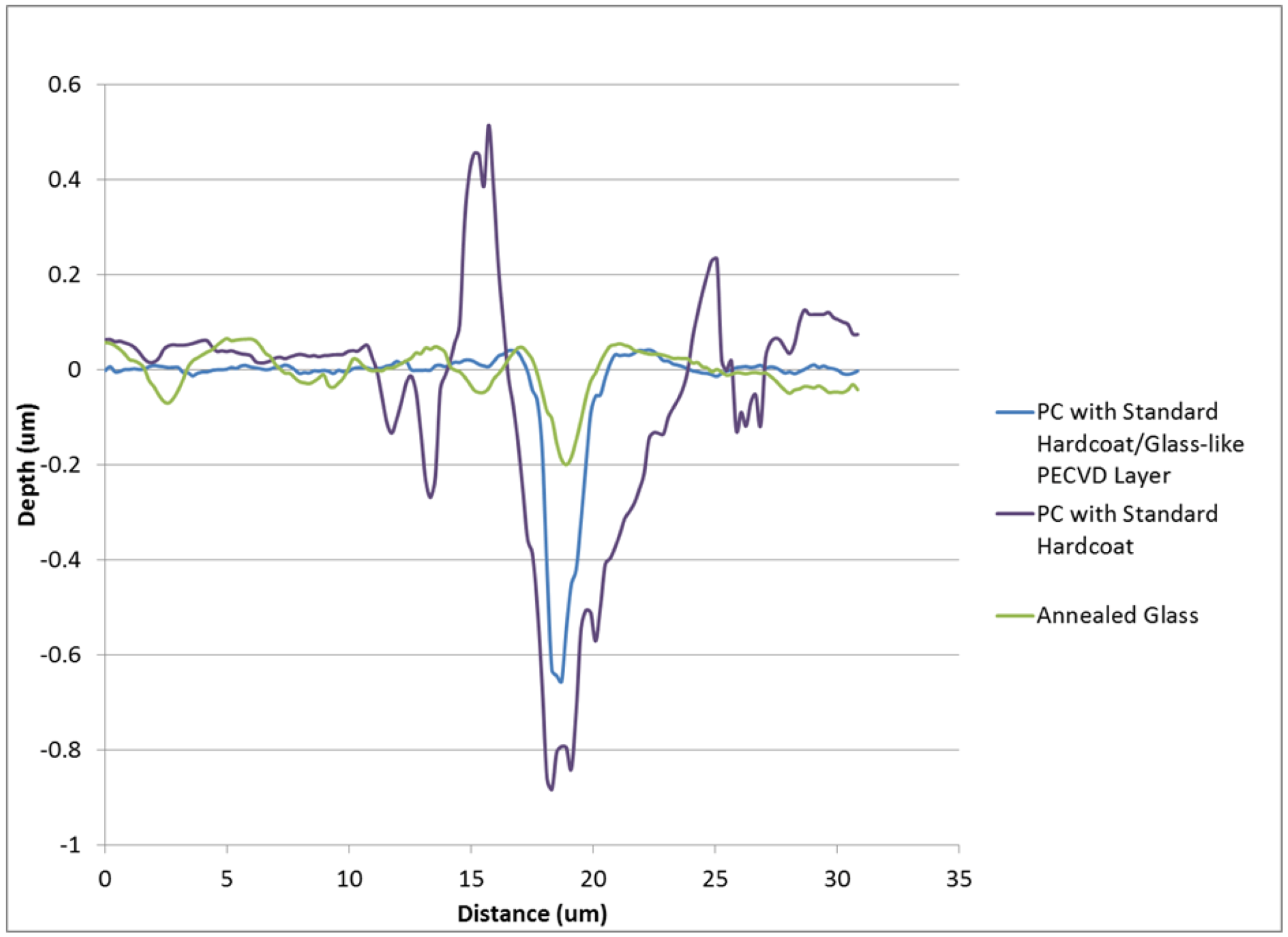
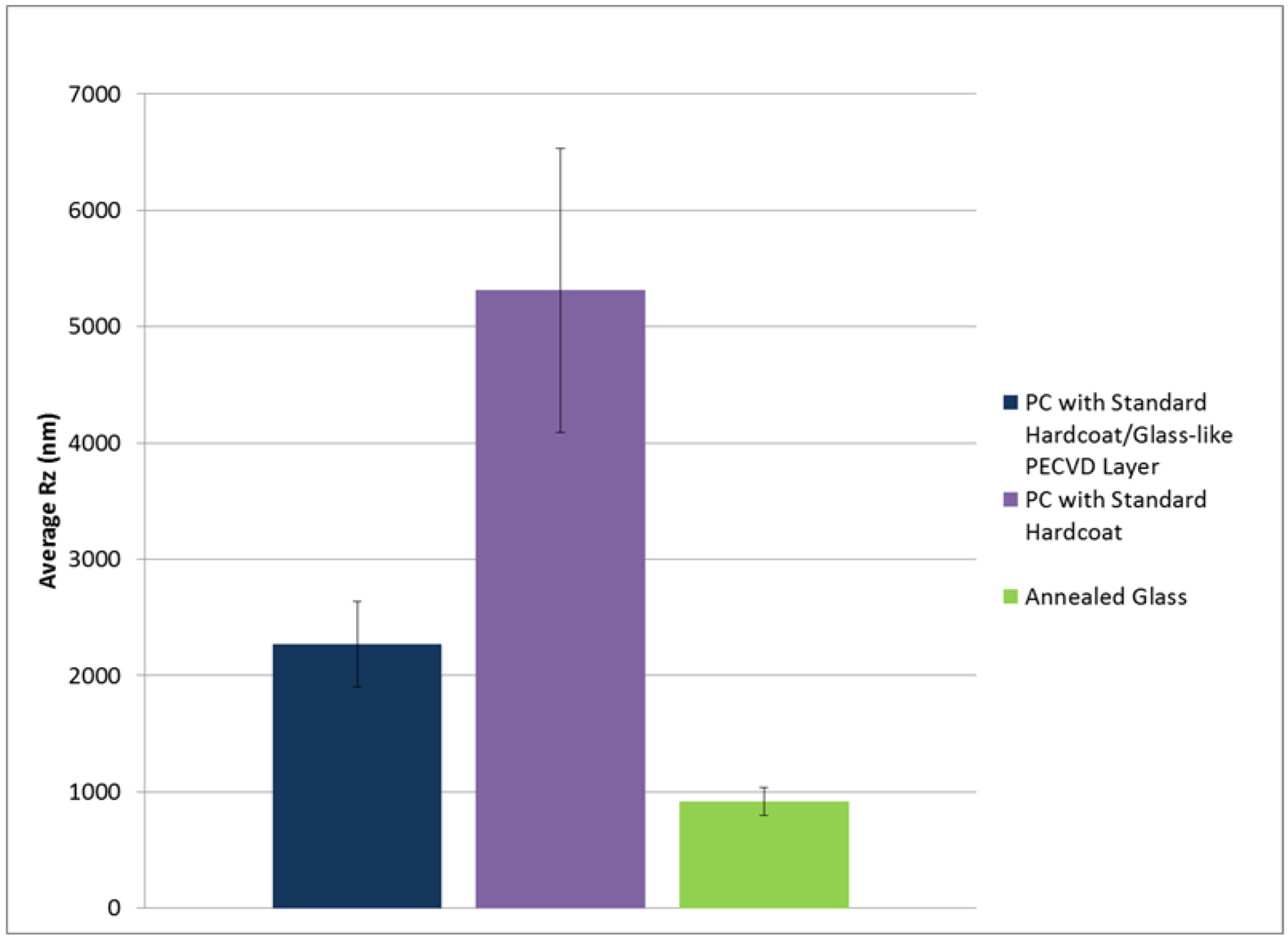
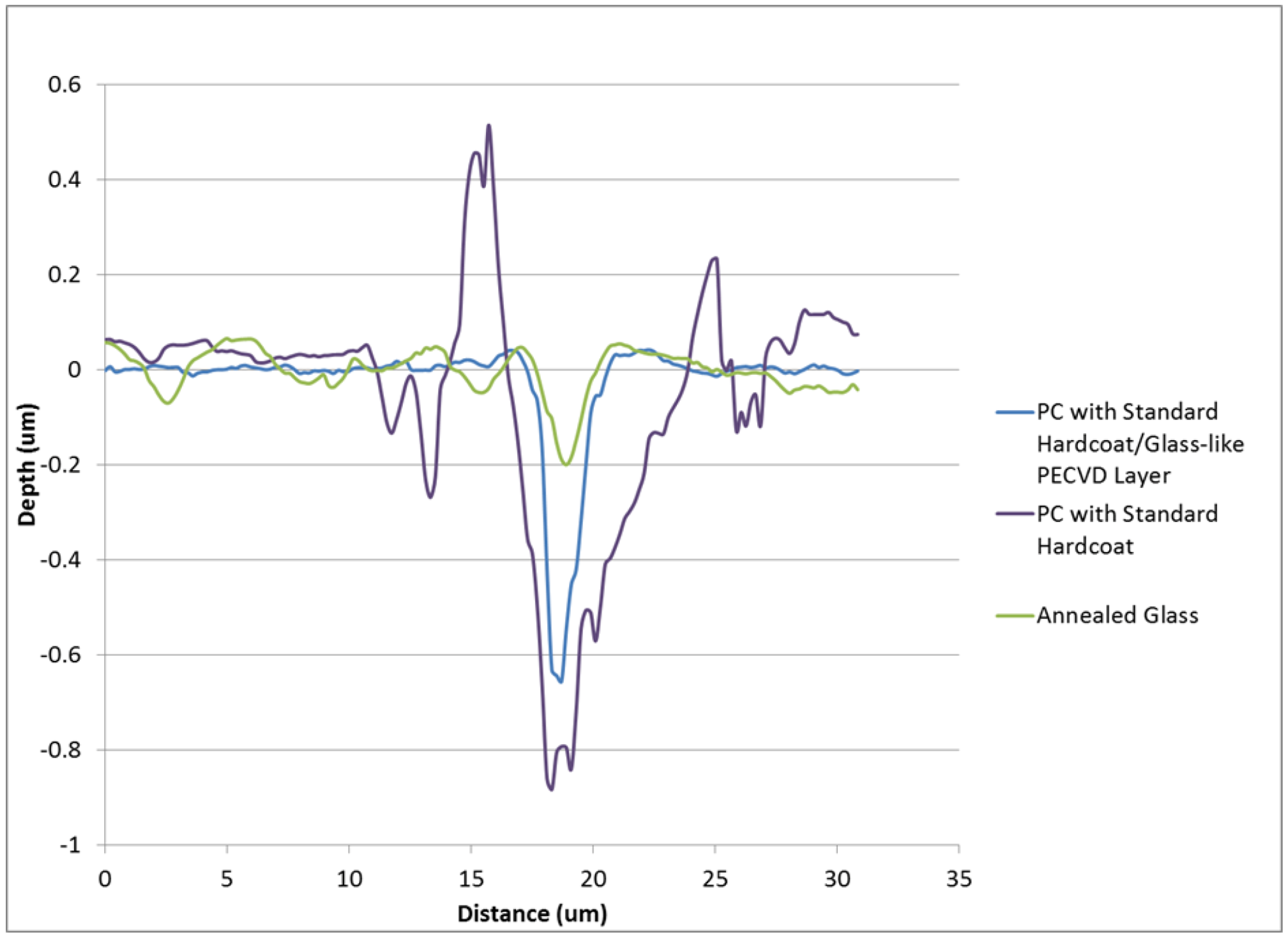
Figure 7. Interestingly, the PECVD layer sample had the least number of scratches, even compared to the annealed glass sample. However, the few scratches that did exist in the PECVD layer sample were measurably deeper than those found in the annealed glass sample, which is confirmed by the 2D line scan and Rz values (an average of the difference between the highest peaks and the deepest valleys in the sample region) for each sample, shown in
Figure 8 and
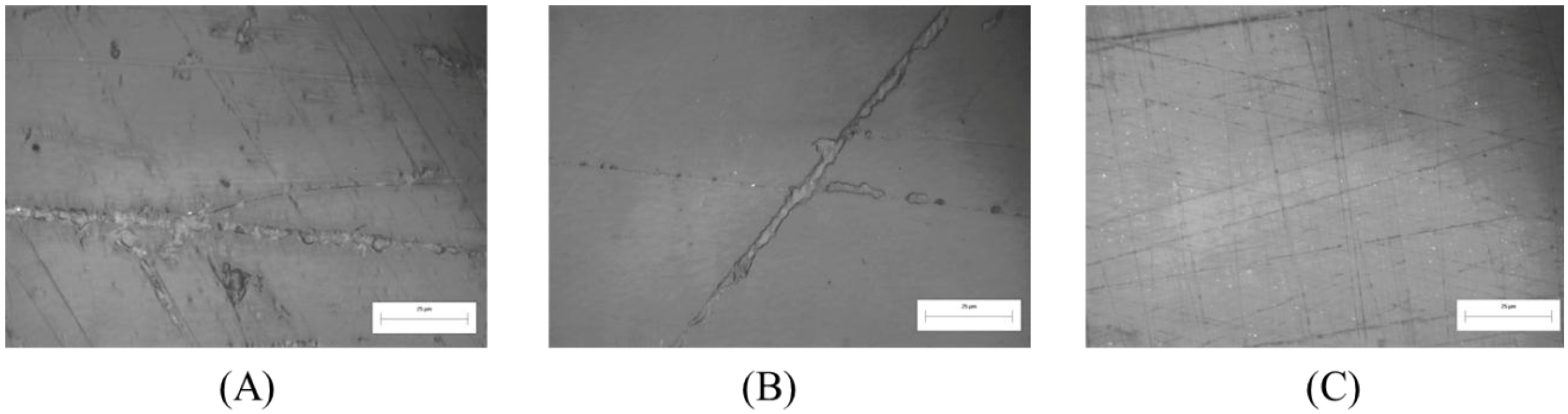
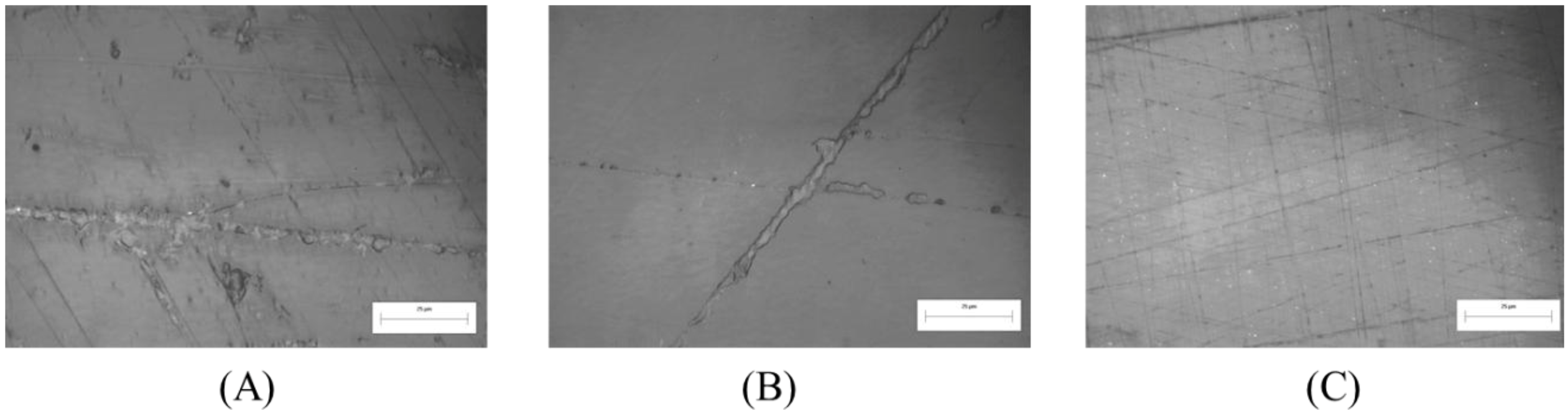
Figure 9 respectively. While the annealed glass scratches were only ~0.2 µm deep, the standard and PECVD hardcoats possessed scratches measuring >0.6 µm deep. Reflected light microscopy images of the scratches shown in
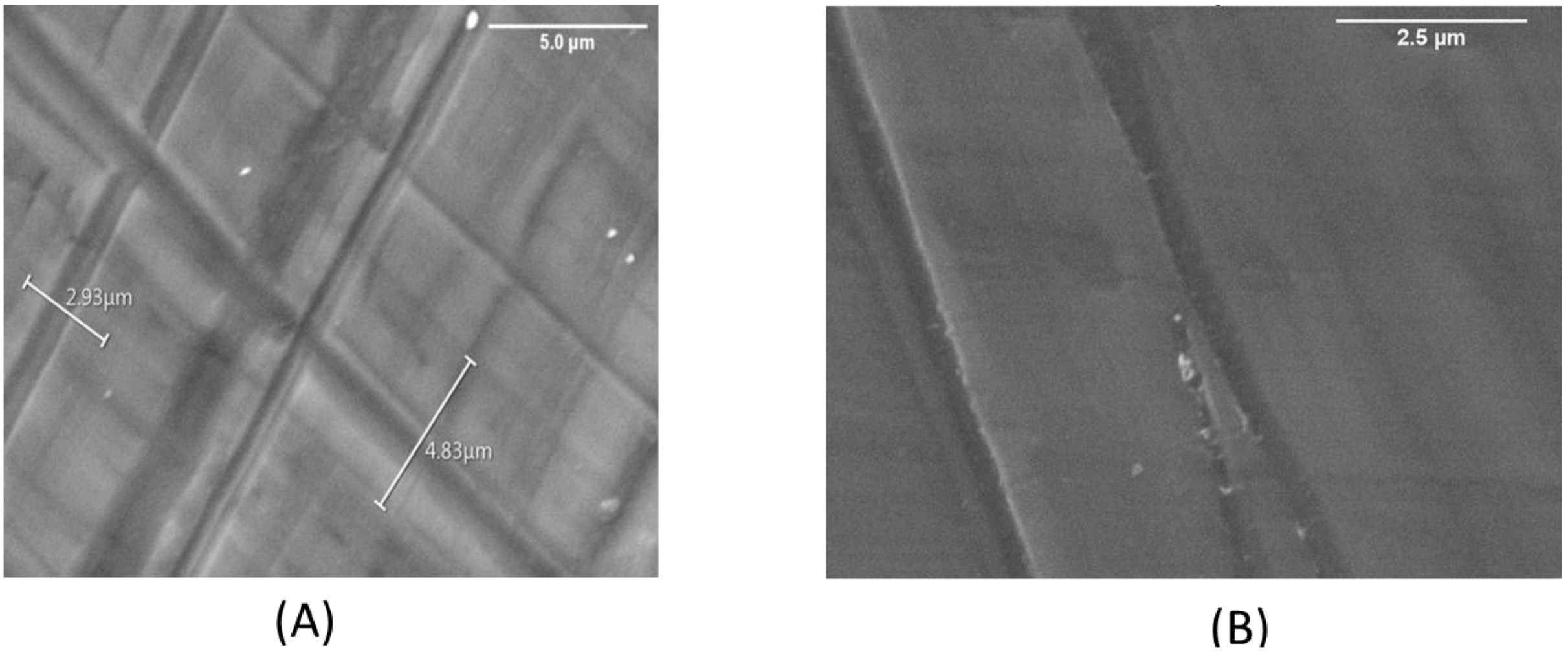
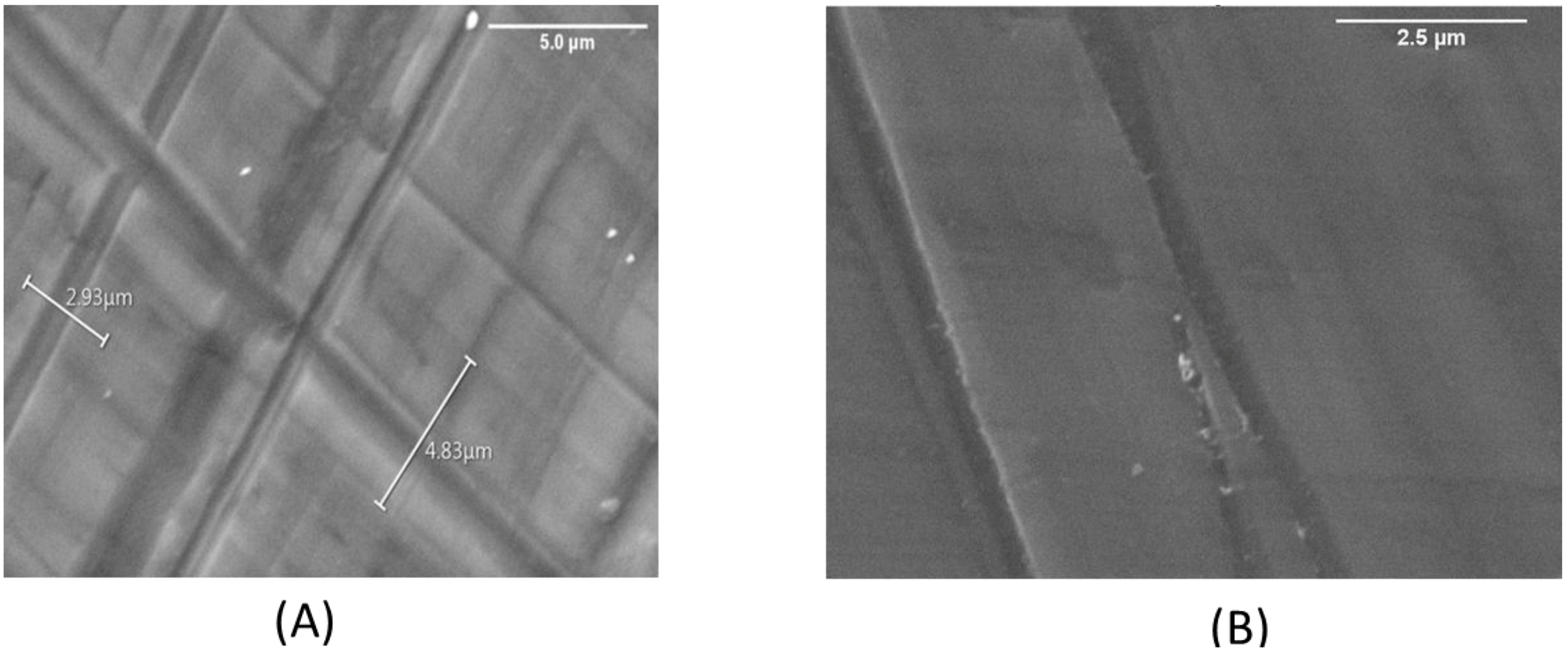
Figure 10 indicate that these deeper scratches in the PC samples were also fractured (see jagged shape of the trough). Small, smooth deformation tracks shown in SEM images of the annealed glass (
Figure 11) indicate that these are not fracture scratches, but in fact mars. While these mars likely scatter some light due to their width and depth dimensions being close to the wavelength of light (accounting for the minimal haze measured for the glass sample), the fracture scratches will scatter most of the light incident on them. As such, a sample with few fracture scratches (e.g., PECVD layer sample) could have an equal to or greater haze than a sample with many mars (glass).
Figure 7.
Wyko 3D optical profilometry of surface after 1000 cycles with Taber abraser. (A) Polycarbonate with standard hardcoat; (B) Polycarbonate with standard hardcoat and glass-like PECVD layer; (C) Annealed glass.
Figure 7.
Wyko 3D optical profilometry of surface after 1000 cycles with Taber abraser. (A) Polycarbonate with standard hardcoat; (B) Polycarbonate with standard hardcoat and glass-like PECVD layer; (C) Annealed glass.
Figure 8.
2D line scan of typical scratch found in each of the three glazing samples.
Figure 8.
2D line scan of typical scratch found in each of the three glazing samples.
Figure 9.
Average Rz values for each of the three glazing samples. Error bars represent error between different locations on each sample.
Figure 9.
Average Rz values for each of the three glazing samples. Error bars represent error between different locations on each sample.
Figure 10.
Reflection micrographs of each of the glazing samples. (A) Polycarbonate with standard hardcoat; (B) Polycarbonate with standard hardcoat and glass-like PECVD layer; (C) Annealed glass. Scale bar is 25 µm.
Figure 10.
Reflection micrographs of each of the glazing samples. (A) Polycarbonate with standard hardcoat; (B) Polycarbonate with standard hardcoat and glass-like PECVD layer; (C) Annealed glass. Scale bar is 25 µm.
Figure 11.
SEM images of the annealed glass sample after Taber abrasion testing. The deformation regions appear to be smooth with no noticeable fractures/chatter along the troughs. Scale bar on (A) is 5 mm. Scale bar on (B) is 2.5 µm.
Figure 11.
SEM images of the annealed glass sample after Taber abrasion testing. The deformation regions appear to be smooth with no noticeable fractures/chatter along the troughs. Scale bar on (A) is 5 mm. Scale bar on (B) is 2.5 µm.
Test data from vehicles has indicated that the scratches on polymeric glazing systems with hardcoats occur and are similar to the scratches on clearcoats for paint. As with paint, both mar and fracture type scratches can occur. Marring of the hardcoat layer generally occurs from wiper abrasion and from car washes. It occurs at a much more significant rate if the wiper blade or car wash wiping material is embedded with a contaminant such as road grit. Fracture type scratches occur on polymeric glazings and are generally caused by severe grit as well as by ice scrapers, jewelry, tree branches, keys, etc. Scratches through the coating can lead to possible delamination of the coating and premature weathering of the PC at the scratch location. Under proper lighting, mars and fracture scratches might be distracting to the driver of a vehicle.
Other methods currently under investigation for use in evaluating a coating’s resistance to mechanical attack are a laboratory car wash simulation test [
25], a laboratory wiper test [
26] and a sand drop test [
27]. These tests are being evaluated in an effort to find additional abrasion tests that are repeatable, reproducible, and represent real world usage.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}