The Effect of Elevated Temperature on the Drawability of a Circular Deep Drawn Metal Cup

Department of Mechanical Engineering, Faculty of Engineering, University of Malaya, Kuala Lumpur 50603, Malaysia
*
Author to whom correspondence should be addressed.
Metals 2019, 9(12), 1303; https://doi.org/10.3390/met9121303
Submission received: 15 October 2019
/
Revised: 18 November 2019
/
Accepted: 21 November 2019
/
Published: 3 December 2019
(This article belongs to the Special Issue Post-Processing Improvements for Mechanical, Microstructure, and Surface Properties of Steel)
Abstract
:Product quality is one of the important aspects in deep drawing practice and the variation in process temperature was claimed to improve the quality. Therefore, in this research, the effect of the heating temperature on the drawability of a circular metal cup has been investigated. Firstly, circular metal cups of aluminium, mild steel and stainless steel were drawn from the blank diameters of 60 mm, 65 mm, and 70 mm. The experiment was conducted at room temperature followed by at 100 °C, 150 °C and 200 °C. The Taguchi method was selected as the design of experiment approach, and L9 (34) array design methodology was adopted in this experimental research. The drawability was measured based on the punching force needed to deform the sheet metal blanks. The deep drawing process was conducted at room, and elevated temperature conditions and the response factor was analysed and compared through the analysis of variance (ANOVA) statistical approach. The results obtained from ANOVA indicate that the blank material has a significant influence on the deep drawing process followed by the blank size, heating temperature and heating technique. The optimal parameter combinations are blank diameter of 60 mm, heating temperature of 200 °C and the die and punch heating technique. Out of the three materials investigated, aluminium has a better drawability compared to mild steel and stainless steel.
1. Introduction
Sheet metal forming is a widely applicable process in manufacturing industries to form sheet metal into designed shapes through mechanical action. Deep drawing is one of the sheet metal forming methods, where the sheet metal is formed into a three-dimensional shape through the mechanical action of a die forming the metal around a punch [1]. This method is also capable of producing precise and intricate parts, including both symmetrical and asymmetrical parts. However, during the process, the blank sheet has chances to develop defects if the process parameters are not correctly selected. Therefore, there is a need for optimization and process improvement for deep drawing [2].
One of the process improvement approaches is to conduct the deep drawing at elevated temperatures to improve the formability of the drawn cup in term of punching force. According to Lean et al. [3], the application of temperature increment towards the punch and die can produce several outcomes such as increasing limiting drawing ratio, an increment on the depth of drawn cup and reduce the fracturing effect. On the other hand, Martins et al. [4] presented the analysis of different heating methods frequently used in laboratory scale and in the industrial practice to heat blanks at elevated temperatures. In addition to this, Palaniswamy et al. [5] also presented a study of a deep-drawn cup of magnesium alloys at elevated temperature as an optimization approach for car-making industries. Application of the Taguchi method and ANOVA in forming studies were meant to determine the influence of process parameters on the characteristic of the produced parts [6]. For example, Lin and Yang [7] used ANOVA as one of the methods to determine the influence of a drawing punch with a micro-ridged surface on the deep drawing of stainless steel. Dilmec and Arap [7] also indicated the implementation of ANOVA to determine the coefficient of friction as one of the most critical parameters that affects the deep drawing process for flange and radius regions.
Hence, in this research, the objective is to investigate the effect of elevated temperature on the formability of a circular deep-drawn metal cup. The process parameters, such as the blank diameter, heating temperature and heating technique, were selected as the variables to influence formability of circular cups and the experimental runs generated by using the Taguchi method L9 (34) array. Moreover, blank materials were also included in the Taguchi design as the variable. Punching force (kN) was selected as the response factor, and the influence of the process parameters onto this were investigated using analysis of variance (ANOVA) statistical method [6].
2. Materials and Methods
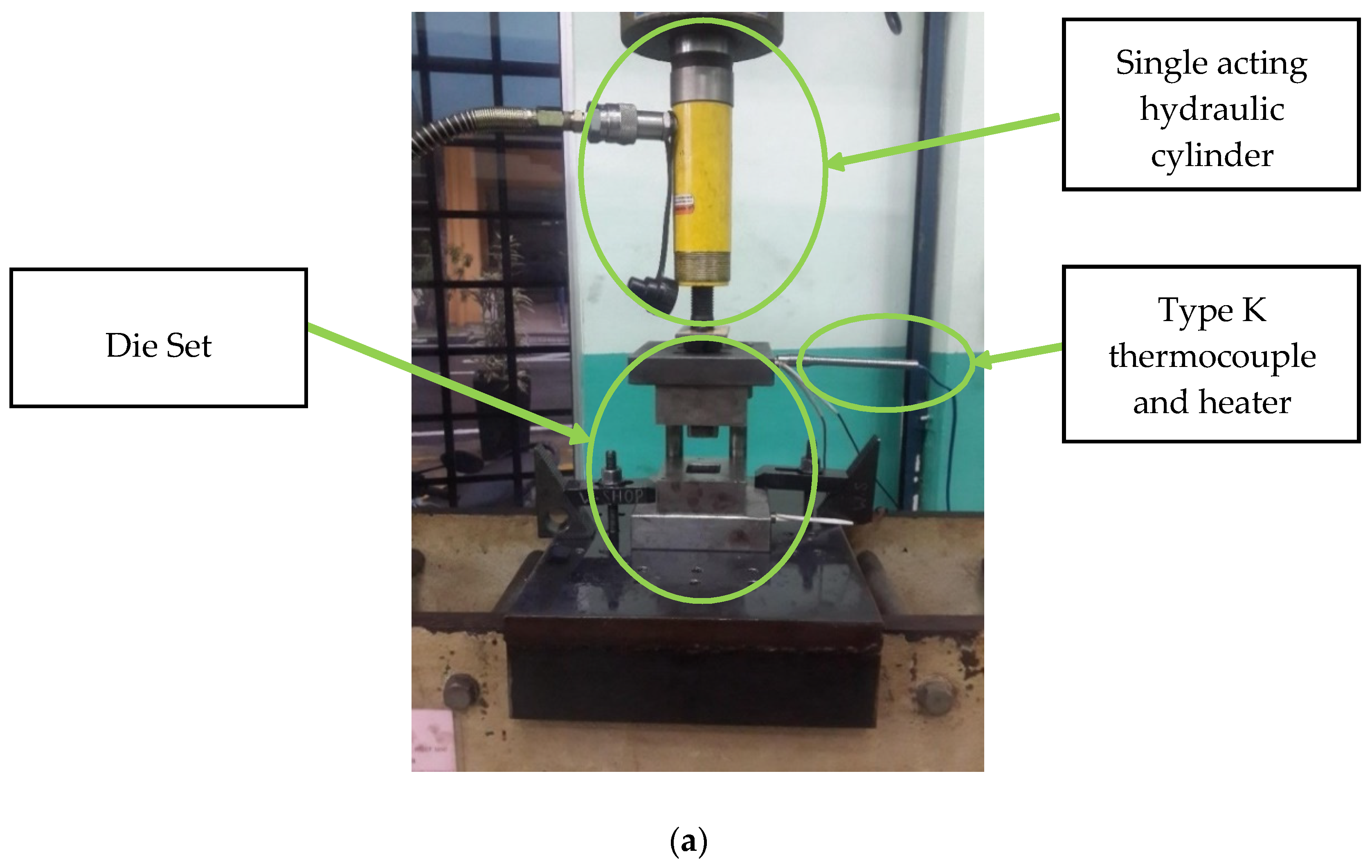
For the experimental apparatus and set-up, an elevated deep drawing process has been shown in Figure 1a–d. In addition to that, to regulate and control the die set temperature, a temperature controller and heater were used. A set of type K thermocouples is used to sense the temperature, and the reading displayed on the controller. The punching force generated from a single acting hydraulic cylinder and being control by a hydraulic pump. It has 101 kN capacity of force with a 105 mm stroke to deform the blank. The punching force measured by using insulated force sensor with data acquisition system. From the figure we can also observe that the die set consists of upper and lower die shoes, a plunger, a die and a blank holder. The upper and lower die shoes act as the guide for the plunger and die as well as ensuring the blank is concentric with the die cavity. Additionally, the heater and thermocouple are also installed on the die shoe, so that the heat radiates to the plunger and die.
The experimental procedures consisted of positioning the blank on the die surface and attaching the blank holder. Next, the die set was fixed to the die shoe, which then was attached to the hydraulic cylinder. Then, the heater and the thermocouple were inserted in the die shoe, while the force sensor was placed beneath the lower die shoe. After the heater was activated, the blank temperature was monitored by using a thermal camera to ensure that the desired temperature was achieved. Once the desired temperature was attained, the hydraulic pump was activated, and the hydraulic cylinder started to drive the punch downwards. For each of the experiments, a test run in room temperature condition was conducted to make sure all the apparatus was functioning appropriately.
Based on the current trends and information available in the works of literature, most of the researchers utilize alloys as the blank material [8]. However, it is expensive and requires high force to deform. Hence, common metals such as aluminium, mild steel and stainless steel are used in this research as the aim is to ascertain the significant process variable(s) affecting punching force of the circular deep-drawn cup at elevated temperature. The blanks were cut into 60 mm, 65 mm and 70 mm diameters, as shown in Figure 2.
The Taguchi method is an orthogonal array approach aiming to improve the quality of a manufacturing goods/process. Taguchi method is capable of having a balanced comparison of levels of the process parameters and significant reduction in the total number of required runs at the same time [9]. For this research works, the L9 (34) orthogonal array was used to investigate the effect of four process parameters in nine experiments or runs. The process parameters are the blank diameter, heating temperature, heating technique and material types. Each process variable has three levels, as presented in Table 1.
Reddy et al. [10] used the Taguchi fractional factorial design and analysis of variance to find the optimum process parameters and their influence on the thickness variation at different regions of the blank material for AA6111 aluminum alloy. Another similar example was reported by Raju [11], where he used Taguchi’s signal-to-noise ratio and observed that the die shoulder radius has a significant influence on the thickness distribution of the deep-drawn cup of AA6061 sheet followed by the blank holder force and punch nose radius.
In this research, the Taguchi design method had been used to express the relationship among blank size, temperature, heating technique and material type in influencing the punching force of the drawn cup. Moreover, the research is also utilizing the ANOVA statistical approach to obtain the influence of each parameter towards the response factor.
3. Results
In this research, the response factor is the maximum punching force, and for the case of minimizing the performance characteristic, ‘the smaller, the better’ criterion is considered. The maximum punching force for the test run at room temperature is recorded, and the comparison of the punching force between the room and elevated temperature conditions are made. From Figure 3, it is observed that only experimental runs 4, 7 and 8 experience a reduction in the maximum punching force from room temperature to the elevated temperature condition, while the highest maximum punching force was recorded in experimental run 9 at the elevated temperature condition.
From Table 2, the effect of the most significant parameter on the maximum punching force is investigated by applying the ANOVA statistical technique. It is evaluated based on the percentage of the contribution of each parameter on the response factor. In this study, the input factor is type of material, blank size, temperature and heating technique, while the response factor is the maximum punching force. Taguchi recommended a logarithmic transformation of the mean square deviation (S/N ratio) for analysis of the results.
First, the total sum of the squared deviation (SST) from the total mean S/N ratio [11,12] is calculated as:
where m is the number of experiments in the orthogonal array and is the S/N ratio of the ith experiments. The sum of the squares due to the variation from the total mean S/N ratio for the pth parameter is expressed as:
where i is the number of parameter levels, j is the level number of this specific parameter p, is the sum of the S/N ratio involving this parameter and level j and t is the repetition of each level of parameter p. The percentage contribution of the pth parameter is calculated as:
The S/N ratio for the elevated temperature deep-drawn circular cup is calculated and tabulated in Table 3 shown below.
Following the principles of the Taguchi methods, the best product quality of these experiments indicated by the maximum S/N ratio. Analysing the response for the S/N ratios from Table 4, the degree of importance of each parameter can be referred. It shows the material type has the highest effect of 9.68, and it has the primary impact with rank 1, followed by blank size with the effect of 6.52, temperature with effect of 3.61 and heating technique with effect of 0.94.
From Figure 4, the main effects plot for means and S/N ratios for the elevated temperature deep-drawn circular cup can be seen. S/N ratio is of common interest for optimization for maximum punching force which is smaller the better. On the other hand, the main effect plots are used to determine the optimal design conditions to obtain the optimal punching force.
From the main effect plots for means, it is observed in this experiment that the lowest maximum punching force was obtained in the material (aluminium), first level of blank size (60 mm), third level of temperature (200 °C), and third level of heating technique (die and punch). Not only that, from the main effects plot for S/N ratio, it can be said that the type of material affects the maximum punching force the most comparable to the other parameters.
4. Discussion
Based on the results, only the experiment runs 4, 7 and 8 show a reduction of the maximum punching force from room temperature to elevated temperature conditions. The possible reasons for this could be the blank heating sufficiently over time. This is because some of the experimental preparation took too much time to achieve the desired heating temperature and may lead to precipitation hardening phenomenon before the punching force was applied. The precipitation hardening can create uniformity in a metal’s grain structure, thus making the material stronger. In most of the research, the precipitation hardening is desirable, especially in car manufacturing industries [6]. The heating time to achieve precipitation hardening depended on the thickness of the material. In this experiment, the thickness of the material was constant at 2 mm. As mentioned before, the difference in heating time for each of the test run was also affected by the heating technique. As the heater was attached at the die shoe, it required longer time for the punch and die to achieve the higher heating temperature. Thus, it might be possible for some of the blank experiencing precipitation hardenings and causing the maximum punching force to increase at elevated temperature condition.
The identical phenomenon was observed in an experimental study conducted by Afshin and Kadkhodayan [13]. According to their observation, the factor that can explain this phenomenon was the friction. As the temperature increases, the behaviour of the metal such as softening and adhesion change, tends to happen, which causes the friction coefficient to increase. Eventually, the required forming load or in this case, punching force is increased. On top of that, the experimental measurement of friction coefficient in elevated temperature deep drawing also presented by Coër indicated that that the friction coefficient increased from 0.078 at room temperature to 0.118 at 200 °C [14].
Based on Figure 4, the main effect plots for S/N ratio show that the type of material affects the maximum punching force compared to the other parameters. On top of that, the main effect plots for means also indicate that maximum punching force is smaller when aluminium used as the blank material. According to the mechanical properties, aluminium has the lowest yield and ultimate tensile strength. Not only that, but aluminium also has the highest thermal conductivity compared to the others. Thus, it explains why the material has the steepest slope in both main effect plot as it has a greater magnitude of the mean.
5. Conclusions
This study demonstrates the use of analysis of variance (ANOVA) to examine the influence of the process parameters on the quality characteristics of the drawn cup. The results obtained from ANOVA indicate that the blank material has a significant impact on the deep drawing process followed by the blank size, heating temperature and heating technique. The optimal parameter combinations are blank diameter of 60 mm, heating temperature of 200 °C and the heating technique of die and punch together. Out of the three materials investigated, aluminium has better drawability compared to mild steel and stainless steel.
Further optimization of the process parameters can be facilitated based on the degree of influence of the factors on the deep-drawing behaviour of the circular cup to improve the quality of the parts. Additionally, the heating process for the experiments needs to be enhanced and conducted efficiently to avoid unwanted circumstances as precipitation hardening. In the future study, the authors intend to compare the experimental results with simulated results obtained from finite element analysis software.
Author Contributions
Conceptualisation: M.A. and I.A.C.; methodology: M.A. and M.A.M.B.; validation: M.A. and I.A.C.; formal analysis: M.A. and I.A.C.; investigation: M.A.M.B.; resources: M.A. and I.A.C.; data curation: M.A.M.B.; writing—original draft preparation: M.A.M.B.; writing—review and editing: M.A. and I.A.C.; visualization: M.A. and I.A.C.; supervision: M.A. and I.A.C.; project administration: M.A.
Funding
This research was funded by Ministry of Education, Malaysia under Fundamental Research Grant Scheme (FRGS), project number FP040-2013B.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gavas, M.; Izciler, M. Effect of blank holder gap on deep drawing of square cups. Mater. Des. 2007, 28, 1641–1646. [Google Scholar] [CrossRef]
- Watiti, V.B.; Labeas, G.N. Finite element optimization of deep drawing process forming parameters for magnesium alloys. Int. J. Mater. Form. 2010, 3, 97–100. [Google Scholar] [CrossRef]
- Lean, Y.W.; Azuddin, M. Study the effect of elevated dies temperature on aluminium and steel round deep drawing. IOP Conf. Ser. Mater. Sci. Eng. 2016, 114, 14. [Google Scholar] [CrossRef] [Green Version]
- Martins, J.M.P.; Alves, J.L.; Neto, D.M.; Oliveira, M.C.; Menezes, L.F. Numerical analysis of different heating systems for warm sheet metal forming. Int. J. Adv. Manuf. Technol. 2016, 83, 897–909. [Google Scholar] [CrossRef] [Green Version]
- Palaniswamy, H.; Ngaile, G.; Altan, T. Finite element simulation of magnesium alloy sheet forming at elevated temperatures. J. Mater. Process. Technol. 2004, 146, 52–60. [Google Scholar] [CrossRef]
- Ghosh, M.; Miroux, A.; Werkhoven, R.J.; Bolt, P.J.; Kestens, L.A.I. Warm deep-drawing and post drawing analysis of two Al-Mg-Si alloys. J. Mater. Process. Technol. 2014, 214, 756–766. [Google Scholar] [CrossRef]
- Dilmec, M.; Arap, M. Effect of geometrical and process parameters on coefficient of friction in deep drawing process at the flange and the radius regions. Int. J. Adv. Manuf. Technol. 2016, 86, 747–759. [Google Scholar] [CrossRef]
- Seo, H.Y.; Jin, C.K.; Kang, C.G. Effect on blank holding force on blank deformation at direct and indirect hot deep drawings of boron steel sheets. Metals 2018, 8, 8. [Google Scholar] [CrossRef] [Green Version]
- Padmanabhan, R.; Oliveira, M.C.; Alves, J.L.; Menezes, L.F. Influence of process parameters on the deep drawing of stainless steel. Finite Elem. Anal. Des. 2007, 43, 1062–1067. [Google Scholar] [CrossRef]
- Reddy, A.C.S.; Rajesham, S.; Reddy, P.R.; Kumar, T.P.; Goverdhan, J. An experimental study on effect of process parameters in deep drawing using Taguchi technique. Int. J. Eng. Sci. Technol. 2016, 7, 21. [Google Scholar] [CrossRef] [Green Version]
- Raju, S.; Ganesan, G.; Karthikeyan, R. Influence of variables in deep drawing of AA 6061 sheet. Trans. Nonferrous Met. Soc. China Engl. Ed. 2010, 20, 1856–1862. [Google Scholar] [CrossRef]
- Reddy, R.V.; Reddy, G.C.M. Effect of Various Parameters on the Wrinkling in Deep Drawing Cylindrical Cups. Int. J. Eng. Trends Technol. 2012, 3, 53–58. [Google Scholar]
- Afshin, E.; Kadkhodayan, M. An experimental investigation into the warm deep-drawing process on laminated sheets under various grain sizes. Mater. Des. 2015, 87, 25–35. [Google Scholar] [CrossRef]
- Coër., J. Mise en Forme par Emboutissage en Température d’un Alliage D’aluminium AA5754-O. Ph.D. Thesis, Université de Bretagne Sud, Lorient, France, 2013. tel-01010290. [Google Scholar]
Figure 1.
(a) Experimental setup; (b) hydraulic pump; (c) temperature controller heater and type K thermocouple; and (d) force sensor with the data acquisition system.
Figure 1.
(a) Experimental setup; (b) hydraulic pump; (c) temperature controller heater and type K thermocouple; and (d) force sensor with the data acquisition system.


Figure 2.
Circular blanks of 60 mm, 65 mm and 70 mm.

Figure 3.
Graphical representation of the maximum punching force (kN) of the deep drawing process at different temperatures.
Figure 3.
Graphical representation of the maximum punching force (kN) of the deep drawing process at different temperatures.

Figure 4.
Main effects plot for Means and S/N response of the elevated temperature of a deep-drawn circular cup.
Figure 4.
Main effects plot for Means and S/N response of the elevated temperature of a deep-drawn circular cup.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Taguchi table L9 (34) orthogonal array.
| Exp No. | Material | Blank Size (mm) | Temperature (°C) | Heating Technique |
|---|---|---|---|---|
| 1 | Aluminium | 60 | 100 | Die |
| 2 | Aluminium | 65 | 150 | Punch |
| 3 | Aluminium | 70 | 200 | Die and Punch |
| 4 | Mild Steel | 60 | 150 | Die and Punch |
| 5 | Mild Steel | 65 | 200 | Die |
| 6 | Mild Steel | 70 | 100 | Punch |
| 7 | Stainless Steel | 60 | 200 | Punch |
| 8 | Stainless Steel | 65 | 100 | Die and Punch |
| 9 | Stainless Steel | 70 | 150 | Die |
Table 2.
Maximum punching force for elevated and room temperature deep drawing processes.
| Exp No. | Elevated Temperature Deep Drawing Maximum Punching Force (kN) | Room Temperature Deep Drawing Maximum Punching Force (kN) |
|---|---|---|
| 1 | 5.79 | 1.86 |
| 2 | 8.04 | 2.75 |
| 3 | 7.26 | 5.20 |
| 4 | 11.18 | 19.22 |
| 5 | 14.71 | 11.77 |
| 6 | 27.07 | 18.53 |
| 7 | 10.89 | 14.71 |
| 8 | 25.79 | 27.56 |
| 9 | 34.03 | 26.28 |
Table 3.
S/N ratio for the elevated temperature deep-drawn circular cup.
| Exp No. | Material | Blank Size (mm) | Temperature (°C) | Heating Technique | Maximum Punching Force (kN) | S/N Ratio |
|---|---|---|---|---|---|---|
| 1 | Aluminium | 60 | 100 | Die | 5.79 | −5.24745377 |
| 2 | Aluminium | 65 | 150 | Punch | 8.04 | −18.10669058 |
| 3 | Aluminium | 70 | 200 | Die and Punch | 7.26 | −17.21504793 |
| 4 | Mild Steel | 60 | 150 | Die and Punch | 11.18 | −20.96851056 |
| 5 | Mild Steel | 65 | 200 | Die | 14.71 | −23.35223872 |
| 6 | Mild Steel | 70 | 100 | Punch | 27.07 | −28.64859518 |
| 7 | Stainless Steel | 60 | 200 | Punch | 10.89 | −20.73687311 |
| 8 | Stainless Steel | 65 | 100 | Die and Punch | 25.79 | −28.22952851 |
| 9 | Stainless Steel | 70 | 150 | Die | 34.03 | −30.63700303 |
Table 4.
Response table for S/N ratio (smaller is better).
| LEVEL | Material | Blank Size | Temperature | Heating Technique |
|---|---|---|---|---|
| 1 | −16.86 | −18.98 | −24.04 | −23.08 |
| 2 | −24.32 | −23.23 | −23.24 | −22.50 |
| 3 | −26.53 | −25.50 | −20.43 | −22.14 |
| Delta | 9.68 | 6.52 | 3.61 | 0.94 |
| Rank | 1 | 2 | 3 | 4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Basril, M.A.M.; Azuddin, M.; Choudhury, I.A. The Effect of Elevated Temperature on the Drawability of a Circular Deep Drawn Metal Cup. Metals 2019, 9, 1303. https://doi.org/10.3390/met9121303
AMA Style
Basril MAM, Azuddin M, Choudhury IA. The Effect of Elevated Temperature on the Drawability of a Circular Deep Drawn Metal Cup. Metals. 2019; 9(12):1303. https://doi.org/10.3390/met9121303
Chicago/Turabian StyleBasril, M. A. M., M. Azuddin, and I. A. Choudhury. 2019. "The Effect of Elevated Temperature on the Drawability of a Circular Deep Drawn Metal Cup" Metals 9, no. 12: 1303. https://doi.org/10.3390/met9121303
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.