
Tribological Performance of Diamond Films with Different Roughnesses of Silicon Nitride Substrates and Carbon Source Concentrations



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Properties of Diamond Films
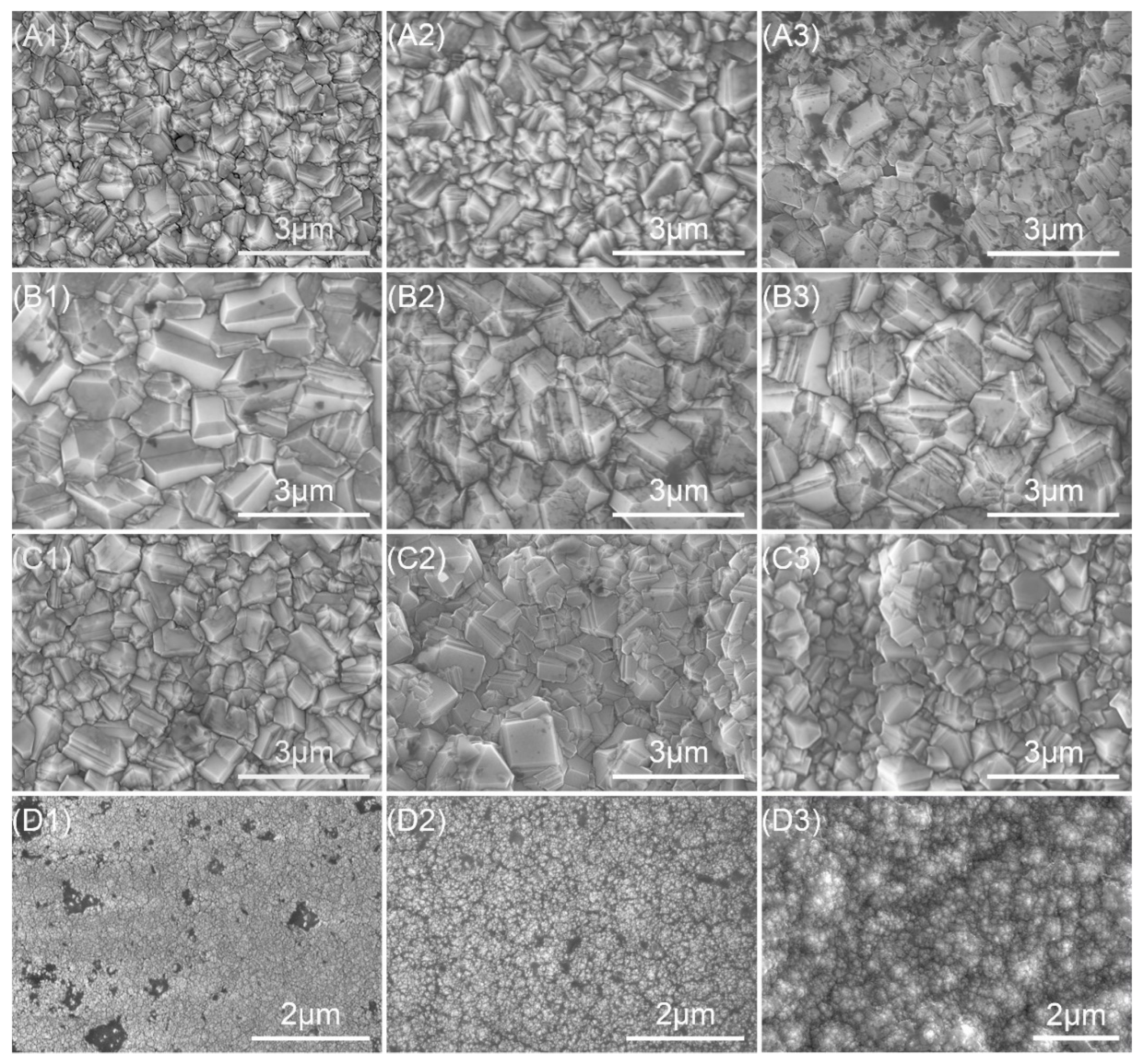
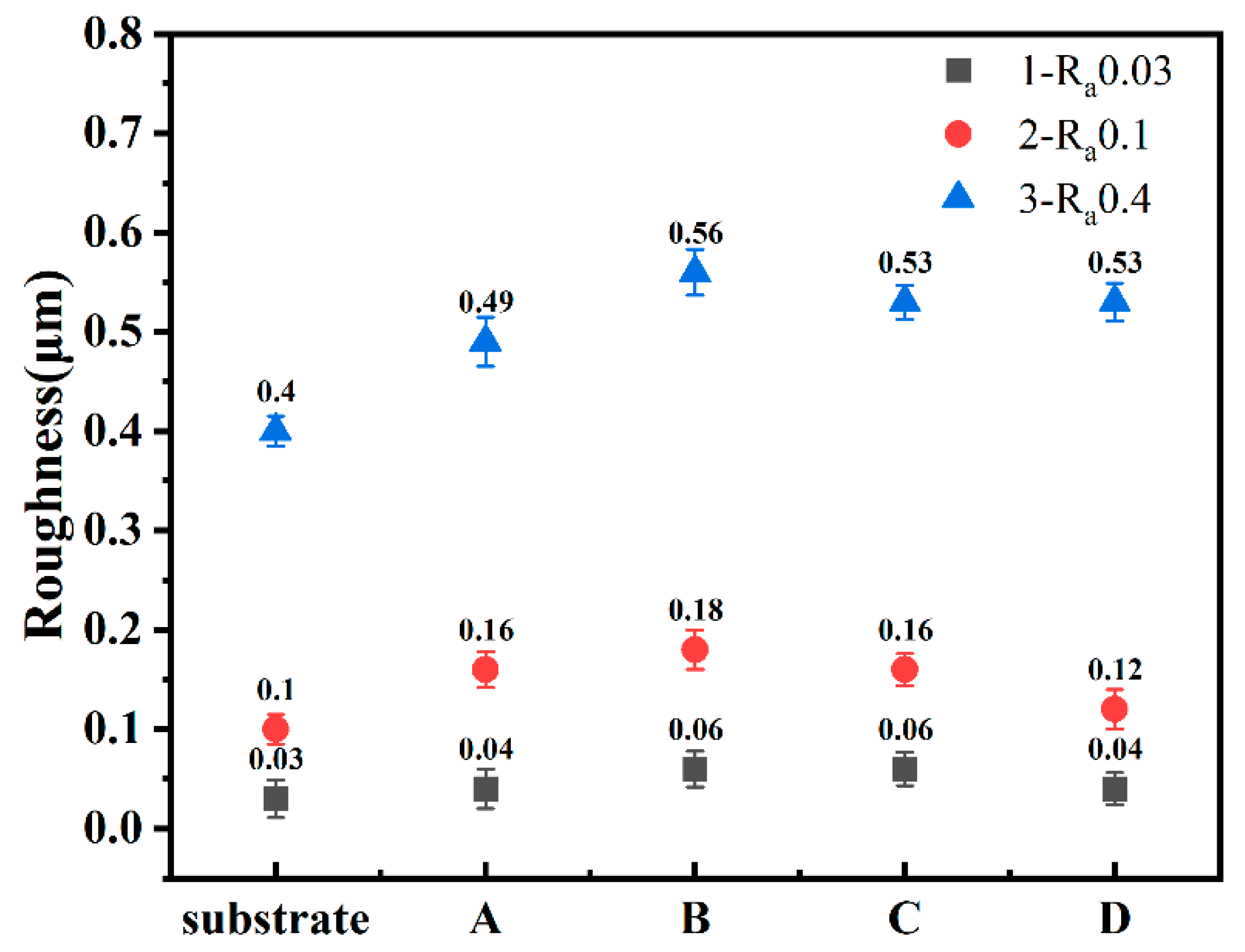
3.1.1. Surface Morphology of Diamond Films
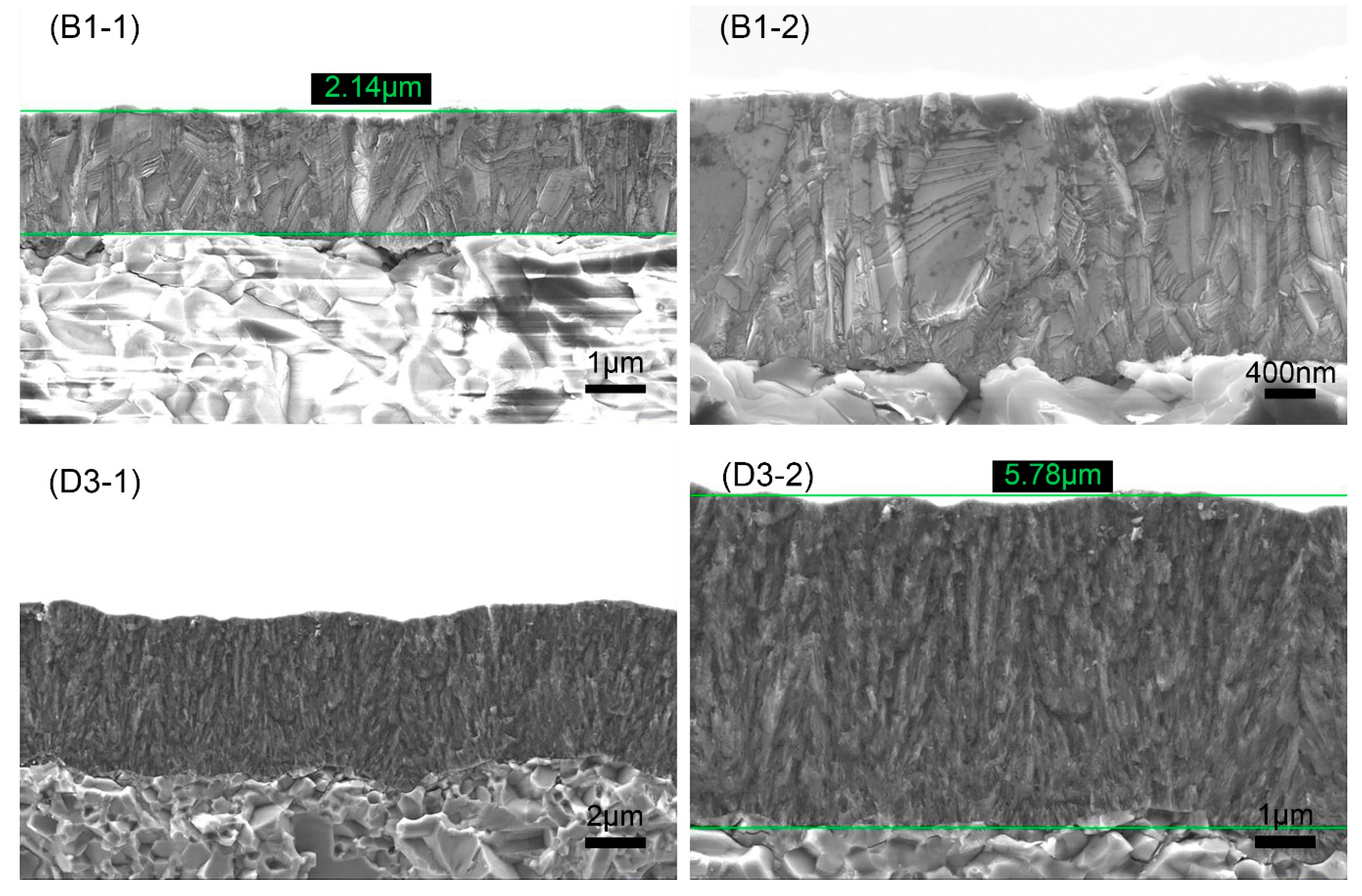
3.1.2. Fracture Cross-Section Morphology of Diamond Films
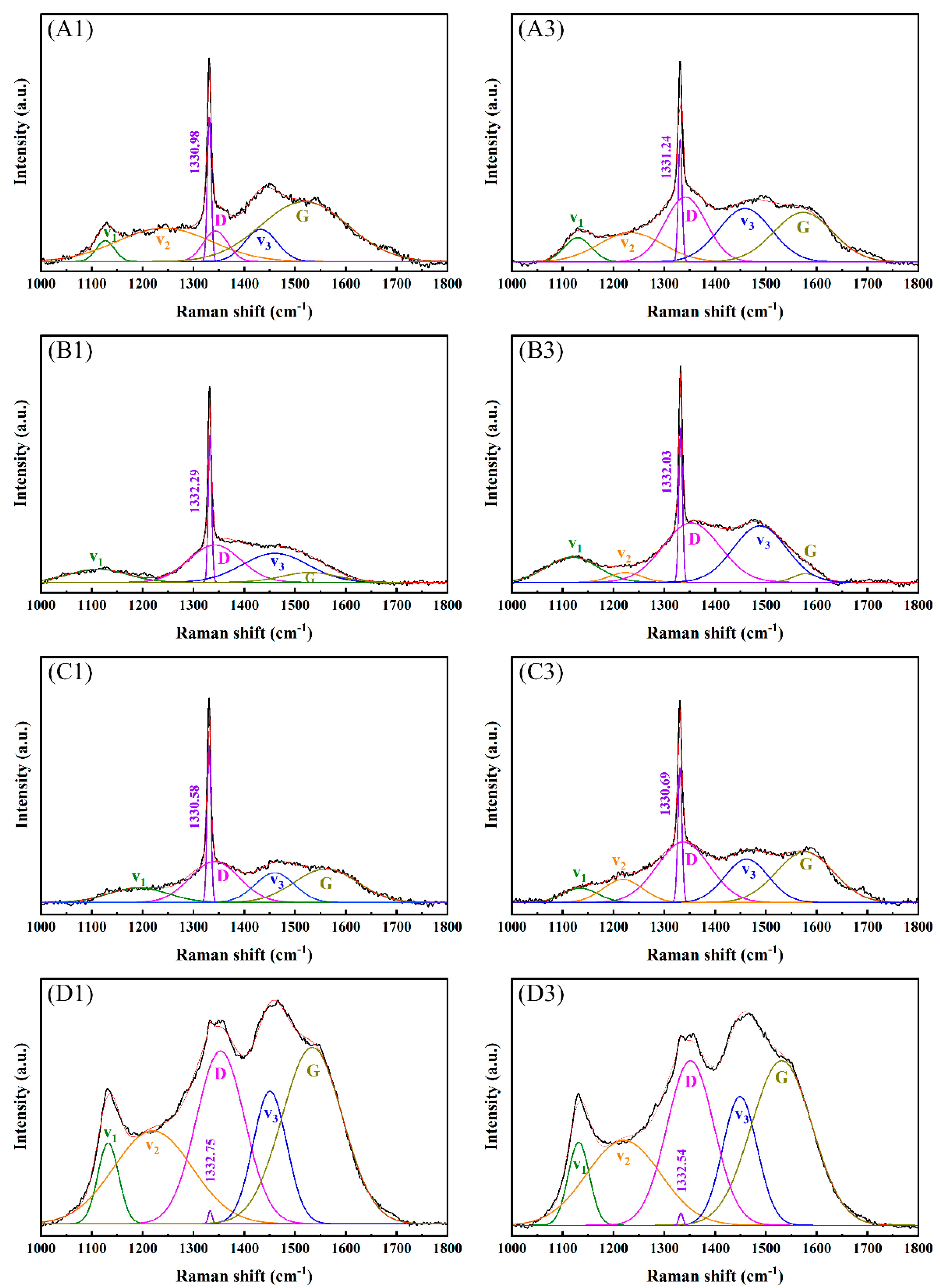
3.1.3. Raman Spectra of Diamond Films
3.1.4. XRD Patterns of Diamond Films
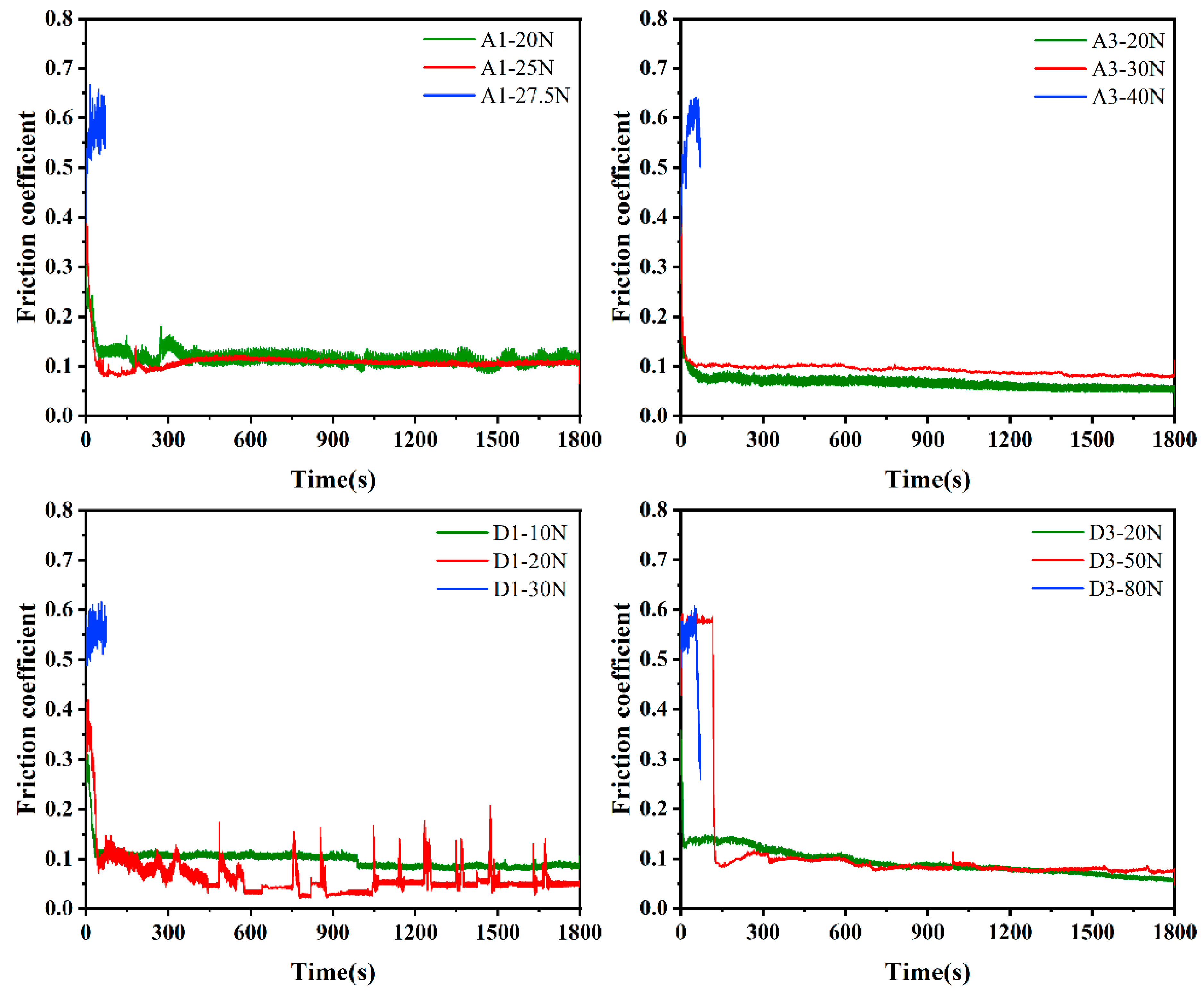
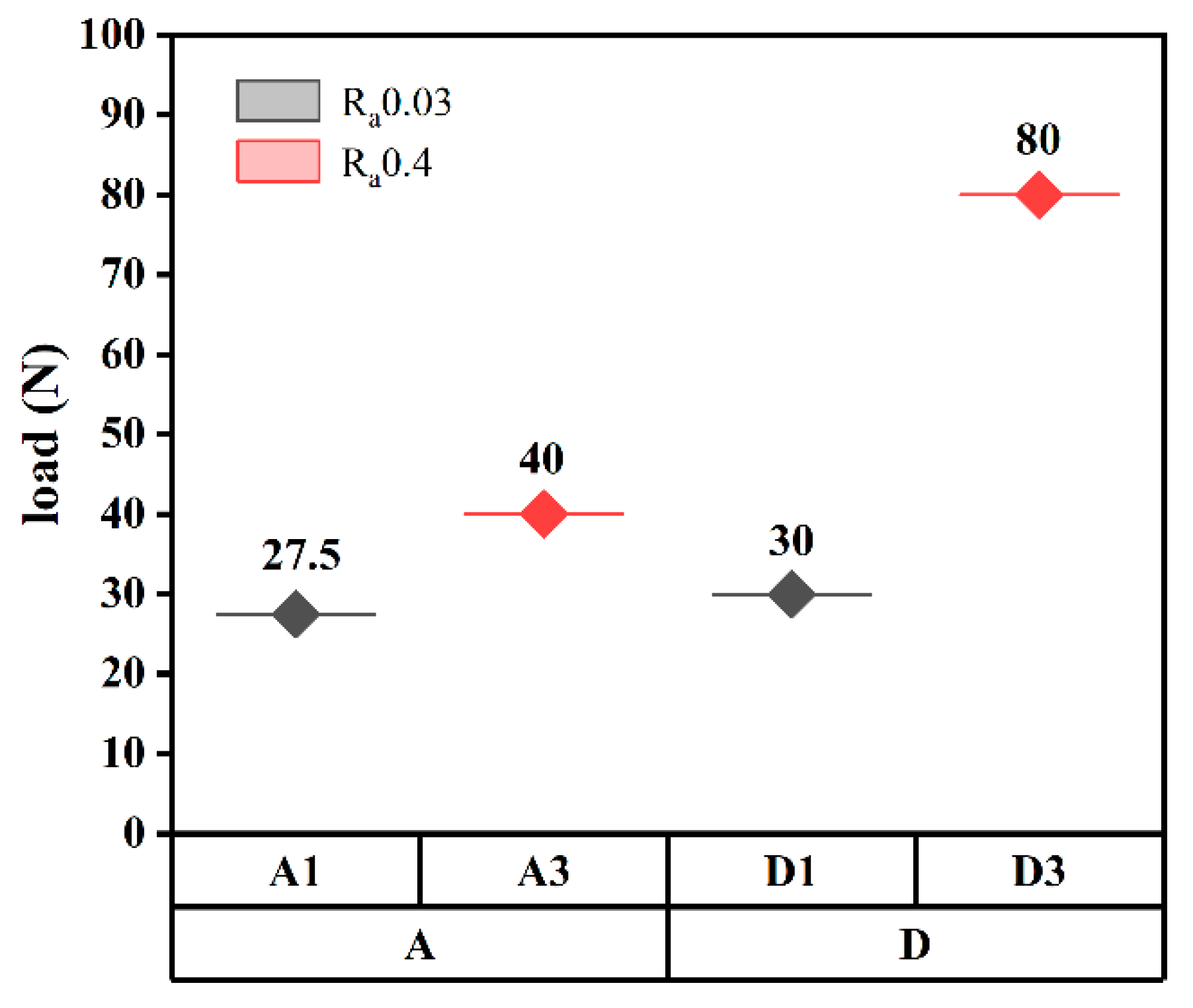
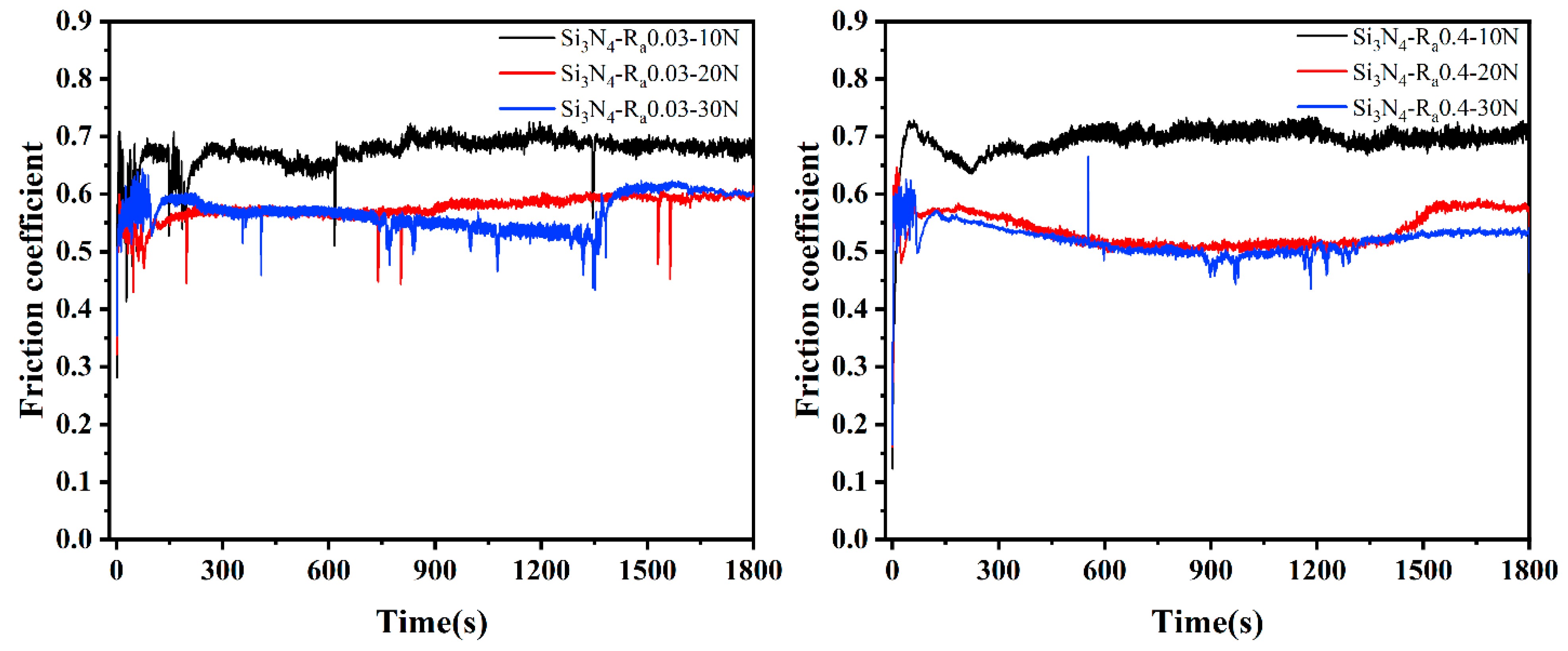
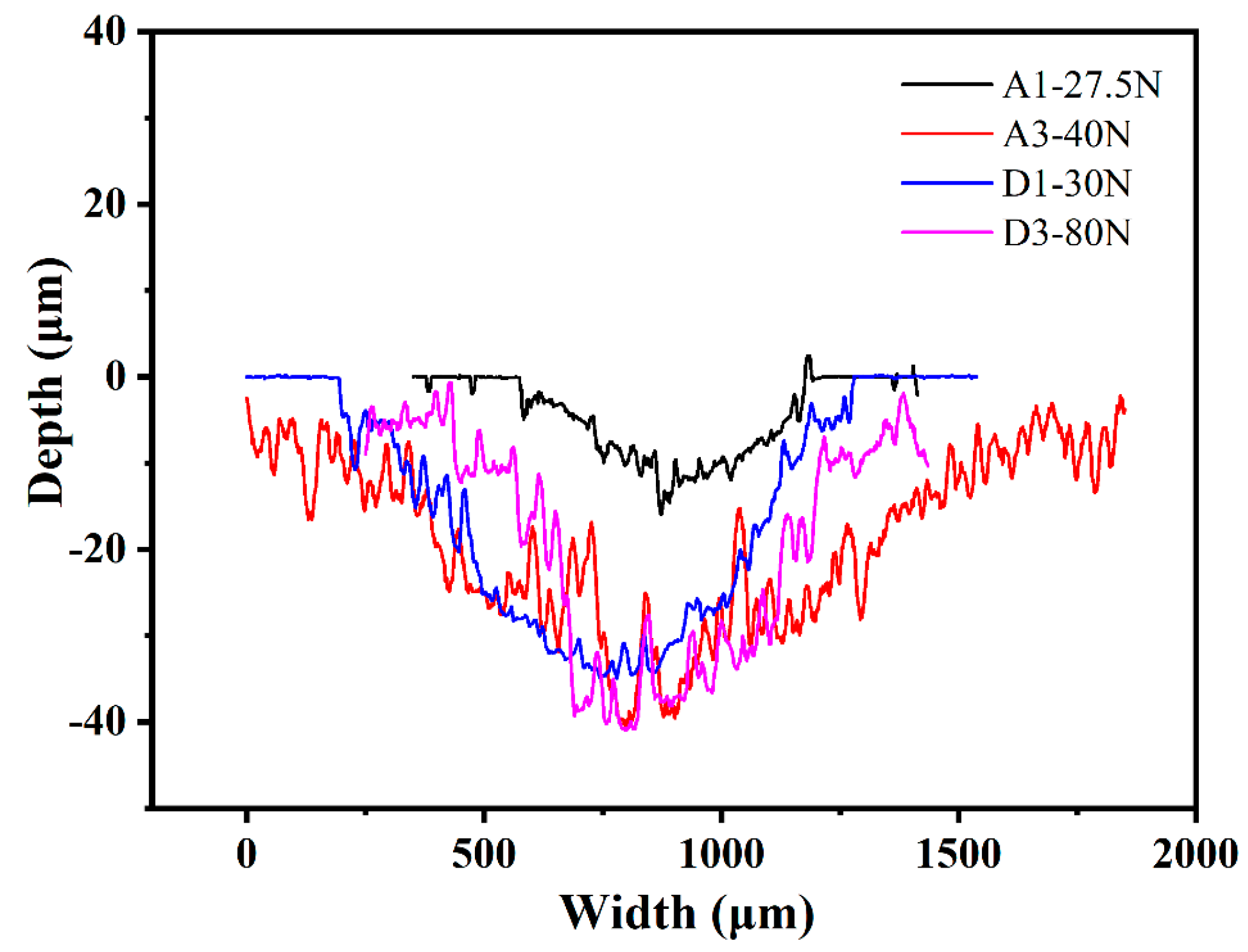
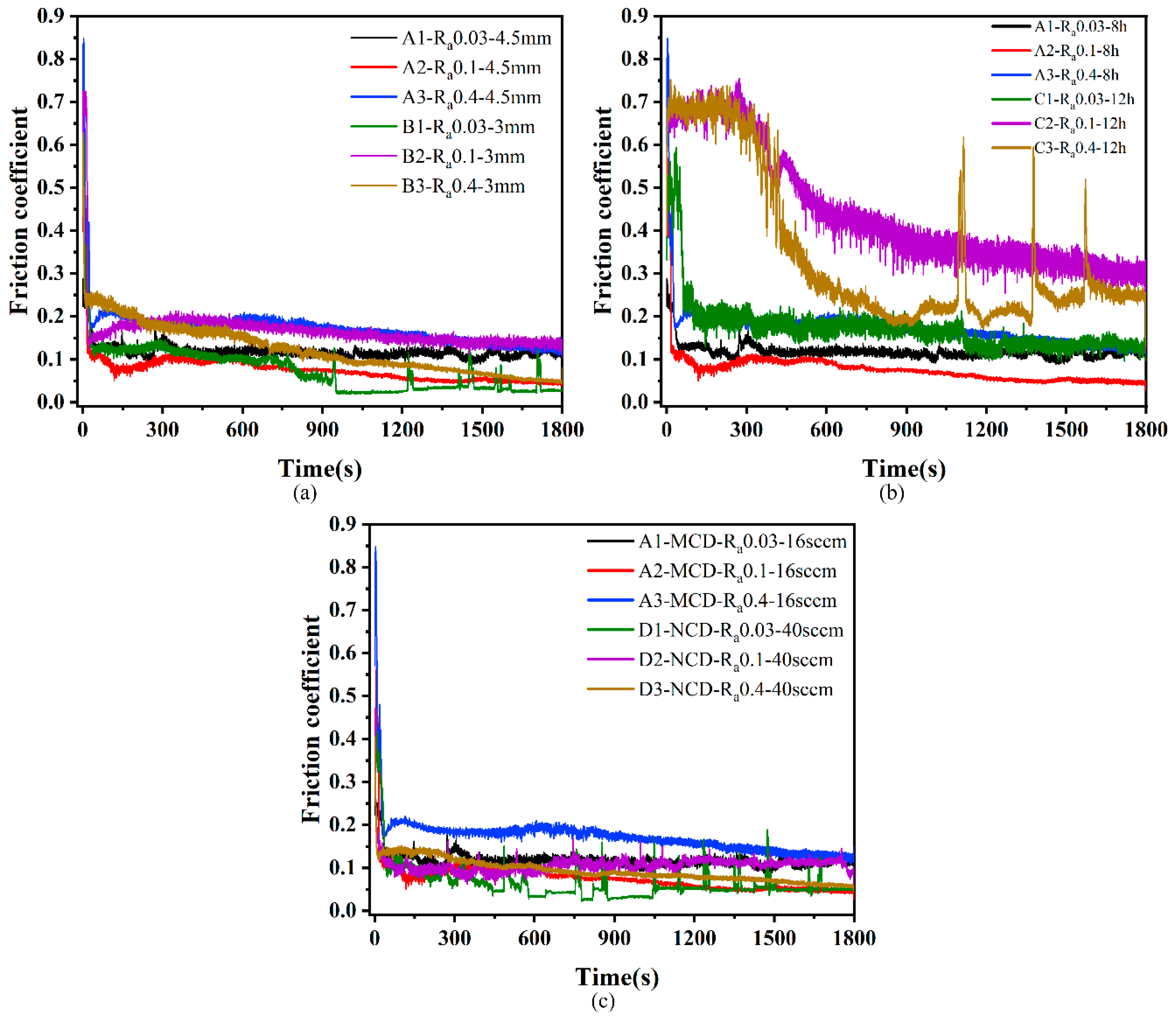
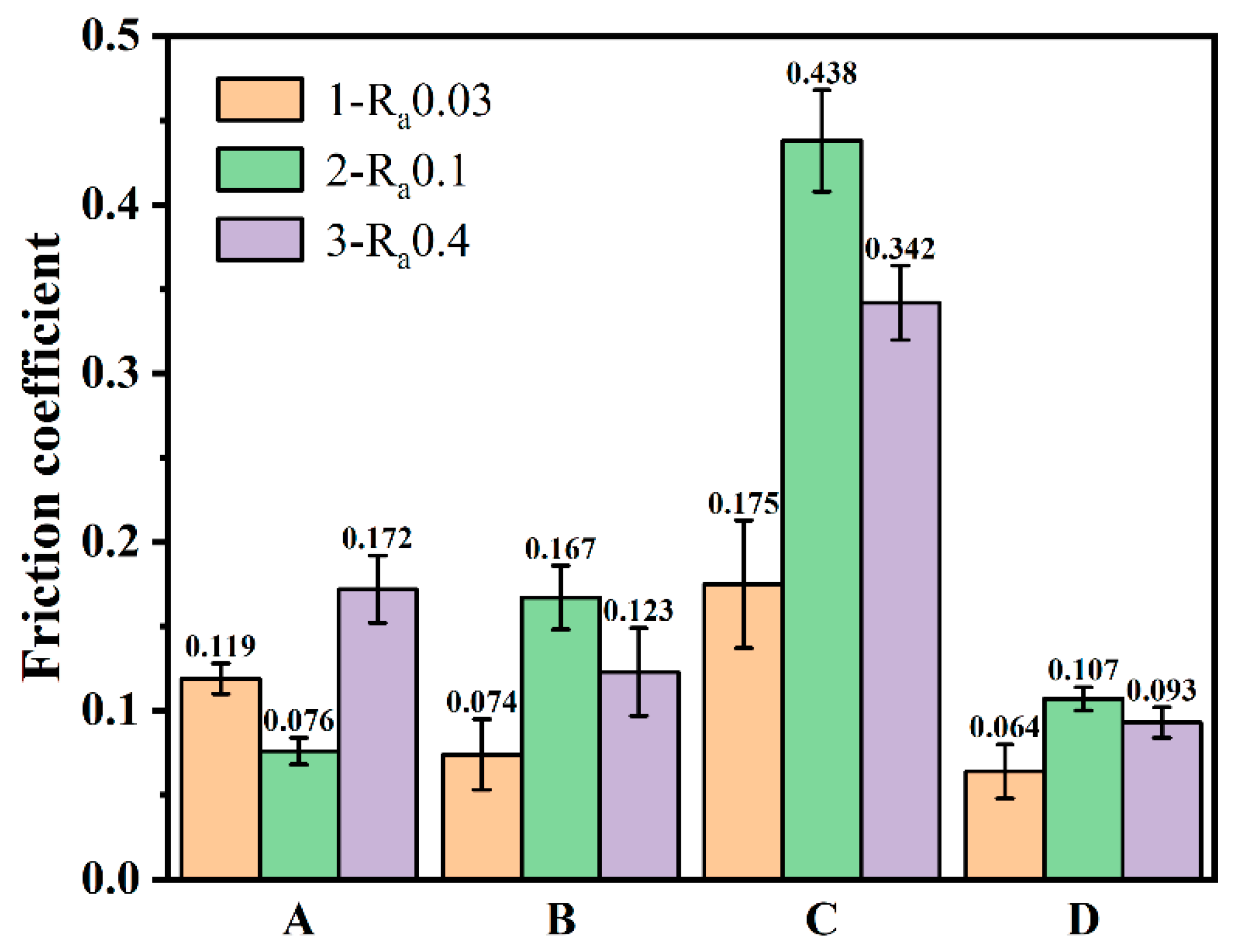
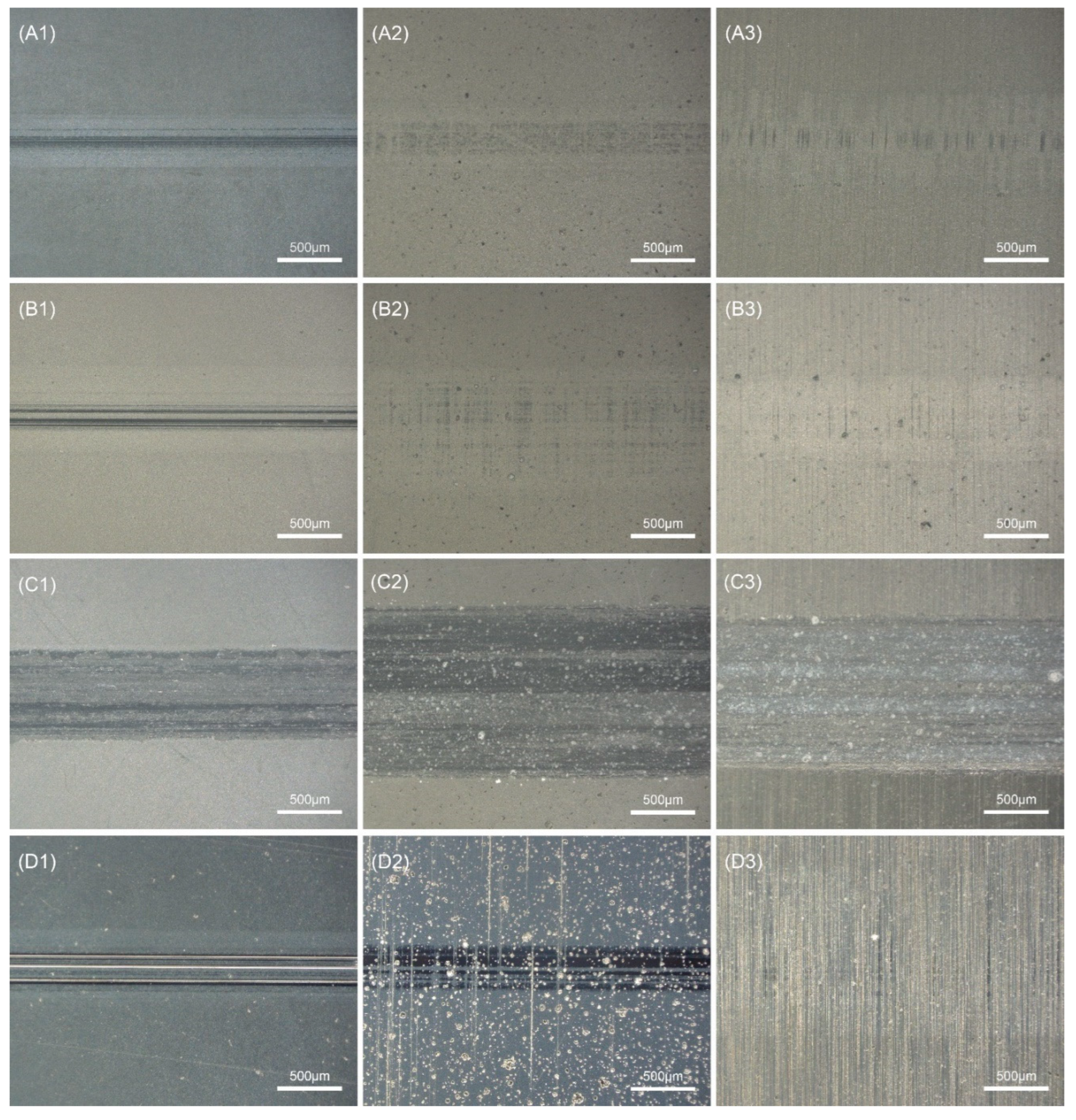
3.2. Friction and Wear Properties of Diamond Films
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Du, J.; Ai, D.; Xiao, X.; Song, J.; Li, Y.; Chen, Y.; Wang, L.; Zhu, K. Rational Design and Porosity of Porous Alumina Ceramic Membrane for Air Bearing. Membranes 2021, 11, 872. [Google Scholar] [CrossRef] [PubMed]
- Erdemir, A.; Fenske, G.; Krauss, A.; Gruen, D.; McCauley, T.; Csencsits, R. Tribological properties of nanocrystalline diamond films. Surf. Coat. Technol. 1999, 120, 565–572. [Google Scholar] [CrossRef] [Green Version]
- Chen, N.; Shen, B.; Yang, G.; Sun, F. TriboloSgical and cutting behavior of silicon nitride tools coated with monolayer-and multilayer-microcrystalline HFCVD diamond films. Appl. Surf. Sci. 2013, 265, 850–859. [Google Scholar] [CrossRef]
- Campos, R.; Contin, A.; Trava-Airoldi, V.J.; Moro, J.; Barquete, D.; Corat, E.J. CVD diamond films growth on silicon nitride inserts (Si3N4) with high nucleation density by functionalization seeding. Mater. Sci. Forum 2012, 727, 1433–1438. [Google Scholar]
- Shi, B.; Jin, Q.; Chen, L.; Auciello, O. Fundamentals of ultrananocrystalline diamond (UNCD) thin films as biomaterials for developmental biology: Embryonic fibroblasts growth on the surface of (UNCD) films. Diam. Relat. Mater. 2009, 18, 596–600. [Google Scholar] [CrossRef]
- Belmonte, M.; Fernandes, A.; Costa, F.; Oliveira, F.; Silva, R. Adhesion behaviour assessment on diamond coated silicon nitride by acoustic emission. Diam. Relat. Mater. 2003, 12, 733–737. [Google Scholar] [CrossRef]
- Abreu, C.; Oliveira, F.; Belmonte, M.; Fernandes, A.; Silva, R.; Gomes, J. Grain size effect on self-mated CVD diamond dry tribosystems. Wear 2005, 259, 771–778. [Google Scholar] [CrossRef] [Green Version]
- Shen, B.; Sun, F.H.; Yang, G.D. Study on the friction behavior of HFCVD diamond films on silicon nitride substrates. Adv. Mater. Res. 2010, 135, 143–148. [Google Scholar]
- Abreu, C.; Amaral, M.; Fernandes, A.; Oliveira, F.; Silva, R.; Gomes, J. Friction and wear performance of HFCVD nanocrystalline diamond coated silicon nitride ceramics. Diam. Relat. Mater. 2006, 15, 739–744. [Google Scholar] [CrossRef] [Green Version]
- Avis, C.; Jang, J. Understanding the Origin of the Hysteresis of High-Performance Solution Processed Polycrystalline SnO2 Thin-Film Transistors and Applications to Circuits. Membranes 2022, 12, 7. [Google Scholar] [CrossRef]
- Fan, R.; Wang, L.J.; Huang, J.; Tang, K.; Zhang, J.J.; Shi, W.M.; Xia, Y.B. ZnO Films Deposited on Various Diamond Film Substrates with Different Surface Roughness. Adv. Mater. Res. 2011, 287, 2347–2350. [Google Scholar]
- Ali, M.; Ürgen, M. Surface morphology, growth rate and quality of diamond films synthesized in hot filament CVD system under various methane concentrations. Appl. Surf. Sci. 2011, 257, 8420–8426. [Google Scholar] [CrossRef]
- Piazza, F.; Golanski, A.; Schulze, S.; Relihan, G. Transpolyacetylene chains in hydrogenated amorphous carbon films free of nanocrystalline diamond. Appl. Phys. Lett. 2003, 82, 358–360. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, A.C.; Robertson, J. Resonant Raman spectroscopy of disordered, amorphous, and diamondlike carbon. Phys. Rev. B 2001, 64, 075414. [Google Scholar] [CrossRef] [Green Version]
- Fu, Y.; Yan, B.; Loh, N.L.; Sun, C.Q.; Hing, P. Characterization and tribological evaluation of MW-PACVD diamond coatings deposited on pure titanium. Mater. Sci. Eng. A 2000, 282, 38–48. [Google Scholar] [CrossRef]
- Prawer, S.; Nemanich, R.J. Raman spectroscopy of diamond and doped diamond. Philos. Trans. R. Soc. London Ser. A Math. Phys. Eng. Sci. 2004, 362, 2537–2565. [Google Scholar] [CrossRef] [PubMed]
- Roy, D.; Barber, Z.; Clyne, T. Ag nanoparticle induced surface enhanced Raman spectroscopy of chemical vapor deposition diamond thin films prepared by hot filament chemical vapor deposition. J. Appl. Phys. 2002, 91, 6085–6088. [Google Scholar] [CrossRef]
- Yan, G.; Wu, Y.; Cristea, D.; Lu, F.; Wang, Y.; Zhao, D.; Tierean, M.; Liu, L. Machining performance of hard-brittle materials by multi-layer micro-nano crystalline diamond coated tools. Results Phys. 2019, 13, 102303. [Google Scholar] [CrossRef]
- Lyon, S.; Nemanich, R.; Johnson, N.; Biegelsen, D. Microstrain in laser-crystallized silicon islands on fused silica. Appl. Phys. Lett. 1982, 40, 316–318. [Google Scholar] [CrossRef]
- Stuart, S.A.; Prawer, S.; Weiser, P. Growth-sector dependence of fine structure in the first-order Raman diamond line from large isolated chemical-vapor-deposited diamond crystals. Appl. Phys. Lett. 1993, 62, 1227–1229. [Google Scholar] [CrossRef]
- Polini, R.; Mantini, F.P.; Barletta, M.; Valle, R.; Casadei, F. Hot filament chemical vapour deposition and wear resistance of diamond films on WC-Co substrates coated using PVD-arc deposition technique. Diam. Relat. Mater. 2006, 15, 1284–1291. [Google Scholar] [CrossRef] [Green Version]
- Yan, G.; Wu, Y.; Cristea, D.; Liu, L.; Tierean, M.; Wang, Y.; Lu, F.; Wang, H.; Yuan, Z.; Munteanu, D. Mechanical properties and wear behavior of multi-layer diamond films deposited by hot-filament chemical vapor deposition. Appl. Surf. Sci. 2019, 494, 401–411. [Google Scholar] [CrossRef]
- Lu, F.; Li, H.-X.; Zha, L.-Q.; Wang, Y.-B.; Liu, L.-S.; Yuan, Z.-Y. Preparation of diamond-gradient film and analysis of its mechanical properties. Mater. Res. Express 2019, 6, 086441. [Google Scholar] [CrossRef]
- Amaral, M.; Abreu, C.; Fernandes, A.; Oliveira, F.; Gomes, J.; Silva, R. Nanodiamond-based tribosystems. Surf. Coat. Technol. 2010, 204, 1962–1969. [Google Scholar] [CrossRef]
- Oyinbo, S.T.; Jen, T.-C. A molecular dynamics investigation of the temperature effect on the mechanical properties of selected thin films for hydrogen separation. Membranes 2020, 10, 241. [Google Scholar] [CrossRef] [PubMed]
- Archard, J. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Shen, B.; Sun, F. Deposition and friction properties of ultra-smooth composite diamond films on Co-cemented tungsten carbide substrates. Diam. Relat. Mater. 2009, 18, 238–243. [Google Scholar] [CrossRef]
- Wang, X.C.; Chen, S.L.; Shen, B.; Sun, F.H. Frictional and wear behavior of micro-crystalline and nano-crystalline diamond films. Adv. Mater. Res. 2013, 797, 719–724. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Roughness (μm) | CH4 Concentration (%) | Deposition Time (h) | Deposition Distance (mm) | Gas Flow (sccm) | |
|---|---|---|---|---|---|---|
| CH4 | H2 | |||||
| A1 | 0.03 | 2 | 8 | 4.5 | 16 | 800 |
| A2 | 0.1 | 2 | 8 | 4.5 | 16 | 800 |
| A3 | 0.4 | 2 | 8 | 4.5 | 16 | 800 |
| B1 | 0.03 | 2 | 8 | 3 | 16 | 800 |
| B2 | 0.1 | 2 | 8 | 3 | 16 | 800 |
| B3 | 0.4 | 2 | 8 | 3 | 16 | 800 |
| C1 | 0.03 | 2 | 12 | 4.5 | 16 | 800 |
| C2 | 0.1 | 2 | 12 | 4.5 | 16 | 800 |
| C3 | 0.4 | 2 | 12 | 4.5 | 16 | 800 |
| D1 | 0.03 | 5 | 5 | 4.5 | 40 | 800 |
| D2 | 0.1 | 5 | 5 | 4.5 | 40 | 800 |
| D3 | 0.4 | 5 | 5 | 4.5 | 40 | 800 |
| Sample Number | A1 | A3 | B1 | B3 | C1 | C3 | D1 | D3 |
|---|---|---|---|---|---|---|---|---|
| FWHM/cm−1 | 9.08 | 8.86 | 7.91 | 8.36 | 8.64 | 9.55 | 9.01 | 9.37 |
| v/cm−1 | 1330.98 | 1331.24 | 1332.29 | 1332.03 | 1330.58 | 1330.69 | 1332.75 | 1332.54 |
| σ/GPa | +0.58 | +0.43 | −0.16 | −0.02 | +0.80 | +0.74 | −0.42 | −0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, F.; Liu, T.; Bai, X.; Wu, Y.; Wang, H.; Yan, G. Tribological Performance of Diamond Films with Different Roughnesses of Silicon Nitride Substrates and Carbon Source Concentrations. Membranes 2022, 12, 336. https://doi.org/10.3390/membranes12030336
Lu F, Liu T, Bai X, Wu Y, Wang H, Yan G. Tribological Performance of Diamond Films with Different Roughnesses of Silicon Nitride Substrates and Carbon Source Concentrations. Membranes. 2022; 12(3):336. https://doi.org/10.3390/membranes12030336
Chicago/Turabian StyleLu, Feng, Tianwei Liu, Xu Bai, Yuhou Wu, He Wang, and Guangyu Yan. 2022. "Tribological Performance of Diamond Films with Different Roughnesses of Silicon Nitride Substrates and Carbon Source Concentrations" Membranes 12, no. 3: 336. https://doi.org/10.3390/membranes12030336