
The Effects of Pulse Parameters on Weld Geometry and Microstructure of a Pulsed Laser Welding Ni-Base Alloy Thin Sheet with Filler Wire

Abstract
:1. Introduction
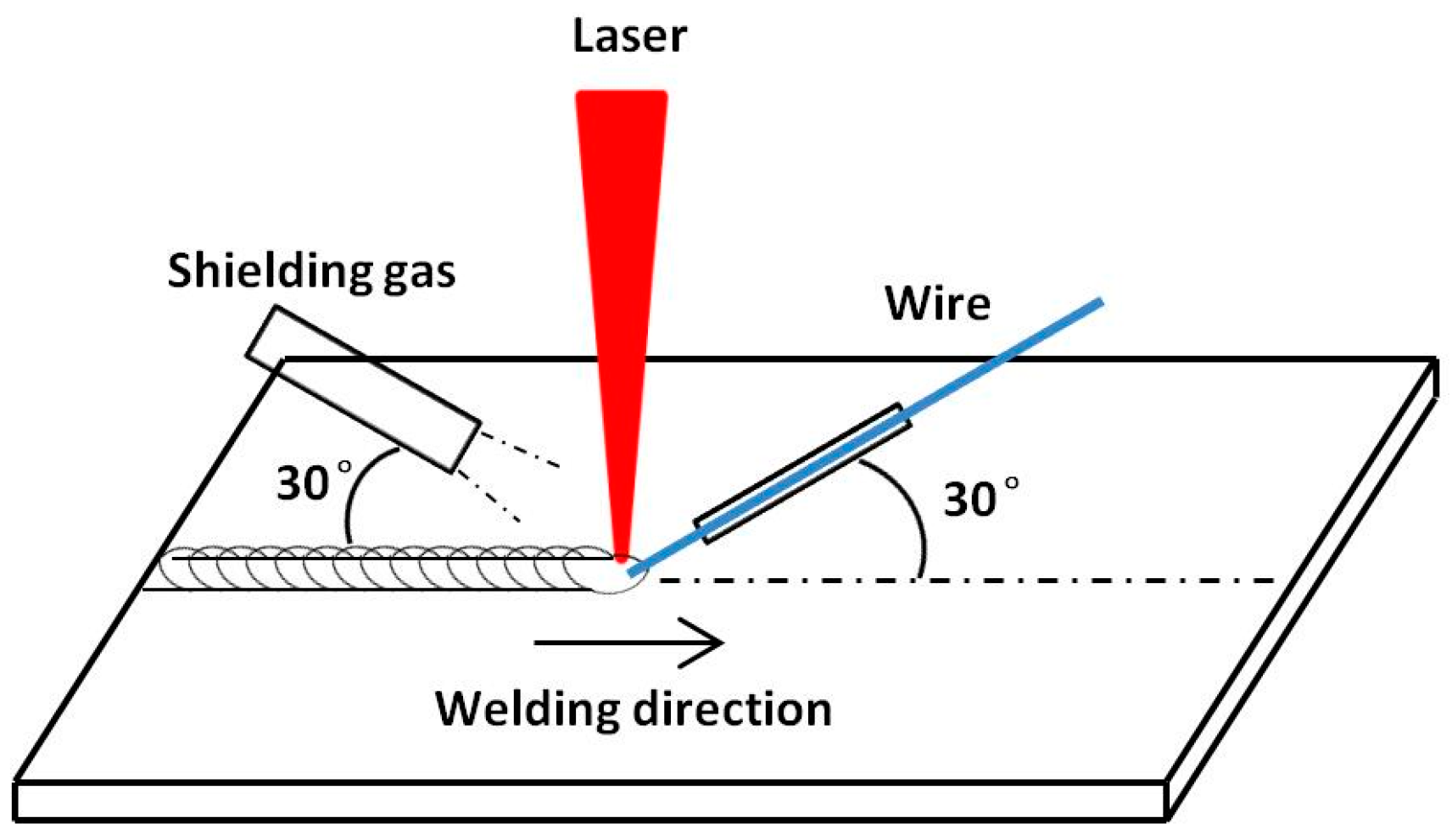
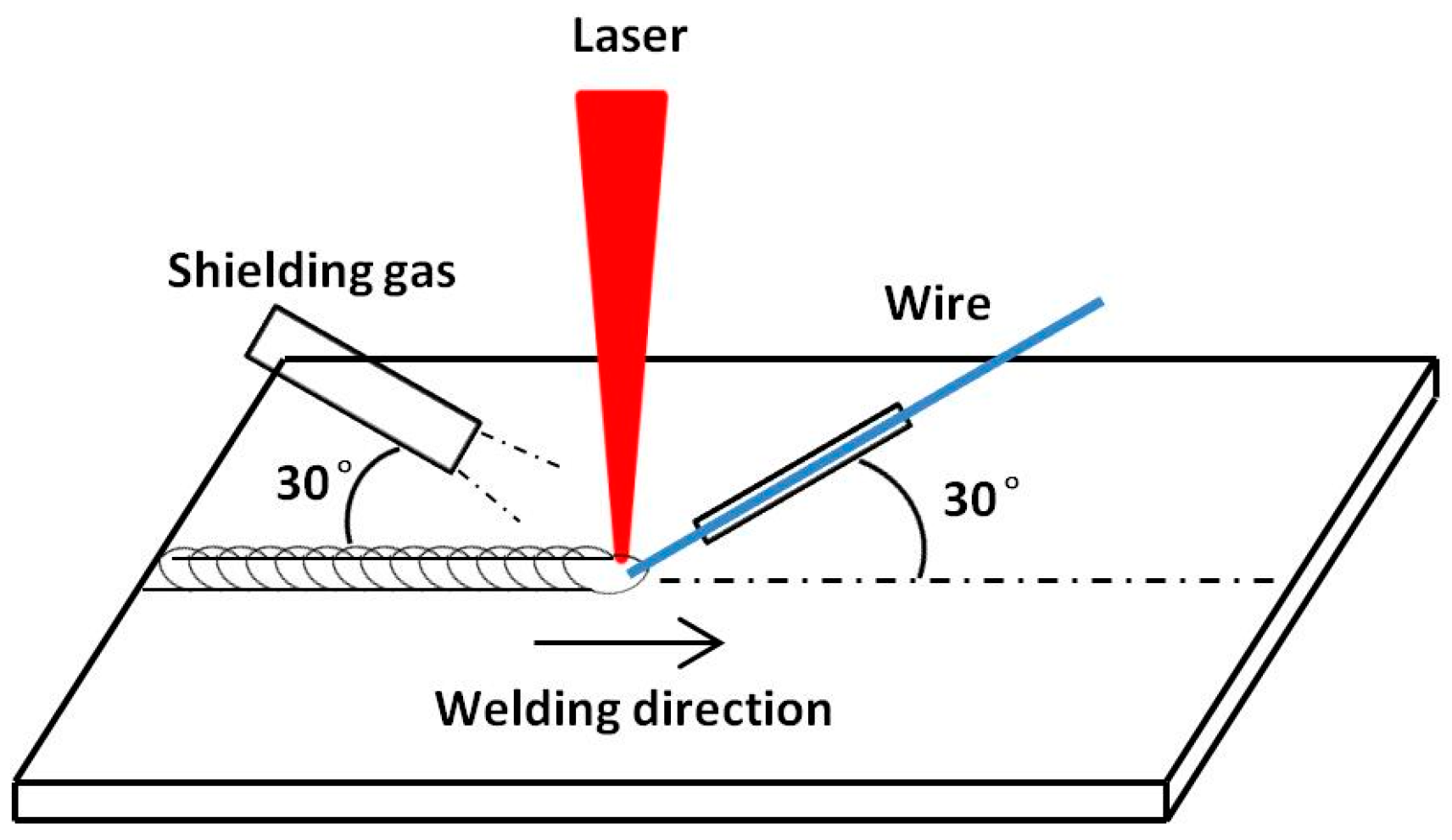
2. Experimental Setup
3. Results and Discussion
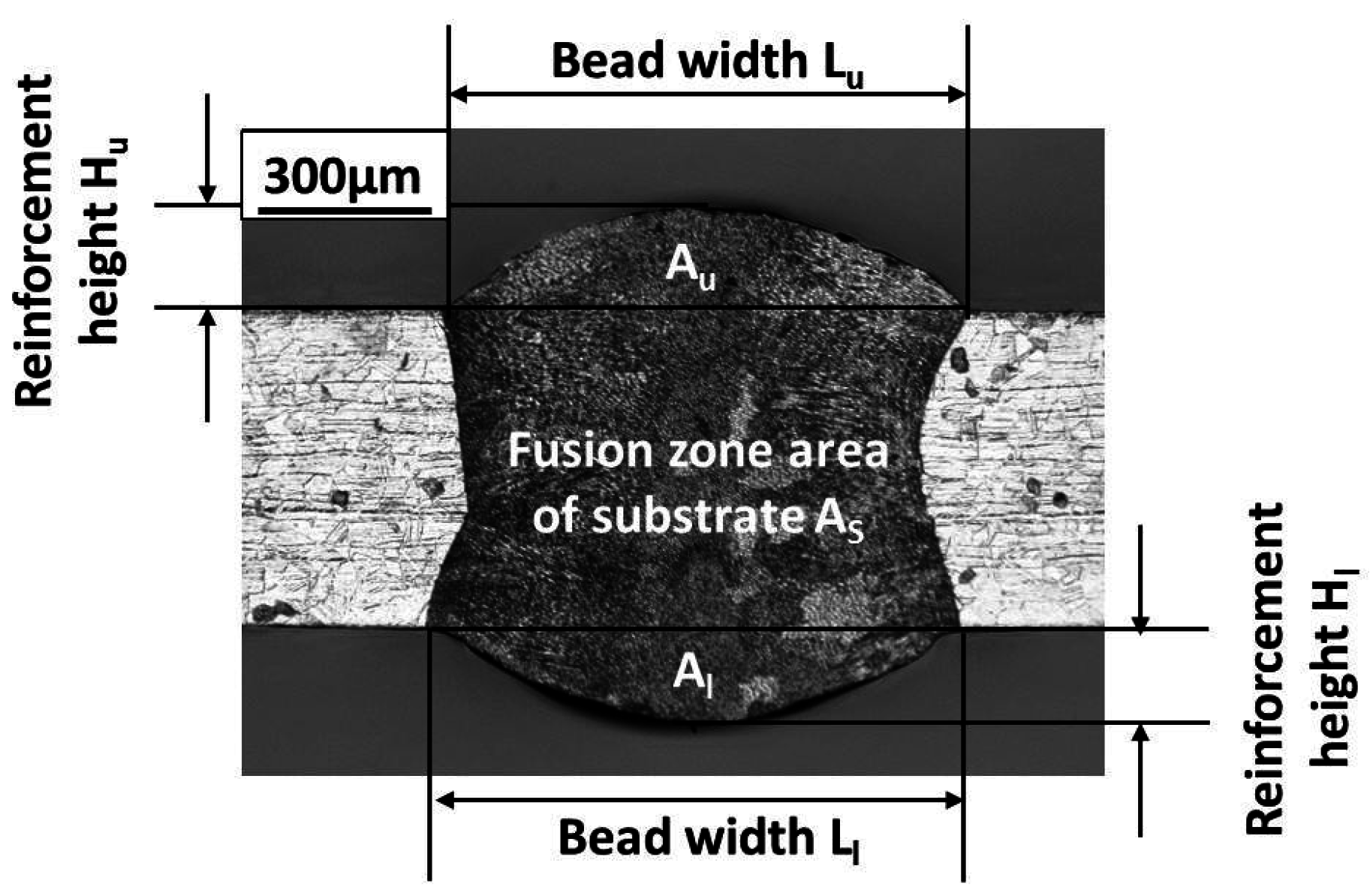
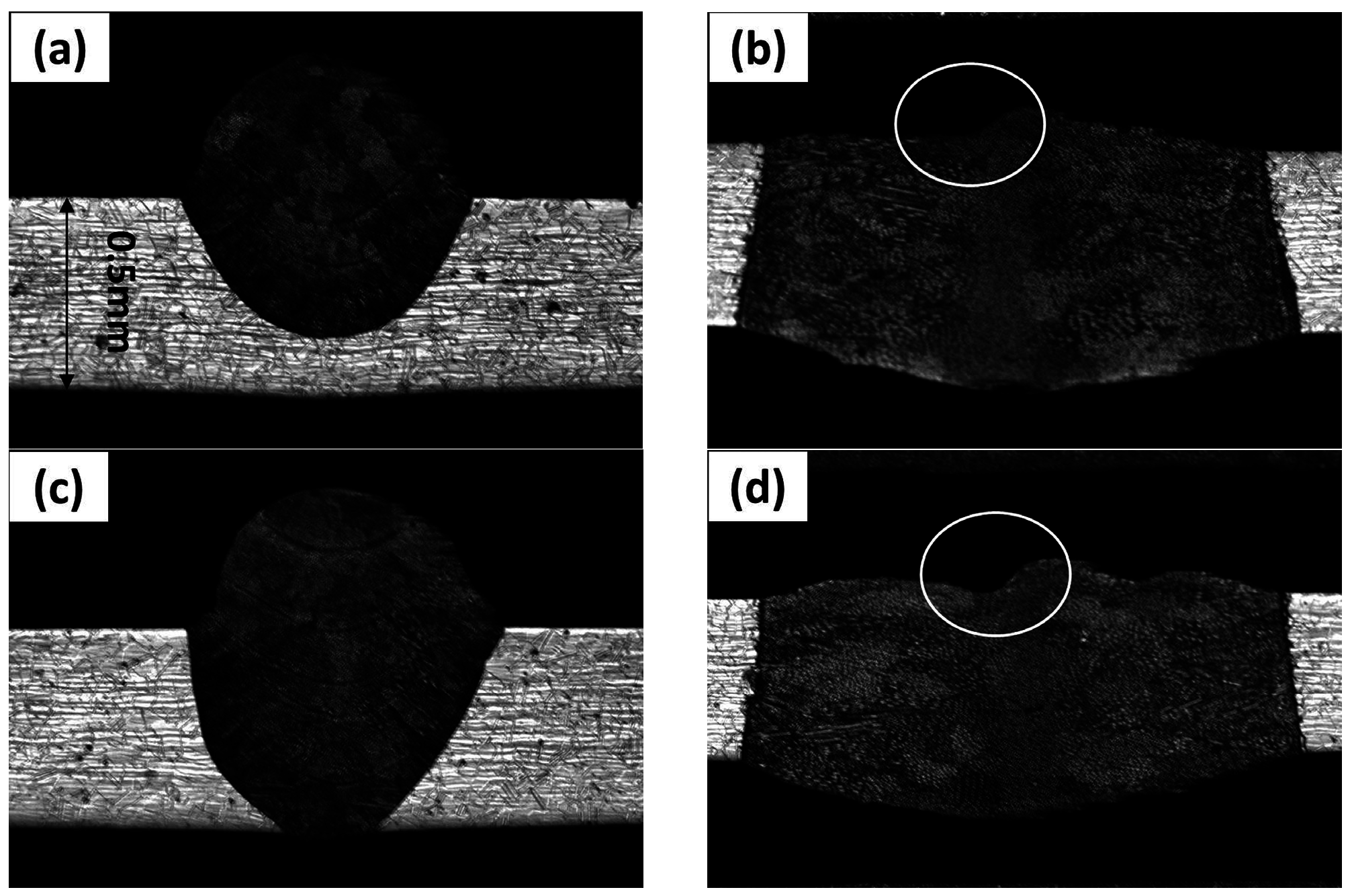
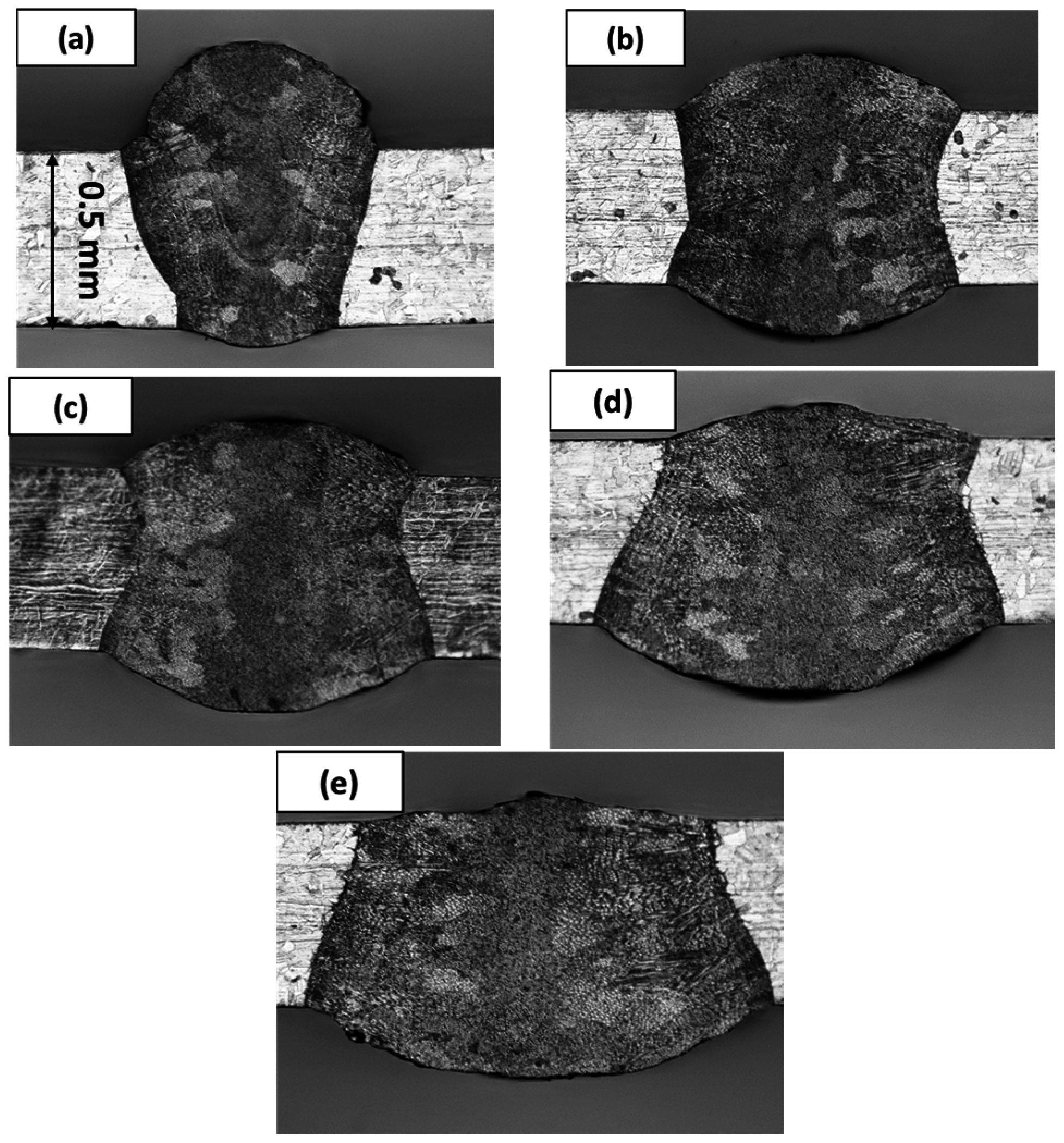
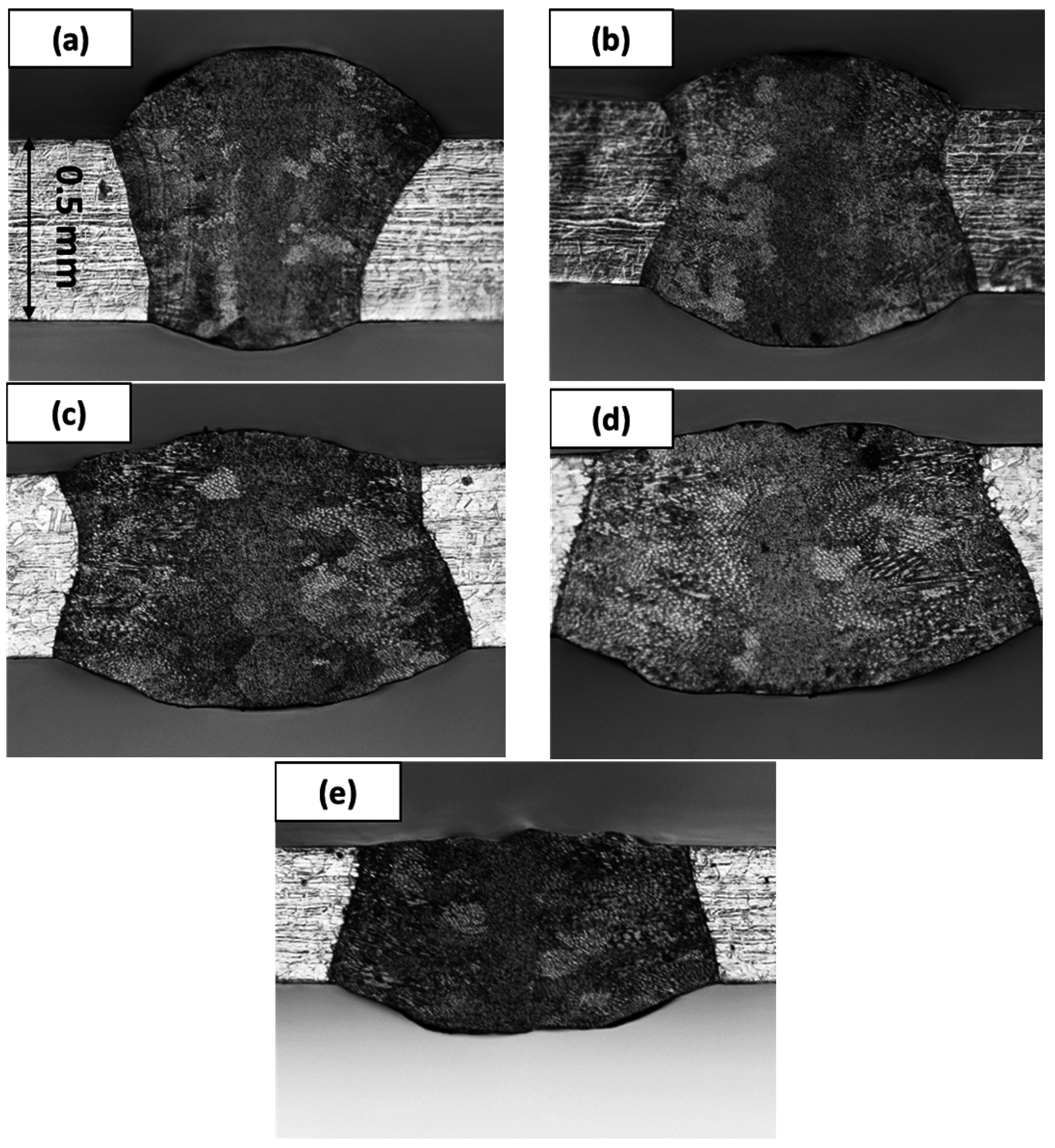
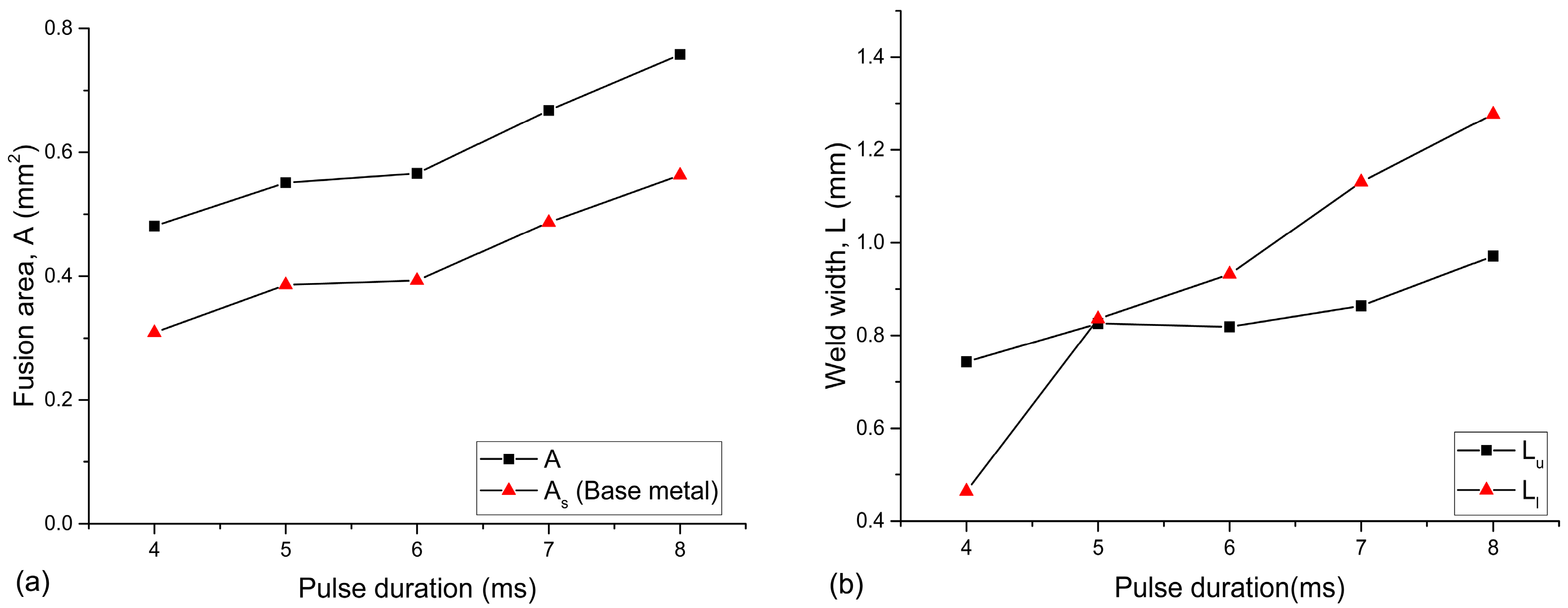
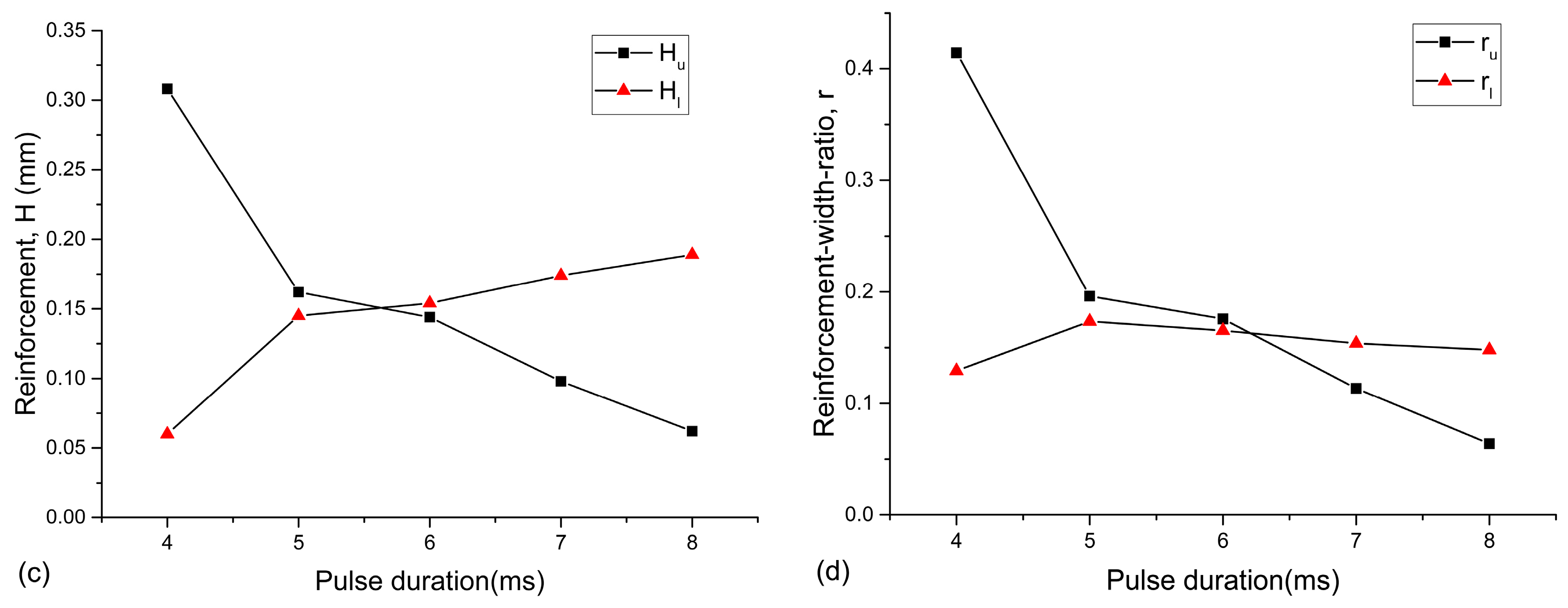
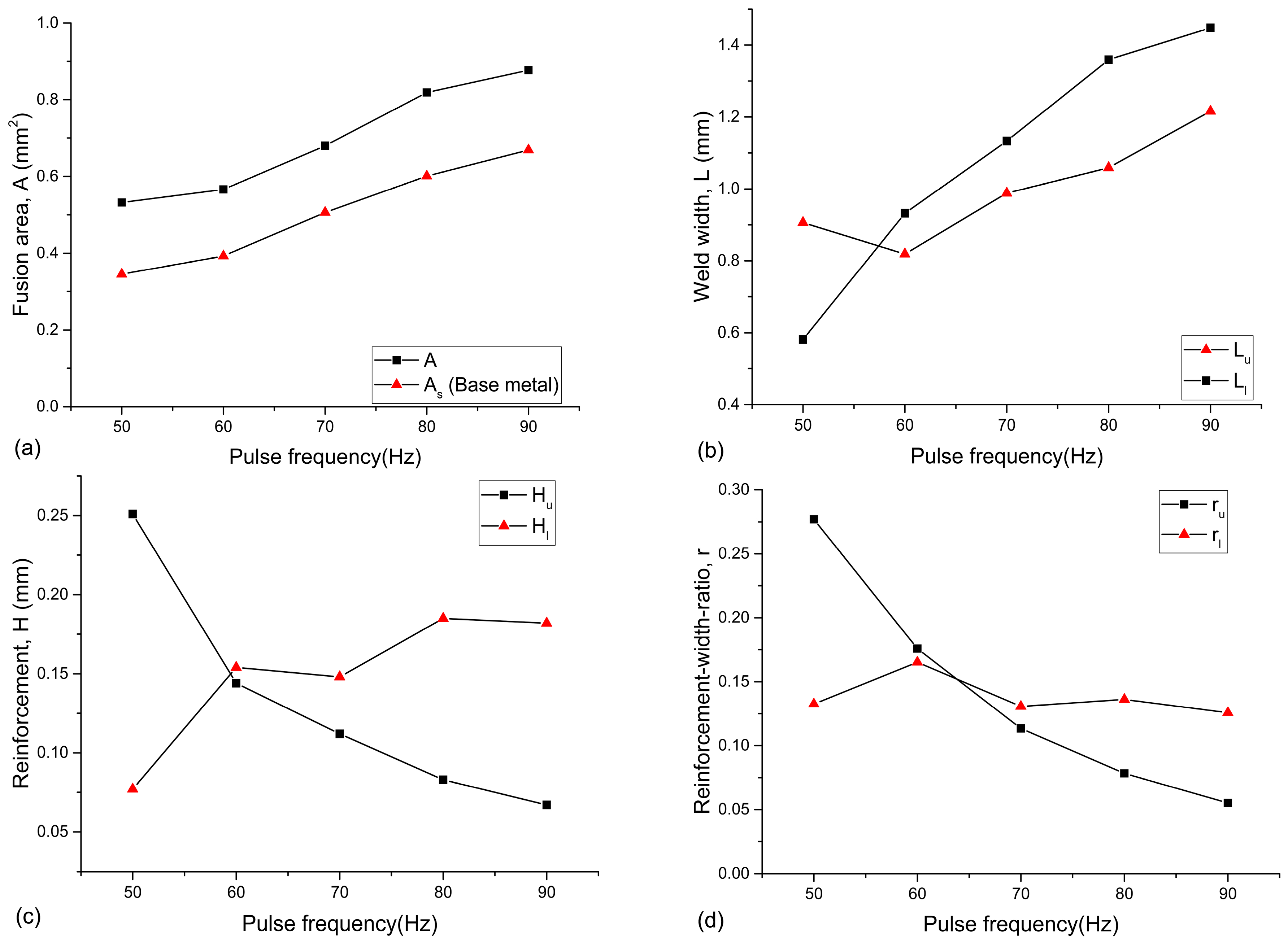
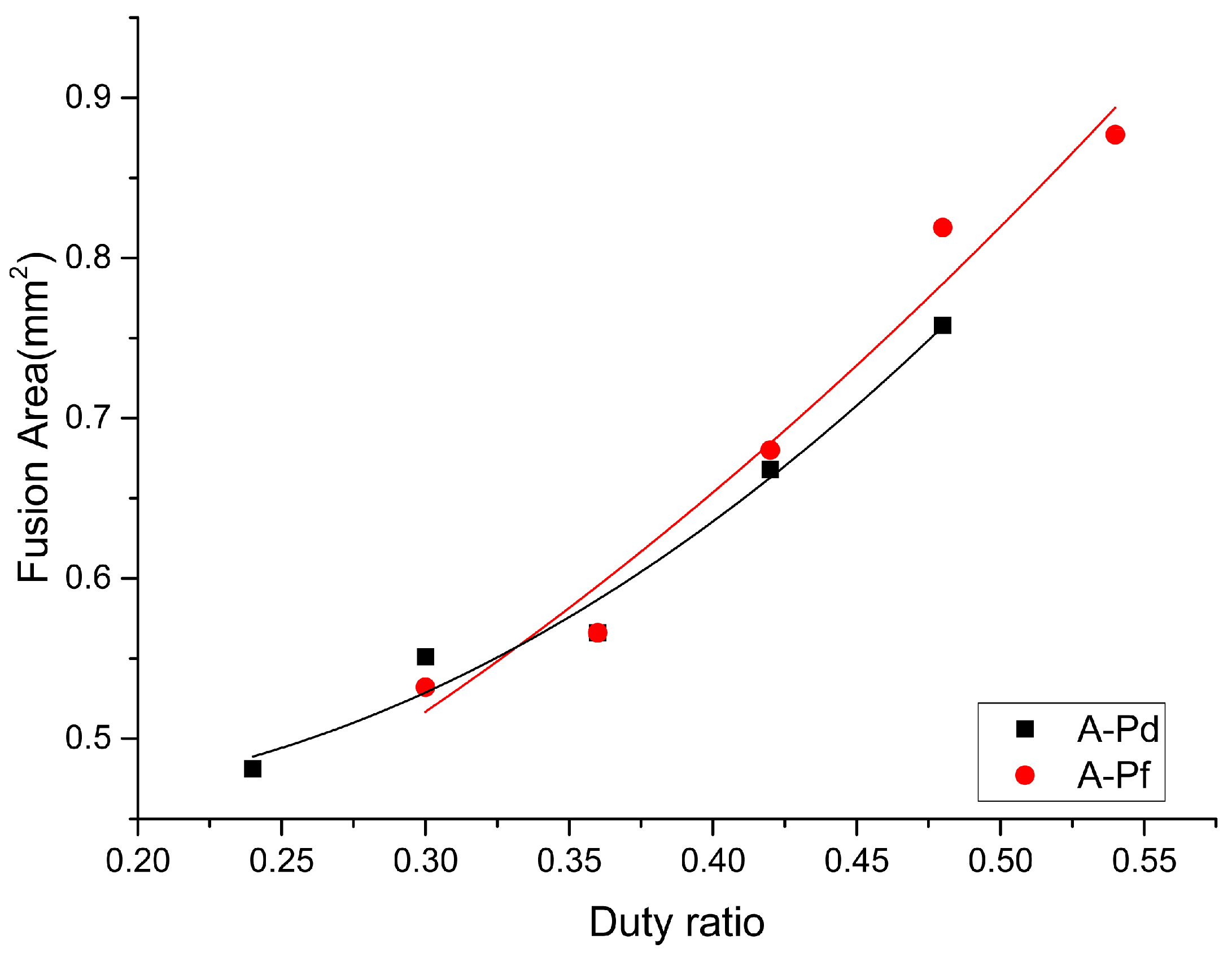
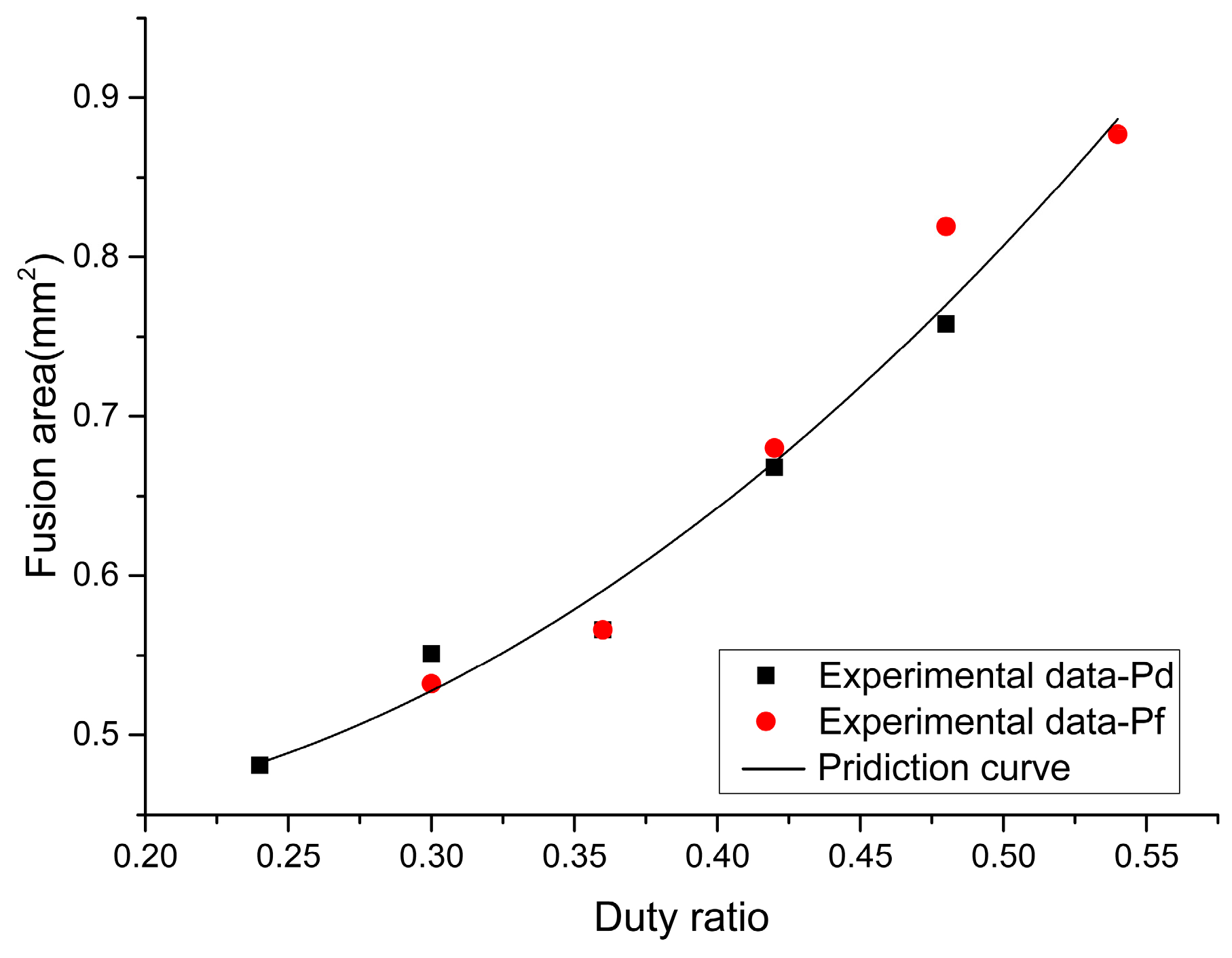
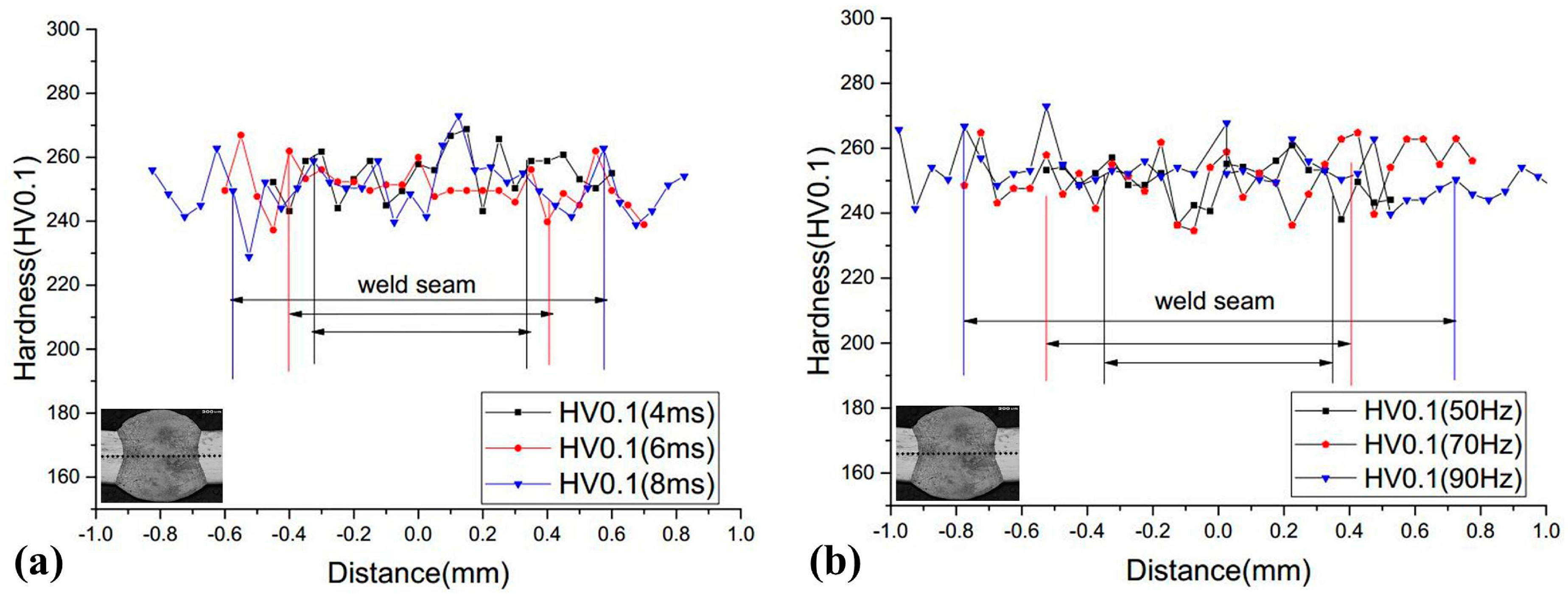
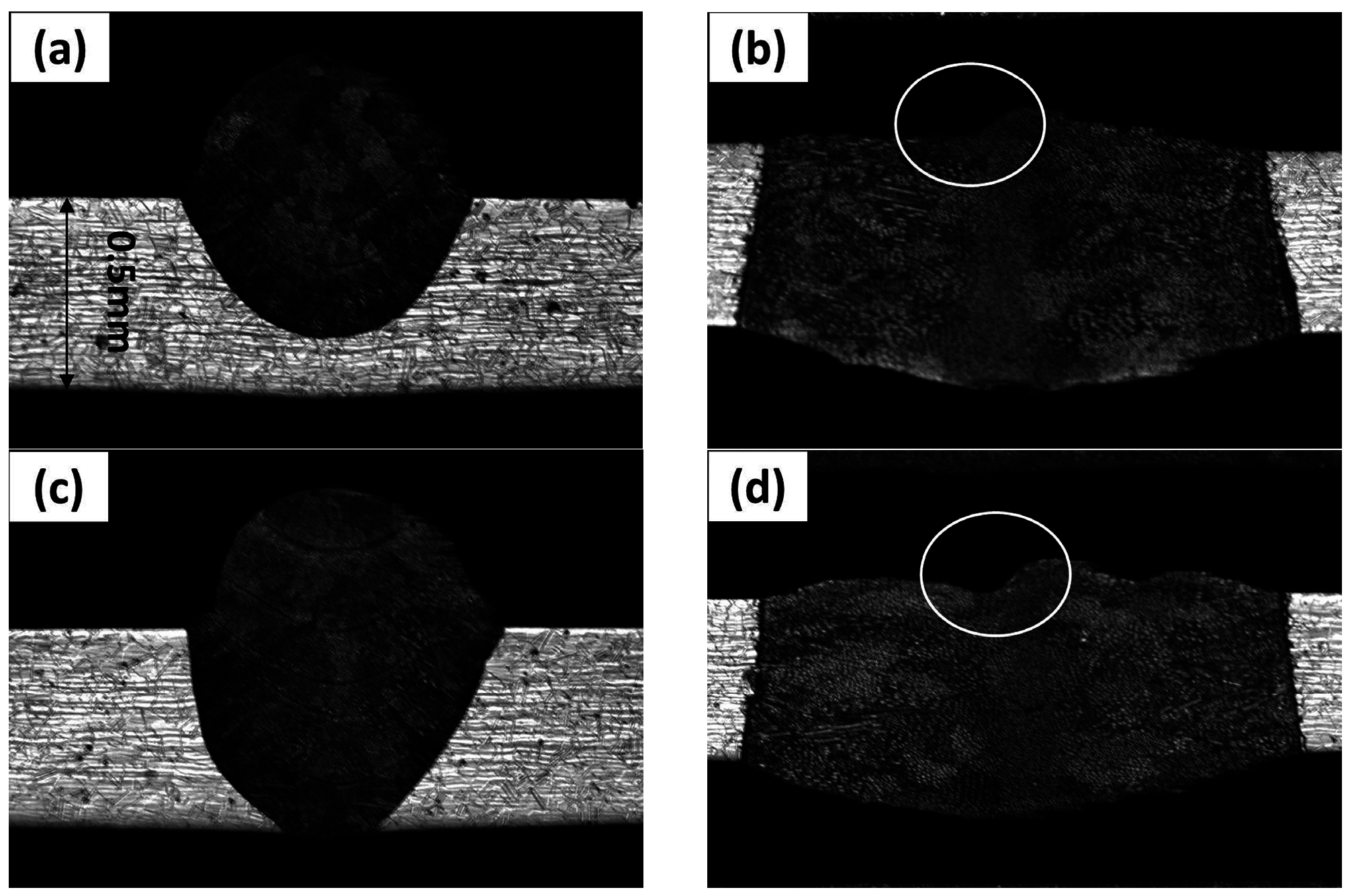
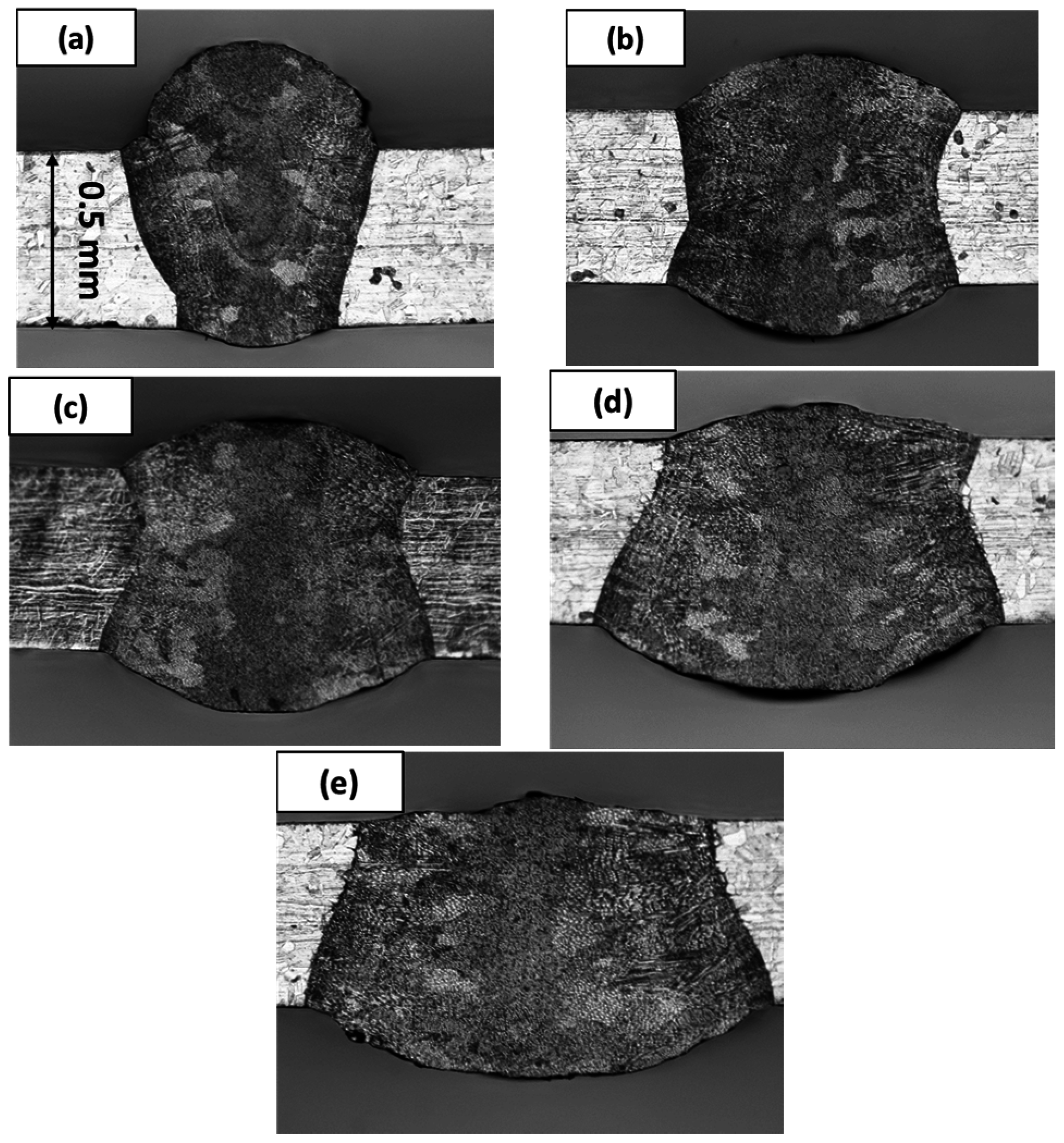
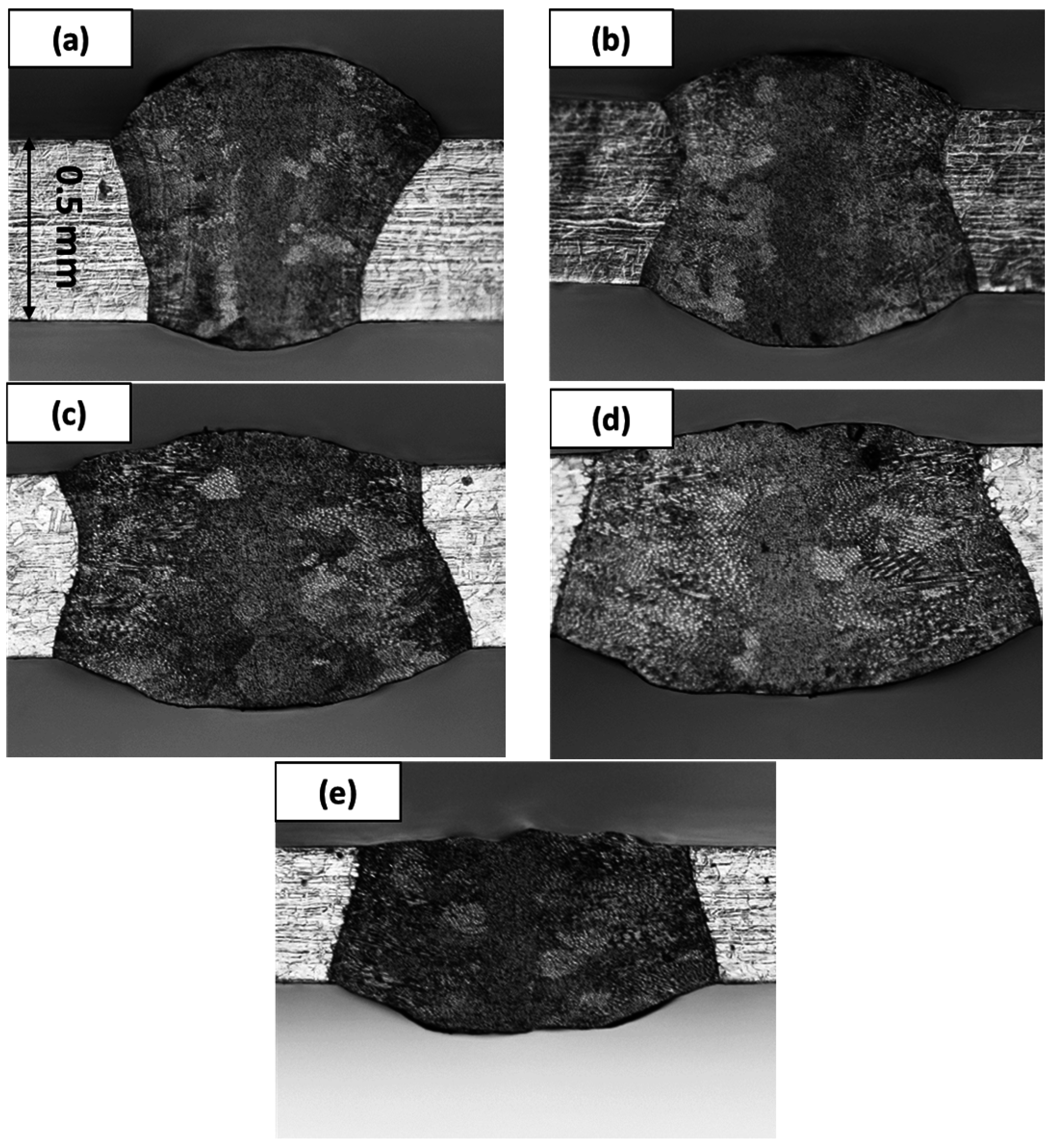
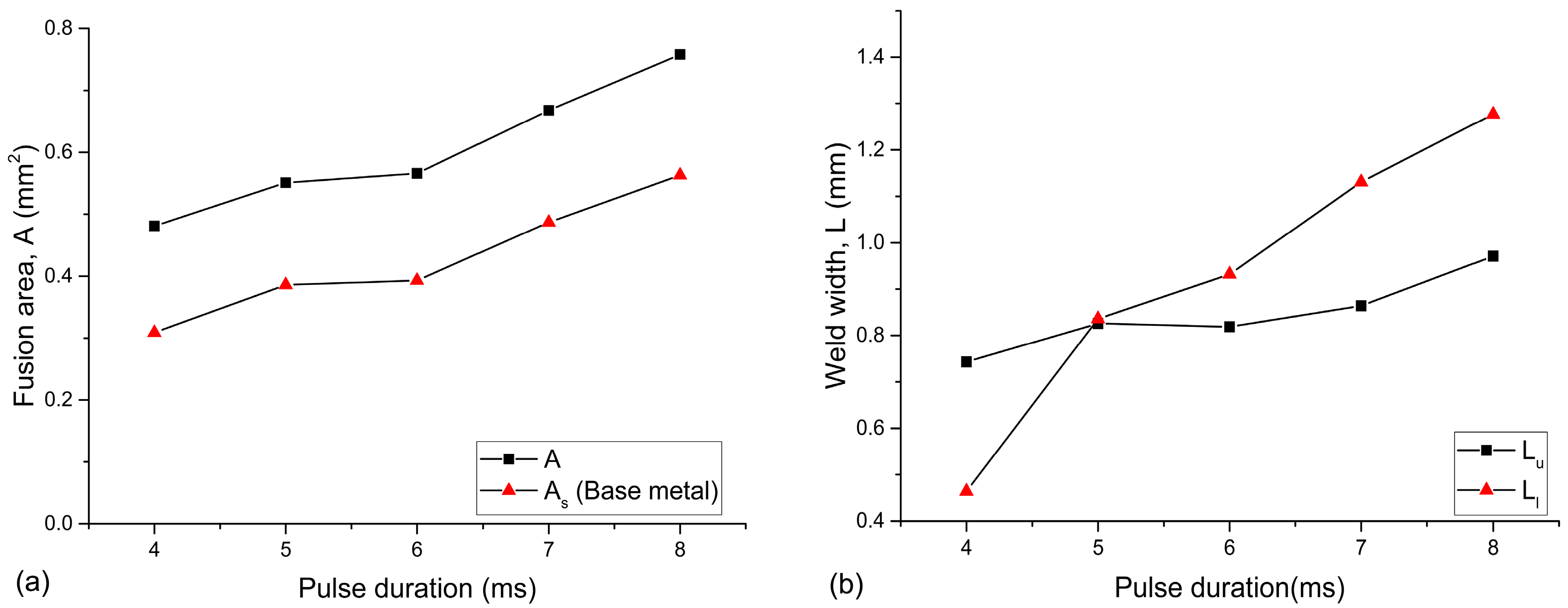
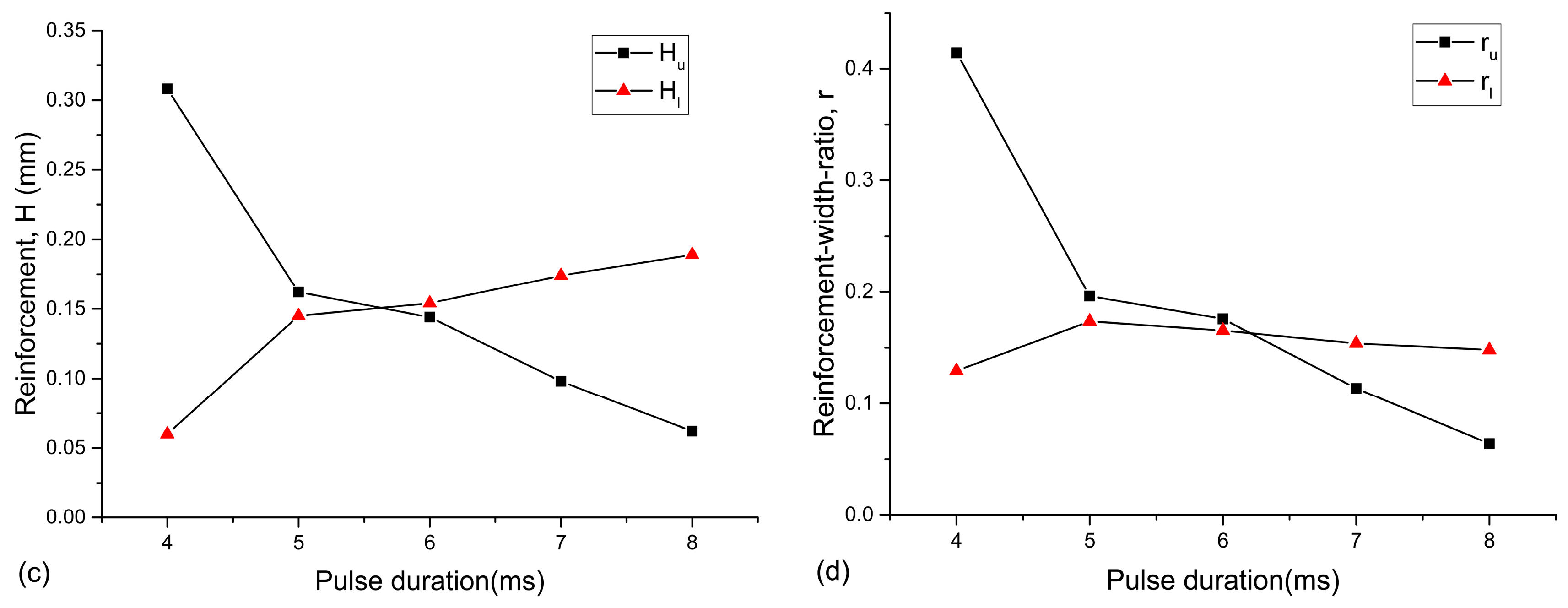
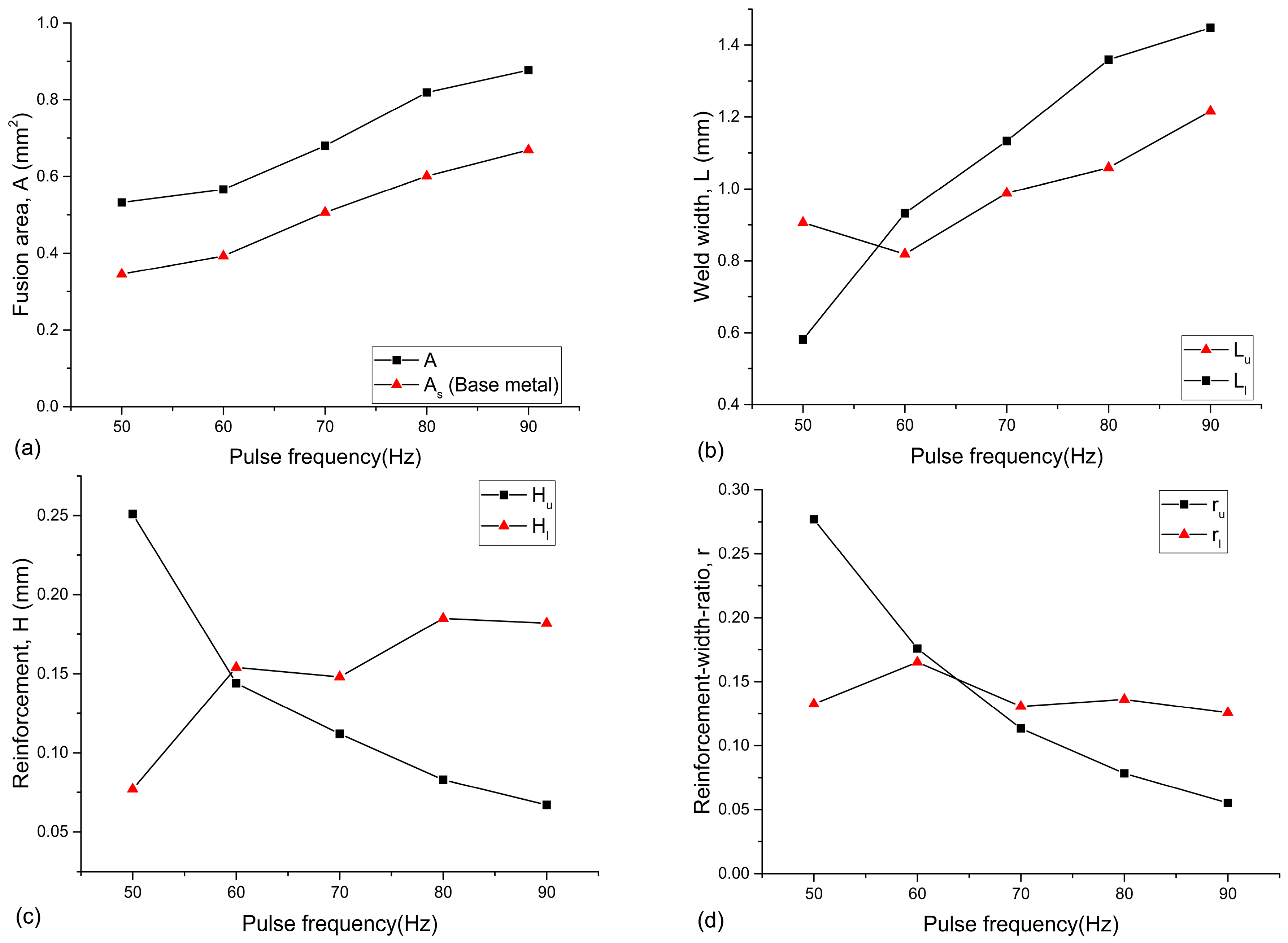
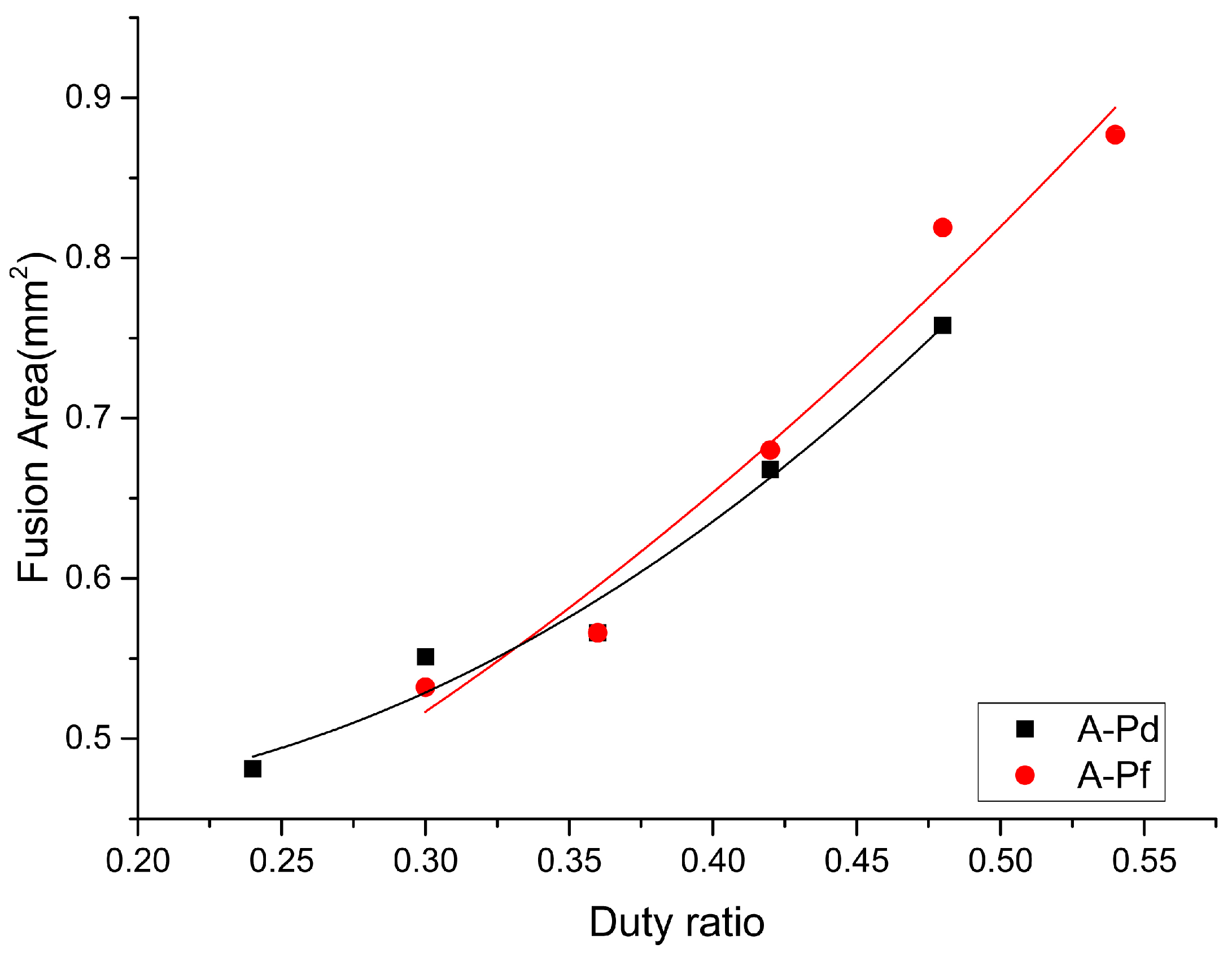
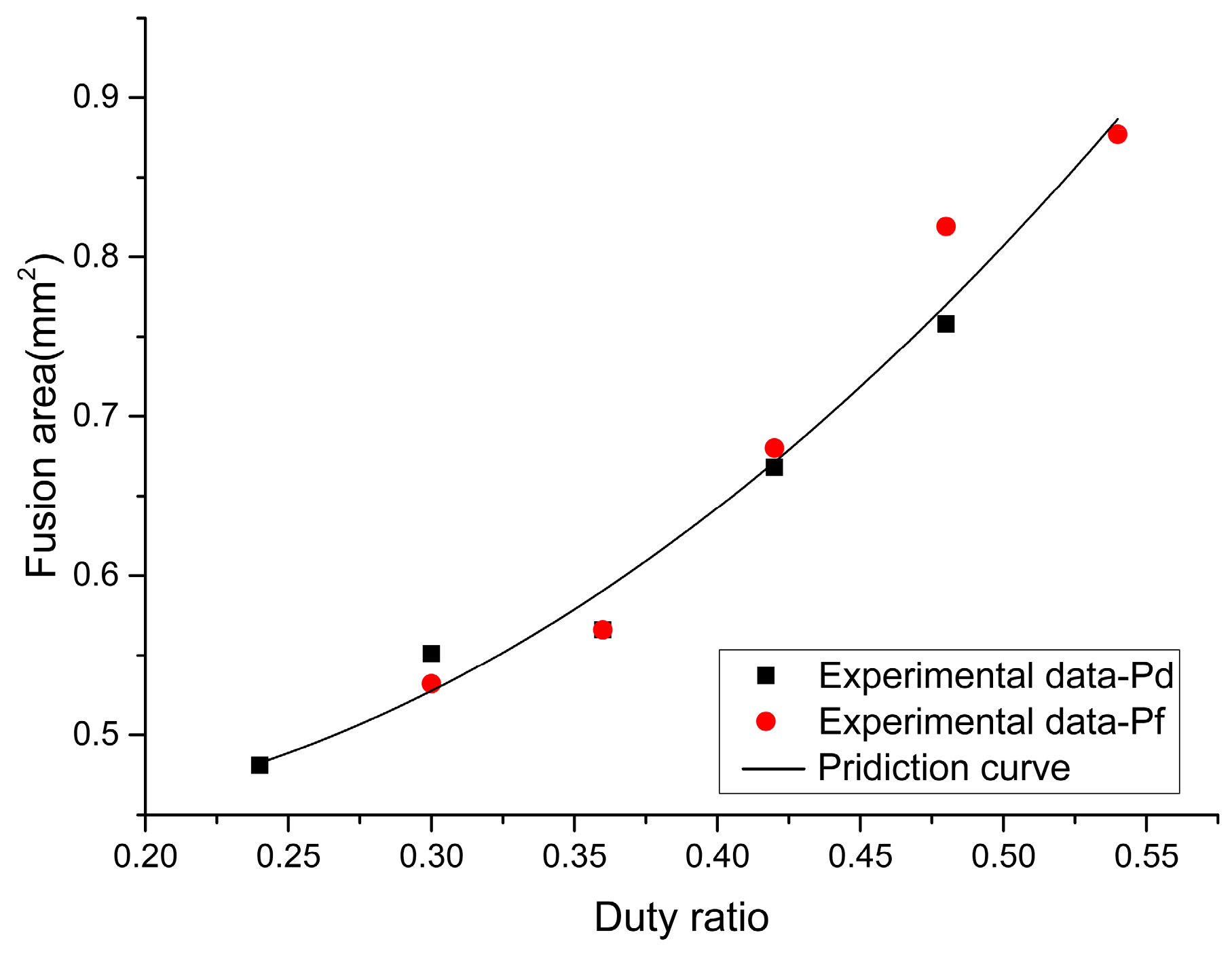
3.1. Weld Bead Geometry
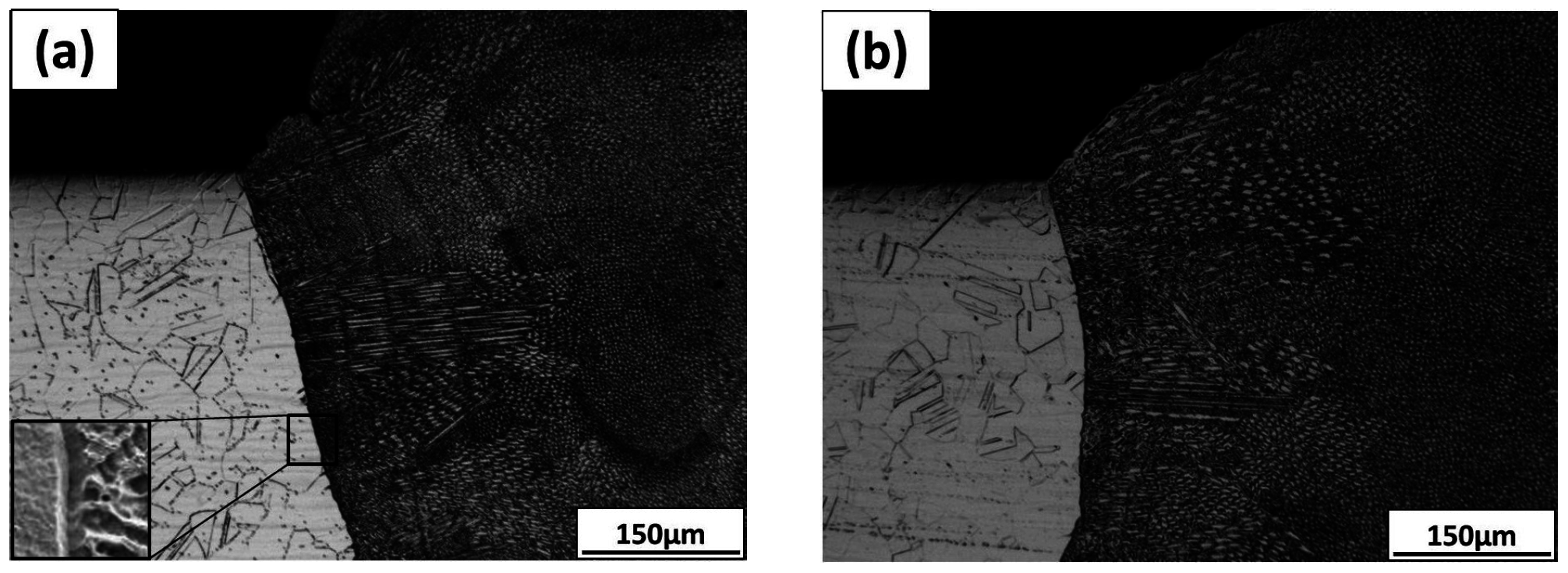
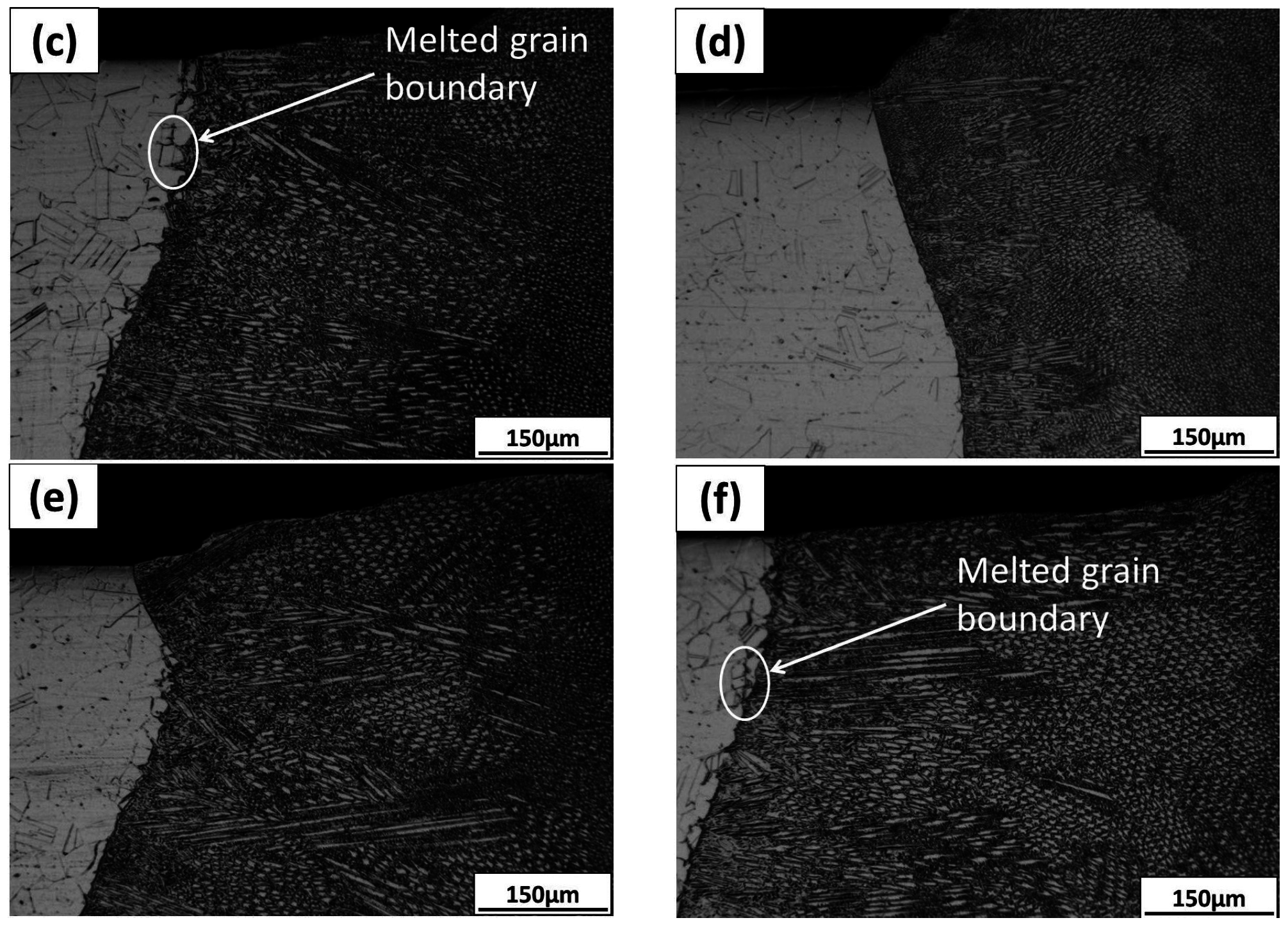
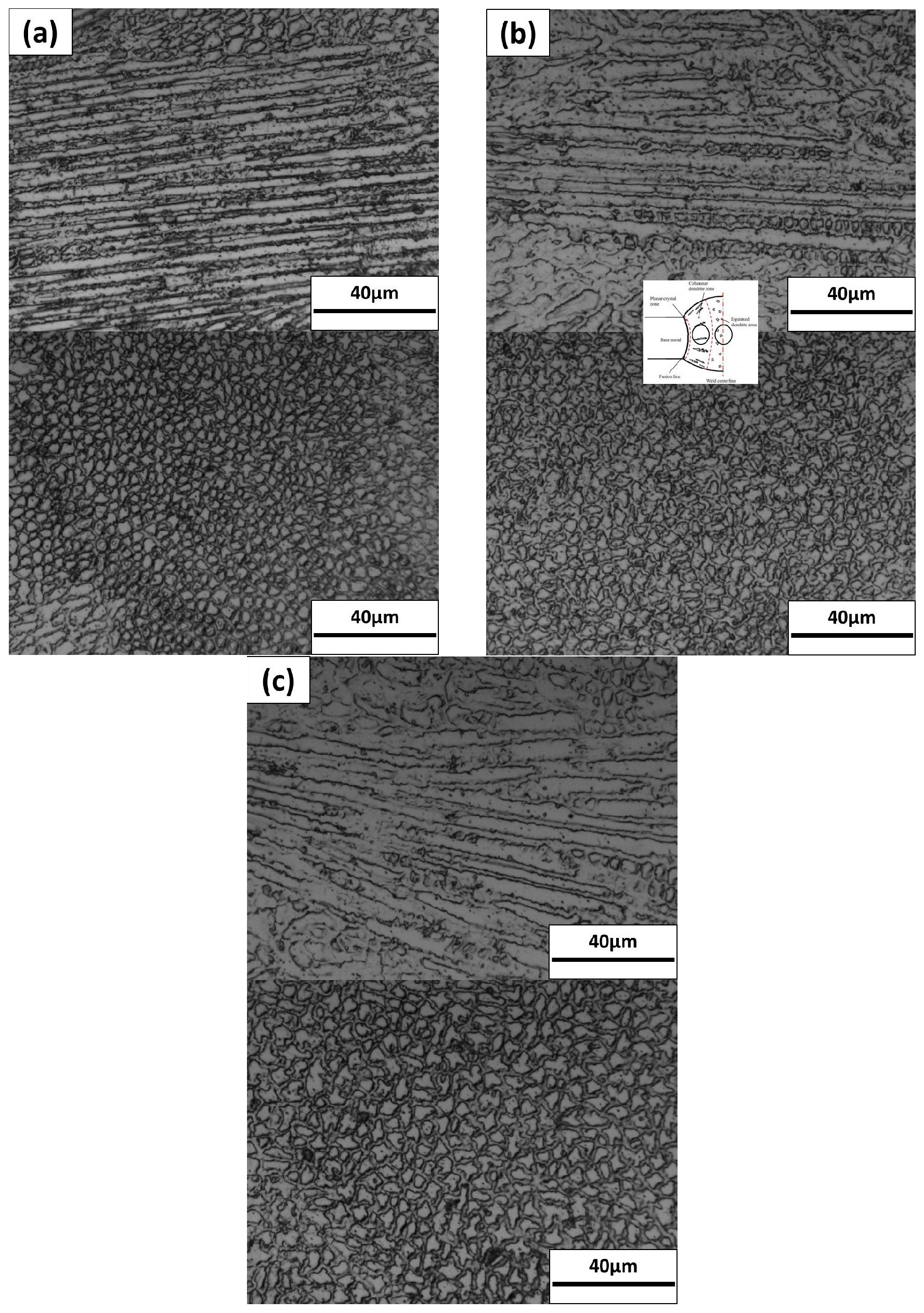
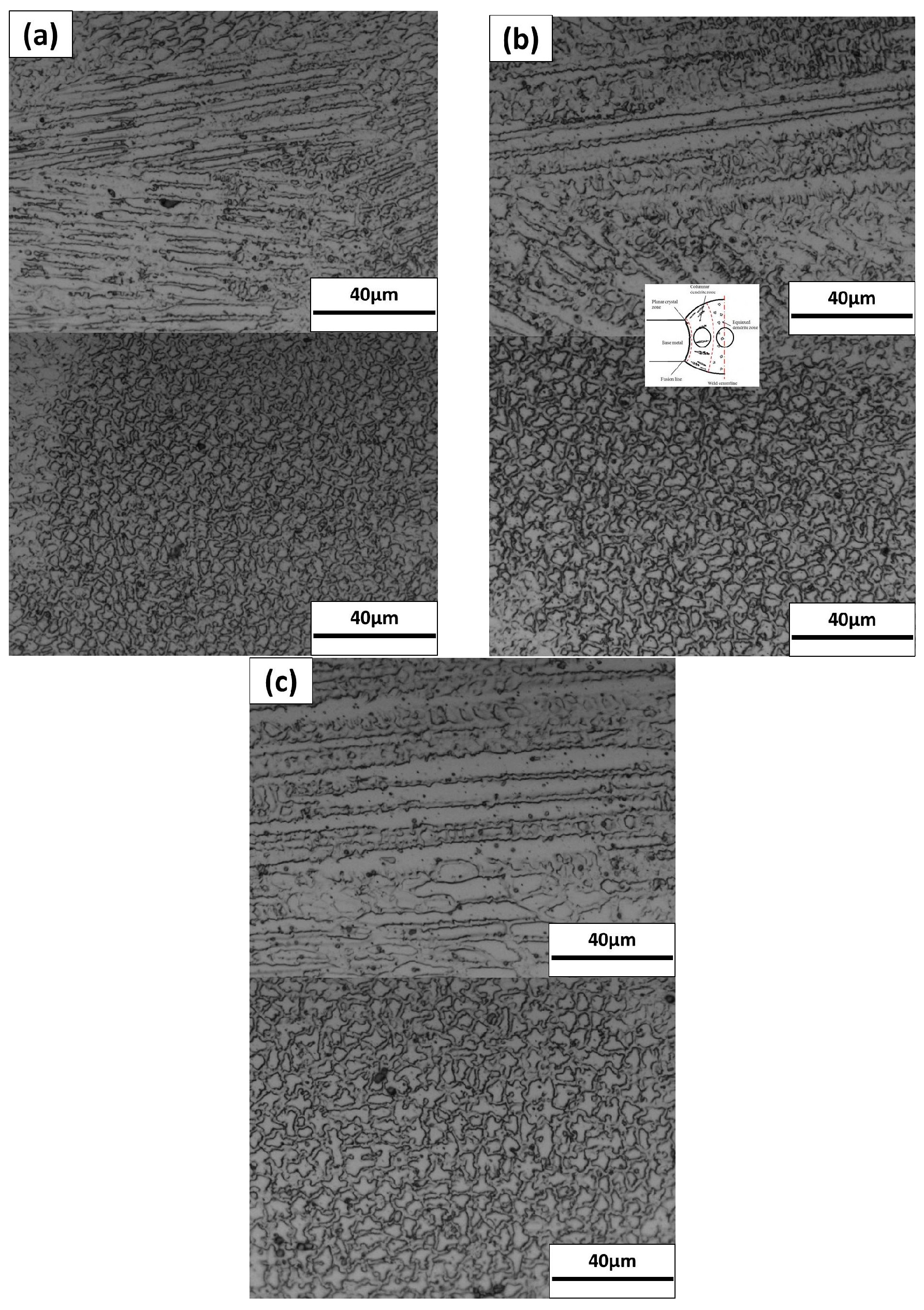
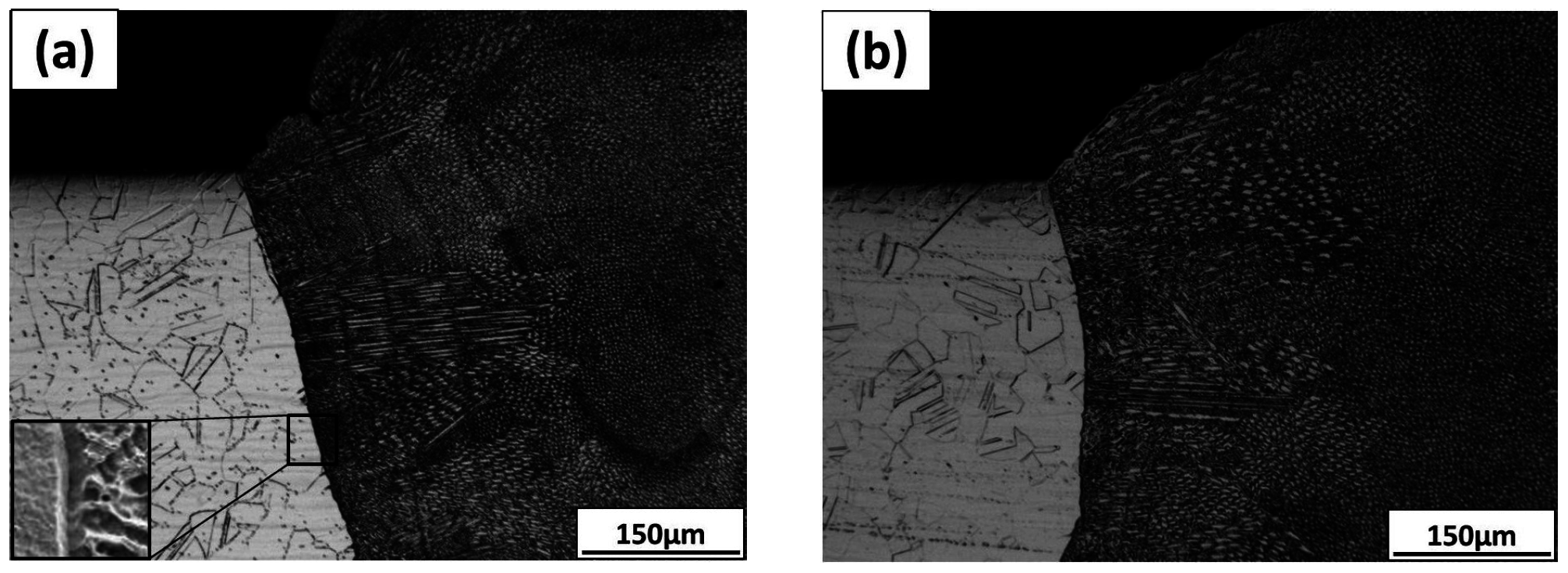
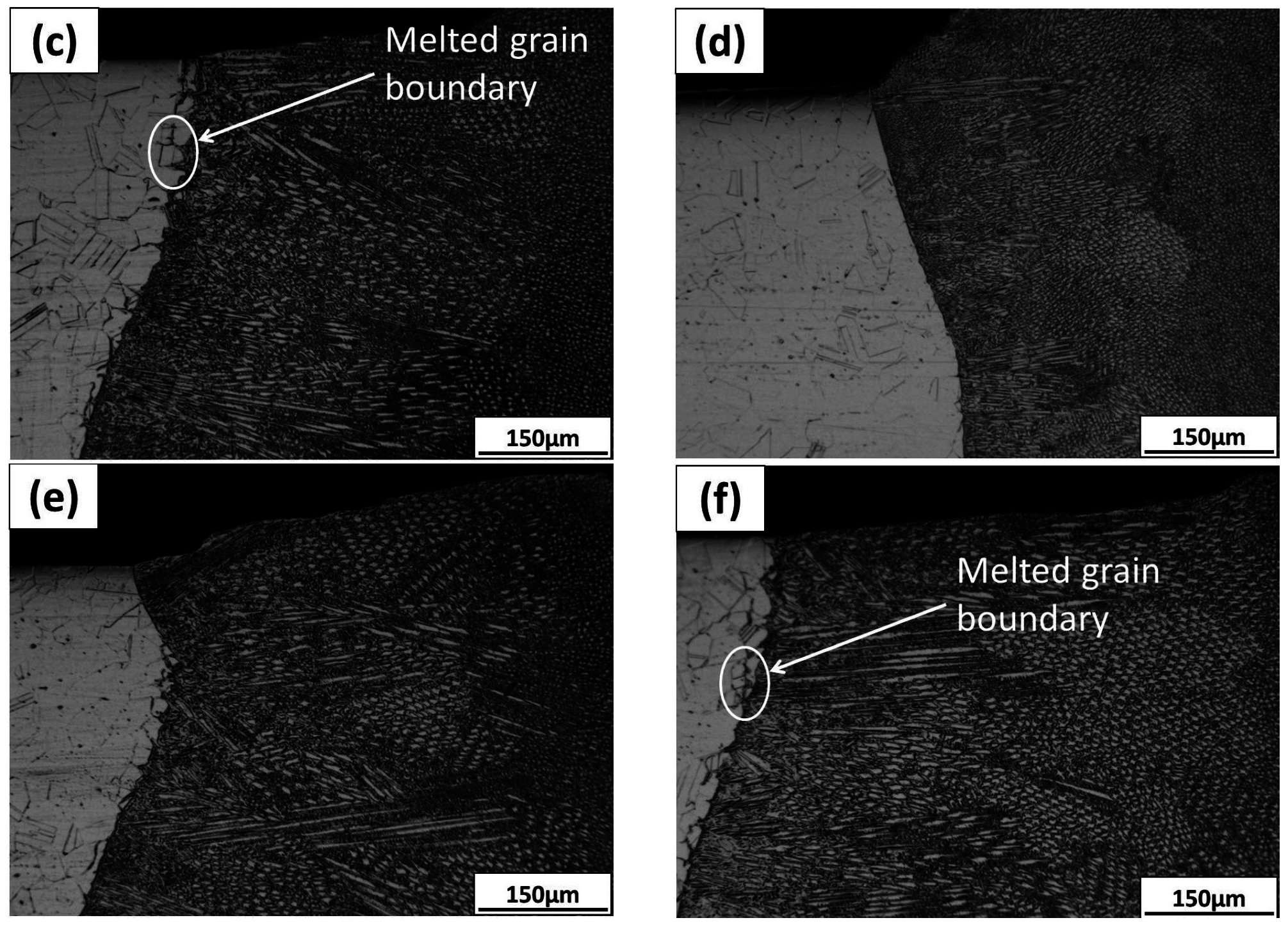
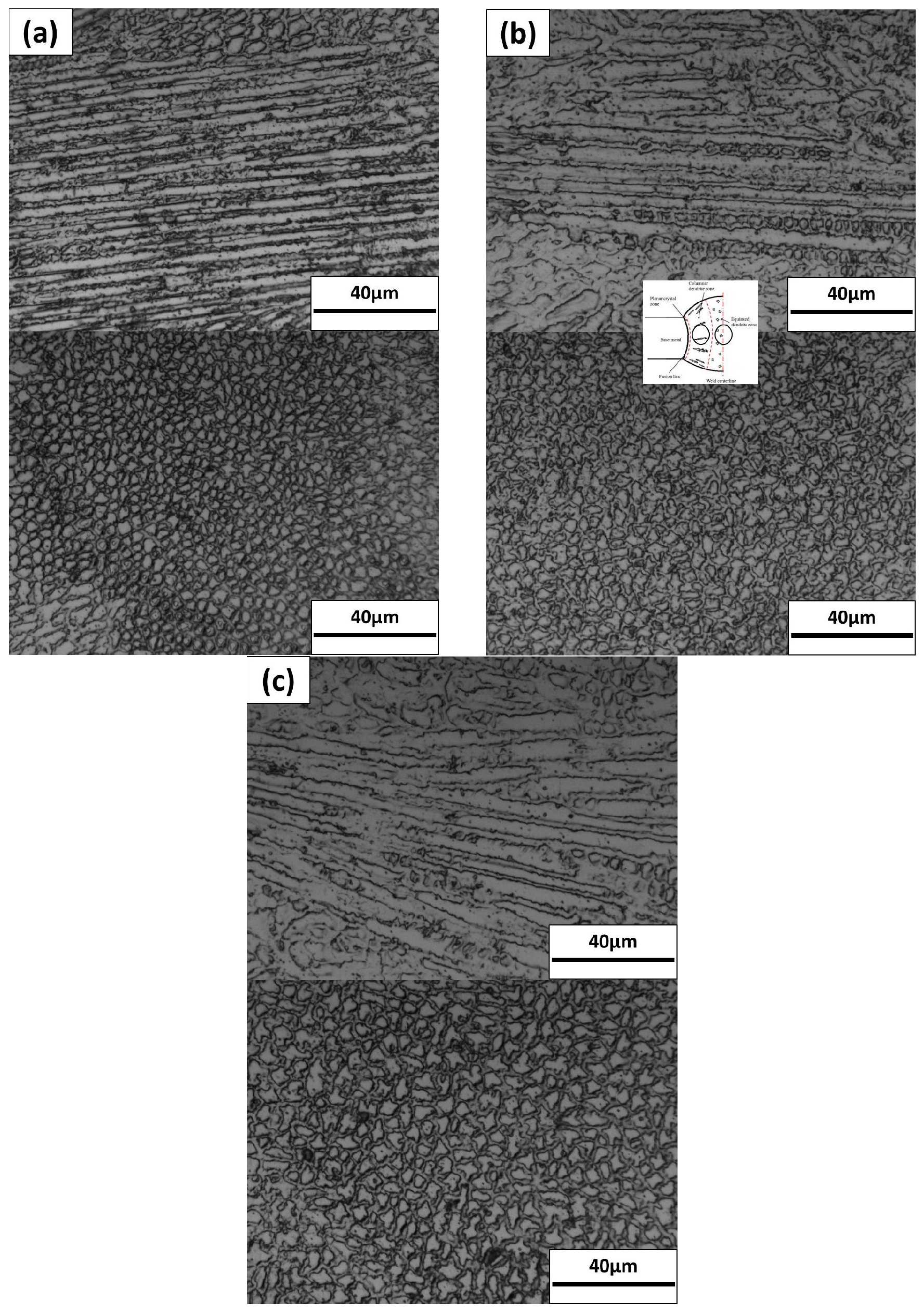
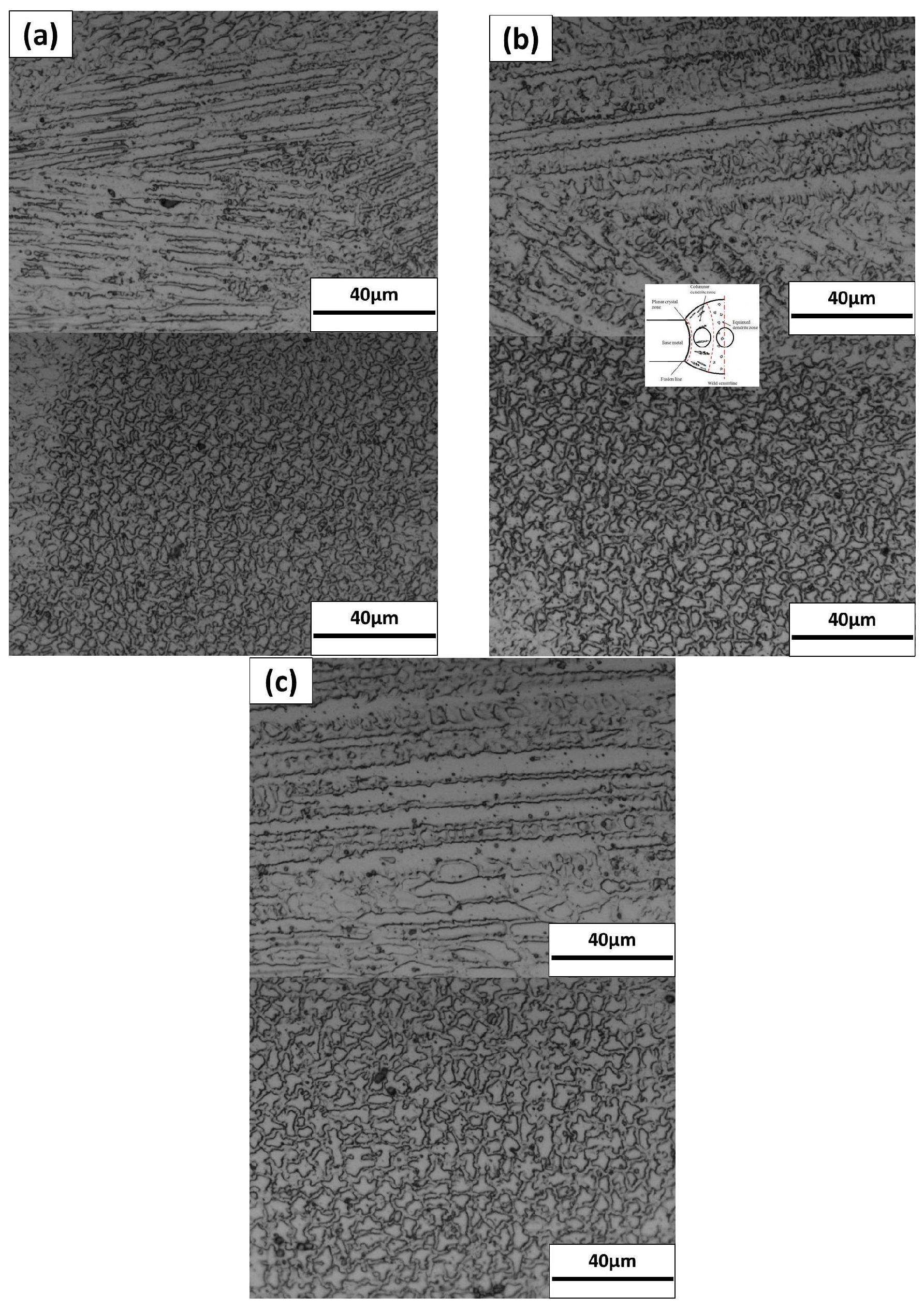
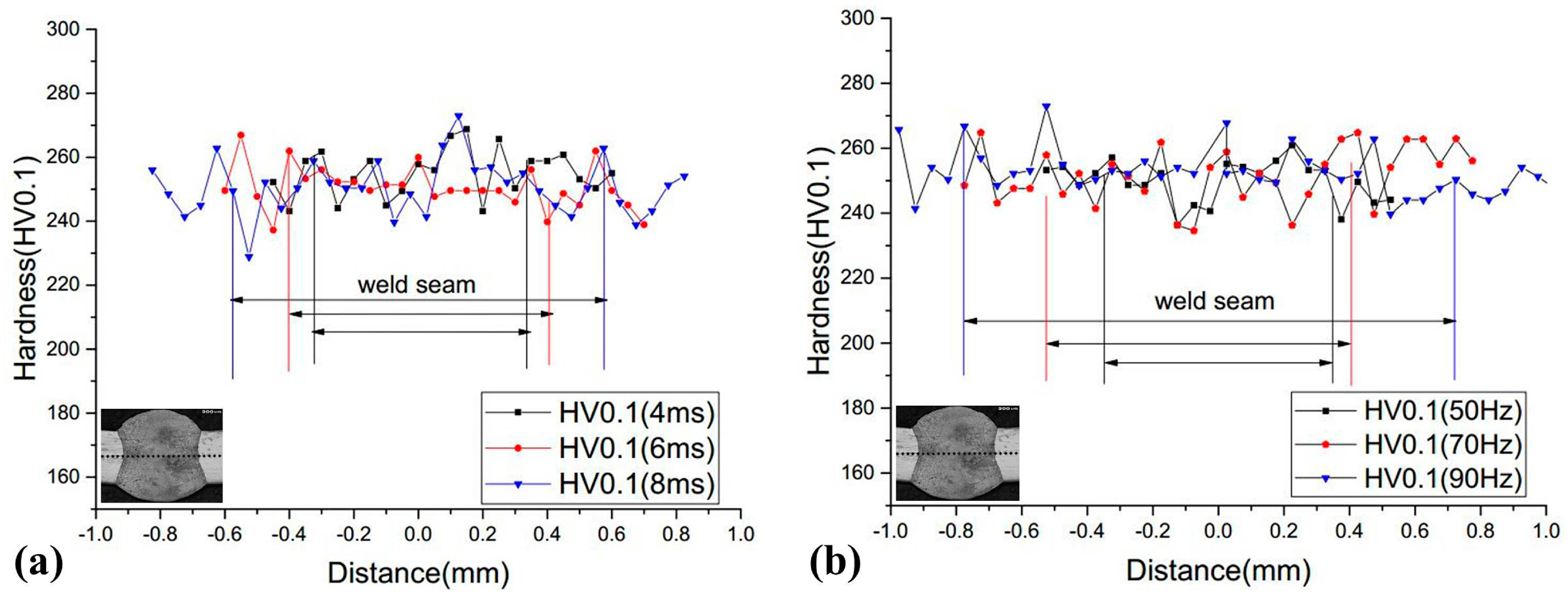
3.2. Microstructure
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhang, Q.; Tang, R.; Yin, K.; Luo, X.; Zhang, L. Corrosion behavior of Hastelloy C-276 in supercritical water. Corros. Sci. 2009, 51, 2092–2097. [Google Scholar] [CrossRef]
- Hashim, M.; Babu, K.E.S.R.; Duraiselvam, M.; Natu, H. Improvement of wear resistance of Hastelloy C-276 Through laser surface melting. Mater. Des. 2013, 46, 546–551. [Google Scholar] [CrossRef]
- Cieslak, M.J.; Headley, T.J.; Romig, A.D. The welding metallurgy of Hastelloy alloys C-4, C-22, and C-276. Metall. Trans. A 1986, 17, 2035–2047. [Google Scholar] [CrossRef]
- Yue-sheng, L.X.; Xia-hui, L.Y. Study on microstructure and properties of welded joint of extra thin Ni-based alloy plate. J. Plast. Eng. 2011, 18, 91–97. [Google Scholar]
- Manikandan, M.; Arivazhagan, N.; Rao, M.N.; Reddy, G.M. Microstructure and mechanical properties of alloy C-276 weldments fabricated by continuous and pulsed current gas tungsten arc welding techniques. J. Manuf. Process. 2014, 16, 563–572. [Google Scholar] [CrossRef]
- Manikandan, M.; Arivazhagan, N.; Rao, M.N.; Reddy, G.M. Improvement of microstructure and mechanical behavior of gas tungsten arc weldments of alloy C-276 by current pulsing. Acta Metall. Sin. 2015, 28, 208–215. [Google Scholar] [CrossRef]
- Manikandan, M.; Sasikumar, P.; Arul Murugan, B.; Sathishkumar, M.; Arivazhagan, N. Microsegregation studies on pulsed current gas tungsten arc welding of alloy C-276. Int. J. Sci. Eng. Res. 2015, 6, 33–38. [Google Scholar]
- Ahmad, M.; Akhter, J.I.; Akhtar, M.; Iqbal, M.; Ahmed, E.; Choudhry, M.A. Microstructure and hardness studies of the electron beam welded zone of Hastelloy C276. J. Alloy. Compd. 2005, 390, 88–93. [Google Scholar] [CrossRef]
- Van der Eijk, C.; Fostervoll, H.; Sallom, Z.K.; Akselsen, O.M. Plasma welding of NiTi to NiTi, stainless steel and Hastelloy C-276. In Proceedings of ASM Materials Solutions 2003 Conference, Pittsburgh, PA, USA, 13–15 October 2003.
- Moradi, M.; Ghoreishi, M. Influences of laser welding parameters on the geometric profile of Ni-base superalloy Rene 80 weld-bead. Int. J. Adv. Manuf. Technol. 2011, 55, 205–215. [Google Scholar] [CrossRef]
- Ma, G.; Wu, D.; Chai, D.; Guo, Y.; Guo, D. Near-free-defect laser welding of AP1000 nuclear reactor coolant pump can. J. Mech. Eng. 2015, 51, 1–8. [Google Scholar] [CrossRef]
- Wu, D.J.; Ma, G.Y.; Niu, F.Y.; Guo, D.M. Pulsed laser welding of Hastelloy C-276: High-temperature mechanical properties and microstructure. Mater. Manuf. Process. 2013, 28, 524–528. [Google Scholar] [CrossRef]
- Ma, G.; Wu, D.; Niu, F.; Zou, H. Microstructure evolution and mechanical property of pulsed laser welded Ni-based superalloy. Opt. Laser. Eng. 2015, 72, 39–46. [Google Scholar] [CrossRef]
- Ventrella, V.A.; Berretta, J.R.; de Rossi, W. Pulsed Nd: YAG laser welding of Ni-alloy Hastelloy C-276 foils. Phys. Proced. 2012, 39, 569–576. [Google Scholar] [CrossRef]
- Hao, K.; Li, G.; Gao, M.; Zeng, X. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel. J. Mater. Process. Technol. 2015, 225, 77–83. [Google Scholar] [CrossRef]
- Ma, G.Y.; Wu, D.J.; Guo, Y.Q.; Gao, Z.M.; Guo, D.M. Tensile Properties of Weld Joint on Thin Hastelloy C-276 Sheet of Pulsed Laser Welding. Rare Metal Mater. Eng. 2013, 42, 1241–1245. [Google Scholar]
- Qin, G.L.; Lei, Z.; Lin, S.Y. Effects of Nd: YAG laser + pulsed MAG arc hybrid welding parameters on its weld shape. Sci. Technol. Weld. Join. 2007, 12, 78–86. [Google Scholar] [CrossRef]
- Kim, J.; Kim, S.; Kim, K.; Jung, W.; Youn, D.; Lee, J.; Ki, H. Effect of beam size in laser welding of ultra-thin stainless steel foils. J. Mater. Process. Technol. 2016, 233, 125–134. [Google Scholar] [CrossRef]
- Lippold, J.C.; Baeslack, W.A.; Varol, I. Heat-affected zone liquation cracking in austenitic and duplex stainless steels. Weld. J. 1992, 71, 1–14. [Google Scholar]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & sons: Hoboken, NJ, USA, 2002. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ni | Fe | Cr | Mo | W | Co | Mn | C | Si | P | S | V |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hastelloy C-276 | Bal. | 5.14 | 16.00 | 15.58 | 3.45 | 1.26 | 0.53 | 0.001 | 0.02 | 0.006 | 0.003 | 0.01 |
| ERNiCrMo-4 | Bal. | 5.30 | 16.00 | 15.20 | 3.30 | 0.11 | 0.41 | 0.009 | 0.03 | 0.003 | 0.001 | 0.01 |
| Average Power (P: W) | Welding Speed (mm/min) | Feeding Speed (mm/min) | Focus (mm) | Pulse Duration (τ: ms) | Pulse Frequency (f: Hz) |
|---|---|---|---|---|---|
| 75 | 350 | 350 | −1 | 3, 4, 5, 6, 7, 8, 9 | 60 |
| 6 | 40, 50, 60, 70, 80, 90, 100 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chai, D.; Wu, D.; Ma, G.; Zhou, S.; Jin, Z.; Wu, D. The Effects of Pulse Parameters on Weld Geometry and Microstructure of a Pulsed Laser Welding Ni-Base Alloy Thin Sheet with Filler Wire. Metals 2016, 6, 237. https://doi.org/10.3390/met6100237
Chai D, Wu D, Ma G, Zhou S, Jin Z, Wu D. The Effects of Pulse Parameters on Weld Geometry and Microstructure of a Pulsed Laser Welding Ni-Base Alloy Thin Sheet with Filler Wire. Metals. 2016; 6(10):237. https://doi.org/10.3390/met6100237
Chicago/Turabian StyleChai, Dongsheng, Dongdong Wu, Guangyi Ma, Siyu Zhou, Zhuji Jin, and Dongjiang Wu. 2016. "The Effects of Pulse Parameters on Weld Geometry and Microstructure of a Pulsed Laser Welding Ni-Base Alloy Thin Sheet with Filler Wire" Metals 6, no. 10: 237. https://doi.org/10.3390/met6100237