Rheology of Asphalt Binder Modified with 5W30 Viscosity Grade Waste Engine Oil

1
Department of Smart City and Construction Engineering, Korea Institute of Civil Engineering and Building Technology Campus, University of Science and Technology (UST), 217, Gajeong-ro, Yuseong-gu, Daejeon 34113, Korea
2
Department of Infrastructure Safety Research, Korea Institute of Civil Engineering and Building Technology, 283, Goyangdae-ro, Ilsanseo-gu, Goyang-si, Gyeonggi-do 10223, Korea
*
Author to whom correspondence should be addressed.
Appl. Sci. 2018, 8(7), 1194; https://doi.org/10.3390/app8071194
Submission received: 4 May 2018
/
Revised: 7 June 2018
/
Accepted: 16 July 2018
/
Published: 20 July 2018
(This article belongs to the Special Issue Achievements and Prospects of Advanced Pavement Materials Technologies)
Abstract
:Featured Application
Authors are encouraged to provide a concise description of the specific application or a potential application of the work. This section is not mandatory.
Abstract
The pavement structure tends to shrink under low temperature conditions and cracks will appear upon crossing threshold binder stiffness. Decreasing the binder viscosity at such low temperatures, by introducing additional oil fraction (aromatics and saturates) in asphalt colloidal systems, may result in improved resistance to thermal cracking. A single multi-grade engine oil (5W30) was used in this study to analyze the rheological properties imparted to binders. Rotational Viscosity (RV) test revealed that after Rolling Thin Film Oven (RTFO) aging, fresh oil and waste oil have a similar effect on decreasing the viscosity of binder and construction temperatures, reducing them by 5~8 °C. Fourier Transform Infrared Spectroscopy (FTIR) test results showed an abrupt increase of carbonyl concertation when fresh engine oil was used for rejuvenation while waste engine oil was less susceptible to oxidative aging. Dynamic analysis of modified binders proved that engine oil has better thermal cracking resistance but relaxation ability of binders and rutting resistance was impaired. Filtered waste engine oil resulted in a 35% decrement in the stiffness of binder compared to virgin asphalt after short term aging but upper Performance Grade (PG) was compromised by 1~3 °C with 2.5% oil inclusion. Unfiltered waste engine oil proved to have the least overall performance compared to fresh and filtered waste engine oil.
1. Introduction
Asphalt binder is frequently utilized in hot mix asphalt (HMA) for binding the aggregates mass. Regardless of the global use of asphalt as a binder, its cost is comparatively high. The increased urbanization and surging demand of paved roads led to the need for enhancing asphalt binder intrinsic properties, exclusively the resistance for rutting and thermal cracking. Thermally induced cracking of flexible pavements is critical in cold regions [1], such as South Korea. As the pavement structure tends to shrink under low temperature conditions [2], tensile stresses are developed resulting in cracks or failure. Therefore, asphalt modification is needed as it fundamentally effects the properties of bituminous mixtures. Recently, more attention has been given to improving performance of asphalt binder by modifying it with polymers, resulting in improved engineering properties of asphalt [3,4,5,6,7]. At low temperatures, a decrease in viscosity of the binder is intended to avoid making asphalt too stiff and losing cohesion with aggregates. The viscosity of asphalt can be manipulated by changing the oil fraction in asphalt colloidal system [8].
Engine oil is a by-product of petroleum refining which provides lubrication to rotating bearings and pistons in automobile engines. After being used by vehicles, it gets contaminated with impurities and toxic chemicals like Polycyclic Aromatic Hydrocarbons (PAHs) [9]. Thus, the final waste product, known as Waste Engine Oil (WEO), may cause serious damage to the environment and organic life if it is dumped without proper treatment [10,11]. There is a thriving interest in the pavement industry to utilize waste materials and de-escalate the use of natural resources; this is also cost effective as compared to utilizing new materials. South Korea generated about 370 million liters of waste oil in 2012 [12]. This substantial amount of waste oil is mostly consumed as fuel or re-sold after refining. Chemically, the molecular structure of engine oil is similar to asphalt binder [13,14], therefore waste engine oil can be considered a compatible modifier for asphalt cement [15].
With the increased traffic volume, production of waste engine oil has increased many folds in recent years. Therefore, it is imperative to use the waste engine oil in partial replacement of asphalt binder which will also reduce the cost of Hot Mix Asphalt (HMA) or Reclaimed Asphalt Pavement (RAP). Ayman et al. [16] investigated the potency of different rejuvenators on aging and fatigue cracking resistance. They concluded that paraffinic oils were most suitable to rejuvenate the aged RAP binders without adversely compromising the rut resistance. Research conducted by Zaumanis et al. [17] claimed that waste engine oil with a 12% dose significantly improved the low temperature cracking susceptibility of RAP mixture. A considerable loss of volatiles during RTFO aging was observed during mass loss test which indicates an increased aging susceptibility.
Based on the results by Villanueva et al. [18], modifying asphalt binder with 0–10% of used lubricating oil enhanced the critical cracking temperature to about 2 °C but high temperature PG grade was compromised. Hallizza et al. [19] studied the use of cooking oil as a bitumen rejuvenator. Their research proved that modification of a 40/50 penetration grade aged asphalt binder with 4% waste cooking oil decreased its viscosity to an unaged 80/100 penetration grade condition. Xiaoyang et al. [20] found that a decrement in optimum asphalt content improved fatigue resistance of the mixture and an increased concentration of carbonyl functional groups in asphalt binder after waste engine oil modification. This increase in carbonyl groups left the asphalt binder susceptible to oxidative aging. Oil inclusion also reduced the stiffness at low temperatures but elastic recovery of binder at high temperatures was undermined.
Eriskin et al. [21] focused on reducing the construction cost by decreasing the optimum content of bitumen with partial replacement of waste frying oil. Their study proved that with the inclusion of only 3–5% of frying oil, the bitumen content was reduced by 11%. They further concluded that the fry oil modification enhanced the self-healing properties of HMA at low temperatures. Xavier et al. [22] utilized the used and virgin maize oil for binder modification. Their results showed that with the increase of maize oil content the elasticity was increased while the stiffness was reduced. The mixing and compaction temperatures were decreased by 5~10 °C, proving an efficient modifier for warm mix asphalt (WMA). Zhang et al. [15] investigated the effect of bio-based and refined waste oil on low temperature properties of asphalt binder. They discovered that the glass transition temperature tended to decrease and the fracture energy of asphalt binder could be enhanced up to three folds by using 5% refined waste oil. Simon et al. [23] performed X-Ray fluorescence spectroscopy on asphalt cement modified with waste engine oil. They observed a premature failure in pavement due to loss of strain tolerance and physical hardening of asphalt binder caused by waste oil residues after modification.
Waste engine oil addition can soften and rejuvenate aged asphalt binders and results in an environmentally friendly mixture [24,25]. In this context, the use of waste engine oil in partial replacement of binder in HMA, RAP or WMA can prove to be an acceptable and sustainable solution to managing this waste material. This study was carried out to evaluate the rheological properties of asphalt binder with 2.5% of a single multigrade fresh and waste (filtered and un-filtered) engine oil, with an aim to decrease the viscosity (rejuvenation) and stiffness (thermal cracking) at low temperatures.
Objective(s)
Taking into account the previous literature, the objectives of this research work are as follows
- To assess the properties imparted to asphalt cement with a specific viscosity grade engine oil (5W30) rather than a collective blend of different waste engine oils.
- To study the effect of metal traces present in waste engine oil on rheological properties of modified asphalt cement.
- To evaluate the effect of waste oil modification on low and high temperature properties of asphalt cement.
2. Materials and Methods
2.1. Materials
2.1.1. Asphalt Binder
A PG 64-22 (AP5) asphalt binder frequently used in South Korea was chosen as the base binder for sample preparation and laboratory experimentation. Some standard physical characteristics of virgin asphalt binder are given in Table 1.
2.1.2. Engine Oil
Waste engine oil (Figure 1) employed in this study was taken from a local automotive repair shop. Engine oils are available in different viscosity grades [27] and can have variable viscosity ranges according to selected viscosity grades [28]. Thus, waste engine oil obtained from different vehicles might have different viscosities. Considering this fact, an SAE 5W30 multigrade engine oil was selected for this study. Some physical characteristics of fresh and waste SAE 5W30 oil have been presented in Table 2.
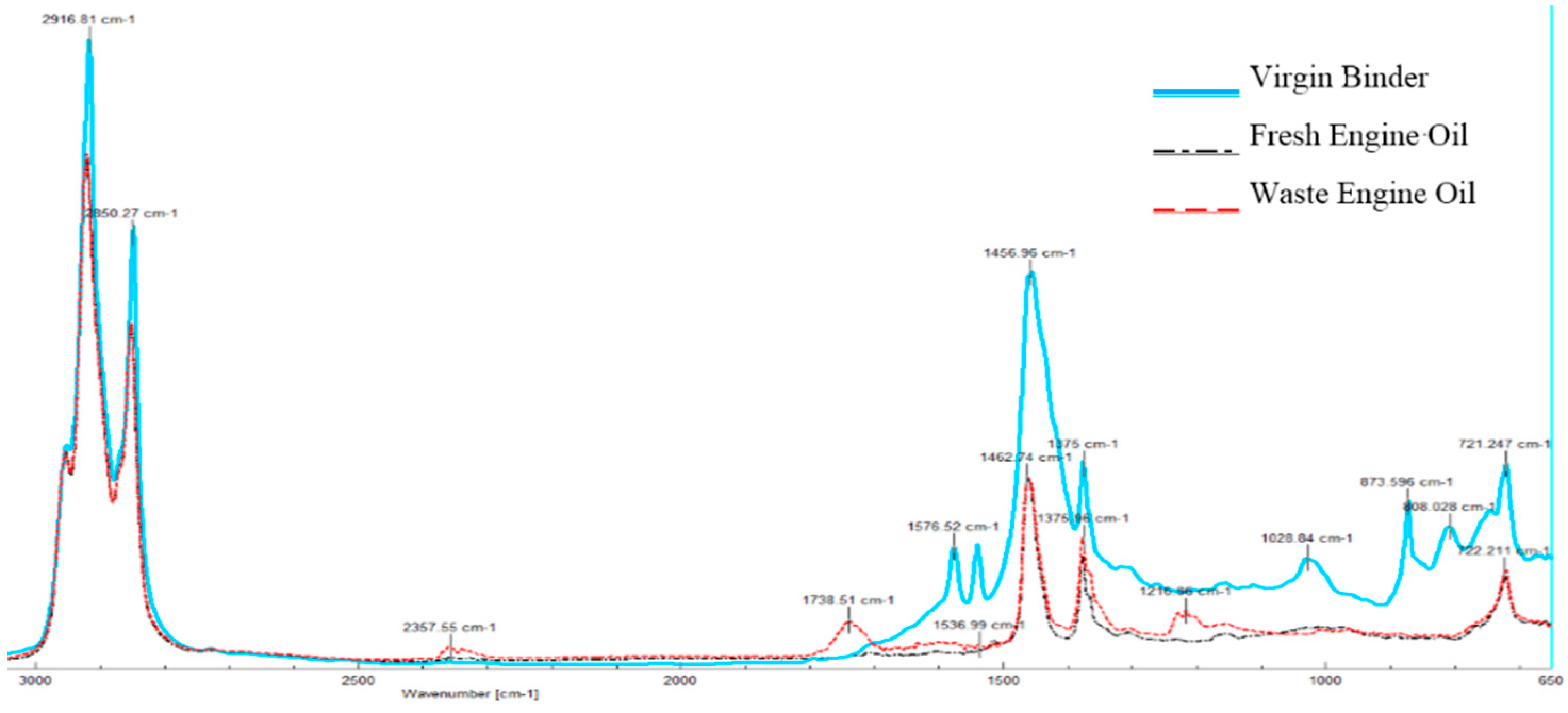
Figure 2 demonstrates and compares the chemical composition of base asphalt and engine oils after FTIR spectroscopy. Each peak in the spectrum signifies a functional group in the medium. Most of the observed peaks in fresh engine oil were similar to asphalt binder which proves its compatibility to bond with asphalt molecules. On the other hand, waste engine oil exhibited additional peaks at 1738 and 1216 wavenumbers indicating the chemical decomposition and aging of fresh oil after vehicle use. Small peaks around 1540 wavenumbers indicated the formation of PAHs waste engine oil, which were negligible in fresh oil. Additional peaks between 2300~2400 were due to CO2 in the atmosphere and should not be considered as a chemical change between asphalt and engine oil.
2.1.3. Filter Paper
Due to wear and tear of the engine during vehicle performance, engine oil was contaminated with metal traces and exposed to repeated heating and oxidation actions [31]. Metallic elements like Potassium, Calcium, zinc and iron were found in weathered motor oil [32]. These metal traces might have changed the rheological properties of asphalt binder after modification. Therefore, to check this rheological difference, waste engine oil was filtered using a Whatman™ grade filter. Some physical properties of filter paper are shown in Table 3.
2.2. Methods
2.2.1. Research Approach
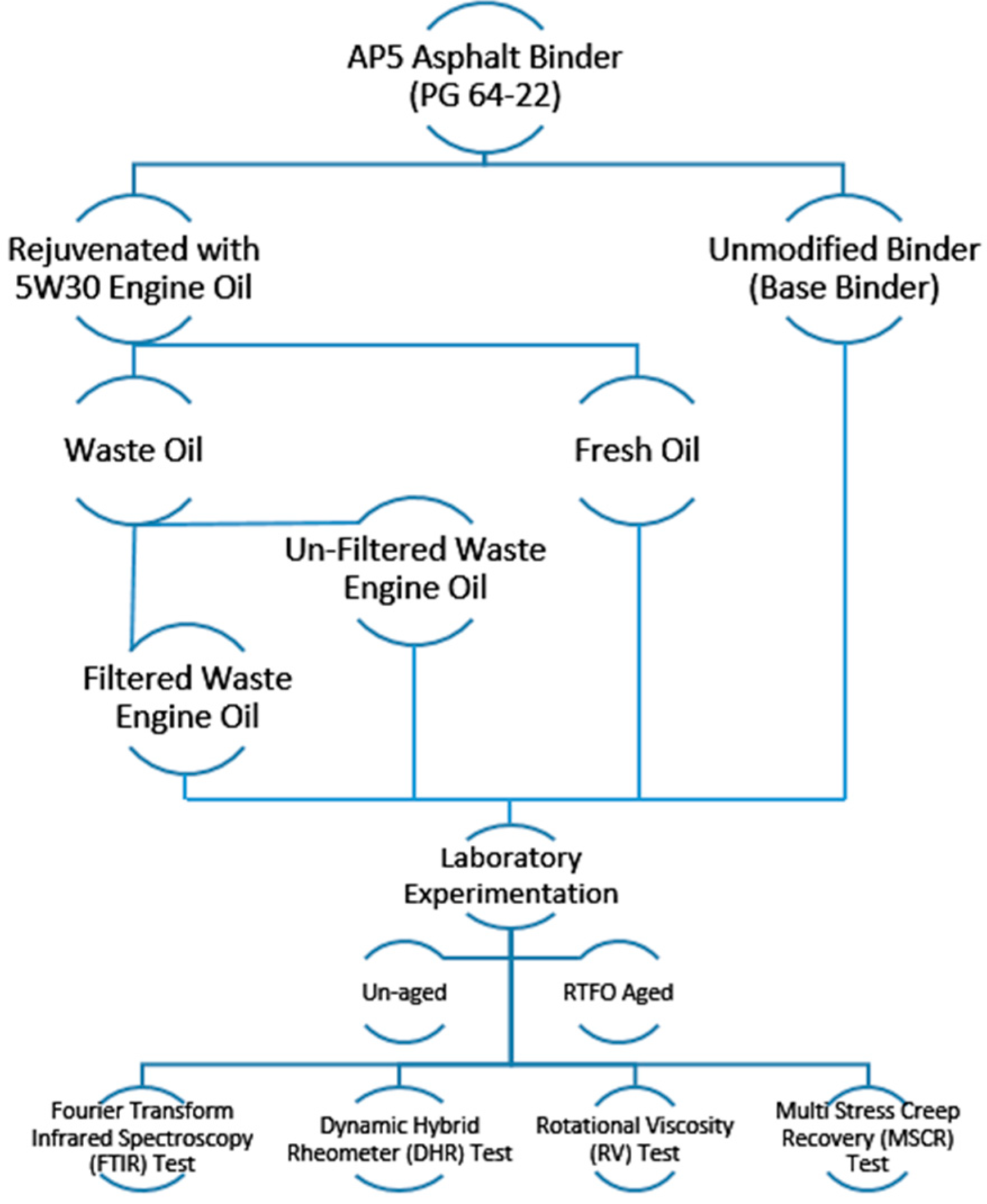
Although there are positive and negative effects of using waste engine oil in asphalt binder, more research is needed to incorporate this waste product efficiently and to avoid direct harmful effects on the environment. Considering these factors and literature available, this research work focused on evaluating the possibility of using a specific viscosity grade waste engine oil as a rejuvenator for asphalt binder and studied its effects on rheological properties considering high and low temperatures. The waste engine oil addition was further assessed on removal of metal traces by filtration process and with short term aging conditions. Rheological tests were performed to check the properties imparted to rejuvenated asphalt. Finally, master curves for a comprehensive characterization of modified asphalt cement were constructed and compared. An outline of the procedure for this study is shown in Figure 3.
2.2.2. Preparation of Modified Asphalt Binder and Sampling
To study the effect of waste engine oil on asphalt performance and to make the waste oil components blend well with asphalt, a high shear mixer along with a heating mantle model MS-DBM604 (MTOPS®, Yangju-si, Kyunggi-do, Korea) was used. Mixing speed was kept at 2000 rpm. The blending time and temperature were controlled at 30 min and 150 ± 5 °C for each mixing turn, respectively.
Samples were prepared by mixing 2.5% (by weight of asphalt) fresh oil, un-filtered waste engine oil and filtered waste engine oil into asphalt binder (Table 4). At least three, and a maximum of five samples for each condition and for each laboratory test were prepared to check the repeatability and results were shown as an average. Virgin binder with the same sheared conditions (2000 rpm/30 min/150 °C) was prepared and termed as Base Binder for better comparison.
2.2.3. Rotational Viscosity (RV) Test
This test was employed to check the flow changes on the fresh and waste oil rejuvenated binders and the effect of metal traces present in waste engine oil. Viscosity measurements were taken using Brookfield DV2T Viscometer (Brookfield Engineering Laboratories, Inc., Boston, MA, USA) Dynamic viscosity tests can be conducted at various temperatures, but since manufacturing and construction temperatures are fairly similar regardless of the environment, the test was carried out at a range from 135 °C to 175 °C.
The torque on the apparatus-measuring geometry, rotating in a thermostatically controlled sample holder containing a sample of asphalt, was used to measure the relative resistance to rotation. The torque and speed were used to determine the viscosity of the asphalt. The test was conducted according to AASHTO T 316 and ASTM D 4402 testing standards. Between 11~13 g samples of the base binders and rejuvenated binders were poured into disposable RV testing containers and were tested with SPC4-27 spindle at 20 RPM. At least three samples for each binder configuration were tested and the results were reported as an average. Ideal mixing and compaction temperature for base and modified binder were calculated in unaged and RTFO aged condition by using viscosity data.
2.2.4. Fourier Transform Infrared Spectroscopy (FTIR) Test
The FTIR spectroscopy test helps to characterize changes in functional groups and chemical alteration of base asphalt due to engine oil addition. This test was performed using JASCO 4200 spectrometer (TS Science Co., Ltd., Seoul, Korea) with Attenuated Total Reflection (ATR) accessory in the range of 4000 to 650 cm−1 wavenumbers. ATR provides reliable and repeatable spectra compared to transmission configuration which is prone to erroneous readings with sample preparation and film thickness variations. Infrared radiations are bombarded on a thin sample of asphalt binder, directly placed on the ATR crystal. This excites some of the molecular bonds within the asphalt molecule according to their natural vibration frequency. Some part of the incident infrared rays is absorbed due to the bond excitations. These molecular vibrations/excitations are then detected by a detector in FTIR. Detector measures the percentage of the transmitted or absorbed radiation to the source radiation and a spectrum is processed and displayed by a computer program [33], imitating the functional groups present in the material. For each spectrum obtained, a total of 36 consecutive scans at a resolution of 4 cm−1 were executed and averaged.
Some characteristic functional groups, with their respective wavenumber ranges that can be detected with FTIR, are presented in Table 5. These functional groups can also be present in asphalt molecules which helps us to understand the basic chemistry of base, aged and rejuvenated asphalts.
2.2.5. Discovery Hybrid Rheometer (DHR) Test
A Discovery Hybrid Rheometer (DHR-2) test with Environmental Temperature Control (ETC) system was used for determination of viscoelastic behavior of base and rejuvenated binders. DHR is a stress controlled shear rheometer which uses magnetic bearing to rotate the spindle and provide frictionless application of torque to the asphalt sample. ETC accessory provided fast response and temperature stability and allowed us to achieve any temperature ranging from −160°C to 600°C.
Multi Stress Creep Recovery
A Multiple Stress Creep and Recovery (MSCR) test was conducted for predicting the rutting behavior and delayed relaxation response of asphalt binders. The MSCR test was carried out with a repeated loading and unloading of stress on RTFO aged asphalt binders. This test can predict the rut resistance by measuring non-recoverable creep compliance (Jnr) and binder modifications in the non-linear viscoelastic region. AASHTO T 350 testing guidelines were followed for 1 s creep at a constant stress and 9 s recovery with zero stress level. Ten cycles of creep and recovery were performed at 34, 46, 58 and 64 °C temperatures with 0.1 kPa and 3.2 kPa stress levels.
Strain Sweeps
Strain sweep tests were performed on each testing temperature ranging from −15 °C to 95 °C in strain controlled mode. Parallel plates measuring 8mm were used for −15 °C to 35 °C testing temperatures while 25 mm parallel plate geometry was used for a high temperature range of 45 °C to 95 °C. Percent Strain value was swept from 0.1 to 80% at a fixed frequency of 10 rad/s and initial stress value of 3.295 Pa. Complex shear modulus (G*) for all binders were measured and the percent strain value at which G* was reduced to 95% of its initial value and was noted as a threshold for linear viscoelastic (LVE) region. Table 6 lists the target strain values selected for LVE region for frequency sweep testing.
Frequency Sweeps
Frequency sweep tests were performed on a temperature range of −15 °C to 95 °C in stress controlled mode. Parallel plates measuring 8 mm were used for −15 °C to 35 °C testing temperatures while 25 mm parallel plate geometry was used for a high temperature range of 45 °C to 95 °C. Target strain values were fixed as per Table 6, to establish LVE region of measurement. The testing procedure was followed as per AASHTO T315-10. Frequency was swept from 0.01 Hz to 30 Hz for each testing temperature and complex shear modulus (G*) and phase angle (δ) were obtained for each binder sample.
Master Curve
Master curves for the whole temperature range were developed using frequency sweep isotherms for an overall assessment of rejuvenating the asphalt binder with engine oil. It exhibited the impact of loadings on rheological performance of asphalt cement over a wide range of loading frequency or times. Isotherms obtained from frequency sweep tests were shifted to a reference temperature using the time-temperature superposition principle [36,37]. Shift factor (αT) for superpositioning of isotherms can be obtained by using William-Landel-Ferry (WLF) equation and Arrhenius function [38,39] shown as Equations (1) and (2) respectively.
In Equation (1), c1 and c2 are coefficients, T is target temperature, TR is reference temperature. Values of C1 and C2 are usually taken 19 and 92, respectively [40].
In Equation (2), Ea is activation energy, T is target temperature and Tref is reference temperature. The shifting of isotherms can also be done using a new dynamic modulus function know as Sigmoidal Model [41]. The equation for sigmoidal model is shown as Equation (3)
where,
- δ = Min. G* of asphalt binder,
- α = Max. G*−Min. G*
β and γ are S-shaped function parameters of sigmoidal curve for point of turning and slope of curve respectively. In this study, construction of master curve was done using the sigmoidal model. Shift factors were obtained using Arrhenius equation which wer then used for horizontal shift of isotherms. Data were fitted using the sigmoidal model and master curves were constructed for all asphalt binders.
3. Results and Discussions
3.1. Flow Behavior
The high temperature flow behavior of asphalt binders is an important property to establish in-plant and in-field temperatures [42,43]. The viscosity of binder depicts its competence for pumping through an asphalt plant, its ability to properly coat the aggregate particles in asphalt mixture and the workability required to place the asphalt mixture in field and appropriate compaction. Therefore, RV test was carried out from 135 °C to 175 °C with an increment of 10 °C.
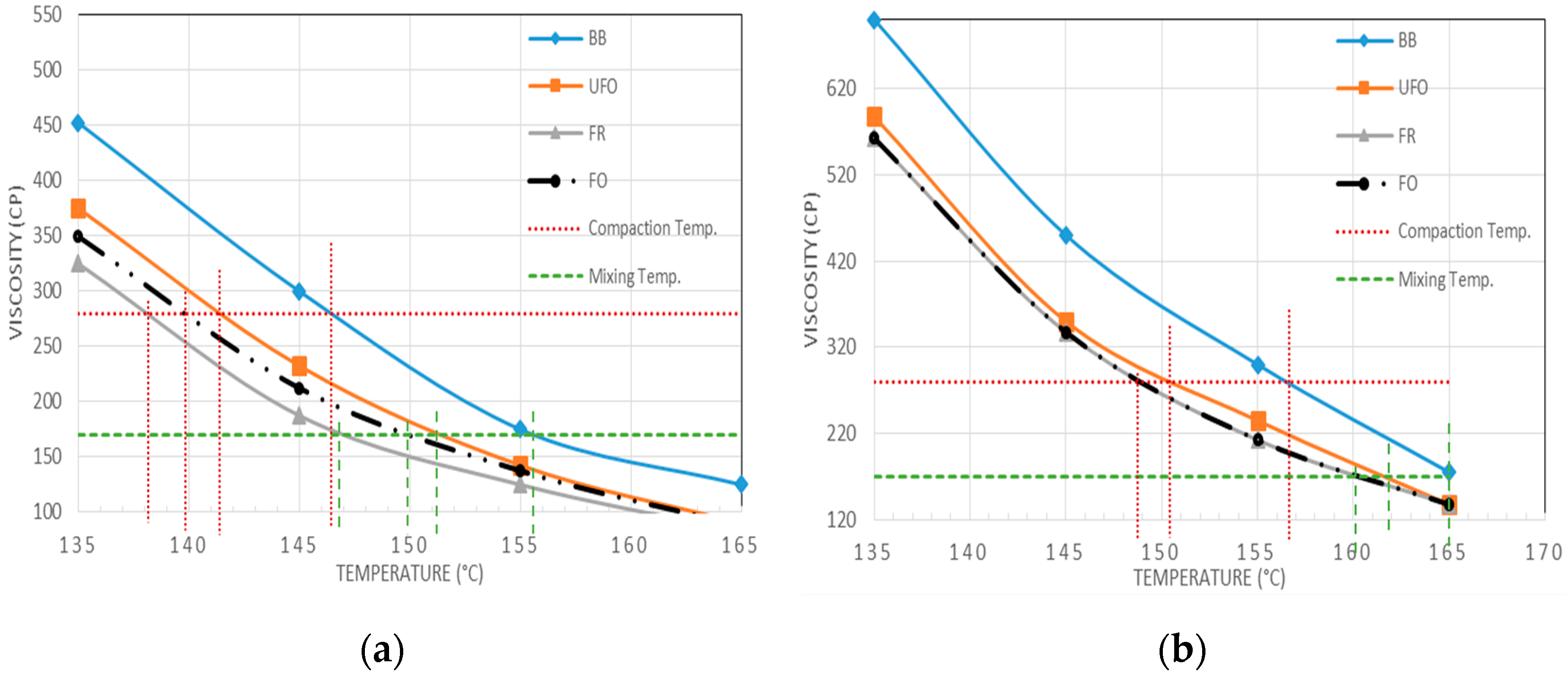
Figure 4 demonstrates the changes in viscosity of asphalt binders in an unaged condition and after RTFO aging on temperature increments. It can be clearly seen that inclusion of oil into asphalt decreased its viscosity and construction temperatures, which is in line with previous literature.
In-field mixing and compaction temperatures were selected based on the viscosity of binder. As recommended by Asphalt Institute [44], temperature at 170 ± 20 cP is to be taken as mixing temperature while 280 ± 30 cP depicts the compaction temperature of bitumen. It is evident from Figure 4a and Table 7, there was an overall 5~8 °C decrement of compaction and mixing temperature for the unaged binder condition. FR had the highest effect on reducing the mixing and compaction temperatures due the fact that fresh oil had not been aged before and had very low viscosity compared to waste oil.
After RTFO aging, in Figure 4b, even though the compaction and mixing temperatures increased due to stiffening of binder, oil addition reduced the compaction temperature of BB by 6~7 °C while mixing temperature decreased by up to 5 °C. No significant difference was observed in construction temperatures between FO and FR, while UFO depicted 1 °C increment from other rejuvenated binders. This 1 °C difference might have been caused by comparatively high viscosity of UFO due to the metal traces present in the asphalt matrix.
3.2. Chemical Analysis
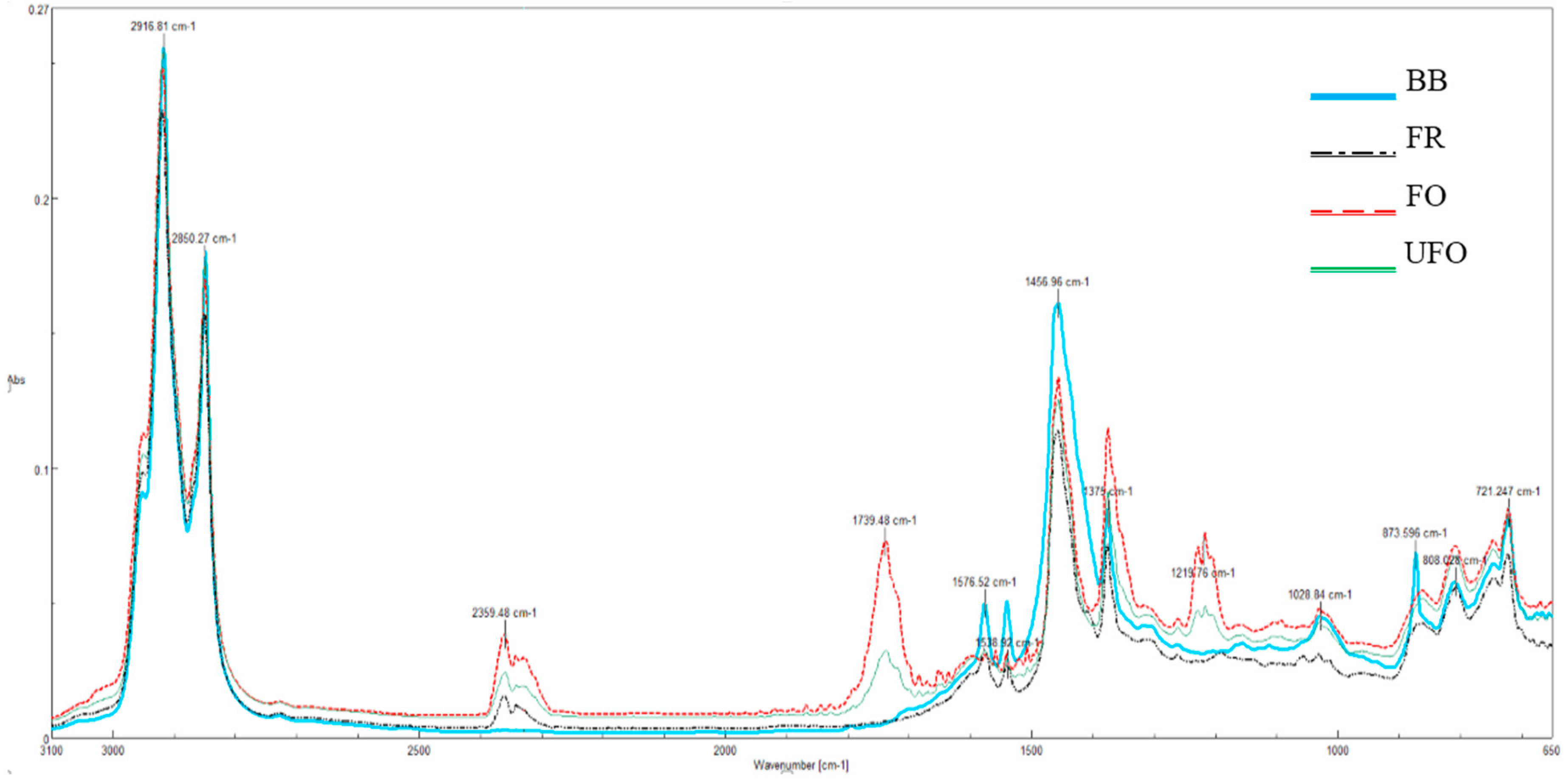
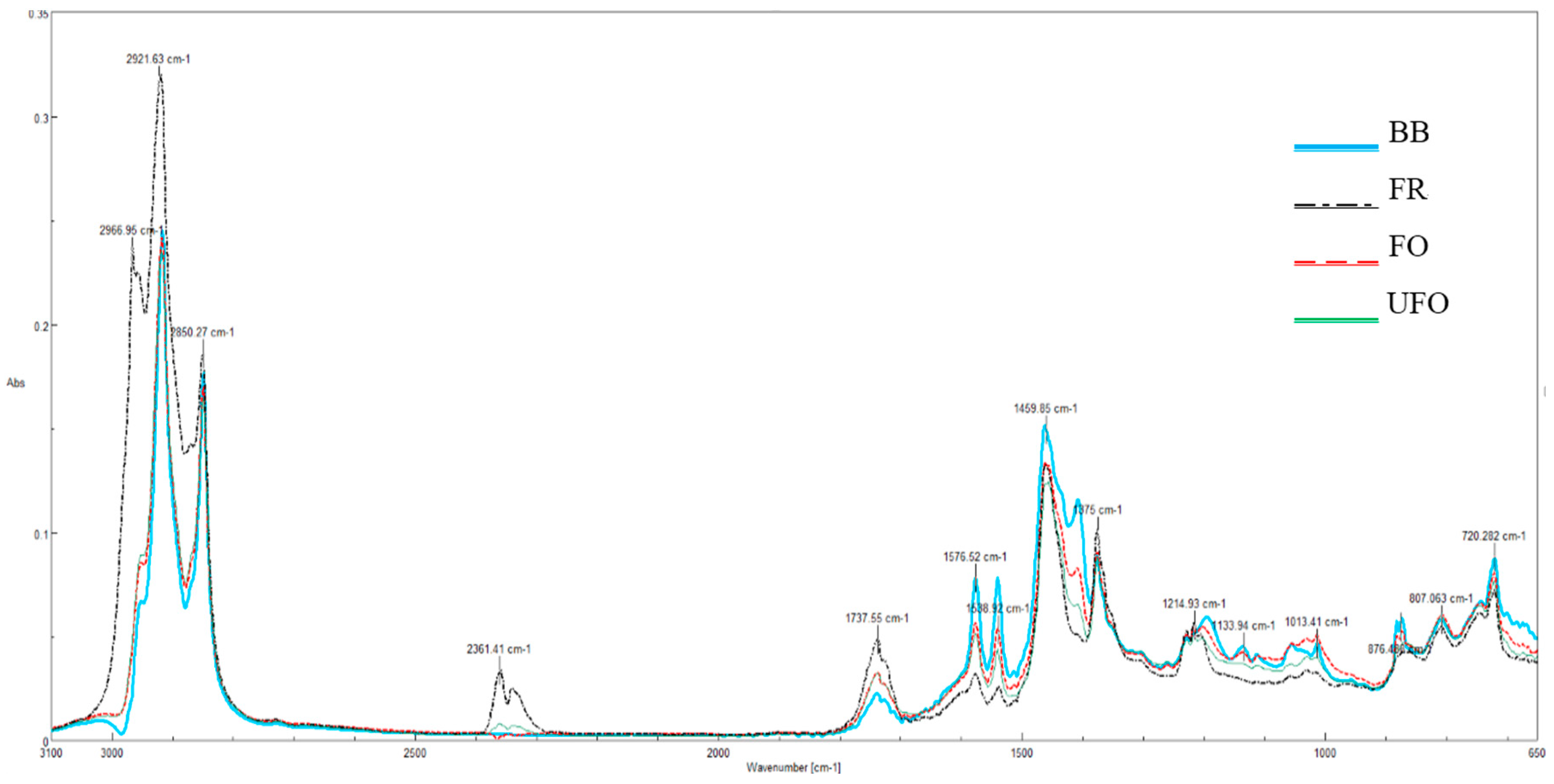
In Figure 5, FT-IR spectra of unmodified asphalt binder and after rejuvenating with fresh and waste engine oil has been presented. Noticeable differences can be clearly seen in intensities of functional groups before and after waste oil addition.
The strong peaks between ν ≈ 3000 cm−1 to 2800 cm−1 represent aliphatic -CH3, -CH2 and CH stretching vibrations. Peaks around ν ≈ 2359 cm−1 are due to CO2 and its intensity can be controlled by experimental accuracies. Peak in the finger print region from ν ≈ 1000 cm−1 to ν ≈ 700 cm−1 indicates benzene rings in asphalt. Signals observed at ν ≈ 1739 cm−1 and ν ≈ 1028 cm−1 are representative bands of carbonyl and sulfoxide groups. Intensity changes at these bands are a direct indication of aging binder. In the unaged condition, only FO and UFO exhibited signals at ν ≈ 1739 cm−1, proving high concentrations of carbonyl functional group C=O due to severe oxidation and heat exposure of waste engine oil during usage in vehicle, which is in line with the previous research [20]. The peak at ν ≈ 1456 cm−1 is due to CH2 and CH3 bending vibration while ν ≈ 1375 cm−1 depicts symmetric stretching. The band at ν ≈ 1216 cm−1 represents C-O bond due to ester molecules in the lubricant oils.
Figure 6 illustrates the chemical profile of the RTFO aged condition for all binders. A significant difference in intensity of carbonyl functional group can be identified at ν ≈ 1737 cm−1. FR has undergone a severe aging due to the fact that it contains the higher amount of unsaturated hydrocarbons. FO and UFO, containing already aged engine oil, provide less opportunity to produce oxidized products and can be expected to resist aging compared to FR. An increase in peak of FR at ν ≈ 1216 cm−1 was also observed, which reveals the increased intensity of ester molecules in aged binder.
3.3. Dynamic Mechanical Analysis
Asphalt binder is a visco-elastic material which behaves as elastic solid at low temperatures while exhibiting fully viscous properties at higher temperatures. In mid-range temperatures, both elastic and viscous properties are shown. Distresses like fatigue and rutting in binder structure depends on the temperature and loading frequency. Dynamic mechanical analysis was done using DHR apparatus and G* and δ were obtained. Complex shear modulus (G*) is the ratio of maximum shear stress to maximum shear strain while the phase angle (δ) is the delay in response of material to applied stress and resulting strain.
3.3.1. Temperature Dependency
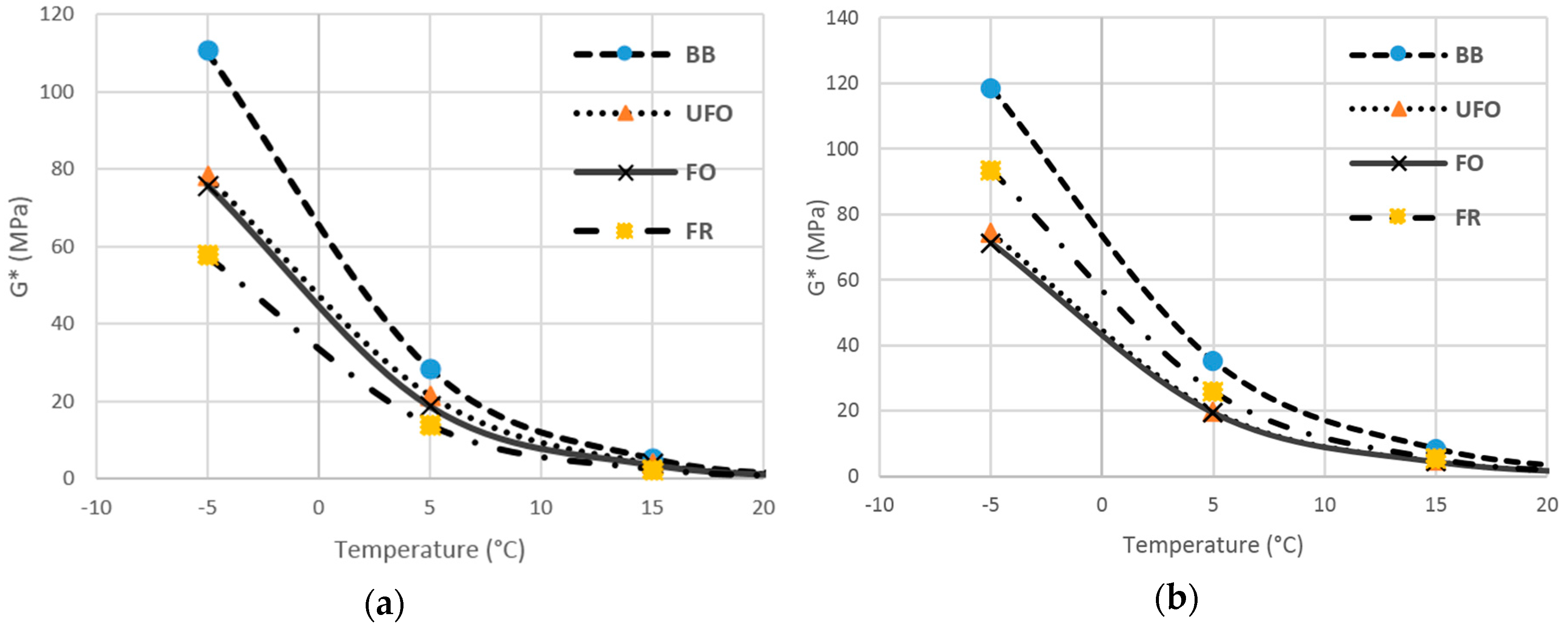
Figure 7 explains the behavior of asphalt binders in unaged and RTFO aged conditions at low temperatures at fixed frequency of 10 rad/s. It is obvious from the figure that BB has the highest stiffness at lower temperatures compared to oil rejuvenated binders. In the unaged condition, fresh oil addition worked better than waste oil in reducing the stiffness of base binder.
After RTFO aging, a dramatic rise in stiffness of FR was observed compared to waste oil rejuvenated binders. As FR has more unsaturated bonds to react with oxygen in air compared to FO and UFO, the aging effect is much more severe in fresh oil rejuvenated binder.
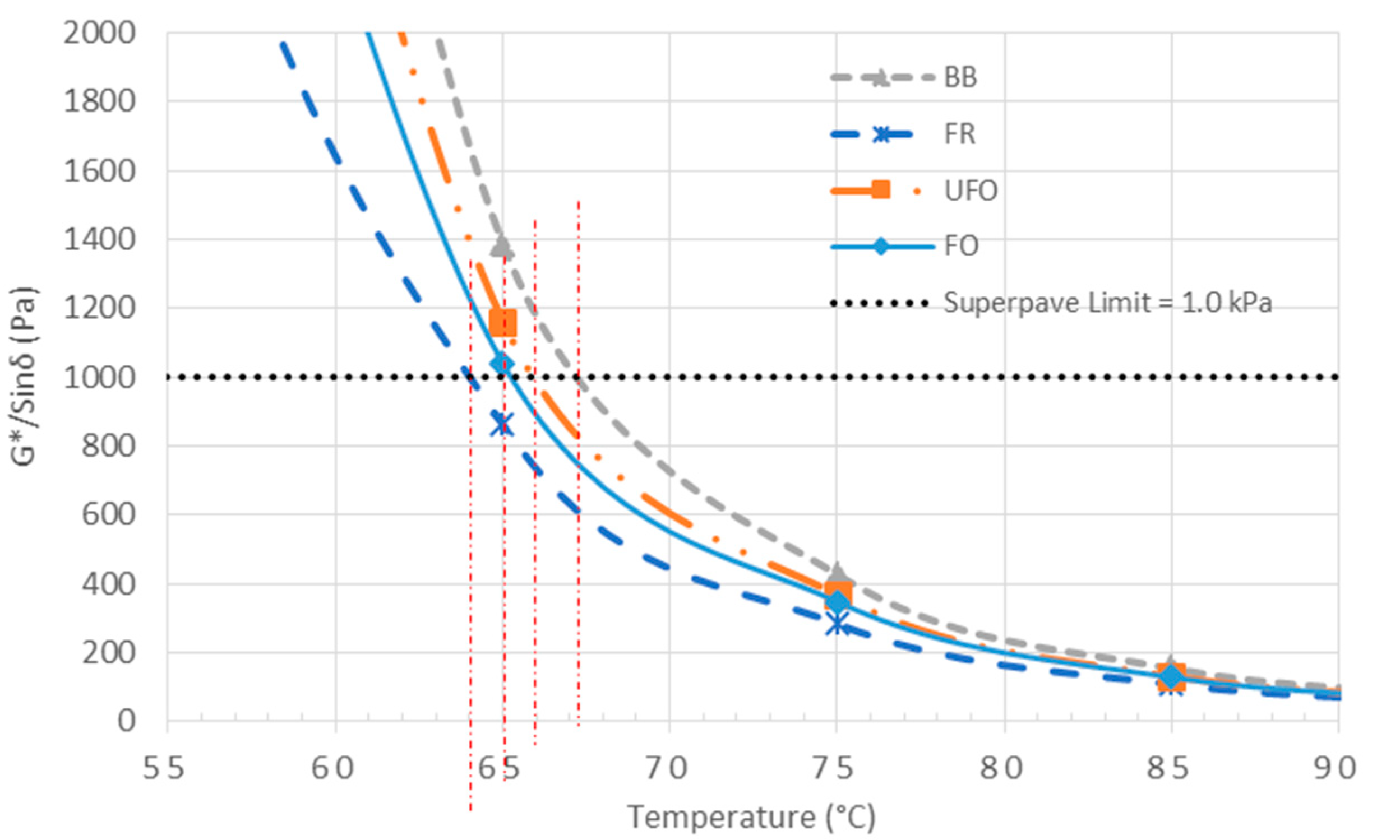
Figure 8 and Figure 9 show the effect of waste oil inclusion on high temperature properties of asphalt binder. As per Superpave criteria, unaged binder should have a minimum 1.0 kPa or above value of G*/sinδ to prevent rutting failure. It can be clearly observed that in the unaged condition, there was 1 °C, 2 °C and 3 °C decrease in upper PG grade of UFO, FO and FR binder, respectively. The waste oil in UFO and FO had already been exposed to aging during engine operations which resulted in increased viscosity of rejuvenated binder. FR had the lowest viscosity among all binders due to the unaged fresh oil.
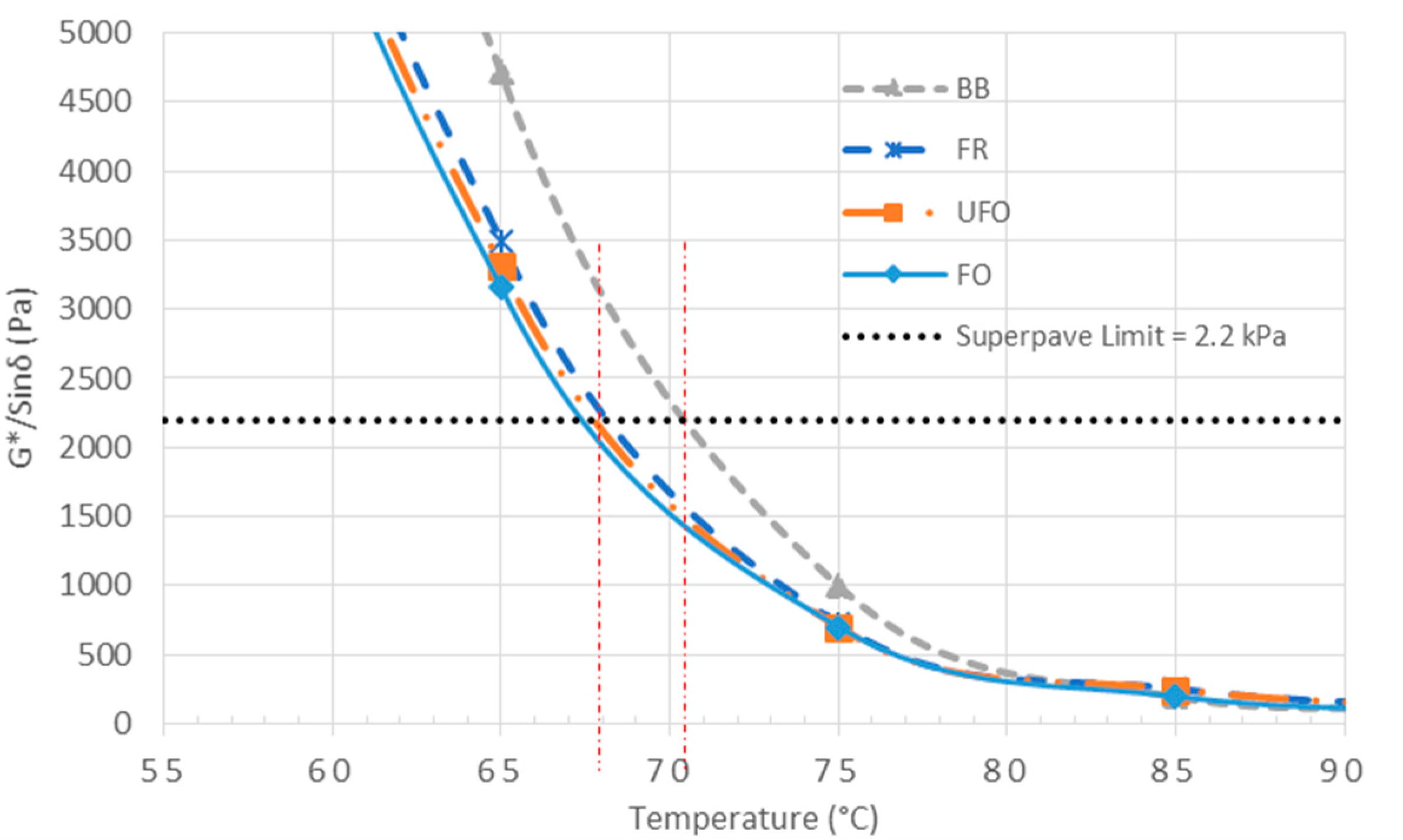
After RTFO aging, stiffness of base binder was increased and there was a 3 °C rise in upper grade of BB. After rejuvenating with oil, the stiffening effect of RTFO aging was relaxed by about 2 °C. There was no considerable difference among the performance FR, FO, UFO binders.
3.3.2. Rutting and Delayed Relaxation
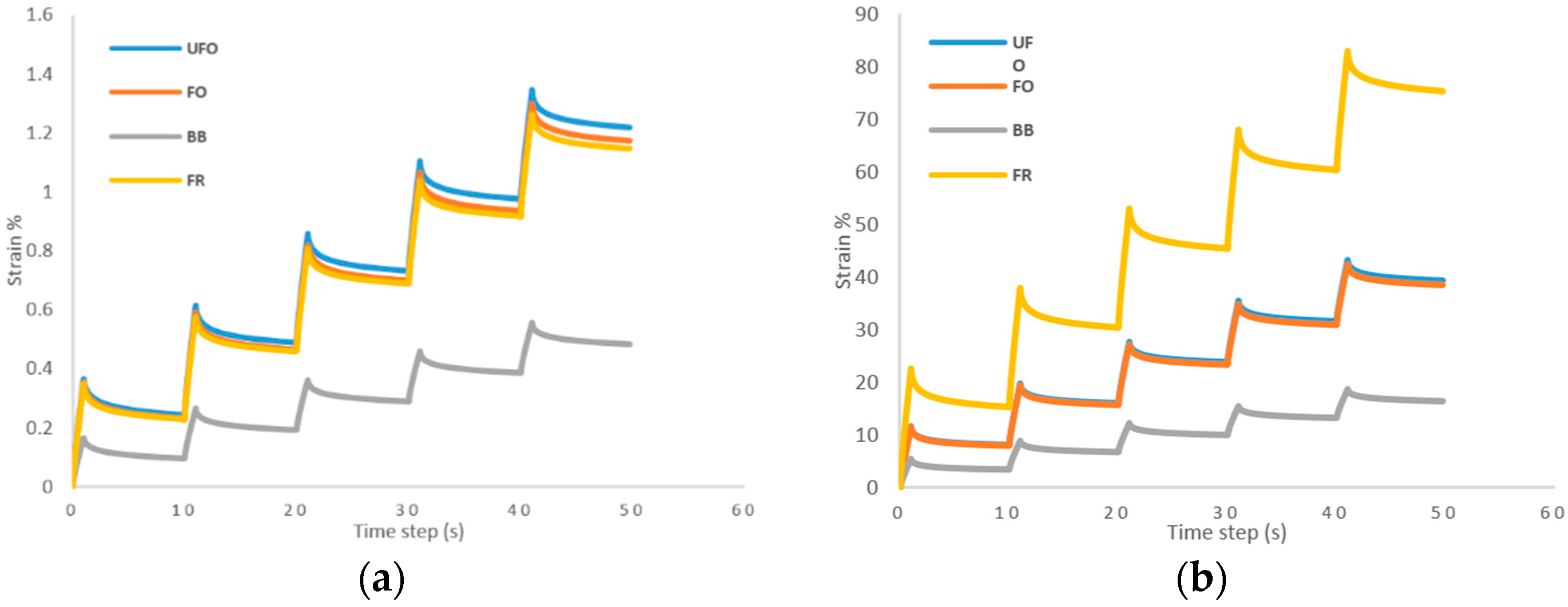
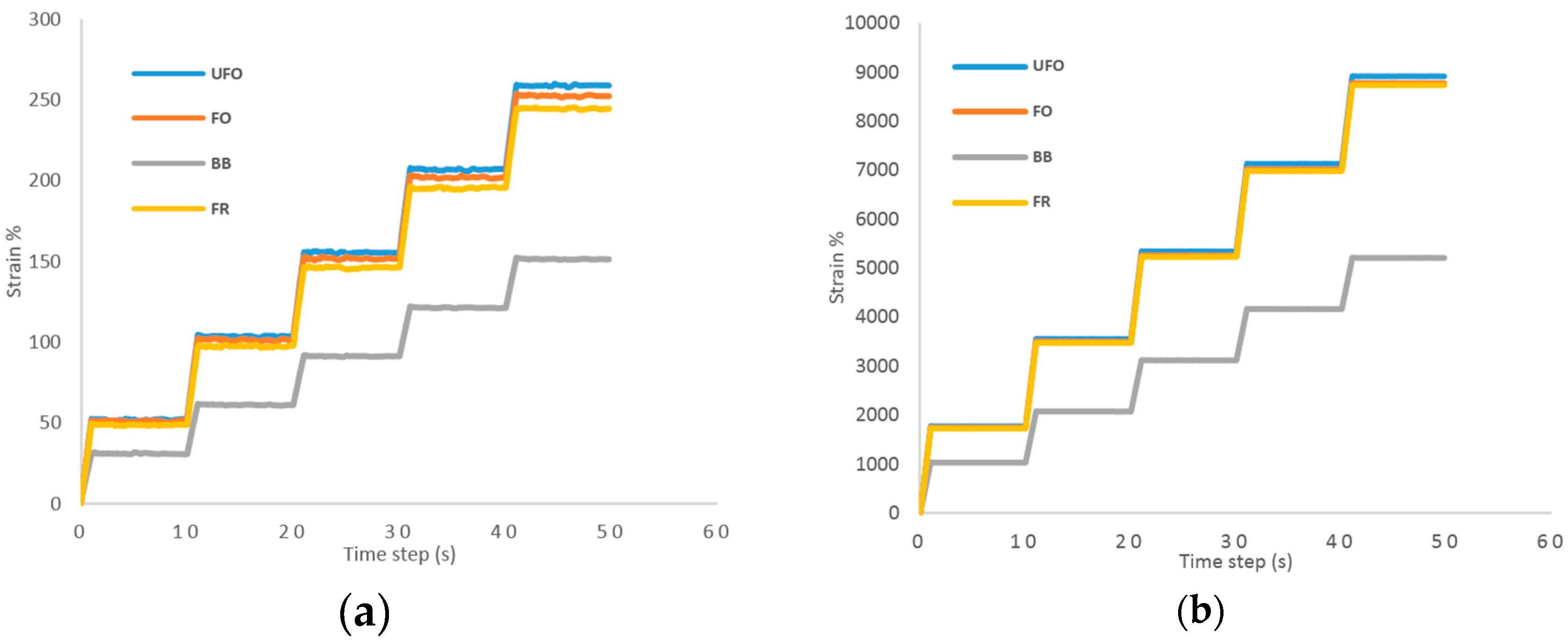
Figure 10 compares the first 5 cycles of Creep and Recovery test at 34 °C and two different stress levels. At low stress level (Figure 10a), BB showed less ability to deform due to higher stiffness while all oil rejuvenated binders (FO, FR, UFO) had higher strain accumulations. When the stress was increased up to 3.2 kPa, strain accumulation in FR was highest which depicts a less stiff material compared to FO and UFO. Increasing the temperature to 64 °C (Figure 11) meant binder stiffness decreased and accumulated strains tended to dissipate into the pavement structure causing rutting problems. At higher temperatures and higher stress levels (Figure 11b), no significant difference was observed among FR, FO and UFO binders.
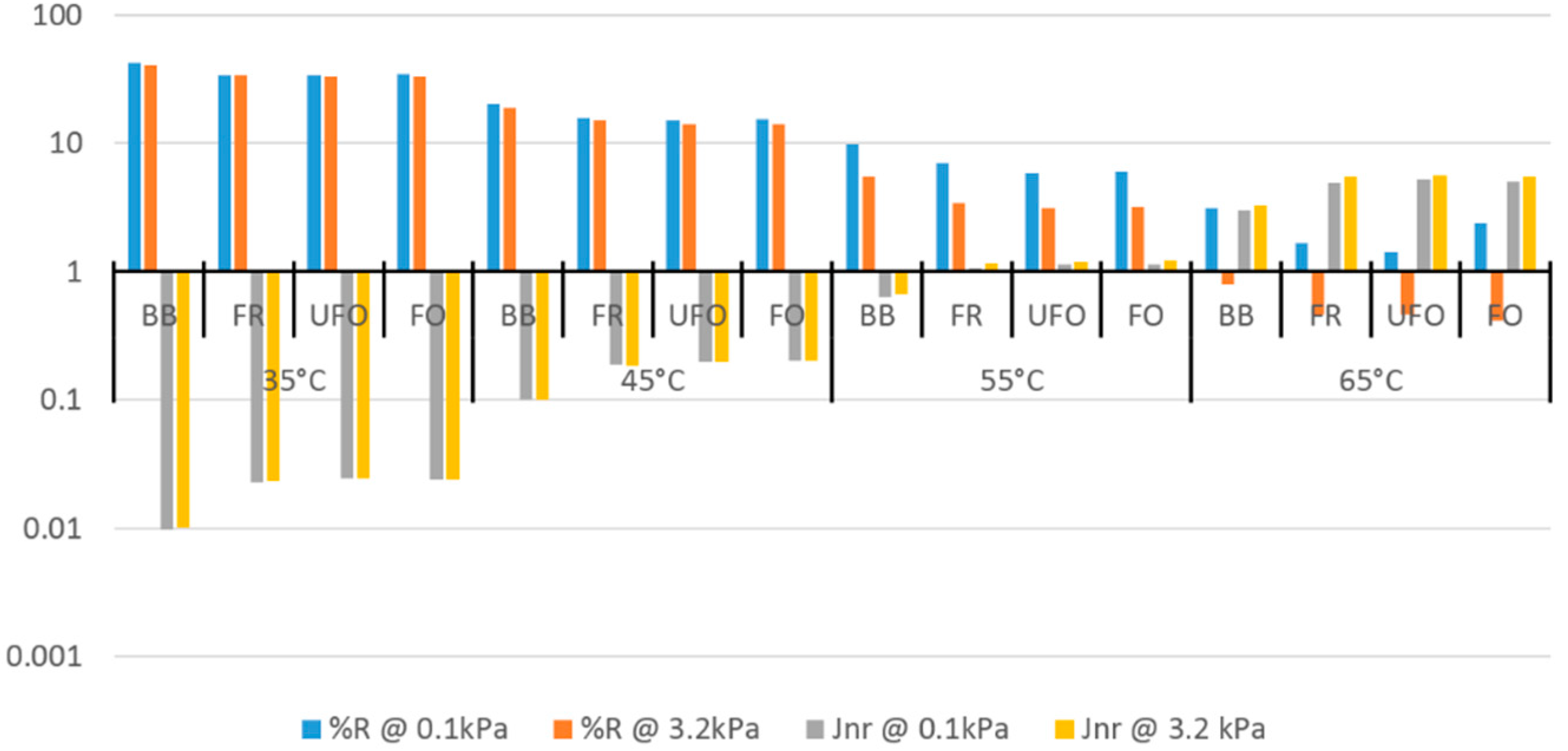
Figure 12 shows the %Recovery, non-recoverable creep compliance and stress sensitivity of all binders. Percent recovery (%R) describes the delayed relaxation ability of asphalt binder to applied stresses while Jnr is a direct measure of rut resistance. Recovery increased as we decreased the temperature and stress level while Jnr showed an opposite trend on the same criteria. The results from MSCR showed that rut resistance decreased with oil addition. FR had the higher rut resistance compared to FO and UFO while FO performed slightly better than UFO.
3.3.3. Frequency Sweep Isotherms
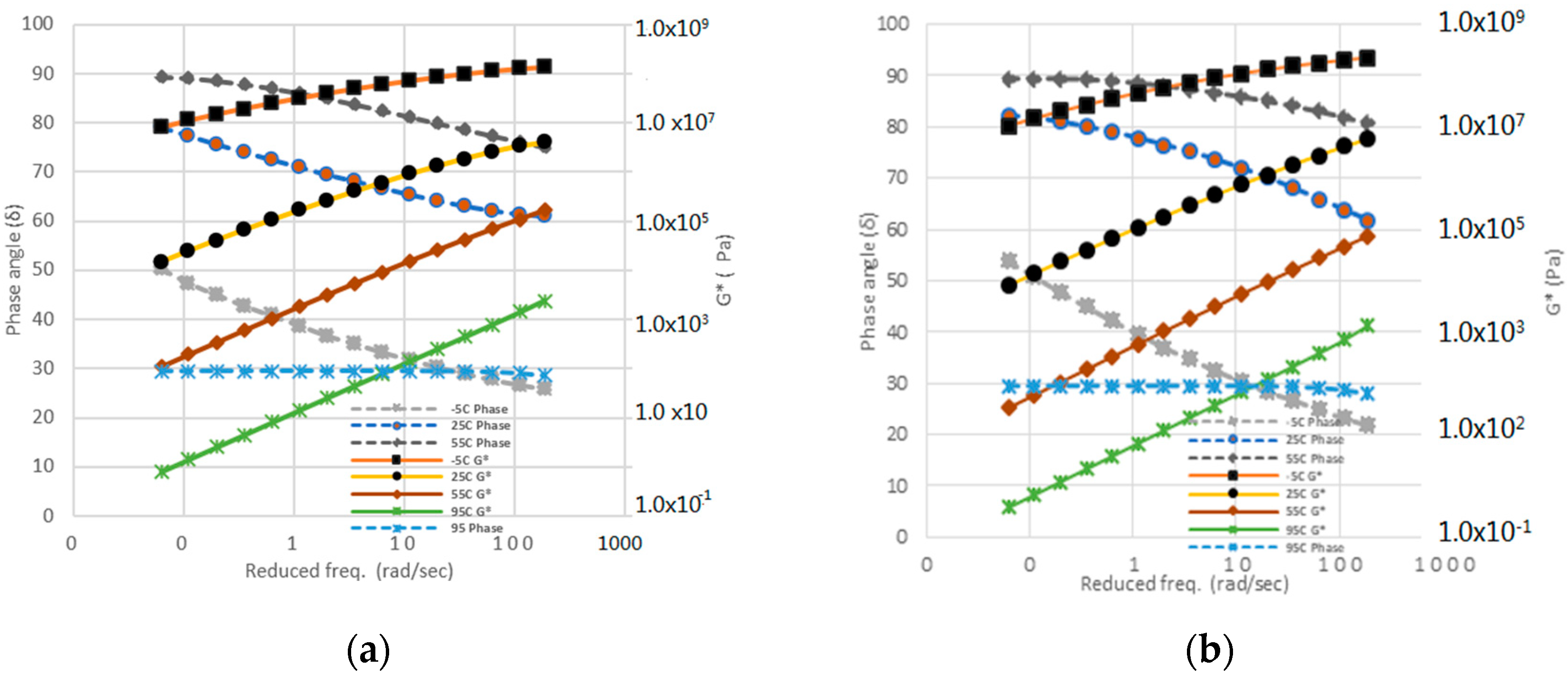
Frequency was swept from 0.01 to 30 Hz for each test temperature and complex shear modulus (G*) and phase angle (δ) were measured. Figure 13 demonstrates the effect of frequency changes on stiffness of base and rejuvenated asphalt binder in the unaged condition. For brevity, G* and Phase angle data for only three testing temperatures (−5, 25, 55 and 95 °C) were shown. It is clear from the figures that with the increase of frequency, G* tended to increase while increasing temperature had an opposite effect on G*. An abrupt behavior in G* at −5 °C was depicted by UFO binder, which happened due to partial slippage or breakage of asphalt material sandwiched between the parallel plate geometry at low temperatures. However, FO samples did not show any breakage of material under the same testing conditions which can be regarded to the presence of metal traces hindering the molecular bonding and causing cracking of binder.
Phase angle, ratio of permanent deformation to elastic deformation, increased with increasing temperatures until 70 °C, after which it tended to decrease. At lower temperatures, asphalt binder behaved more elastically which resulted in low phase angle values and higher storage modulus. On the other hand, at higher temperatures, viscous behavior is more prominent and asphalt binder started to behave like a Newtonian fluid and hence resulted in higher phase angle values where almost all the response to applied loading was dissipated within the binder.
3.3.4. Master Curve
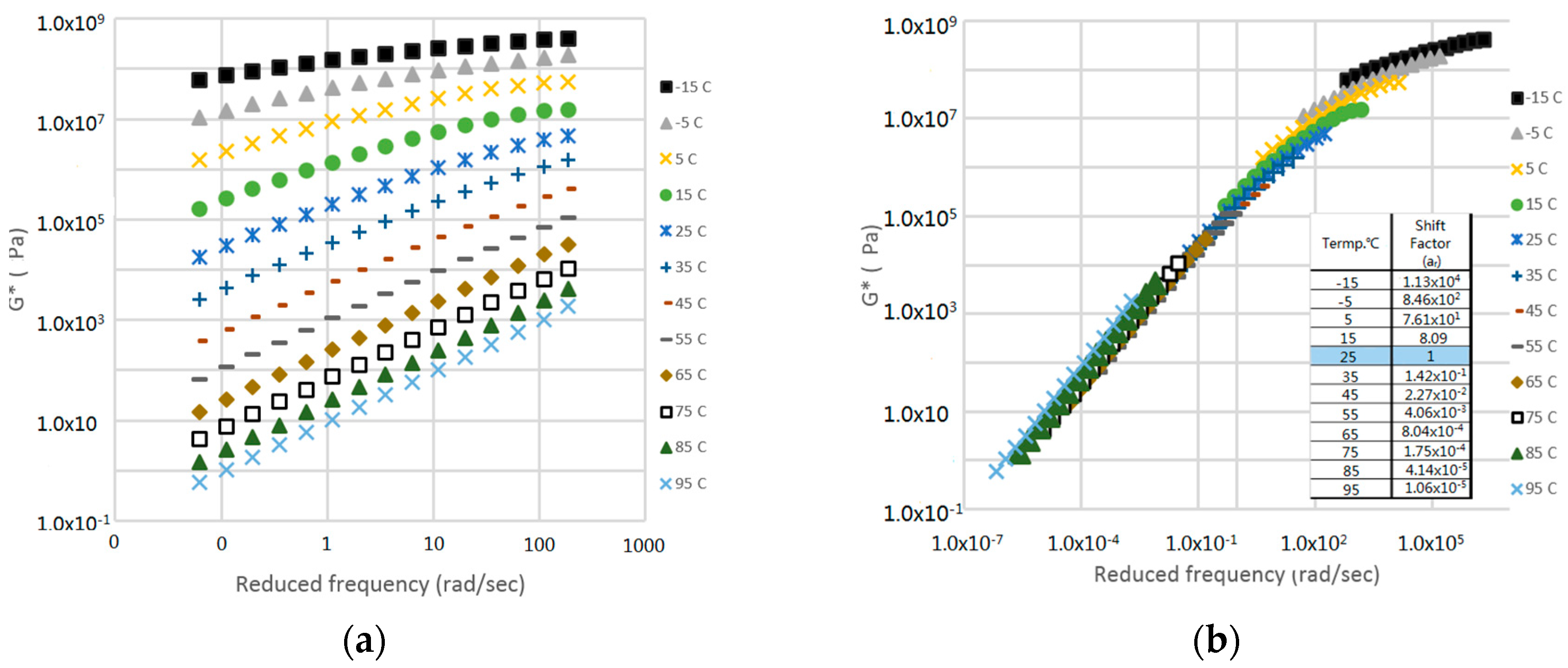
Isotherms (−15 to 95 °C) obtained after the frequency sweep test were then shifted to a reference temperature (25 °C) using the superposition principle. Figure 14 shows shifting of isotherms for Base binder (BB). Shifting of all other binder configurations was carried out using the same procedure. Frequency was reduced using shift factors which were obtained using Equation (2). Activation Energy (Ea) in Equation (2) was calculated while minimizing the sum of square of errors in theoretical and practical measured values of G* (Table 8). After obtaining a reduced frequency axis, G* values measured in the laboratory were plotted against this reduced frequency axis by horizontal translation of the curves obtained at different temperatures to a reference temperature.
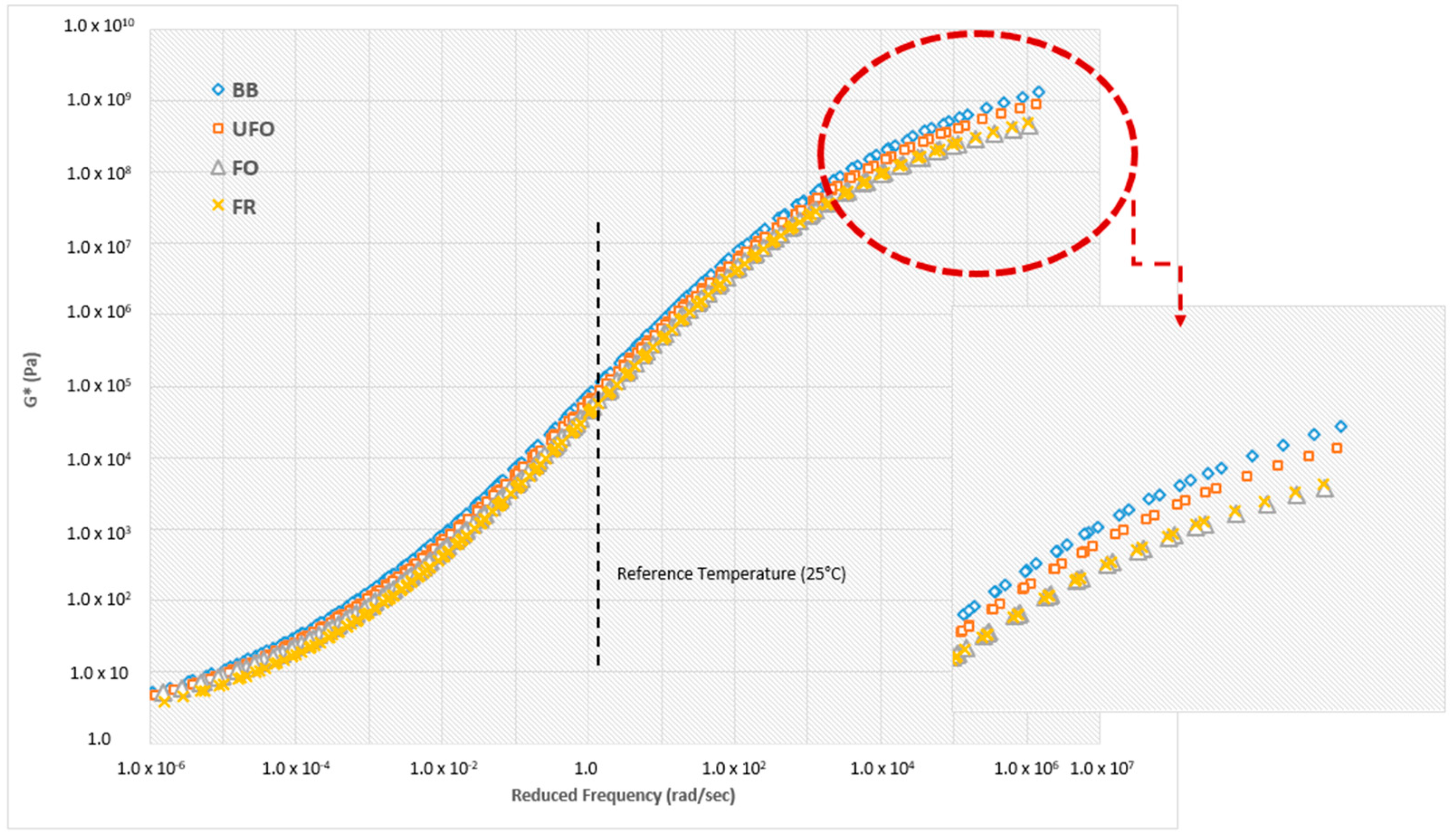
Afterwards, theoretically measured G* values were fitted to the actual measured values of G* using the solver function in excel by minimizing the sum of squares of errors and Mastercurves were obtained for each binder (BB, FR, UFO, FO) as shown in Figure 15 and Figure 16. It is illustrated that waste oil rejuvenated asphalts (FR, UFO, FO) in the unaged condition had lower modulus values as compared to BB on low temperature side and hence were more capable of resisting fatigue or thermal cracking. Reduction of stiffness in case of FO and FR binders were higher compared to UFO. However, on the high temperature end, higher modulus values were desired to resist rutting. Waste-oil rejuvenated binders predicted slightly less rut resistance as compared to base binder.
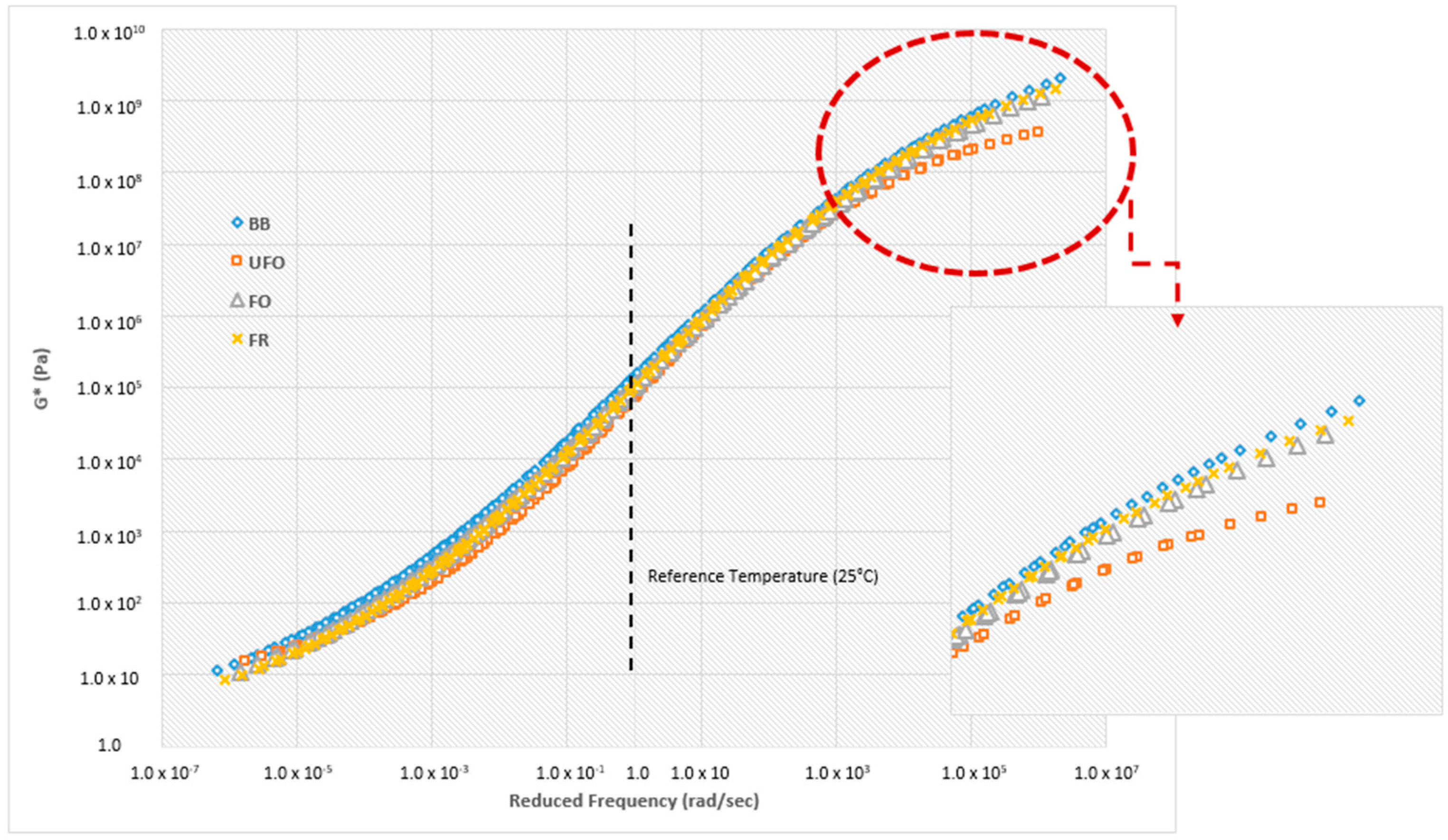
After RTFO aging, FO showed a slightly lower modulus compared to FR binder. UFO showed a much lower erroneous modulus after RTFO aging which was caused by the material breakage under the same testing criteria and should not be assessed as better fatigue resistance. The material breakage of UFO can be supported by its less activation energy compared to the unaged condition (Table 8). There was no significant difference on the high temperature end, among all binders, even after short term aging.
In summary, this study evaluates the properties imparted to asphalt binder by mixing 2.5% of fresh and waste engine oil and the effect of filtering the waste oil before rejuvenation. Virgin asphalt binder employed in this research is locally used in South Korea for pavement construction. Laboratory experimentation incorporates RV, FTIR and DHR tests for rheological and chemical analysis of binders. RV test results showed that, initially, the decrement in asphalt viscosity after oil addition was more significant in fresh oil. However, after RTFO aging no significant difference was observed between fresh and waste engine oil. An increased amount of carbonyl functional group in rejuvenated asphalt molecules can be visualized through FTIR spectra. FO and UFO binder proved to be less age susceptible considering the deficiency of unsaturated hydrocarbons. DHR test data demonstrated improvement in low temperature properties at the expense of upper PG grade which was compromised by 1~3 °C. DHR data were further analyzed with a Modified Sigmoidal Model to construct Mastercurves for a comprehensive assessment of fatigue cracking and rutting resistance on a wide range of frequency and temperatures.
4. Conclusions
Based on the results presented here, the following conclusions can be drawn;
- Infrared spectra demonstrated that engine oil has a similar molecular configuration to asphalt binder. Fresh engine oil is prone to severe plant aging compared to waste engine, indicated by an abrupt increase in carbonyl functional groups.
- Rotational viscosity test showed that inclusion of 2.5% filtered waste engine oil generally resulted in decreased viscosity of asphalt binder and hence imparted better flow properties. No significant difference in rejuvenating the asphalt binder were observed after RTFO aging for fresh oil, filtered waste oil and unfiltered waste oil. Filtered engine oil performed similar to fresh oil in viscosity decrement.
- By adding 2.5% waste engine oil, stiffness of binder was decreased at both temperature ends undermining the upper PG grade by 2~3 °C. Elastic recovery of asphalt binder was compromised and rejuvenated binders were prone to rutting.
- Mastercurves showed that engine oil rejuvenated binders have low modulus values at low temperatures and high frequencies compared to virgin binder, indicating a possibility for better fatigue life. More tests should be performed to verify the improvements in fatigue resistance.
5. Recommendations
- Waste engine oil has the properties to rejuvenate the aged binder to its unaged condition. However, more research work is need to compensate for the improvement in high temperature distresses.
- A concentration study to optimize the content of waste engine oil along with other polymer additives is recommended to commercialize the use of waste engine oil as a potential rejuvenator. A study on environmental concerns should also be carried out to quantitatively assess the use of this waste material in asphalt pavements.
Author Contributions
This research study was supervised by P.J.Y. All laboratory experimentations, results and analysis and write up of the paper was done by T.S.
Funding
This research received no external funding.
Acknowledgments
The research study was financially supported by the pothole-free project funded by Korea Institute of Civil Engineering and Building Technology (KICT), South Korea.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Das, P.K.; Tasdemir, Y.; Birgisson, B. Low temperature cracking performance of WMA with the use of the Superpave indirect tensile test. Constr. Build. Mater. 2012, 30, 643–649. [Google Scholar] [CrossRef]
- Jenny, Z.L.; Sheng, L.; Lin, L.; Peng, S.S. Low temperature cracking analysis of asphalt binders and mixtures. Cold Reg. Sci. Technol. 2017, 141, 78–85. [Google Scholar]
- Kalantar, Z.N.; Karim, R.; Mahrez, A. A review of using waste and virgin polymer in pavement. Constr. Build. Mater. 2012, 33, 44–62. [Google Scholar] [CrossRef]
- Naskar, M.; Chaki, T.K.; Reddy, K.S. Effect of waste plastic as modifier on thermal stability and degradation kinetics of bitumen/waste plastics blend. Thermochim. Acta 2010, 509, 128–134. [Google Scholar] [CrossRef]
- Wen, G.; Zhang, Y.; Zhang, Y.; Sun, K.; Fan, Y. Rheological characterization of storage-stable SBS-modified asphalts. Polym. Test. 2002, 21, 295–302. [Google Scholar] [CrossRef]
- Yan, Y.; Chun, S.; Roque, R.; Kim, S. Effects of alternative polymer modifications on cracking performance of asphalt binders and resultant mixtures. Constr. Build. Mater. 2016, 121, 569–575. [Google Scholar] [CrossRef]
- Yan, Y.; Roque, R.; Cocconcelli, C.; Bekoe, M.; Lopp, G. Evaluation of cracking performance for polymer-modified asphalt mixtures with high RAP content. Road Mater. Pavement Des. 2017, 18, 450–470. [Google Scholar] [CrossRef]
- Didier, L. The colloidal structure of bitumen: Consequences on the rheology and on the mechanisms of bitumen modification. Adv. Colloid Interface Sci. 2009, 145, 42–82. [Google Scholar]
- Shakoane, L.N. Characterization and Quantification of Polycyclic Aromatic Hydrocarbons (PAHs) in Used and Fresh Engine Oil by Chromatography and Spectroscopy Techniques. Master’s Thesis, University of the Witwatersrand, Johannesburg, South Africa, 2015. [Google Scholar]
- Baker, J.M. The effects of oils on plants. Environ. Pollut. 1970, 1, 27–44. [Google Scholar] [CrossRef]
- Pitchel, J. Waste Management Practices: Municipal Hazardous and Industrial; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Ministry of Environment. Available online: http://eng.me.go.kr/eng/web/main.do (accessed on 2 May 2018).
- DeDene, C.D. Investigation of Using Waste Engine Oil Blended with Reclaimed Asphalt Materials to Improve Pavement Recyclability. Master’s Thesis, Michigan Technological University, Houghton, MI, USA, 2011. [Google Scholar]
- Litvishkova, V.A.; Bukhter, A.I.; Nepogod’ev, A.V.; Bezhannidze, A.M. Chemical composition of used motor oils. Chem. Technol. Fuels Oils 1974, 10, 962–965. [Google Scholar] [CrossRef]
- Zhang, L.; Bahia, H.; Yi-qiu, T. Effect of bio-based and refined waste oil modifiers on low temperature performance of asphalt binders. Constr. Build. Mater. 2015, 86, 95–100. [Google Scholar]
- Ayman, W.A.; Yusuf, A.M.; Aaron, N.; Caitlin, P.; Thomas, B. Investigation of the impacts of aging and RAP percentages on effectiveness of asphalt binder rejuvenators. Constr. Build. Mater. 2016, 110, 211–217. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Poulikakos, L.; Frank, R. Influence of six rejuvenators on the performance properties of Reclaimed Asphalt Pavement (RAP) binder and 100% recycled asphalt mixtures. Constr. Build. Mater. 2014, 71, 538–550. [Google Scholar] [CrossRef]
- Villanueva, A.; Ho, S.; Zanzotto, L. Asphalt modification with used lubricating oil. Can. J. Civ. Eng. 2008, 35, 148–157. [Google Scholar] [CrossRef]
- Halliza, H.; Ahmadinia, E.; Zargar, M.; Karim, M.R. Investigation on physical properties of waste cooking oil – Rejuvenated bitumen binder. Constr. Build. Mater. 2012, 37, 398–405. [Google Scholar]
- Xiaoyang, J.; Baoshan, H.; Bowers, B.F.; Sheng, Z. Infrared spectra and rheological properties of asphalt cement containing waste engine oil residues. Constr. Build. Mater. 2013, 50, 683–691. [Google Scholar]
- Eriskin, E.; Karahancer, S.; Terzi, S.; Saltan, M. Waste frying oil modified bitumen usage for sustainable hot mix asphalt pavement. Arch. Civ. Mech. Eng. 2017, 17, 863–870. [Google Scholar] [CrossRef]
- Xavier, A.C.; Christiane, L.; Elísio, A.; Costa, D.B.; Araujo, K. Rheological properties of asphalt binders prepared with maize oil. Constr. Build. Mater. 2017, 152, 1015–1026. [Google Scholar] [CrossRef]
- Simon, A.M.; Shurvell, H.F. X-ray fluorescence detection of waste engine oil residue in asphalt and its effect on cracking in service. Int. J. Pavement Eng. 2010, 11, 541–553. [Google Scholar]
- DeDene, C.D.; You, Z. The performance of aged asphalt materials rejuvenated with waste engine oil. Int. J. Pavement Res. Technol. 2014, 7, 145–152. [Google Scholar]
- Kuczenski, B.; Geyer, R.; Zink, T.; Henderson, A. Material flow analysis of lubricating oil use in California. Resour. Conserv. Recycl. 2014, 93, 59–66. [Google Scholar] [CrossRef]
- BP Performance Grade–PG Asphalt Binders Unmodified. Available online: https://www.bp.com/content/dam/bp-country/en_us/PDF/Asphalt/pg-asphalt-binder-bp-unmodified.pdf (accessed on 3 May 2018).
- Sander, J. Putting the Simple Back into Viscosity. Lubrication Engineers, Inc., 2011. Available online: https://www.lelubricants.com/lit/news/White%20Papers/simple_viscosity.pdf (accessed on 3 May 2018).
- Sabiha, T.; Umesh, C.S.; Ram, P. Rheology of multigrade engine oils. Indian J. Chem. Technol. 2006, 13, 180–184. [Google Scholar]
- Vicente, M.; Bernardo, T.; Santiago, R.; Guillermo, M. Low viscosity engine oils: Study of wear effects and oil key parameters in a heavy duty engine fleet test. Tribol. Int. 2016, 94, 240–248. [Google Scholar] [Green Version]
- Osman, D.I.; Attia, S.K.; Taman, A.R. Recycling of used engine oil by different solvent. Egypt. J. Pet. 2017. [Google Scholar] [CrossRef]
- Dominguez, R.E.; Pichtel, J. Chemical characterization of fresh, used and weathered motor oil via GC/MS, NMR and FIRT techniques. Proc. Indiana Acad. Sci. 2003, 112, 109–116. [Google Scholar]
- Grzegorz, Z.; Joanna, S.B.; Tomasz, S.; Andrzej, K.; Agnieszka, K. Designation of chosen heavy metals in used engine oils using the XRF method. Pol. J. Environ. Stud. 2015, 24, 2277–2283. [Google Scholar]
- Brain, C.S. Fundamentals of Fourier Transform Infrared Spectroscopy, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Silverstein, R.M.; Bassler, G.C.; Morrill, T.C. Spectrometric Identification of Organic Compounds; Wiley: Hoboken, NJ, USA, 1981. [Google Scholar]
- CHrysanthi, C.; Agapios, A.; Rebecca, K. Use of FTIR spectroscopy and chemometrics for the classification of carobs origin. J. Adv. Res. 2018, 10, 1–8. [Google Scholar]
- Abbas, B.; Walla, S.M.; Ramon, B. How to construct an asphalt binder master curve and assess the degree of blending between RAP and virgin binders. J. Mater. Civ. Eng. 2013, 25, 1813–1821. [Google Scholar]
- John, D.; Don, P. Time-temperature superpostion—A users guide. Rheol. Bull. 2009, 78, 16–31. [Google Scholar]
- Anderson, D.; Christensen, D.; Bahia, H. Physical properties of asphalt cement and the development of performance related specifications. J. Assoc. Asph. Pav. Technol. 1991, 60, 437–475. [Google Scholar]
- Van det Put, T.A.C.M. Theoretical derivation of the WLF- and annealing equations. J. Non-Cryst. Solids 2010, 356, 394–399. [Google Scholar] [CrossRef]
- Binder Characterization and Evaluation. Available online: http://onlinepubs.trb.org/onlinepubs/shrp/SHRP-A-369.pdf (accessed on 3 May 2018).
- Abdulhaq, H.A. Construction of a Complex Shear Modulus Master Curve for Iraqi Asphalt Binder using a Modified Sigmoidal Fitting. Int. J. Sci. Eng. Technol. Res. 2015, 4, 682–690. [Google Scholar]
- Asphalt Institute. Performance Graded Asphalt Binder Specification and Testing, SP-1; The Asphalt Institute: Lexington, KY, USA, 2003. [Google Scholar]
- Al-Khateeb, G.G.; Al-Akhras, N.M. Properties of Portland cement-modified asphalt binder using superpave tests. Constr. Build. Mater. 2010, 25, 926–932. [Google Scholar] [CrossRef]
- Asphalt Institute. Superpave Level 1 Mix Design. Asphalt Institute Superpave Series No. 2 (SP-2); The Asphalt Institute: Lexington, KY, USA, 1995. [Google Scholar]
Figure 1.
Fresh and waste engine oil.

Figure 2.
Chemical composition of asphalt binder, fresh engine oil and waste engine oil.

Figure 3.
Procedural flow chart.

Figure 4.
Viscosity variations in different binders: (a) Unaged condition and (b) RTFO aged.

Figure 5.
FTIR spectra comparison of unaged asphalt binders.

Figure 6.
FTIR spectra comparison of RTFO-aged asphalt binders.

Figure 7.
Effect on low temperature stiffness of asphalt binders at 10 rad/s for (a) unaged and (b) RTFO aged.
Figure 7.
Effect on low temperature stiffness of asphalt binders at 10 rad/s for (a) unaged and (b) RTFO aged.

Figure 8.
Decrement in high temperature performance grade of unaged asphalt binders.

Figure 9.
Decrement in high temperature performance grade after RTFO aging.

Figure 10.
Five cycles of Creep and Recovery at 34°C (a) with 0.1 kPa stress (b) with 3.2 kPa stress.
Figure 10.
Five cycles of Creep and Recovery at 34°C (a) with 0.1 kPa stress (b) with 3.2 kPa stress.

Figure 11.
Five cycles of creep and recovery at 64 °C (a) with 0.1 kPa stress and (b) with 3.2 kPa stress.
Figure 11.
Five cycles of creep and recovery at 64 °C (a) with 0.1 kPa stress and (b) with 3.2 kPa stress.

Figure 12.
%Recovery and Jnr at different temperatures.

Figure 13.
Isotherms of complex shear modulus and phase angle for (a) BB and (b) F.O.

Figure 14.
Superpostioning of unaged base binder (BB) (a) isotherms and (b) horizontal shifting using shift factors.
Figure 14.
Superpostioning of unaged base binder (BB) (a) isotherms and (b) horizontal shifting using shift factors.

Figure 15.
Comparison of master curves for unaged samples.

Figure 16.
Comparison of master curves for RTFO-aged samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physical properties of virgin asphalt binder (PG64-22) [26].
Table 1.
Physical properties of virgin asphalt binder (PG64-22) [26].
| Property | Virgin Asphalt |
|---|---|
| Flash Point, °C | >230 |
| Specific Gravity at 15.6 °C | 1.0386 |
| Absolute Viscosity at 60 °C, poise | 2030 |
| Kinematic Viscosity at 135 °C, centistokes | 362 |
| Property | Fresh Oil | Waste Oil |
|---|---|---|
| Density at 15 °C, (g/cm3) | 0.861 | 0.9116 |
| Viscosity at 40 °C, centistokes | 71 | 107.48 |
| Viscosity at 100 °C, centistokes | 11.75 | 12.93 |
Table 3.
Physical properties of Whatman™ filter paper.
| Property | Filter Paper Grade: 1822-047 |
|---|---|
| Material | Glass Fiber |
| Pore Size | 1.2 um |
| Nominal Thickness | 260 um |
| Water Flow Rate | 200 (L/min/cm2 at 100 kPa) |
| Nominal Basis Weight | 53 g/m2 |
| Max. Temperature | 180 °C |
Table 4.
Experimental samples and respective codes.
| Sample | Code |
|---|---|
| Base Binder 1 | BB |
| Asphalt + 2.5% Fresh Engine Oil | FR |
| Asphalt + 2.5% Un-Filtered Waste Engine Oil | UFO |
| Asphalt + 2.5% Filtered Waste Engine Oil 2 | FO |
1 Base Binder was sheared with same mixing criteria (2000 rpm, 30 min, at 150 °C); 2 Filtration done by Whatman™ filter paper.
| Wavenumber Range (cm−1) | Functional Group | Bond Vibration Type (Stretching/Bending/Rocking) |
|---|---|---|
| 3100–3500 | N-H group | Stretching vibration |
| 1550–1640 | N-H group | Bending vibration |
| 2500–3300 | O-H | Stretching vibration, Strong Intensity |
| 2927–2935 | -CH2 | Asymmetric or symmetric stretch |
| 1628–1650 | C=O (1652 cm−1) cis C=C (1654 cm−1) | Stretching vibrations |
| 1735–1750 | C=O (ester) | Stretching vibrations, strong intensity |
| 1800–1830 | C=O (anhydride) | Stretching vibrations, two bands |
| 1435 | CH2 (1462 cm−1) | Bending vibrations |
| 1417 | CH bonds | Rocking vibrations |
| 1404 | CH bonds | Rocking vibrations |
| 1346 | CH3 | Bending vibrations |
| 1000–1300 | C-O group | Stretching vibration, two bands or more |
| 1111 and 1097 | -CH -CH | Bending and Deformation Vibrations |
| 1065–1068 | C-O | Stretching |
| 400–1000 | “Fingerprint region” | – |
Table 6.
Target strain values for linear viscoelastic region.
| Temperature (°C) | Target Strain (%) |
|---|---|
| −15 | 1.0 |
| −5 | 1.5 |
| 5 | 3.5 |
| 15 | 5.0 |
| 25 | 7.0 |
| 35 | 9.0 |
| 45–95 * | 12.0 |
* Strain values were greater than 20% for all temperatures above 45 °C, therefore target strain was fixed at 12%.
Table 7.
Compaction and mixing temperature changes with engine oil addition.
| Binder Property and Condition | Temperature (°C) | ||||
|---|---|---|---|---|---|
| BB | UFO | FR | FO | ||
| Compaction | Unaged | 146.5 | 141.5 | 138 | 140 |
| RTFO | 156.5 | 150.5 | 149 | 149 | |
| Mixing | Unaged | 155.5 | 151 | 147 | 150 |
| RTFO | 166 | 162 | 160 | 160 | |
Table 8.
Activation energy Ea of binders.
| Binder Code | Ea (kJ/mol) 1 | |
|---|---|---|
| Unaged | RTFO Aged | |
| BB | 143.293 | 149.361 |
| FR | 137.983 | 146.175 |
| UFO | 141.774 | 137.443 |
| FO | 138.415 | 139.156 |
1 Activation energies were obtained while minimizing the sum of square of errors in the Sigmoidal Model.
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Shoukat, T.; Yoo, P.J. Rheology of Asphalt Binder Modified with 5W30 Viscosity Grade Waste Engine Oil. Appl. Sci. 2018, 8, 1194. https://doi.org/10.3390/app8071194
AMA Style
Shoukat T, Yoo PJ. Rheology of Asphalt Binder Modified with 5W30 Viscosity Grade Waste Engine Oil. Applied Sciences. 2018; 8(7):1194. https://doi.org/10.3390/app8071194
Chicago/Turabian StyleShoukat, Touqeer, and Pyeong Jun Yoo. 2018. "Rheology of Asphalt Binder Modified with 5W30 Viscosity Grade Waste Engine Oil" Applied Sciences 8, no. 7: 1194. https://doi.org/10.3390/app8071194
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.