3.1. Aluminum 6065 T5
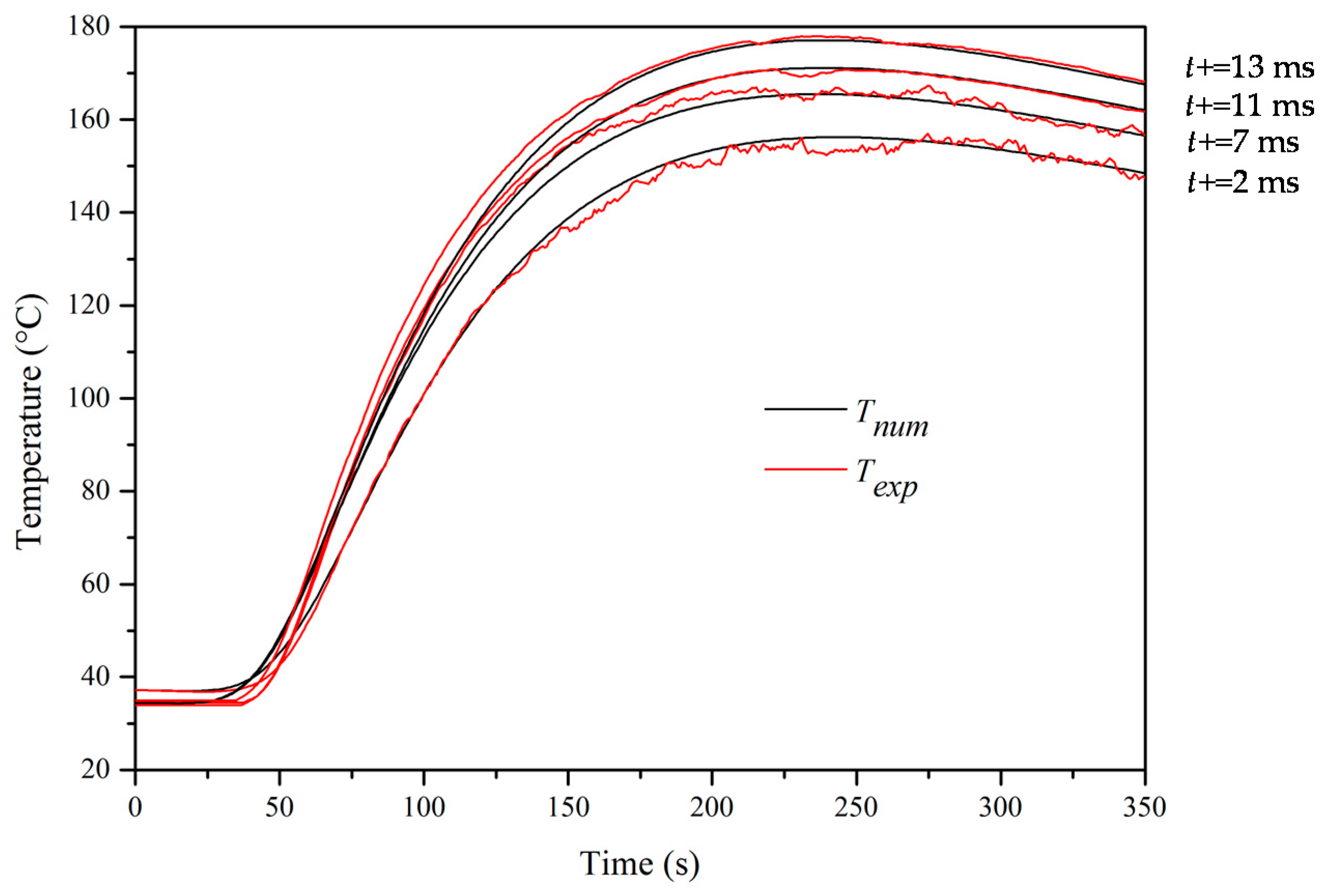
Figure 4 presents a comparison between the temperature signals measured by thermocouples
T1,
T2,
T3, and
T4. The respective numerical temperature was calculated from the previously-developed C++ code [
9] for the welding conditions
t+ = 2 ms,
t+ = 7 ms,
t+ = 11 ms, and
t+ = 13 ms. It must be pointed out that the highest temperatures are obtained by the thermocouples soon after the GTA arch is turned off at
t = 24 s [
9].
The dimensionless Richardson number,
, remained much higher than 1 (
Ri > 1000) in all calculated points; consequently, the problem could be treated as purely free convection [
12]. Thus, the empirical correlations from Bergman et al. [
12] were used to calculate
Nul, local Nusselt number and
h in any position on the plate.
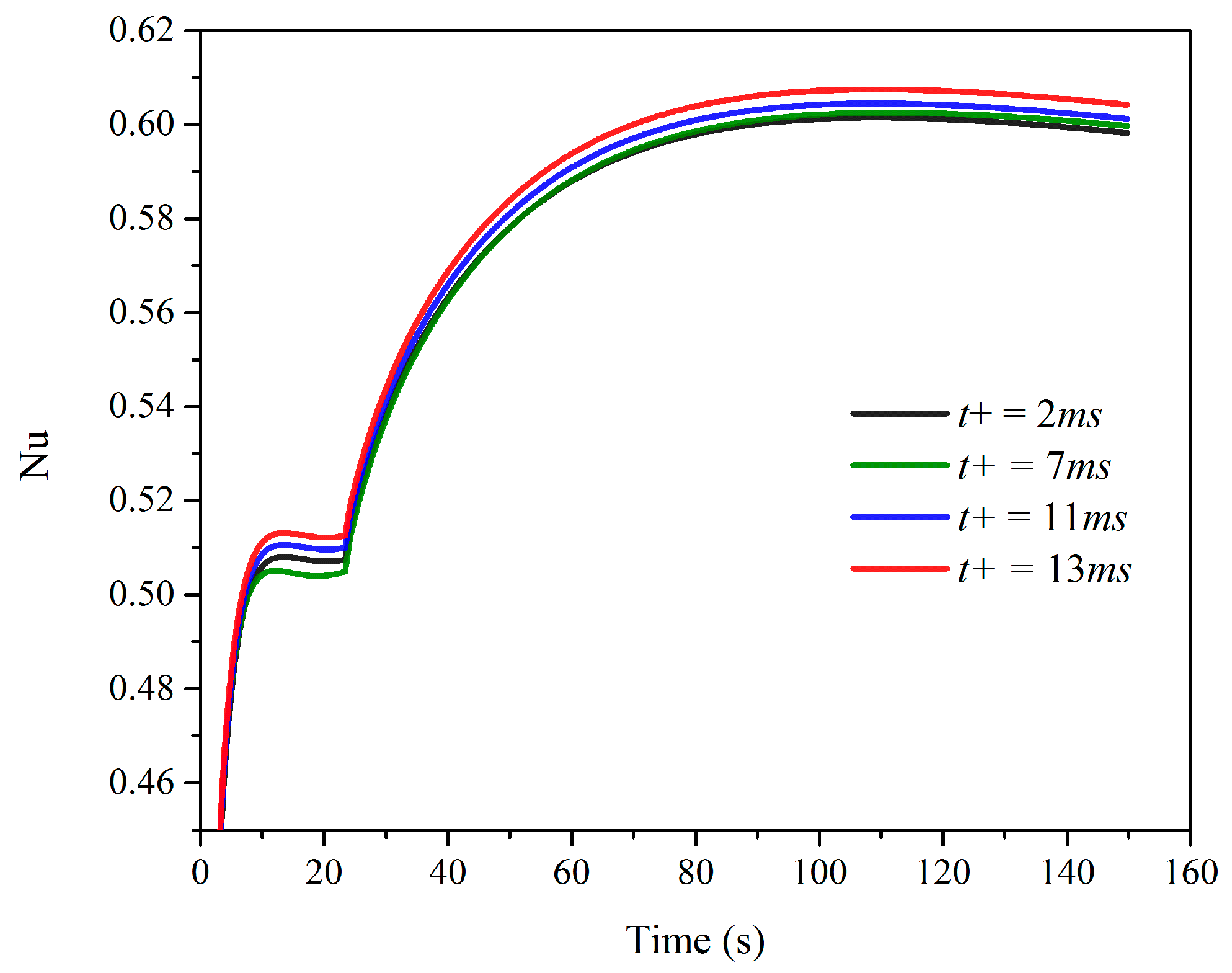
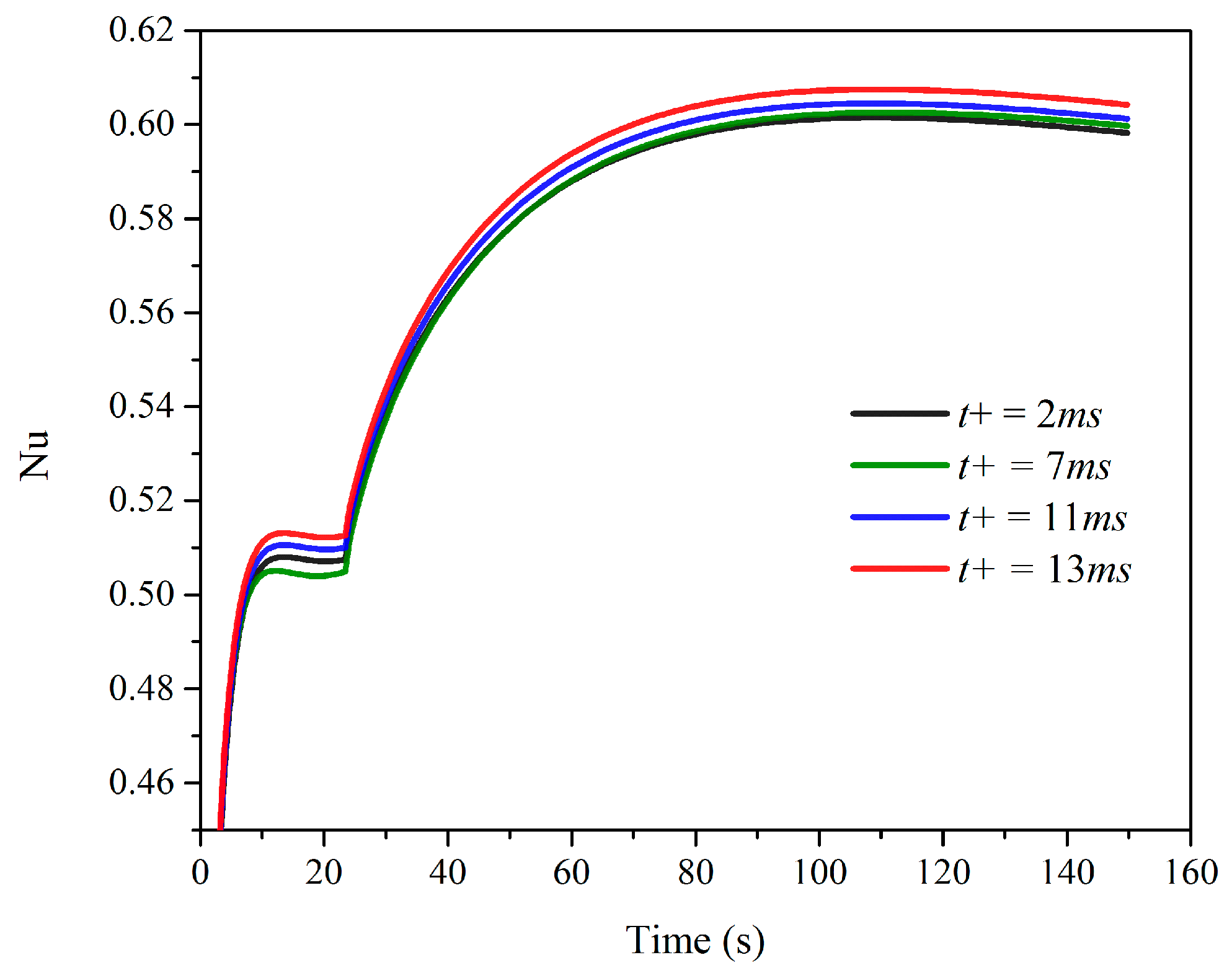
Figure 5 presents the average
Nu profile. The average Nusselt number
Nu is obtained from the arithmetic average of all
Nul on the surface of the plate. From the analysis of
Figure 5, it may be noticed that
Nu increases in the first seconds of the process and it stabilizes until the arch torch is turned off. After the process, the average
Nu starts to increase again. This behavior is due to the non-linear characteristics of the thermal properties for air adopted in this study. It may also be noticed that
Nu is not sensitive to the positive polarity. As the average temperature increases due to the positive polarity, the
Nu number remains almost at the same value for all cases studied.
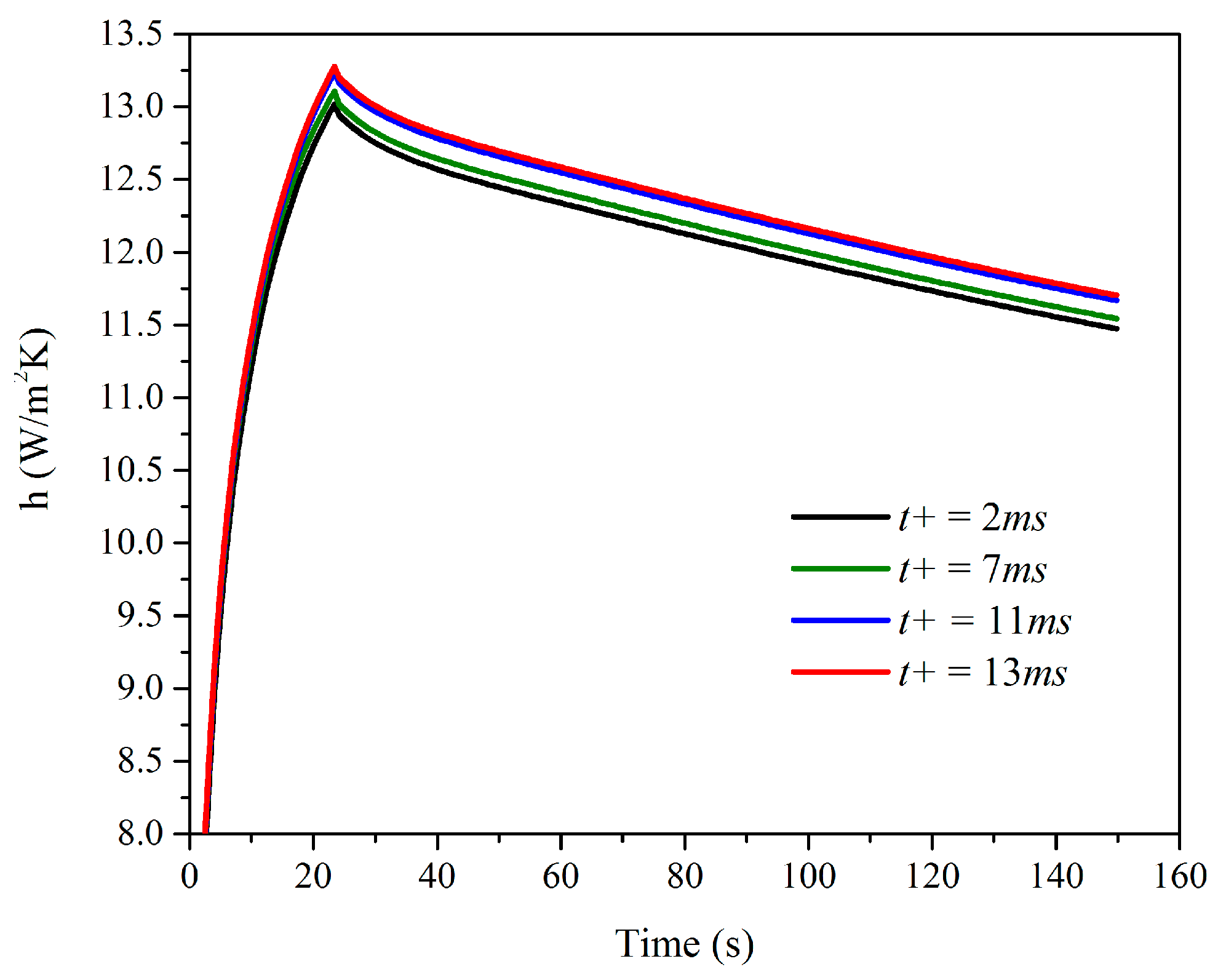
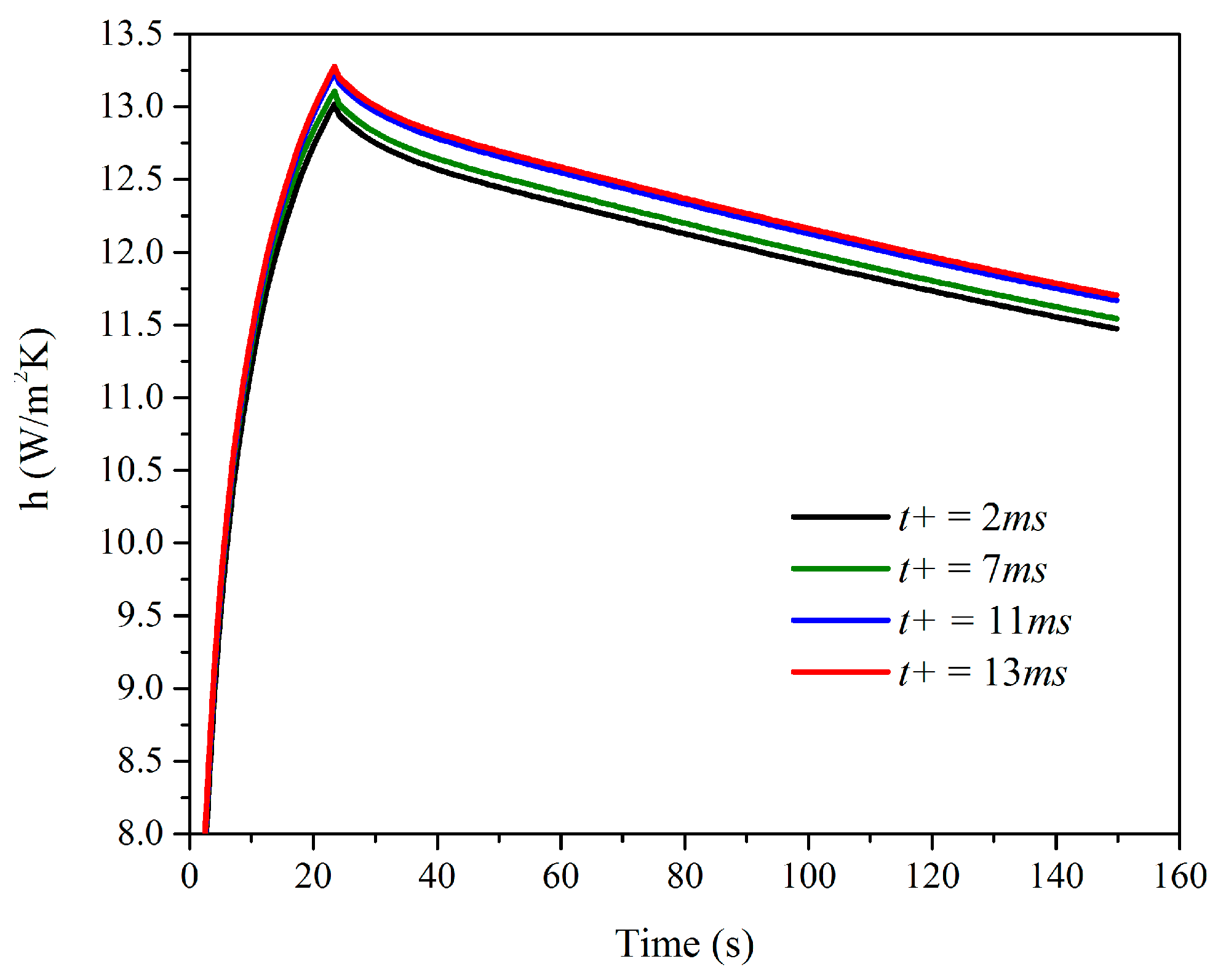
Figure 6 shows the average heat transfer coefficient,
h, for the four
t+ welding conditions. It may be observed that the average heat transfer coefficient achieves the maximum value when the GTA torch is turned off. After this, it decreases slowly. The heat transfer coefficient by convection will return to zero when the sample reaches room temperature. It is also noticed that the heat transfer coefficient by convection increases as the positive polarity increases, however, inexpressively. When all cases were compared, the heat transfer rate by convection had not increased more the 2 W when the difference between
t+ = 13 ms and
t+ = 2 ms was analyzed.
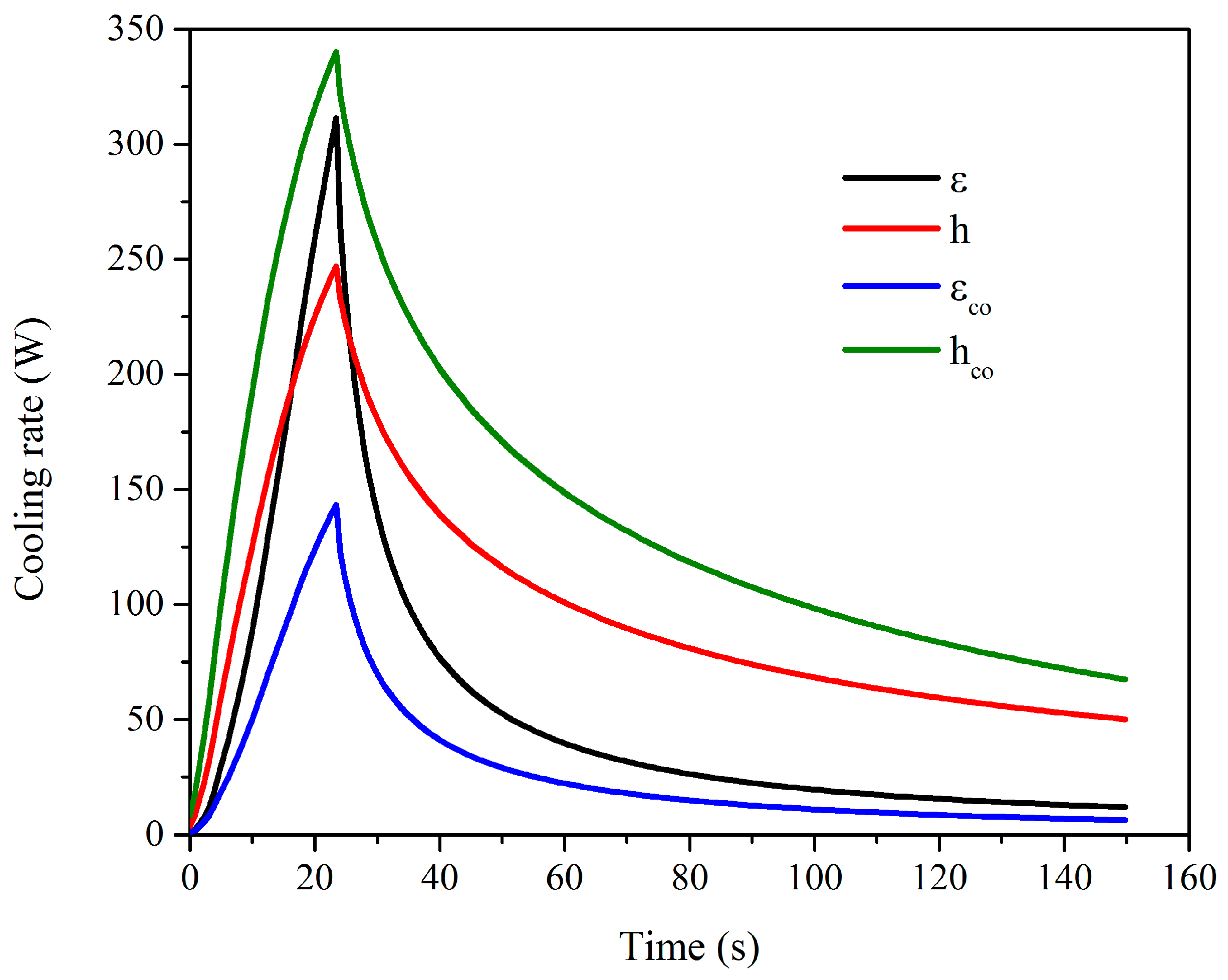
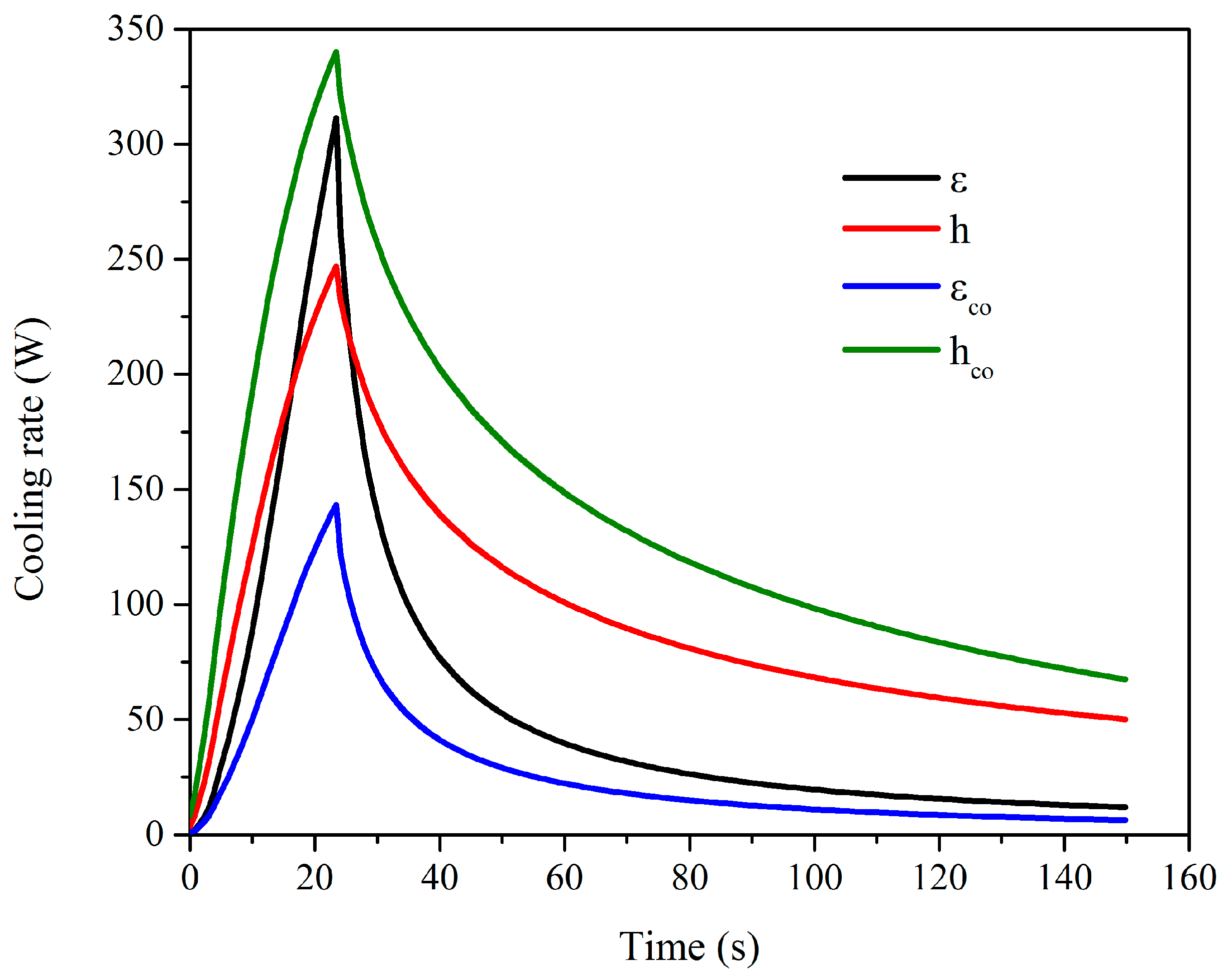
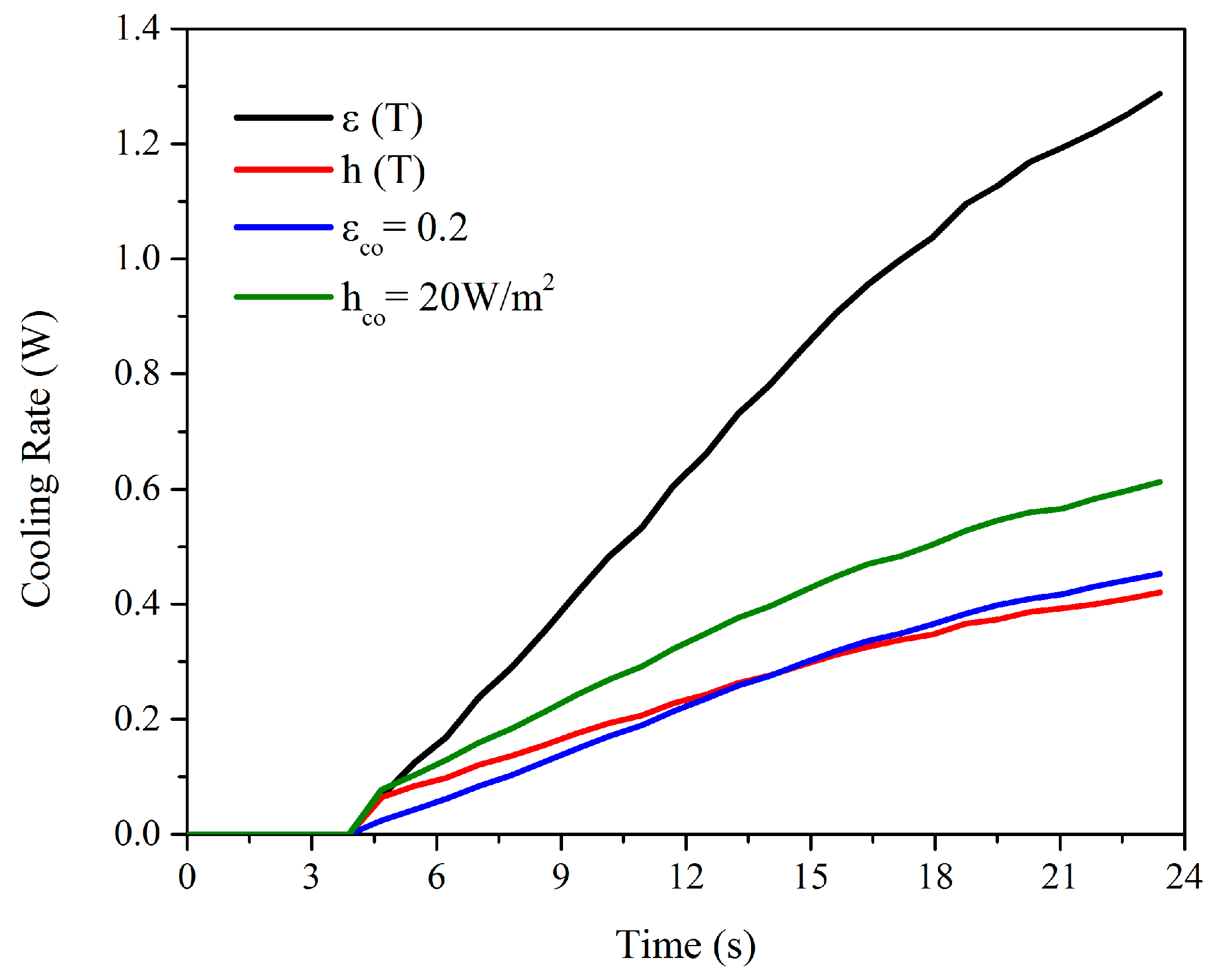
The heat transfer rate lost by convection and radiation must be pointed out. As the heat transfer coefficient does not present an expressive difference from one positive polarity to another (
Figure 6), the cooling rate presented almost the same values for all positive polarity conditions. Therefore, the cooling rate analysis was presented only for the experimental condition
t+ = 2 ms (
Figure 7). For this case, the estimated heat transfer rate using the BFGS technique was nearly 601 W. In order to compare the heat transfer rate by using constant emissivity and a heat transfer coefficient by convection, the values of
ε = 0.2 for the aluminum 6065, [
19] and
h = 20 W/m
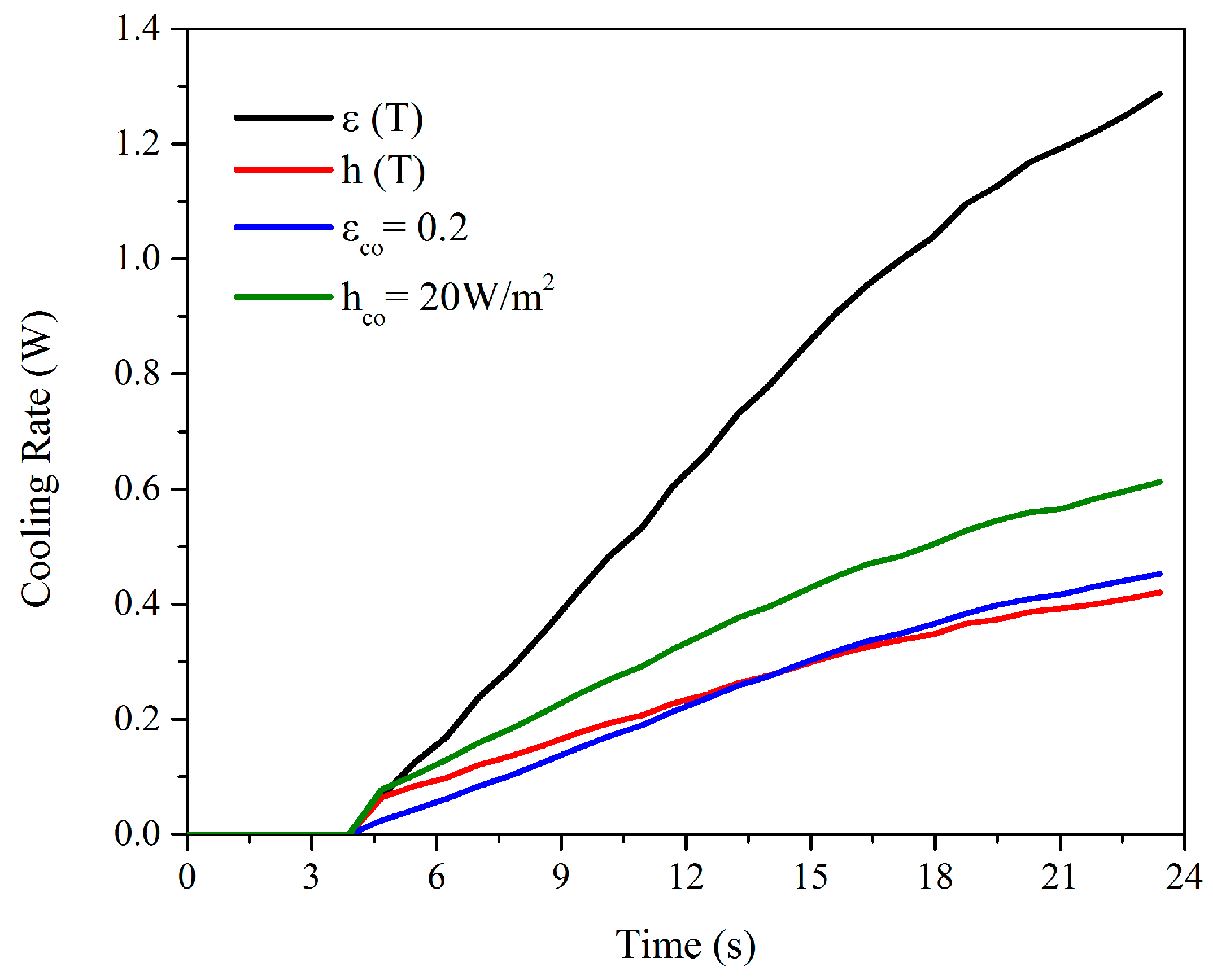
2 were used. Although the natural convection represents a large part of the overall cooling process, the heat loss by radiation significantly affects the cooling process while the GTA welding is performed. In
Figure 7, for emissivity and heat transfer coefficient dependent on temperature, the heat rate loss by radiation reaches 311 W at
t = 24 s while, at the same time, the heat rate loss by free convection is only 247 W. However, in this case, the heat rate loss by radiation decreases considerably when the TIG arch torch is turned off. For
t = 140 s, the heat rate loss by radiation is only 13 W while by free convection is 53 W. For the case of
ε = 0.2 and
h = 20 W/m
2, which are constant, the heat rate loss by radiation reaches 143 W at
t = 24 s while, at the same time, by free convection it is 340 W. These values differ significantly from the values obtained for the temperature-dependent parameters. The heat loss by radiation for
t = 24 s is underestimated in 168 W, while the free convection loss is overestimated in 93 W.
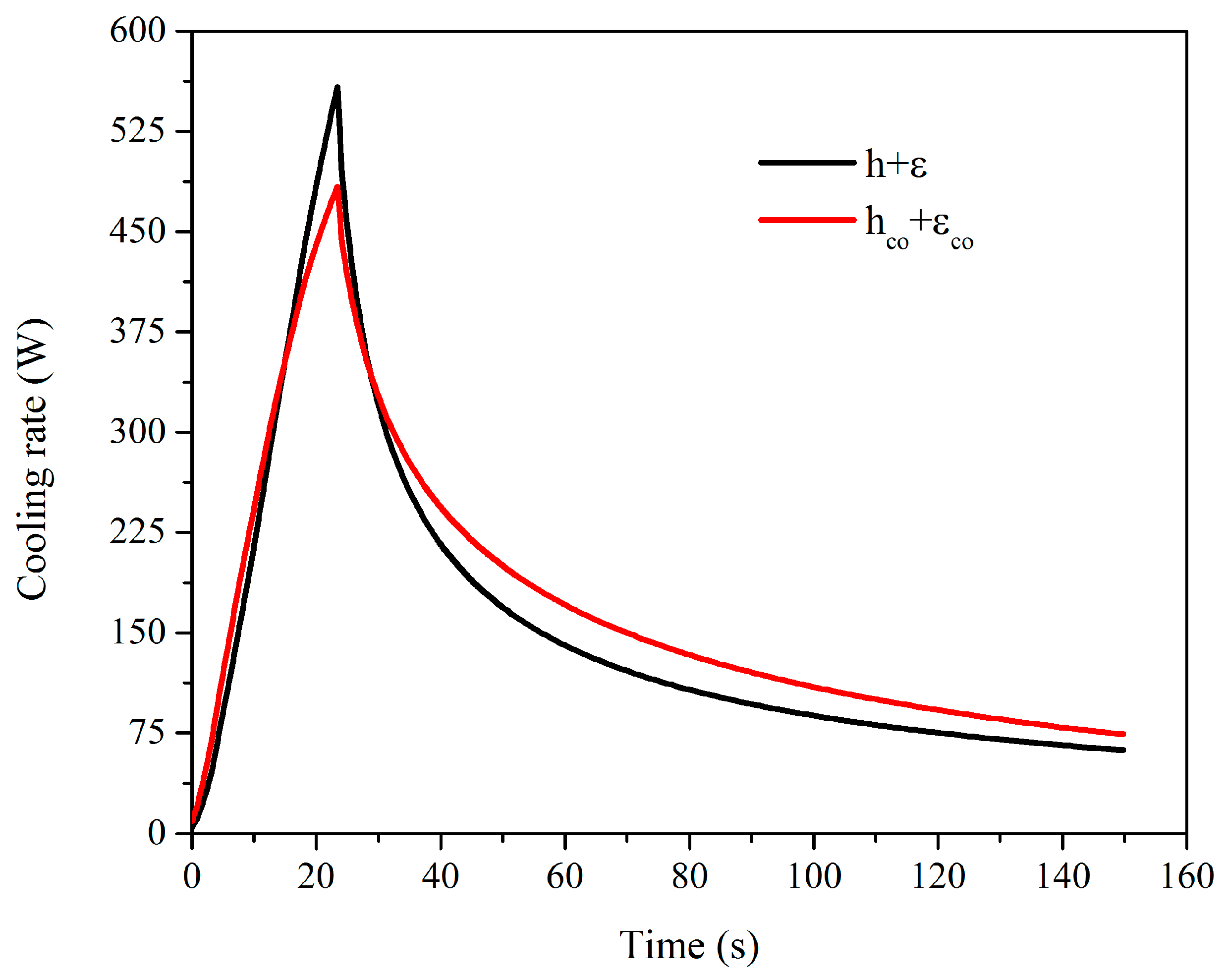
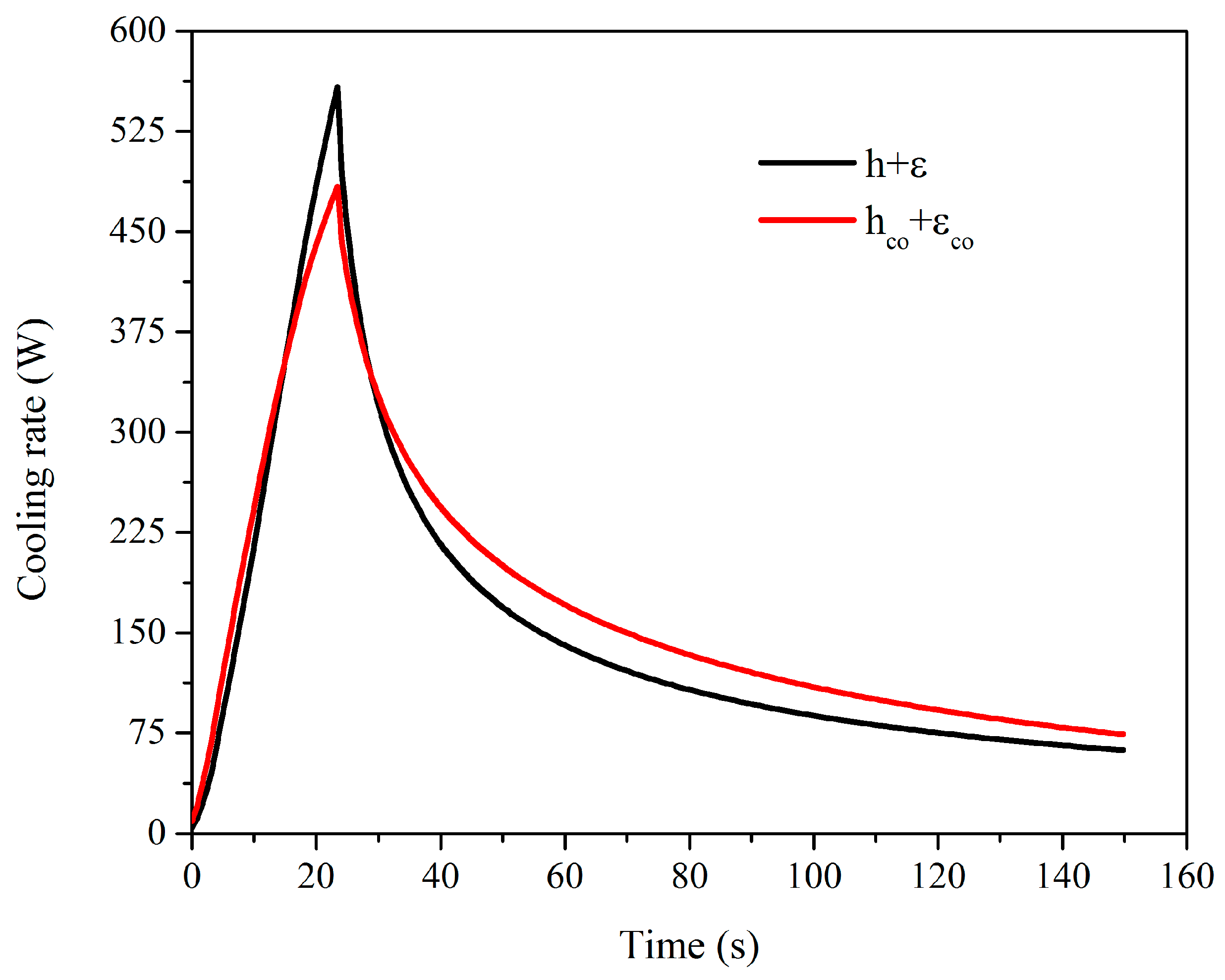
When the effects of overestimation of the heat transfer coefficient and the underestimation of the radiation are combined, that is, free convection plus radiation, the overall cooling rate curve for both analyzed cases becomes similar.
Figure 8 presents the cooling rate curve for the combined effects of heat transfer of temperature-dependent variables and the constant emissivity and heat transfer coefficient. The curves are similar, however, at the maximum point,
t = 24 s, the cooling rate for the temperature dependent case is higher at 75 W than the case of constant parameters. Despite this difference, the cooling rate has a similar pattern for both cases (
Figure 8). However, it is not recommendable to use a thermal model with constant values for emissivity and the heat transfer coefficient. In this especial case, the heat transfer by convection was overestimated and the heat transfer loss by radiation was underestimated. Nevertheless, the heat transfer model, when applied to material other than aluminum 6065 T5, could present a different result.
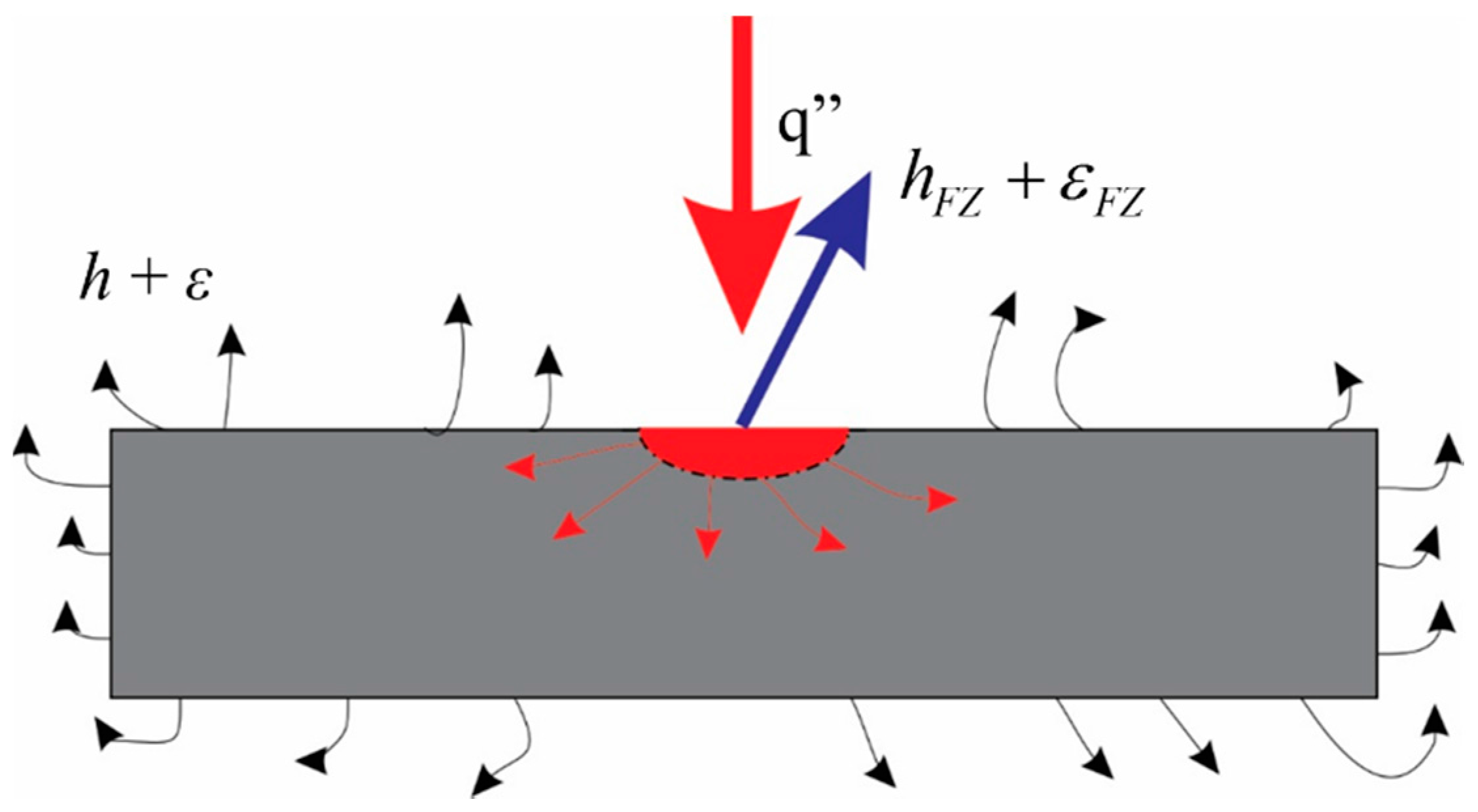
The fusion zone also loses heat by convection and radiation. However, those heat losses are not expressive when compared to the overall heat losses.
Figure 9 presents a comparison between the heat loss by convection and radiation in the FZ and the heat loss by convection and radiation with constant emissivity, ε = 0.2, and the constant heat transfer coefficient,
h = 20 W/m
2 is adopted. The melting point is reached when
t = 3.9 s. Before this point, the weld pool is not open. Thus, the heat lost by radiation and free convection in the weld pool is nearly zero. After this point, the analyzed parameter values start to increase. Due to the higher temperature of the weld pool, the heat loss, considering the transient emissivity, is more intense. However, those losses are not as expressive when compared to the heat losses of the plate. For instance, the higher radiation occurs at
t = 24 s. At this point, the GTA torch is turned off. It may be seen that, at this instant, the heat loss by radiation in the FZ reaches only 1.3 W, while the losses by free convection in the FZ are even more negligible, at 0.3W. The calculated values for a constant emissivity and heat transfer coefficient differ from the non-linear parameters. The cooling rate by convection, in this case, is higher, 0.6 W. On the other hand, the cooling rate by convection is lower, 0.4 W. If the overall heat transfer losses are considered, the model with constant variables reaches the heat loss of 1.0 W at 24 s, while the non-linear model has a heat loss of l.6 W. In spite of the significant difference between both models, the calculated values for heat losses by convection and radiation do not have a large impact on the cooling process.
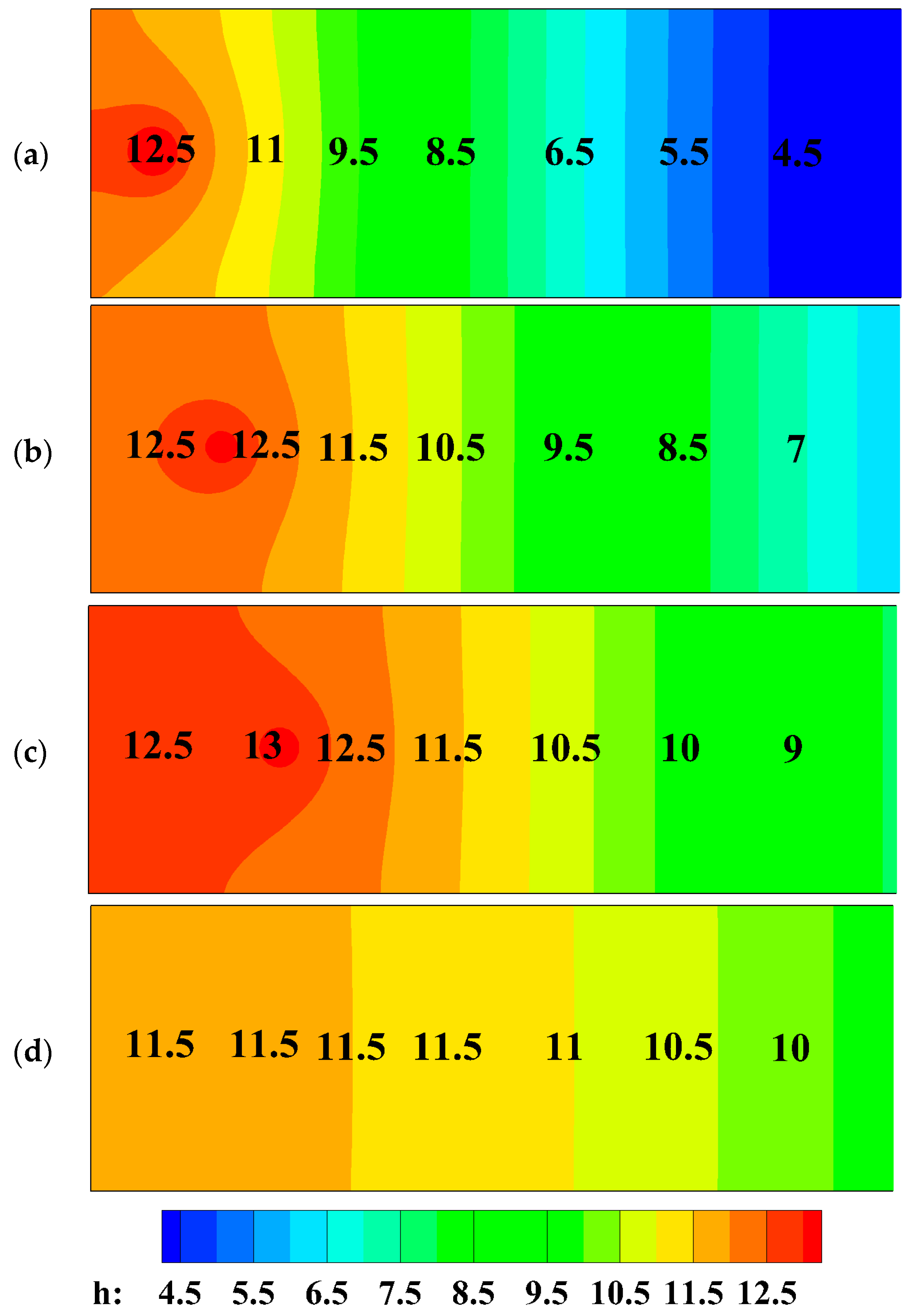
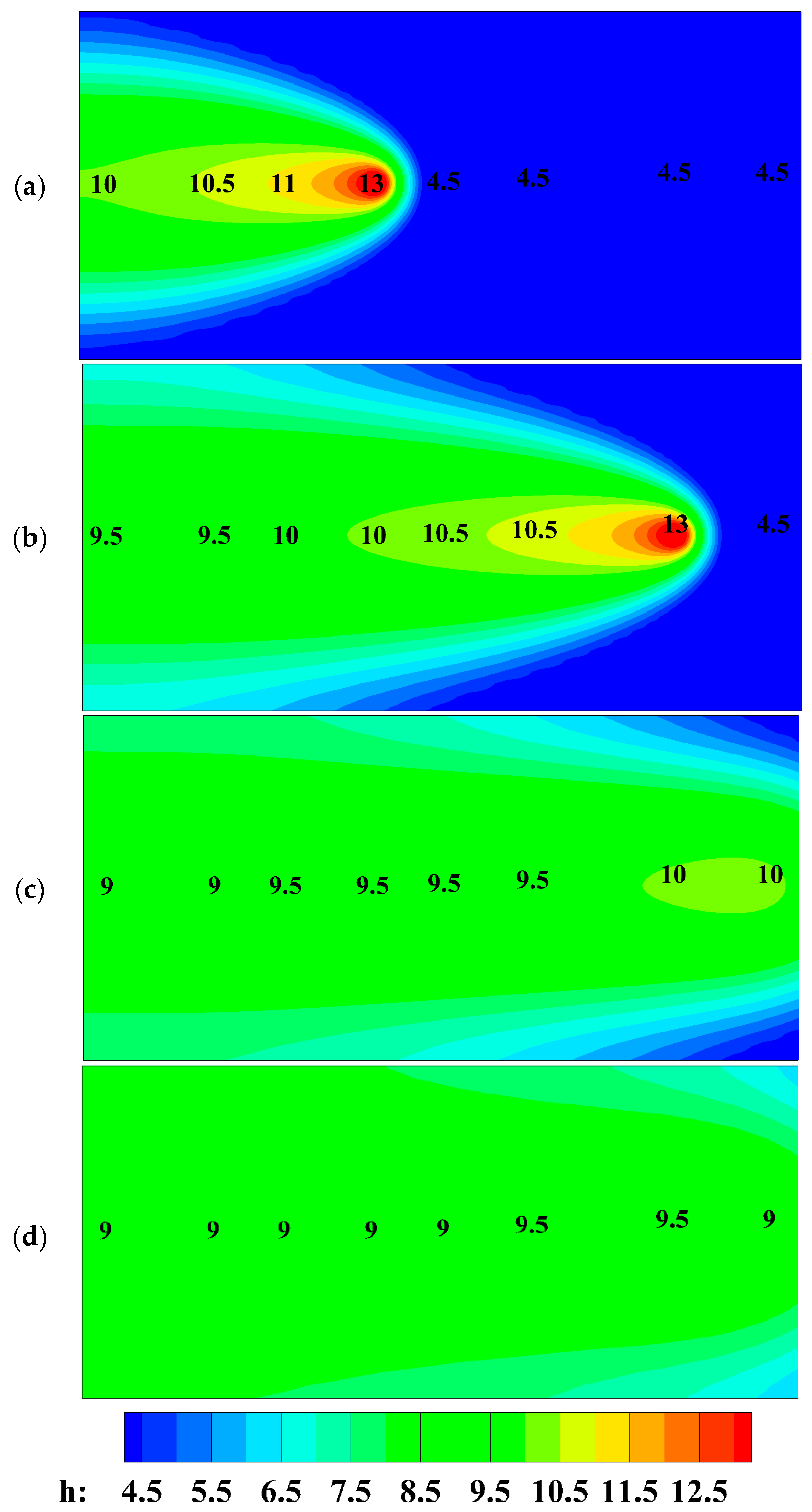
Figure 10 presents the two-dimensional distribution of the heat transfer coefficient by convection for four-time steps of the simulation of the welding condition
t+ = 2 ms. This figure only presents the heated part of the sample. The distribution indicates that the highest value for the heat transfer coefficient,
h, follows the GTA torch movement (
Figure 10a,b). It may be seen that the heat transfer coefficient by convection reaches its highest value just before the torch is turned off (
Figure 10c). After 24 s, the heat transfer coefficient tends to decrease linearly until the sample reaches room temperature and the heat transfer coefficient tends to zero (
Figure 10d).
After the GTA torch is turned off, the heat flux ends. Thus, the heat diffusion is evenly distributed on the plate. Consequently, all surface points tend to have the same temperature and heat transfer coefficient.
3.2. Stainless Steel
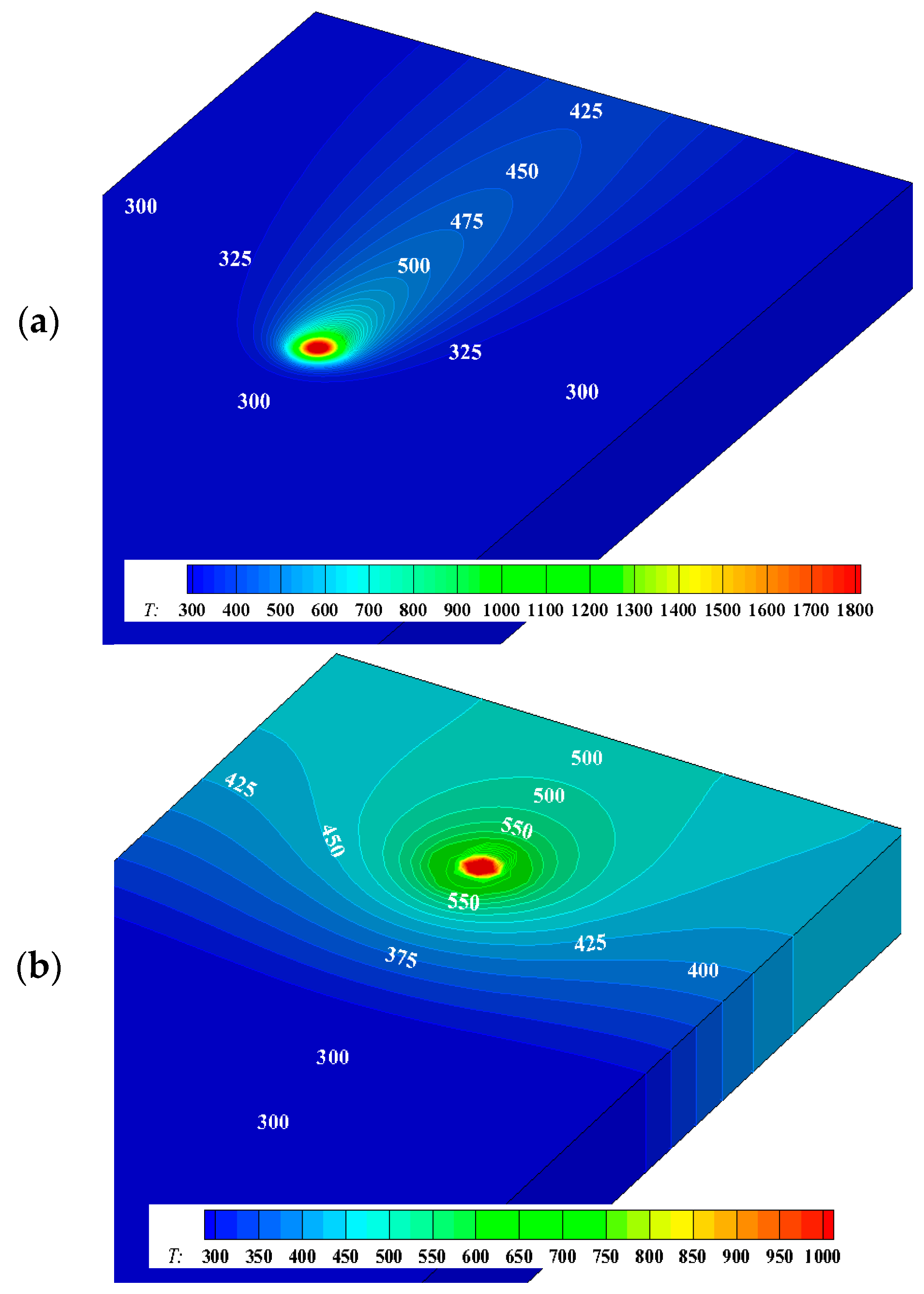
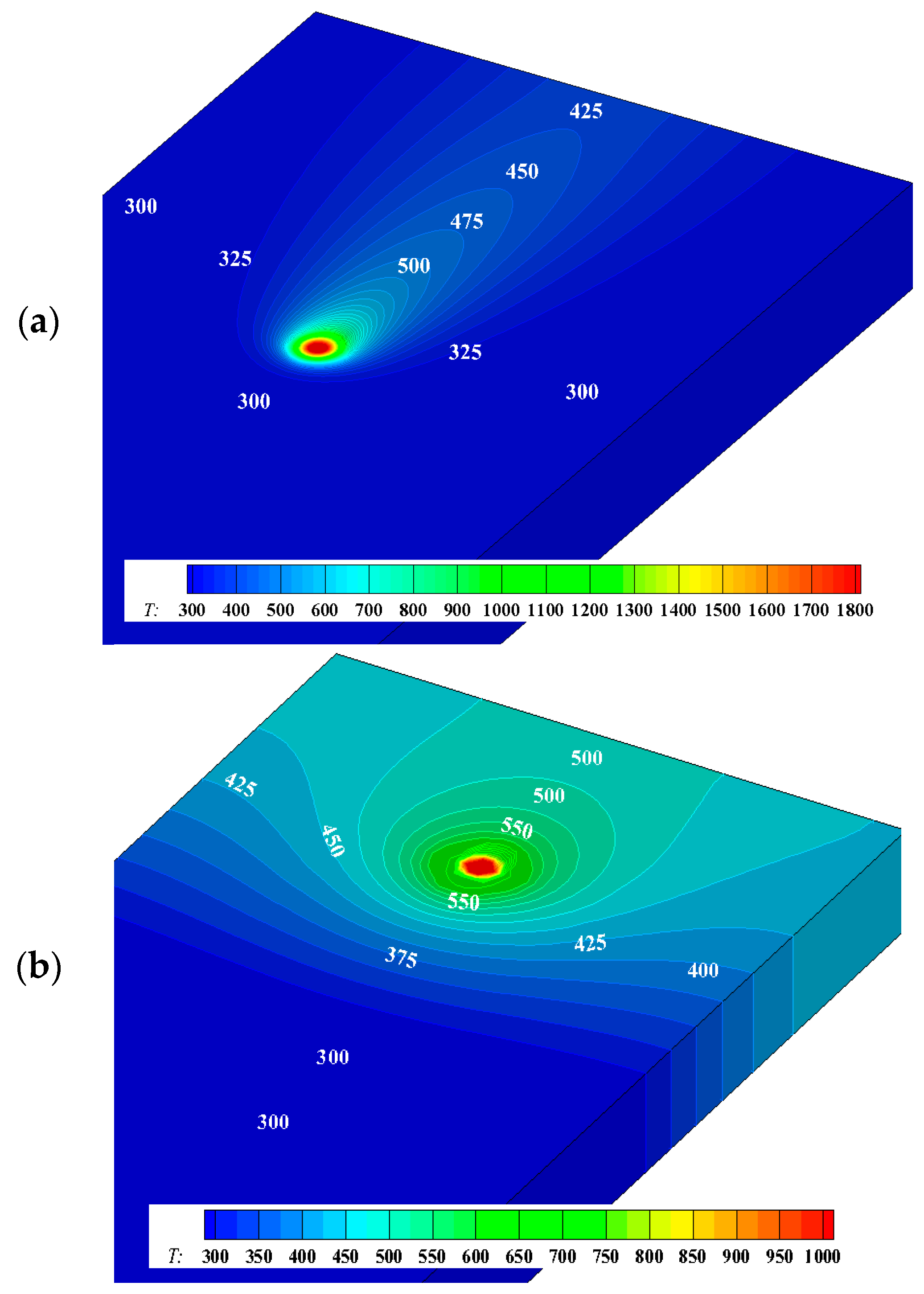
In order to accomplish a complete analysis of the cooling rate in the GTA welding process, an analysis was performed on a stainless steel AISI 304L plate. Due to its melting temperature, the stainless steel achieved a higher temperature level than the aluminum. In this case, the thermal emission has a higher impact on the cooling rate analysis. The stainless steel has a lower thermal conductivity compared to the aluminum. Therefore, the heat conduction velocity of the AISI 304L is lower than the aluminum 6065 T5. Thus, although the stainless steel welding achieves higher temperature on the welding bead, its cooling rate is lower than the welding of aluminum. Videlicet, the average temperature in the stainless steel welding is lower than in aluminum welding when the samples have the same size. This pattern is well presented in
Figure 11 where the thermal field for the two sample materials is presented. It may be noticed that the center of the weld bead of the stainless steel (
Figure 11a) achieves a higher temperature than the aluminum. However, due to the high thermal conduction of the aluminum 6065 T5, the temperature outside the weld bead is higher than the temperature outside the stainless steel weld bead. It may also be observed that the isothermal curves in the stainless steel present oval shapes while in the aluminum they present circular shapes. The shape is related to the welding velocity and the thermal conductivity. As the welding velocity increases the shape becomes more oval. When the thermal conductivity is high the shape becomes circular.
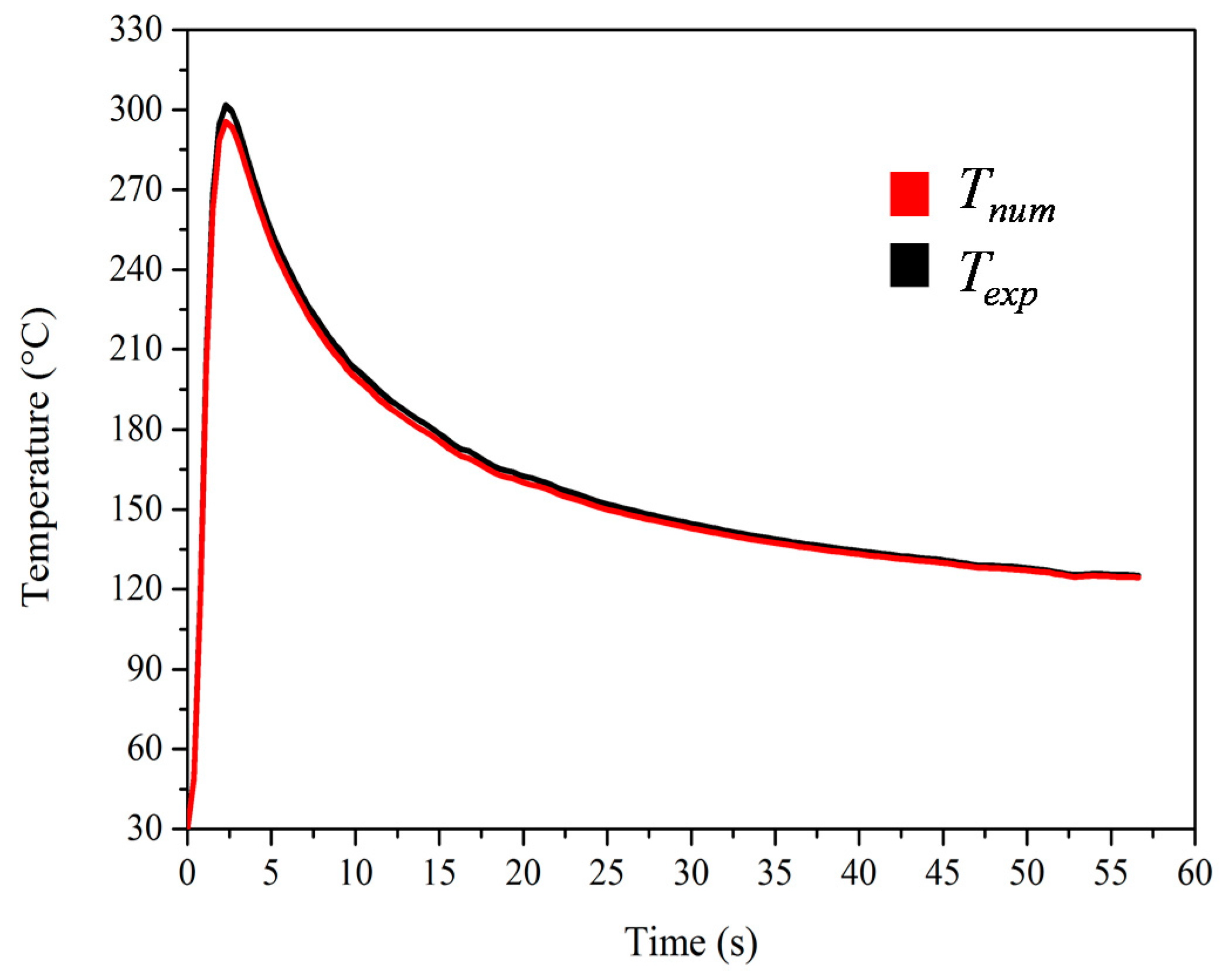
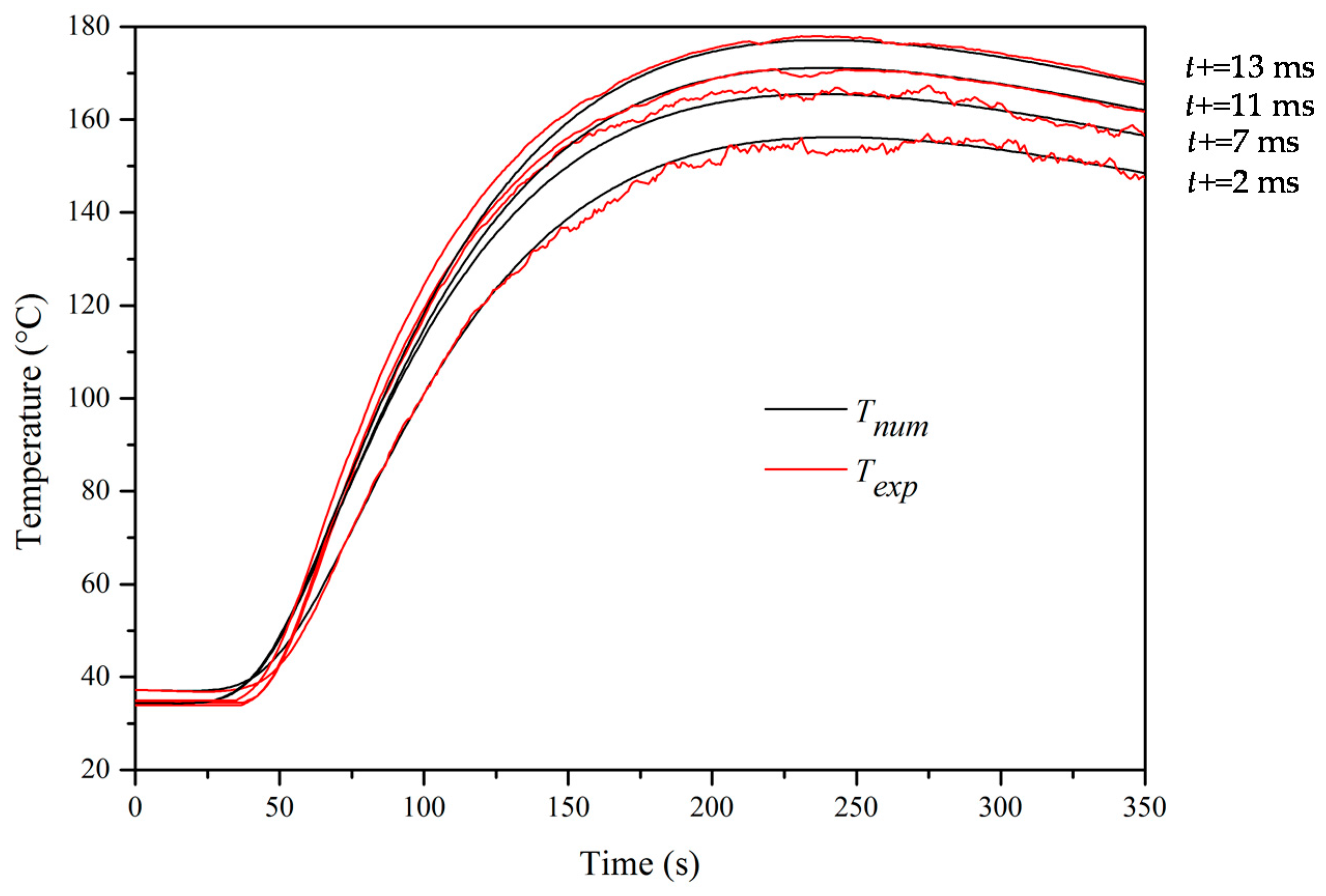
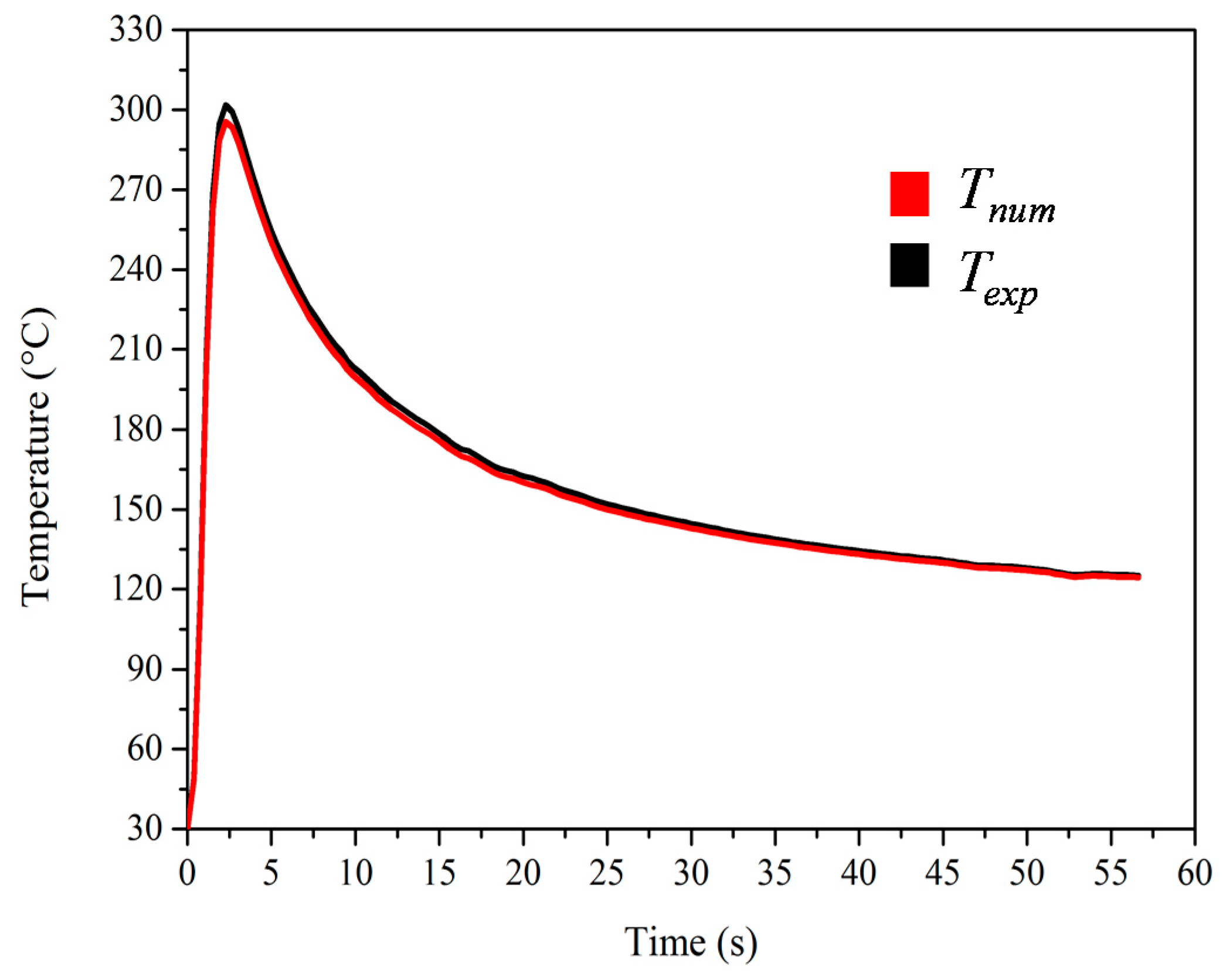
A comparison between the experimental temperature values for only a single thermocouple and the values obtained by the software are displayed in
Figure 12. A good agreement between the curves may be observed. However, the temperature peak tends to be slightly lower when compared to the experimental temperature. This difference is related to the inherent error of the attributed values of the thermal properties. For a better precision of the calculated data at high temperatures, an estimation of the thermal conductivity and diffusivity for the stainless steel AISI 304L is required, mainly in the liquid phase. Unfortunately, there is a lack of technology development in this area. Therefore, those values are not easily found in the literature.
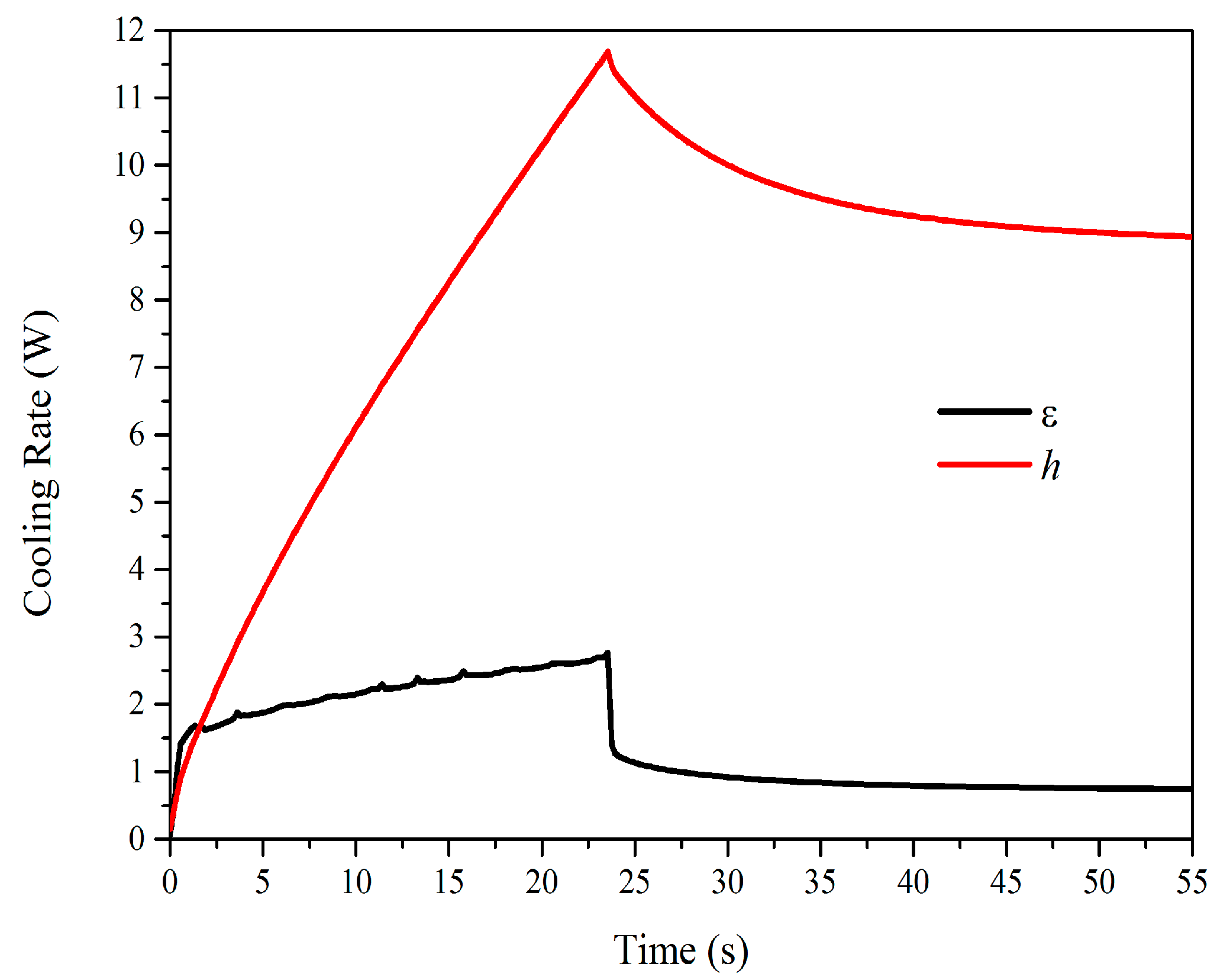
This fundamental pattern has an important role in the cooling analysis. Thus, the cooling rate by free convection and radiation is lower in the stainless steel than in the aluminum welding.
Figure 13 presents the cooling rate by convection and radiation for the stainless steel AISI 304L welding. The cooling rate achieves the highest value at 24 s when the arc torch is turned off. At this time interval, the cooling rate by convection reaches 11.7 W, while the cooling rate lost by radiation reaches 2.8 W.
The evolution of the heat transfer coefficient for the stainless steel presented is different from the aluminum. While the aluminum reaches a heat transfer coefficient of 11.5 (W/m
2K) after the arc torch is off, the stainless steel reaches only 9 (W/m
2K).
Figure 14 presents the evolution of the heat transfer coefficient for the stainless steel.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}