An Agent-Based Model Driven Decision Support System for Reactive Aggregate Production Scheduling in the Green Coffee Supply Chain

 , ,
, ,
Abstract
:Featured Application
Abstract
1. Introduction
2. Literature Overview and Work Position
3. Methodology
3.1. Case Study
3.2. General Methodology
3.3. Modeling the Green Coffee Supply Chain
3.4. Agent Description
3.5. Model Validation
Z ̅(10) = −1584.36/10
Z ̅(10) = −158.43
Var ̂ [Z ̅10 ] = 1,962,287.05/10 (10 − −1)
Var ̂ [Z ̅10 ] = 21,803.18
−158.43 ± t9,0.975 √21,803.18
−158.43 ± 2.26(147.65)
(−492.46,175.59)
 {i ≥ 10: t(i−1,0.975) √(624.38/i) ≤ 15}
{i ≥ 10: t(i−1,0.975) √(624.38/i) ≤ 15}i = 10:2.26 √(624.38/10) = 17.87 ≥ 15
i = 11:2.22 √(624.38/11) = 16.78 ≥ 15
i = 12:2.20 √(624.38/12) = 15.87 ≥ 15
i = 13:2.17 √(624.38/13) = 15.09 ≥ 15
i = 14:2.16 √(624.38/14) = 14.42 ≤ 15
4. Results and Discussion
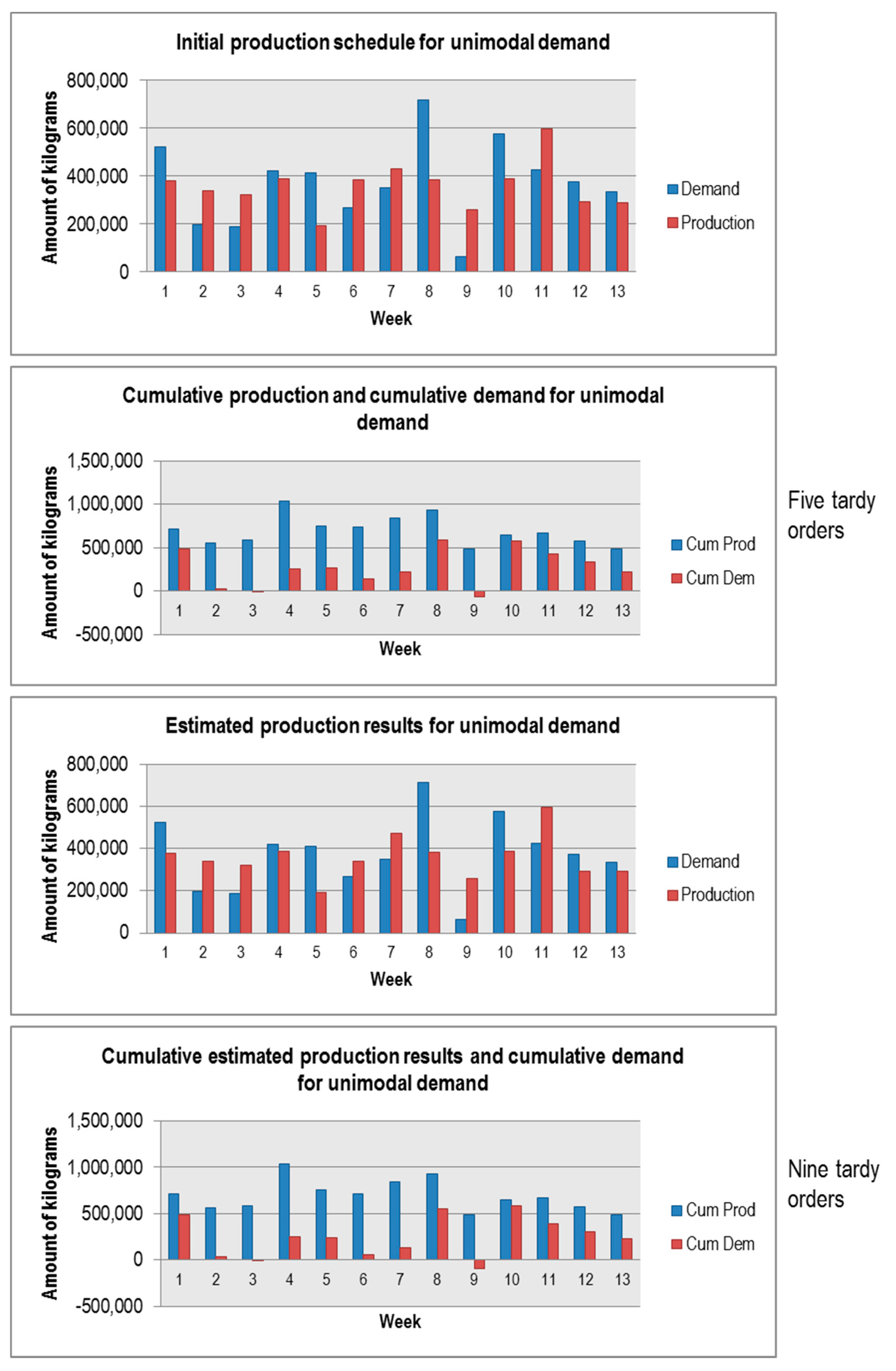
4.1. Simulation Results of the Demand Scenarios
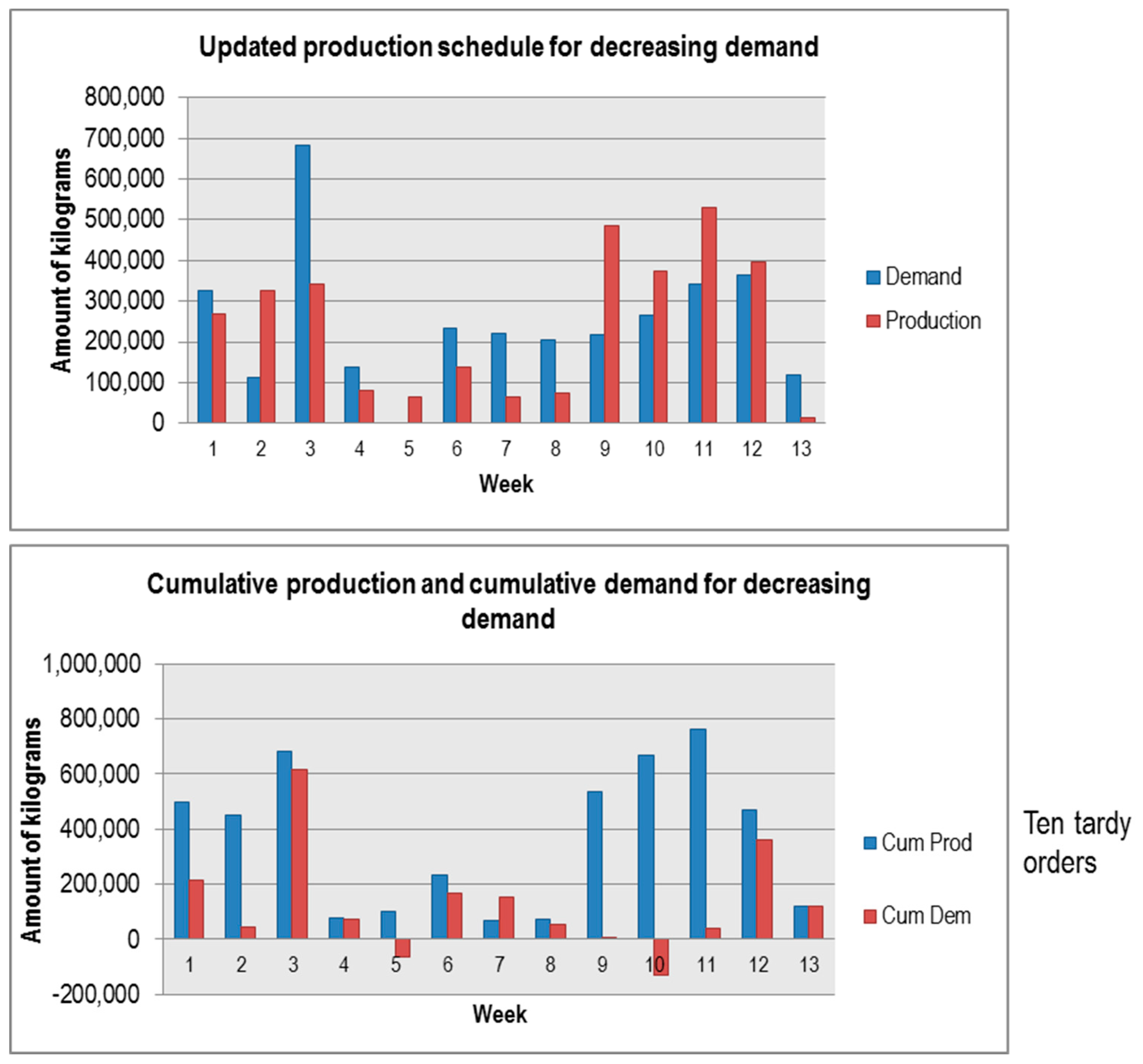
4.2. Reactive Scheduling for the Decreasing Demand Scenario
4.3. Discussion
5. Conclusions and Future Work
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coffee Growing | ||||||
|---|---|---|---|---|---|---|
| Input | Knowledge Base | Output | ||||
| Variable | Fuzzy Set | Variable | Fuzzy Set | |||
| Definition | Interval | Definition | Interval | |||
| Nutrition (N) | Very low | [1, 1, 1] | 1620 inference rules | Yield (Y) | Very low | [0, 3, 6, 10] |
| Low | [1, 2, 2] | |||||
| Appropriate | [2, 3, 3] | |||||
| High | [3, 4, 4] | |||||
| Very high | [4, 5, 5] | |||||
| Rainfall (R) | Low | [600, 600, 820, 1450] | Low | [7.5, 11, 13, 16] | ||
| Appropriate | [1400, 1500, 1600, 1850] | |||||
| High | [1800, 1941, 2500, 2500] | |||||
| Control of pests (CP) | Null-minimum | [0, 1, 1] | ||||
| Protection | [1, 2, 2] | |||||
| Control of diseases (CD) | Null-minimum | [0, 1, 1] | Medium | [15, 20, 25, 32] | ||
| Protection | [1, 2, 2] | |||||
| Planting density (PD) | Low | [0, 1, 1] | ||||
| Appropriate | [1, 2, 2] | |||||
| High | [2, 3, 3] | |||||
| Pruning (P) | Not performed | [0, 0, 0.27] | High | [30, 32, 40, 40] | ||
| Moderate | [0.2, 0.5, 0.89] | |||||
| Intense | [0.75, 1, 1] | |||||
| Temperature (T) | Low | [10, 10, 14, 22] | ||||
| Appropriate | [21, 23, 24, 26] | |||||
| High | [26, 28, 50, 50] | |||||
| Robusta Coffee Organoleptic Evaluation | ||||||
|---|---|---|---|---|---|---|
| Input | Knowledge Base | Output | ||||
| Variable | Fuzzy Set | Variable | Fuzzy Set | |||
| Definition | Interval | Definition | Interval | |||
| Ferment (F) | Not present | [0, 0, 1] | 4096 inference rules | Robusta class (RC) | 7.2 | [7.2, 7.2, 7.31] |
| Low | [0.8, 1, 2] | |||||
| Medium | [1.8, 2, 3] | |||||
| High | [2.8, 3, 4] | |||||
| Sour (S) | Not present | [0, 0, 1] | ||||
| Low | [0.8, 1, 2] | |||||
| Medium | [1.8, 2, 3] | |||||
| High | [2.8, 3, 4] | |||||
| Malodorous (M) | No | [0, 0, 1] | 7.3 | [7.3, 7.3, 7.41] | ||
| Low | [0.8, 1, 2] | |||||
| Medium | [1.8, 2, 3] | |||||
| High | [2.8, 3, 4] | |||||
| Earthy (E) | Not present | [0, 0, 1] | ||||
| Low | [0.8, 1, 2] | |||||
| Medium | [1.8, 2, 3] | |||||
| High | [2.8, 3, 4] | |||||
| Mold (M) | Not present | [0, 0, 1] | Rejected | [7.41, 7.41, 7.5] | ||
| Low | [0.8, 1, 2] | |||||
| Medium | [1.8, 2, 3] | |||||
| High | [2.8, 3, 4] | |||||
| Old (O) | Not present | [0, 0, 1] | ||||
| Low | [0.8, 1, 2] | |||||
| Medium | [1.8, 2, 3] | |||||
| High | [2.8, 3, 4] | |||||
| Parchment Coffee Organoleptic Evaluation | ||||||
|---|---|---|---|---|---|---|
| Input | Knowledge Base | Output | ||||
| Variable | Fuzzy Set | Variable | Fuzzy Set | |||
| Definition | Interval | Definition | Interval | |||
| Aroma (A) | Null-little | [0, 2, 2] | 96,000 inference rules | Parchment class (PC) | Altura | [2, 2.8, 3,3] |
| Very low | [2, 3, 3] | |||||
| Low | [3, 4, 4] | |||||
| Medium | [4, 5, 5] | |||||
| High | [5, 6, 6] | |||||
| Flavor (F) | Null-little | [0, 2, 2] | ||||
| Very low | [2, 3, 3] | |||||
| Low | [3, 4, 4] | |||||
| Medium | [4, 5, 5] | |||||
| High | [5, 6, 6] | Extra prima | [2.8, 3, 3.8, 4] | |||
| Acidity (A) | Null-little | [0, 2, 2] | ||||
| Very low | [2, 3, 3] | |||||
| Low | [3, 4, 4] | |||||
| Medium | [4, 5, 5] | |||||
| High | [5, 6, 6] | |||||
| Body (B) | Low | [1, 2, 2] | ||||
| Medium | [2, 3, 3] | |||||
| High | [3, 4, 4] | |||||
| Vinous, Fruity, Sweetness (VFS) | Not present | [0, 1, 1] | Oro | [3.8, 4, 4.8, 5] | ||
| Low | [1, 1, 2] | |||||
| Medium | [2, 2, 3] | |||||
| High | [3, 3, 4] | |||||
| Green Immatureness (GI) | Not present | [0, 1, 1] | ||||
| Present | [1, 2, 2] | |||||
| Cereal, Wood, Paper (CWP) | Not present | [0, 1, 1] | ||||
| Present | [1, 2, 2] | |||||
| Dry, Old (DO) | Not present | [0, 1, 1] | Rejected | [4.8, 5, 5.8, 6] | ||
| Present | [1, 2, 2] | |||||
| Chemical, Medicinal (CM) | Not present | [0, 1, 1] | ||||
| Present | [1, 2, 2] | |||||
| Ferment, Sour, Malodorous (FSM) | Not present | [0, 1, 1] | ||||
| Present | [1, 2, 2] | |||||
| Earthy, Mold (EM) | Not present | [0, 1, 1] | ||||
| Present | [1, 2, 2] | |||||
| Sorting Process Scheduling for Not-washed Robusta Coffee Entries | ||||||
|---|---|---|---|---|---|---|
| Input | Knowledge Base | Output | ||||
| Variable | Fuzzy Set | Variable | Fuzzy Set | |||
| Definition | Interval | Definition | Interval | |||
| Serious defects (SD) | Normal | [−13.5, −5.58, 9.17, 10.53] | 216 inference rules | Not-washed robusta Schedule 1 (nwrS1) | Mix | [0, 0.16, 0.33] |
| Regular | [10.3, 10.5, 13, 13.5] | Pneumatic | [0.16, 0.33, 0.5] | |||
| Many | [13, 13.5, 22, 22] | Optical | [0.33, 0.5, 0.66] | |||
| Minor defects (MD) | Normal | [−7.2, −0.8, 9, 9.2] | Sift | [0.5, 0.66, 0.83] | ||
| Many | [9, 9.2, 20.23, 20.23] | |||||
| Pellet (P) | Normal | [−1.79, 0.106, 3.32, 3.5] | Not-washed robusta Schedule 2 (nwrS2) | Pneumatic | [0, 0.2, 0.4] | |
| Regular | [3.29, 3.68, 4.5] | Optical | [0.2, 0.4, 0.6] | |||
| Many | [4.3, 4.64, 11.9, 11.9] | Sift | [0.4, 0.6, 0.8] | |||
| Green aspect (GA) | Appropriate | [−7.2, −0.8, 13.8, 14.9] | ||||
| Low | [14.7, 15.27, 15.8] | |||||
| Very low | [15.5, 16.4, 16.86] | |||||
| Null-minimum | [16.2, 17.01, 20, 20] | Not-washed robusta Schedule 3 (nwrS3) | Pneumatic | [0, 0.2, 0.4] | ||
| Weight (W) | Little | [−1.7 × 104, −7400, 9080, 9180] | Optical | [0.2, 0.4, 0.6] | ||
| Normal | [7250, 8250, 1.44 × 104, 1.45 × 104] | Sift | [0.4, 0.6, 0.8] | |||
| Much | [1.38 × 104, 1.48 × 104, 2.33 × 105, 2.35 × 105] | |||||
| Sorting Process Scheduling for Robusta Coffee Entries | ||||||
|---|---|---|---|---|---|---|
| Input | Knowledge Base | Output | ||||
| Variable | Fuzzy Set | Variable | Fuzzy Set | |||
| Definition | Interval | Definition | Interval | |||
| Humidity (H) | Exceeded | [7.87, 9.47, 10.48, 11.4] | 864 inference rules | Robusta Schedule 1 (rS1) | Mix | [0, 0.16, 0.33] |
| Appropriate | [10.8, 11, 12.5, 12.75] | Pneumatic | [0.16, 0.33, 0.5] | |||
| Low | [12.5, 12.75, 13] | Optical | [0.33, 0.5, 0.66] | |||
| Null-little | [12.75, 13, 15.7, 17.9] | Sift | [0.5, 0.66, 0.83] | |||
| Minor defects (MD) | Normal | [−9, −1, 9.497, 9.81] | Dry | [0.6, 0.83, 1] | ||
| Regular | [9.5, 10, 13, 13] | Dry little | [0.83, 1, 1.16] | |||
| Many | [12.83, 13.2, 20.5, 30] | Robusta Schedule 2 (rS2) | Pneumatic | [0, 0.2, 0.4] | ||
| Serious defects (SD) | Normal | [−7.2, −0.8, 10, 10.5] | Optical | [0.2, 0.4, 0.6] | ||
| Many | [10, 10.5, 20.23, 20.23] | Sift | [0.4, 0.6, 0.8] | |||
| Pellet (P) | Normal | [−4.814, −1.614, 2.286, 2.536] | Dry | [0.6, 0.8, 1] | ||
| Regular | [2.29, 2.49, 3.49, 3.779] | Dry little | [0.8, 1, 1.2] | |||
| Many | [3.5, 3.75, 10, 10] | Robusta Schedule 3 (rS3) | Pneumatic | [0, 0.2, 0.4] | ||
| Green aspect (GA) | Appropriate | [7.32, 8.95, 11, 12.75] | Optical | [0.2, 0.4, 0.6] | ||
| Low | [12.5, 12.75, 13] | Sift | [0.4, 0.6, 0.8] | |||
| Very low | [12.75, 13, 14] | Dry | [0.6, 0.8, 1] | |||
| Null-minimum | [13, 14, 18, 18] | Dry little | [0.8, 1, 1.2] | |||
| Weight (W) | Little | [−2988, −188, 8958, 9058] | Robusta Schedule 4 (rS4) | Pneumatic | [0, 0.2, 0.4] | |
| Normal | [8100, 9100, 8.17 × 104, 8.18 × 104] | Optical | [0.2, 0.4, 0.6] | |||
| Sift | [0.4, 0.6, 0.8] | |||||
| Little | [7.98 × 104, 8 × 104, 4.82 × 105, 4.83 × 105] | Dry | [0.6, 0.8, 1] | |||
| Dry little | [0.8, 1, 1.2] | |||||
| Sorting Process Scheduling for Parchment Coffee Entries | ||||||
|---|---|---|---|---|---|---|
| Input | Knowledge Base | Output | ||||
| Variable | Fuzzy Set | Variable | Fuzzy Set | |||
| Definition | Interval | Definition | Interval | |||
| Humidity (H) | Exceeded | [7.87, 9.47, 10.48, 11.4] | 128 inference rules | Parchment Schedule 1 (pS1) | Mix | [0, 0.16, 0.33] |
| Pneumatic | [0.16, 0.33, 0.5] | |||||
| Appropriate | [10.8, 11, 12.5, 12.75] | Optical | [0.33, 0.5, 0.66] | |||
| Sift | [0.5, 0.66, 0.83] | |||||
| Low | [12.5, 12.75, 13] | Dry | [0.6, 0.83, 1] | |||
| Dry little | [0.83, 1, 1.16] | |||||
| Null-little | [12.75, 13, 15.7, 17.9] | Parchment Schedule 2 (pS2) | Pneumatic | [0, 0.2, 0.4] | ||
| Serious defects (SD) | Normal | [−9, −1, 2, 2.5] | Optical | [0.2, 0.4, 0.6] | ||
| Sift | [0.4, 0.6, 0.8] | |||||
| Many | [2, 2.5, 20.5, 21.4] | Dry | [0.6, 0.8, 1] | |||
| Minor defects (MD) | Normal | [−14.4, −8.05, 2, 2.5] | Dry little | [0.8, 1, 1.2] | ||
| Parchment Schedule 3 (pS3) | Pneumatic | [0, 0.2, 0.4] | ||||
| Many | [2, 2.5, 22, 22.4] | Optical | [0.2, 0.4, 0.6] | |||
| Pellet (P) | Normal | [−3.6, −0.4, 0.5, 0.75] | Sift | [0.4, 0.6, 0.8] | ||
| Dry | [0.6, 0.8, 1] | |||||
| Many | [0.5, 0.75, 11, 11] | Dry little | [0.8, 1, 1.2] | |||
| Green aspect (GA) | Appropriate | [7.32, 8.95, 11, 12.75] | Parchment Schedule 4 (pS4) | Pneumatic | [0, 0.2, 0.4] | |
| Optical | [0.2, 0.4, 0.6] | |||||
| Low | [12.5, 12.75, 13] | Sift | [0.4, 0.6, 0.8] | |||
| Very low | [12.75, 13, 14] | Dry | [0.6, 0.8, 1] | |||
| Null-minimum | [13, 14, 18, 18] | Dry little | [0.8, 1, 1.2] | |||
References
- Verdouw, C.N.; Robbemond, R.M.; Verwaart, T.; Wolfert, J.; Beulens, A.J.M. A reference architecture for IoT-based logistic information systems in agri-food supply chains. Enterp. Inf. Syst. 2015, 12, 755–779. [Google Scholar] [CrossRef]
- Macal, C.M.; North, M.J. Tutorial on agent-based modelling and simulation. J. Simul. 2010, 4, 151–162. [Google Scholar] [CrossRef]
- Zhang, W.J.; Xie, S.Q. Agent technology for collaborative process planning: A review. Int. J. Adv. Manuf. Technol. 2007, 32, 315–325. [Google Scholar] [CrossRef]
- Hilletofth, P.; Lättilä, L. Agent based decision support in the supply chain context. Ind. Manag. Data Syst. 2012, 112, 1217–1235. [Google Scholar] [CrossRef]
- Power, D.J.; Sharda, R. Model-driven decision support systems: Concepts and research directions. Decis. Support Syst. 2007, 43, 1044–1061. [Google Scholar] [CrossRef]
- Van der Vorst, J.G.A.J.; Tromp, S.; van der Zee, D.J. Simulation modelling for food supply chain redesign; integrated decision making on product quality, sustainability and logistics. Int. J. Prod. Res. 2009, 47, 6611–6631. [Google Scholar] [CrossRef]
- Yasmine, A.S.L.E.; Ghani, B.A.; Trentesaux, D.; Bouziane, B. Supply Chain Management Using Multi-Agent Systems in the Agri-Food Industry. In Service Orientation in Holonic and Multi-Agent Manufacturing and Robotics; Borangiu, T., Trentesaux, D., Thomas, A., Eds.; Springer: Berlin, Germany, 2014; pp. 145–155. [Google Scholar]
- Utomo, D.S.; Onggo, B.S.; Eldridge, S. Applications of agent-based modelling and simulation in the agri-food supply chains. Eur. J. Oper. Res. 2017, 269, 794–805. [Google Scholar] [CrossRef]
- Chatfield, D.C.; Hayya, J.C.; Harrison, T.P. A multi-formalism architecture for agent-based, order-centric supply chain simulation. Simul. Model. Pract. Theory 2007, 15, 153–174. [Google Scholar] [CrossRef]
- Macal, C.M. Everything you need to know about agent-based modelling and simulation. J. Simul. 2016, 10, 144–156. [Google Scholar] [CrossRef]
- Van der Vorst, J.G.A.J.; Beulens, A.J.M. Identifying sources of uncertainty to generate supply chain redesign strategies. Int. J. Phys. Distrib. Logist. Manag. 2002, 32, 409–430. [Google Scholar] [CrossRef]
- Suarez-Barraza, M.F.; Miguel-Davila, J.; Vasquez-García, C.F. Supply chain value stream mapping: A new tool of operation management. Int. J. Qual. Reliab. Manag. 2016, 33, 518–534. [Google Scholar] [CrossRef]
- Van der Zee, D.J.; van der Vorst, J.G.A.J. A modeling framework for supply chain simulation: Opportunities for improved decision making. Decis. Sci. 2005, 36, 65–95. [Google Scholar] [CrossRef]
- Bui, T.; Lee, J. An agent-based framework for building decision support systems. Decis. Support Syst. 1999, 25, 225–237. [Google Scholar] [CrossRef]
- Turban, E.; Aronson, J.E.; Liang, T.P. Decision Support Systems and Intelligent Systems, 7th ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2005. [Google Scholar]
- Jain, L.C.; Lim, C.P.; Nguyen, N.T. Innovations in knowledge processing and decision making in agent-based systems. In Knowledge Processing and Decision Making in Agent-Based Systems; Jain, L.C., Nguyen, N.T., Eds.; Springer: Berlin, Germany, 2009; pp. 1–12. [Google Scholar]
- Mařík, V.; McFarlane, D. Industrial adoption of agent-based technologies. IEEE Intell. Syst. 2005, 20, 27–35. [Google Scholar] [CrossRef]
- Mattia, A. A multi-dimensional view of agent-based decisions in supply chain management. Commun. IBIMA 2012, 2012. [Google Scholar] [CrossRef]
- Méndez, C.A.; Cerdá, J.; Grossmann, I.E.; Harjunkoski, I.; Fahl, M. State-of-the-art review of optimization methods for short-term scheduling of batch processes. Comput. Chem. Eng. 2006, 30, 913–946. [Google Scholar] [CrossRef]
- Phanden, R.K.; Jain, A.; Verma, R. Integration of process planning and scheduling: A state-of-the-art review. Int. J. Comput. Integr. Manuf. 2011, 24, 517–534. [Google Scholar] [CrossRef]
- Barbati, M.; Bruno, G.; Genovese, A. Applications of agent-based models for optimization problems: A literature review. Expert Syst. Appl. 2012, 39, 6020–6028. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, C.O. Multi-agent systems applications in manufacturing systems and supply chain management: A review paper. Int. J. Prod. Res. 2008, 46, 233–265. [Google Scholar] [CrossRef]
- Monostori, L.; Váncza, J.; Kumara, S.R.T. Agent-based systems for manufacturing. CIRP Ann. 2006, 55, 697–720. [Google Scholar] [CrossRef]
- Van der Vorst, J.G.A.J.; Beulens, A.J.M.; van Beek, P. Innovations in logistics and ICT in food supply chain networks. In Innovations in Agri-Food Systems. Product Quality and Consumer Acceptance; Jongen, W.M.F., Meulenberg, M.T.G., Eds.; Wageningen Academic Publishers: Wageningen, The Netherlands, 2005; pp. 245–292. [Google Scholar]
- Ali, J.; Kumar, S. Information and communication technologies (ICTs) and farmers’ decision-making across the agricultural supply chain. Int. J. Inf. Manag. 2011, 31, 149–159. [Google Scholar] [CrossRef]
- Borodin, V.; Bourtembourg, J.; Hnaien, F.; Labadie, N. Handling uncertainty in agricultural supply chain management: A state of the art. Eur. J. Oper. Res. 2016, 254, 348–359. [Google Scholar] [CrossRef]
- Higgins, A.J.; Miller, C.J.; Archer, A.A.; Ton, T.; Fletcher, C.S.; McAllister, R.R.J. Challenges of operations research practice in agricultural value chains. J. Oper. Res. Soc. 2010, 61, 964–973. [Google Scholar] [CrossRef]
- Tsolakis, N.K.; Keramydas, C.A.; Toka, A.K.; Aidonis, D.A.; Iakovou, E.T. Agrifood supply chain management: A comprehensive hierarchical decision-making framework and a critical taxonomy. Biosyst. Eng. 2014, 120, 47–64. [Google Scholar] [CrossRef]
- Van der Vorst, J.G.A.J.; van Kooten, O.; Luning, P.A. Towards a diagnostic instrument to identify improvement opportunities for quality controlled logistics in agrifood supply chain networks. J. Food Syst. Dyn. 2011, 2, 94–105. [Google Scholar]
- Handayati, Y.; Simatupang, T.M.; Perdana, T. Value Co-creation in Agri-chains Network: An Agent-Based Simulation. Procedia Manuf. 2015, 4, 419–428. [Google Scholar] [CrossRef]
- Zimon, D.; Domingues, P. Proposal of a concept for improving the sustainable management of supply chains in the textile industry. Fibres Text. East. Eur. 2018, 26, 8–12. [Google Scholar] [CrossRef]
- Killian, B.; Jones, C.; Pratt, L.; Villalobos, A. Is sustainable agriculture a viable strategy to improve farm income in Central America? A case study on coffee. J. Bus. Res. 2006, 59, 322–330. [Google Scholar] [CrossRef]
- Kilian, B.; Rivera, L.; Soto, M.; Navichoc, D. Carbon Footprint across the Coffee Supply Chain: The Case of Costa Rican Coffee Bernard. J. Agric. Sci. Technol. B 2013, 3, 151–170. [Google Scholar]
- Espinosa-Solares, T.; Cruz-Castillo, J.G.; Montesinos-López, O.A.; Hernández-Montes, A. Raw coffee processing yield affected more by cultivar than by harvest date. J. Agric. Univ. P. R. 2005, 89, 169–180. [Google Scholar]
- Bosselmann, A.S.; Dons, K.; Oberthur, T.; Olsen, C.S.; Ræbild, A.; Usma, H. The influence of shade trees on coffee quality in small holder coffee agroforestry systems in Southern Colombia. Agric. Ecosyst. Environ. 2009, 129, 253–260. [Google Scholar] [CrossRef]
- Feria-Morales, A.M. Examining the case of green coffee to illustrate the limitations of grading systems/expert tasters in sensory evaluation for quality control. Food Qual. Prefer. 2002, 13, 355–367. [Google Scholar] [CrossRef]
- Livio, J.; Flores, W.C.; Hodhod, R.; Umphress, D. Smart fuzzy cupper: Employing approximate reasoning to derive coffee bean quality scoring from individual attributes. In Proceedings of the IEEE International Conference on Fuzzy Systems, Rio de Janeiro, Brazil, 8–13 July 2018; pp. 1–7. [Google Scholar]
- Livio, J.; Hodhod, R. AI Cupper: A Fuzzy Expert System for Sensorial Evaluation of Coffee Bean Attributes to Derive Quality Scoring. IEEE Trans. Fuzzy Syst. 2018, 26, 3418–3427. [Google Scholar] [CrossRef]
- Flores, W.C.; Pineda, G.M. A type-2 fuzzy logic system approach to train Honduran coffee cuppers. In Proceedings of the 2016 IEEE Latin American Conference on Computational Intelligence, Cartagena, Colombia, 2–4 November 2016; pp. 1–7. [Google Scholar]
- FAO Faostat. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 27 March 2019).
- Hernández, G.; Escamilla, S.; Velázquez, T.; Martínez, J.L. Análisis de la cadena de suministro del café en el Centro de Veracruz: Situación actual, retos y oportunidades. In Cafeticultura en la Zona Centro del Estado de Veracruz. Diagnóstico, Productividad y Servicios Ambientales; López, R., Sosa, V.D.J., Díaz, G., Contreras, H.A., Eds.; Instituto Nacional de Investigaciones Forestales, Agrícolas y Pecuarias: Veracruz, Mexico, 2013; pp. 8–36. [Google Scholar]
- Ghosh, P.; Venkatachalapathy, N. Processing and Drying of Coffee—A review. Int. J. Eng. Res. Technol. 2014, 3, 784–794. [Google Scholar]
- Ramalakshmi, K.; Kubra, I.R.; Rao, L.J.M. Physicochemical characteristics of green coffee: Comparison of graded and defective beans. J. Food Sci. 2007, 72, 333–337. [Google Scholar] [CrossRef]
- Lambert, D.M.; García-Dastugue, S.J. An evaluation of process-oriented supply chain management frameworks. J. Bus. Logist. 2005, 26, 25–51. [Google Scholar] [CrossRef]
- Persson, F. SCOR template—A simulation based dynamic supply chain analysis tool. Int. J. Prod. Econ. 2011, 131, 288–294. [Google Scholar] [CrossRef]
- Estampe, D.; Lamouri, S.; Paris, J.L.; Brahim-djelloul, S. A framework for analysing supply chain performance evaluation models. Int. J. Prod. Econ. 2013, 142, 247–258. [Google Scholar] [CrossRef]
- Lockamy, A., III; Mccormack, K. Linking SCOR planning practices to supply chain performance An exploratory study. Int. J. Oper. Prod. Manag. 2004, 24, 1192–1218. [Google Scholar] [CrossRef] [Green Version]
- Bolstorff, P.; Rosenbaum, R. Supply Chain Excellence: A Handbook for Dramatic Improvement Using the SCOR Model, 2nd. ed.; AMACOM: New York, NY, USA, 2007. [Google Scholar]
- Sawik, T. Integer programming approach to reactive scheduling in make-to-order manufacturing. Math. Comput. Model. 2007, 46, 1373–1387. [Google Scholar] [CrossRef]
- Fleischmann, B.; Meyr, H.; Wagner, M. Advanced Planning. In Supply Chain Management and Advanced Planning: Concepts, Models, Software and Case Studies; Stadtler, H., Kilger, C., Eds.; Springer: Berlin, Germay, 2002; pp. 81–106. [Google Scholar]
- Vieira, G.E.; Herrmann, J.W.; Lin, E. Rescheduling manufacturing systems: A framework of strategies, policies, and methods. J. Sched. 2003, 6, 39–62. [Google Scholar] [CrossRef]
- Swaminathan, J.M.; Smith, S.F.; Sadeh, N.M. Modeling supply chain dynamics: A multiagent approach. Decis. Sci. 1998, 29, 607–632. [Google Scholar] [CrossRef] [Green Version]
- Rzevski, G.; Andreev, M.; Skobelev, P.; Shveykin, P.; Tugashev, A.; Tsarev, A. Adaptive Planning for Supply Chain Networks. In Proceedings of the Holonic and Multi-Agent Systems for Manufacturing; Springer: Berlin, Germany, 2007; pp. 215–224. [Google Scholar]
- Sawik, T. Multi-objective master production scheduling in make-to-order manufacturing. Int. J. Prod. Res. 2007, 45, 2629–2653. [Google Scholar] [CrossRef]
- Paulo, E.M.; Furlani, E., Jr. Yield performance and leaf nutrient levels of coffee cultivars under different plant densities. Sci. Agric. 2010, 67, 720–726. [Google Scholar] [CrossRef] [Green Version]
- Zhou, R.; Lee, H.P.; Nee, A.Y.C. Simulating the generic job shop as a multi-agent system. Int. J. Intell. Syst. Technol. Appl. 2008, 4, 5–33. [Google Scholar] [CrossRef] [Green Version]










| Agent | Activities |
|---|---|
| Cherry-coffee producer Production Agent (CP Agent) | Production |
| Cherry-coffee producer Delivery Agent (CD Agent) | Satisfy market demand |
| Parchment-coffee producer Source Agent (PS Agent) | Source Products |
| Parchment-coffee producer Delivery Agent (PD Agent) | Satisfy market demand |
| Green-coffee producer Source Agent (GS Agent) | Source Products Verify Products |
| Green-coffee producer Production Agent (GP Agent) | Plan Production Production |
| Green -coffee producer Inventory Agent (GI Agent) | Update inventory |
| Green-coffee producer Reschedule Agent (GR Agent) | Update Plan Production |
| Green-coffee producer Delivery Agent (GD Agent) | Satisfy market demand |
| Wholesale Market Agent (WM Agent) | Place order |
| Variables | Definition | Measurement Units |
|---|---|---|
| Nutrition (N) | Agricultural practice related to the transfer of nutrients to the coffee plantation | Number of applications |
| Rainfall (R) | Uncertain event that supplies water to the coffee plantation | mm/month |
| Control of pests (CP) | Agricultural practice that controls pests that affect yield | Number of applications |
| Control of diseases (CD) | Agricultural practice that controls the disease that affects yield | Number of applications |
| Planting density (PD) | Operational variable related to the amount of planted bushes in the coffee plantation | m2/ha |
| Pruning (P) | Agricultural practice related to the cutting of undergrowth to leave a vegetative cover and prevent erosion | q/ha |
| Temperature (T) | Uncertain event that supplies heat to the coffee plantation | °C |
| Yield (Y) | Linguistic expression that represents the Cherry coffee growth yield obtained at the coffee plantation | q/ha |
| Variables | Definition | Measurement Units | Status |
|---|---|---|---|
| Robusta coffee sample | |||
| Ferment (F) | Operational variable related to the fermented taste that detracts from the quality of the coffee | Numerical score | Input |
| Sour (S) | Operational variable related to the sour taste that detracts from the quality of the coffee | Numerical score | Input |
| Malodorous (M) | Operational variable related to the acetic acid smell related to the fermented taste | Numerical score | Input |
| Earthy (E) | Operational variable related to the earthy taste and smell that detract from the quality of the coffee | Numerical score | Input |
| Mold (M) | Operational variable related to the mold taste that detracts from the quality of the coffee | Numerical score | Input |
| Old (O) | Operational variable related to the aged taste that detracts from the quality of the coffee | Numerical score | Input |
| Robusta Class (RC) | Linguistic expression that represents the robusta coffee class obtained from the organoleptic evaluation | Quality score | Output |
| Parchment coffee sample | |||
| Aroma (A) | Operational variable related to the aromatic impression due to the volatile substances of coffee | Numerical score | Input |
| Flavor (F) | Operational variable related to the balanced impression due to the combination of gustatory and olfactory attributes perceived in coffee | Numerical score | Input |
| Acidity (A) | Operational variable related to the gustatory impression due to organic acids contributing to liveliness, sweetness and fresh-fruit coffee’s character | Numerical score | Input |
| Body (B) | Operational variable related to the feeling of fullness and consistency in the mouth, particularly when it is perceived between the tongue and the palate | Numerical score | Input |
| Vinous, Fruity, Sweetness (VFS) | Operational variable related to a pleasing fullness of flavor due to the presence of certain carbohydrates | Numerical score | Input |
| Green, Immatureness (GI) | Operational variable related to the astringent taste that detract from the quality of the coffee | Numerical score | Input |
| Cereal, Wood, Paper (CWP) | Operational variable related to the cereal taste that detract from the quality of the coffee | Numerical score | Input |
| Dry, Old (DO) | Operational variable related to the aged taste that detract from the quality of the coffee | Numerical score | Input |
| Chemical, Medicinal (CM) | Operational variable related to the chemical taste that detract from the quality of the coffee | Numerical score | Input |
| Ferment, Sour, Malodorous (FSM) | Operational variable related to the ferment taste and smell that detract from the quality of the coffee | Numerical score | Input |
| Earthy, Mold (EM) | Operational variable related to the earthy taste and smell that detract from the quality of the coffee | Numerical score | Input |
| Parchment Class (PC) | Linguistic expression that represents the Parchment coffee class obtained from the organoleptic evaluation | Quality score | Output |
| Variables. | Definition | Measurement Units | Status |
|---|---|---|---|
| Serious defects (SD) | Operational variable related to the number of defective coffee beans associated with appearance (black, white, amber, and with irregular spots) | % of defective beans | Input |
| Minor defects (MD) | Operational variable related to the amount of malformed (shell and ear) coffee beans | % of defective beans | Input |
| Pellet (P) | Operational variable related to the number of broken coffee beans | % of defective beans | Input |
| Green aspect (GA) | Operational variable related to the number of immature coffee beans of black-Green color | % of defective beans | Input |
| Weight (W) | Operational variable related to the number of kilograms entering the process schedule | kilograms | Input |
| Humidity (H) | Operational variable related to the water content of the coffee beans | % of humidity | Input |
| Not-washed Robusta coffee entry | |||
| Not-washed robusta Schedule 1 (nrS1) | Linguistic expression that represents the process schedule: mix, pneumatic sorting, optical sorting, and sift sorting | Number of processes | Output |
| Not-washed robusta Schedule 2 (nrS2); Not-washed robusta Schedule 3 (nrS3) | Linguistic expression that represents the process schedule: pneumatic sorting, optical sorting, and sift sorting | Number of processes | Output |
| Robusta coffee entry | |||
| Robusta Schedule 1 (rS1) | Linguistic expression that represents the process schedule: mix, pneumatic sorting, optical sorting, sift sorting, dry, and dry little | Number of processes | Output |
| Robusta Schedule 2 (rS2); Robusta Schedule 3 (rS3); Robusta Schedule 4 (rS4) | Linguistic expression that represents the process schedule: pneumatic sorting, optical sorting, sift sorting, dry, and dry little | Number of processes | Output |
| Parchment coffee entry | |||
| Parchment Schedule 1 (pS1) | Linguistic expression that represents the process schedule: mix, pneumatic sorting, optical sorting, sift sorting, dry, and dry little | Number of processes | Output |
| Parchment Schedule 2 (pS2); Parchment Schedule 3 (pS3); Parchment Schedule 4 (pS4) | Linguistic expression that represents the process schedule: pneumatic sorting, optical sorting, sift sorting, dry, and dry little | Number of processes | Output |
| Index | Definition |
|---|---|
| i | Processing stage, I ∈ I = (1, …, m) |
| j | Wholesaler order, j ∈ J = (1, …, n) |
| k | Coffee type, k ∈ K = (1, …, r) |
| t | Planning period, t ∈ T = (1, …, h) |
| Parameter | Definition |
|---|---|
| aj, dj, sj | Arrival date, due date, size of order j |
| bj | Production lot for order j |
| cit | Processing time available in period t on each machine in stage i |
| mi | Number of identical, parallel machines in stage i |
| n | Number of customer orders to be scheduled |
| pij | Processing time in stage i of each product in order j |
| Ji ⊆ J | {j ∈ J: pij > 0} subset of wholesaler orders to be processed in stage i |
| J1 ⊆ J | Subset of small wholesaler orders |
| J2 ⊆ J | Subset of large wholesaler orders |
| Jk | Subset of wholesaler orders for coffee type k |
| Variable | Definition |
|---|---|
| uj | 1, if order j is completed after due date; otherwise uj = 0 |
| xjt | 1, if order j is performed in period t; otherwise xjt = 0 |
| yjt | Fraction of customer order j to be processed in period t |
| Parameter | Definition |
| h’ | new planning horizon |
| E ̅ | upper limit on maximum earliness |
| tmod | the planning period immediately following modification of orders |
| Jmod | set of modified orders |
| Jold | subset of orders in J remaining for completion without modification |
| JNold, JSold | subset of orders in Jold, respectively non-reschedulable, reschedulable |
| Tnew | {h + 1, …, h’} set of new planning periods |
| Told | {tmod, …, h} subset of remaining planning periods in T |
| TNold | subset of periods in Told with fixed assignment of orders in Jold |
| Replicate | Xj | Yj | Zj = Xj − Yj | (Zj − Z ̅10)2 |
|---|---|---|---|---|
| 1 | 27,176.00 | 27,935.05 | −759.05 | 360,735.09 |
| 2 | 27,901.00 | 27,811.70 | 89.30 | 61,373.56 |
| 3 | 27,348.00 | 27,734.25 | −386.25 | 51,899.30 |
| 4 | 28,004.00 | 28,754.03 | −750.03 | 349,980.98 |
| 5 | 27,733.00 | 27,417.09 | 315.91 | 225,007.48 |
| 6 | 27,914.00 | 28,561.69 | −647.69 | 239,364.85 |
| 7 | 27,682.00 | 27,270.03 | 411.97 | 325,361.82 |
| 8 | 28,412.00 | 28,461.21 | −49.21 | 11,929.89 |
| 9 | 27,197.00 | 26,779.30 | 417.70 | 331,930.58 |
| 10 | 27,996.00 | 28,223.02 | −227.02 | 4,703.48 |
| Sum | −1,584.36 | 1,962,287.05 | ||
| Average | 27,736.30 | 27,894.74 | −158.44 |
| Replicate | Good Green Coffee Beans (Kilograms) |
|---|---|
| 1 | 27,900.2004 |
| 2 | 27,907.4386 |
| 3 | 27,905.3017 |
| 4 | 27,889.3183 |
| 5 | 27,895.6686 |
| 6 | 27,853.6233 |
| 7 | 27,934.5803 |
| 8 | 27,896.9872 |
| 9 | 27,863.0423 |
| 10 | 27,889.3104 |
| Average | 27,894.7358 |
| Standard deviation | 24.9877 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pérez-Salazar, M.d.R.; Aguilar-Lasserre, A.A.; Cedillo-Campos, M.G.; Posada-Gómez, R.; del Moral-Argumedo, M.J.; Hernández-González, J.C. An Agent-Based Model Driven Decision Support System for Reactive Aggregate Production Scheduling in the Green Coffee Supply Chain. Appl. Sci. 2019, 9, 4903. https://doi.org/10.3390/app9224903
Pérez-Salazar MdR, Aguilar-Lasserre AA, Cedillo-Campos MG, Posada-Gómez R, del Moral-Argumedo MJ, Hernández-González JC. An Agent-Based Model Driven Decision Support System for Reactive Aggregate Production Scheduling in the Green Coffee Supply Chain. Applied Sciences. 2019; 9(22):4903. https://doi.org/10.3390/app9224903
Chicago/Turabian StylePérez-Salazar, María del Rosario, Alberto Alfonso Aguilar-Lasserre, Miguel Gastón Cedillo-Campos, Rubén Posada-Gómez, Marco Julio del Moral-Argumedo, and José Carlos Hernández-González. 2019. "An Agent-Based Model Driven Decision Support System for Reactive Aggregate Production Scheduling in the Green Coffee Supply Chain" Applied Sciences 9, no. 22: 4903. https://doi.org/10.3390/app9224903