The dredging machine installed on a 33 m long vessel is a very large and surprisingly complex machine for the time it was built, and was driven by the double-action steam engine designed by Betancourt.
The website of the digital Betancourt project [
11] of the Fundación Canaria Orotava de Historia de la Ciencia containts the material used in this study [
12]. Previously, reference has been made to the memory that Agustín de Betancourt wrote for Prony for the project of a machine for dredging the port of Venice in 1807 (
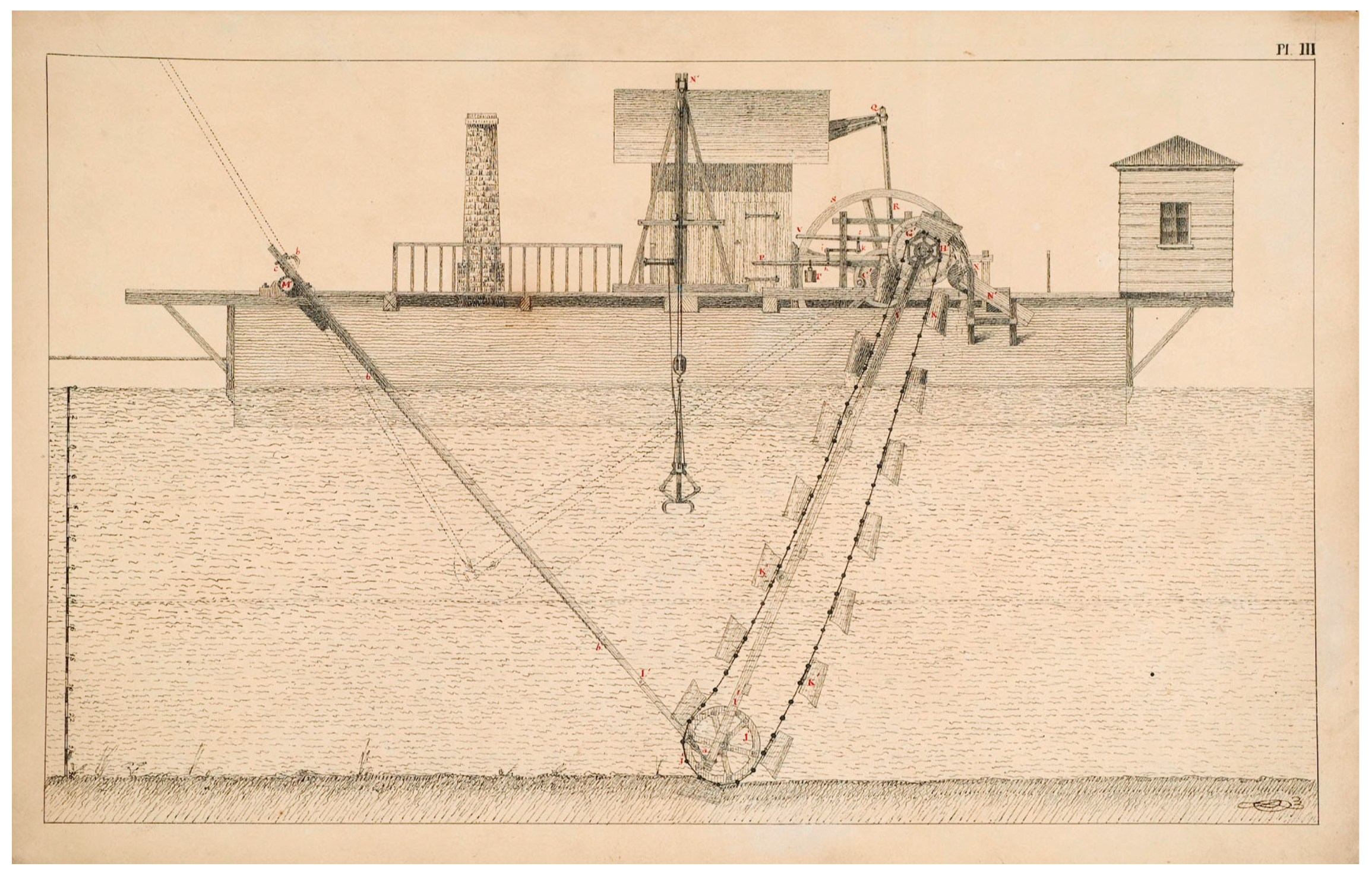
Figure 1), as well as the illustrated sheets of the machine used to dredge the port of Kronstadt (
Figure 2). Specifically, 16 pages refer to the two dredging machines mentioned and there is a descriptive memory of 10 pages. The information in this file concerning the dredge project for the port of Venice (1807) was provided for digitalization by the National School of Bridges and Roads of the ParisTech University, and the dossier concerning the dredger of the port of Kronstadt (1810) was assigned by the Communication Roads Library of the University of St. Petersburg.
For the Computer-Aided Engineering (CAE) study of the dredger, essentially the eight sheets of the dredger Kronstadt port were used, but for the understanding of some of the parts and their proper functioning the dredge sheets designed for the port of Venice and the memory of said invention were also used.
As for the sheets of the dredger of the port of Kronstadt, the first is an elevation (front view) of the steam-propelled dredging ship. The second is a profile view of the same with the dredger running. The third is a top view of the ship. The fourth is especially interesting, since it is the same profile view but with a longitudinal section of the boat where you can see the propulsion system of the dredging machine (Betancourt’s double-action steam engine). The rest of the sheets are detailed views of the pieces that make up the dredging machine and the spoon for collecting major obstacles from the seabed.
These sheets appear without scale (as in the rest of the engineer’s inventions) as the functional purpose of the plan prevails over the metric purpose, because at the time there were no standardized materials nor did it make sense to talk about adjustments between pieces since these were hand crafted. Therefore, in order to obtain the 3D model, it was necessary to start from an a priori scale, from which corrections were made as the results suggested that some parts were not sufficiently dimensioned. Despite not having detailed planimetric information, it is noteworthy that the drawing has an almost perfect proportionality.
Below, the process followed in the three-dimensional modeling and its geometric documentation is shown in detail, explaining the restrictions applied and the assumptions adopted so that the design of the historical invention was coherent.
2.1. Computer-Aided Design (CAD)
This research is based on the 3D model obtained authentically thanks to the use of Autodesk Inventor Professional software (release 2016, Autodesk, Inc., San Rafael, CA, USA), a process explained in detail in another article [
14]. The CAD techniques used provide a realistic model in which each material is perfectly defined, as well as its geometry and relationship with the objects with which it comes into contact.
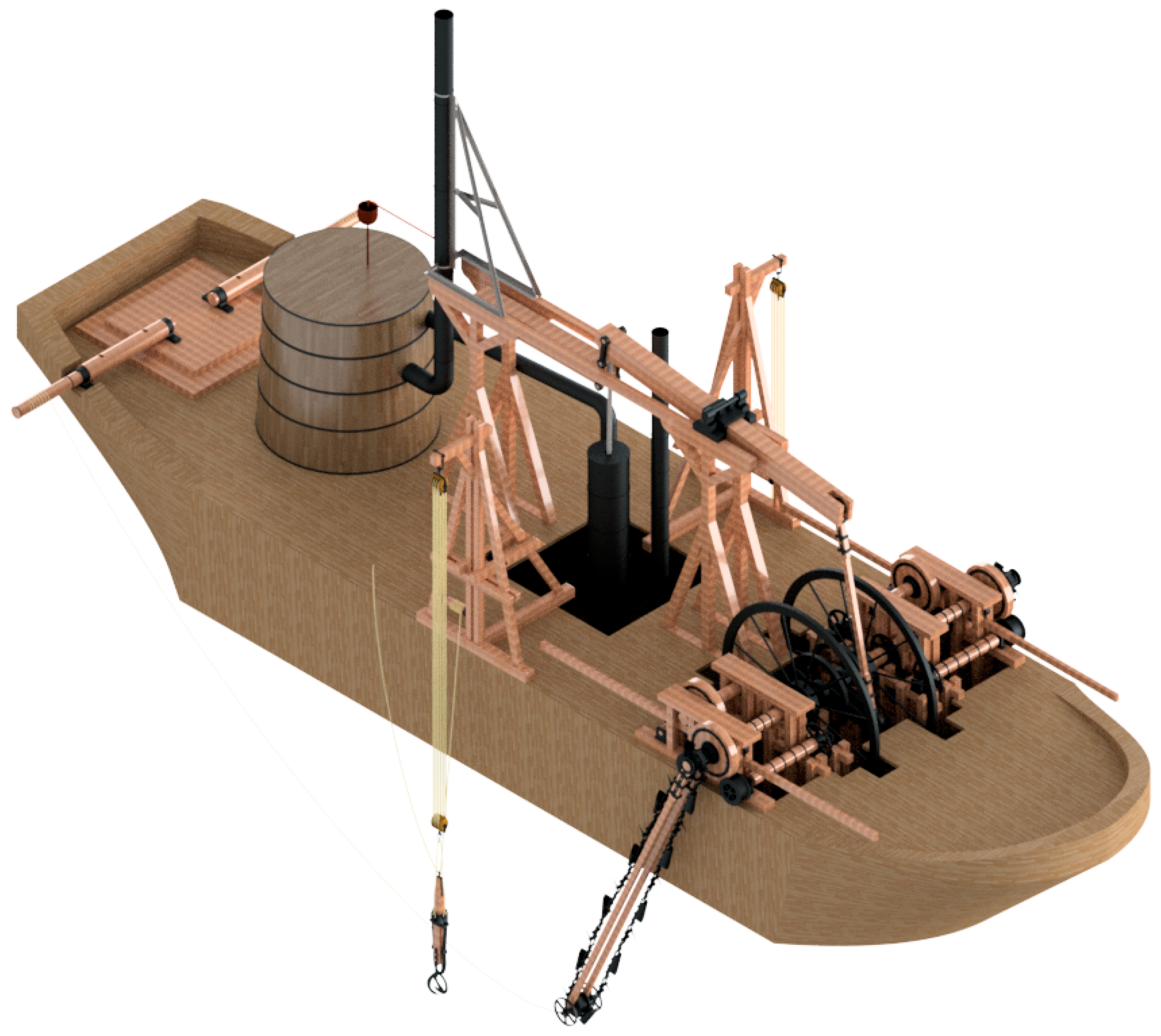
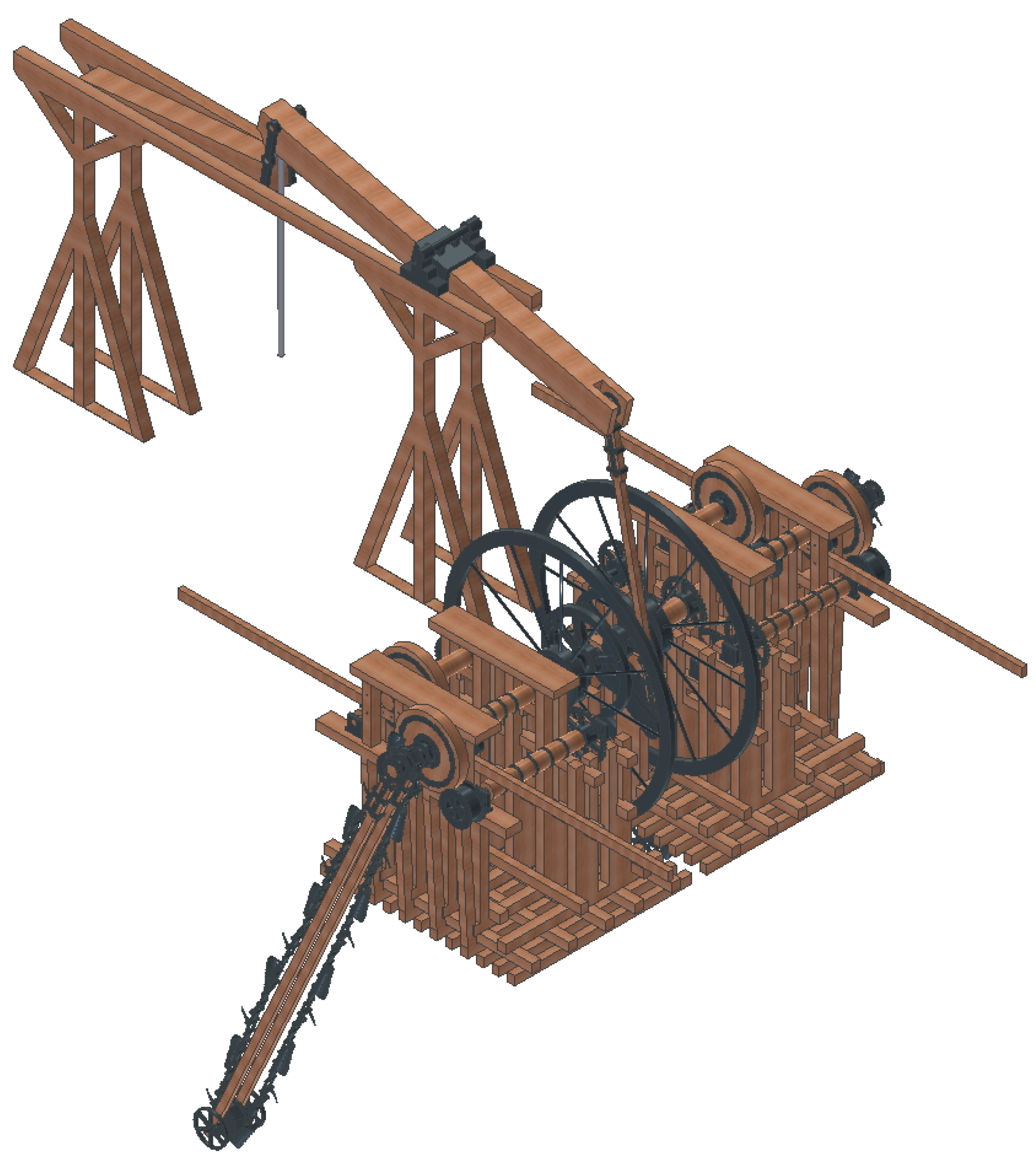
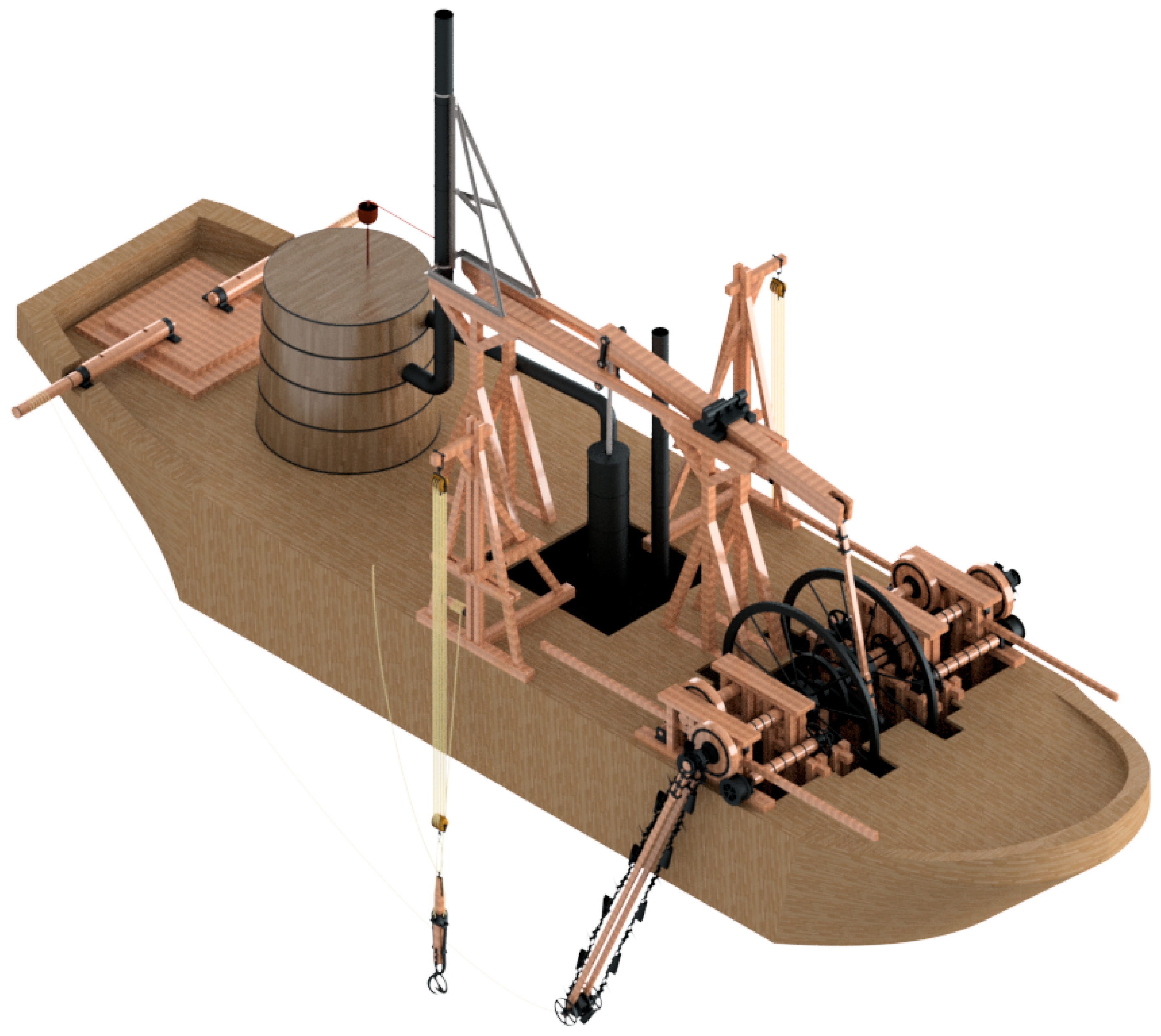
Figure 3 shows the result of the digital restitution of the 3D model of the Kronstadt port dredger with all its elements in detail. Similarly, in
Figure 4 an assembly plan appears with a list of marks of the different elements, in which all accessory components have been eliminated.
The mechanical dredger of the port of Kronstadt is installed on a boat of 33 m in length in which a series of elements can be highlighted. At the stern stands the steam engine boiler. This steam engine is of double action (invented by Betancourt himself following James Watt), which aims to move the complex system of transmissions that appear in the bow of the ship, ending in two rosaries of buckets or dredge buckets (this rosary system is not original to Betancourt). On the sides of the steam engine there also appear two cranes finished in clamps (spoons). Finally, in the stern there are also two horizontal axes whose purpose was to position the dredger at the desired height.
Below, the operation of the machine will be described based on
Figure 4. The other subsystems are not shown because the object of study of the article resides in the dredge. The driving element, a double-action steam engine improved by Betancourt from that of James Watt, also has great interest in its originality and efficiency, but a careful study of it would be the subject of another complete article. The remaining subsystems (cranes and axes) are not original elements, and the engineer makes use of them because they were common at the time.
The dredger, as mentioned before, is a Louis-type bucket dredger; this is what Betancourt himself says in the memory he writes for the machine of the port of Venice. The purpose of the engineered dredge system is not only the removal of mud and soil from the bottom of the ports, but also the displacement of the ship. In other words, the buckets not only remove earth from the bottom but also function as a ‘caterpillar’ system, facilitating the movement of the ship.
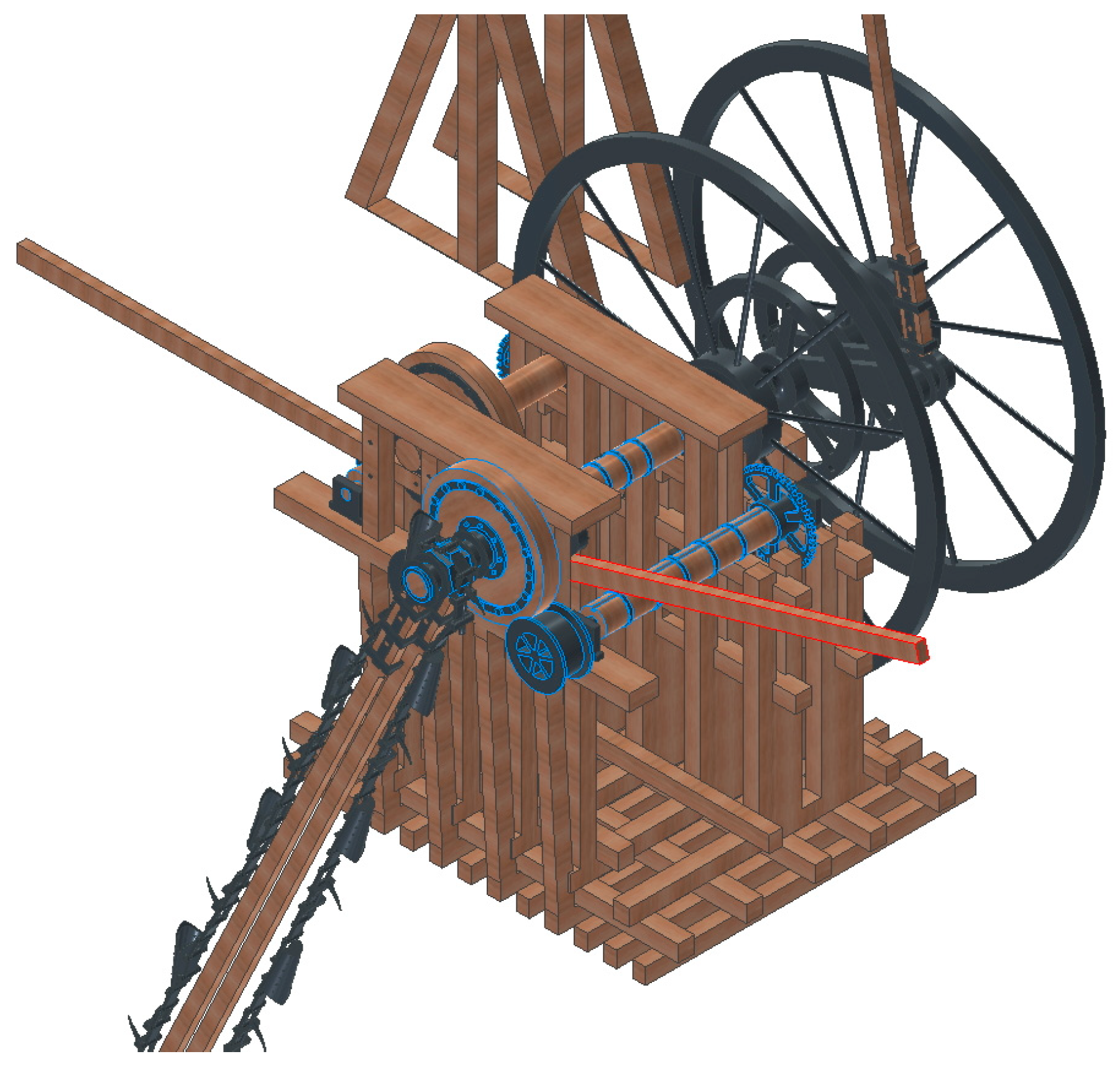
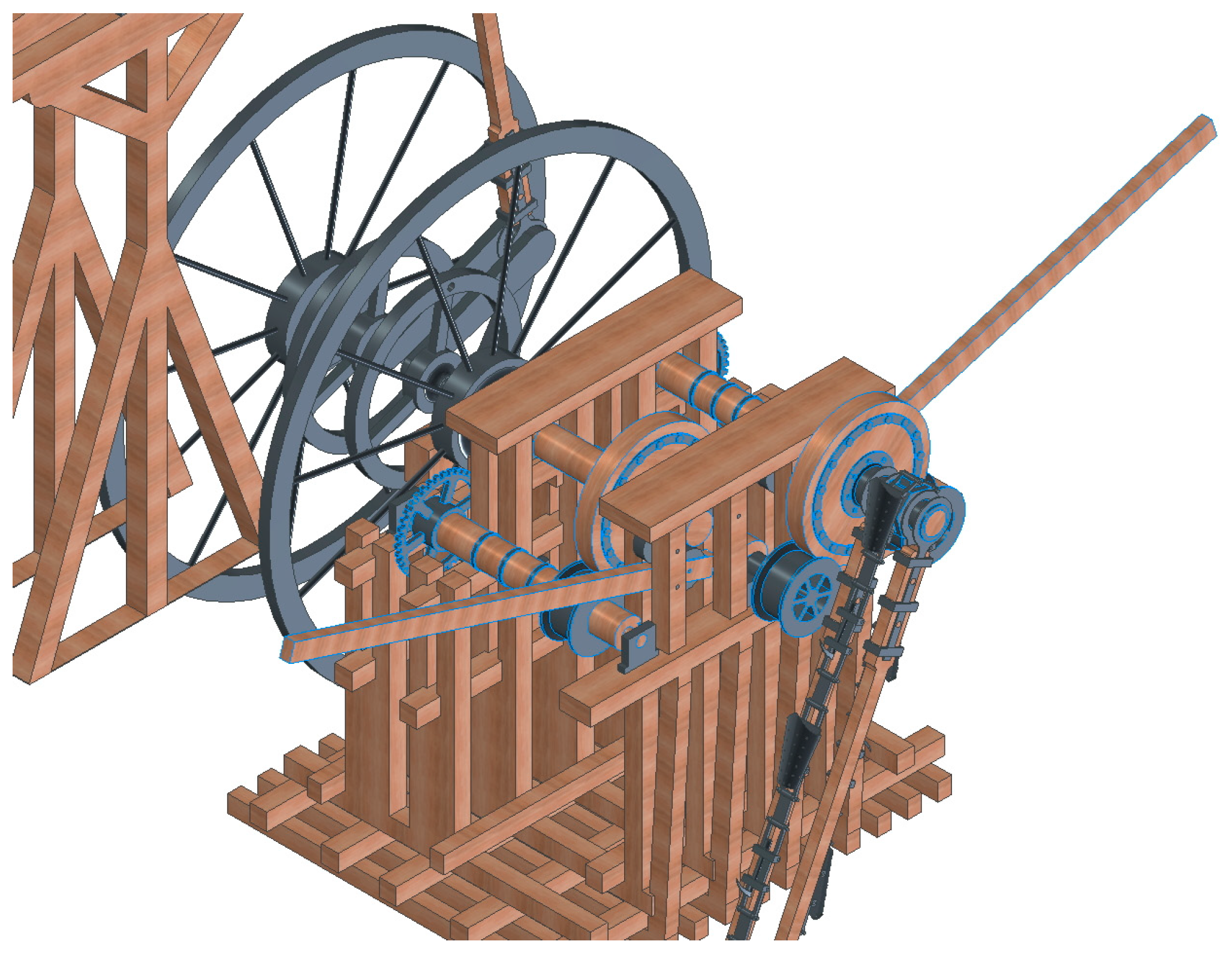
The drive moves the piston coupled to the joint between two rockers (4). The main rocker (2), the one closest to the dredger, is connected at one end to a connecting rod (26). The connecting rod connects to a crankshaft (25) that moves two large flywheels of inertia (5). The flywheel is solidly joined to a main shaft (22), so that the crankshaft and connecting rod manage to transform the swinging motion into another one of rotation (
Figure 5).
The main shaft of the dredge has in turn a toothed crown (straight gear) in its middle area that meshes with two auxiliary crowns (6), attached to the frame of the mechanism (1), and which in turn engage with respective toothed crowns (23) joined to other two axes.
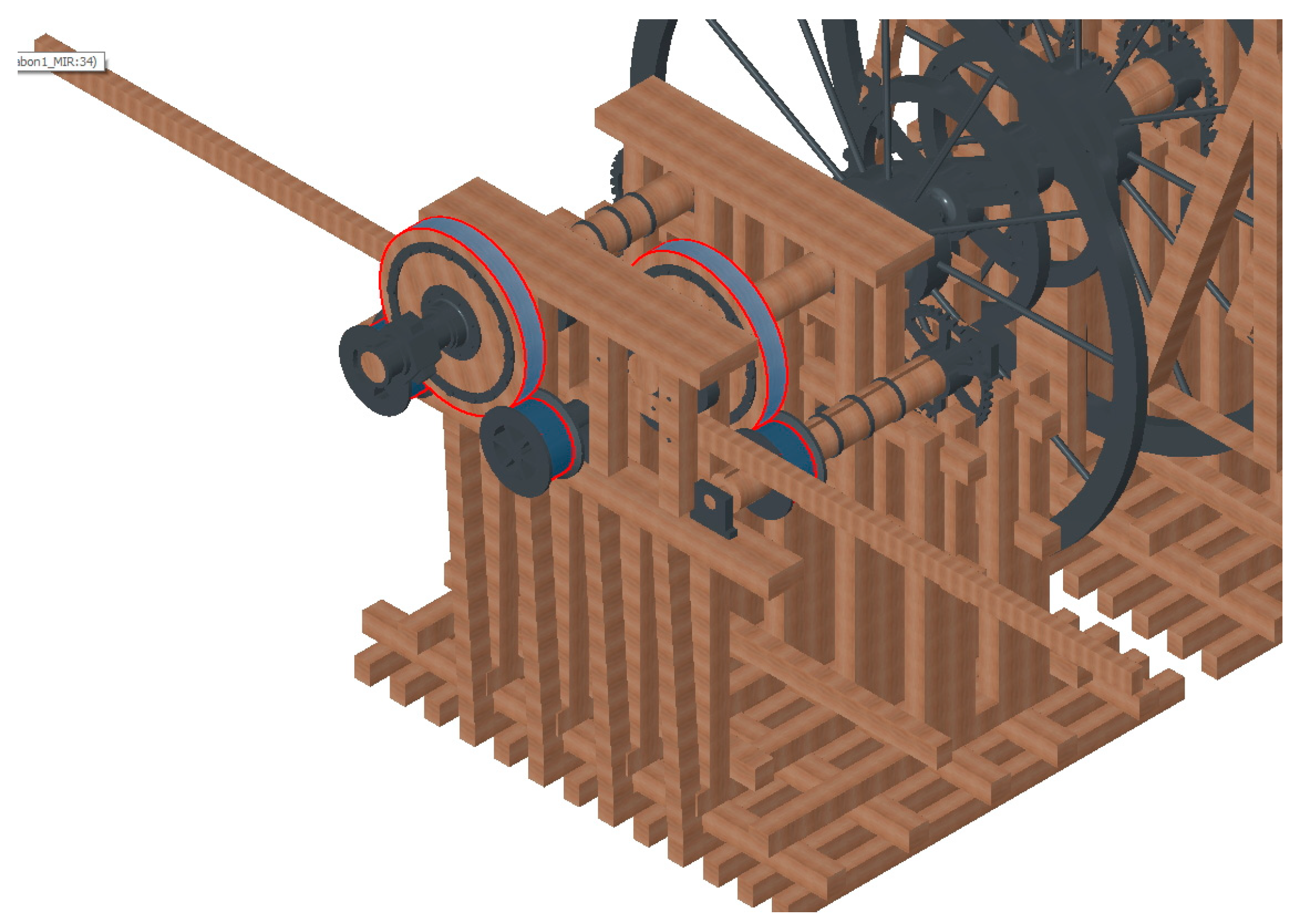
The main shaft has in its distal zone a driving wheel (20) that transmits the movement to the friction drum (7) of the dredge shaft (24). The dredge shaft moves the drive pinion of the dredge (28). The ratio of turns between the flywheel and the drive pinion is inversely proportional to the ratio between the diameters of the drive wheel and the inertia drum (720 mm/1493 mm), which means that for each turn of the flywheel inertia the pinion turns halfway.
The contact of these axes through the driving wheel and friction drum has several objectives; to support the shaft that supports the dredge mechanism, reduce the inertia of the shaft and easily separate the dredge shaft and the main shaft which causes the dredge to stop.
As mentioned before, the main shaft moves two parallel secondary axes (21 and 10) of similar characteristics and does so thanks to the set of straight gears. These are two simple axes that have at their ends a crown (23) that meshes with the auxiliary crowns (6), and a wheel (20) that serves as support for the friction drum.
A second shaft (9) similar to that of the dredger is arranged between the main axle and the secondary axle but does not transmit movement to any pinion. This axle appears tied with a rope on the sheets. The purpose of this parallel axle is to increase or decrease the friction with the drive wheels by accelerating or braking the speed of the dredge.
The dredger is arranged as a rosary of buckets or cleaning buckets (11). The union of these buckets is achieved through a chain of alternate iron links (15, 16) that mesh with the pinion of the dredge shaft (28). This shaft has pyramidal trunk teeth which facilitate correct contact with the chain. Every three links there is a bucket (11) or a cleaning hook (12), also in an alternating manner. The dredge rosary remains taut thanks to a double axle or rail (17) terminating in a secondary pinion (14) at the end of it. In addition, for the dredger rail to move easily through the seabed there are also two metal wheels (13) of 750 mm in diameter on the sides of the secondary gear that do not interfere with the movement of the dredge.
This system offered an advantage from the mechanical point of view, since in the event of colliding with an element that blocked the dredger, as the drum of the dredge shaft comes into contact only with the drive wheel if it abruptly stops turning the drum the wheel keeps sliding as there is no gear in between. Thus, the mechanism suffers much less since there is no possibility of breakage.
As previously mentioned, the Betancourt machine has an original propulsion system: the system designed for maneuvering and positioning the dredge (
Figure 5). It does not move like other steam boats using shovels but by the very movement of the bucket rosary of the dredger.
Thus, the ship’s government should allow independent play with the speeds of the port or starboard buckets, and this was performed fundamentally with the brakes and the friction wheels mentioned above.
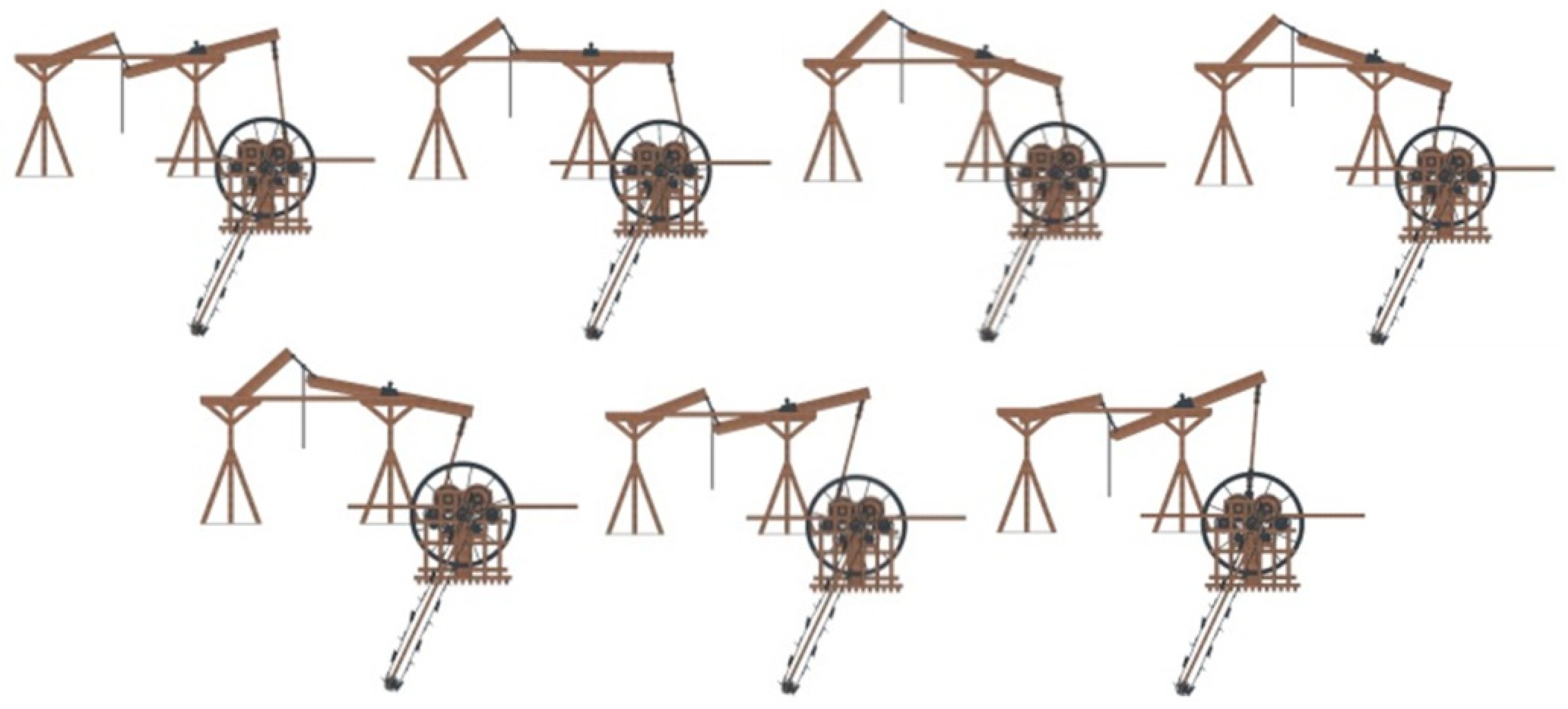
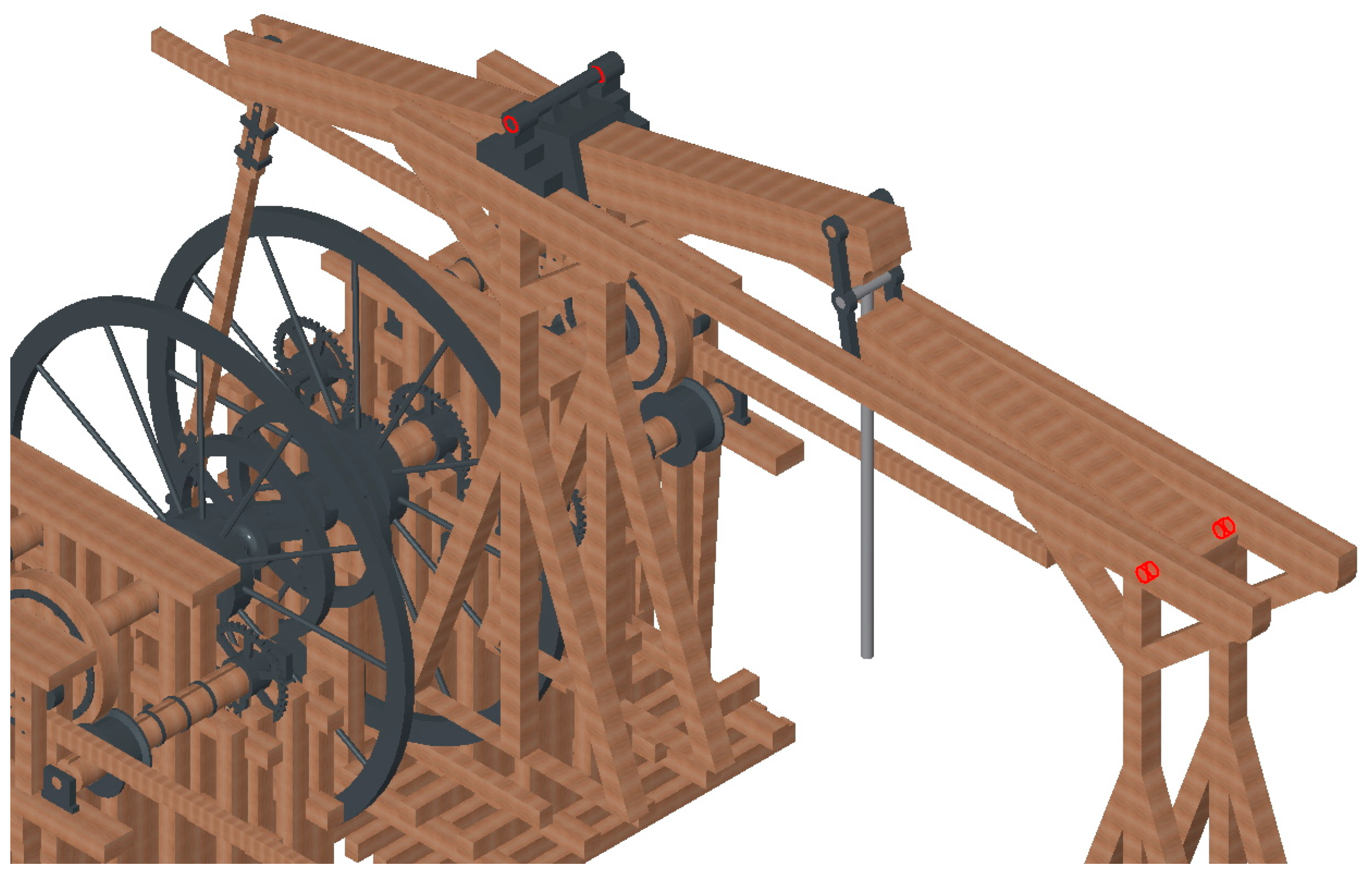
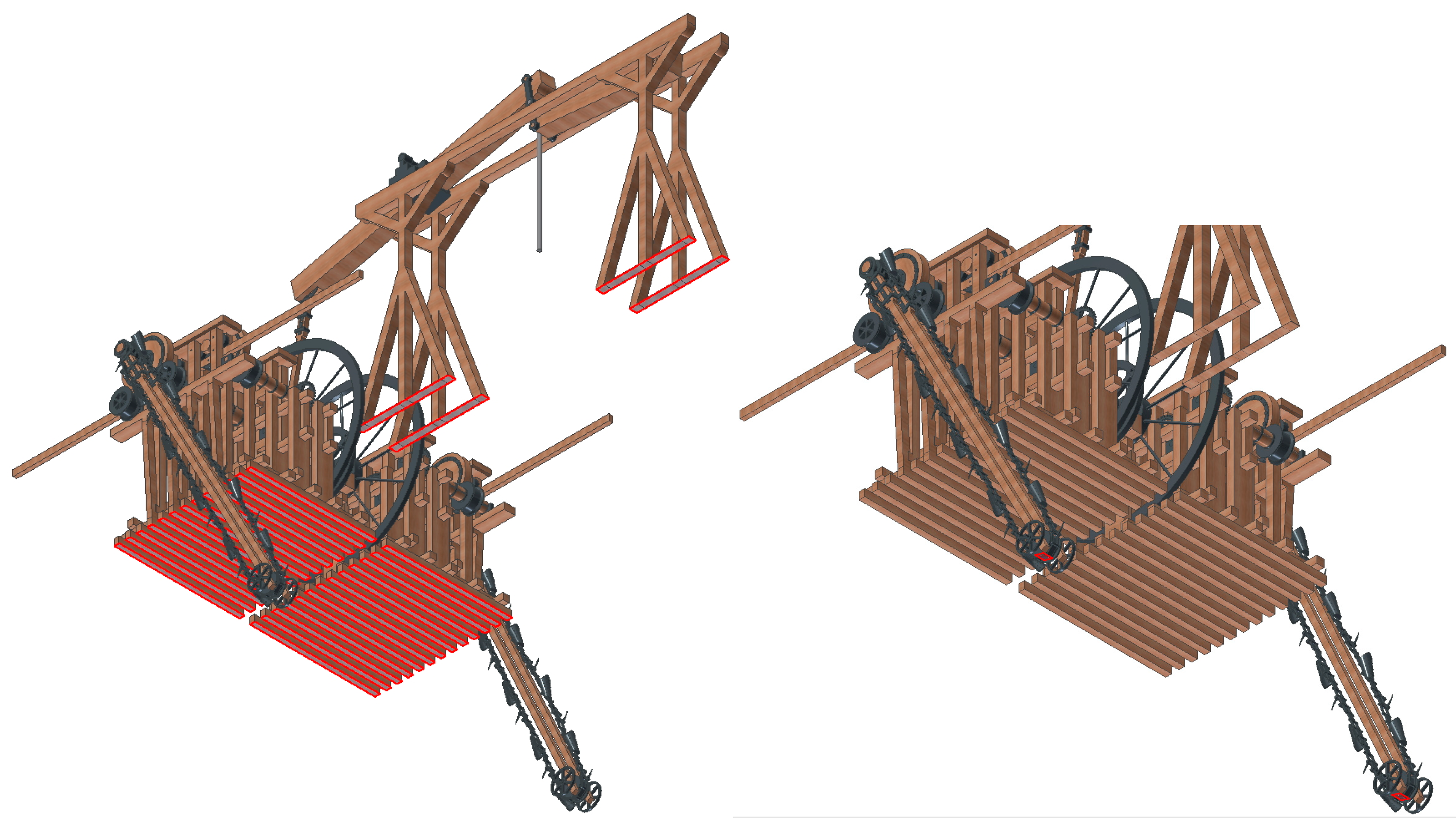
The speed control system of the dredge was exercised by means of two bars (
Figure 6 and
Figure 7). These bars, at the end of which there was a bearing, operated as a lever. When pushed downwards, the bearing of the lever came into contact with the friction axle (9), the one whose movement hindered the rope, or with the shaft of the dredge (24). That contact lifts the friction drum from the drive wheels, so the shaft immediately stops rolling. When lifting the work lever (
Figure 6), the dredge shaft comes into contact with the main one, and the bucket rosary begins to move. If the braking lever is lifted (
Figure 7) the friction shaft, which is obstructed by a rope, hinders the movement of the axles, which can stop the movement of the bucket rosary and even the crankshaft itself.
Figure 8 shows the position of working and braking levers raised to slow down the movement of the mechanism. The ship and the dredging speed were controlled by means of four operators that manipulated two levers to starboard and two to port.
2.2. Computer-Aided Engineering (CAE)
2.2.1. Pre-Processing
In order to carry out a computer-aided engineering study of the mechanical dredger, it is necessary to determine which elements are structural and which are accessories in order to simplify the model, thus avoiding high computational requirements. Without this previous step, the simulation would be slowed down excessively due to the excessive number of elements that a priori intervene in the calculation. Therefore, by simplifying and eliminating the accessory elements of the simulation the analysis is facilitated and the results of the analysis are not affected.
In the present study, the ship that acts as support for the dredge has been eliminated. Simulating an object over another that floats is a complicated task, but the dimensions of the ship and the working conditions in a port area mean that the ship can be dispensed with. For this reason, the support of the structure will be characterized in such a way that it receives the forces exerted on the dredge.
Secondly, the steam engine with the boiler and its support structures are also excluded from the analysis. The only element that will be respected is the cylinder piston of the machine since it is the driving element of the entire dredge system.
The cranes and axes that position the dredger at different depths are also excluded from the analysis, since they do not exert any structural influence either.
Finally, the supporting elements of the rocker arm, the connecting rod-crankshaft system and the supports of each of the two dredges are respected.
Once the dredge system has been isolated, all the elements of the dredge have been respected, as can be seen in
Figure 9.
2.2.2. Assignment of Materials
The next step is to assign a material to each element. In principle, this step should be carried out in the 3D modeling of the dredger, but in many cases it must be modified or added when assembling. Autodesk Inventor Professional will only proceed with the analysis of the 3D model if all the parts of the assembly have a defined material. In the mechanism that is being analyzed, all the elements can be correctly defined from the library of materials provided by the software itself, based on those that could have been used at the time since neither the memory nor the sheets specify the material of each element. Metal elements can be distinguished from those of wood, but it is not known specifically which materials were used. For the parts made of wood, oak was chosen, abundant in the northern European countries, and for the metallic, cast iron.
When importing materials from the software library, the elements to which the material is assigned acquire their physical properties. Thus, the cast iron used in the metal parts has an isotropic behavior (it behaves in the same way in all its directions), and its main physical properties are: Young’s modulus (210,000 MPa), Poisson’s coefficient (0.30), density (7150 kg/m3) and breaking stress (758 MPa). On the other hand, the wooden elements are made of oak and their physical properties are different in each direction, that is to say that it is an orthotropic material. Wood works with better structural properties when it goes in the direction of the grain. In the other two orthogonal directions, the physical limits are more reduced, and therefore the work is more limited. When assigning materials to the piece, it is important that the main axis of the piece goes in the direction of the grain: Young’s modulus (210,000 MPa), Poisson’s coefficient (0.30), density (760 kg/m3) and breaking stress (41 MPa).
2.2.3. Boundary Conditions
After assigning the material to each of the elements and simplifying the model, the boundary conditions of the elements that have a support function must be defined. Autodesk Inventor Professional does not define the supports in the classic way such as built-in, articulated, mobile or roller, but it does so by defining the degree of freedom of each component of the support.
Therefore, we first proceed to define the surfaces that does not have any degree of freedom. Thus, the surfaces that are screwed to the ship (fundamentally the supports of the structures) are defined (
Figure 10 Left), but also, in order to simulate the most unfavorable situation for the structure, the contact surface between the link and the tooth of the lower crown of the dredge is to be fixed. This situation simulates the stop of the dredge when encountering an obstacle (
Figure 10 Right).
Secondly, the joints are defined. The surfaces defined in this way are free to rotate with respect to an axis. In principle, the contact between surfaces of the elements that participate in the articulated area has been defined when making the model, so it is not necessary to ensure that the element behaves like a joint. In any regard, the fixed joints of the rockers that are in the supports are defined and will receive substantial stresses (
Figure 11).
Finally, in order to finish defining the boundary conditions, the contacts between the elements must be established. If the assembly of the parts has been performed correctly, Autodesk Inventor Professional will automatically detect the contact between nearby surfaces, and only in places where the geometry is more complex will it be necessary to define the contacts manually. In the present study, it has been necessary to define two types of contact manually: the contact between the friction drums and some bearings that served as support (
Figure 12), and the contact between the link and the surface of the pinion that facilitates the turn (
Figure 13).
2.2.4. Forces Applied
The penultimate step before proceeding with static analysis is to determine the forces applied to the mechanism. There are three large groups of actions that will intervene in the mechanism; they are as follows.
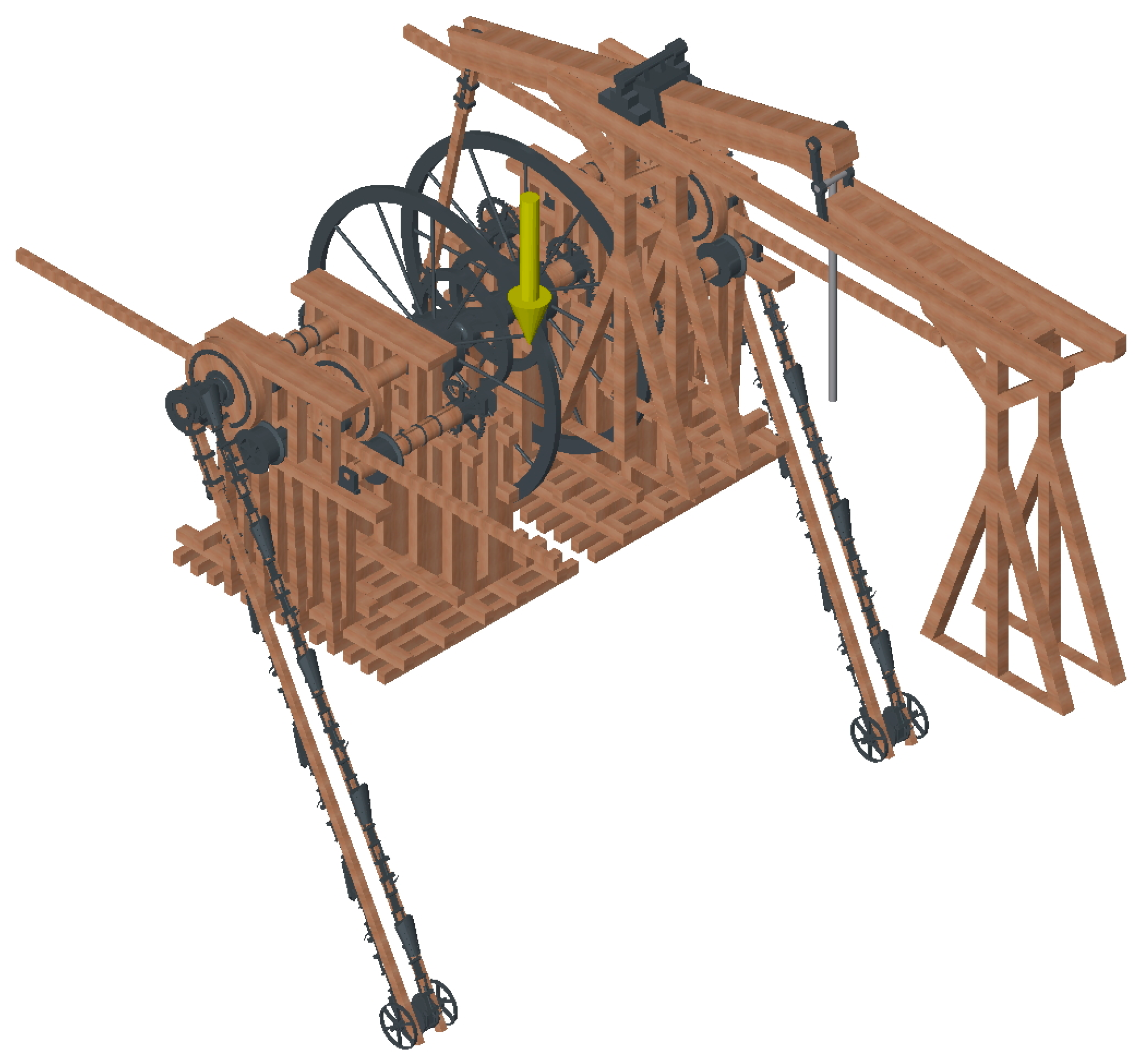
First, the force of gravity, which will affect all parts of the mechanism. Autodesk Inventor Professional makes it easy to define this action. However, for gravity to be a generic force and not applied at a specific point, it must be defined by indicating an intensity and a specific direction. Usually, if axes have been defined in standard mode the vertical axis will be Z and the intensity will be −9.81 m/s
2 so that it takes the negative direction of the Z axis. In this way, the software automatically represents the force of gravity as a vector applied at the center of gravity of the mechanism (
Figure 14).
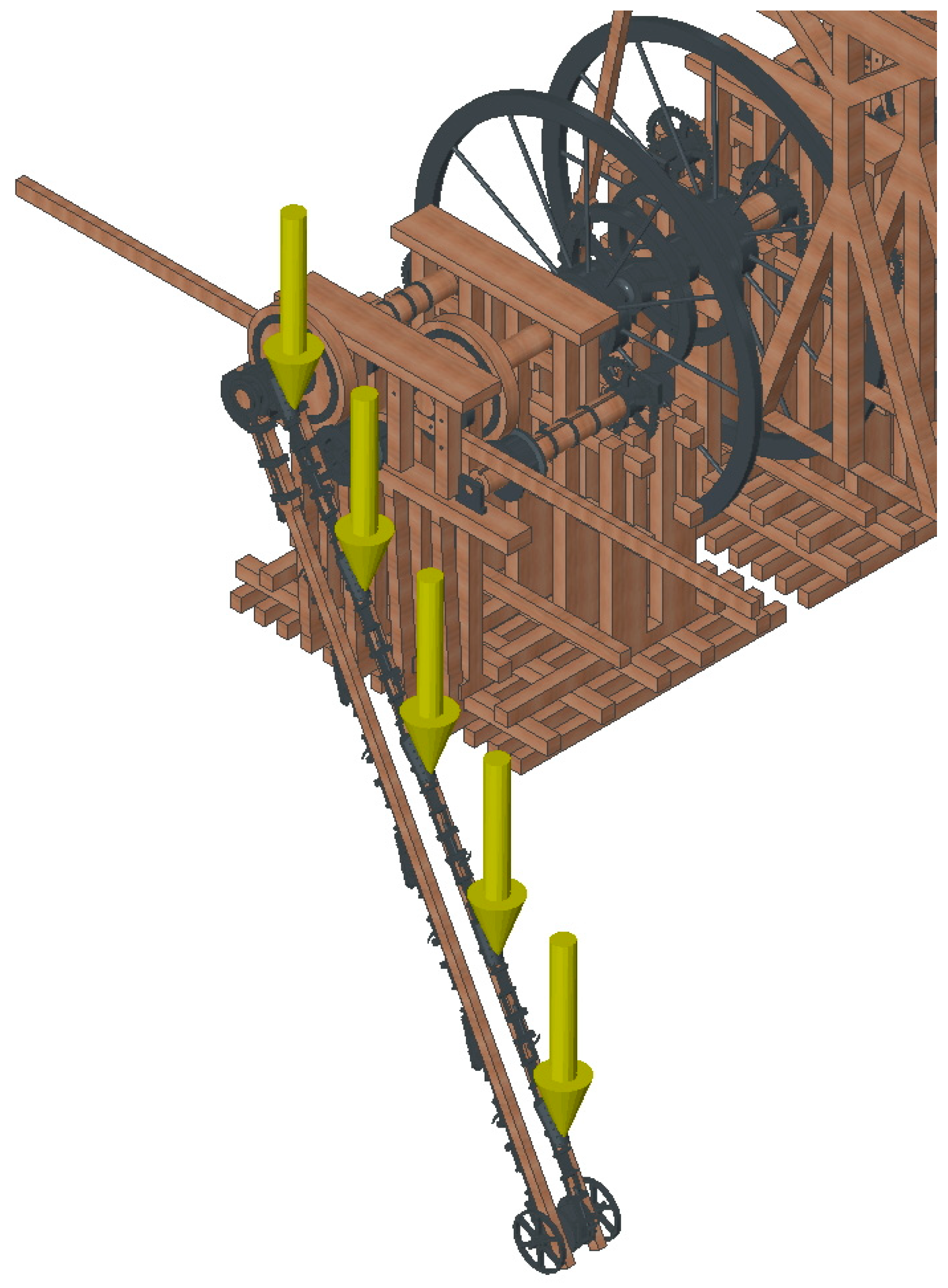
The second group of actions is the one determined by the weight of the sand carried by each of the buckets. In order to obtain a stress study that determines the structural capacity of the mechanism, it is necessary to carry it out in the most unfavorable situation. This situation occurs when the buckets of the dredger are completely loaded with sand. Due to their disposition only, those that are ascending towards the ship are full of sand, so a point load is applied to the bottom of the bucket in five of the 10 buckets, since the others are supposed to be empty when descending (
Figure 15).
In order to simplify the calculation water, wet sand and submerged sand that would lead to different loads will not be taken into consideration, so if the load is considered without wetting and without pushing, the action will be compensated will hardly change with respect to the real situation.
Assuming that the sand has a dry density (δ) of 1600 kg/m
3, and knowing that the maximum volume of a bucket (V) is 0.011 m
3, its weight can be calculated:
Finally, the last action to consider has to do with the force exerted by the steam engine on the axis of the piston, which is responsible for all the movement of the machine. In the face of static analysis, the maximum force that the steam engine is capable of transmitting to the cylinder piston will be taken. In order to calculate this, it has been necessary to examine studies of the double-action steam engine of the time.
In the 19th century, Thomas Tredgold, an English civil engineer, wrote a small treatise on the application of Watt’s double-action steam engine to navigation [
15]. Because of its similarity to that of Betancourt, this method has been adopted to calculate the steam power of the engine. Thus, Tredgold quantifies the machine’s losses in order to calculate its useful work. If the strength of the steam in the boiler is taken as 1, and the losses due to non-condensed steam are disregarded, the other losses will be:
1st The force produced by the movement of the steam when entering the cylinder: 0.007
2nd Cooling in the cylinder and in the pipes: 0.016
3rd Piston friction and losses: 0.125
4th The force necessary to expel the steam: 0.007
5th The force required to open and close the valves, raise the injection water and overcome the friction of the axles: 0.063
6th The loss that comes from intercepting the steam before the end of the course: 0.100
7th The force needed to move the air pump: 0.050
The sum of all of these is 0.368. Therefore, the difference with respect to the unit is 0.632. Furthermore, it is known that the steam pressure in a coal boiler was generally 900 mm Hg, the temperature of the non-condensed steam 50 °C, and the pressure absorbed by this non-condensed steam about 100 mm Hg. Thus, the resulting pressure (σ) will be:
which expressed in units of the International System is equivalent to a pressure of 6300 kg/m
2 approximately.
On the other hand, the pressure exerted by water vapor on the piston is defined by Pascal’s expression:
From this formula, the force that the piston transmits to the piston can be cleared, taking into account the dimensions of the piston surface (S).
Figure 16 shows the force of 41,489 N exerted by the steam engine on the piston that moves the dredge mechanism.
2.2.5. Meshing
The discretization or meshing is the previous step to the static analysis. For this purpose, a variable geometry grid will be developed that characterizes the geometry of the mechanical dredger in the most approximate way, so that the size of the mesh grid determines the most reliable approximation to the model.
In principle, the smaller the size of the mesh the better it fits, but this has its opposite in stress analysis, as an excessively small size of the mesh can distort it since, on small surfaces, the contact between elements can cause pressure to grow inappropriately. Because of this we must ensure that the mesh size is appropriate, avoiding the two extremes.
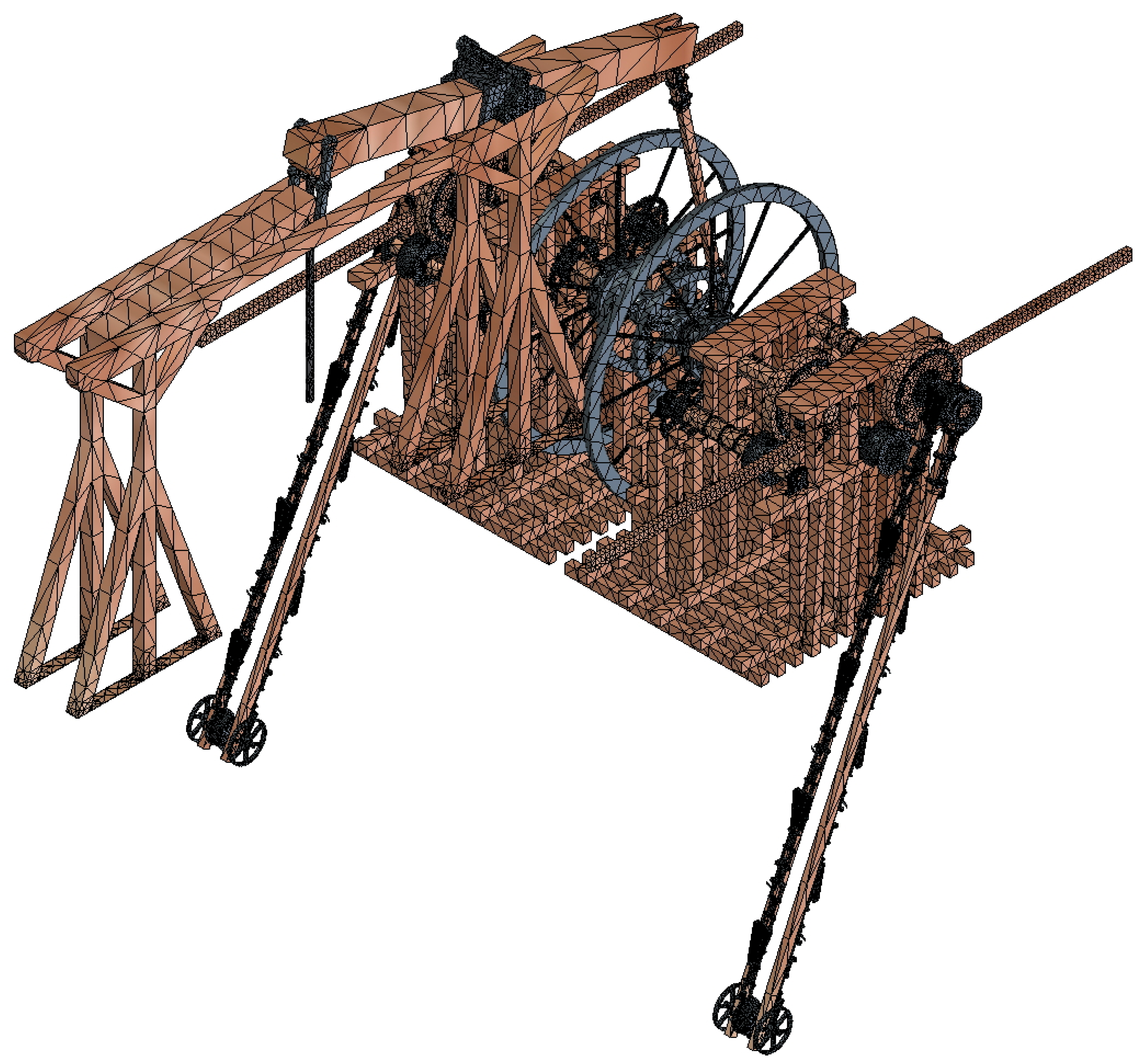
Autodesk Inventor Professional provides an automatic mesh (
Figure 17) whose purpose is to adapt itself in the most exact way to the geometry of the model. As is well known, meshing is a geometric simplification which enables us to process the set as a unitary element, dividing it into finite elements that it analyzes later. In the case of the present study, the type of finite element used has been the tetrahedron.
The variables by which it is guided are: the average size of the mesh (10% of the length of the element face to be discretized); the minimum size of the mesh (at least 20% of the average size); the modification factor (between adjacent meshes there is no difference greater than 1.5), and the maximum angle of rotation (maximum of 60° between contiguous faces of the mesh). The values taken by default can be modified, but in the present research these values have been respected since they present a geometry very similar to the model and there is, at first sight, no element that presents problems in their discretization.
In theory, as noted above, elements with a more complicated geometry can be meshed manually, determining the length of the mesh. The circular or spherical elements usually pose problems if they are of small size. In these elements it usually happens that, due to the convexity or concavity of the surface, the mesh converges in the interior zones, giving rise to an excessively small reticle that distorts the analysis. In these areas it is necessary to control the size of the mesh in order to avoid convergence. On the other hand, some pieces, due to a complex geometry, suffer distortion because the mesh does not adapt well. In these cases, the mesh size should also be defined, giving a shorter length that fits better to the reality of the piece.
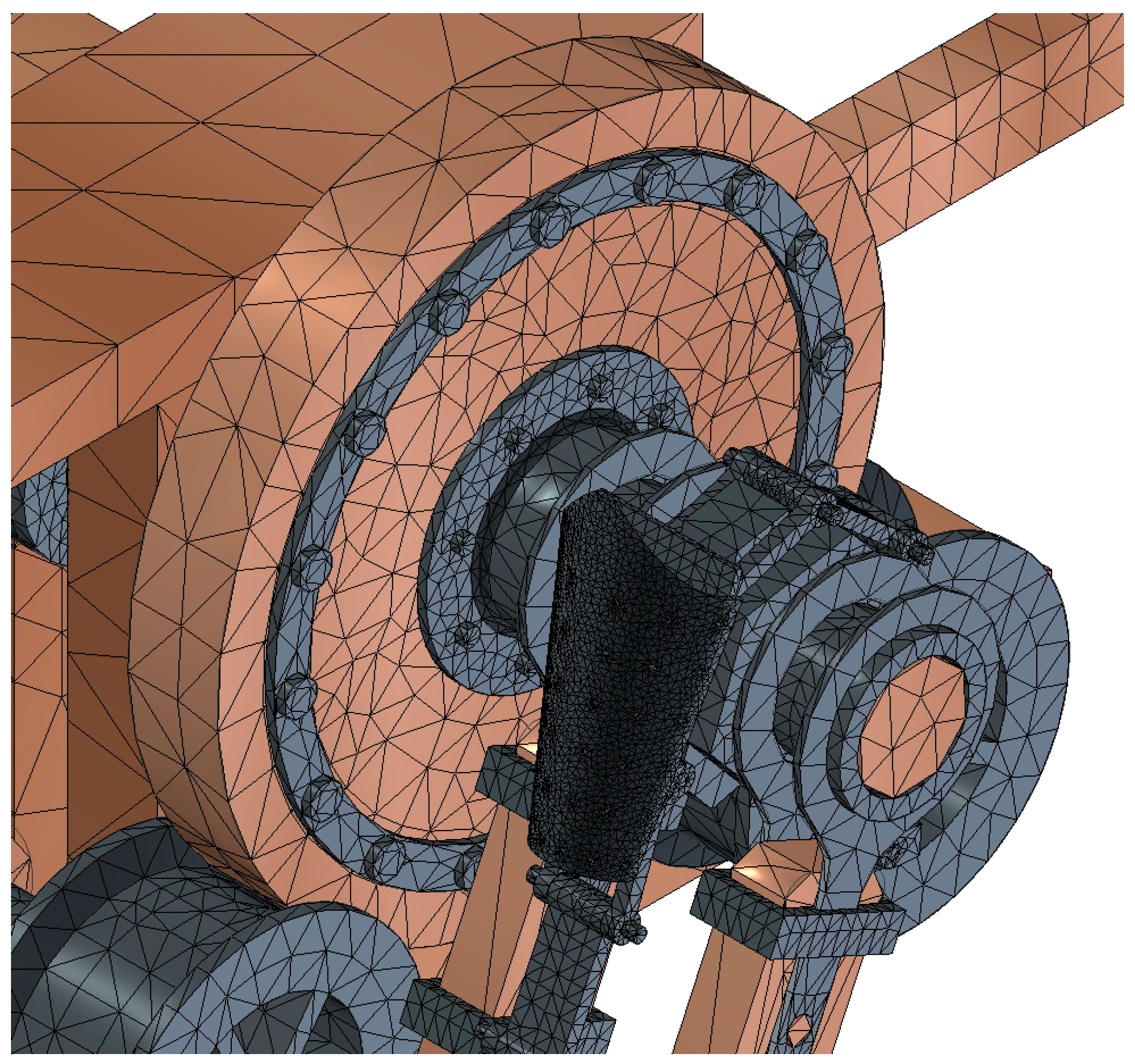
In the present model after a study of automatic meshing, it has been decided to respect the values provided by Autodesk Inventor Professional, since the model apparently has a grid fairly approximate to its geometry. The pieces that present certain convergence in the interior parts, such as the bucket that collects the sand from the bottom, are not determinants at the structural level and therefore, not being subjected to a great solicitation, do not distort the results of the analysis (
Figure 18).
In the present model after a study of automatic meshing, it has been decided to respect the values provided by Autodesk Inventor Professional, since the model apparently has a grid fairly approximate to its geometry. The pieces that present certain convergence in the interior parts, such as the bucket that collects the sand from the bottom, are not determinants at the structural level and therefore, not being subjected to a great solicitation, do not distort the results of the analysis (
Figure 18).
In terms of finite-element analysis, a convergence criterion is established in order to obtain the results as this analysis is carried out by iterative methods during some cycles. In the present study, the software compares the result with that of the previous cycle, and if the result varies by more than 5% the software re-iterates the analysis. However, if the difference is less than 5% the analysis stops, taking the result as definitive. Autodesk Inventor Professional establishes a maximum number of five iterations, since the time used in each iteration is high.
In this study, taking into account available computer resources, we made the analyses using a grid size of 899,471 elements and 1,696,284 nodes.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}