Dissimilar Materials Joining of Carbon Fiber Polymer to Dual Phase 980 by Friction Bit Joining, Adhesive Bonding, and Weldbonding

 , ,
, ,
Abstract
:1. Introduction
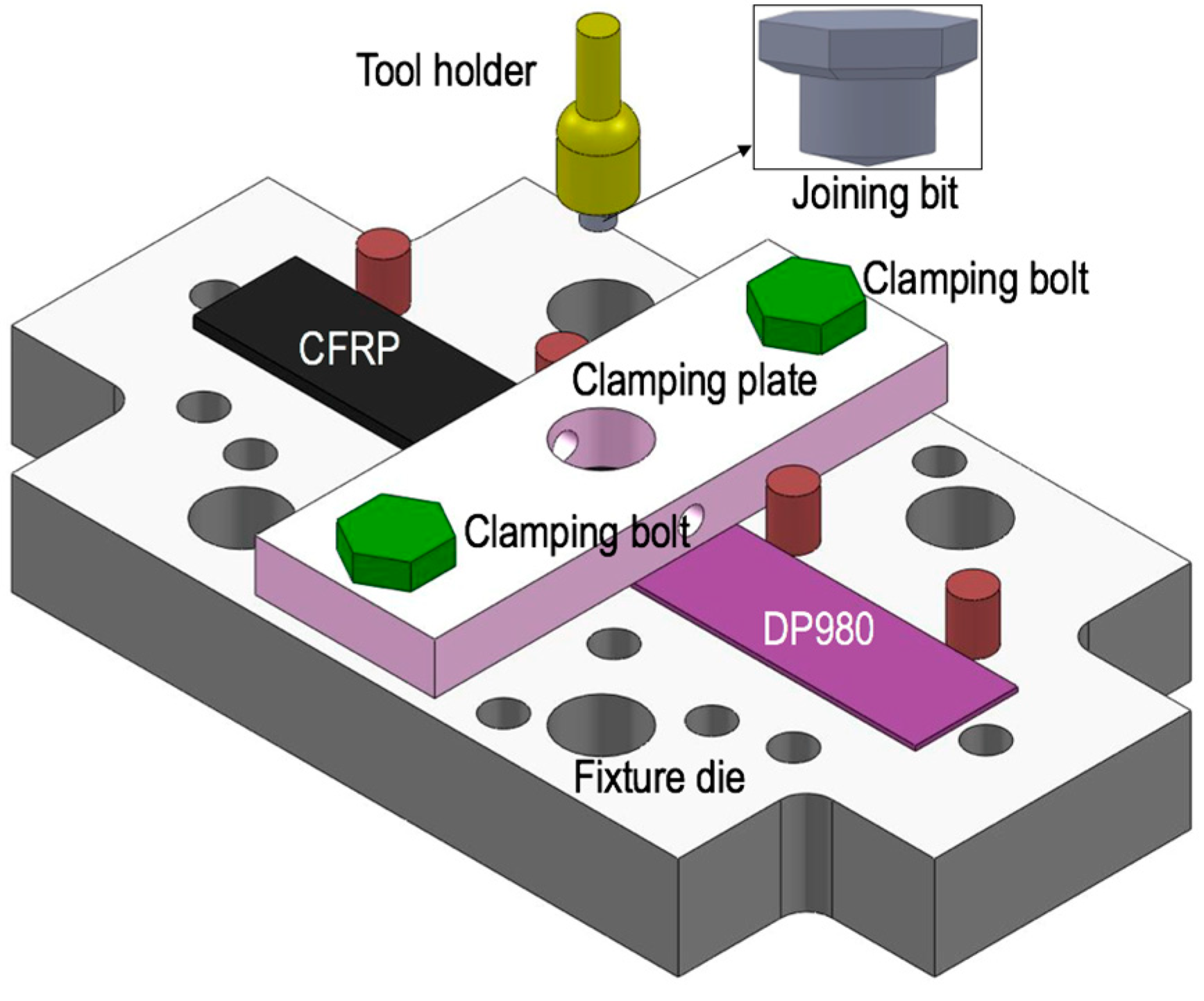
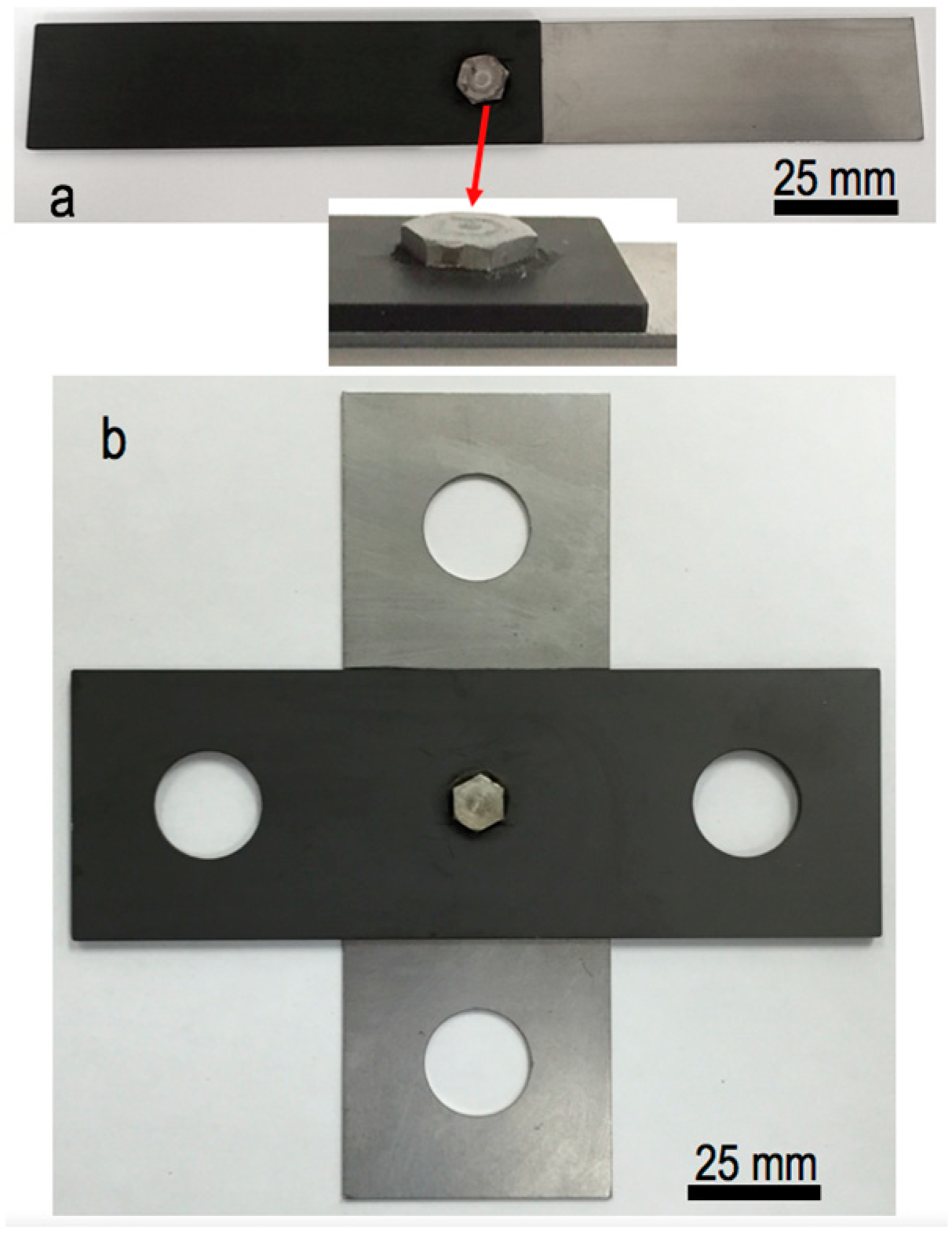
2. Materials and Methods
3. Results and Discussion
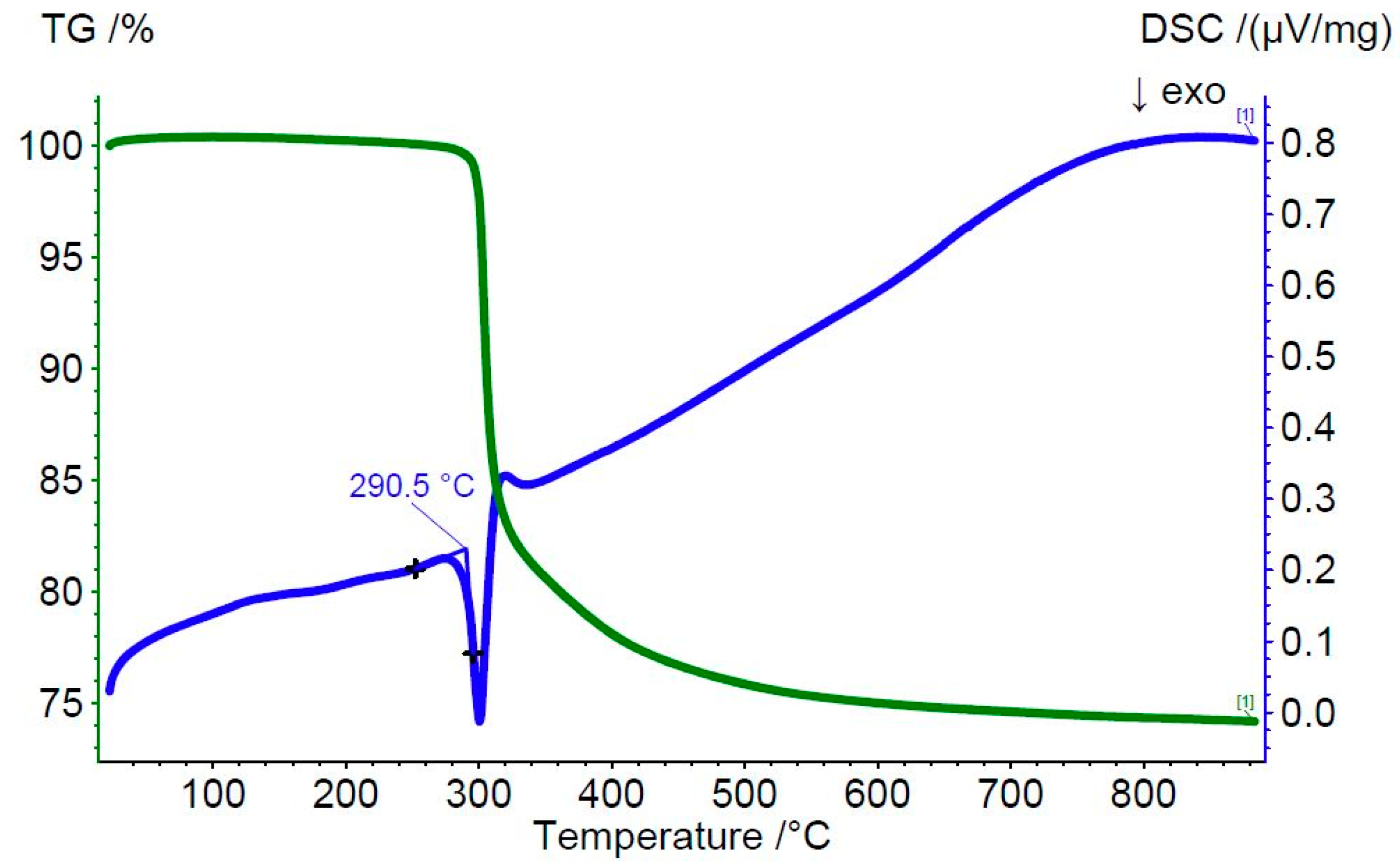
3.1. Thermogravimetry and Differential Scanning Calorimetry Measurements for the As-Received Carbon Fiber Composites
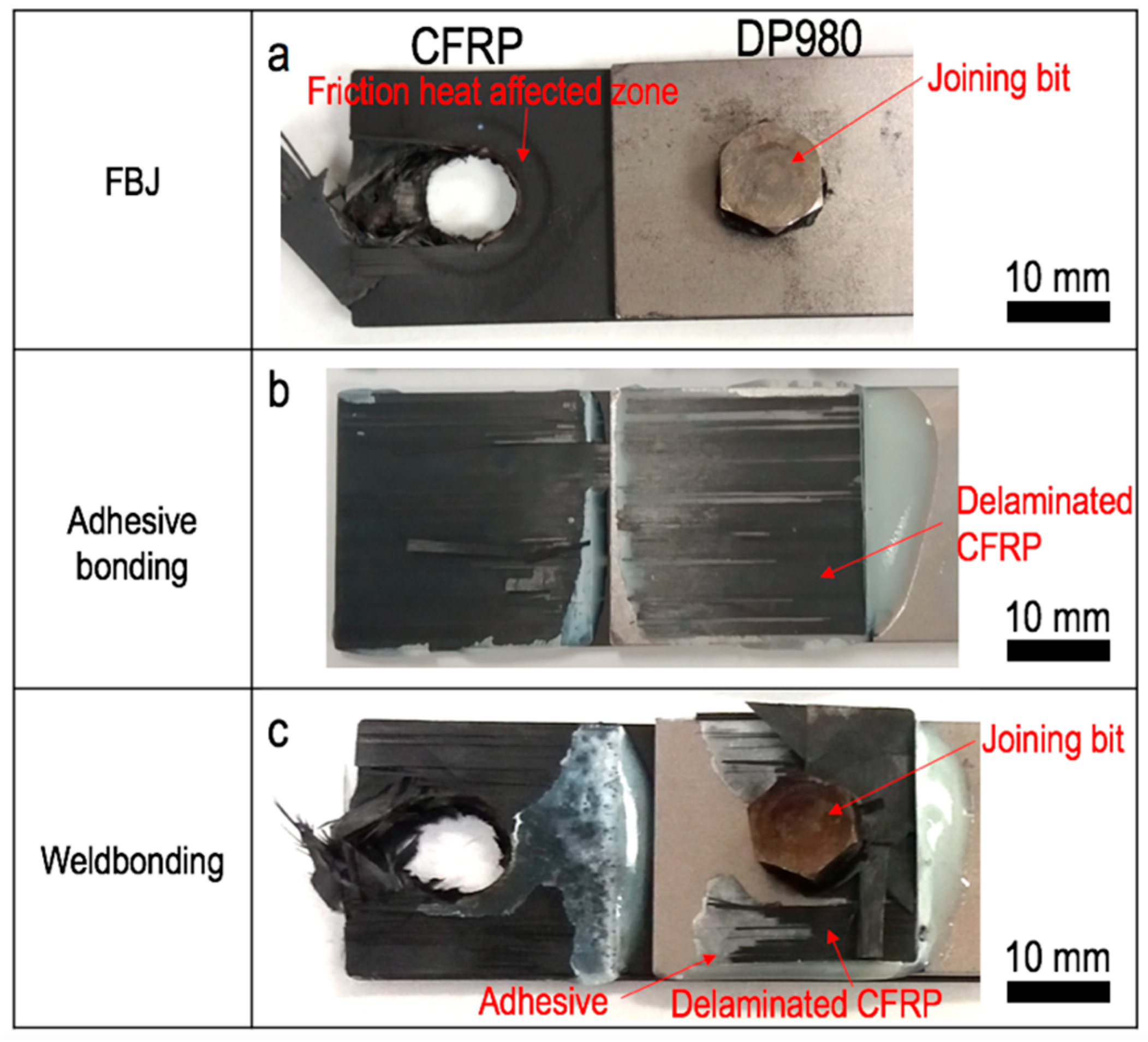
3.2. Lap Shear Tensile Testing and Fractorgraphy
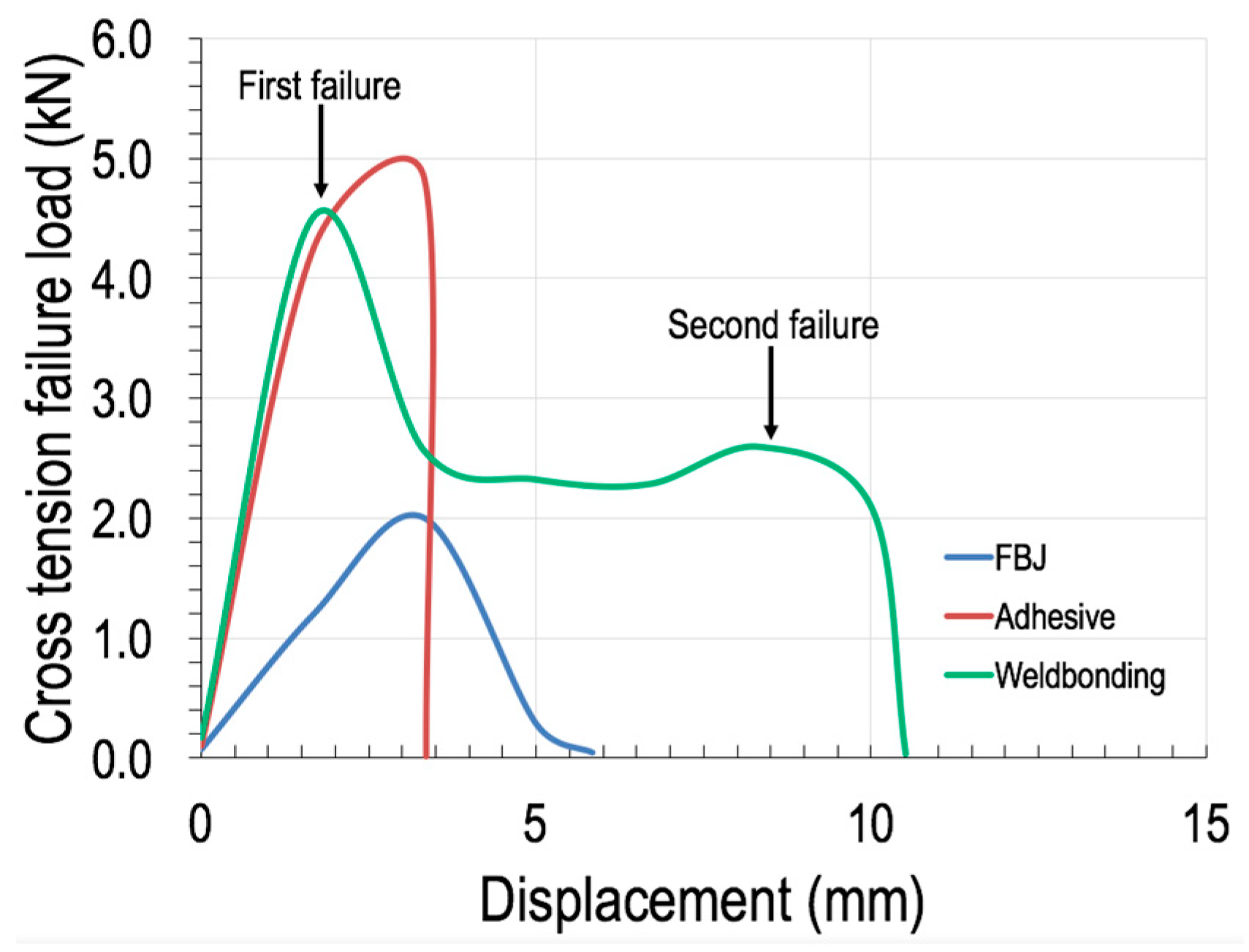
3.3. Cross Tension Testing and Fractorgraphy
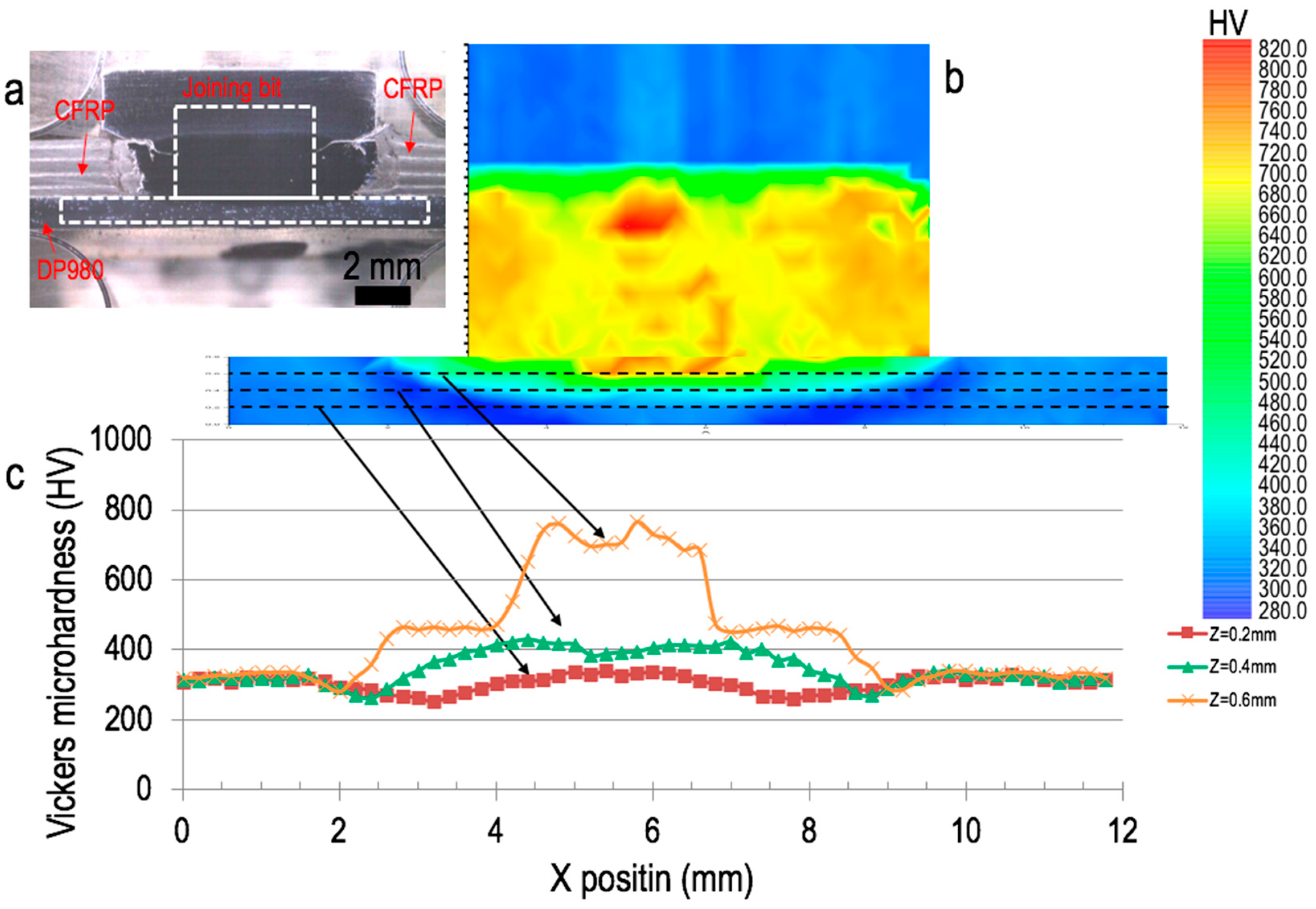
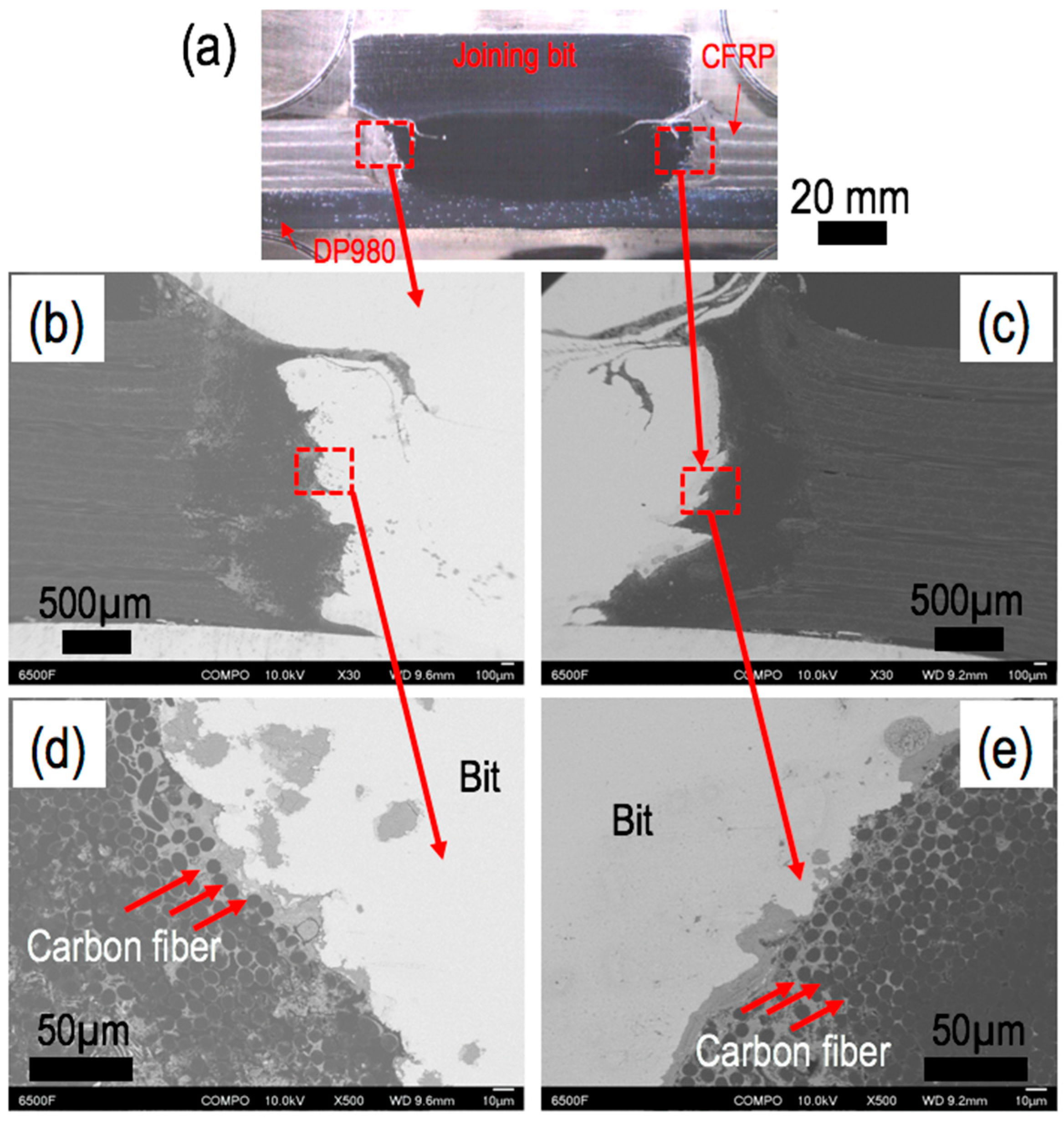
3.4. Cross Sectional Analysis of Firction Bit-Joined Specimen
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dilthey, U.; Stein, L. Multimaterial car body design: Challenge for welding and joining. Sci. Technol. Weld. Join. 2006, 11, 135–141. [Google Scholar] [CrossRef]
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and highly productive joining technologies for multi-material lightweight car body structures. J. Mater. Eng. Perf. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Adam, H. Carbon fibre in automotive applications. Mater. Des. 1997, 18, 349–355. [Google Scholar] [CrossRef]
- Edwards, K.L. An overview of the technology of fibre-reinforced plastics for design purpose. Mater. Des. 1998, 19, 1–10. [Google Scholar] [CrossRef]
- Bhagavathi, L.R.; Chaudhari, G.P.; Nath, S.K. Mechanical and corrosion behavior of plain low carbon dual-phase steels. Mater. Des. 2011, 32, 433–440. [Google Scholar] [CrossRef]
- Mintz, B. Hot dip galvanising of transformation induced plasticity and other intercritically annealed steels. Int. Mater. Rev. 2001, 46, 169–197. [Google Scholar] [CrossRef]
- Jung, K.W.; Kawahito, Y.; Katayama, S. Laser direct joining of carbon fibre reinforced plastic to stainless steel. Sci. Technol. Weld. Join. 2011, 16, 676–680. [Google Scholar] [CrossRef]
- Jung, K.W.; Kawahito, Y.; Takahashi, M.; Katayama, S. Laser direct joining of carbon fiber reinforced plastic to zinc-coated steel. Mater. Des. 2013, 47, 179–188. [Google Scholar] [CrossRef]
- Min, J.; Li, Y.; Li, J.; Carlson, B.E.; Lin, J. Friction stir blind riveting of carbon fiber-reinforced polymer composite and aluminum alloy sheets. Int. J. Adv. Manuf. Technol. 2015, 76, 1403–1410. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Bueno, C.; dos Santos, J.F.; Huber, N.; Hage, E., Jr. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater. Sci. Eng. A 2011, 528, 3841–3848. [Google Scholar] [CrossRef] [Green Version]
- Goushegir, S.M.; dos Santos, J.F.; Amancio-Filho, S.T. Friction spot joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: Microstructure and mechanical performance. Mater. Des. 2014, 54, 196–206. [Google Scholar] [CrossRef]
- Esteves, J.V.; Goushegir, S.M.; dos Santos, J.F.; Canto, L.B.; Hage, E., Jr.; Amancio-Filho, S.T. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly(phenylene sulfide): Effects of process parameters on the microstructure and mechanical strength. Mater. Des. 2015, 66, 437–445. [Google Scholar] [CrossRef] [Green Version]
- Balle, F.; Wagner, G.; Eifler, D. Ultrasonic metal welding of aluminium sheets to carbon fibre reinforced thermoplastic composites. Adv. Eng. Mater. 2009, 11, 35–39. [Google Scholar] [CrossRef]
- Anyfantis, K.N.; Tsouvalis, N. Loading and fracture response of CFRP-to-steel adhesively bonded joints with thick adherents—Part I: Experiment. Compos. Struct. 2013, 96, 850–857. [Google Scholar] [CrossRef]
- Liu, F.C.; Liao, J.; Gao, Y.; Nakata, K. Effect of plasma electrolytic oxidation coating on joining metal to plastic. Sci. Technol. Weld. Join. 2015, 20, 291–296. [Google Scholar] [CrossRef]
- Nagatsuka, K.; Yoshida, S.; Tsuchiya, A.; Nakata, K. Direct joining of carbon-fiber-reinforced plastic to an aluminum alloy using friction lap joining. Compos. B 2015, 73, 82–88. [Google Scholar] [CrossRef]
- Abibe, A.B.; Sonego, M.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. On the feasibility of a friction-based staking joining method for polymer-metal hybrid structures. Mater. Des. 2016, 92, 632–642. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, S. Self-piercing riveting of aluminum alloy and thermoplastic composites. J. Compos. Mater. 2014, 49, 1493–1502. [Google Scholar] [CrossRef]
- Haque, R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: A review. Arch. Civ. Mech. Eng. 2018, 18, 83–93. [Google Scholar] [CrossRef]
- Kelly, G. Load transfer in hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2005, 69, 35–43. [Google Scholar] [CrossRef]
- Kolesnikov, B.; Herbeck, L.; Fink, A. CFRP/titanium hybrid material for improving composite bolted joints. Compos. Struct. 2008, 83, 368–380. [Google Scholar] [CrossRef]
- Chowdhury, N.; Chiu, W.K.; Wang, J.; Chang, P. Static and fatigue testing thin riveted, bonded and hybrid carbon fiber double lap joints used in aircraft structures. Compos. Struct. 2015, 121, 315–323. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, C.J.; Lee, K.-H.; Lee, J.-M.; Kim, B.-M.; Ko, D.C. Influence of tool shape on hole clinching for carbon fiber-reinforced plastics and SPRC440. Adv. Mech. Eng. 2014, 6, 810864. [Google Scholar] [CrossRef]
- Wagner, J.; Wilhelm, M.; Baier, H.; Fussel, U.; Richter, T. Experimental analysis of damage propagation in riveted CFRP-steel structures by thermal loads. Int. J. Adv. Manuf. Technol. 2014, 75, 1103–1113. [Google Scholar] [CrossRef]
- Sun, X.; Khaleel, M.A. Strength estimation of self-piercing rivets using lower bound limit load analysis. Sci. Technol. Weld. Join. 2005, 10, 624–635. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T.; Mori, K. Self-pierce riveting of three high strength steel and aluminum alloy sheets. J. Mater. Forum 2008, 1, 1271–1274. [Google Scholar] [CrossRef]
- Lee, C.-J.; Kim, J.-Y.; Lee, S.-K.; Ko, D.-C.; Kim, B.-M. Parametric study on mechanical clinching process for joining aluminum alloy and high-strength steel sheets. J. Mech. Sci. Technol. 2010, 24, 123–126. [Google Scholar] [CrossRef]
- Xiao, G.Z.; Shanahan, M.E.R. Water absorption and desorption in an epoxy resin with degradation. J. Polym. Sci. B 1997, 35, 2659. [Google Scholar] [CrossRef]
- Squires, L.; Lim, Y.C.; Miles, M.; Feng, Z. Mechanical properties of dissimilar metal joints composed of DP 980 steel and AA 7075-T6. Sci. Technol. Weld. Join. 2015, 20, 242–248. [Google Scholar] [CrossRef]
- Miles, M.P.; Kohkonen, K.; Packer, S.; Steel, R.; Siemssen, B.; Sato, Y.S. Solid state spot joining of sheet materials using consumable bit. Sci. Technol. Weld. Join. 2009, 14, 72–77. [Google Scholar] [CrossRef]
- Huang, T.; Sato, Y.S.; Kokawa, H.; Miles, M.P.; Kohkonen, K.; Siemssen, B.; Steel, R.J.; Packer, S. Microstructural evolution of DP980 steel during friction bit joining. Metall. Mater. Trans. A 2009, 40A, 2994–3000. [Google Scholar] [CrossRef]
- Di Franco, G.; Fratini, L.; Pasta, A. Analysis of the mechanical performance of hybrid (SPR/bonded) single-lap joints between CFRP panels and aluminum blanks. Int. J. Adhes. Adhes. 2013, 41, 24–32. [Google Scholar] [CrossRef]
- LeBozec, N.; LeGac, A.; Thierry, D. Corrosion performance and mechanical properties of joined automotive materials. Mater. Corros. 2012, 63, 408–415. [Google Scholar] [CrossRef]
- Lim, Y.C.; Squires, L.; Pan, T.-Y.; Miles, M.; Song, G.-L.; Wang, Y.; Feng, Z. Study of mechanical joint strength of aluminum alloy 7075-T6 and dual phase steel 980 welded by friction bit joining and weld-bonding under corrosion medium. Mater. Des. 2015, 69, 37–43. [Google Scholar] [CrossRef] [Green Version]
- Lim, Y.C.; Squires, L.; Pan, T.-Y.; Miles, M.; Kuem, J.K.; Song, G.-L.; Wang, Y.; Feng, Z. Corrosion behaviour of friction-bit-joined and weld-bonded AA7075-T6/galvannealed DP980. Sci. Technol. Weld. Join. 2017, 22, 455–464. [Google Scholar] [CrossRef]
- Balle, F.; Eifler, D. Statistical test planning for ultrasonic welding of dissimilar materials using the example of aluminum–carbon fiber reinforced polymers (CFRP) joints. Materialwiss. Werkstofftech. 2012, 43, 286–292. [Google Scholar] [CrossRef]
- Mallick, P.K. Fiber-Reinforcd Composites; Marcel Dekker Inc.: New York, NY, USA, 1993. [Google Scholar]
- Altmeyer, J.; Suhuddin, U.F.H.; dos Santos, J.F.; Amancio-Filho, S.T. Microstructure and mechanical performance of metal-composite hybrid joints produced by FricRiveting. Compos. Part B 2005, 81, 130–140. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, G.-L. Microwave absorption properties of carbon nanotubes-epoxy composites in a frequency range of 2-20 GHz. Open J. Compos. Mater. 2013, 3, 17–23. [Google Scholar] [CrossRef]
- Mathew, J.; Goswami, G.L.; Ramakrishnan, N.; Naik, N.K. Parametric studies on pulsed Nd:YAG laser cutting of carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 1999, 89–90, 198–203. [Google Scholar] [CrossRef]
- Wrobel, G.; Rdzawski, Z.; Muzia, G.; Pawlak, S. Determination of thermal diffusivity of carbon/epoxy composites with different fiber content using transient thermography. J. Achiev. Mater. Manuf. Eng. 2009, 37, 518–525. [Google Scholar]
- Liu, F.; Yin, M.; Xiong, B.; Zheng, F.; Mao, W.; Chen, Z.; He, C.; Zhao, X.; Fang, P. Evolution of microstructure of epoxy coating during UV degradation progress studied by slow positron annihilation spectroscopy and electrochemical impedance spectroscopy. Electrochim. Acta 2014, 133, 283–293. [Google Scholar] [CrossRef]
- Cecen, V.; Seki, Y.; Sarikanat, M.; Tavman, I.H. FTIR and SEM analysis of polyester- and epoxy-based composites manufactured by VARTM process. J. Appl. Polym. Sci. 2008, 108, 2163–2170. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Diameter (μm) | Density (kg/m3) | Carbon Fiber Weight (g/m2) | Tensile Strength (MPa) | Tensile Modulus (GPa) |
|---|---|---|---|---|---|
| 24 ton, 12 K | 6–8 | 1740–1900 | 150 | 2250 | 127 |
| Element | C | Mn | Si | Cr | S | P | Ni | B | Mo | V | N | Cu | Cb | Nb | Sn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DP980 | 0.113 | 2.147 | 0.965 | 0.380 | 0.003 | 0.014 | 0.01 | 0.0004 | 0.05 | – | 0.004 | 0.01 | – | 0.002 | 0.001 | 0.003 | 0.038 |
| AISI 4140 | 0.42 | 0.84 | 0.25 | 0.99 | 0.02 | 0.017 | 0.16 | – | 0.16 | 0.003 | – | 0.003 | 0.003 | – | – | – | 0.021 |
| Material | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| DP980 | 703 | 1009 | 16 |
| AISI 4140 | 906 | 1010 | 18 |
| Plunge Speed (rev·min−1) | Plunge Feed Rate (mm·min−1) | Joining Speed (rev·min−1) | Joining Feed Rate (mm·min−1) |
|---|---|---|---|
| 2000 | 171.5 | 2100 | 171.5 |
| Joining Process | Polymer/Metal (Thickness, mm) | Maximum Lap Shear Failure Load (kN) | Maximum Lap Shear Strength (MPa) | Joining Cycle Time (s) | Reference |
|---|---|---|---|---|---|
| Friction bit joining | CFRP (2.0)/DP980 (1.2) | 6.4 | 186 | 1.51 | Present |
| Adhesive bonding | CFRP (2.0)/DP980 (1.2) | 17 | 27.3 | Nonapplicable | Present |
| Weld bonding (FBJ + adhesive) | CFRP (2.0)/DP980 (1.2) | 14 | 22.5 | Nonapplicable | Present |
| Laser welding | CFRP-PA6 (3.0)/Galvanized steel (0.7) | 3.3 | Nonapplicable | 1.54 | [8] |
| Friction stir blind riveting | CFRP-PA6/6T-CF30 (3.0)/AA6111 (0.9) | 3.4 | Nonapplicable | 3.9 | [9] |
| Friction stir refill welding | CFRP-PPS (2.1)/Mg AZ31B-O (2.0) | 2.13 | 21.8 | 8 | [10] |
| Friction stir refill welding | CFRP-PPS (2.17)/AA2024-T3 (2.0) | 1.28 ± 0.18 | 27 ± 2.8 | 4.8 | [11] |
| Friction stir refill welding | CFRP-PPS (2.17)/AA6181-T4 (1.5) | 3.52 ± 0.53 (double lap shear) | Nonapplicable | 6 | [12] |
| Ultrasonic welding | CFRP-PA66 (2.0)/AA5754 (1.0) | 2.46 | 25 | Nonapplicable | [13] |
| Adhesive bonding | CFRP (8.0 mm)/Marine grade steel (8.0 mm) | 8.5 | 14.1 | Nonapplicable | [14] |
| Friction lap welding | PE (2.0)/Mg alloy (2.0) | Nonapplicable | 4.67 (surface treatment) | 11.25 | [15] |
| Friction lap welding | CFRP-PA6 (3.0)/AA5052 (2.0) | 2.9 (surface treatment) | 12.8 (surface treatment) | 5.63 | [16] |
| Friction-based injection clinching joining | PEI (6.35)/AA6082 (2.0) | 1.42 ± 0.43 | 17.4 | 7.5 | [17] |
| Self-pierce riveting | CFRP-PA6 (3.0)/AA5754 (2.0) | 2.5 | Nonapplicable | Nonapplicable | [18] |
| Self-pierce riveting | CFRP: Angle ply (1.5)/AA2024-T6 (2.7) | 3.8 | Nonapplicable | 2 | [32] |
| Adhesive bonding | CFRP: Angle ply (1.5)/AA2024-T6 (2.7) | 4.99 (heat treat) 3.84 (untreated) | Nonapplicable | Nonapplicable | [32] |
| Hybrid (SPR + adhesive) | CFRP: Angle ply (1.5)/AA2024-T6 (2.7) | 5.85 (heat treat) 5.0 (untreated) | Nonapplicable | Nonapplicable | [32] |
| Hole clinching | CFRP (1.2 mm)/SPRC440 (1.6 mm) | 3.36 | Nonapplicable | Nonapplicable | [23] |
| Joining Process | Peak Failure Load (kN) | Absorption Energy (J) | Displacement at Failure (mm) |
|---|---|---|---|
| FBJ | 2 | 5.76 | 5.84 |
| Adhesive bonding | 4.82 | 11.19 | 3.35 |
| Weld bonding | 4.51 (1st peak) 2.59 (2nd peak) | 26.19 | 10.52 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lim, Y.C.; Park, H.; Jang, J.; McMurray, J.W.; Lokitz, B.S.; Keum, J.K.; Wu, Z.; Feng, Z. Dissimilar Materials Joining of Carbon Fiber Polymer to Dual Phase 980 by Friction Bit Joining, Adhesive Bonding, and Weldbonding. Metals 2018, 8, 865. https://doi.org/10.3390/met8110865
Lim YC, Park H, Jang J, McMurray JW, Lokitz BS, Keum JK, Wu Z, Feng Z. Dissimilar Materials Joining of Carbon Fiber Polymer to Dual Phase 980 by Friction Bit Joining, Adhesive Bonding, and Weldbonding. Metals. 2018; 8(11):865. https://doi.org/10.3390/met8110865
Chicago/Turabian StyleLim, Yong Chae, Hoonmo Park, Junho Jang, Jake W. McMurray, Bradly S. Lokitz, Jong Kahk Keum, Zhenggang Wu, and Zhili Feng. 2018. "Dissimilar Materials Joining of Carbon Fiber Polymer to Dual Phase 980 by Friction Bit Joining, Adhesive Bonding, and Weldbonding" Metals 8, no. 11: 865. https://doi.org/10.3390/met8110865