Multi-Objective and Multi-Rate Control of the Grinding and Classification Circuit with Electromagnetic Mill




Abstract
:Featured Application
Abstract
1. Introduction
2. Grinding and Classification Circuit
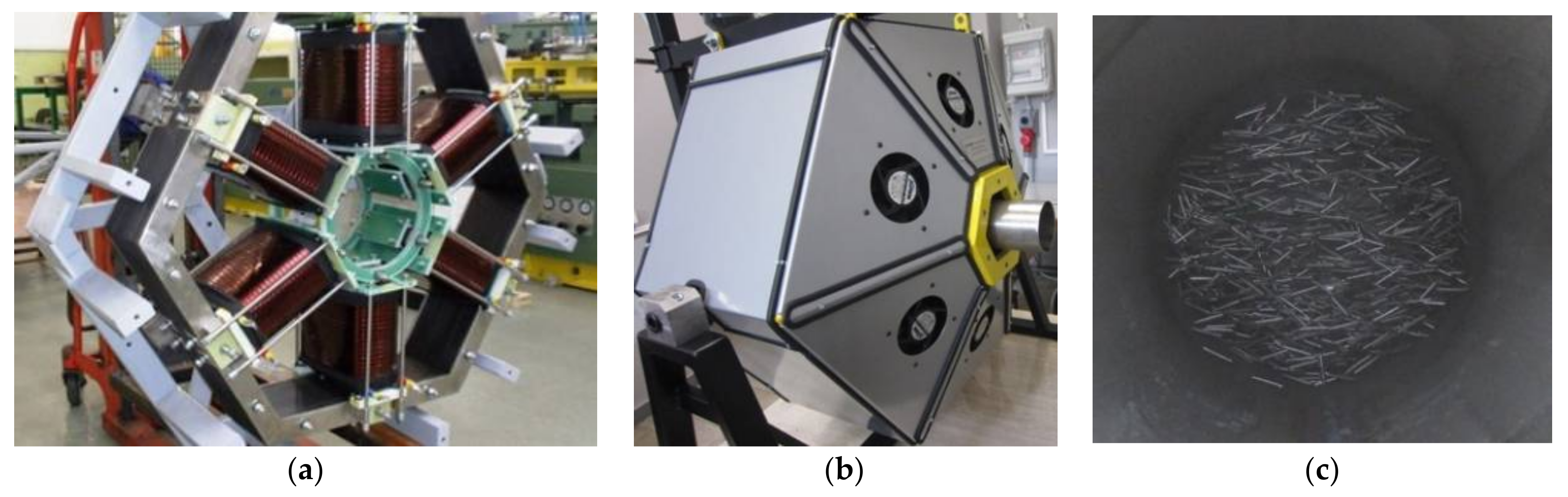
2.1. Electromagnetic Mill
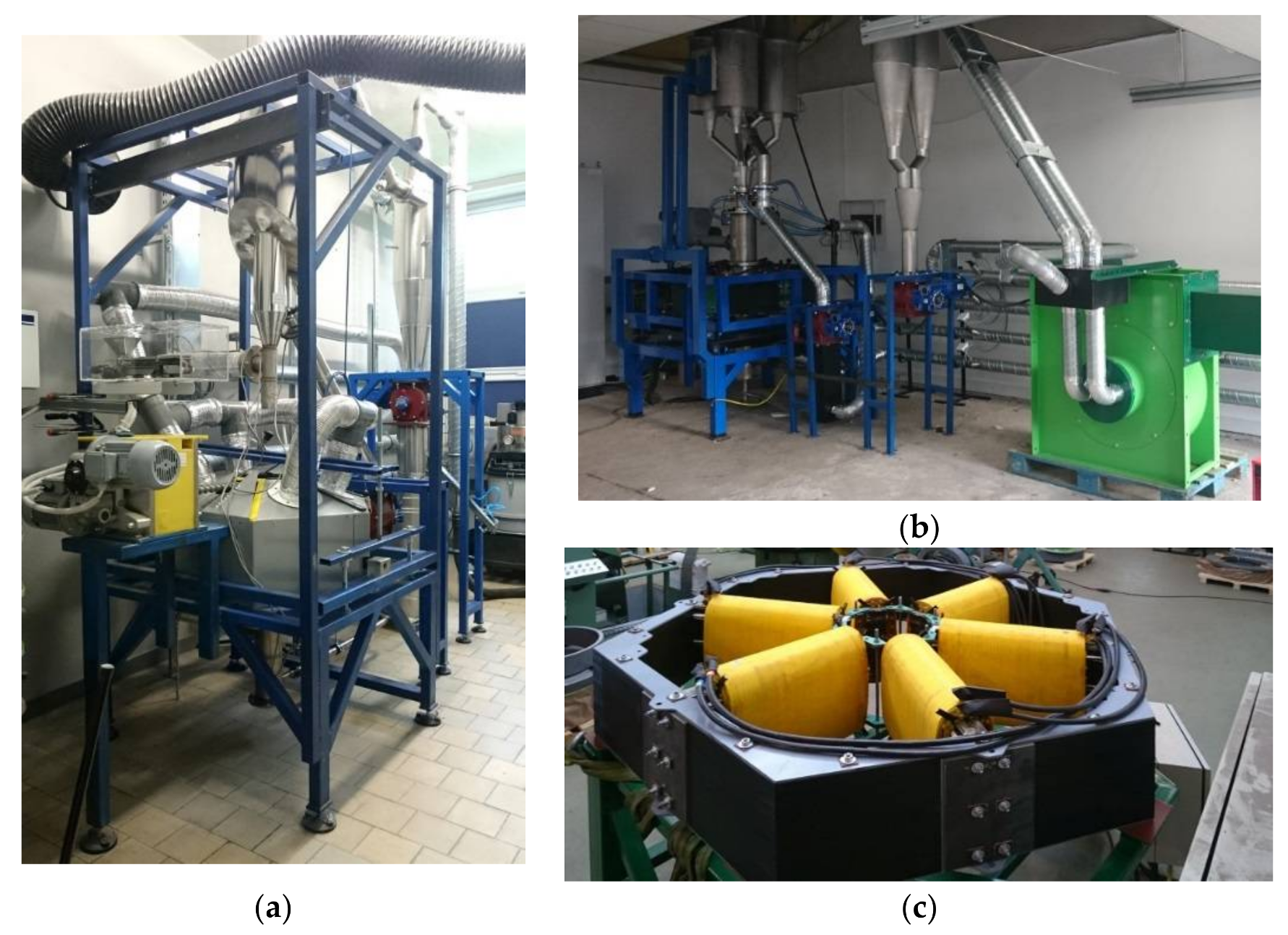
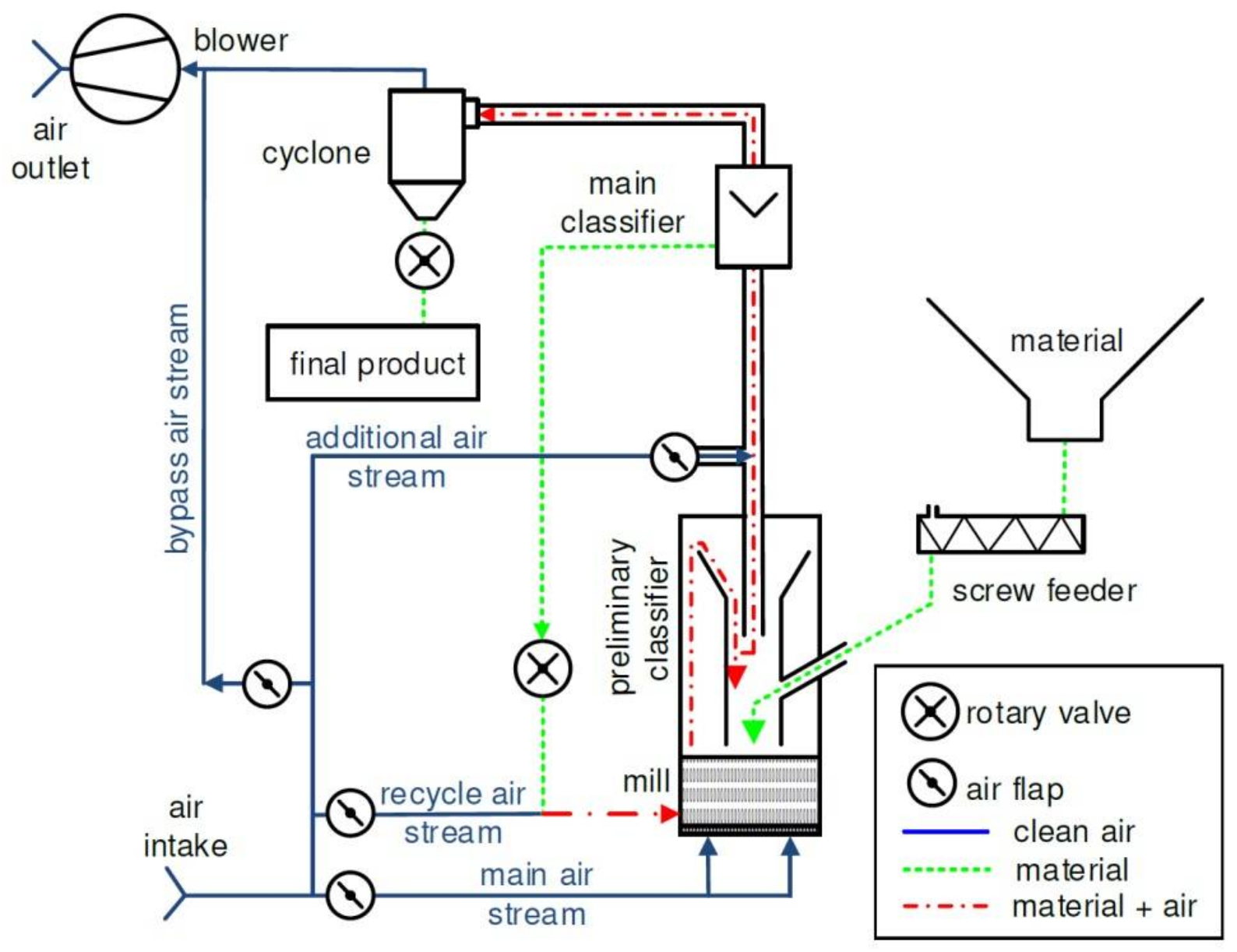
2.2. Pneumatic Transport System
2.3. Classification and Recycles
3. Measured Parameters and Signal
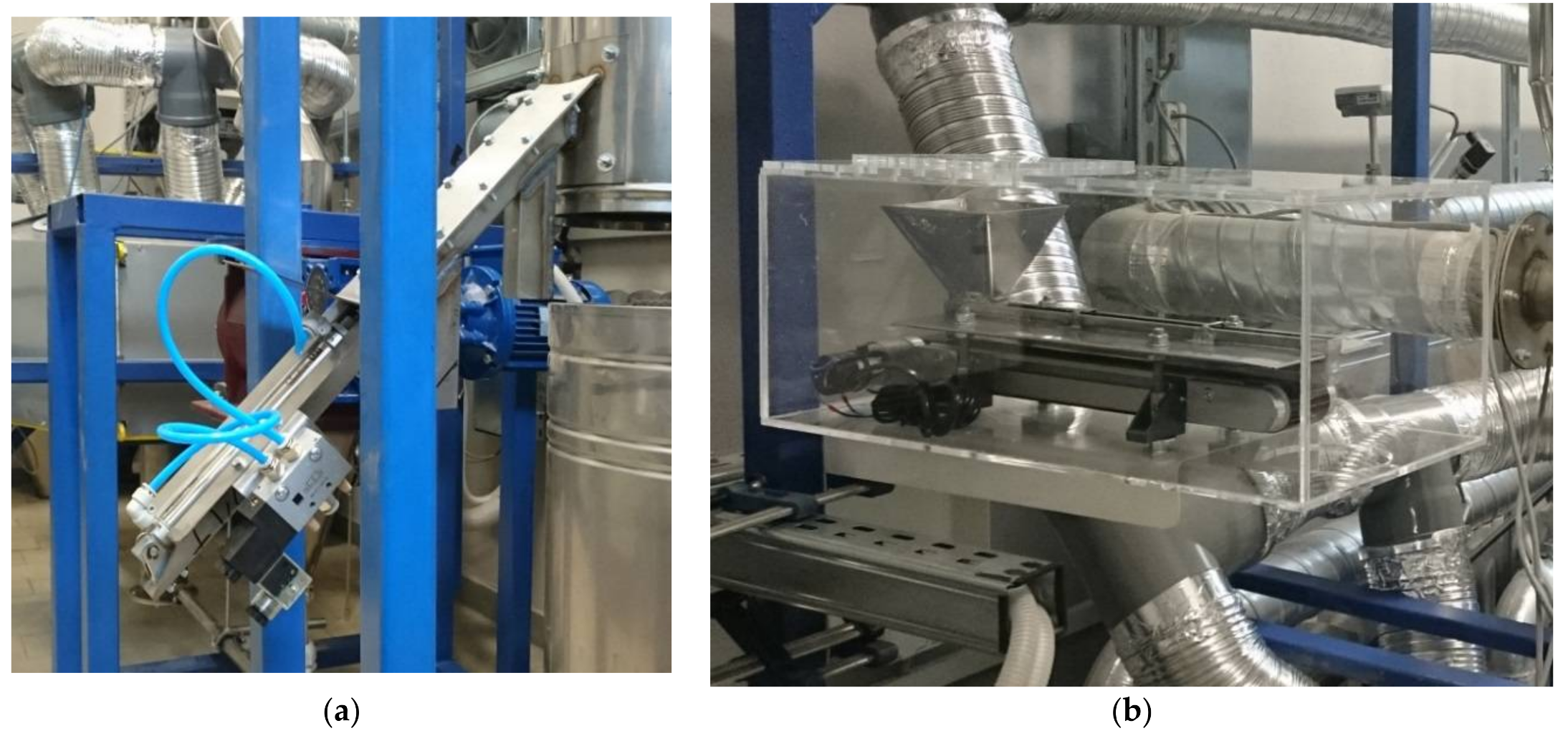
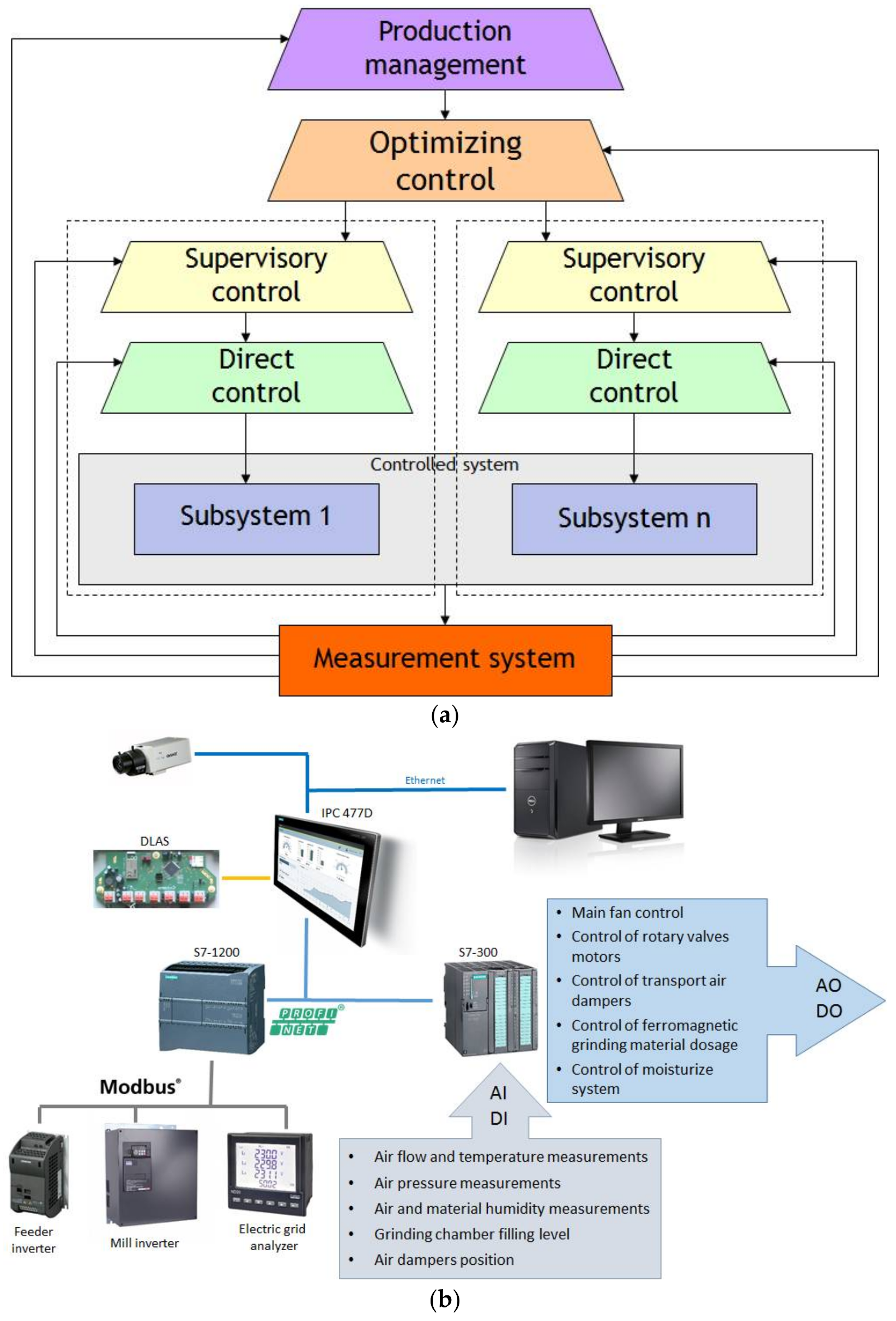
3.1. Structure of the Plant
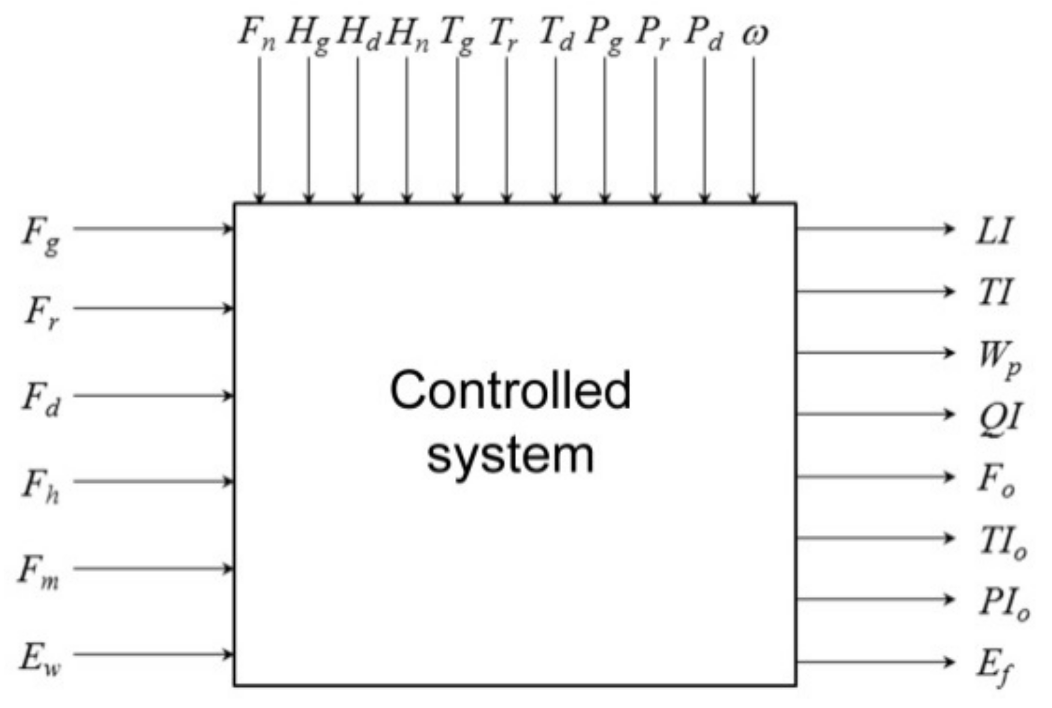
3.2. Direct and Indirect Measurements
4. Structure of the Control System
4.1. General Multilayered Structure
4.2. Chosen Aspects of the Direct Control
4.3. Supervisory Control
4.4. Optimization
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Motivation | Results | Relation to the Paper Content |
|---|---|---|---|
| 8 | Design of the dry grinding and classification circuit concept for electromagnetic mill. | The idea of electromagnetic mill is described together with the concept of the grinding and classification circuit, and the control system. | The concept of the circuit and control system was adapted in time to include new measurements techniques and improve the material transport. |
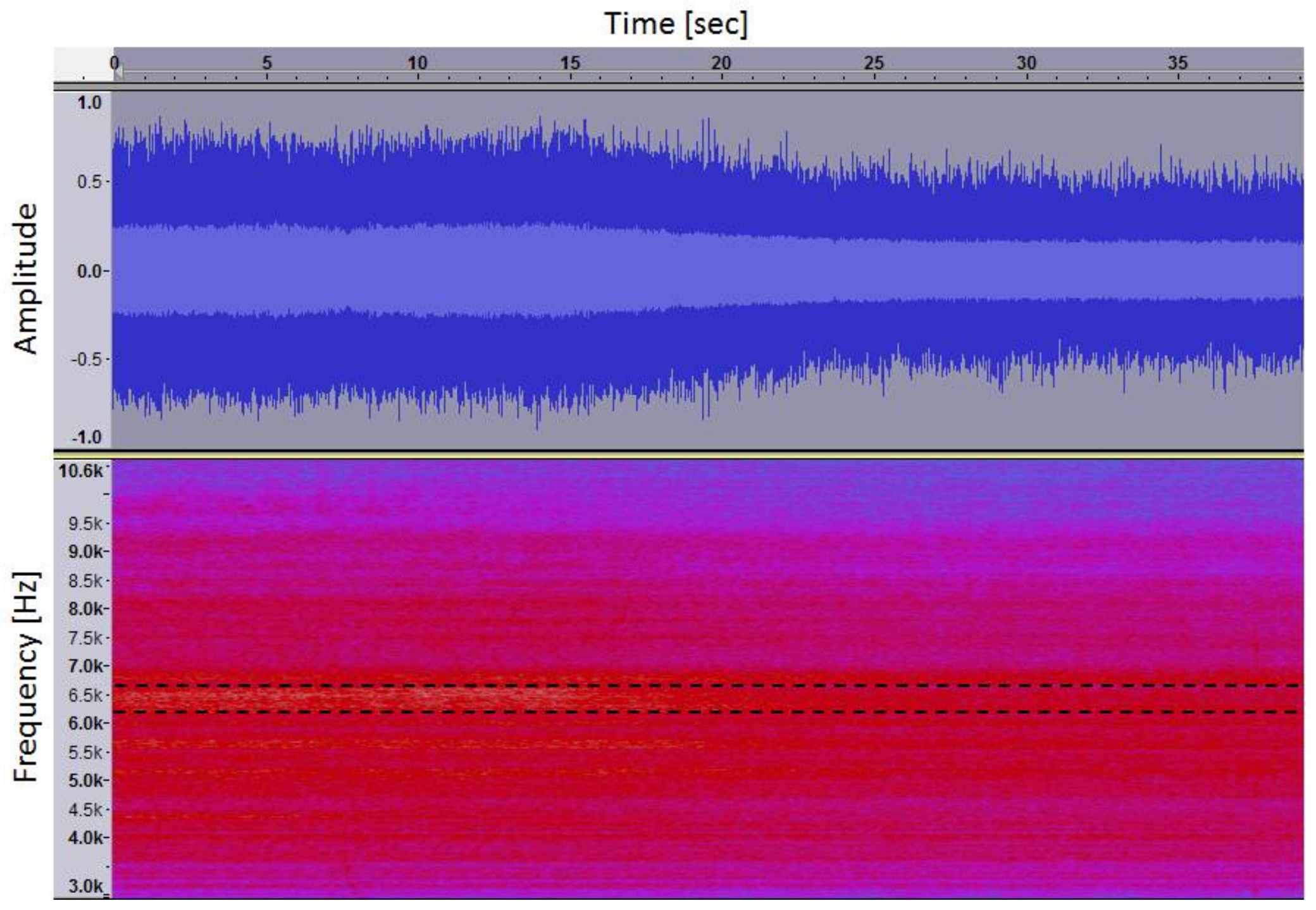
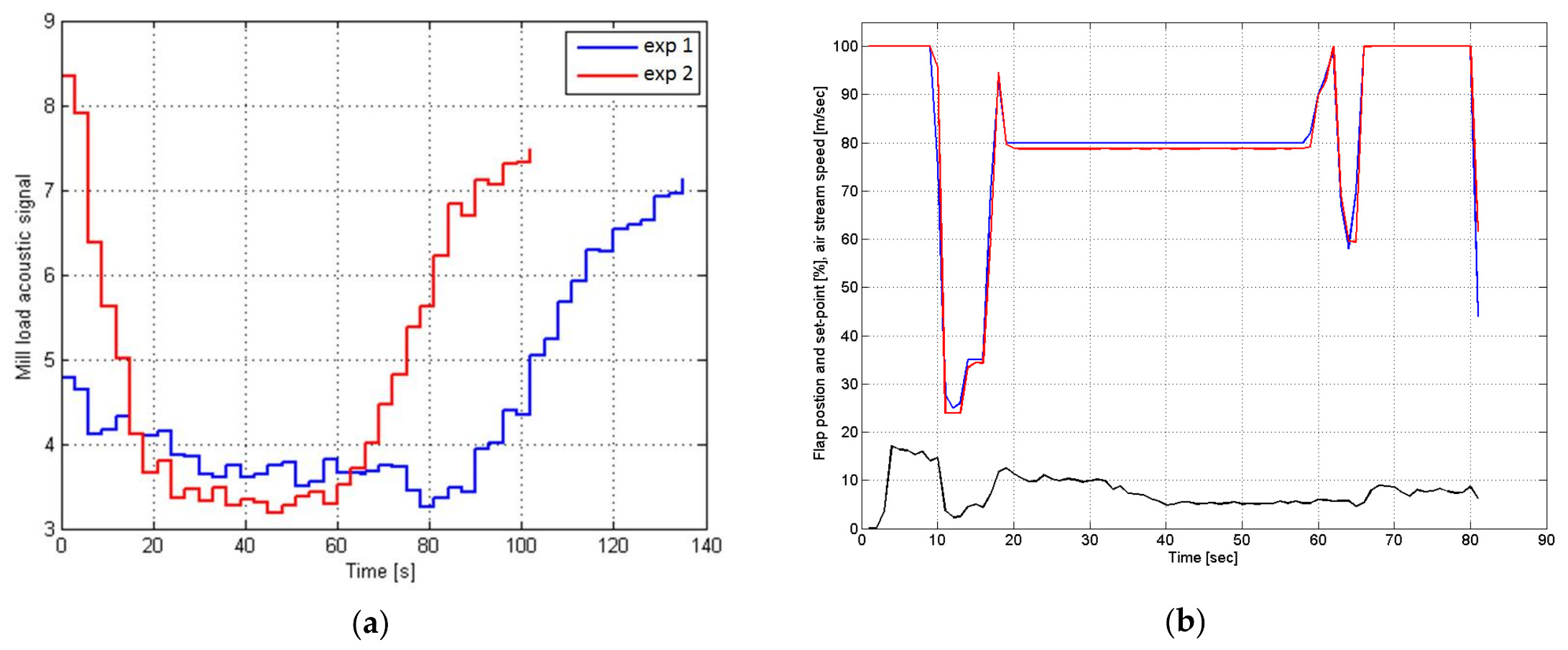
| 10 | Development of a novel acoustical method of a mill load measurement. | Stabilization of the load. Efficiency of the method illustrated by exemplary experiments curried out in a real-world conditions. | Inclusion of the load stabilization into control system of the overall installation; the load constitutes one of the most important state value which determines milling system efficiency. |
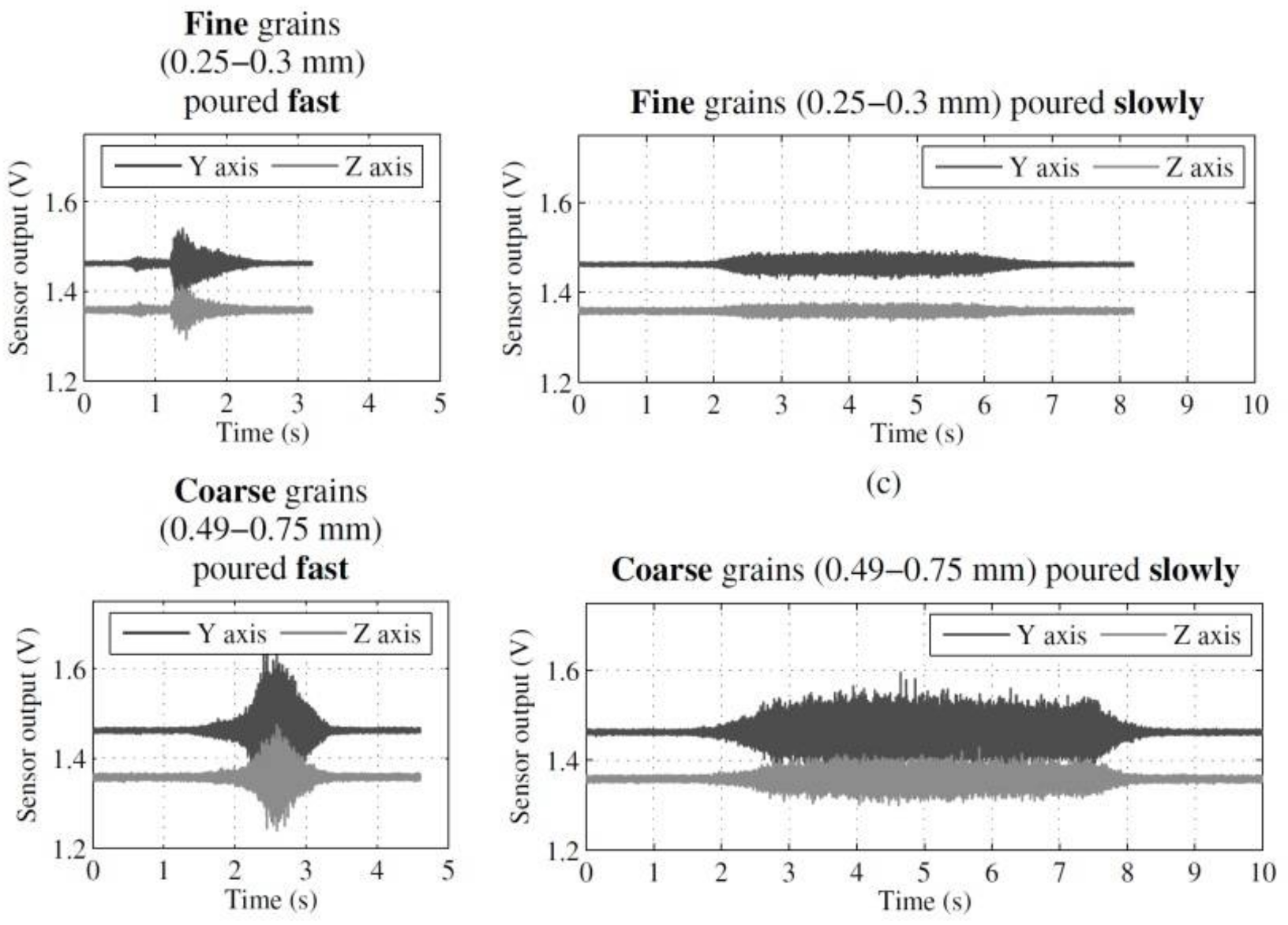
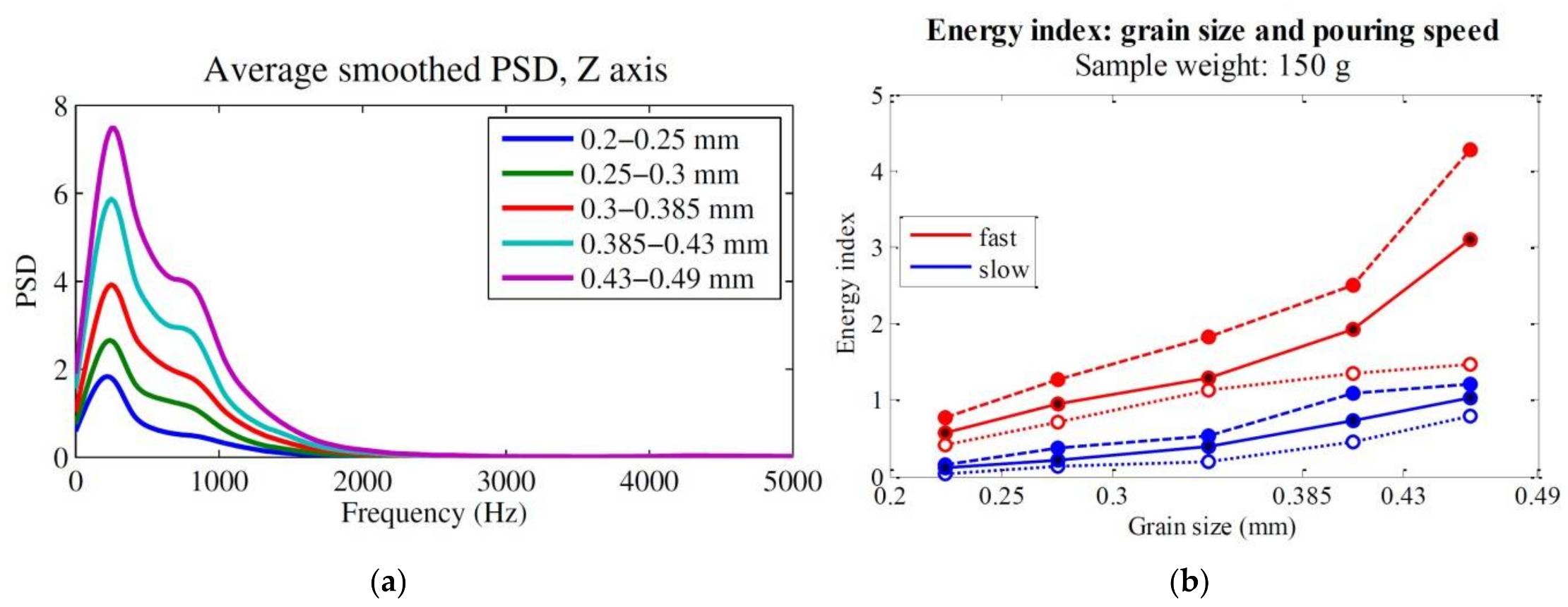
| 11 | Application of vibrational signal analysis to develop estimation method for loose material flow measurement. | Construction of the laboratory rig and providing set of experimental tests. Development of the spectral energy index which allows determining grain size and pouring speed. | Application of the estimation method to measure recycle stream flow to establish transporting air streams in main and recycle pipes in a control system. |
| 12 | Development of a vibration-based method for online measurement of granularity and flow of loose solids. | A cheap and reliable technique of contactless online granularity method is described as well as the results of tests on copper ore is presented. | Application of the method in the electromagnetic mill installation system as a continuous alternative to sampled vision-based method. |
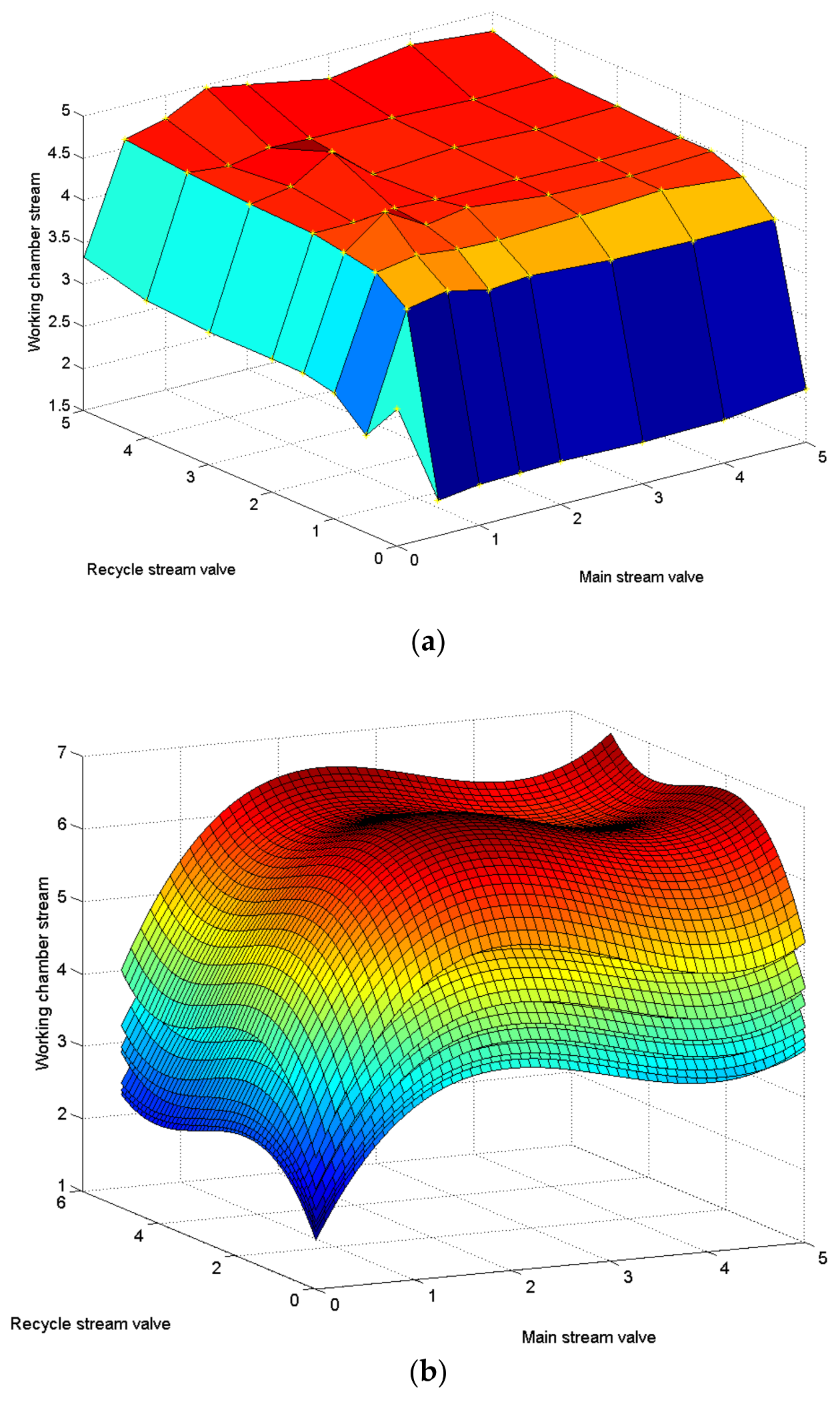
| 13 | Development of a model of the air stream ratio in electromagnetic mill installation. | The concept of the grinding system is described along with indirect measurement methodology of the transporting air streams. Model structure and identification problems are discussed and a control algorithm based on the model is derived. | Inclusion of the proposed algorithm in the supervisory control of the transporting air stream as a part of the overall control system which takes into account all the cross-couplings and nonlinear behavior of the system dynamics. |
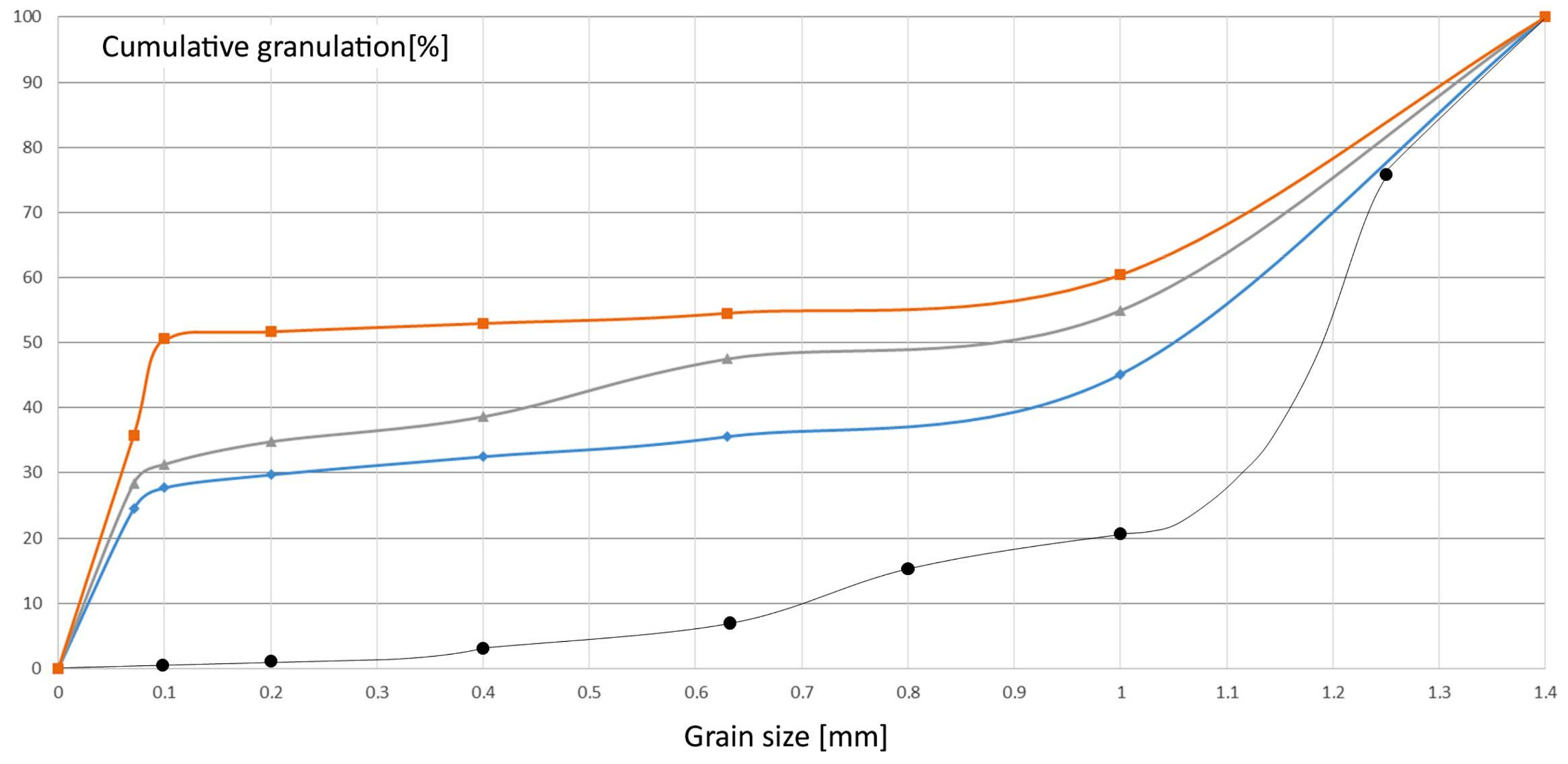
| 15 | Test of the classification method for milled material in dry transport. | Test performed on the copper ore samples at laboratory rig for different operational points and a new model for partition curves description. | Classification process is tuned and controlled according to obtained test results. Partition curves model is applied in supervisory layer of the hierarchical control system for the air-flow controllers set-points calculations for chosen classification point (d50 grain size). |
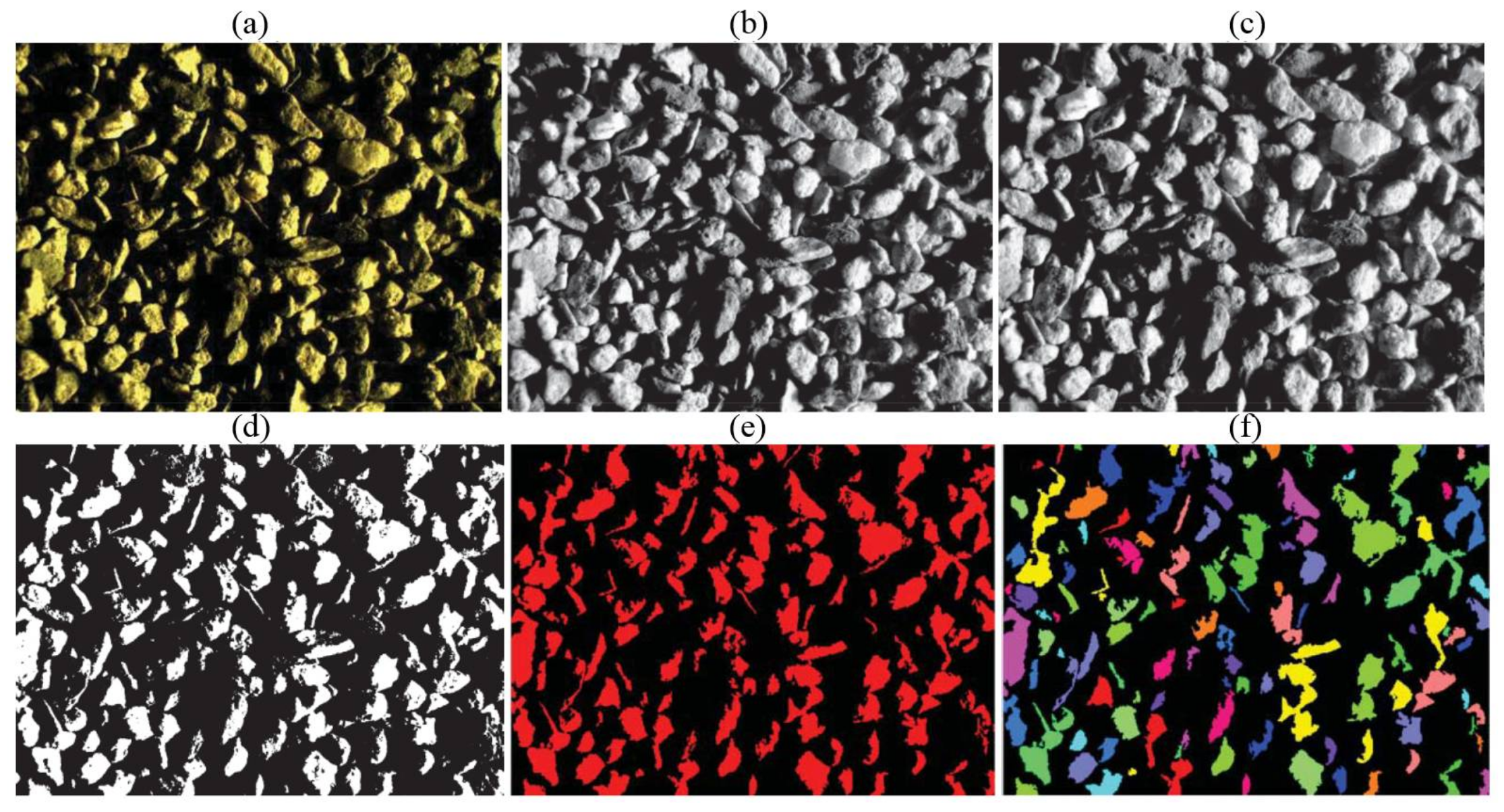
| 16 | Development of a novel method for grain size determination with inline electromagnetic mill device diagnostics. | The vision camera with special lightning is used. An adaptive segmentation algorithm, is used improved with distance transform to enhance grains detection. | Application of the method in pneumatic probe unit, which takes a sample from the product tube in the electromagnetic milling system which, together with vibration-based method for online measurement of granularity and flow of loose solids creates quality measurement system. |
| 17 | Comparison of the grinding effectiveness of the dry and wet grinding in electromagnetic mill. | Batch tests performed on copper ore in dry and wet grinding process. Energy and quality indicators proposed. Laboratory analysis results comparison and discussion. | Results allows for the estimation of energy consumption and the feed-recycle ratio for dry and wet process and in turn for the process parametrization. |
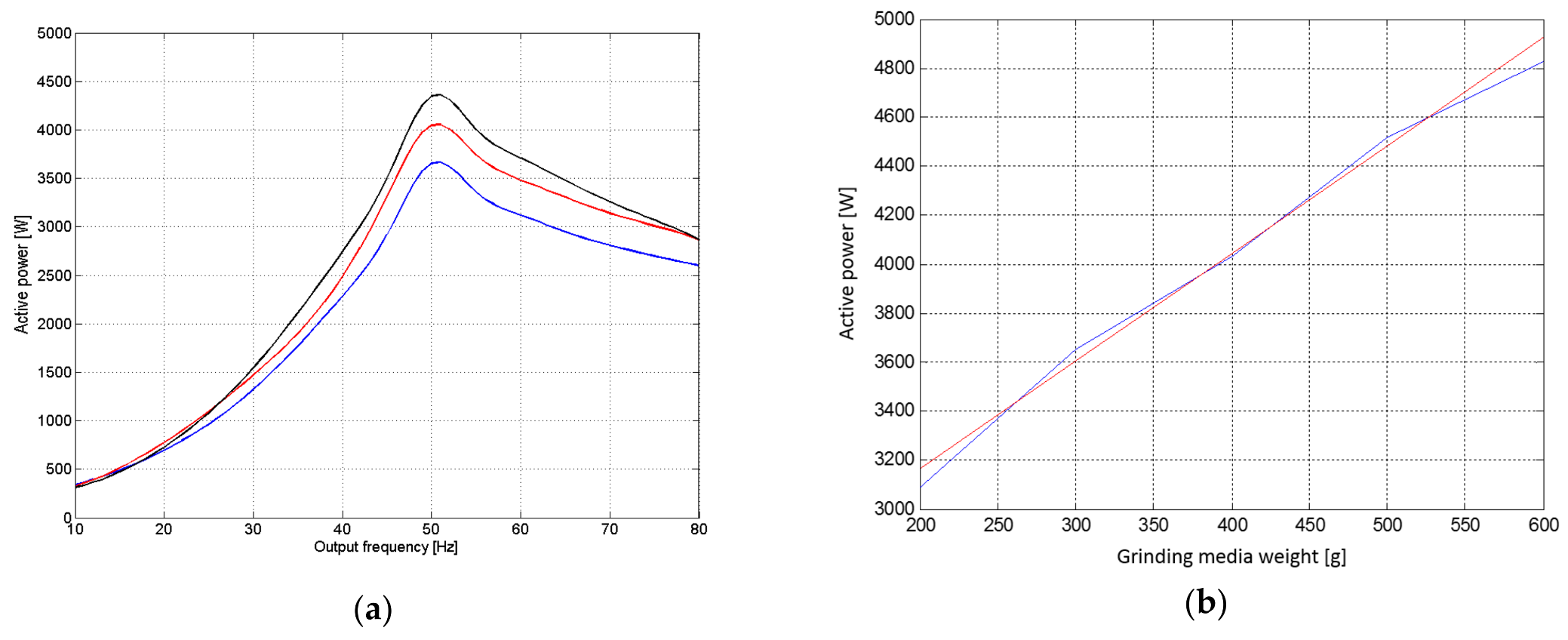
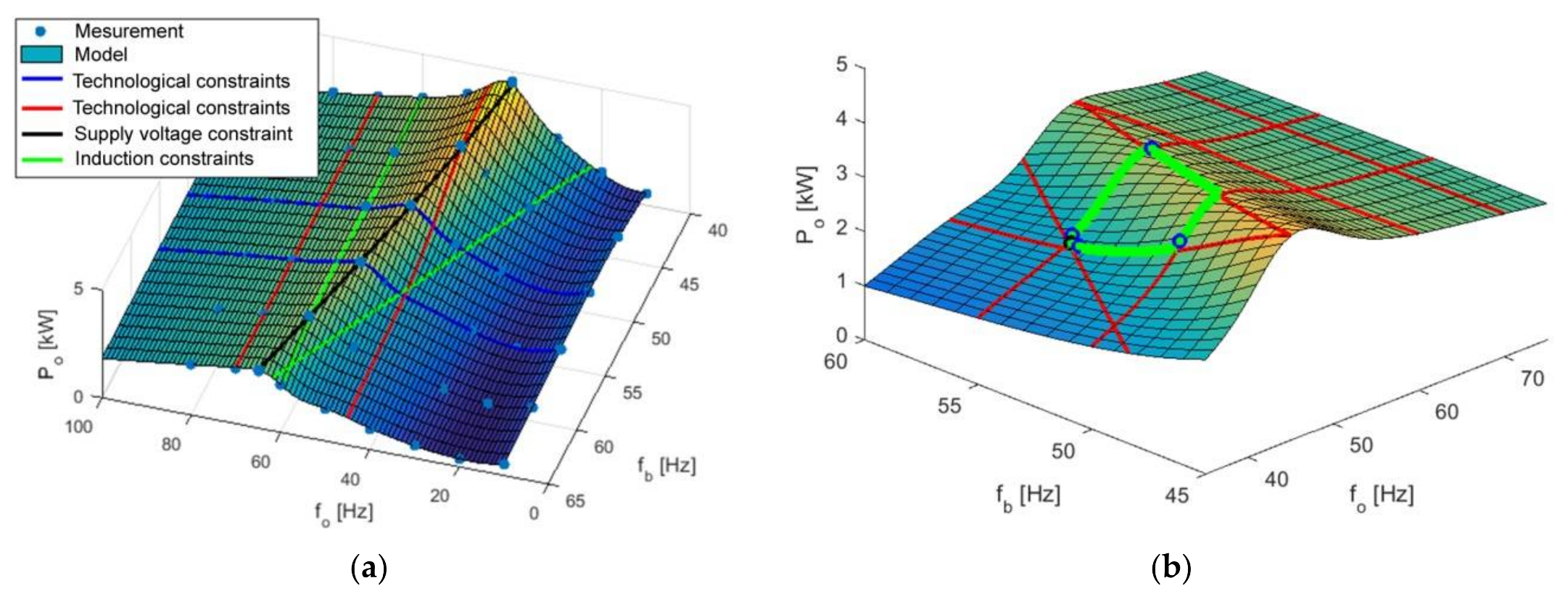
| 20 | Development of the optimizing control of electric power consumption in the electromagnetic grinding system. | Description of parameters which influence product quality and formulation of the optimization problem by extraction decision variables from the set of parameters, leaving the rest as independent variables. | Optimization algorithm becomes a part of the hierarchically composed multi-objective and multi-rate control system, where optimization problem is parameterized with respect to entire system parameters analysis. |
References
- Sztaba, K. Mineral engineering. J. Pol. Miner. Eng. Soc. 2000, 1, 3–14. [Google Scholar]
- Fuerstenau, M.C.; Han, K.N. Principle of Mineral Processing; Society for Mining, Metallurgy, and Exploration, Inc.: Englewood, CO, USA, 2003; pp. 92–171. [Google Scholar]
- Garg, A.; Lam, J.S.L.; Gao, L. Energy conservation in manufacturing operations: Modelling the milling process by a new complexity-based evolutionary approach. J. Clean. Prod. 2015, 108, 34–45. [Google Scholar] [CrossRef]
- Tumidajski, T.; Kasińska-Pilut, E.; Gawenda, T.; Naziemiec, Z.; Pilut, R. Investigation of grinding process energy consumption and grindability of lithologic components of Polish copper ores. Miner. Resour. Manag. 2010, 26, 61–72. [Google Scholar]
- Walawska, B.; Szymanek, A.; Pajdak, A.; Nowak, M. Flue Gas Desulfurization by Mechanically and Thermally Activated Sodium Bicarbonate. Pol. J. Chem. Technol. 2014, 16, 56–62. [Google Scholar] [CrossRef]
- Staszewski, M.; Myczkowski, Z.; Bilewska, K.; Sosiński, R.; Lis, M.; Czepelak, M.; Kołacz, D. High-energy milling as a method for obtaining tetragonal form of PbO. J. Achiev. Mater. Manuf. Eng. 2012, 52, 39–46. [Google Scholar]
- Styła, S. A New Grinding Technology Using an Electromagnetic Mill—Testing the Efficiency of the Process. Int. Q. J. Econ. Technol. Model. Process. 2017, 6, 81–88. [Google Scholar]
- Wołosiewicz-Głąb, M.; Ogonowski, S.; Foszcz, D. Construction of the electromagnetic mill with the grinding system, classification of crushed minerals and the control system. In Proceedings of the 17th IFAC Symposium on Control, Optimization and Automation in Mining, Mineral and Metal Processing, Vienna, Austria, 31 August–2 September 2016. [Google Scholar]
- Sławiński, K.; Gandor, M.; Knaś, K.; Balt, B.; Nowak, W. Electromagnetic mill and its application for coal drying process. Rynek Energii 2014, 1, 140–150. [Google Scholar]
- Ogonowski, S.; Ogonowski, Z.; Swierzy, M.; Pawełczyk, S. Control system of electromagnetic mill load. In Proceedings of the 25th International Conference on Systems Engeneering, Las Vegas, NV, USA, 20–24 August 2017. [Google Scholar]
- Krauze, O.; Pawełczyk, M. Estimating Parameters of Loose Material Stream Using Vibration Measurements. In Proceedings of the 17th IEEE International Carpathian Control Conference, Tatranska Lomnica, Slovak, 29 May–1 June 2016. [Google Scholar]
- Krauze, O.; Pawełczyk, M. Evaluation of Copper Ore Granularity and Flow Rate Using Vibration Measurements. In Proceedings of the 21st International Conference on Methods and Models in Automation and Robotics, Miedzyzdroje, Poland, 29 August–1 September 2016. [Google Scholar]
- Ogonowski, S.; Ogonowski, Z.; Pawełczyk, M. Model of the air stream ratio for an electromagnetic mill control system. In Proceedings of the 21st International Conference on Methods and Models in Automation and Robotics, Miedzyzdroje, Poland, 29 August–1 September 2016. [Google Scholar]
- Wegehaupt, J.; Buchczik, D.; Krauze, O. Preliminary Studies on Modelling the Drying Process in Product Classification and Separation Path in an Electromagnetic Mill Installation. In Proceedings of the 22nd International Conference on Methods and Models in Automation and Robotics, Międzyzdroje, Poland, 28–31 August 2017. [Google Scholar]
- Wołosiewicz-Głąb, M.; Ogonowski, S.; Foszcz, D.; Gawenda, T. Assessment of classification with variable air flow for inertial classifier in dry grinding circuit with electromagnetic mill using partition curves. Physicochem. Probl. Miner. Process. 2018. [Google Scholar] [CrossRef]
- Budzan, S.; Pawełczyk, M. Grain size determination and classification using adaptive image segmentation with grain shape information for milling quality evaluation. Diagnostyka 2018, 19, 41–48. [Google Scholar] [CrossRef]
- Ogonowski, S.; Wołosiewicz-Głąb, M.; Ogonowski, Z.; Foszcz, D.; Pawełczyk, M. Comparison of wet and dry grinding in electromagnetic mill. Minerals 2018, in press. [Google Scholar]
- Pawełczyk, M.; Ogonowski, Z.; Ogonowski, S. Method for Dry Grinding in Electromagnetic Mill. Patent PL413041, 27 October 2017. [Google Scholar]
- Pawełczyk, M.; Ogonowski, Z.; Ogonowski, S. Method for Parametrization of Pneumatic Classifier Integrated with Mill. Patent PL413042, 27 October 2017. [Google Scholar]
- Ogonowski, S.; Ogonowski, Z.; Swierzy, M. Power optimizing control of grinding process in electromagnetic mill. In Proceedings of the 21st International Conference on Process Control, Štrbské Pleso, Slovak, 6–9 June 2017. [Google Scholar]
- Pawełczyk, M.; Ogonowski, Z.; Ogonowski, S. Control of Electromagnetic Mill Working Chamber Load in Pneumatic Transport Circuit. Patent PL421160, 15 March 2017. [Google Scholar]
- Swierzy, M. Optimization of Milling Process in Electromagnetic Mill. Mater’s Thesis, Silesian University of Technology, Gliwice, Poland, 2017. [Google Scholar]


© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ogonowski, S.; Ogonowski, Z.; Pawełczyk, M. Multi-Objective and Multi-Rate Control of the Grinding and Classification Circuit with Electromagnetic Mill. Appl. Sci. 2018, 8, 506. https://doi.org/10.3390/app8040506
Ogonowski S, Ogonowski Z, Pawełczyk M. Multi-Objective and Multi-Rate Control of the Grinding and Classification Circuit with Electromagnetic Mill. Applied Sciences. 2018; 8(4):506. https://doi.org/10.3390/app8040506
Chicago/Turabian StyleOgonowski, Szymon, Zbigniew Ogonowski, and Marek Pawełczyk. 2018. "Multi-Objective and Multi-Rate Control of the Grinding and Classification Circuit with Electromagnetic Mill" Applied Sciences 8, no. 4: 506. https://doi.org/10.3390/app8040506