Processing of AISI H11 Tool Steel Powder Modified with Carbon Black Nanoparticles for the Additive Manufacturing of Forging Tools with Tailored Mechanical Properties by Means of Laser Metal Deposition (LMD)

Abstract
:
1. Introduction
2. System Technology, Materials and Experimental Procedure
2.1. Laser Metal Deposition (LMD) Setup
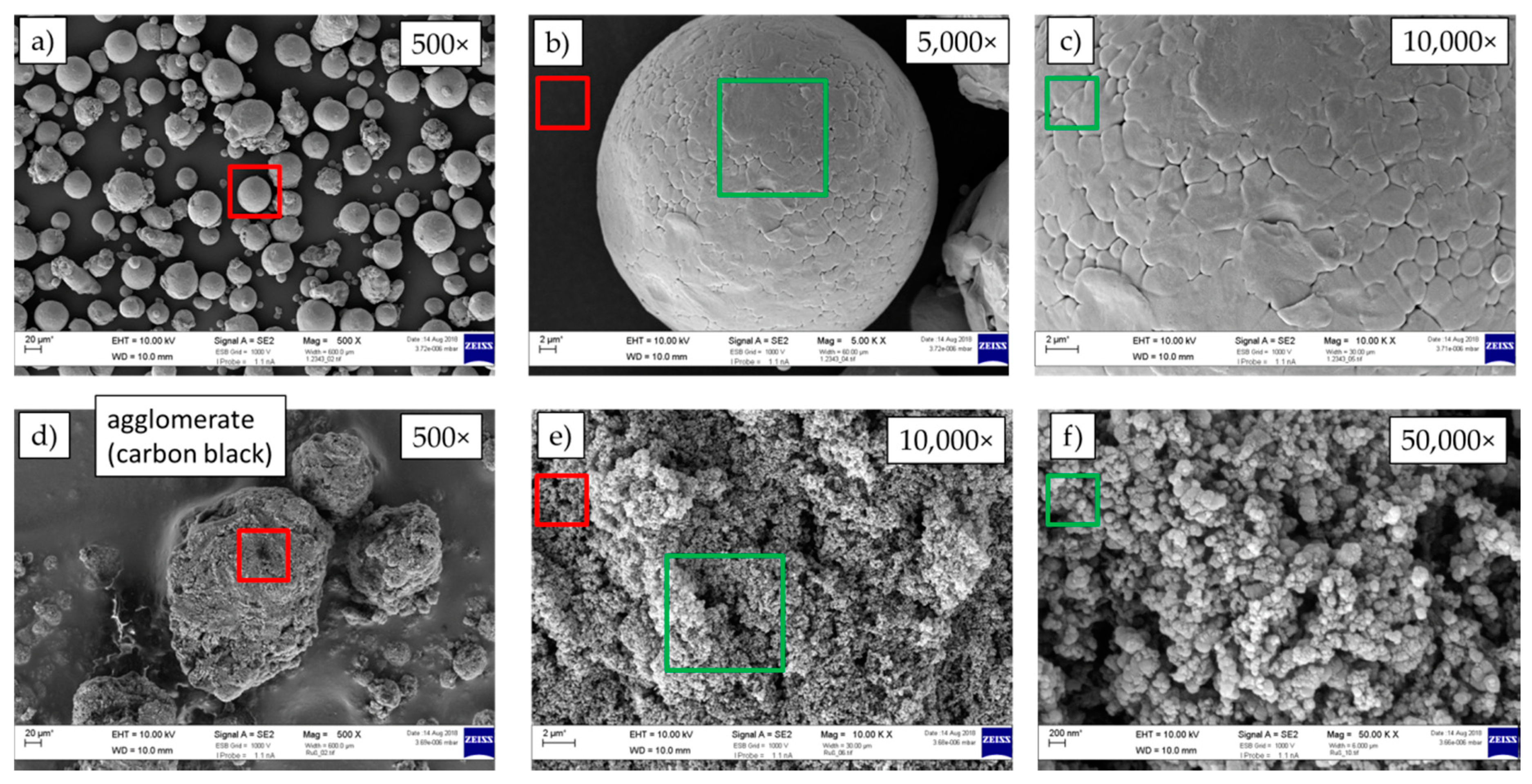
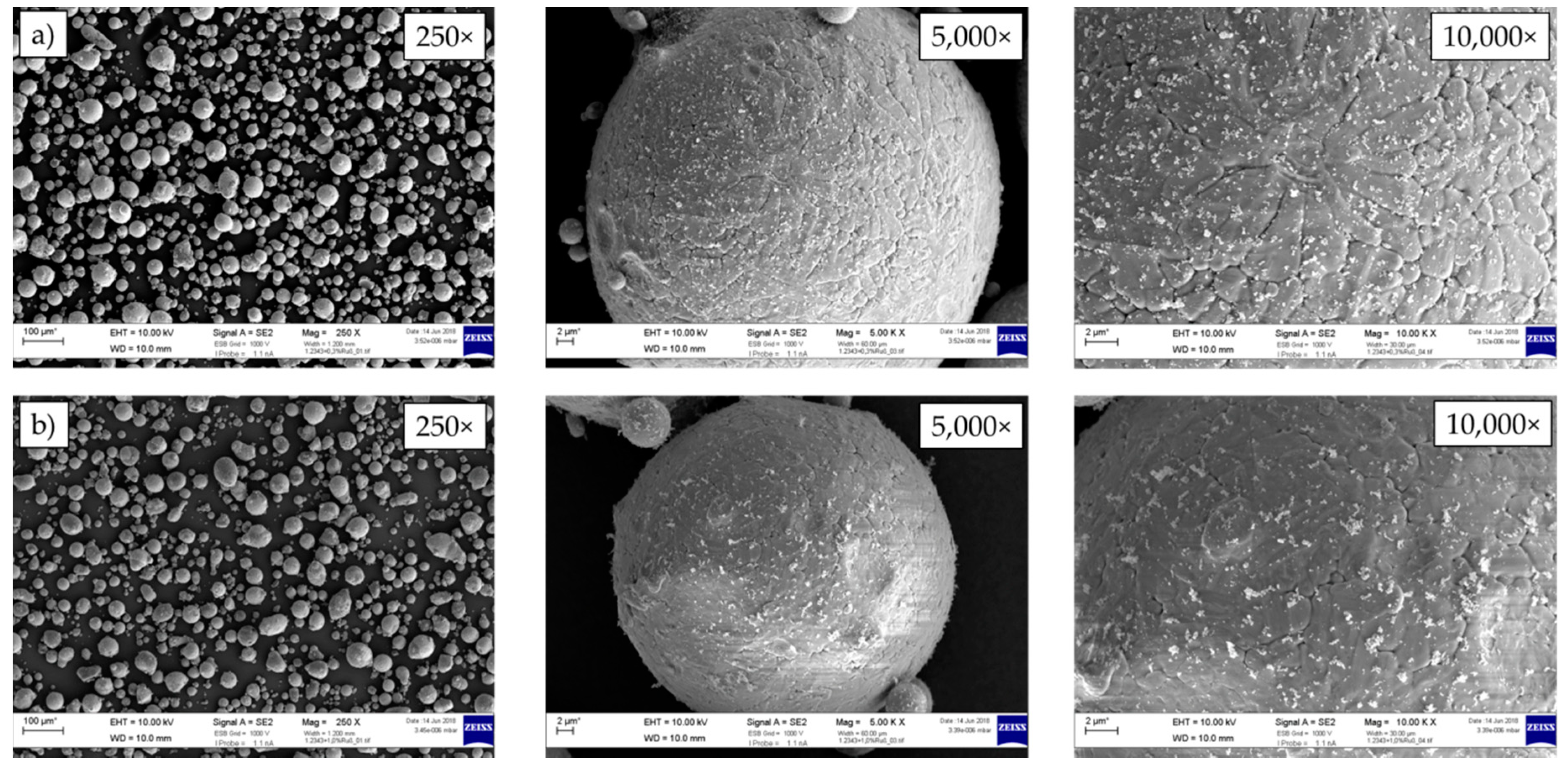
2.2. Materials, Material Preparation and Powder Properties
2.3. Experimental Procedure and Processing Parameters
3. Results and Discussion
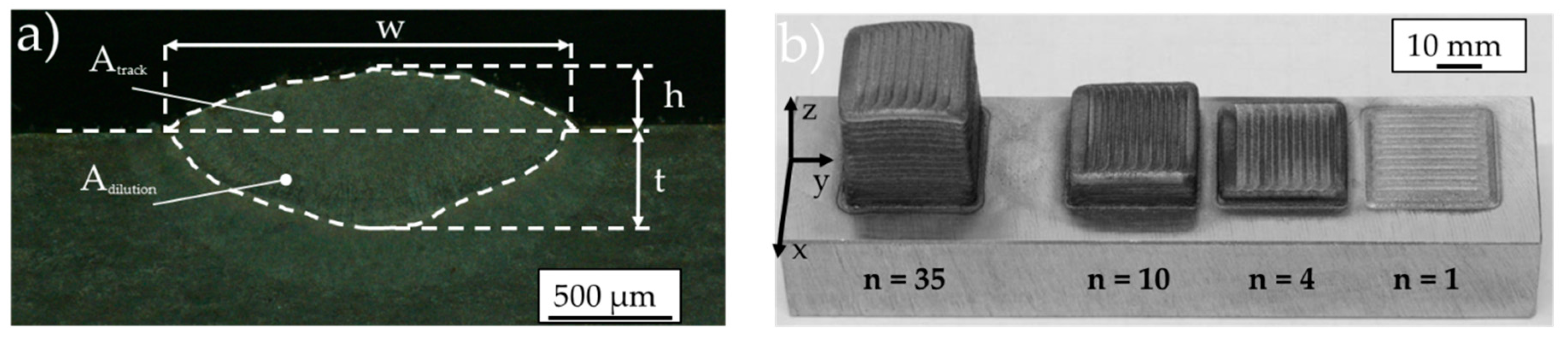
3.1. Influence of Nanoparticle Concentration on the Geometric Characteristics of Single Weld Tracks
3.2. Influence of Nanoparticle Concentration on Relative Density and Chemical Composition
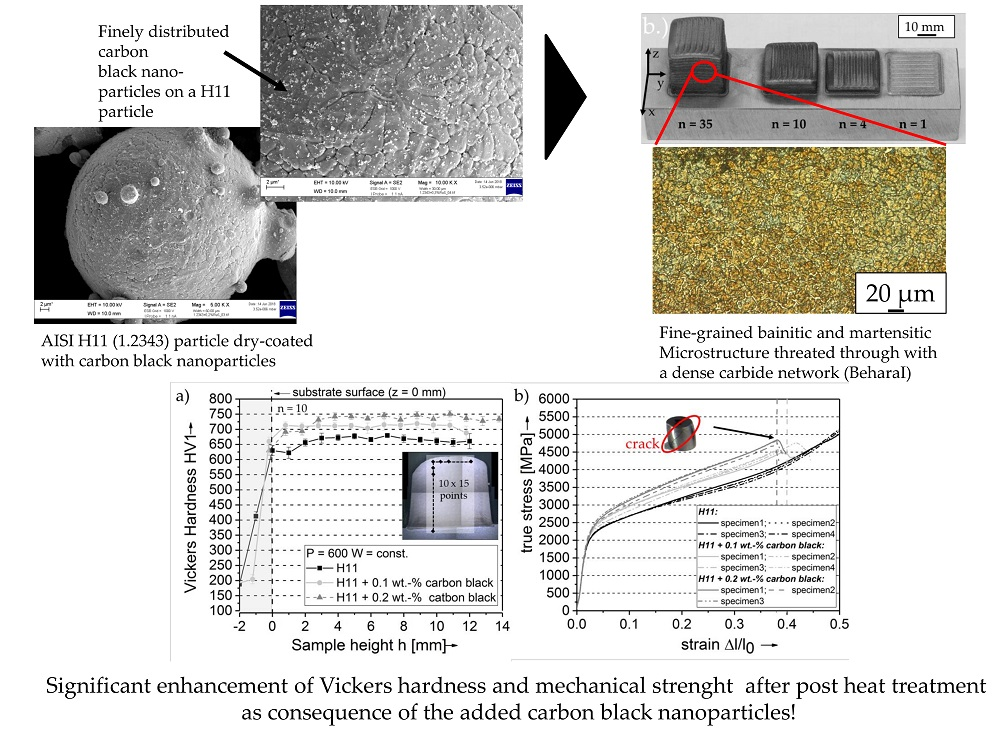
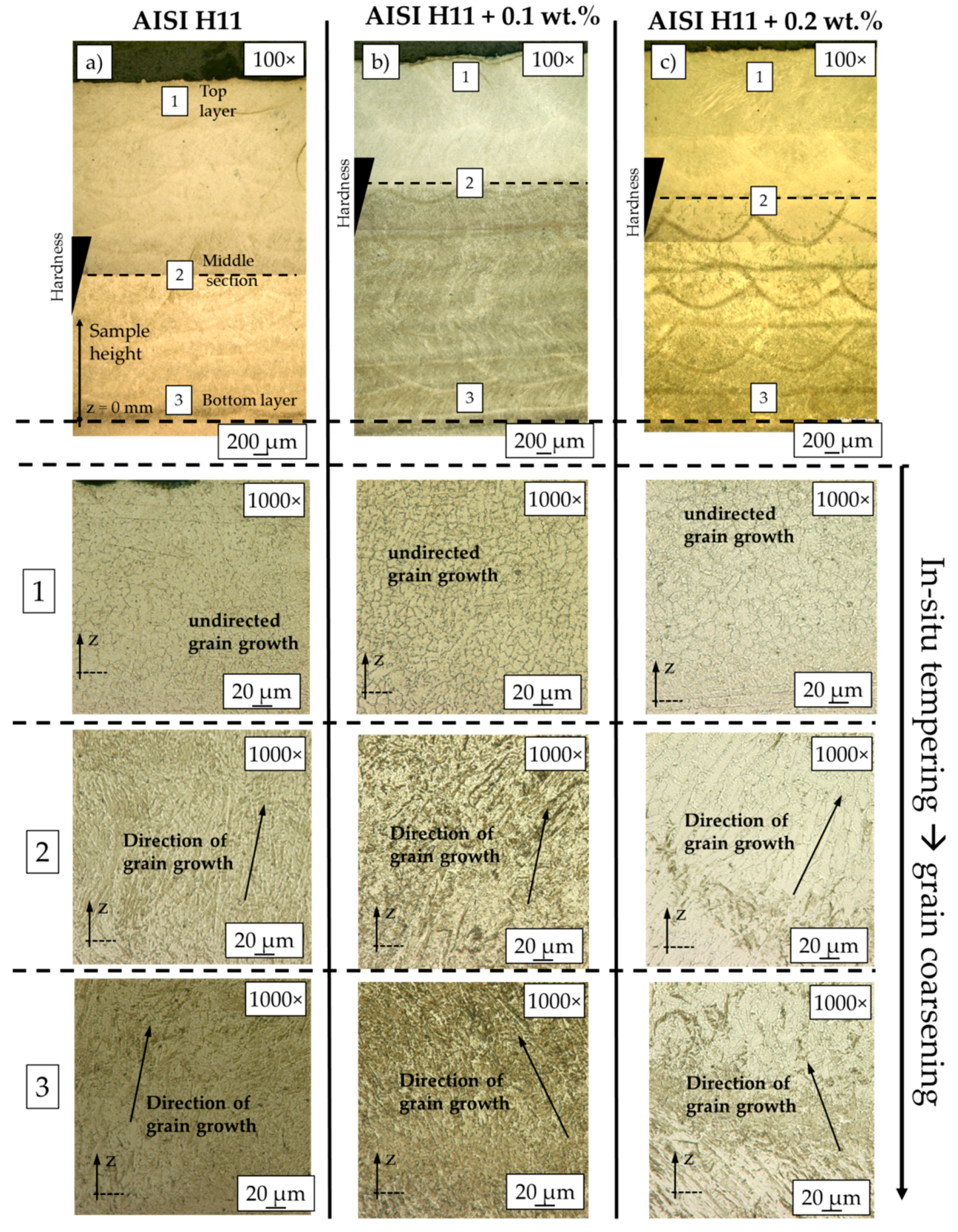
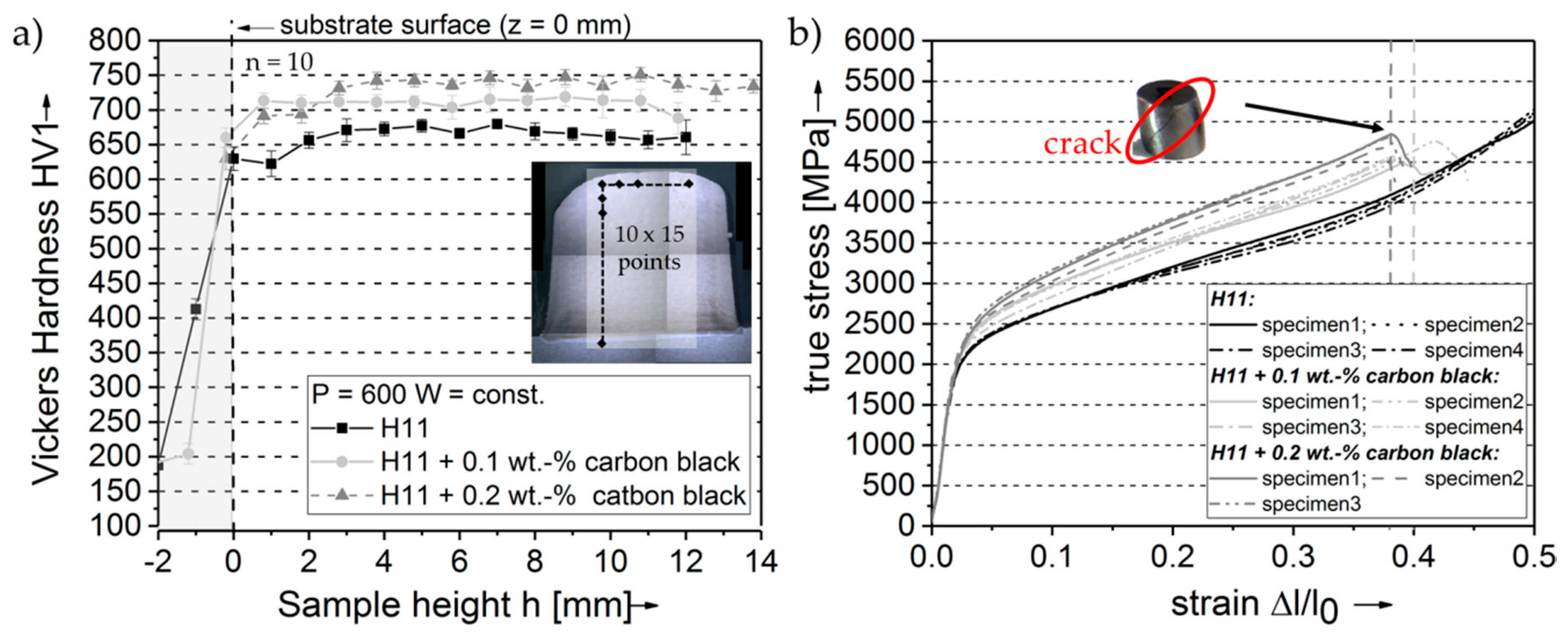
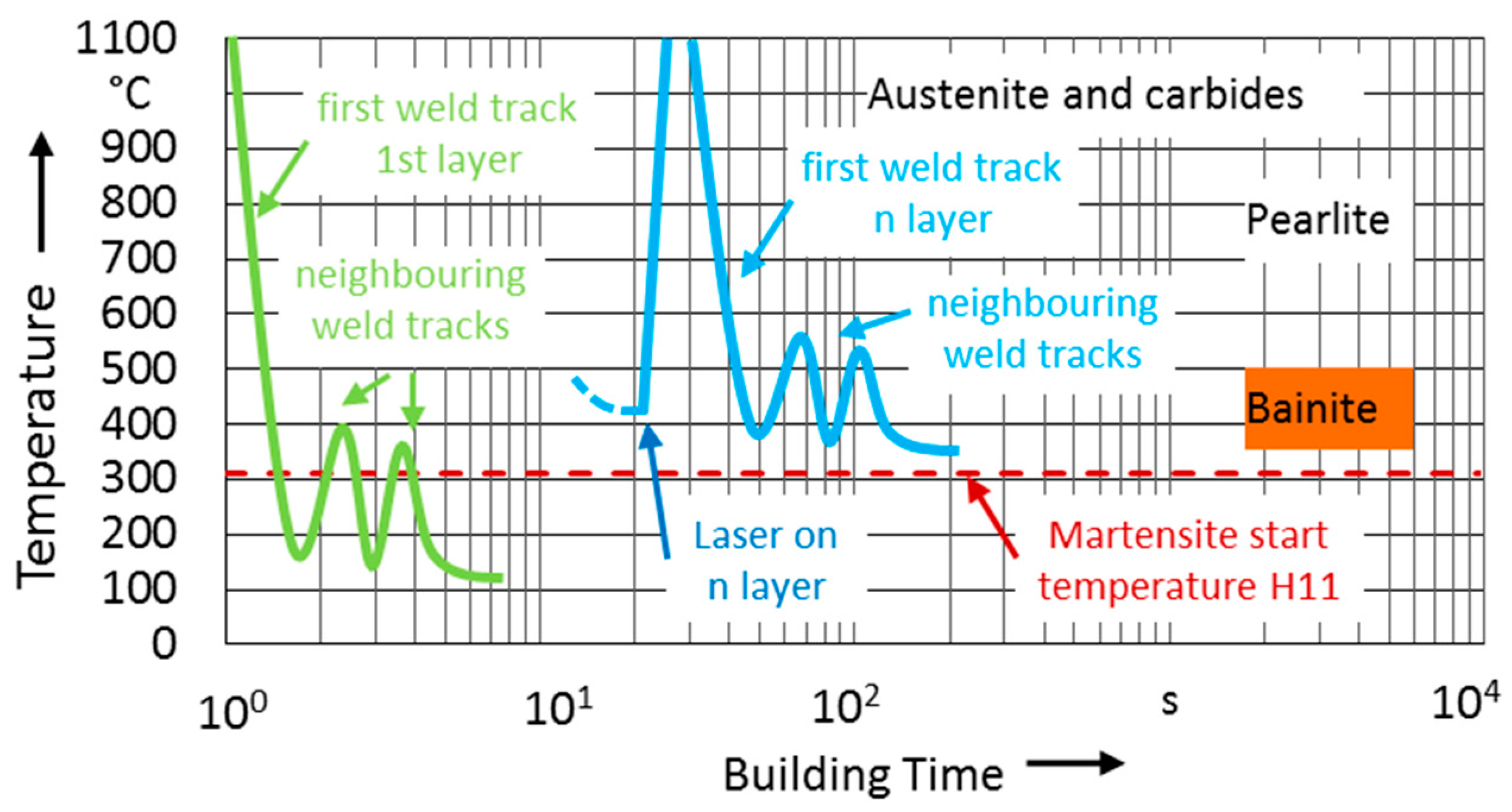
3.3. Influence of Nanoparticle Concentration on Microstructure and Hardness
3.4. Influence of the Nanoparticle Concentration on Compression Yield Strength and Ductility
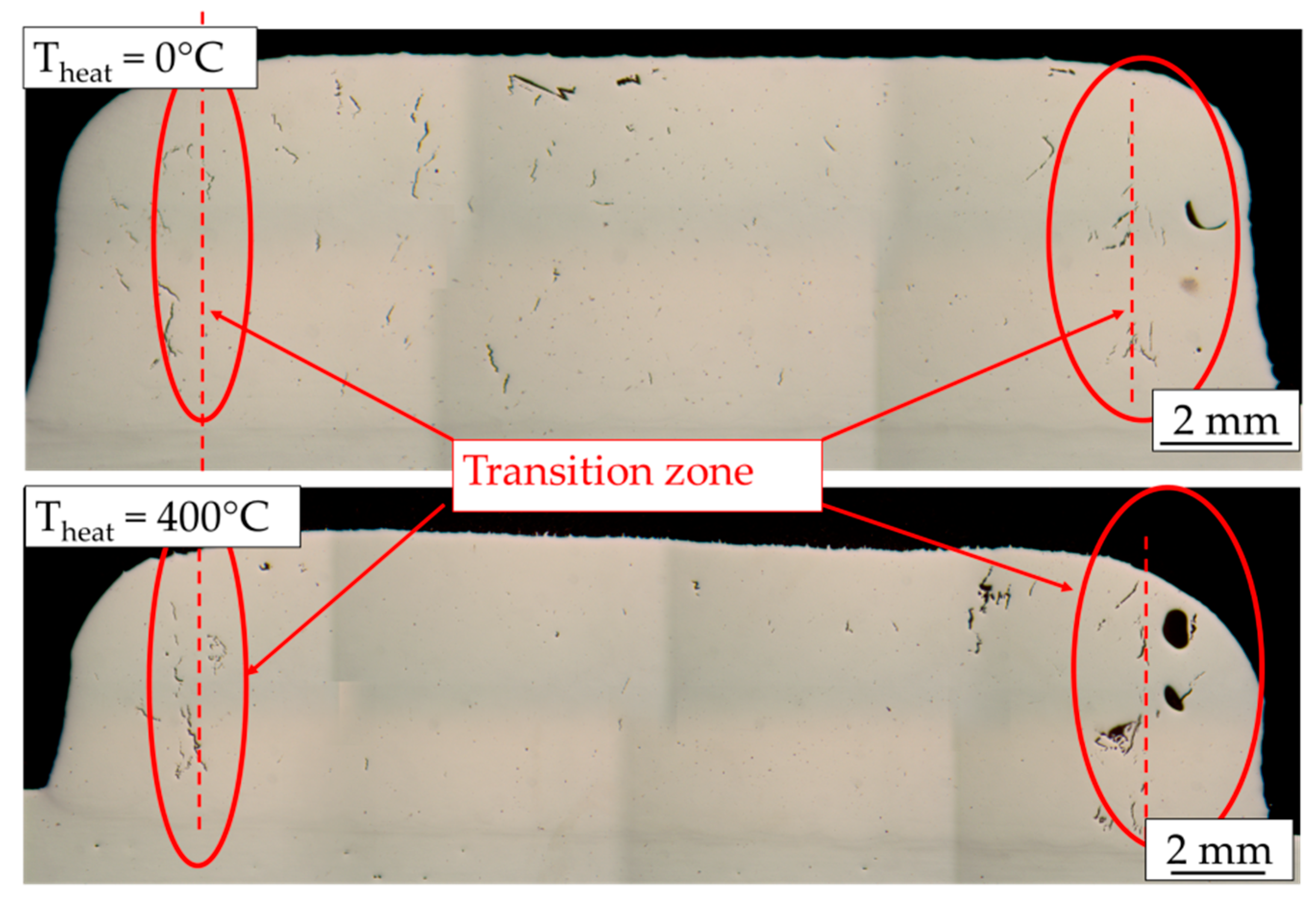
3.4.1. Influence of Post-Heat-Treatment on Microstructure and Hardness Distribution
3.4.2. Influence of the Nanoparticle Concentration on Compression Yield Strength and Ductility
3.5. Graded Structure with Layer-Specific Variable Hardness
4. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A




References
- Kelbassa, I. Qualifizieren des Laserstrahl-Auftragsschweißen von BLISKs aus Nickel-und Titanbasislegierungen, Dissertation; RWTH: Aachen, Germany, 2006; Available online: http://publications.rwth-aachen.de/record/60728/files/Kelbassa_Ingomar.pdf (accessed on 22 August 2018).
- Majumdar, J.D.; Manna, I. Laser-Assisted Fabrication of Materials; Springer Series in Material Science 161; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Weisheit, A.; Fuchs, E.; Bankowski, M.; Freyer, C. Multifunktionale Gradientenwerkstoffe für den Werkzeugbau; BMBF-Abschlussbericht: Aachen, Germany, 2006; p. 301. [Google Scholar]
- Toyserkani, E.; Khajepour, A.; Corbin, S. Laser Cladding; CRC Press: New York, NY, USA, 2005. [Google Scholar]
- Scheitler, C.; Hentschel, O.; Krebs, T.; Nagulin, K.; Schmidt, M. Laser metal deposition of NiTi shape memory alloy on Ti sheet metal: Influence of preheating on dissimilar build-up. J. Laser Appl. 2017, 29, 022309. [Google Scholar] [CrossRef] [Green Version]
- Mazumder, J.; Dutta, D.; Kikuchi, N. Closed-loop direct metal deposition. Opt. Lasers Eng. 2000, 34, 397–414. [Google Scholar] [CrossRef]
- Junker, D.; Hentschel, O.; Schmidt, M.; Merklein, M. Qualification of Laser Based Additive Production for Manufacturing of Forging Tools. In Proceedings of the 4th International Conference on New Forming Technology (ICNFT 2015), Glasgow, UK, 6–9 August 2015. [Google Scholar]
- Karg, M.; Hentschel, O.; Ahuja, B.; Junker, D.; Haßler, U.; Haimerl, A.; Arnet, H.; Merklein, M.; Schmidt, M. Comparison of process characteristics and resulting microstructures of maraging steel 1.2709 in Additive Manufacturing via Laser Metal Deposition and Laser Beam Melting in Powder Bed. In Proceedings of the 6th International Conference on Additive Technologies, Nürnberg, Germany, 29–30 November 2016. [Google Scholar]
- Schmidt, M.; Merklein, M.; Borell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Freiße, H.; Khazan, P.; Stroth, M.; Köhler, H. Properties of large 3D parts made From Stellite 21 through direct powder deposition. In Proceedings of the Laser in Manufacturing Conference, Munich, Germany, 22–25 June 2015. [Google Scholar]
- Junker, D.; Hentschel, O.; Schramme, R.; Schmidt, M.; Merklein, M. Performance of Hot Forging Tools built by Laser Metal Deposition of Hot Work Tool Steel X37CrMoV5-1. In Proceedings of the Laser in Manufacturing 311 Conference, Munich, Germany, 26–29 June 2017. [Google Scholar]
- Telasang, G.; Majumdar, J.D. Effect of laser parameters on microstructure and hardness of laser clad and tempered AISI H13 tool steel. Surf. Coat. Technol. 2014, 258, 1108–1118. [Google Scholar] [CrossRef]
- Hofmeister, W.; Griffith, M.; Ensz, M.; Smugeresky, J. Solidification in Direct Metal Deposition by LENS Processing; Laser Processing Overview. JOM 2001, 53, 30–34. [Google Scholar] [CrossRef]
- Hentschel, O.; Scheitler, C.; Fedorov, A.; Junker, D.; Gorunow, A.; Haimerl, A.; Merklein, M.; Schmidt, M. Experimental investigation of processing the high carbon cold-work tool steel 1.2358 by LMD for the additive manufacturing of cold forging tools. J. Laser Appl. 2017, 29, 022307. [Google Scholar] [CrossRef]
- Karg, M.; Ahuja, B.; Schmidt, J.; Winzer, B.; Wirth, K.E.; Peukert, W.; Schmidt, M. Laser Beam Melting in Powder Bed of nonspherical aluminium microparticles dry coated with metal nanoparticles. In Proceedings of the 6th International Conference on Additive Technologies, Nürnberg, Germany, 29–30 November 2016. [Google Scholar]
- Gu, D.; Wang, H.; Chang, F.; Dai, D.; Yuan, P.; Hagendorn, Y.C.; Meiners, W. Selective Laser Melting of TiC/AlSi10Mg Bulk-form Nanocomposites with Tailored Microstructures and Properties. Phys. Procedia 2014, 56, 108–116. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.; Mayer, J.; Schaedler, T.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nat. Int. J. Sci. Lett. 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Bischof, C.; Nitsch, G.; Scheitler, C.; Dressler, A.; Schmidt, M. Laser beam melting of water atomized iron base alloy FE-4800 WITH in-situ alloying of carbon nanoparticles. In Proceedings of the 17th Annual Conference of the Rapid Product Development Association of South Africa, Pretoria, South Africa, 2–4 November 2016. [Google Scholar]
- Gu, D.; Sainan, C.; Kaijie, L. Laser metal deposition manufacturing of TiC reinforced Inconel 625 composites: Influence of the additive TiC particle and its starting size. J. Manuf. Sci. Eng. 2016, 139, 041014. [Google Scholar] [CrossRef]
- Wegst, M.; Wegst, C. Stahlschlüssel—Key to Steel 2016: Nachschlagewerk Dt./Engl./Franz; Stahlschlüssel-Verlag: Marbach, Germany, 2013. [Google Scholar]
- Vander Voort, G.F. Matallography, Principles and Practice; ASM International: Materials Park, OH, USA, 1999; ISBN 978-0-87170-672-0. [Google Scholar]
- With, F.; Eisenbarth, D.; Wegener, K. Absorptivity measurements and heat source modeling to simulate laser cladding. Phys. Procedia 2016, 83, 1424–1434. [Google Scholar]
- Mayer, S.; Scheu, C.; Leitner, H.; Clemens, H.; Siller, I. Influence of the Cooling Rate on the Mechanical Properties of a Hot-work Tool Steel. Berg- und Hüttenmännische Monatshefte 2007, 152, 132–136. [Google Scholar] [CrossRef]
- Over, C. Generative Fertigung von Bauteilen aus Werkzeugstahl X38CrMoV5-1 und Titan TiAl6V4 mit “Selective Laser Melting”; RWTH Aachen: Aachen, Germany, 2003; ISBN 3-8322-2245-6. [Google Scholar]
- Jansen, S. Generative Fertigung von Konturnah Temperierten Werkzeugen Mittels Selective Laser Melting; RWTH Aachen: Aachen, Germany, 2014; ISBN 978-3-86359-183-0. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C (wt. %) | Si (wt. %) | Cr (wt. %) | Mo (wt.%) | V (wt. %) |
|---|---|---|---|---|---|
| AISI H11 powder | 0.35 | 0.98 | 5.16 | 1.29 | 0.47 |
| Substrate plates | 0.39 | 0.9 | 5.09 | 1.29 | 0.33 |
| Reference [20] | 0.33–0.41 | 0.9–1.2 | 4.8–5.5 | 1.1–1.4 | 0.25–0.5 |
| Laser Power P (W) | Powder Mass Flow | Feed Rate frate (mm/min) | Transport Gas | Protection Gas |
|---|---|---|---|---|
| 600–1000 | 2.7 ± 0.1; 3.7 ± 0.1 | 400 | 8 | 20 |
| Materials | P (W) | C (wt. %) | Cr (wt. %) | Mo (wt. %) | V (wt. %) |
|---|---|---|---|---|---|
| AISI H11 powder | - | 0.35 | 5.36 | 1.29 | 0.47 |
| AISI H11 | 600 | 0.34 ± 0.01 | 5.37 | 1.23 | 0.46 |
| 1000 | 0.33 ± 0.015 | 5.34 | 1.27 | 0.45 | |
| AISI H11 + 0.1 wt. % | 600 | 0.40 ± 0.01 | 5.31 | 1.24 | 0.44 |
| 1000 | 0.41 ± 0.02 | 5.35 | 1.26 | 0.42 | |
| AISI H11 + 0.2 wt. % | 600 | 0.47 ± 0.01 | 5.38 | 1.22 | 0.48 |
| 1000 | 0.46 ± 0.02 | 5.35 | 1.27 | 0.43 | |
| Reference AISI H11 [20] | - | 0.33–0.41 | 4.8–5.5 | 1.1–1.4 | 0.25–0.5 |
| Material | Yield Strength Y0.2% (MPa) | Stress Y30% (MPa) |
|---|---|---|
| AISI H11 (n = 4) | 1942 ± 12 | 3638 ± 48 |
| AISI H11 + 0.1 wt. % carbon black (n = 4) | 2116 ± 3 | 4023 ± 50 |
| AISI H11 + 0.2 wt. % carbon black (n = 3) | 2181 ± 32 | 4327 ± 49 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hentschel, O.; Siegel, L.; Scheitler, C.; Huber, F.; Junker, D.; Gorunow, A.; Schmidt, M. Processing of AISI H11 Tool Steel Powder Modified with Carbon Black Nanoparticles for the Additive Manufacturing of Forging Tools with Tailored Mechanical Properties by Means of Laser Metal Deposition (LMD). Metals 2018, 8, 659. https://doi.org/10.3390/met8090659
Hentschel O, Siegel L, Scheitler C, Huber F, Junker D, Gorunow A, Schmidt M. Processing of AISI H11 Tool Steel Powder Modified with Carbon Black Nanoparticles for the Additive Manufacturing of Forging Tools with Tailored Mechanical Properties by Means of Laser Metal Deposition (LMD). Metals. 2018; 8(9):659. https://doi.org/10.3390/met8090659
Chicago/Turabian StyleHentschel, Oliver, Laurids Siegel, Christian Scheitler, Florian Huber, Daniel Junker, Andrej Gorunow, and Michael Schmidt. 2018. "Processing of AISI H11 Tool Steel Powder Modified with Carbon Black Nanoparticles for the Additive Manufacturing of Forging Tools with Tailored Mechanical Properties by Means of Laser Metal Deposition (LMD)" Metals 8, no. 9: 659. https://doi.org/10.3390/met8090659