Improvement of Membrane Performances to Enhance the Yield of Vanillin in a Pervaporation Reactor



Abstract
:
1. Introduction
2. Materials and Methods
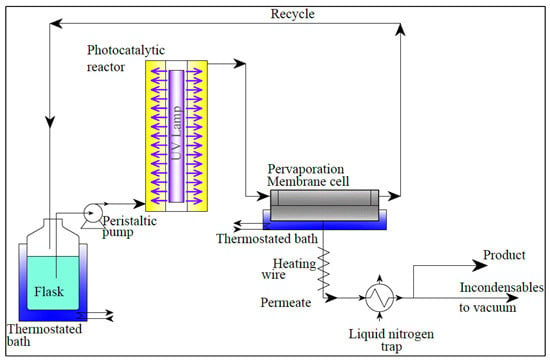
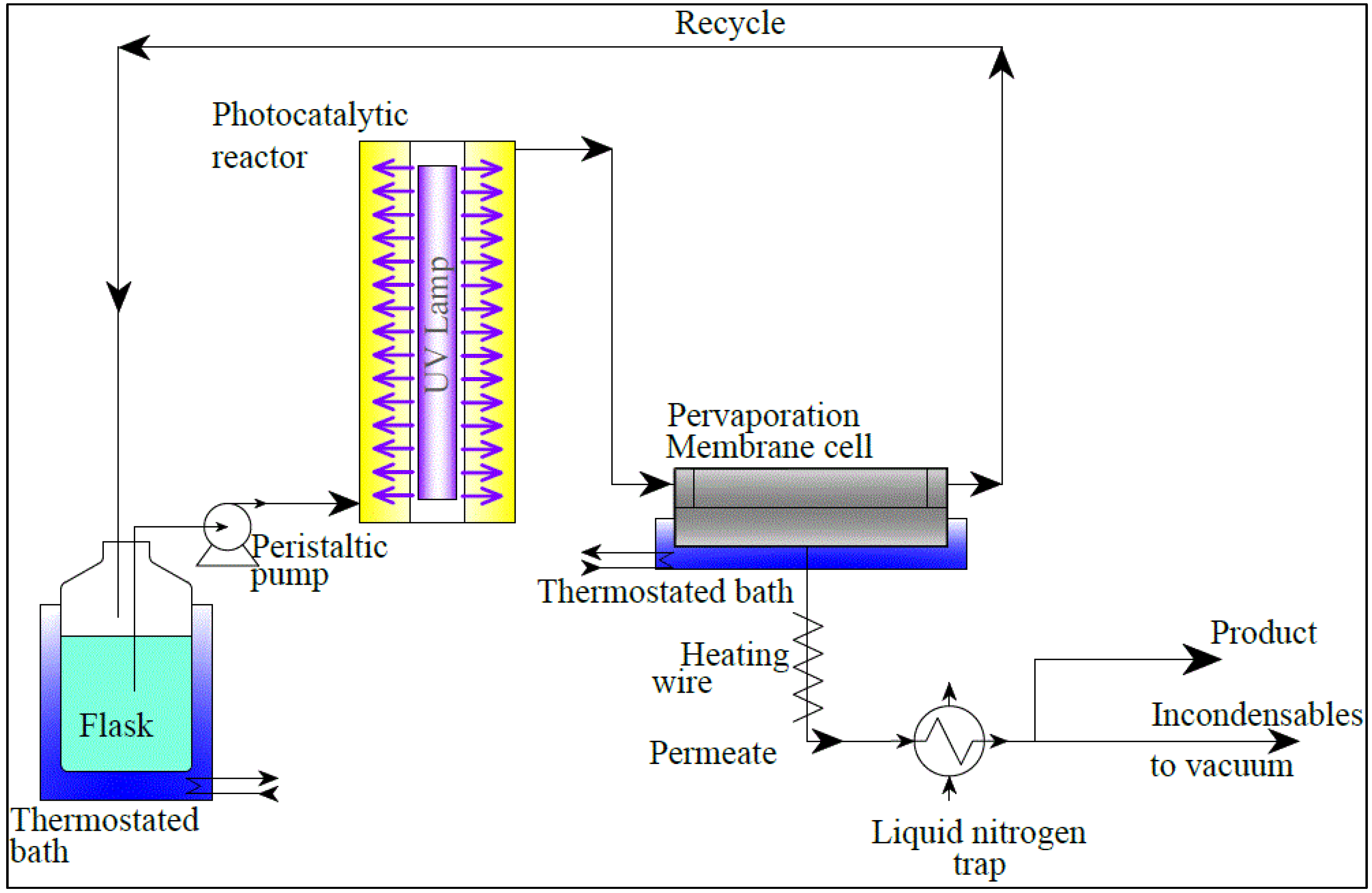
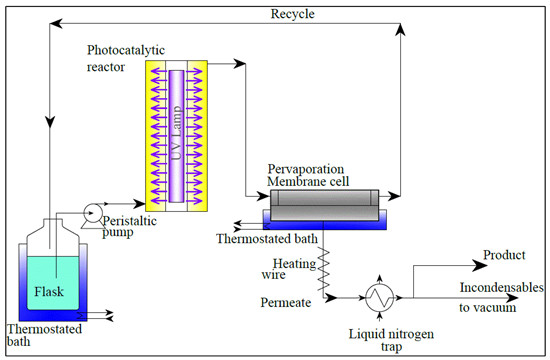
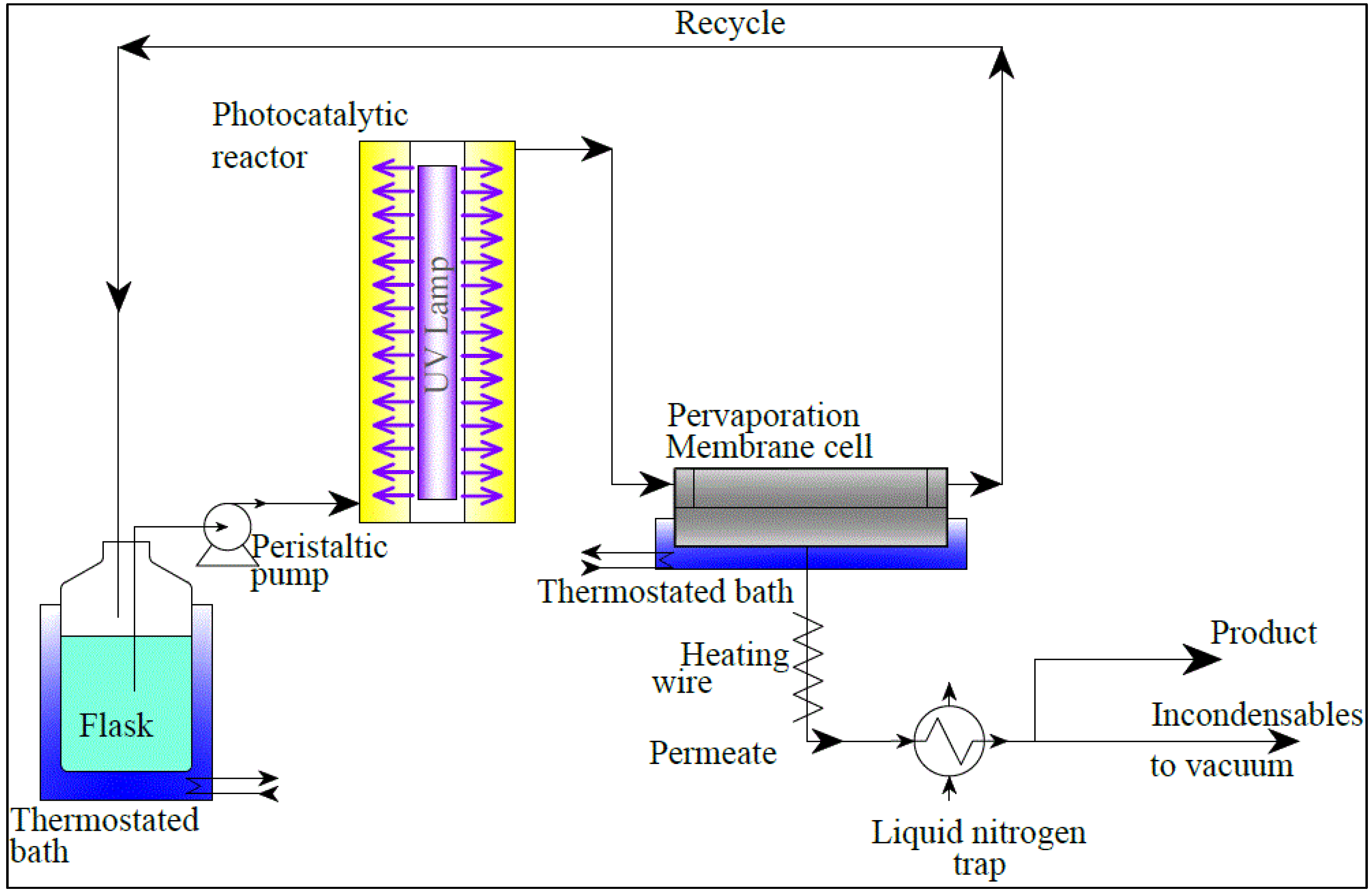
2.1. Experimental
2.2. Process Simulation
- S→P Reaction 1, which produces the desired product P (vanillin) from the substrate, S (ferulic acid), by photocatalytic partial oxidation with a reaction rate R1 = K1 CS;
- S→B Reaction 2, which, in parallel, produces the unwanted Product B with a reaction rate R2 = K2 CS;
- P→C Reaction 3, which degrades vanillin by a further oxidation with a reaction rate R3 = K3 CP.

- the ratios, R2 = k2/k1 and R3 = k3/k1, between kinetic constants;
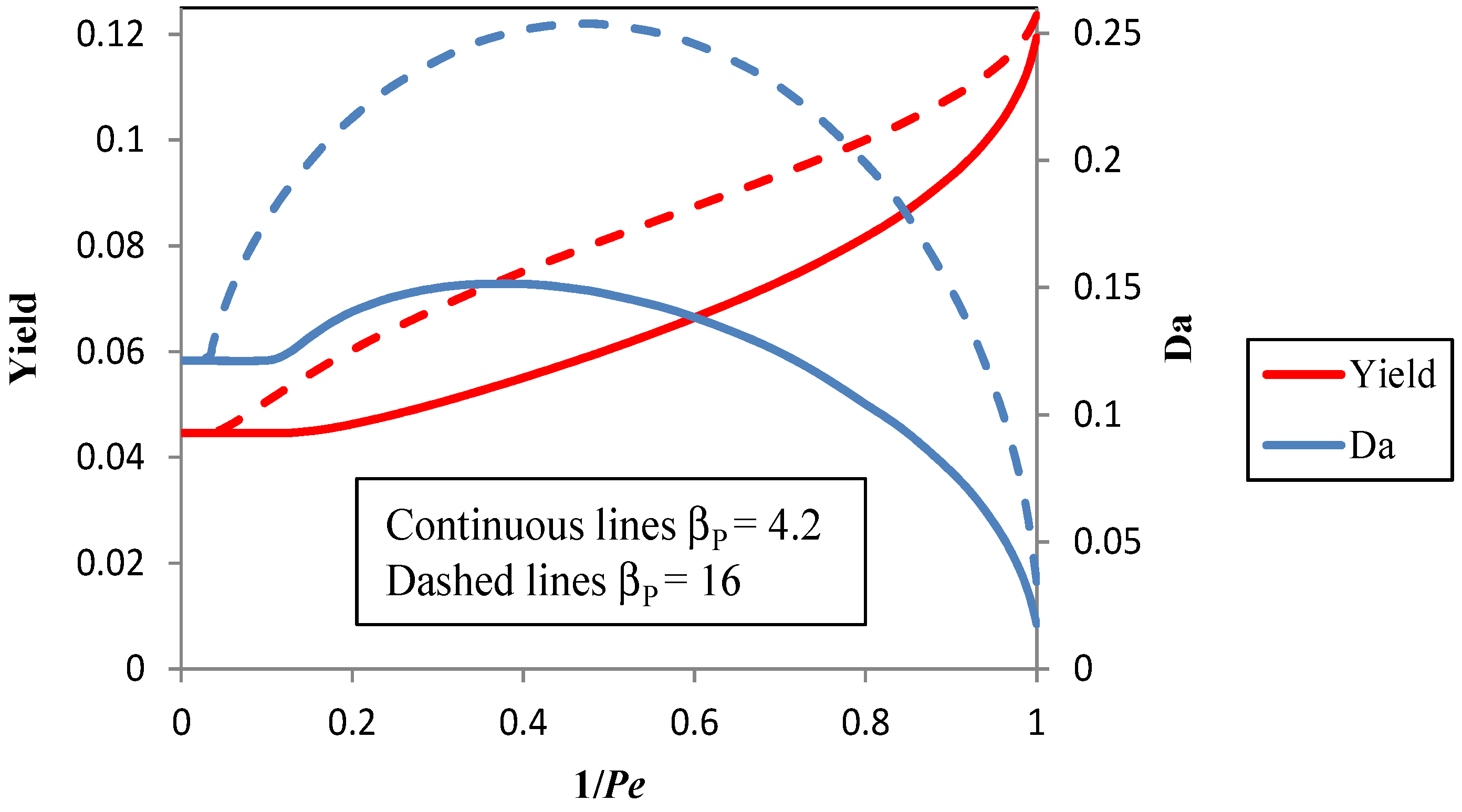
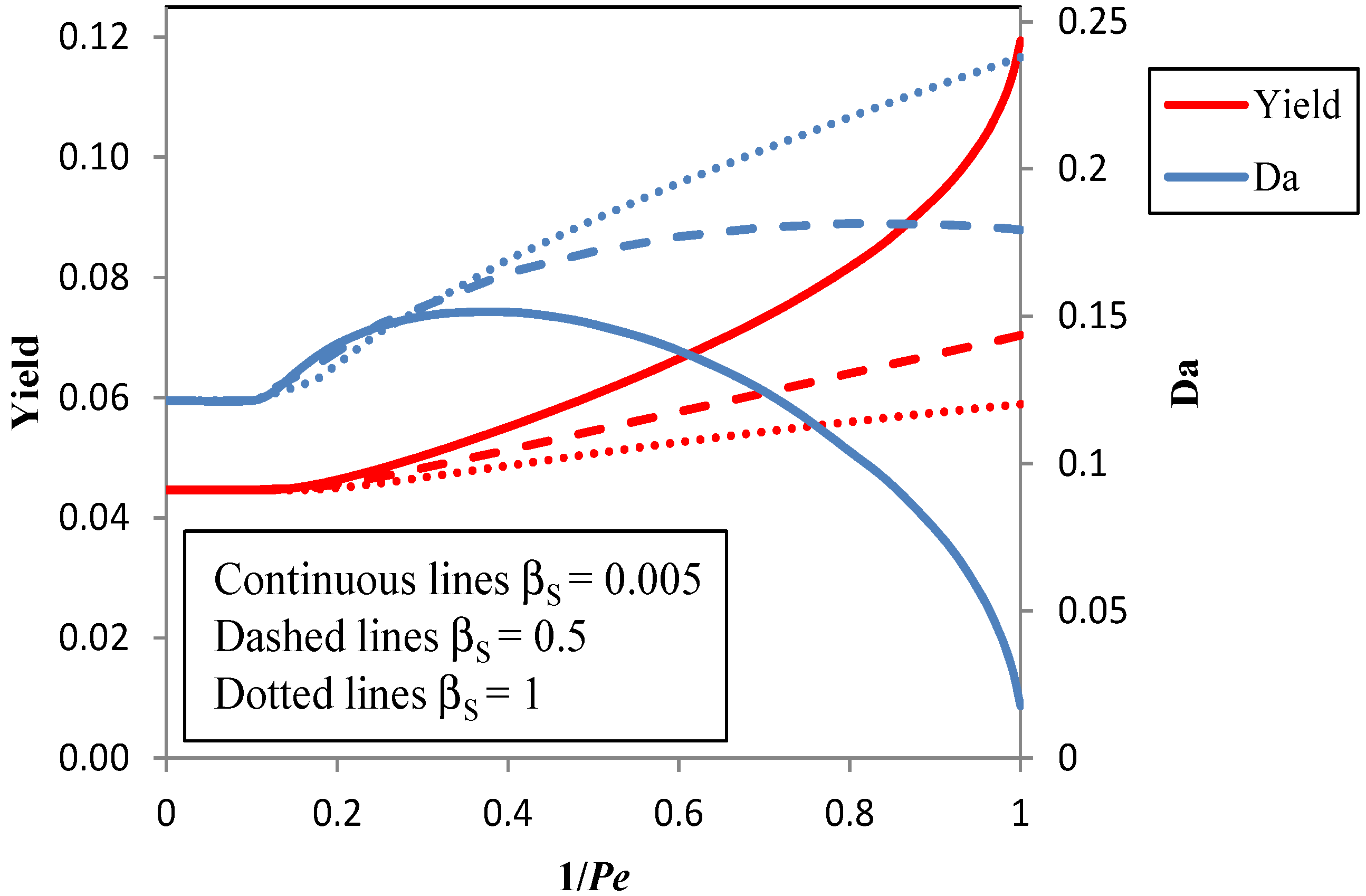
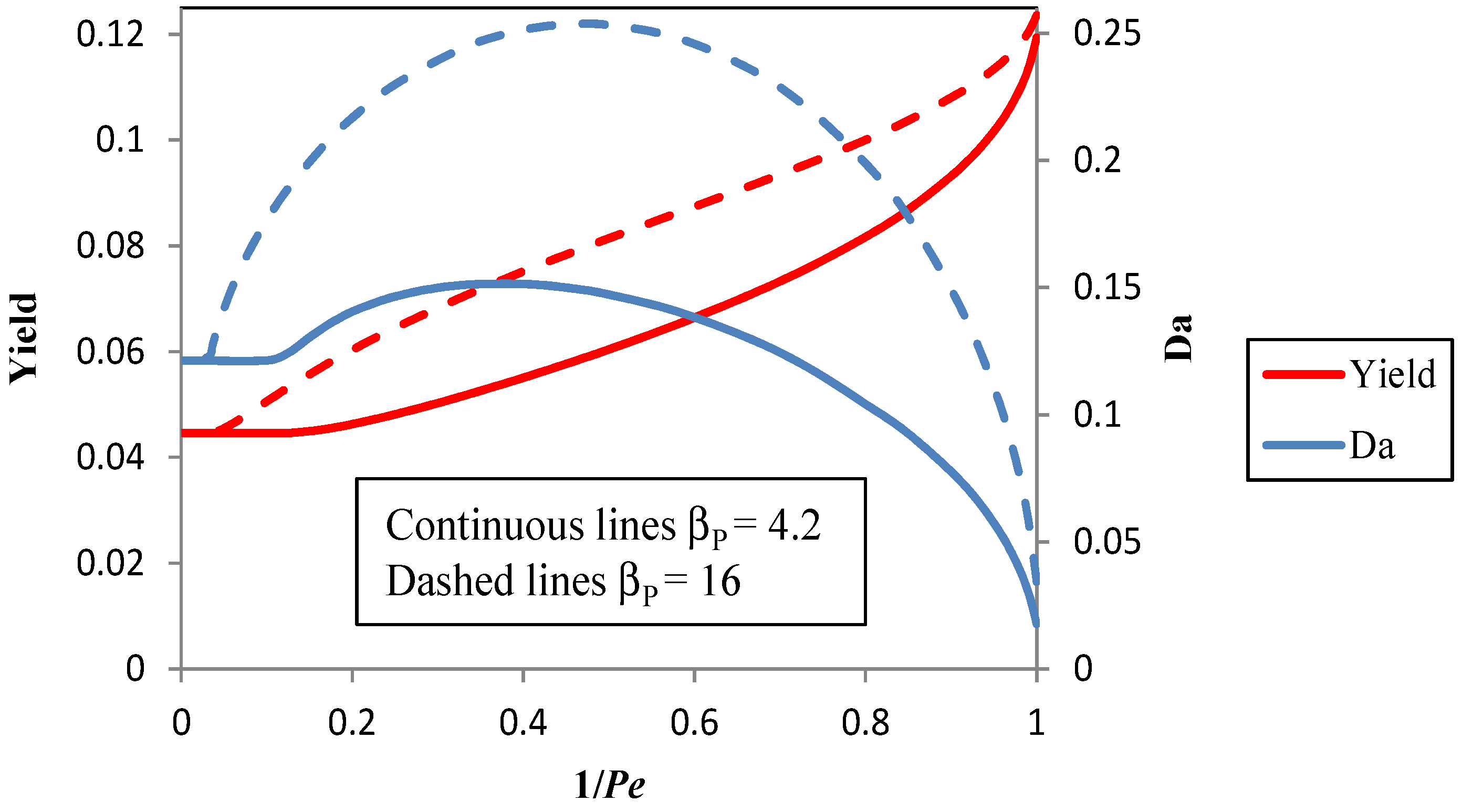
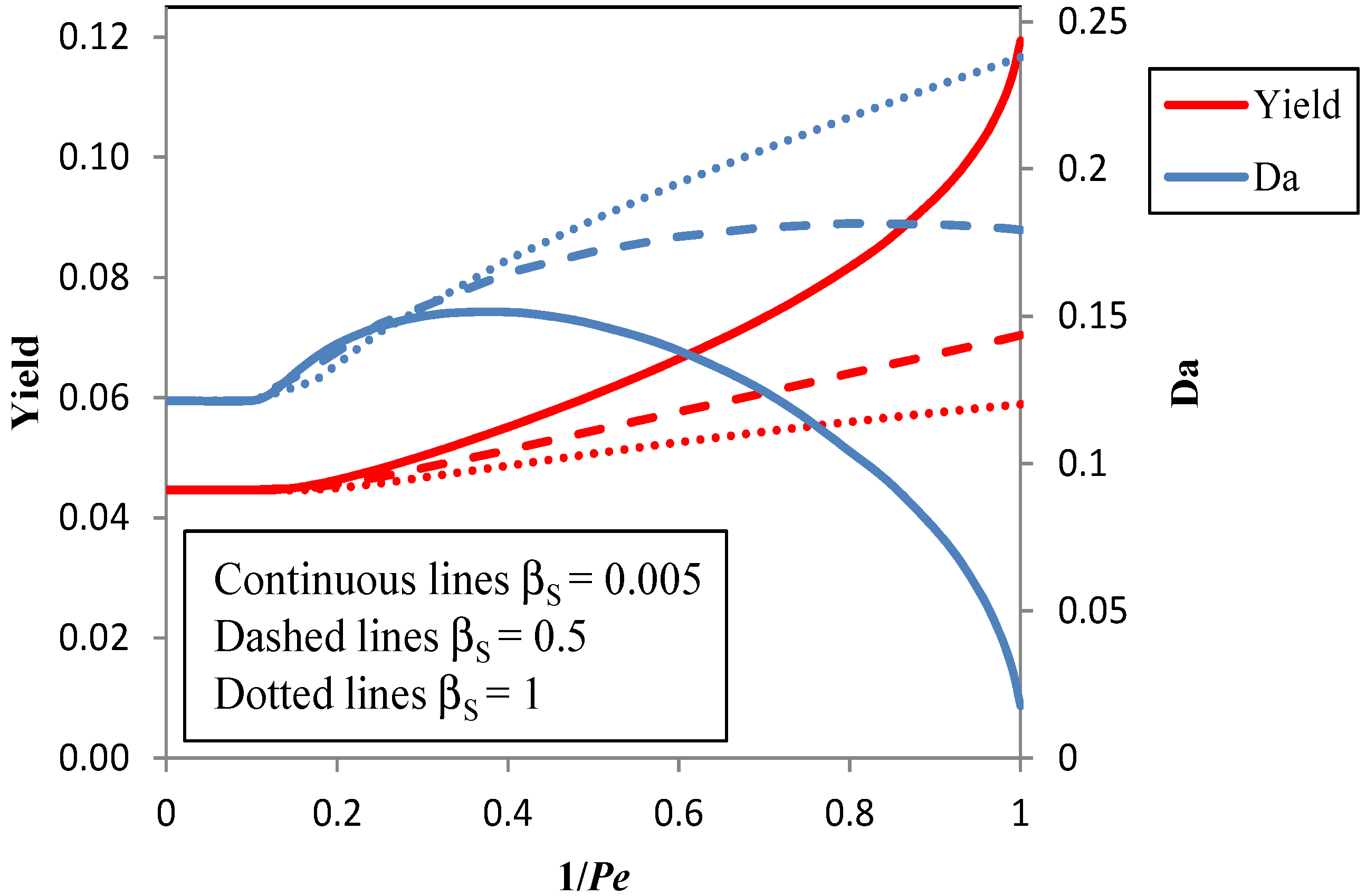
- the enrichment factors of the membrane, βS = CS,permeate/CS and βP = CP,permeate/CP , where Ci is the concentration of the permeating compound upstream of the membrane and Ci,permeate is the concentration in the condensed permeate;
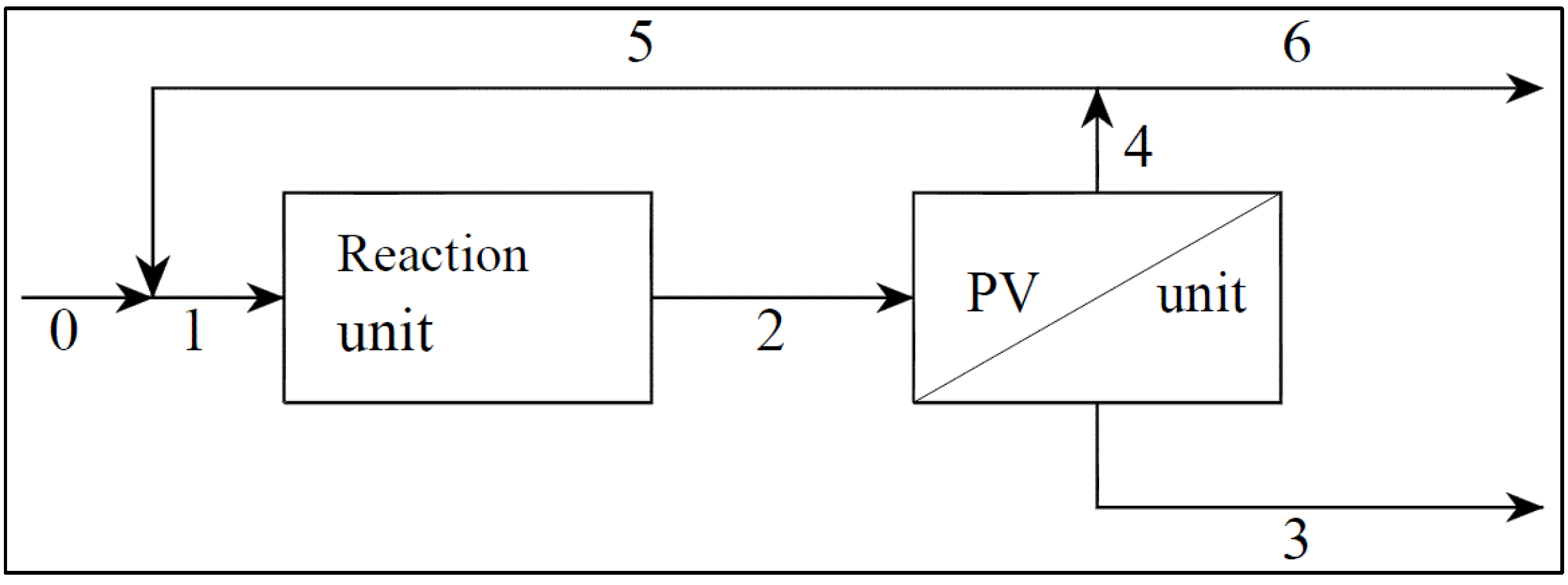
- the recycle ratio,
![]() (0 ≤ R < 1), of the flow rate of Stream 5 to the flow rate of Stream 2;
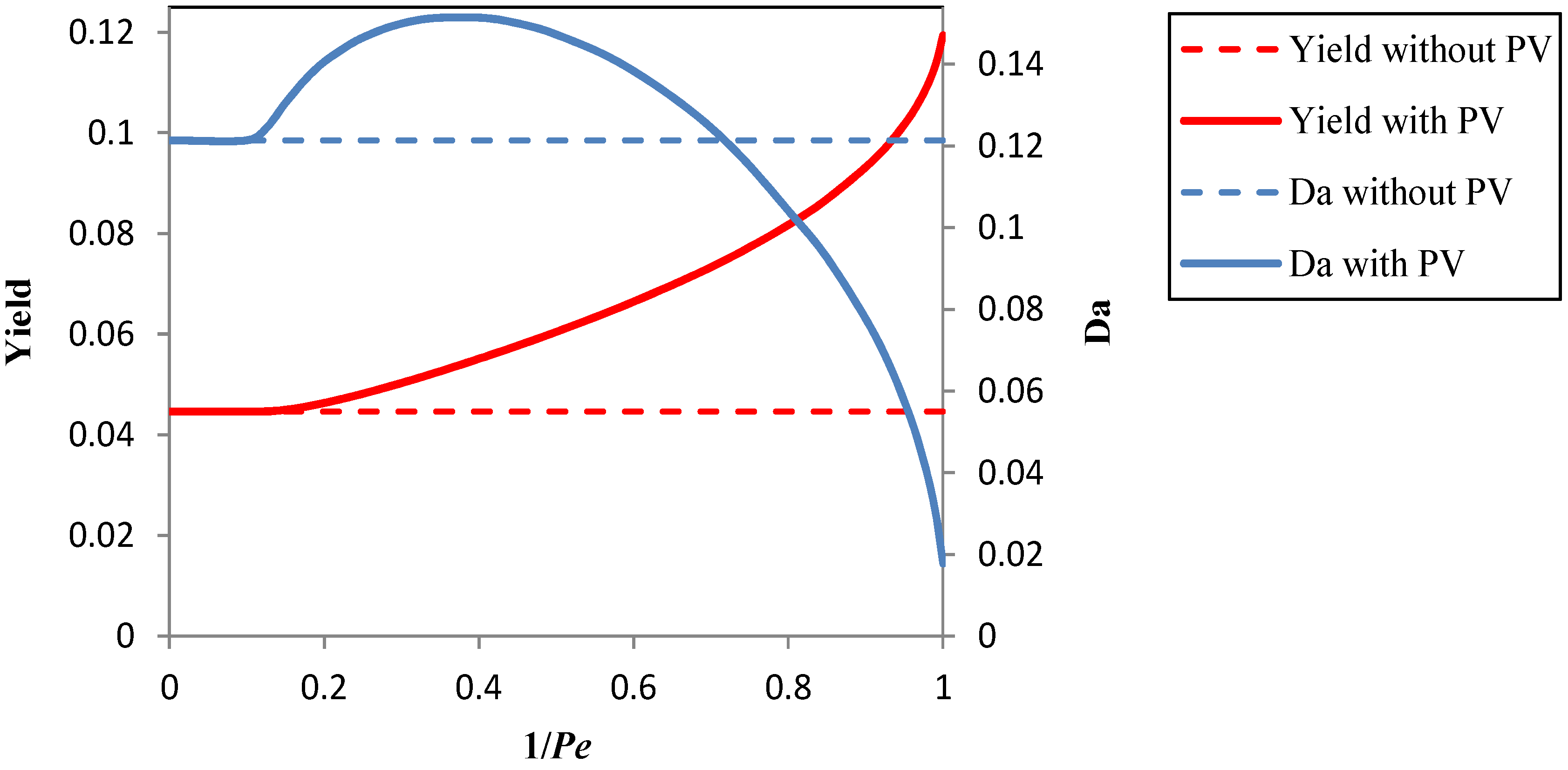
(0 ≤ R < 1), of the flow rate of Stream 5 to the flow rate of Stream 2; - the Damköhler number,
![]() , where Vr is the volume of the reactor and
, where Vr is the volume of the reactor and ![]() is the volumetric flow rate of stream 0;
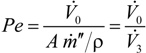
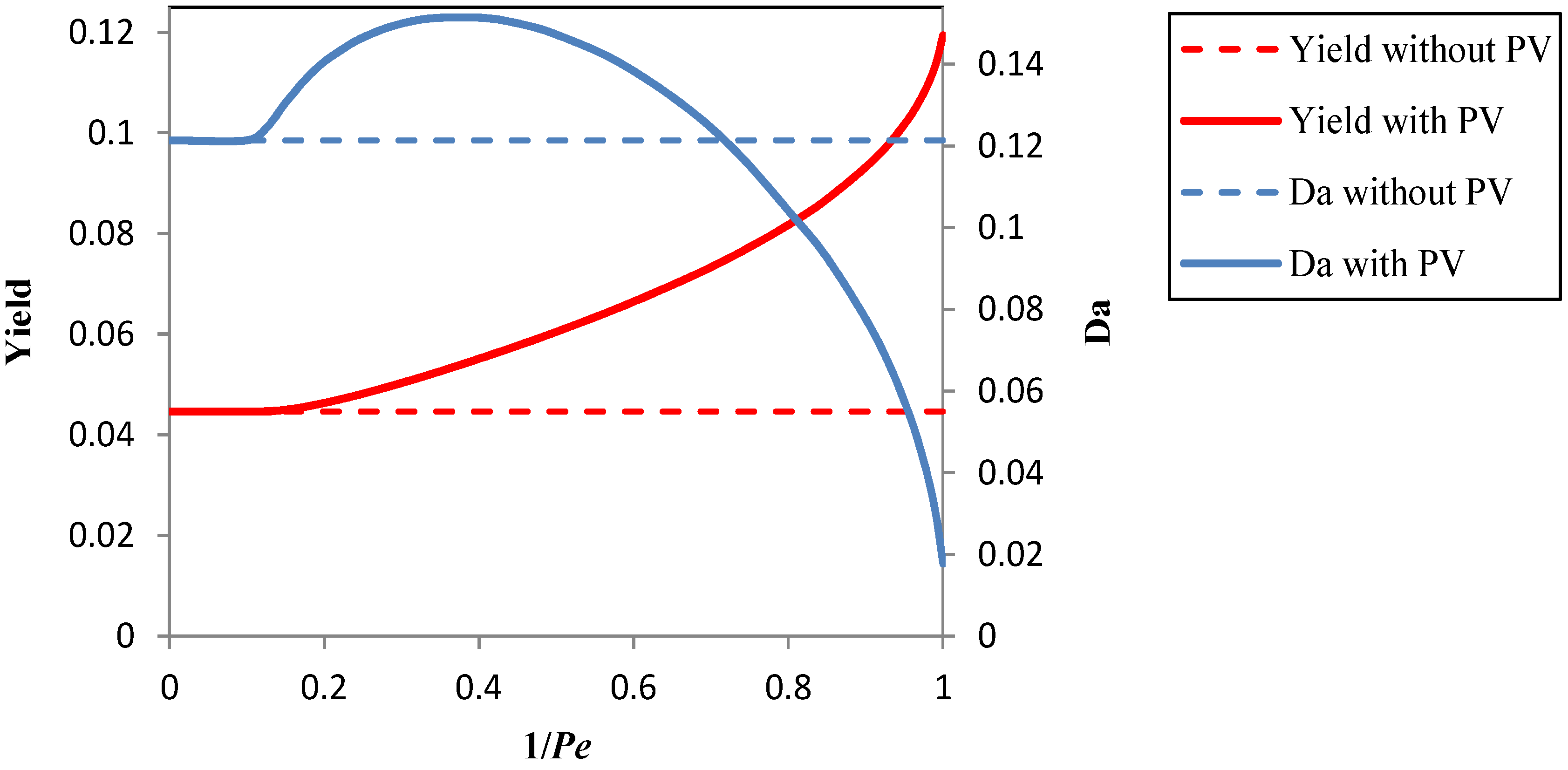
is the volumetric flow rate of stream 0; - the Péclet number,
![]() , where A is the membrane area, ρ is the density of the condensed permeate and
, where A is the membrane area, ρ is the density of the condensed permeate and ![]() is the total mass flux of the permeate through the membrane. The present definition of the Péclet number is consistent with the one commonly adopted in membrane reactors (see, e.g., [34,35]), with Pe representing the ratio of the convective transport to the permeation rate through the membrane. The highest allowable value of the reciprocal of Pe, 1/Pe, is 1, and it is reached when the membrane area is so high as to attain a flow rate of the permeate that equals the flow rate of the fresh feed to the system (
is the total mass flux of the permeate through the membrane. The present definition of the Péclet number is consistent with the one commonly adopted in membrane reactors (see, e.g., [34,35]), with Pe representing the ratio of the convective transport to the permeation rate through the membrane. The highest allowable value of the reciprocal of Pe, 1/Pe, is 1, and it is reached when the membrane area is so high as to attain a flow rate of the permeate that equals the flow rate of the fresh feed to the system ( ![]() and
and ![]() ), while the lowest value is 0, which represents the case of a photocatalytic reactor without pervaporation (
), while the lowest value is 0, which represents the case of a photocatalytic reactor without pervaporation ( ![]() and
and ![]() ).
).








3. Results and Discussion
3.1. Results Obtained by the Process Simulation
3.2. Improvement of the Pervaporation Performances of PEBA Membranes
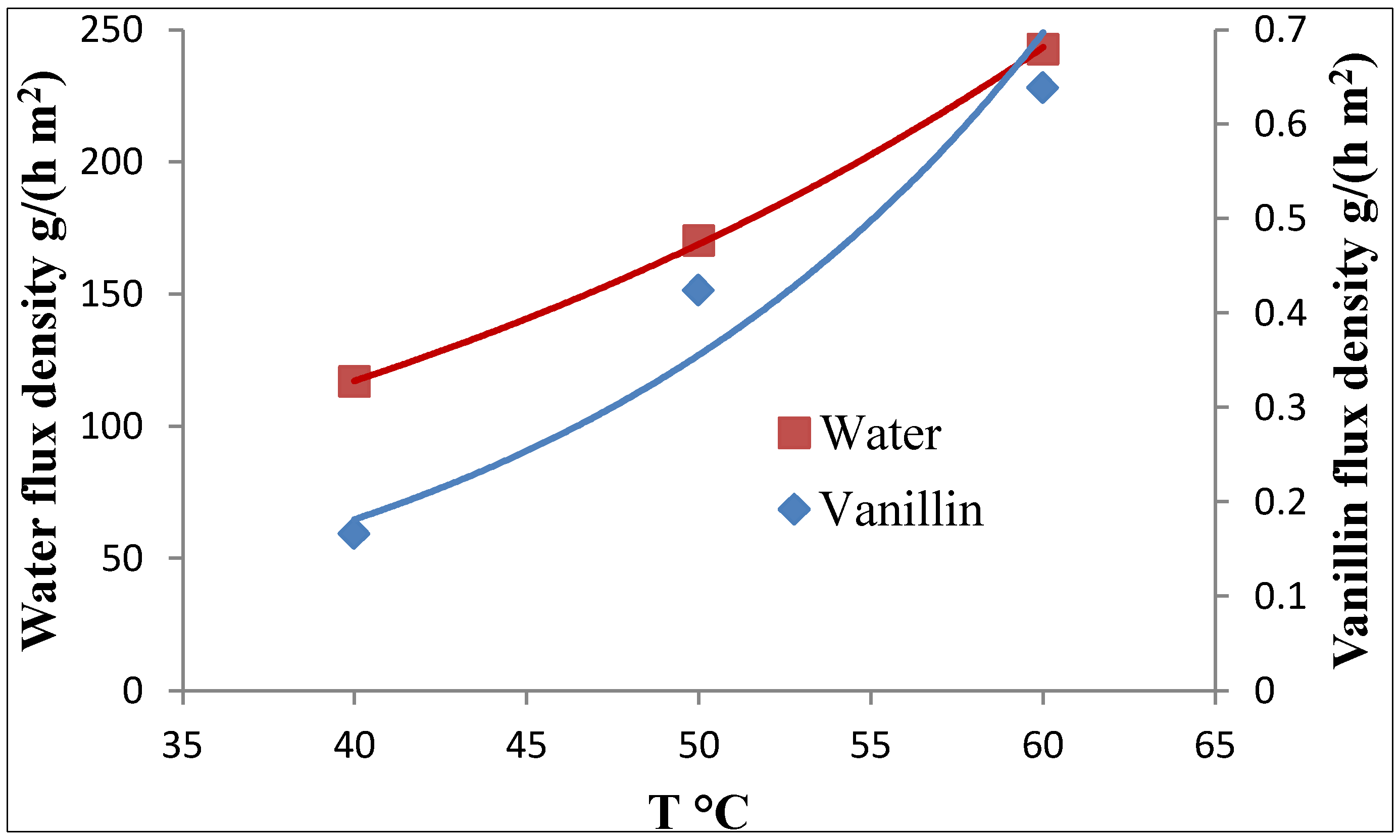
 , where
, where  is the vapor pressure of vanillin and γvan is the activity coefficient of vanillin.
is the vapor pressure of vanillin and γvan is the activity coefficient of vanillin. = 0.1105 mbar. The activity coefficient, computed with the UNIFAC group contribution method, is γvan = 47.18 at T = 60 °C and xvan = 1.18 × 10−4.
= 0.1105 mbar. The activity coefficient, computed with the UNIFAC group contribution method, is γvan = 47.18 at T = 60 °C and xvan = 1.18 × 10−4.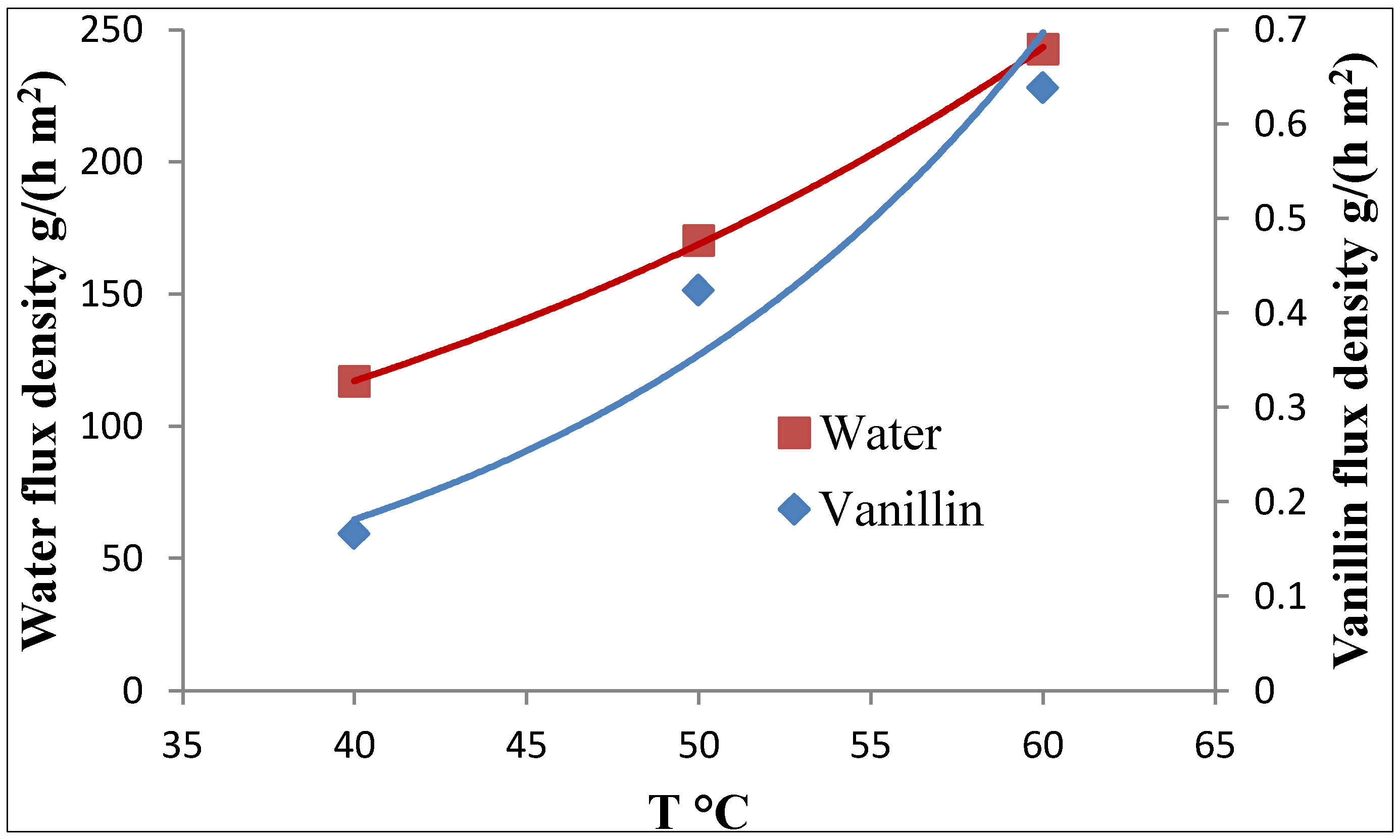

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
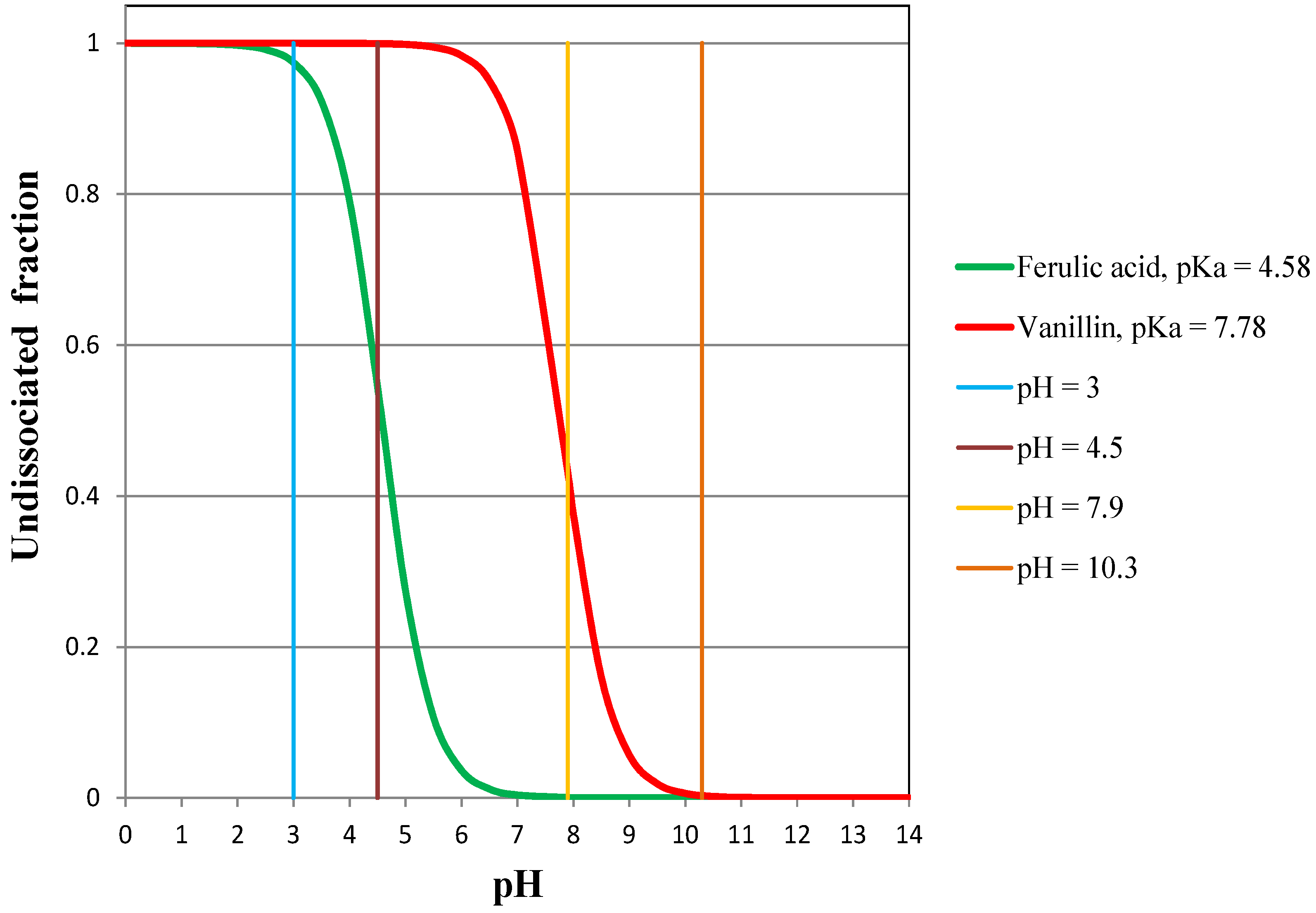
| pH | Feed concentrations | Flux vanillin | Flux TFA |
|---|---|---|---|
| ppm | g/(h m2) | g/(h m2) | |
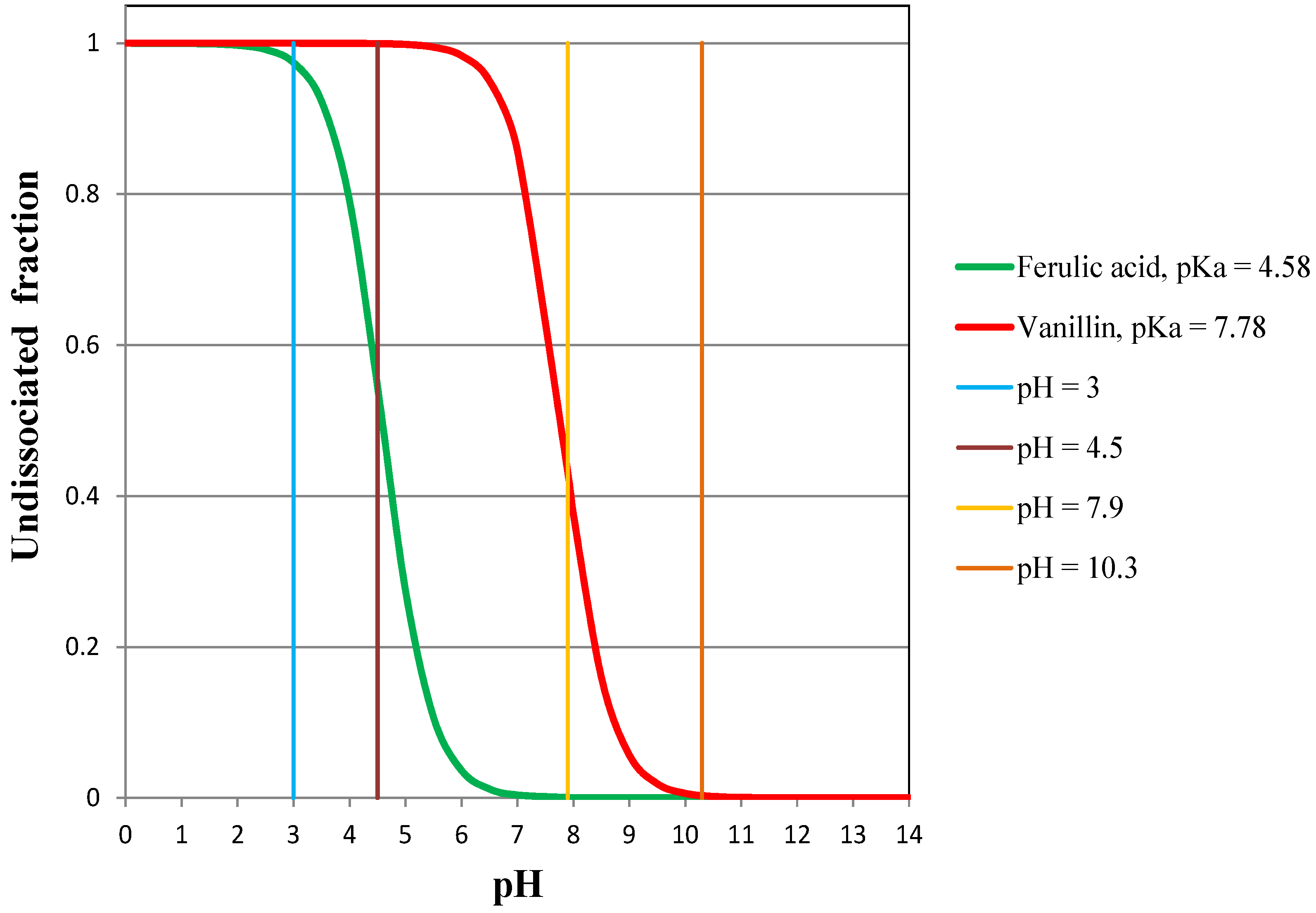
| 3 | 609 Van + 777 TFA | 0.64 | 2.74 × 10−3 |
| 4.5 | 600 Van + 388 TFA | 0.64 | 4.50 × 10−4 |
| 7.9 | 540 Van + 660 TFA | 0.28 | 3.20 × 10−4 |
| 10.3 | 609 Van + 774 TFA | 0.01 | 1.63 × 10−4 |
- the flux of vanillin does not change as long as it is totally undissociated (pH = 3 and pH = 4.5);
- the flux of vanillin is reduced to a certain degree when it is partly dissociated (pH = 7.9);
- the flux of vanillin is drastically reduced when it is dissociated (pH = 10.3);
- the higher the pH (or the higher the dissociated fraction of TFA), the lower the permeate flux of TFA;
- when TFA is totally undissociated, its flux is highly enhanced (at pH = 3, the flux is one order of magnitude higher than at pH = 10.3), but it still remains absolutely negligible.
4. Conclusions
Conflicts of Interest
References
- Havkin-Frenkel, D.; Belanger, F.C. Handbook of Vanilla Science and Technology; Wiley-Blackwell: Chichester, UK, 2011. [Google Scholar]
- Dignum, M.J.W.; Kerler, J.; Verpoorte, R. Vanilla production: Technological, chemical and biosynthetic aspects. Food Rev. Int. 2000, 17, 119–120. [Google Scholar]
- Walton, N.J.; Mayer, M.J.; Narbad, A. Vanillin. Phytochemistry 2003, 63, 505–515. [Google Scholar] [CrossRef]
- Esposito, L.; Formanek, K.; Kientz, K.G.; Mauger, F.; Maureaux, V.; Robert, G.; Truchet, F. Vanillin. In Kirk-Othmer Encyclopedia of Chemical Technology; John Wiley & Sons: New York, NY, USA, 1997; Volume 24, pp. 812–825. [Google Scholar]
- Korthou, H.; Verpoorte, R. Vanilla. In Flavours and Fragrances; Springer: Heidelberg, Germany, 2007; pp. 203–217. [Google Scholar]
- Ramachandra, R.S.; Ravishankar, G.A. Vanilla flavour: production by conventional and biotechnological routes. J. Sci. Food Agric. 2000, 80, 289–304. [Google Scholar] [CrossRef]
- Cheetham, P.S.J. Combining the technical push and the business pull for natural flavours. Adv. Biochem. Eng. Biotechnol. 1997, 55, 1–49. [Google Scholar]
- Straughan, R.D.; Roberts, J.A. Environmental segmentation alternatives: A look at green consumer behavior in the new millennium. J. Consum. Market. 1999, 16, 558–575. [Google Scholar] [CrossRef]
- Laroche, M.; Bergeron, J.; Barbaro-Forleo, G. Targeting consumers who are willing to pay more for environmentally friendly products. J. Consum. Market. 2001, 18, 503–520. [Google Scholar] [CrossRef]
- Pickett-Baker, J.; Ozaki, R. Pro-environmental products: Marketing influence on consumer purchase decision. J. Consum. Market. 2008, 25, 281–293. [Google Scholar] [CrossRef]
- Serra, S.; Fuganti, C.; Brenna, E. Biocatalytic preparation of natural flavours and fragrances. Trends Biotechnol. 2005, 23, 193–198. [Google Scholar] [CrossRef]
- Longo, M.A.; Sanromán, M.A. Production of food aroma compounds: Microbial and enzymatic methodologies. Food Technol. Biotechnol. 2006, 44, 335–353. [Google Scholar]
- Muheim, A.; Lerch, K. Towards a high-yield bioconversion of ferulic acid to vanillin. Appl. Microbiol. Biotechnol. 1999, 51, 456–461. [Google Scholar] [CrossRef]
- Gounaris, Y. Biotechnology for the production of essential oils, flavours and volatile isolates. A review. Flavour Frag. J. 2010, 25, 367–386. [Google Scholar] [CrossRef]
- Vandamme, E.J.; Soetaert, W. Bioflavours and fragrances via fermentation and biocatalysis. J. Chem. Technol. Biotechnol. 2002, 77, 1323–1332. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, S.; Singh, O.V. Bioconversion of lignocellulosic biomass: Biochemical and molecular perspectives. J. Ind. Microbiol. Biotechnol. 2008, 35, 377–391. [Google Scholar] [CrossRef]
- Schwab, W.; Davidovich-Rikanati, R.; Lewinsohn, E. Biosynthesis of plant derived flavor compounds. Plant J. 2008, 54, 712–732. [Google Scholar] [CrossRef]
- Berger, R.G. Biotechnology of flavours—The next generation. Biotechnol. Lett. 2009, 31, 1651–1659. [Google Scholar] [CrossRef]
- Augugliaro, V.; Camera-Roda, G.; Loddo, V.; Palmisano, G.; Palmisano, L.; Parrino, F.; Puma, M.A. Synthesis of vanillin in water by TiO2 photocatalysis. Appl. Catal. B Environ. 2012, 111–112, 555–561. [Google Scholar]
- Stankiewicz, A.; Moulijn, J.N. Process intensification transforming chemical engineering. Chem. Eng. Progr. 2000, 96, 22–34. [Google Scholar]
- Converti, A.; Aliakbarian, B.; Domìnguez, J.M.; Bustoz Vàsquez, G.; Perego, P. Microbial production of vanillin. Braz. J. Microbiol. 2010, 41, 519–530. [Google Scholar] [CrossRef]
- Böddeker, K.W.; Bengston, G.; Bode, E. Pervaporation of low volatility aromatics from water. J. Membr. Sci. 1990, 53, 143–158. [Google Scholar] [CrossRef]
- Böddeker, K.W.; Bengston, G.; Pingel, H.; Dozel, S. Pervaporation of high boilers using heated membranes. Desalination 1993, 90, 249–257. [Google Scholar] [CrossRef]
- Böddeker, K.W.; Gatfield, I.L.; Jähnig, J.; Schorm, C. Pervaporation at the vapor pressure limit: Vanillin. J. Membr. Sci. 1997, 137, 155–158. [Google Scholar] [CrossRef]
- Brazhina, C.; Barbosa, B.; Crespo, G.J. Sustainable recovery of pure natural vanillin from fermentation media in a single pervaporation step. Green Chem. 2011, 13, 2197–2203. [Google Scholar] [CrossRef]
- Camera-Roda, G.; Santarelli, F.; Augugliaro, V.; Loddo, V.; Palmisano, G.; Palmisano, L.; Yurdakal, S. Photocatalytic process intensification by coupling with pervaporation. Catal. Today 2011, 161, 209–213. [Google Scholar] [CrossRef]
- Camera-Roda, G.; Augugliaro, V.; Cardillo, A.; Loddo, V.; Palmisano, G.; Palmisano, L. A pervaporation photocatalytic reactor for the green synthesis of vanillin. Chem. Eng. J. 2013, 224, 136–143. [Google Scholar] [CrossRef]
- Camera-Roda, G.; Augugliaro, V.; Loddo, V.; Palmisano, G.; Palmisano, L. Production of Aldehydes by Oxidation in Aqueous Medium with Recovery of the Product by Means of Pervaporation. U.S. Patent 20130123546 A1, 10 June 2011. [Google Scholar]
- Sanchez Marcano, J.G.; Tsotsis, T.T. Pervaporation Membrane Reactors. In Catalytic Membranes and Membrane Reactors; Wiley-VCH: Weinheim, Germany, 2002; pp. 97–132. [Google Scholar]
- Camera-Roda, G.; Augugliaro, V.; Loddo, V.; Palmisano, L. Pervaporation Membrane Reactors. In Handbook of Membrane Reactors, 1st ed.; Basile, A., Ed.; Woodhead Publishing: Cambridge, UK, 2013; Volume 1, pp. 107–151. [Google Scholar]
- Schembecker, G.; Tlatlik, S. Process synthesis for reactive separations. Chem. Eng. Process. 2003, 42, 179–189. [Google Scholar] [CrossRef]
- De Lasa, H.; Serrano, B.; Salaices, M. Photocatalytic Reactor Engineering; Springer Science: New York, NY, USA, 2005. [Google Scholar]
- Camera Roda, G.; Santarelli, F. Design of a pervaporation photocatalytic reactor for process intensification. Chem. Eng. Technol. 2012, 35, 1221–1228. [Google Scholar] [CrossRef]
- Battersby, P.W.; Teixeira, P.W.; Beltramini, J.; Duke, M.C.; Rudolph, V.; Diniz Da Costa, J.C. An analysis of the Péclet and Damköhler numbers for dehydrogenation reactions using molecular sieve silica (MSS) membrane reactors. Catal. Today 2006, 116, 12–17. [Google Scholar] [CrossRef]
- Moon, W.S.; Park, S.B. Design guide of a membrane for a membrane reactor in terms of permeability and selectivity. J. Membr. Sci. 2000, 170, 43–51. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; John Wiley & Sons: New York, NY, USA, 1999. [Google Scholar]
- Böddeker, K.W. Liquid Separation with Membranes, 1st ed.; Springer-Verlag: Berlin/Heidelberg, Germany, 2008; pp. 1–146. [Google Scholar]
- Wijmans, J.G.; Baker, R.W. The solution-diffusion model: A review. J. Membr. Sci. 1995, 107, 1–21. [Google Scholar] [CrossRef]
- Groß, A.; Heintz, A. Diffusion coefficients of aromatics in nonporous PEBA membranes. J. Membr. Sci. 2000, 168, 233–242. [Google Scholar] [CrossRef]
- Vane, L.M. A review of pervaporation for product recovery from biomass fermentation processes. J. Chem. Technol. Biotechnol. 2005, 80, 603–629. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Camera-Roda, G.; Cardillo, A.; Loddo, V.; Palmisano, L.; Parrino, F. Improvement of Membrane Performances to Enhance the Yield of Vanillin in a Pervaporation Reactor. Membranes 2014, 4, 96-112. https://doi.org/10.3390/membranes4010096
Camera-Roda G, Cardillo A, Loddo V, Palmisano L, Parrino F. Improvement of Membrane Performances to Enhance the Yield of Vanillin in a Pervaporation Reactor. Membranes. 2014; 4(1):96-112. https://doi.org/10.3390/membranes4010096
Chicago/Turabian StyleCamera-Roda, Giovanni, Antonio Cardillo, Vittorio Loddo, Leonardo Palmisano, and Francesco Parrino. 2014. "Improvement of Membrane Performances to Enhance the Yield of Vanillin in a Pervaporation Reactor" Membranes 4, no. 1: 96-112. https://doi.org/10.3390/membranes4010096
APA StyleCamera-Roda, G., Cardillo, A., Loddo, V., Palmisano, L., & Parrino, F. (2014). Improvement of Membrane Performances to Enhance the Yield of Vanillin in a Pervaporation Reactor. Membranes, 4(1), 96-112. https://doi.org/10.3390/membranes4010096